Способ изготовления наполненных пищевым веществом полых тел - RU2264764C2
Код документа: RU2264764C2
Чертежи

Описание
Изобретение относится к способу изготовления заполненных едой полых формованных изделий, в которых каждое полое формованное изделие имеет по крайней мере одну полость, наполненную наполняющим материалом, являющимся твердым при температуре окружающей среды, сообщающуюся с окружающей средой и имеющую размер поперечного сечения между приблизительно 0,25 мм2 и приблизительно 1 см2.
Способы изготовления заполненных едой полых формованных изделий и способы заполнения предварительно изготовленных полых формованных изделий известны. В первом способе производство связано с двумя параллельными ветвями или линиями экструзии различных материалов, и получаемый после экструзии экструдат разрезают на маленькие, компактные кусочки, являющиеся составными частями пищи, имеющие снаружи несущий (поддерживающий) материал, а в полости или нескольких полостях, распределенных в пределах несущего материала, наполняющий материал, который в конечном состоянии является открытым во внешнюю среду. В другом способе первоначально, например, посредством экструзии пищи произведены полые формованные изделия, например в форме маленьких полых цилиндров, которые могут быть закрыты на конце порции, при этом полые формованные изделия по существу заполнены наполняющим материалом и каждая полость очищена в ее горловине или лицевом отверстии так, что наполняющий материал локализован исключительно внутри полости.
Известные способы являются неблагоприятными в том отношении, что они или требуют относительно высоких затрат на устройства для производства соэкструдируемого продукта и/или требуют сложных стадий процесса, таких как, например, открытие отверстий в полых формовках.
Задачей настоящего изобретения является создание менее сложного и более дешевого процесса в соответствии с преамбулой, обеспечивающего большие объемы производства.
В соответствии с изобретением эта задача решена посредством способа изготовления заполненных пищей полых формовок, в котором каждая полая формовка имеет по крайней мере одну полость, которая открыта в окружающую среду и заполнена наполняющим материалом, являющимся твердым при окружающей температуре, и имеет площадь поперечного сечения между приблизительно 0,25 мм2 и приблизительно 1 см2, характеризующегося тем, что на первой стадии полые формованные изделия покрыты при повышенном давлении наполняющим материалом, при этом температура покрытия наполняющего материала выбрана такой, что наполняющий материал является текучим, и в котором на второй стадии давление повышают так, что текучий покрывающий материал поступает в полости.
Возможно действие распыления на наполняющий материал. Возможно использование водосодержащего, и/или жиросодержащего, и/или протеинсодержащего наполняющего материала.
Температура покрытия может быть между 30°С и 98°С, предпочтительно 60°С. На второй стадии давление может быть уменьшено до значения между 20 и 800 мбар, предпочтительно до 200 мбар.
Полые формованные изделия могут быть получены путем экструзии и могут быть полыми цилиндрическими.
Полые формованные изделия могут быть изготовлены из пористого материала. Перед первой стадией полые формованные изделия могут быть покрыты с использованием вакуума покрывающим материалом. Дополнительно перед первой стадией и, в частности, перед вакуумным покрытием полые формованные изделия могут быть высушены при пониженном давлении.
Полые формованные изделия могут иметь полости, которые открыты в окружающую среду на одном и/или нескольких концах порций.
Температура покрытия выбрана приблизительно такой, что результирующая вязкость наполняющего материала обеспечивает продвижение наполняющего материала в наибольшей степени в полости полых формовок. Предпочтительно наполняющий материал полностью заполняет полости.
В частном случае воплощения изобретения на первой стадии количество используемого наполняющего материала такого, что после второй стадии, по существу, за пределами полостей на полых формовках нет наполняющего материала.
Предпочтительно множество полых формовок одновременно заполняют в смешивающей емкости или изготовлены наполненные полые формованные изделия, причем полые формованные изделия встряхивают или перемешивают во время первой и/или второй стадии.
После второй стадии заполненные полые формованные изделия могут быть покрыты покрывающим материалом, содержащим окрашивающие и/или придающие вкус (запах) вещества.
Ниже изобретение описано более детально относительно варианта конструкции и приведенных чертежей, на которых показано:
фиг.1 - упрощенная схема установки для осуществления способа в соответствии с данным изобретением;
фиг.2 - градиенты температуры и давления во время индивидуальных стадий способа в устройстве вакуумного покрытия, которое использовано в установке согласно фиг.1;
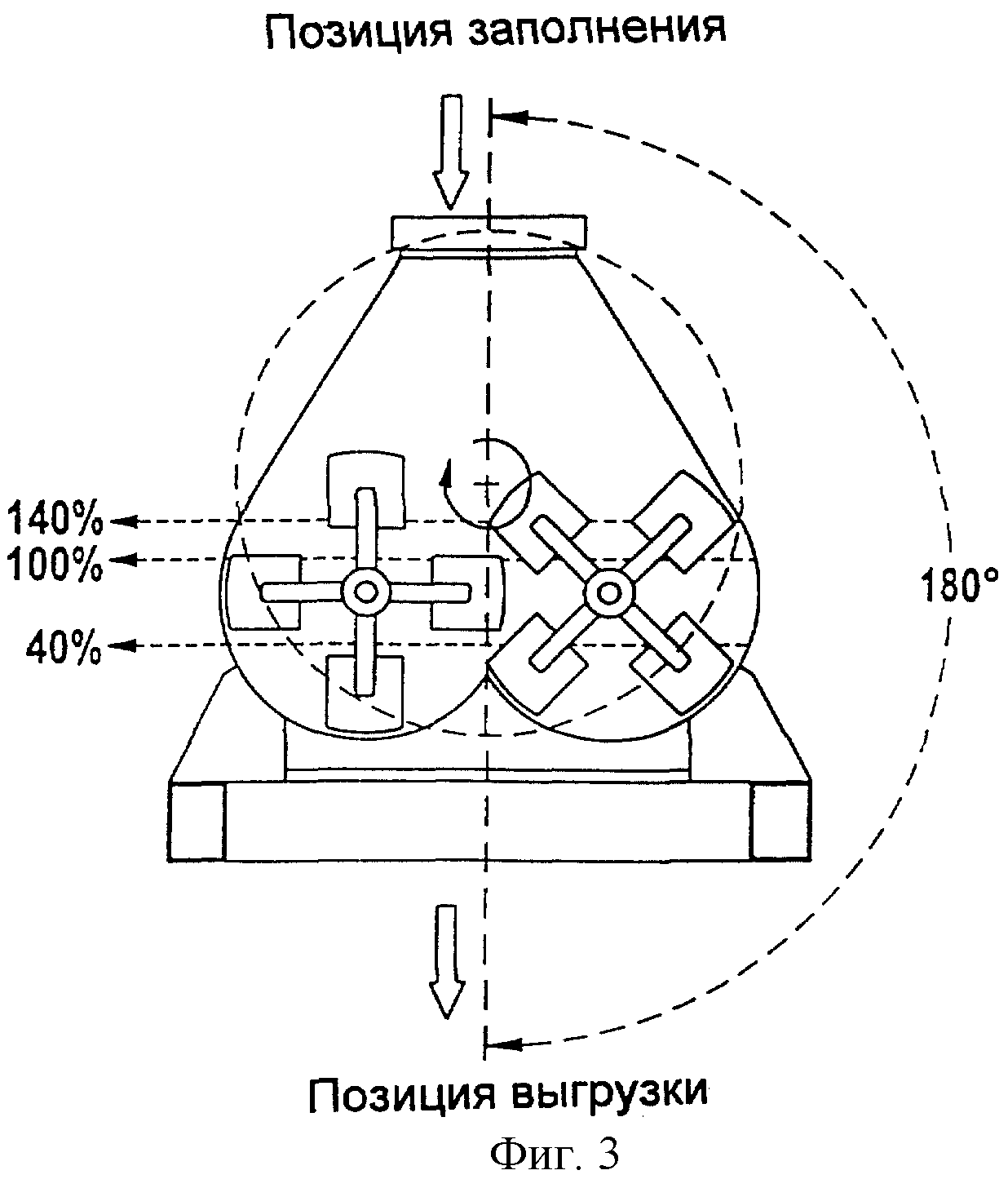
фиг.3 - само по себе известное устройство для покрытия с использованием вакуума.
Фиг.1 схематически показывает установку для осуществления предлагаемого способа изготовления заполненных пищевыми продуктами полых формовок, при этом исходный материал предварительно был доведен до нужного состояния посредством таких добавок, как жир, вода и т.д., и экструдирован при помощи экструдера с получением заданной формы поперечного сечения, например в виде полого цилиндра. В типичной ситуации выходящий непосредственно из выходного отверстия экструдера экструдированный материал имеет температуру приблизительно 125°С и содержание влажности 25%. Затем измельчают экструдированный в виде пучка материал до достижения длины, например, 1 см, произведенные таким образом полые формованные изделия поступают в сушилку, где они высушиваются, например, в течение 30 минут при 140°С (температура продукта приблизительно 95°С) до содержания влаги 6% и при помощи конвейера подают в средства временного хранения.
Существенными при этом могут быть случайный размер, форма и количество полостей в полой формовке и, кроме того, помимо цилиндрической конструкции возможны и другие варианты выполнения, такие как, например, формованные изделия, имеющие несколько цилиндрических или конически суживающихся отверстий, отверстия в которых параллельны друг другу или проходят в различных направлениях. В случае глухих отверстий полости могут завершать (оканчивать) тупик в полой формовке и несколько полых формовок могут быть соединены между собой. Для каждого основного или полого формованного изделия, снабженного одной или более полостями, важным является то, что они имеют определенный объем для поступления наполняющего материала, текучего в процессе наполнения, и который, по существу, является твердым при температуре окружающей среды. Дополнительно отверстия или полости должны быть достаточно большими, чтобы быть ясно видными невооруженным глазом, т.е. площадь поперечного сечения должна быть по крайней мере приблизительно 0,25 мм2, что соответствует диаметру приблизительно 0,5 мм. Максимальный размер отверстий или полостей соответствует площади поперечного сечения приблизительно 1 см2 и диаметру приблизительно 1 см в случае полостей с круглым сечением.
Способ заполнения или покрытия согласно данному изобретению имеет место в известном самом по себе поворотном вакуумном смесителе или покрывателе, который показан на фиг.3. Как может быть заключено из фиг.1 и 3, вакуумный смеситель имеет смесительную емкость со смесительными лопастями, установленными с возможностью вращения на горизонтальной поворотной оси, и уплотненное отверстие для загрузки или выгрузки является одним и тем же. Посредством поворота на 180° смеситель переходит из позиции наполнения и работы в позицию выгрузки.
После введения заданного количества пищевых полых формовок из временных средств хранения смеситель герметизируют и давление внутри смесителя уменьшают до приблизительно 200 мбар. Заданный наполняющий материал, например материал, содержащий жир, и/или воду, и/или протеин, распыляют на полые формованные изделия, при этом температуру наполняющего материала устанавливают такой, что материал находится в виде текучего крема (т.е. в кремообразном виде). Материал может, например, иметь температуру приблизительно 60° С. Устанавливаемая температура также зависит от температуры полых формовок, помещенных в смеситель, и соотношения между наполняющим материалом и полыми формовками, поскольку последующий контакт между наполняющим материалом и полыми формовками устанавливает усредненную температуру, которая может отличаться от температуры, при которой наполняющий материал должен иметь вязкость, такую, которая позволит ему затекать или нагнетаться в полости полых формовок и предпочтительно существенно или полностью заполнять их.
Когда весь наполняющий материал распылен в смесителе и в результате процесса смешения полые формованные изделия однородно покрыты этим материалом, при этом наполняющий материал расположен на внешней поверхности полых формовок, давление внутри смесителя постепенно повышают опять до давления окружающей среды. Неожиданно было обнаружено, что наполняющий материал, первоначально более или менее однородно распределенный в полых формовках, является, по существу, исключительно и полностью нагнетен или подан в полости полых формовок.
Фиг.2 иллюстрирует вышеописанный процесс покрытия посредством изменения давления во времени внутри смесителя.
Когда используют пористый материал для изготовления основных или полых формовок, которые должны быть наполнены, поры материала могут быть заполнены на предшествующей стадии, например, содержащим жир покрывающим материалом, соответственно действующим в процессе вакуумного покрытия. Вместо сушки экструдированных полых формовок в отдельной сушилке операция сушки может быть непосредственно осуществлена в смесителе, оптимально, с подводом энергии (тепла) извне, в котором перед процессом покрытия давление внутри смесителя уменьшают значительно ниже 200 мбар, например до 40 мбар, которое соответствует точке кипения приблизительно при 30°С (в случае водных наполняющих материалов) и приводит к относительно быстрой сушке и охлаждению
Реферат
Изобретение относится к пищевой промышленности и может быть использовано при изготовлении заполненных пищевыми веществами полых формованных изделий. Способ включает обеспечение, по крайней мере, одного полого формованного изделия, имеющего, по крайней мере, одну полость, которая открыта в окружающую среду и может быть заполнена наполняющим материалом, твердым при обычной температуре окружающей среды. Указанная полость имеет площадь поперечного сечения между приблизительно 0,25 мм2 и приблизительно 1 см2. На первой стадии полые формованные изделия покрывают при пониженном давлении наполняющим материалом, при этом температуру наполняющего материала устанавливают таким образом, что наполняющий материал является текучим в виде крема. На второй стадии давление повышают для того, чтобы текучий покрывающий материал поступал в полости. Изобретение позволяет упростить и удешевить изготовление заполненных пищевыми веществами полых формованных изделий. 16 з.п. ф-лы, 3 ил.

Комментарии