Способ получения уксусной кислоты карбонилированием диметилового эфира - RU2183619C2
Код документа: RU2183619C2
Чертежи




Описание
Изобретение относится к способу получения уксусной кислоты карбонилированием карбонилируемого реагента, включающего диметиловый эфир.
Гидрокарбонилирование, включающее взаимодействие диметилового эфира, уксусной кислоты, водорода и моноокиси углерода с получением этилидендиацетата, описано в Европейских патентных публикациях 0566370-А2 и 0566371-А2. В соответствии с этими заявками на патент каталитическая система состоит по существу из металла группы VIII, метилиодида, литийиодида и необязательно ацетата лития. Взаимодействие, как указано в этих публикациях, предпочтительно проводить с использованием молярного соотношения между моноокисью углерода и водородом от 1:1 до 4:1. Хотя в направляемый в реактор исходный материал можно добавлять воду, конечные реакционные условия оказываются практически безводными.
Карбонилирование смесей диметиловый эфир/метанол, получаемых из синтез-газа, описано в патентах США 5189203 и 5286900. В зависимости от того, вводят ли в реактор также воду, продуктами такого процесса карбонилирования являются, как описано в этих патентах, уксусная кислота, метилацетат и/или уксусный ангидрид. Как утверждается в этих публикациях, могут быть использованы гомогенные или гетерогенные катализаторы, однако в экспериментальных примерах используют только гетерогенную систему родия на активированном угле. Какие-либо упоминания о положительном эффекте, который оказывает на скорость жидкофазного карбонилирования применение диметилового эфира, отсутствуют.
Патент США 3769329 относится к способу взаимодействия спиртов и сложного эфира, простого эфира и их галоидированных производных с моноокисью углерода в присутствии каталитических систем, включающих в качестве активнодействующих ингредиентов родиевый компонент и галогеновый компонент, с селективным и эффективным получением карбоновых кислот и/или сложных эфиров. Патент США 3772380 относится к простому способу, в котором активнодействующими ингредиентами каталитической системы служат иридиевый компонент и галогеновый компонент. В обоих патентах США 3769329 и 3772380 в качестве одного из ряда пригодных для реакции карбонилирования исходных материалов указан диметиловый эфир. В примере 19 патента США 3769329 и примере 19 патента США 3772380 описано применение метанольного исходного материала, содержащего 10 вес. % диметилового эфира, однако при этом просто говорится о том, что использование такого смешанного сырья не оказывает нежелательного влияния на ход реакции.
Патент Великобритании 1234641 относится к способу обработки реагента, выбранного из спирта, галогенида, сложного эфира, простого эфира или фенола, моноокисью углерода с получением органических кислот и/или сложных эфиров в присутствии катализатора, включающего в качестве компонента благородный металл, выбранный из иридия, платины, палладия, осмия, рутения и их соединений, и промоторного вещества, которое, как указано в этом патенте, представляет собой галоген или галогеновое соединение. В патенте Великобритании 1234641 утверждается, что диметиловый эфир как побочный продукт нежелателен, так как он снижает парциальное давление моноокиси углерода и, как следствие, вызывает снижение скорости целевой реакции карбонилирования. В примере 7 патента Великобритании 1234641 описана катализируемая иридием реакция, в которой метанольное сырье, содержащее 10 вес.% диметилового эфира, карбонилируют при парциальном избыточном давлении моноокиси углерода приблизительно 700 фунтов/кв. дюйм и реакционной температуре 175oС в присутствии метилиодидного промотора. Этот пример, как говорится, свидетельствует о том, что неочищенное спиртовое сырье, содержащее в спирте простой эфир, не оказывает нежелательного влияния на ход реакции.
Ни в одном из вышеперечисленных патентов не говорится о том, что использование диметилового эфира в качестве сырья в реакции жидкофазного карбонилирования оказывает какой-либо положительный эффект на скорость карбонилирования.
Неожиданно было установлено, что при получении уксусной кислоты путем жидкофазного карбонилирования в присутствии катализатора на основе благородного металла группы VIII, метилиодидного промотора и воды в ограниченной концентрации скорость реакции карбонилирования диметилового эфира может быть выше, чем скорость реакции карбонилирования метилацетата и/или метанола.
Таким образом, в соответствии с настоящим изобретением предлагается способ получения уксусной кислоты, предусматривающий взаимодействие моноокиси углерода с карбонилируемым реагентом, вводимым в реактор, в котором выдерживают при повышенной температуре жидкую реакционную смесь, включающую катализатор на основе благородного металла группы VIII, метилиодидный промотор, необязательный сопромотор и воду по меньшей мере в ограниченной концентрации, отличающийся тем, что карбонилируемый реагент включает свыше 10 вес. % диметилового эфира, а концентрация воды в жидкой реакционной смеси составляет 0,1-10 вес.%.
Карбонилируемый реагент содержит более 10 вес.% диметилового эфира, обычно в пределах 30-100 вес.% диметилового эфира, например 50-100 вес.% диметилового эфира.
Предпочтительный карбонилируемый реагент содержит диметиловый эфир совместно с метанолом и/или метилацетатом. В предпочтительном варианте карбонилируемый реагент содержит диметиловый эфир и метанол.
При получении уксусной кислоты путем жидкофазного карбонилирования диметилового эфира в присутствии катализатора на основе благородного металла группы VIII, метилиодидного промотора и воды в ограниченной концентрации можно предположить, что реакция протекает по механизму катализируемого сильной кислотой (например, образующимся in situ HI) гидролиза диметилового эфира. Метанол, образующийся in situ вследствие катализируемого сильной кислотой гидролиза диметилового эфира, вместе со всем остальным метанольным совместным реагентом из-за взаимодействия с получаемой уксусной кислотой или растворителем должен был бы в жидкой реакционной смеси подвергаться, как полагают, конверсии преимущественно в метилацетат. Равновесие между сложным эфиром и спиртом описано John McMurry в Organic Chemistry, стр. 777, Brooks/Cole, 1984, издание 1-е, где сказано, что при высокой концентрации спирта или низкой концентрации воды превалирует сложный эфир.
Карбонилируемый реагент, включающий диметиловый эфир и метанол, целесообразно получать взаимодействием в смеси моноокиси углерода и водорода в присутствии катализатора синтеза метанола и катализатора дегидратации метанола. По другому варианту этот реагент может быть получен взаимодействием моноокиси углерода и водорода в присутствии катализатора синтеза метанола на первой стадии и последующим взаимодействием части метанола, образующегося на первой стадии, с катализатором дегидратации метанола на второй стадии. Предпочтительный карбонилируемый реагент, включающий диметиловый эфир и метанол, получают из синтез-газа (смесь моноокиси углерода с водородом в молярном соотношении 1: 1). Предпочтительный катализатор синтеза метанола представляет собой обычный катализатор, включающий окись меди и окись цинка, нанесенные на алюминийоксид. Предпочтительным катализатором дегидратации метанола служит кислотный катализатор, более предпочтительно цеолитный катализатор, такой как ZSM-5. Соответствующие способы получения карбонилируемого реагента, включающего диметиловый эфир, описаны, например, в патентах США 5286900, 5189203 и 4417000.
Воду можно получать в жидкой реакционной смеси in situ, например, реакцией этерификации между метанолом, образующимся in situ за счет гидролиза диметилового эфира/метанольного совместного реагента, и получаемой уксусной кислотой/уксусно-кислотным растворителем. Однако когда диметиловый эфир гидролизуется до метанола, в жидкой реакционной смеси in situ расходуется также вода. Воду можно также вводить в реактор для карбонилирования либо совместно с другими компонентами жидкой реакционной смеси, либо отдельно от них. Воду можно отделять от других компонентов реакционной смеси, удаляемой из реактора, и можно возвращать в процесс в регулируемых количествах, поддерживая требуемую концентрацию воды в этой жидкой реакционной смеси. Предпочтительная концентрация воды в жидкой реакционной смеси составляет 1-10 вес.%, более предпочтительно 1-8 вес.%.
Было установлено, что способ по настоящему изобретению особенно эффективен при получении уксусной кислоты при относительно низких концентрациях воды. В таких условиях преимущество способа по изобретению заключается в обеспечении повышенной скорости карбонилирования и/или повышенной стабильности катализатора в процессах, в которых в качестве реагента не используют диметиловый эфир. При вышеупомянутом катализируемом как родием, так и иридием жидкофазном карбонилировании предпочтительная концентрация воды составляет 1-10 вес. %, более предпочтительно 1-8 вес.%. Было установлено, что при карбонилировании реагентов, включающих более 10 вес. % диметилового эфира, с использованием родиевых катализаторов такая низкая концентрация воды может быть достигнута без необходимости использования сопромотора, такого, как иодид металла группы IA или IIА, иодид четвертичного аммония или иодид фосфония.
В предпочтительном варианте катализатор на основе благородного металла группы VIII в жидкой реакционной смеси включает родий- или иридийсодержащее соединение, которое растворимо в жидкой реакционной смеси. Это родий- или иридийсодержащее соединение можно добавлять в жидкую реакционную смесь в любой приемлемой форме, в которой оно растворяется в жидкой реакционной смеси или способно переходить в растворимое состояние.
Примеры соответствующих иридийсодержащих соединений, которые можно вводить в жидкую реакционную смесь, включают IrСl3, IrI3, IrВr3, [Ir(СО)2I]2, [Ir(CO)2Cl]2, [Ir(CO)2Br]2, [Ir(СО)2I2]-, [Ir(СО)2Вr2]-, [Ir(СО)2I]2, [Ir(СН3)I3(CO)2]-, Ir4(CO)12, IrС13•4Н2O, IrВr3•4Н2O, Ir3(СО)12, иридий металлический, Ir2O3, IrO2, Ir(acac)(CO)2, Ir(асас)3, ацетат иридия, [Ir3О(ОАс)6(Н2O)3] [ОАс] и гексахлориридиевую кислоту H2IrCl6].
Предпочтительны не содержащие хлоридов комплексы иридия, такие как ацетаты, оксалаты и ацетоацетаты.
Предпочтительная концентрация иридийсодержащего соединения в жидкой реакционной смеси составляет 100-6000 вес.част./млн в пересчете на иридий.
Примеры пригодных родийсодержащих соединений, которые можно вводить в жидкую реакционную смесь, включают [Rh(CO)2Cl]2, [Rh(CO)2I]2, [Rh(Cod)Cl]2, хлорид родия(III), тригидрат хлорида родия(III), бромид родия(III), иодид родия(III), ацетат родия(III), дикарбонилацетилацетонат родия, RhС13(РРh3)3 и RhС1(СО)(РРh3)2.
Предпочтительная концентрация родийсодержащего соединения в жидкой реакционной смеси составляет 10-1500 вес.част./млн в пересчете на родий.
Когда катализатором на основе благородного металла группы VIII служит иридий, необязательный сопромотор можно выбирать из группы, состоящей из рутения, осмия, рения, кадмия, ртути, цинка, галлия, индия и вольфрама. Необязательный сопромотор может включать любое рутений-, осмий-, рений-, кадмий-, ртуть-, цинк-, галлий-, индий- или вольфрамсодержащее соединение, которое растворимо в жидкой реакционной смеси. Необязательный сопромотор можно вводить в жидкую реакционную смесь реакции карбонилирования в любой приемлемой форме, в которой он растворяется в этой жидкой реакционной смеси или переходит в растворимое состояние.
Примеры пригодных рутенийсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают хлорид рутения(III), тригидрат хлорида рутения(III), хлорид рутения(IV), бромид рутения(III), рутений металлический, окислы рутения, формиат рутения (III), [Ru(CO)3I3]-H+, RuI2(CO)4, тетра(ацето)хлоррутений(II, III), ацетат рутения(III), пропионат рутения(III), бутират рутения(III), пентакарбонил рутения, трирутенийдодекарбонил и смешанные рутенийгалоидкарбонилы, такие как димер дихлортрикарбонила рутения(II), димер дибромтрикарбонила рутения(II), и другие рутенийорганические комплексы, такие как тетрахлор-бис(4-цимен)дирутений(II), тетрахлорбис(бензол)дирутений(II), полимер дихлор (циклоокта-1, 5-диен) рутения (II) и трис(ацетилацетонат)рутений(III).
Примеры пригодных осмийсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают гидрат хлорида осмия(III) и безводный хлорид осмия(III), осмий металлический, тетраоксид осмия, триосмийдодекарбонил, пентахлор-μ-нитрододеосмий и смешанные осмийгалоидкарбонилы, такие как OsI2(CO)4, димер трикарбонилдихлоросмия(II) и другие осмийорганические комплексы.
К примерам пригодных ренийсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, относятся Re2(CO)10, Re(CO)5Cl, Re(CO)5Br, Re(CO)5I, ReCl3•xH2O и ReCl5•yH2O.
Примеры пригодных кадмийсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают Сd(ОАс)2, Cdl2, CdBr2, CdCl2, Cd(OH)2 и ацетилацетонат кадмия.
Примеры пригодных ртутьсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают Hg(OAc)2, HgI2, HgBr2, Hg2I2 и HgCl2.
Примеры пригодных цинксодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают Zn(OAc)2, Zn(ОН)2, ZnI2, ZnBr2, ZnCl2 и ацетилацетонат цинка.
Примеры пригодных галлийсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают ацетилацетонат галлия, ацетат галлия, GаС13, GаВr3, GаI3, Ga2Cl4 и Gа(ОН)3.
Примеры пригодных индийсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают ацетилацетонат индия, ацетат индия, InCl3, InBr3, InI3, InI и In(ОН)3.
Примеры пригодных вольфрамсодержащих соединений, которые могут быть использованы в качестве необязательного сопромотора, включают W(CO)6, WCl4, WCl6, WBr5, WI2, C9H12W(CO)3 и любые вольфрамхлор-, -бром- и -иодкарбонильные соединения.
В предпочтительном варианте как иридийсодержащее, так и необязательное сопромоторное соединения не содержат натрия.
Молярное соотношение между каждым необязательным сопромотором и иридиевым катализатором составляет (0,1-20):1.
Когда катализатором на основе благородного металла группы VIII служит родий, необязательный сопромотор можно выбирать из рутения, осмия, рения и марганца. Примеры пригодных рутений-, осмий- и ренийсодержащих соединений приведены выше. Примерами пригодных для использования марганецсодержащих соединений служат Мn2(СО)10, ацетат марганца(II), бромид марганца(II), тетрагидрат бромида марганца(II), хлорид марганца(II), гидрат хлорида марганца(II), иодид марганца(II), оксид марганца(II), оксид марганца (III), оксид марганца(1V), Мn(СО)5Вr и Mn(CO)5I.
Приемлемое молярное соотношение между каждым необязательным сопромотором и родиевым катализатором составляет (0,1-20):1, исключая соотношение марганец:родий, которое составляет (0,2-20):1.
Когда катализатором на основе благородного металла группы VIII служит родий, необязательный сопромотор можно также выбирать из группы, состоящей из иодидов металлов группы IA и группы IIА, иодидов четвертичного аммония и фосфонийиодидов. Предпочтительная концентрация такого необязательного сопромотора в жидкой реакционной смеси эквивалентна содержанию до 20 вес.% иодида лития.
Промотором служит метилиодид. Когда катализатором на основе благородного металла группы VIII является иридий, предпочтительная концентрация метилиодида в жидкой реакционной смеси находится в пределах 1-20 вес.%, более предпочтительно 2-15 вес.%. Когда катализатором на основе благородного металла группы VIII является родий, предпочтительная концентрация метилиодида в жидкой реакционной смеси находится в интервале 1-30 вес.%, более предпочтительно 1-20 вес.%, наиболее предпочтительно 5-20 вес.%.
Моноокись углерода в качестве реагента может быть практически чистой или может включать инертные примеси, такие как двуокись углерода, метан, азот, благородные газы, воду и парафиновые С1-С4углеводороды. В предпочтительном варианте концентрацию водорода, содержащегося в моноокиси углерода и образующегося in situ в ходе реакции конверсии водяного газа, поддерживают на низком уровне, поскольку его присутствие может привести к образованию продуктов гидрогенизации.
Когда катализатором на основе благородного металла группы VIII является родий, приемлемое избыточное давление при реакции карбонилирования составляет 1-100 бар, предпочтительно 20-50 бар. Приемлемая температура реакции карбонилирования составляет 130-250oС, предпочтительно 170-200oС.
Когда катализатором на основе благородного металла группы VIII является иридий, приемлемое избыточное давление при реакции карбонилирования составляет 10-200 бар, предпочтительно 10-100 бар, наиболее предпочтительно 15-50 бар. Приемлемая температура реакции карбонилирования составляет 100-300oС, предпочтительно 150-220oС.
В качестве растворителя для проведения реакции может быть использована уксусная кислота.
Способ по настоящему изобретению можно осуществлять проведением периодического или непрерывного процесса, предпочтительно непрерывного процесса.
Получаемую уксусную кислоту можно удалять из реактора отводом жидкой реакционной смеси и отделением получаемой уксусной кислоты на одной или нескольких стадиях однократной равновесной и/или фракционной перегонки от других компонентов этой жидкой реакционной смеси, таких как иридиевый или родиевый катализатор, необязательный сопромотор, метилиодид, вода и неизрасходованные реагенты, которые можно возвращать в реактор для поддержания их концентраций в жидкой реакционной смеси. Получаемую уксусную кислоту можно также удалять из реактора в виде пара.
Ниже изобретение более подробно поясняется на примерах, приведенных только с иллюстративной целью. В примерах 1 и 2 и экспериментах А-Г использовали нижеследующие метод и установку.
Для ряда экспериментов с периодическим процессом карбонилирования, в котором сырьем служил метилацетат или диметиловый эфир, применяли 150-миллилитровый автоклав из сплава Hastelloy B2 (товарный знак), оборудованный мешалкой Magnedrive (товарный знак), охлаждающими змеевиками и имеющий отверстие для ввода материала. В каждом эксперименте с периодическим процессом карбонилирования с использованием в качестве сырья метилацетата к отверстию в автоклаве для ввода материала подсоединяли устройство для подачи жидкости. В каждом эксперименте с периодическим процессом карбонилирования с использованием в качестве сырья диметилового эфира к отверстию в автоклаве для ввода материала присоединяли сосуд высокого давления для проб Whitey (товарный знак). Подачу газа в автоклав обеспечивали с помощью газового расходного сосуда, причем исходный газ вводили для поддержания в автоклаве постоянного давления, а скорость поглощения газа определяли (с предполагаемой точностью ±1%) по скорости падения давления в этом газовом расходном сосуде. Давление, создаваемое в автоклаве для экспериментов с периодическими процессами карбонилирования диметилового эфира, обычно может превышать то, которое предполагается для использования в непрерывном процессе, из-за необходимости достижения достаточного парциального давления моноокиси углерода, прежде всего для катализируемой иридием системы.
В каждом эксперименте с периодическим процессом карбонилирования, в котором в качестве сырья использовали диметиловый эфир, а в качестве катализатора - иридий, в автоклав загружали необязательный сопромотор, иридиевый катализатор и жидкие компоненты жидкой реакционной смеси, исключая диметилэфирное сырье.
Диметиловый эфир вначале вводили в сосуд высокого давления Whitey (товарный знак) путем подачи некоторого количества диметилового эфира, которое превышало требуемое весовое количество сырья, из баллона (фирмы Aldrich) в сосуд высокого давления, который предварительно взвешивали и сильно охлаждали в твердой углекислоте. Газ из сосуда высокого давления осторожно стравливали до того момента, пока в этом сосуде не оставалось требуемое весовое количество диметилэфирного сырья, после чего его подключали к отверстию в автоклаве для ввода материала.
Автоклав дважды продували азотом и один раз моноокисью углерода, а затем герметизировали. Далее содержимое автоклава нагревали при перемешивании (1000 об/мин) до требуемой реакционной температуры. После выдержки системы для стабилизации в течение приблизительно 30 мин в автоклав за счет давления моноокиси углерода, преобладающего в сосуде повышенного давления, вводили диметилэфирное сырье, а затем открывали отверстие в автоклаве для ввода материала. Давление в автоклаве в дальнейшем поддерживали на уровне требуемого реакционного давления с помощью моноокиси углерода, подаваемой по мере потребности из газового расходного сосуда.
В каждом эксперименте с периодическим процессом карбонилирования, в котором в качестве сырья использовали диметиловый эфир и родий в качестве катализатора, применяли вышеописанную методику, за исключением того, что катализатор не загружали в автоклав совместно с жидкими компонентами и промотором для жидкой реакционной смеси, кроме диметилэфирного сырья. Вместо этого в автоклав с помощью насоса для высокоэффективной жидкостной хроматографии Gilson (товарный знак), подключенного к впускному клапану автоклава, родиевый катализатор вводили в водной уксусной кислоте непосредственно перед подачей в автоклав диметилэфирного сырья.
В каждом эксперименте с периодическим процессом карбонилирования, в котором в качестве сырья использовали метилацетат, применяли вышеописанную методику, за исключением того, что метилацетат загружали в автоклав совместно с необязательным сопромотором и компонентами жидкой реакционной смеси, кроме части уксусной кислоты и/или водного компонента, в котором был растворен родиевый или иридиевый катализатор.
После выдержки системы для стабилизации в течение приблизительно 30 мин с помощью устройства для подачи жидкости в автоклав
вводили под давлением моноокиси углерода раствор родиевого или иридиевого катализатора. Реакции с использованием диметилового эфира и метилацетата в качестве сырья сопоставляли в условиях, в которых
количества израсходованной моноокиси углерода, если реакции протекали до конца, были, как полагают, одинаковыми. Более того, полагают, что, вероятно, были одинаковыми конечные жидкие реакционные
смеси. Исходные смеси для экспериментов с периодическим процессом карбонилирования рассчитывали с учетом нижеследующих равновесных состояний:
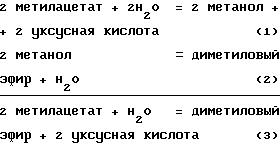
Таким образом, молярное количество диметилэфирного сырья, необходимое для замещения определенного количества метилацетатного сырья, можно легко рассчитать с помощью уравнения (3). Так, например, 2 моля метилацетата и 1 моль воды в жидкой реакционной смеси следует замещать 1 молем диметилового эфира и 2 молями уксусной кислоты.
Поглощение газа из расходного сосуда измеряли каждые 30 с и по полученным данным рассчитывали скорость карбонилирования, выраженную в миллимолях моноокиси углерода в час (ммоль/ч). После прекращения поглощения моноокиси углерода из расходного сосуда или по истечении 40 мин реакции, в зависимости от того, что наступало раньше, автоклав от подачи газа отключали. Содержимое автоклава охлаждали до комнатной температуры и газы из автоклава осторожно выпускали, отбирали их пробы и анализировали газовой хроматографией. Жидкую реакционную смесь выгружали из автоклава, отбирали ее пробы и анализировали газовой хроматографией на содержание жидких продуктов и побочных продуктов.
Для получения надежной базовой линии можно провести ряд идентичных базовых экспериментов с целью такого кондиционирования автоклава, в результате которого достигаются соответствующие скорости. Периоды кондиционирования у различных автоклавов часто различны.
Эксперимент А
Базовый эксперимент проводили с использованием родиевого катализатора без промотора при высокой концентрации воды (уменьшение от начального содержания 17,0 вес.% до расчетной величины 11,6 вес.%,
позволяющее предполагать 100%-ную конверсию сырья). Скорость поглощения моноокиси углерода из расходного сосуда согласно расчетам составляла 628 ммолей/ч, и эта скорость оставалась постоянной в ходе
проведения всей реакции до полного расхода метилацетатного сырья. Этот эксперимент не является примером, соответствующим настоящему изобретению, поскольку в качестве сырья для реакции карбонилирования
не использовали диметиловый эфир.
Эксперимент Б
Эксперимент А повторяли (как указано выше, со снижением концентрации воды с 14,4 до 11,6 вес.%), за исключением того, что в
качестве сырья использовали диметиловый эфир, причем количество используемого диметилового эфира рассчитывали с помощью вышеприведенного уравнения (3). Согласно расчетам скорость поглощения моноокиси
углерода из расходного сосуда составляла 610 ммолей/ч. Скорость поглощения моноокиси углерода оставалась постоянной в течение всей реакции. Этот эксперимент не является примером, соответствующим
настоящему изобретению, поскольку в реакционной смеси использовали свыше 10 вес. % воды. При сопоставлении с экспериментом А он показывает, что при высокой концентрации воды (т. е. более 10 вес.%) в
реакционной смеси в том случае, когда в качестве сырья метилацетат заменяют диметиловым эфиром в количестве свыше 10 вес.% в пересчете на сырье, повышения скорости карбонилирования не достигают.
Эксперимент В
Базовый эксперимент проводили при более низкой концентрации воды (как указано выше, со снижением с 5,1 до 0,5 вес.%), чем использованная в эксперименте А. Было
установлено, что скорость поглощения моноокиси углерода из расходного сосуда, измеренная по истечении 5 мин, составляла 594 ммоля/ч. Было установлено, что по мере неизменного снижения концентрации
воды скорость поглощения газа в течение реакции постоянно понижалась, что, как полагали, являлось следствием постепенной дезактивации катализатора при низкой концентрации воды. Этот эксперимент не
является примером, соответствующим настоящему изобретению, поскольку при реакции карбонилирования диметиловый эфир в качестве сырья не использовали.
Пример 1
Повторяли
эксперимент В (со снижением, как указано выше, концентрации воды с 2,8 до 0,4 вес.%), за исключением того, что в качестве сырья использовали диметиловый эфир, причем количество используемого
диметилового эфира рассчитывали по уравнению (3). Было установлено, что скорость поглощения моноокиси углерода из расходного сосуда по истечении 5 мин составляла 350 ммолей/ч. В противоположность
эксперименту В при этой реакции никакого снижения скорости поглощения моноокиси углерода не наблюдали. Этот пример соответствует настоящему изобретению и показывает, что использование диметилового
эфира при низкой концентрации воды оказывает благоприятное влияние на стабильность родиевого катализатора без необходимости использования сопромотора, такого как иодидная соль, например иодид
лития.
Эксперимент Г
Базовый эксперимент проводили (со снижением, как указано выше, концентрации воды с 10,8 до 2,7 вес.%), используя для реакции карбонилирования иридиевый
катализатор и рутениевый сопромотор совместно с
метилацетатом в качестве сырья. Скорость поглощения газа из расходного сосуда по истечении 5 мин составляла, как определяли, 1615 ммолей/ч. Этот
пример не соответствует настоящему изобретению, поскольку в ходе проведения реакции карбонилирования в качестве сырья диметиловый эфир не использовали.
Пример 2
Повторяли
эксперимент Г (со снижением, как указано выше, концентрации воды с 7,0 до 2,7 вес.%), за исключением того, что в качестве сырья использовали диметиловый эфир, причем количество этого диметилового
эфира рассчитывали по уравнению (3). Было установлено, что по истечении 5 мин скорость поглощения моноокиси углерода из расходного сосуда составляла 1969 ммолей/ч. Этот пример соответствует настоящему
изобретению и показывает, что применение диметилового эфира в качестве сырья для реакции карбонилирования позволяет достичь повышенных скоростей карбонилирования.
Количества загруженных в автоклав материалов, реакционные температуры и давление для экспериментов А-Г и примеров 1 и 2 представлены в таблице 1. Результаты анализа неконденсируемых газов, сбрасываемых из автоклава по завершении эксперимента, приведены в таблице 2. Результаты анализа жидких реакционных смесей по завершении экспериментов показали, что уксусная кислота являлась основным продуктом (свыше 99 вес.%) для всех экспериментов.
Эксперименты в инфракрасной камере высокого давления
Нижеследующие эксперименты проводили в инфракрасной камере высокого давления. В этих
экспериментах скорости определяли по общему поглощению газа и не предпринимали никаких попыток компенсировать разделение диметилового эфира между газовой и жидкой фазами.
Эксперимент
Д
Карбонилирование метилацетата с использованием родиевого катализатора
В инфракрасную камеру высокого давления загружали нижеследующий раствор.
Загружаемые в камеру
материалы, г:
Метилацетат - 4,70
Метилиодид - 3,60
Вода - 1,28
Уксусная кислота - 13,29
Материалы, загружаемые через инжектор, г:
Уксусная кислота
- 2,00
[Rh(CO)2Cl]2 - 0,025
Раствор вводили струей и создавали над ним давление моноокисью углерода, а затем нагревали до 185oС, после чего с помощью
моноокиси углерода катализатор инжектировали таким образом, чтобы общее избыточное давление в камере составляло 30 бар. Это давление поддерживали подачей моноокиси углерода из расходного сосуда, а за
ходом реакции следили путем измерения падения давления в расходном сосуде. По мере протекания реакции фиксировали инфракрасную спектрограмму присутствовавших родиевых компонентов. Когда поглощение
газа прекращалось, полученный раствор анализировали газовой хроматографией.
Вначале скорость карбонилирования была линейной с последующим устойчивым ее снижением, что соответствовало уменьшению количества активных каталитических компонентов [Rh(CO)2I2]- и увеличению количества неактивных каталитических компонентов [Рh(СО)2I4 ]- (см. табл. 2а).
Этот пример не соответствует настоящему изобретению, поскольку для реакции карбонилирования диметиловый эфир не использовали.
Пример 3
Карбонилирование диметилового эфира с использованием родиевого катализатора
Повторяли эксперимент Г согласно описанному выше с использованием диметилового эфира вместо метилацетата.
Загружаемые в сосуд материалы, г:
Диметиловый эфир - 1,47
Вода - 0,69
Уксусная кислота - 18,14
Материалы, загружаемые через инжектор, г:
Метилиодид - 3,75
[Rh(CO)2Cl]2 - 0,025
Скорость карбонилирования составляла 0,169 моля/ч, и она оставалась линейной до момента, близкого к завершению реакции.
Родиевый катализатор содержался полностью в форме [Rh(CO)2I2]-.
В противоположность эксперименту Д этот пример соответствует настоящему изобретению, поскольку в состав сырья входил диметиловый эфир. Он показывает, что скорость поглощения моноокиси углерода увеличивается благодаря присутствию диметилового эфира при низкой концентрации воды и что катализатор стабилизирован.
Эксперименты Е и Ж и примеры 4 и 5 проводили аналогично описанному выше в экспериментах А-Г и примерах 1 и 2, за исключением того, что применяли 300-миллилитровый автоклав из сплава Hastelloy B2 (товарный знак). Кроме того, к отверстию в автоклаве для ввода материала подключали двойное устройство для инжекции жидкости, что с помощью преобладающего давления газообразной моноокиси углерода, как это описано в предыдущих примерах, позволяло вводить либо Rh-, либо Ir-катализатор, а затем ДМЭ-сырье. Более того, поглощение газа из расходного сосуда определяли каждые 2 с, а не раз в 30 с, как указано в предыдущих примерах.
Эксперимент Е
Базовый эксперимент проводили (при снижении концентрации воды в ходе
проведения реакции с 9,7 до 1,6 вес.%, что позволяло предположить 100%-ную конверсию сырья), используя для реакции карбонилирования иридиевый катализатор с метилацетатом в качестве сырья. Скорость
поглощения газа из расходного сосуда по истечении 5 мин составляла, как определяли, 2226 ммолей/ч. Этот пример не соответствует настоящему изобретению, поскольку диметиловый эфир не использовали.
Пример 4
Повторяли эксперимент Е (со снижением, как указано выше, концентрации воды с 5,7 до 1,6 вес.%), за исключением того, что в качестве сырья использовали диметиловый эфир,
причем используемое количество рассчитывали по уравнению (3). Было установлено, что скорость поглощения моноокиси углерода по истечении 5 мин составляла 2722 ммоля/ч. Этот пример, который
соответствует настоящему изобретению, демонстрирует более высокую скорость карбонилирования, которую можно достичь с использованием диметилового эфира в качестве сырья для реакции карбонилирования, а
не метилацетата, который применяли в эксперименте Е.
Эксперимент Ж
Эксперимент проводили с использованием литийиодида и водорода (оба вещества предварительно загружали в
автоклав перед нагревом до реакционной температуры), а также родиевого катализатора. В качестве сырья для карбонилирования использовали метилацетат, а концентрация воды, как указано выше, снижалась с
5,1 до 0,5 вес.%. Было установлено, что скорость поглощения моноокиси углерода из расходного сосуда по истечении 5 мин составляла 1773 ммоля/ч. Это не соответствует настоящему изобретению, так как
диметиловый эфир не использовали.
Пример 5
Повторяли эксперимент Ж (при снижении, как указано выше, концентрации воды с 2,8 до 0,5 вес.%), за исключением того, что в качестве
сырья использовали диметиловый эфир. Было установлено, что скорость поглощения моноокиси углерода по истечении 5 мин составляла 2100 ммолей/ч. Это соответствует настоящему изобретению. Если
сопоставить с экспериментом Ж, то использование диметилового эфира повышает скорость карбонилирования.
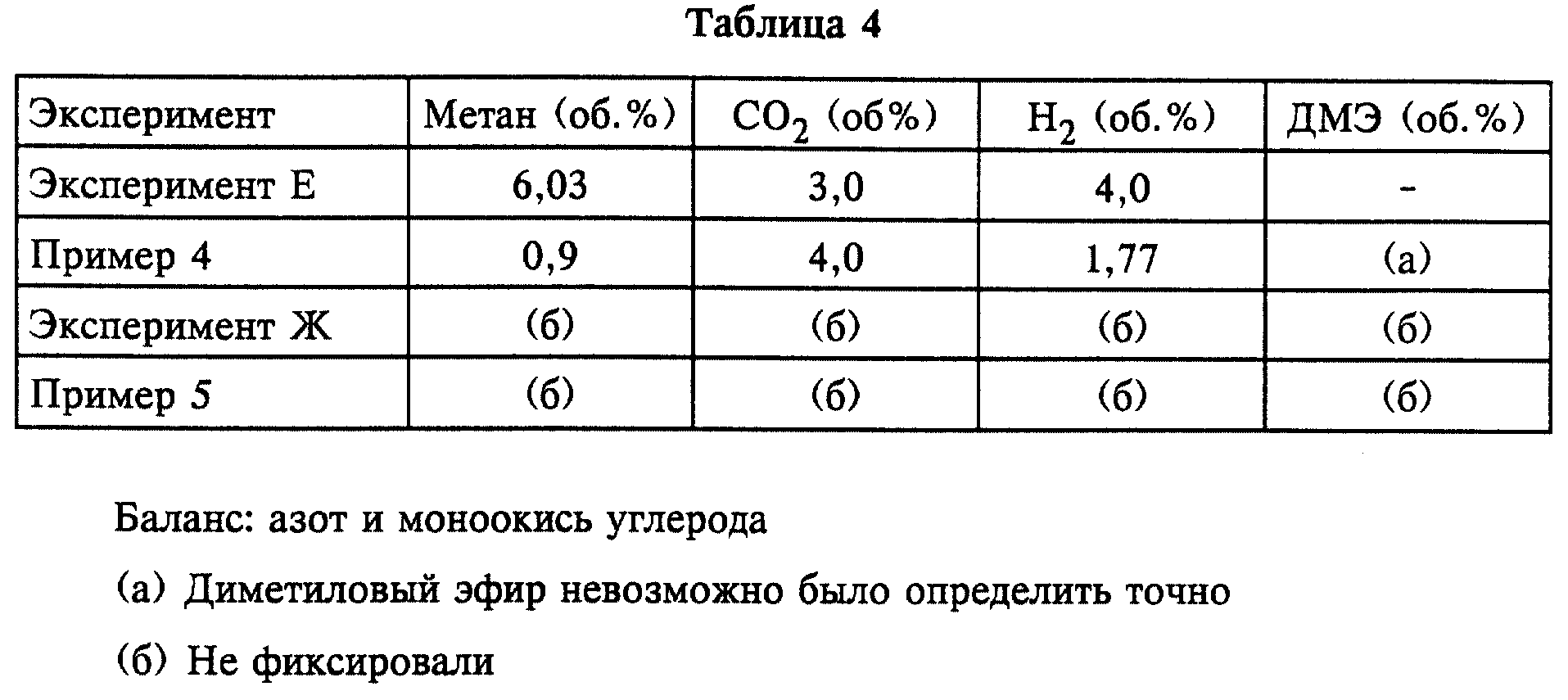
Количества загруженных в автоклав материалов, реакционные температуры и давление для экспериментов Е и Ж и примеров 4 и 5 представлены в таблице 3, а результаты анализа неконденсируемых газов, сбрасываемых из автоклава по завершении экспериментов, приведены в таблице 4.
Реферат
Изобретение относится к получению уксусной кислоты. Способ осуществляют путем взаимодействия монооксида углерода с карбонилируемым реагентом, в качестве которого используют смесь диметилового эфира с метанолом и/или метилацетатом. Количество диметилового эфира составляет от 30 до 100 вес.%. Карбонилируемый реагент вводят в реактор, в котором при повышенной температуре выдерживают жидкую реакционную смесь, содержащую катализатор на основе металла группы VIII, метилиодидный промотор, необязательный сопромотор и воду. Концентрацию воды в жидкой реакционной смеси поддерживают от 1 до 10 вес.%. Технический результат - увеличение скорости карбонилирования при использовании диметилового эфира в качестве сырья. 9 з.п.ф-лы, 4 табл.
Комментарии