Системы и способы автоматизированного управления загрузочным концом консольного перегружателя - RU2755612C2
Код документа: RU2755612C2
Чертежи




Описание
ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[01] Данное изобретение испрашивает приоритет по предварительной патентной заявке США 62/792,164, поданной 14 января 2019, полное содержание которой включено в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[02] Варианты осуществления, описанные в данном документе, относятся к загрузочному концу консольного перегружателя системы разработки длинными забоями.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[03] Загрузочный конец консольного перегружателя для разработки длинными забоями обычно статически устанавливают (т.e., оставляют на его исходном месте). Вместе с тем, могут быть целесообразными регулировки загрузочного конца во времени (например, каждый час). Регулировки загрузочного конца можно применять для обеспечения (1) равномерной погрузки руды с перегружателя на стыкующуюся с ним конвейерную ленту (без потерь), и (2) исключения недопустимого напряжения конвейера при стыковке загрузочного конца с конвейерной конструкцией.
[04] Вместе с тем, эксплуатация и регулировка положения загрузочного конца обычно требует ручного управления оператором. Перемещение с ручным управлением загрузочного конца включает в себя прямое активирование гидравлических золотниковых клапанов или кнопочных органов управления гидравлических цилиндров (например, клапанов с электромагнитным управлением). Оператор должен также управлять загрузочным концом на основе интерпретации положения загрузочного конца. Такие субъективные факторы увеличивают чрезмерный износ/ напряжение на конвейере и связанных компонентах, потери руды, а также подвергают персонал риску физического вреда здоровью. Потенциальный физический вред здоровью может включать в себя ранение от выбросов или риск удара от аккумулированной гидравлической энергии, риск разрушения или завала от перемещающегося тяжелого оборудования и риск для органов дыхания от пыли.
[05] Варианты осуществления, описанные в данном документе, относятся к автоматизированному управлению загрузочным концом консольного перегружателя для разработки длинными забоями на основе сигналов с множества датчиков. Контроллер применяет сигналы с множества датчиков для управления загрузочным концом. Благодаря автоматизации работы загрузочного конца, уменьшен объем управления позиционированием со стороны персонала и улучшена безопасность оператора. Автоматизированная работа загрузочного конца также обеспечивает дополнительные преимущества перед обычными, управляемыми вручную, загрузочными концами. Например, автоматизированный загрузочный конец обеспечивает возможность: (1) ʺпереправлятьʺ руду на загрузочный конец (например, для дополнительного уменьшения потерь руды); (2) согласовывать траекторию конвейерной ленты и регулировать боковое отклонение ленты; (3) учитывать при перемещении отклонения пола /грунта для обеспечения горизонтальности; (4) согласовывать углы и профили стыкуемого оборудования (например, загрузочный конец можно устанавливать с правильным углом наклона и высотой для согласования с конструкцией конвейера, также согласовывая выброс руды с перегружателя для длинного забоя; (5) уменьшать износ на компонентах и увеличивать эксплуатационный ресурс конвейерной ленты; и (6) применять давление в подъемных цилиндрах для определения и равномерного распределения давления на пол от каждой опоры загрузочного конца.
[06] Варианты осуществления, описанные в данном документе, обеспечивают загрузочный конец консольного перегружателя, который содержит по меньшей мере один подъемный исполнительный механизм, выполненный с возможностью подъема или спуска участка загрузочного конца, датчик подъема, датчик угла и контроллер. Датчик подъема связан с по меньшей мере одним подъемным исполнительным механизмом. Датчик подъема выполнен с возможностью генерирования выходного сигнала датчика подъема, относящегося к положению по меньшей мере одного подъемного исполнительного механизма. Датчик угла выполнен с возможностью генерирования выходного сигнала датчика угла, относящегося к углу загрузочного конца. Контроллер соединен с датчиком подъема, датчиком угла и по меньшей мере одним подъемным исполнительным механизмом. Контроллер содержит постоянный машиночитаемый носитель и процессор. Контроллер содержит выполняемые компьютером инструкции, хранимые в машиночитаемом носителе, для управления работой загрузочного конца, в ходе которой принимают выходной сигнал датчика подъема, принимают выходной сигнал датчика угла, определяют продольное положение загрузочного конца и аксиальное положение загрузочного конца на основе выходного сигнала датчика подъема и выходного сигнал датчика угла, и генерируют управляющий сигнал для по меньшей мере одного подъемного исполнительного механизма, чтобы регулировать положение по меньшей мере одного подъемного исполнительного механизма, когда продольное положение загрузочного конца или аксиальное положение загрузочного конца указывает, что загрузочный конец не горизонтален.
[07] Варианты осуществления, описанные в данном документе, обеспечивают реализуемый посредством компьютера способ управления загрузочным концом консольного перегружателя. Загрузочный конец содержит по меньшей мере один подъемный исполнительный механизм, датчик подъема и датчик угла. Способ содержит прием выходного сигнала датчика подъема с датчика подъема. Выходной сигнал датчика подъема относится к положению по меньшей мере одного подъемного исполнительного механизма. Способ также содержит прием выходного сигнала датчика угла с датчика угла. Выходной сигнал датчика угла относится к углу загрузочного конца. Способ также содержит определение продольного положения загрузочного конца и аксиального положения загрузочного конца на основе выходного сигнала датчика подъема и выходного сигнала датчика угла, и генерирование управляющего сигнала для по меньшей мере одного подъемного исполнительного механизма, чтобы регулировать положение по меньшей мере одного подъемного исполнительного механизма, когда продольное положение загрузочного конца или аксиальное положение загрузочного конца указывает что загрузочный конец не горизонтален.
[08] Варианты осуществления, описанные в данном документе, обеспечивают контроллер для управления загрузочным концом консольного перегружателя. Контроллер содержит постоянный машиночитаемый носитель и процессор. Контроллер содержит выполняемые компьютером инструкции, хранимые в машиночитаемом носителе, для управления работой загрузочного конца, чтобы принимать выходной сигнал датчика подъема с датчика подъема, принимать выходной сигнал датчика угла с датчика угла, определять продольное положение загрузочного конца и аксиальное положение загрузочного конца на основе выходного сигнала датчика подъема и выходного сигнала датчика угла, и генерировать управляющий сигнал для по меньшей мере одного подъемного исполнительного механизма, чтобы регулировать положение по меньшей мере одного подъемного исполнительного механизма, когда продольное положение загрузочного конца или аксиальное положение загрузочного конца указывает, что загрузочный конец не горизонтален. Выходной сигнал датчика подъема относится к положению по меньшей мере одного подъемного исполнительного механизма. Выходной сигнал датчика угла относится к углу загрузочного конца.
[09] При изучении любых вариантов осуществления, описанных подробно, следует понимать, что варианты не ограничены в своем применении деталями конфигурации и устройством компонентов, изложенными в следующем описании или показанными в прилагаемых чертежах. Варианты осуществления можно реализовать на практике различными путями. Также, понятно что фразеология и терминология, применяемая в данном документе служит для описания и не должна рассматриваться, как ограничивающая. Случаи применения ʺвключающий в себя,ʺ ʺсодержащийʺ или ʺимеющийʺ и их вариаций означают охват позиций, приведенных ниже в данном документе и их эквивалентов, а также дополнительных позиций. Если иное или ограничение специально не указано, термины ʺсмонтированныйʺ, ʺсоединенныйʺ ʺустановленныйʺ и ʺспаренныйʺ, а также их вариации применяются в широком смысле и заключают в себе как прямой, так и непрямой монтаж, соединение, установку и спаривание.
[10] В дополнение, следует понимать, что варианты осуществления могут содержать агрегатное обеспечение, программное обеспечение, и электронные компоненты или модули, которые для рассмотрения могут быть показаны и описаны, как если главные компоненты реализованы только в агрегатном обеспечении. Вместе с тем, специалисту в данной области техники из данного подробного описания ясно, что по меньшей мере в одном варианте осуществления основанные на электронике аспекты могут быть реализованы в программном обеспечении (например, хранимыми на постоянном машиночитаемом носителе), исполняемыми одним или несколькими блоками обработки данных, такими как микропроцессор и/или специализированные интегральные микросхемы (ʺASICʺ). При этом следует отметить, что множество устройств агрегатного обеспечения и устройств, основанных на программном обеспечении, а также можно использовать множество отличающихся конструктивных компонентов для реализации вариантов осуществления. Например, ʺсерверыʺ и ʺвычислительное устройстваʺ, описанные в спецификации, могут содержать один или несколько блоков обработки данных, один или несколько модулей машиночитаемых носителей, один или несколько вводных/выводных интерфейсов, а также различные соединения компонентов (например, системную шину).
[11] Другие аспекты вариантов осуществления станут понятными из приведенного ниже подробного описания и прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
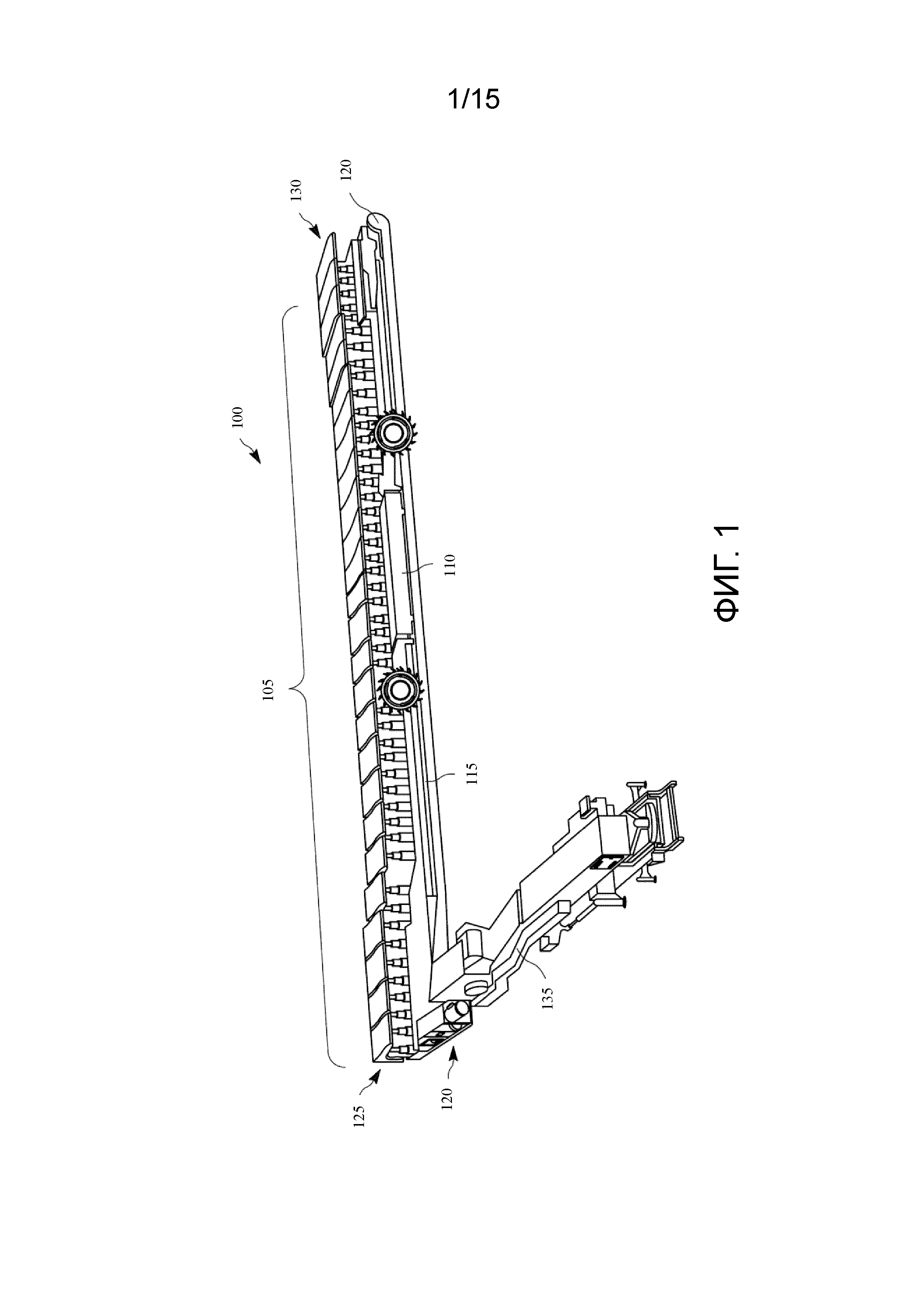
[12] На фиг. 1 и 2 показана система разработки длинными забоями вариантов осуществления, описанных в данном документе.
[13] На фиг. 3 показаны стыки перегружателя, загрузочного конца и конвейера вариантов осуществления, описанных в данном документе.
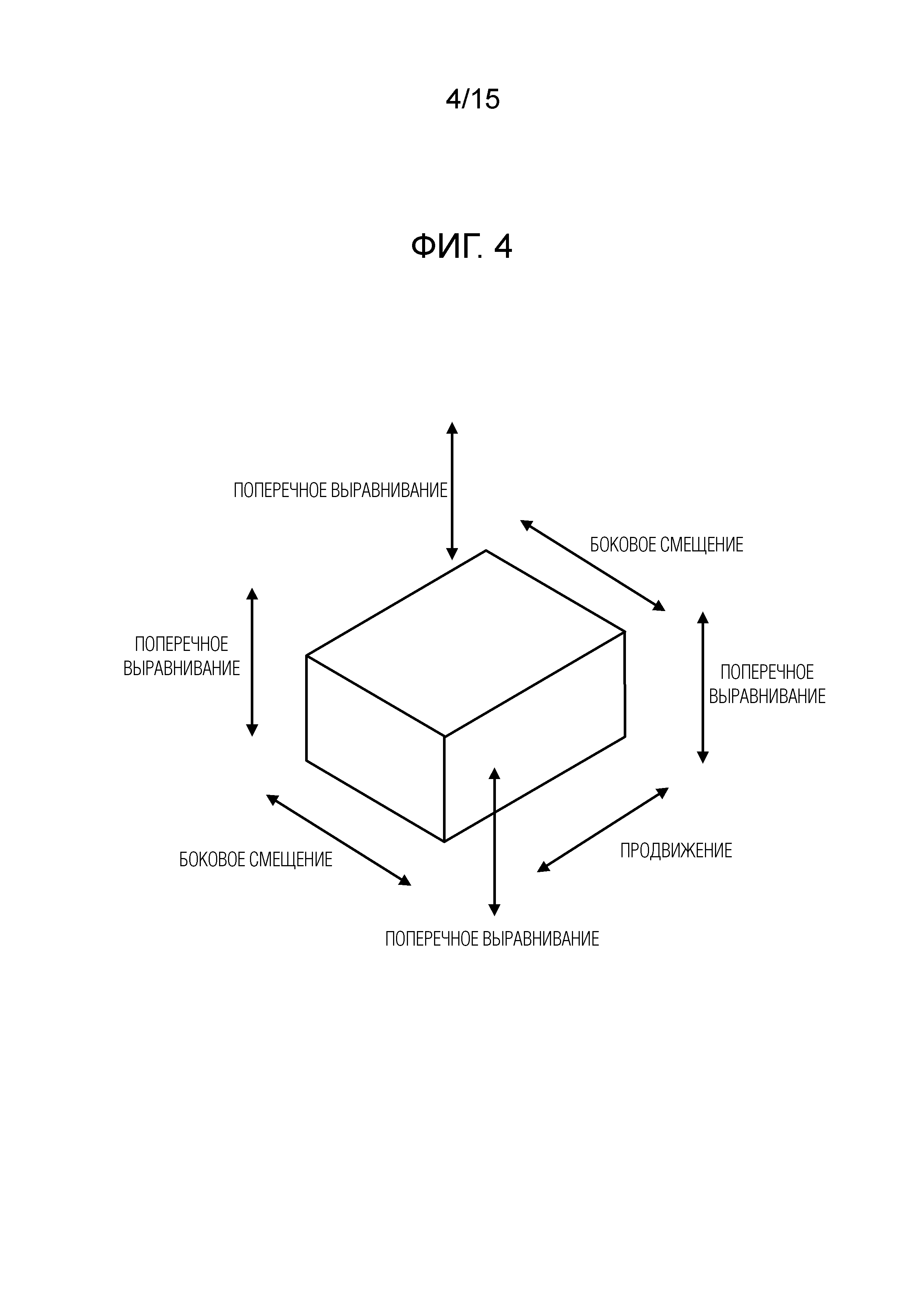
[14] На фиг. 4 показана схема функций позиционирования загрузочного конца вариантов осуществления, описанных в данном документе.
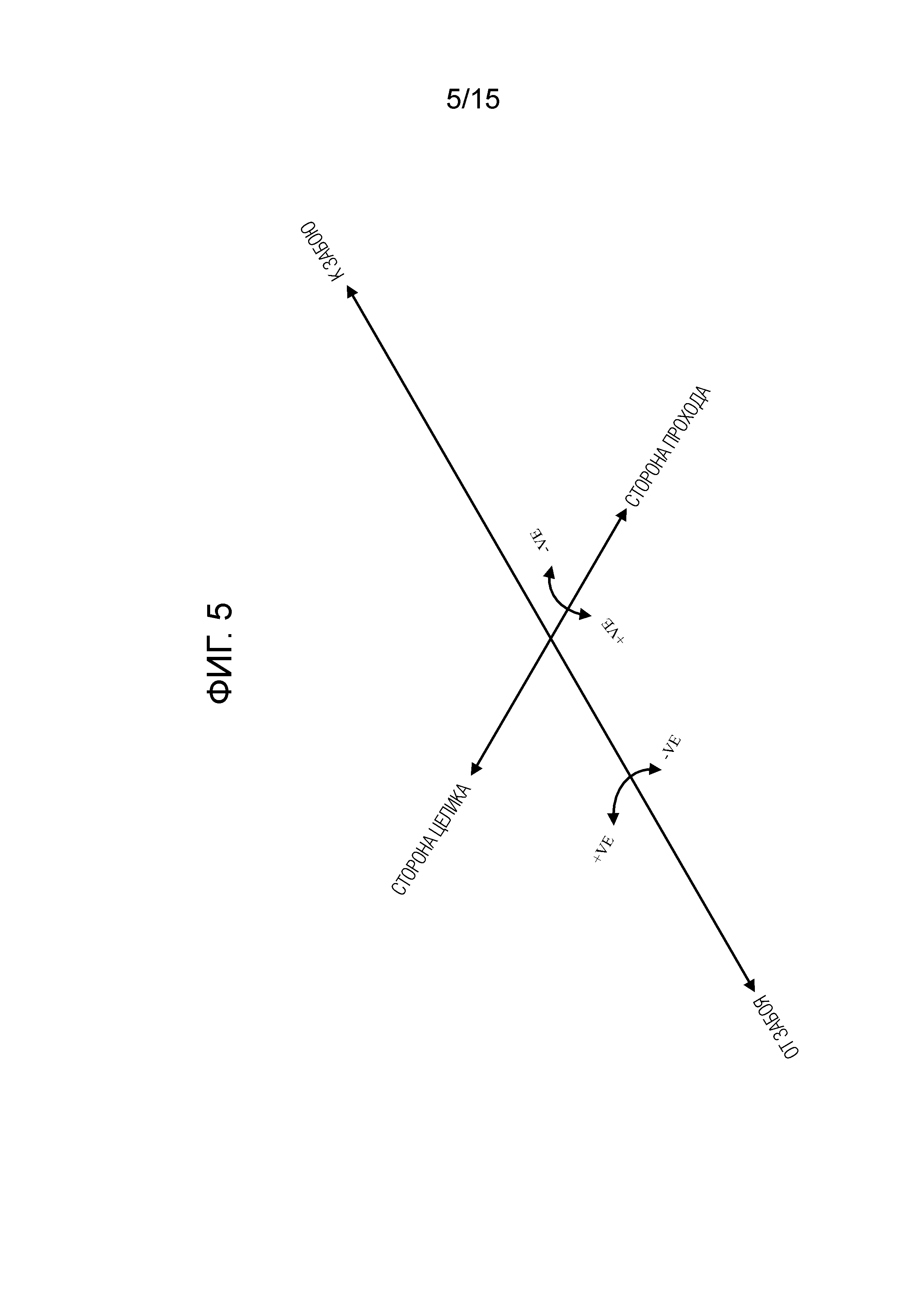
[15] На фиг. 5 показана схема продольного и поперечного наклона загрузочного конца вариантов осуществления, описанных в данном документе.
[16] На фиг. 6 показана силовая схема свободного тела продольного и поперечного наклона для загрузочного конца вариантов осуществления, описанных в данном документе.
[17] На фиг. 7 и 8 показаны силовые схемы свободного тела поворота в горизонтальной плоскости для загрузочного конца вариантов осуществления, описанных в данном документе.
[18] На фиг. 9A, 9B и 9C показано автоматизированное управление продвижением загрузочного конца.
[19] На фиг. 10 показан загрузочный конец в соответствии с вариантами осуществления, описанными в данном документе.
[20] На фиг. 11 и 12 показан линейный измерительный преобразователь подъемного цилиндра в соответствии с вариантами осуществления, описанными в данном документе.
[21] На фиг. 13 и 14 показан линейный измерительный преобразователь цилиндра бокового смещения в соответствии с вариантами осуществления, описанными в данном документе.
[22] На фиг. 15 и 16 показан датчик угла в соответствии с вариантами осуществления, описанными в данном документе.
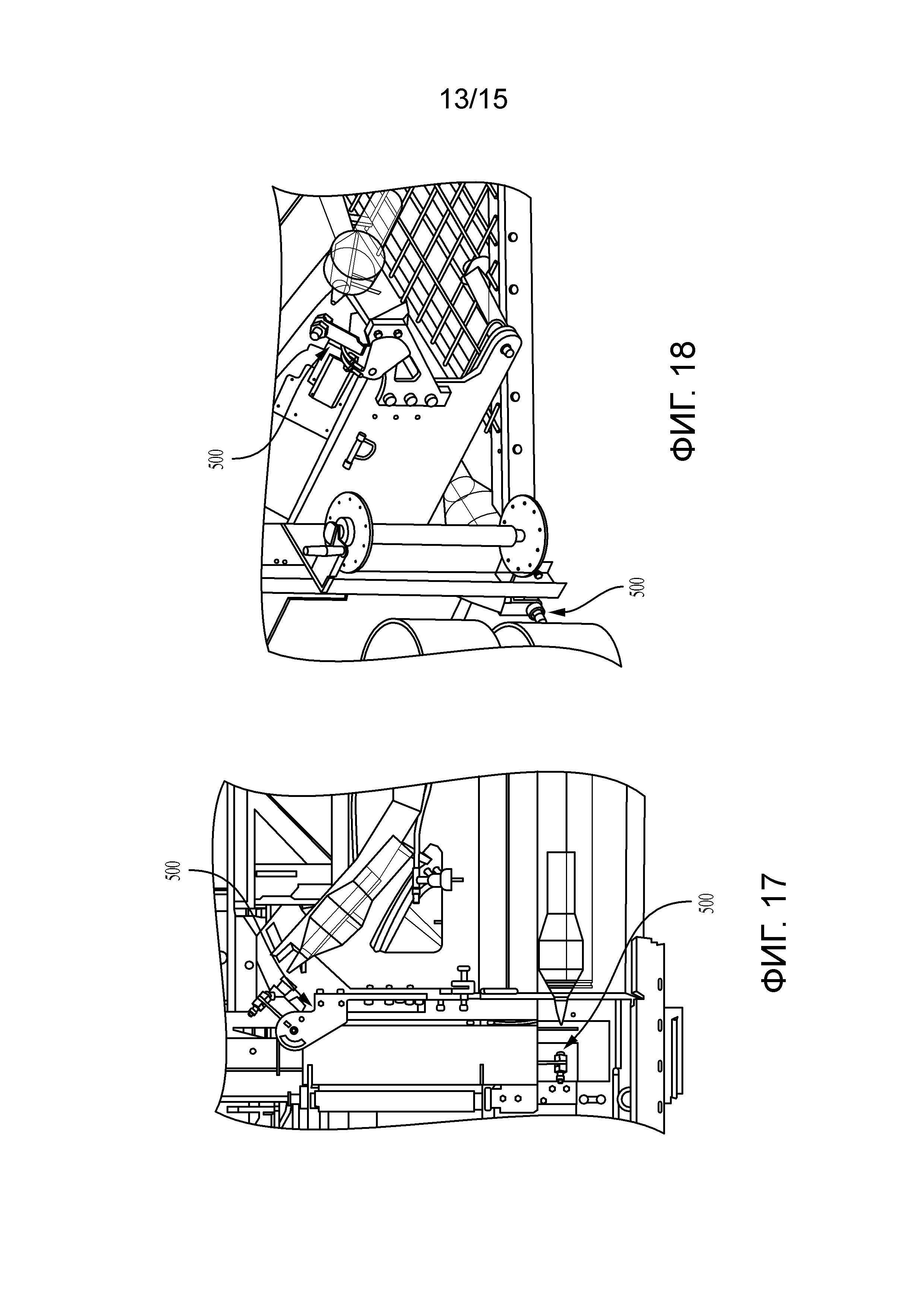
[23] На фиг. 17 и 18 показаны датчики конвейерной ленты в соответствии с вариантами осуществления, описанными в данном документе.
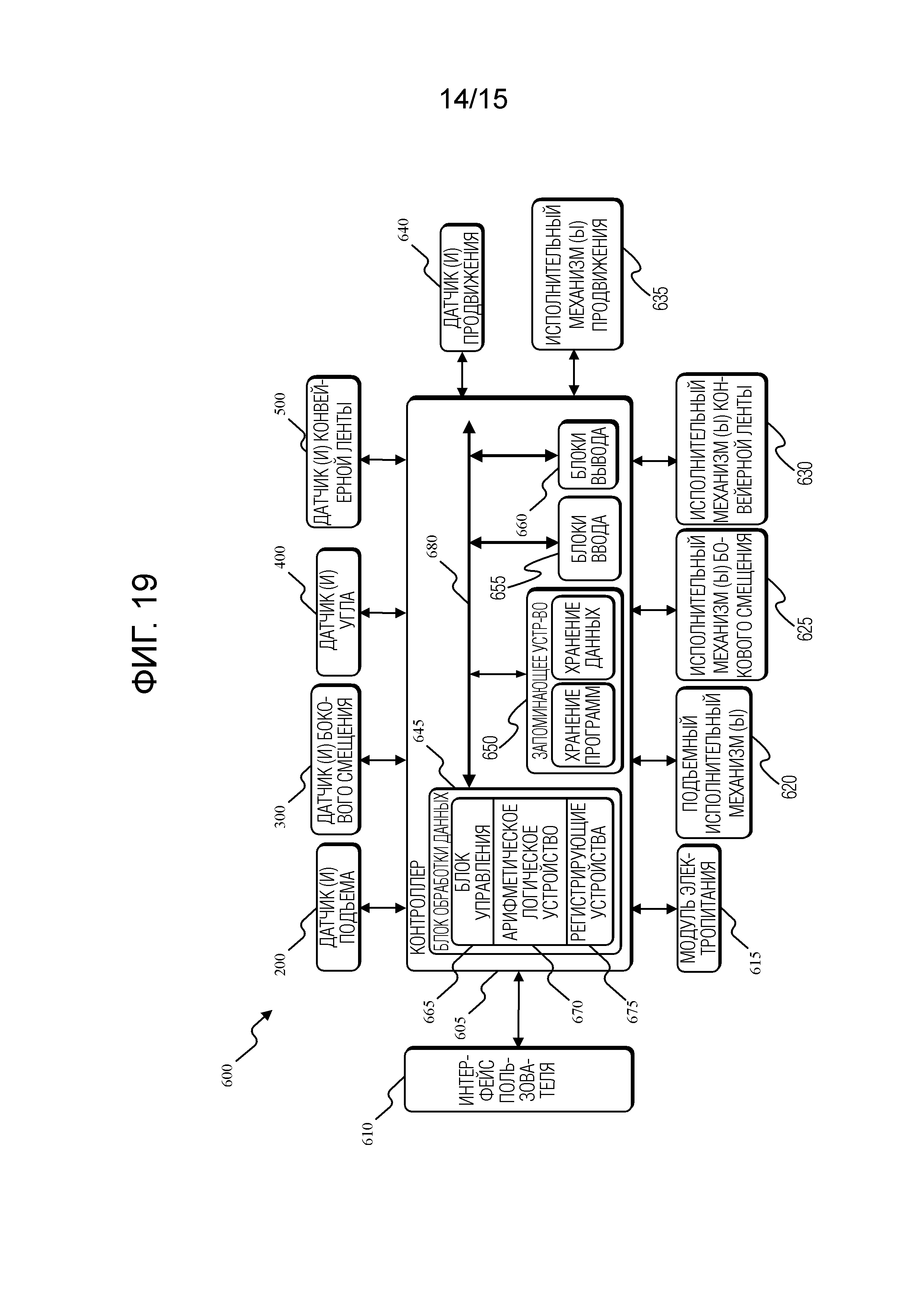
[24] На фиг. 19 показан контроллер для загрузочного конца по фиг. 10 в соответствии с вариантами осуществления, описанными в данном документе.
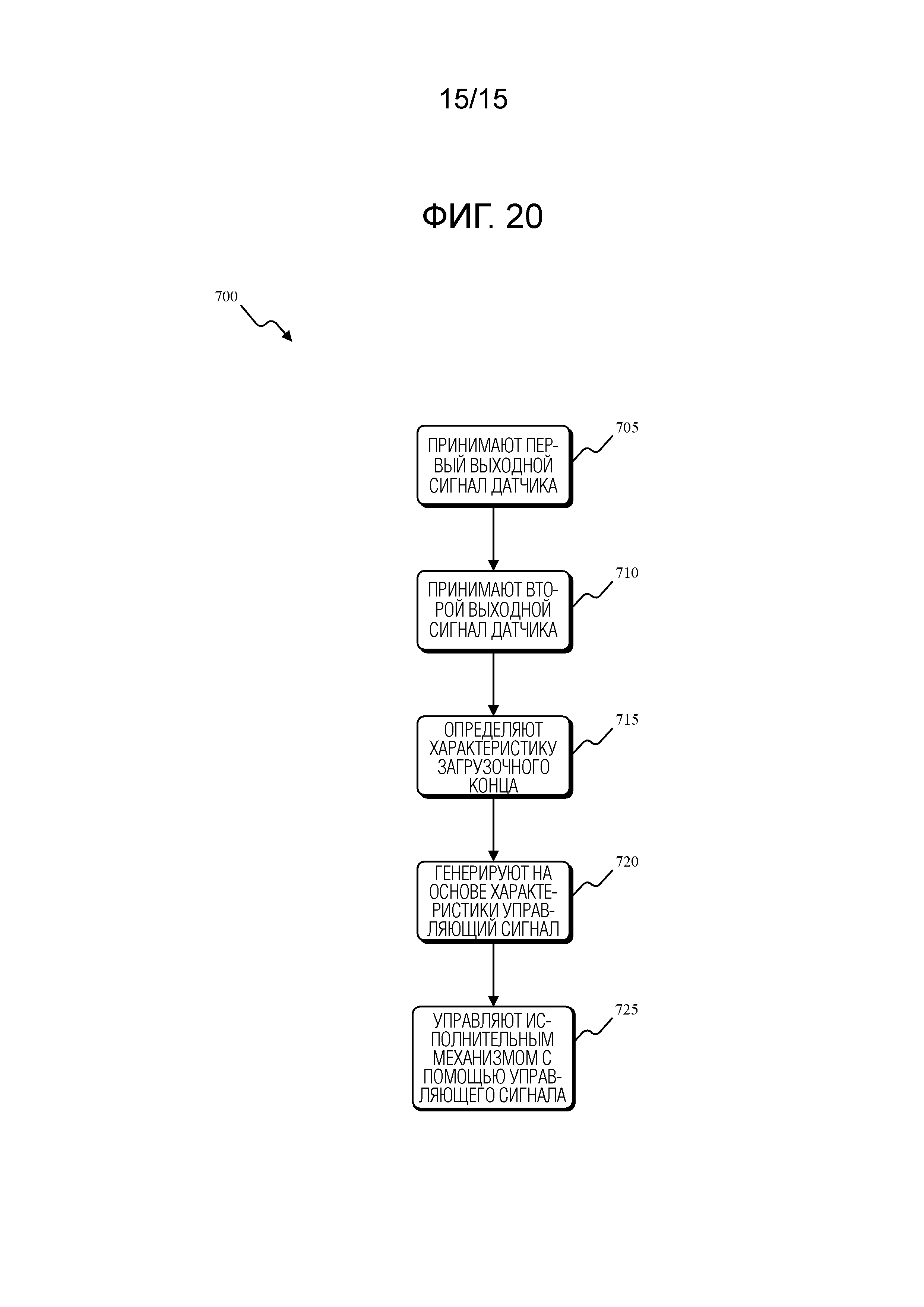
[25] На фиг. 20 показан способ управления загрузочным концом по фиг. 10 в соответствии с вариантами осуществления, описанными в данном документе.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[26] На фиг. 1 показана система 100 разработки длинными забоями. Система 100 разработки длинными забоями содержит секции 105 крепи и очистной комбайн 110. Секции 105 крепи соединены параллельно с рудной поверхностью (не показано) посредством электрических и гидравлических соединений. Секции 105 крепи экранируют очистной комбайн 110 от лежащего выше геологического пласта. Число секций 105 крепи, используемых в системе 100 разработки длинными забоями зависит от ширины рудной поверхности, которую разрабатывают, поскольку секции 105 крепи служат для защиты от пласта по всей ширине рудной поверхности. Очистной комбайн 110 продвигается вдоль линии рудной поверхности посредством забойного скребкового конвейера (ʺAFCʺ) 115, который имеет выделенную зубчатую рейку для очистного комбайна 110, проходящую параллельно рудной поверхности между самой поверхностью и секциями 105 крепи. AFC 115 также содержит конвейер параллельный зубчатой рейке очистного комбайна, так что вынимаемый материал может падать на конвейер для транспортировки от забоя. Конвейер и зубчатая рейка AFC 115 приводятся в действие приводами 120 AFC, установленными на основном штреке 125 и хвостовом штреке 130, расположенными на дальних концах AFC 115. Привода 120 AFC обеспечивают AFC 115 непрерывную транспортировку угля к основному штреку 125 (слева на фиг. 1) и обеспечивают перемещение очистного комбайна 110 вдоль зубчатой рейки AFC 115 в двух направлениях от края до края рудной поверхности. В некоторых вариантах осуществления, в зависимости от конкретной схемы рудника, схема системы разработки длинными забоями 100 может отличаться от описанной выше. Например, основной штрек 125 может быть расположен на правом дальнем конце AFC 115, и хвостовой штрек 130 может быть расположен на левом дальнем конце AFC 115.
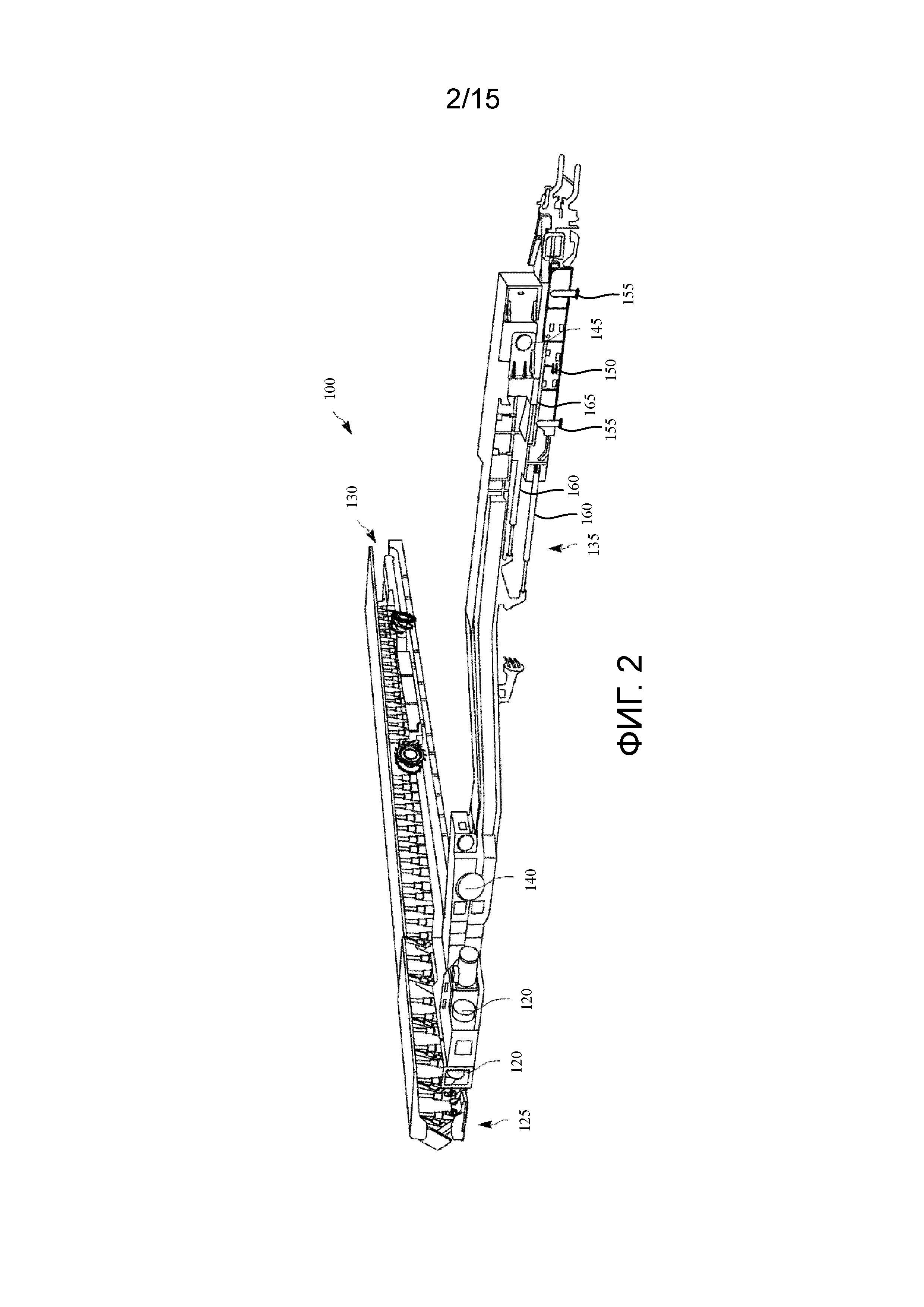
[27] Система 100 разработки длинными забоями также содержит консольный перегружатель 135 (ʺBSLʺ), расположенный перпендикулярно на основном штреке 125 AFC 115. На фиг. 2 показана в перспективе система 100 разработки длинными забоями и вид в перспективе BSL 135. Когда извлеченная руда, откатываемая AFC 115 достигает основного штрека 125, ее направляют с поворотом на 90° на BSL 135. В некоторых вариантах осуществления BSL 135 стыкуется с AFC 115 под острым углом (например, не прямым углом). BSL 135 затем готовит и грузит руду на конвейер основного штрека (см. фиг. 3), который транспортирует руду на поверхность. Руду готовит к погрузке дробилка или грохот 140, который разбивает руду для улучшения погрузки на конвейер основного штрека. Конвейер BSL 135 конвейер приводится в действие приводом 145 BSL. Загрузочный конец 150 установлен между BSL 135 и конвейером основного штрека. Загрузочный конец 150 содержит подъемные цилиндры 155 (например, опоры загрузочного конца), цилиндры 160 продвижения и цилиндры 165 бокового смещения.
[28] На фиг. 3 показан стык между BSL 135 и загрузочным концом 150, и стык между загрузочным концом 150 и конструкцией конвейера, содержащей конвейерную ленту (например, конвейера основного штрека).
[29] На фиг. 4 показаны функции позиционирования для загрузочного конца 150. Загрузочный конец 150 использует несколько функций для управления своим позиционированием. Функции включают в себя функцию подъема, функцию бокового смещения и функцию продвижения. Загрузочный конец 150 можно поднимать или опускать для достижения поперечного выравнивания (например, подъемными цилиндрами 155). Функция подъема использует подъемные цилиндры 155 в каждом углу загрузочного конца 150 (например, четыре подъемных цилиндра 155) для управления по высоте или введения поправки на отклонения пола /грунта. Загрузочный конец 150 можно продвигать (например, продвигающими цилиндрами 160). Функция продвижения использует продвигающие цилиндры 160 для позиционирования загрузочного конца 150 в продольном направлении относительно BSL 135 (с которым конец механически соединен) и стыка с конструкцией конвейера (например, конвейера основного штрека). Загрузочный конец 150 можно смещать вбок (например, перемещать в поперечном направлении цилиндрами 165 бокового смещения). Функция бокового смещения использует цилиндры 165 бокового смещения для позиционирования загрузочного конца 150 аксиально или в поперечном направлении (т.e., из стороны в сторону). В некоторых вариантах осуществления позиционированием загрузочного конца 150 можно также управлять по информации о пространственном положении загрузочного конца 150 в выработке относительно заданного положения (например, осевой линии выработки).
[30] На фиг. 5 показаны параметры продольного и поперечного наклона в трехмерном пространстве для загрузочного конца 150. Данные датчиков можно применять для профилирования работы загрузочного конца 150 в трехмерном пространство для определения продольного и поперечного наклона. Продольный наклон соответствует продольному положению (обычно называемому к забою - от забоя). Поперечный наклон соответствует аксиальному или поперечному положению (обычно называемому от стороны прохода к стороне целика).
[31] На фиг. 6 показана силовая схема свободного тела загрузочного конца 150, которую можно применять для реализации управления продольным и поперечным наклоном, где OBS сторона целика от забоя, OWS сторона прохода от забоя, IBS сторона целика к забою, IWS сторона прохода к забою, OLH продольная высота от забоя, ILH продольная высота к забою, BAH аксиальная высота стороны целика, WAH аксиальная высота стороны прохода, S1 измерение хода цилиндра стороны прохода от забоя, S2 измерение хода цилиндра стороны целика от забоя, S3 измерение хода цилиндра стороны прохода к забою, S4 измерение хода цилиндра стороны целика к забою, θ1 осевой угол от забоя, θ2 осевой угол к забою, θ3 продольный угол стороны прохода, и θ4 продольный угол стороны целика.
[32] Для определения продольного и поперечного наклона загрузочного конца 150 можно применять комбинацию датчиков угла (например, инклинометров) и линейных измерительных преобразователей. В некоторых вариантах осуществления сигналы датчика угла сравнивают с положением хода цилиндра. Например, если сторона прохода загрузочного конца 150 расположена на 200 мм удлинении, и сторона целика загрузочного конца 150 расположена 400 мм удлинении, но датчики угла дают ±0,5°, загрузочный конец 150 можно считать горизонтальным. Но изменения для загрузочного конца 150 потребуются, поскольку загрузочный конец 150 вводит поправку на локализованные уклоны. Вместе с тем, если подъемные цилиндры 155 имеют одинаковые ходы, но датчики угла дают 3,5° (или при отличающихся ходах, но инклинометры все равно показывают 3,5°), либо сторона прохода или сторона целика загрузочного конца 150 должны получить изменения для выравнивания загрузочного конца 150. Аналогичный анализ может быть выполнен относительно продольного наклона (т.е., от забоя - к забою). Вместе с тем, продольный наклон (или в продольном направлении) обычно диктуется уклоном выработки, и могут требовать учета дополнительные входные данные. Например, если уклон выработки составляет +2°, данное можно устанавливать, как величину для выравнивания, и в положения цилиндров можно вводить поправку для достижения +2°. В некоторых вариантах осуществления уклон выработки может быть установлен, как точка привязки (например, для прибора или датчика, смонтированного на конструкции конвейерной ленты). В некоторых вариантах осуществления может быть установлен допуск для определения момента, когда загрузочный конец 150 считается горизонтальным (например, ±0,5°, ±1,0°, и т.д.).
[33] В некоторых вариантах осуществления давление опор загрузочного конца можно определить по подъемным цилиндрам 155 (например, применяя датчик давления) и использовать для управления загрузочным концом 150. Например, определение давления опор загрузочного конца может быть полезным при неудовлетворительном состоянии пола или поврежденной машине, когда не разрешено иметь загрузочный конец 150 лежащим на брюхе (т.е., не поднятым от пола). Контактное давление на каждой опоре загрузочного конца можно также изменять во время последовательности продвижения BSL 135 так, что динамическое регулирование давления опор загрузочного конца должно помогать уравновешивать загрузочный конец 150.
[34] На фиг. 7 и 8 показан параметр поворота в горизонтальной плоскости для загрузочного конца 150. Поворот в горизонтальной плоскости относится к положению на плоскости при повороте по часовой стрелке/против часовой стрелке (обычно называемому проводкой) загрузочного конца 150. Данные датчика можно применять для реализации управления поворотом в горизонтальной плоскости для загрузочного конца 150. Управление поворотом в горизонтальной плоскости в общем соответствует способности обнаруживать положение конвейерной ленты относительно заданной осевой линии или номинальной величины относительно датчиков или заданной базовой линии в выработке. Регулировки загрузочного конца 150 основаны на измеренном положении конвейерной ленты и приемлемом поле допуска или гистерезисе. Загрузочный конец 150 может быть переустановлен так, что кромка конвейерной ленты или другая базовая линия попадает в приемлемые пределы. Например, если номинальная приемлемая величина находится в диапазоне 300-350 мм, любое измерение за пределами данного диапазона должно обуславливать изменение в положении загрузочного конца для приведения конвейерной ленты или загрузочного конца 150 обратно в диапазон.
[35] На фиг. 9A, 9B, и 9C показано управление продвижением загрузочного конца 150. Продвигающие цилиндры 160 загрузочного конца обеспечивают постепенное автоматическое выдвижение или отвод назад загрузочного конца 150 с учетом изменения положения BSL 135 (например, когда больше нет хода продвигающих цилиндров 160). Например, загрузочный конец 150 может быть продвинут, как функция глубины резания очистным комбайном 110. Как иллюстративный пример, если глубина резания очистного комбайна 110 (т.е., глубина забоя на головке или глубина вруба) составляет 800 мм, BSL 135 должен выдвигаться на 800 мм с каждым циклом работы очистного комбайна 110. Если продвигающие цилиндры 160 загрузочного конца имеют ход цилиндра 2400 мм, загрузочным концом 150 можно управлять для обеспечения трех циклов работы очистного комбайна до того, как загрузочный конец 150 потребует перемещения. После полного выдвижения продвигающих цилиндров 160, продвигающие цилиндры можно отводить назад для подтягивания загрузочного конца 150 вперед и очередной максимизации перекрывания с BSL 135. На фиг. 9A показан загрузочный конец 150 с полностью отведенными назад продвигающими цилиндрами 160. Когда BSL 135 продвигают вперед для каждого рабочего цикла очистного комбайна, продвигающие цилиндры 160 выдвигают. На фиг. 9B показан загрузочный конец 150 с полностью выдвинутыми продвигающими цилиндрами 160. Когда продвигающие цилиндры 160 полностью выдвинуты, загрузочный конец 150 подтягивают вперед, отводя назад продвигающие цилиндры 160. Когда загрузочный конец 150 подтягивают вперед, имеющееся перекрывание между BSL 135 и загрузочным концом 150 вновь становится максимальным, как проиллюстрировано на фиг. 9C. Линейные измерительные преобразователи смонтированы рядом с продвигающими цилиндрами 160 или встроены в продвигающие цилиндры 160 для генерирования сигналов, относящихся к величине выдвижения цилиндров 160. Если продвигающие цилиндры полностью выдвинуты, продвигающими цилиндрами 160 можно управлять для отведения назад и подтягивания вперед загрузочного конца 150.
[36] На фиг. 10 показан загрузочный конец 150 (например, как рама загрузочного конца), содержащий множество датчиков. Датчики содержат линейные измерительные преобразователи 200 подъемного цилиндра, линейные измерительные преобразователи 300 цилиндра бокового смещения, датчики 400 угла (например, инклинометры) для измерения наклона и датчики 500 транспортерной ленты (например, ультразвуковые датчики) для отслеживания положения верхней и нижней ветвей конвейерной ленты (например, поперечного положения конвейерной ленты относительно загрузочного конца 150).
[37] На фиг. 11 и 12 показан линейный измерительный преобразователь подъемного цилиндра или датчик 200 подъема. Линейный измерительный преобразователь 200 подъемного цилиндра содержит защитный корпус 205 для защиты внутреннего стержня и кабеля /соединителей. Линейный измерительный преобразователь 200 подъемного цилиндра имеет разрешение, например, ±1 мм. Статическая часть 210 линейного измерительного преобразователя 200 подъемного цилиндра закреплена на загрузочном конце. В некоторых вариантах осуществления линейный измерительный преобразователь 200 подъемного цилиндра встроен в подъемный цилиндр. Загрузочный конец содержит, например, четыре линейных измерительных преобразователя подъемного цилиндра (например, один для каждого угла загрузочного конца).
[38] На фиг. 13 и 14 показан линейный измерительный преобразователь бокового смещения или датчик 300 бокового смещения. Линейный измерительный преобразователь 300 бокового смещения может быть смонтирован на стороне прохода загрузочного конца 150. Линейный измерительный преобразователь 300 бокового смещения имеет разрешение, например, ±1 мм. В некоторых вариантах осуществления линейный измерительный преобразователь 300 бокового смещения встроен в цилиндр бокового смещения.
[39] На фиг. 15 и 16 показан датчик 400 угла (например, инклинометр), смонтированный на загрузочном конце 150. Датчик 400 угла может быть смонтирован в некотором положении на загрузочном конце 150, где защищен от окружающей среды и где можно выполнять точные измерения угла.
[40] На фиг. 17 и 18 показаны датчики 500 (например, ультразвуковые датчики) для обнаружения положения конвейерной ленты. Датчики 500 могут быть установлены на одной линии с верхней и нижней ветвями конвейерной ленты.
[41] Система 600 управления для загрузочного конца 150 содержит контроллер 605, показанный на фиг. 19. Контроллер 605 электронно и/или по связи соединен с множеством модулей или компонентов загрузочного конца 150. Например, контроллер 605 соединен с интерфейсом 610 пользователя, модулем 615 электропитания (например, модулем электропитания переменного тока, принимающим переменный ток от сети), одним или несколькими подъемными исполнительными механизмами 620 (например, подъемными гидравлическими цилиндрами), одним или несколькими исполнительными механизмами 625 бокового смещения (например, гидравлическими цилиндрами бокового смещения), одним или несколькими исполнительными механизмами 630 конвейерной ленты (например, двигателем), одним или несколькими исполнительными механизмами 635 продвижения (например, продвигающими гидравлическими цилиндрами), а также одним или несколькими датчиками 640 продвижения (например, линейными измерительными преобразователями). Контроллер 605 также соединен с одним или несколькими датчиками 200 подъема, одним или несколькими датчики 300 бокового смещения, одним или несколькими датчиками 400 угла и одним или несколькими датчиками 500 конвейерной ленты. Контроллер 605 содержит комбинации агрегатного обеспечения и программного обеспечения, которые функционально способны, помимо прочего, управлять работой загрузочного конца 150, управлять работой системы 100 разработки длинными забоями и т.д.
[42] В некоторых вариантах осуществления контроллер 605 содержит множество электрических и электронных компонентов, которые обеспечивают питание, оперативное управление и защиту компонентов и модулей в контроллере 605, загрузочном конце 150 и/или системе 100 разработки длинными забоями. Например, контроллер 605 содержит, среди прочего, блок 645 обработки данных (например, микропроцессор, микроконтроллер, или другое подходящее программируемое устройство), запоминающее устройство 650, блоки 655 ввода и блоки 660 вывода. Блок 645 обработки данных содержит, среди прочего, блок 665 управления, арифметическое логическое устройство 670 (ʺАЛУʺ), и множество регистрирующих устройств 675 (показаны, как группа регистрирующих устройств на фиг. 19), и реализован с применением известной компьютерной архитектуры (например, модифицированной гарвардской архитектуры, фон-неймановской архитектуры, и т.д.). Блок 645 обработки данных, запоминающее устройство 650, блоки 655 ввода и блоки 660 вывода, а также различные модули соединены с контроллером 605 одной или несколькими шинами управления и/или передачи данных (например, обычной шиной 680). Шины управления и/или передачи данных показаны на фиг. 19 иллюстративно. Применение одной или нескольких шин управления и/или передачи данных для соединения между собой и поддержания связи между различными модулями и компонентами известно специалисту в области техники для изобретения, описанного в данном документе.
[43] Запоминающее устройство 650 является постоянным машиночитаемым носителем и содержит, например, запоминающее устройство программ и запоминающее устройство данных. Запоминающее устройство программ и запоминающее устройство данных могут содержать комбинации запоминающих устройств разных типов, таких как ROM, RAM (например, DRAM, SDRAM, и т.д.), EEPROM, флэш ПЗУ, накопитель на жестком диске, карта памяти SD, или другие подходящие магнитные, оптические, физические или электронные запоминающие устройства. Блок 645 обработки данных соединен с запоминающим устройством 650 и исполняет инструкции программного обеспечения, которые можно сохранять в RAM запоминающего устройства 650 (например, во время исполнения), ROM запоминающего устройства 650 (например, в общем на постоянной основе), или другом постоянном машиночитаемом носителе, таком как другое запоминающее устройство или диск. Программное обеспечение, применяемое в реализации системы 100 разработки длинными забоями или загрузочного конца 150, можно сохранять в запоминающем устройстве 650 контроллера 605. Программное обеспечение содержит, например, встроенное программное обеспечение, одно или несколько приложений, программные данные, фильтры, масштабные линейки, один или несколько программных модулей и другие исполняемые инструкции. Контроллер 605 выполнен с возможностью извлечения из запоминающего устройства 650 и исполнения, среди прочего, инструкций, относящихся к управлению процессами и способами, описанными в данном документе. В других конструкциях контроллер 605 содержит дополнительные компоненты, меньше компонентов или отличающиеся компоненты.
[44] Интерфейс 610 пользователя можно применять для управления и/или мониторинга загрузочного конца 150. Например, интерфейс 610 пользователя функционально соединен c контроллером 605 для управления продвижением загрузочного конца 150, поперечным выравниванием загрузочного конца 150, боковым смещением загрузочного конца 150 и т.д. Контроллер 605 выполнен с возможностью приема входных сигналов с модуля 610 интерфейса пользователя. Модуль 610 интерфейса пользователя содержит комбинацию цифровых и аналоговых входных или выходных устройств, требуемых для получения нужного уровня управления и мониторинга для загрузочного конца 150. Например, модуль 610 интерфейса пользователя содержит дисплей (например, основной дисплей, вспомогательный дисплей, и т.д.) и вводные устройства, такие как сенсорные дисплеи, джойстики, множество маховичков, наборных дисков, переключателей, кнопок, педалей и т.д. Модуль 610 интерфейса пользователя может также быть выполнен с возможностью отображения условий или данных, связанных с загрузочным концом 150 в режиме реального времени или, по существу, в режиме реального времени. Контроллер 605 также принимает сигналы команд перемещения с модуля 610 интерфейса пользователя. Сигналы команд перемещения являются рабочими для управления, например, одним или несколькими из подъемных исполнительных механизмов 620, исполнительных механизмов 625 бокового смещения, исполнительных механизмов 630 конвейерной ленты и исполнительных механизмов 635 продвижения.
[45] Контроллер 605 также выполнен с возможностью приема одного или нескольких сигналов с каждого из датчиков 200 подъема, датчиков 300 бокового смещения, датчиков 400 угла, датчиков 500 конвейерной ленты и датчиков 640 продвижения. На основе одного или нескольких сигналов, принятых с датчиков, контроллер 605 может автоматически управлять одним или несколькими из подъемных исполнительных механизмов 620, исполнительных механизмов 625 бокового смещения, исполнительных механизмов 630 конвейерной ленты, и исполнительных механизмов 635 продвижения. Например, на основе одного или нескольких сигналов, принятых с датчиков, контроллер 605 может генерировать один или несколько управляющих сигналов для подъемных исполнительных механизмов 620, исполнительных механизмов 625 бокового смещения, исполнительных механизмов 630 конвейерной ленты, или исполнительных механизмов 635 продвижения для управления позиционированием загрузочного конца 150. Исполнительные механизмы 620, 625, 630 и 635 применяют для управления, например, позиционированием к забою и от забоя, позиционированием к стороне прохода и к стороне целика, давлением опор, продвижением, боковым смещением и поперечным выравниванием загрузочного конца 150, как описано выше.
[46] На фиг. 20 показан способ 700 автоматического управления загрузочным концом 150. Способ 700 начинается этапом, на котором контроллер 605 принимает первый выходной сигнал датчика (этап 705). Первый выходной сигнал датчика может являться сигналом с любого из датчиков 200 подъема, датчиков 300 бокового смещения, датчиков 400 угла, датчиков 500 конвейерной ленты или датчиков 640 продвижения. Контроллер 605 затем принимает второй выходной сигнал датчика (этап 710). Второй выходной сигнал датчика может являться сигналом с любого из датчиков 200 подъема, датчиков 300 бокового смещения, датчиков 400 угла, датчиков 500 конвейерной ленты или датчиков 640 продвижения. В некоторых вариантах осуществления первый выходной сигнал датчика и второй выходной сигнал датчика принимают с датчика одного типа. В других вариантах осуществления первый выходной сигнал датчика и второй выходной сигнал датчика принимают с датчиков отличающихся типов. Контроллер 605 выполнен с возможностью определения затем одной или нескольких характеристик загрузочного конца 150 (этап 715). Одна или несколько характеристик загрузочного конца 150 содержат, например, продольное положение загрузочного конца 150, аксиальное или поперечное положение загрузочного конца 150, поперечное положение загрузочного конца 150 относительно конвейерной ленты, продольное положение загрузочного конца 150 относительно конвейерной ленты, давление в подъемном исполнительном механизме, поперечное положение конвейерной ленты и т.д. Контроллер 605 выполнен с возможностью генерирования на основе одной или нескольких характеристик загрузочного конца 150 одного или нескольких управляющих сигналов для управления загрузочным концом 150 (этап 720). Один или несколько управляющих сигналов могут являться управляющими сигналами для подъемных исполнительных механизмов 620, исполнительных механизмов 625 бокового смещения, исполнительных механизмов 630 конвейерной ленты или исполнительных механизмов 635 продвижения. Контроллер 605 затем обеспечивает один или несколько управляющих сигналов на исполнительные механизмы для соответствующего управления работой исполнительных механизмов (например, изменения положения исполнительных механизмов) (этап 725).
[47] Таким образом, варианты осуществления, описанные в данном документе, обеспечивают, среди прочего, системы и способы автоматизированного управления загрузочным концом перегружателя. Различные признаки и преимущества изложены в следующей формуле изобретения.
Реферат
Заявлено автоматизированное управление загрузочным концом перегружателя для длинного забоя с применением множества датчиков. Техническим результатом является повышение автоматизации управления позиционированием перегружателя и повышение безопасности для оператора. Загрузочный конец консольного перегружателя включает по меньшей мере один подъемный исполнительный механизм, выполненный с возможностью поднимать или опускать часть загрузочного конца. Датчик подъема, связанный с по меньшей мере одним подъемным исполнительным механизмом. Датчик подъема выполнен с возможностью генерирования выходного сигнала датчика подъема. Датчик угла выполнен с возможностью генерирования выходного сигнала датчика угла, относящегося к углу загрузочного конца. Контроллер, соединенный с датчиком подъема, датчиком угла и по меньшей мере одним подъемным исполнительным механизмом. Контроллер содержит постоянный машиночитаемый носитель и процессор. Контроллер содержит выполняемые компьютером инструкции, хранимые в машиночитаемом носителе, для управления работой загрузочного конца для: приема выходного сигнала датчика подъема, приема выходного сигнала датчика угла, определения продольного положения загрузочного конца и аксиального положения загрузочного конца на основе выходного сигнала датчика подъема и выходного сигнала датчика угла, и генерирования управляющего сигнала для одного подъемного исполнительного механизма для регулирования положения одного подъемного исполнительного механизма. Также заявлен способ управления загрузочным концом консольного перегружателя. 3 н. и 17 з.п. ф-лы, 20 ил.
Формула
Документы, цитированные в отчёте о поиске
Система и способ управления конвейером в системе горных разработок
Конвейерная система для непрерывной разработки открытым способом
Конвейерный механизм с шарнирным соединителем
Комментарии