Сборка из двух расширяющихся резьбовых трубных соединений и способ ее реализации - RU2351836C2
Код документа: RU2351836C2
Чертежи








Описание
Предлагаемое изобретение относится к области трубных соединений, таких, например, как трубные соединения, используемые в скважинах добычи углеводородов или аналогичных скважинах, таких как геотермические скважины.
Трубные соединения такого типа обычно служат либо для непосредственного соединения между собой труб большой длины, либо для соединения труб большой длины и трубных соединительных муфт (в этом случае принято говорить о сборке трубных соединений). Они позволяют, таким образом, сформировать колонны обсадных труб или труб добычи.
В то же время, эти трубные соединения должны выдерживать значительные напряжения изгиба, растяжения, сжатия и, иногда, кручения, а также значительные перепады давления между внутренним и внешним по отношению к ним пространствами. Кроме того, эти трубные соединения иногда должны быть также герметичными по отношению к газам. По этим соображения такие трубные соединения часто имеют соединения резьбового типа, и трубные соединительные муфты и сами трубы обычно изготавливаются из стали или из сплава с высоким пределом упругости (обеспечиваемым, в случае необходимости, при помощи соответствующей термической обработки). В случае резьбовых трубных соединений герметичность по отношению к газам чаще всего обеспечивается при помощи опорных поверхностей герметизации со сжимающим механическим контактом типа "металл на металл".
Для того чтобы уменьшить исходные габаритные размеры труб, а также обеспечить, в случае необходимости, возможность бурения скважин однородного диаметра, уже было предложено, в частности, в патентах US 6604763 и WO 03/071086 принудительно расширять трубные соединения по месту их расположения при помощи инструмента расширения, называемого "ядром расширения". Герметичные резьбовые трубные соединения, такие, например, как трубные соединения, описанные в патенте ЕР 0488912, могут выдерживать такое расширение, но при этом в процессе расширения теряют свои характеристики герметичности, причем носок на конце охватываемого трубного элемента, на котором располагается охватываемая поверхность герметизации, погружается в направлении оси соединения в процессе расширения (так называемый эффект "банана"), что нарушает герметичность.
Для того чтобы решить эту проблему, Заявитель в принадлежащем ему патенте WO 02/01102 предложил резьбовое трубное соединение, охватываемый носок которого снабжен на своем конце кольцевым пальцем, вставленным в охватывающую канавку, причем эта канавка образует опору для упомянутого пальца и препятствует погружению охватываемого пальца в направлении оси соединения в процессе его расширения.
Однако такое резьбовое трубное соединение не обладает достаточно высокими характеристиками герметичности в том случае, когда коэффициент расширения превышает 10%. Действительно, деформации, вызываемые инструментом расширения типа ядра, смещают или даже устраняют механический контакт между охватываемым пальцем и канавкой, что приводит к смещению, уменьшая их площадь, и даже к устранению сжимающих контактов между поверхностями герметизации.
В приводимом описании под "сжимающим контактом" следует понимать контакт, развивающий некоторое контактное давление между двумя находящимися в механическом контакте поверхностями. При этом чем более высоким является контактное давление, тем более высоким может быть давление текучей среды, которое способно выдержать данное трубное соединение без нарушения герметичности. Кроме давления текучей среды, которое может воздействовать на резьбовое трубное соединение изнутри или снаружи, также и осевые нагрузки растяжения или сжатия могут изменять контактное давление, а следовательно, и характеристики герметичности. Иначе говоря, в зависимости от способа выполнения этих трубных соединений их герметичность может не быть идентичной по отношению к давлению изнутри или к давлению снаружи и может оказаться нестабильной в функции механического нагружения.
Для того чтобы улучшить описанную выше ситуацию, заявителем предложено в WO 03/06370 трубное соединение с герметизацией типа металл/металл, снабженное кольцевым пальцем (или кольцевой кромкой), описанным в патенте WO 02/01102 и представляющим наклонные охватываемые и охватывающие круговые уступы, сильно прижимающиеся один к другому после расширения, причем круговой уступ на охватывающем элементе образован боковой стороной кольцевой канавки, а круговой уступ на охватываемом элементе может быть выполнен предварительно или может быть следствием отпечатывания охватываемого элемента на донной части этой кольцевой канавки в процессе расширения.
Это трубное соединение было разработано таким образом, чтобы оставаться герметичным при высоких коэффициентах расширения, обычно превышающих 10%, однако характеристики герметичности такого трубного соединения перед и после расширения могут оказаться недостаточными в том случае, когда требуемые характеристики герметичности при различных режимах нагружения оказываются достаточно высокими, в частности в случае трубного соединения с использованием муфты. Действительно, трубные соединения с использованием соединительной муфты и материалы, которые их образуют, должны выдерживать значительные усилия расширения, и контроль деформации опорных поверхностей и упоров становится затруднительным, что не позволяет во всех случаях обеспечить достаточную герметичность по отношению к газам высокого давления перед осуществлением фазы расширения.
Таким образом, техническая задача предлагаемого изобретения состоит в том, чтобы улучшить описанную выше ситуацию, в частности, с точки зрения усилий расширения в случае трубных соединений, в которых используются соединительные муфты и трубы большой длины, в частности, при использовании очень большого коэффициента расширения, обычно превышающего 10%.
Для решения этой технической задачи в соответствии с данным изобретением предлагается сборка, образованная двумя располагающимися симметрично и поддающимися расширению резьбовыми трубными соединениями, каждое из которых содержит:
- с одной стороны, первый трубчатый элемент, размещенный на конце трубы и содержащий первую часть, снабженную охватываемой резьбой, и вторую часть, продолжающую упомянутую первую часть и содержащую: i) первую наружную поверхность, ii) первую кольцевую кромку, имеющую первую осевую опорную поверхность и первую внутреннюю поверхность, ограниченную упомянутой первой наружной поверхностью на некоторой части ее осевой длины, и iii) вторую опорную поверхность,
- с другой стороны, второй трубчатый элемент, содержащий: i) охватывающую резьбу, подобную первой охватываемой резьбе и навинчиваемую на эту охватываемую резьбу, ii) вторую кольцевую кромку, имеющую третью опорную поверхность, вторую наружную поверхность, которая может быть размещена напротив упомянутой первой внутренней поверхности, и вторую внутреннюю поверхность, iii) третью внутреннюю поверхность и четвертую осевую опорную поверхность, определяющую, совместно со второй наружной поверхностью, кольцевой ложемент, подобный соответствующей первой кромке и принимающий эту кромку в себя.
Эта сборка отличается тем, что два упомянутых вторых трубчатых элемента образуют два противоположных конца соединительной муфты, имеющей с каждой стороны трубчатый элемент охватывающего типа, причем эти трубчатые элементы отделены один от другого некоторой центральной частью, снабженной в исходном состоянии на наружной поверхности кольцевой зоной, представляющей исходное уменьшение толщины, выбранное таким образом, чтобы величина сечения соединительной муфты в этой зоне превышала или была равна произведению поперечного сечения основной части упомянутых труб на эффективность трубного соединения, при этом каждая вторая опорная поверхность будет упираться в соответствующую третью опорную поверхность, и/или тем, что каждая первая опорная поверхность будет упираться в соответствующую четвертую опорную поверхность, и предлагаемая сборка способна развивать, после диаметрального расширения в области пластических деформаций, сжимающие и герметичные контакты, делающие данную сборку герметичной.
Здесь под выражением "основная часть трубы" следует понимать ее центральную часть, удаленную от двух концов этой трубы и имеющую по существу постоянный диаметр.
Таким образом, уменьшая толщину муфты на уровне ее центральной части, существенно снижают давления и усилия расширения, воздействию которых подвергается трубное соединение, и получают возможность контролировать деформации на уровне упоров и опорных поверхностей.
Сборка в соответствии с предлагаемым изобретением может обладать и другими характеристиками, которые могут быть взяты раздельно или в сочетании, в частности:
- зона пониженной толщины, выполненная в форме ванночки, может быть снабжена центральной частью, представляющей максимальное понижение толщины, и боковыми стенками, наклоненными на некоторый угол, меньший примерно 30° и предпочтительно составляющий примерно 15°,
- упомянутая ванночка может проходить по существу между третьими опорными поверхностями двух вторых трубчатых элементов и даже между последними витками двух охватывающих резьбовых участков,
- упомянутый второй трубчатый элемент содержит, в некотором выбранном месте его третьей внутренней поверхности, внутреннюю кольцевую канавку, размещенную по существу на уровне упомянутой первой наружной поверхности,
- упомянутая канавка в исходном состоянии содержит по меньшей мере два криволинейных участка,
- упомянутые криволинейные участки в исходном состоянии имеют по существу идентичные радиусы кривизны,
- упомянутый радиус кривизны в исходном состоянии имеет величину в диапазоне от примерно 2 мм до примерно 20 мм,
- два упомянутых криволинейных участка отделены друг от друга по существу цилиндрической центральной частью,
- упомянутая канавка в исходном состоянии имеет радиальную глубину, максимальная величина которой выбирается таким образом, чтобы поперечное сечение материала в донной части этой канавки превышало произведение наименьшего поперечного сечения обычной части упомянутых труб на эффективность трубного соединения на растяжение,
- первая наружная поверхность и третья внутренняя поверхность выполнены таким образом, чтобы после расширения сжимающий и герметичный контакт был определен между некоторыми участками каждой из этих поверхностей,
- упомянутые первый и второй трубчатые элементы выполнены таким образом, чтобы после расширения сжимающий и герметичный контакт был определен между концевой внутренней частью упомянутой первой кромки и упомянутой второй наружной поверхностью.
Предлагаемое изобретение относится также к сборке двух расширяемых трубных соединений на основе исходной сборки представленного выше типа.
Такой способ особенно хорошо адаптирован, хотя и не ограничительным образом, к радиальному расширению трубного соединения в соответствии с коэффициентом расширения, составляющим по меньшей мере 10%.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из подробного описания примеров его осуществления, приводимого со ссылками на приведенные в приложении фигуры, в числе которых:
- фиг.1 представляет собой схематический вид в продольном разрезе, иллюстрирующий часть примера реализации сборки из двух поддающихся расширению резьбовых трубных соединений в соответствии с предлагаемым изобретением, располагающихся симметрично;
- фиг.2 представляет собой схематический вид в продольном разрезе, иллюстрирующий часть конического охватывающего резьбового участка и часть идентичного конического охватываемого резьбового участка перед свинчиванием и расширением;
- фиг.3 представляет собой схематический вид в продольном разрезе, иллюстрирующий часть охватываемого конца трубы одного из поддающихся расширению резьбовых трубных соединений, показанных на фиг.1;
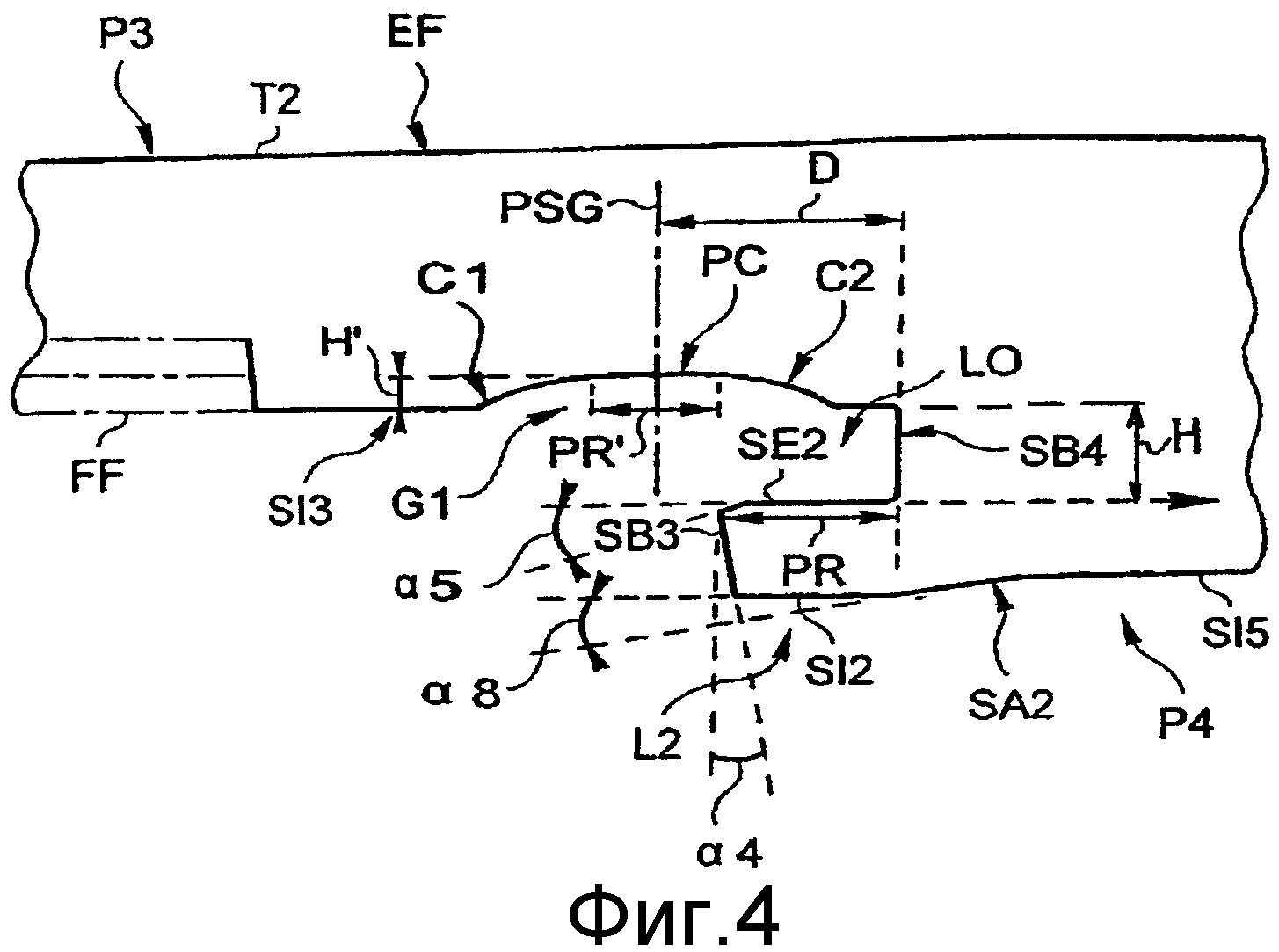
- фиг.4 представляет собой схематический вид в продольном разрезе, иллюстрирующий часть одного из двух охватывающих концов соединительной муфты, показанной на фиг.1;
- фиг.5 представляет собой схематический вид в продольном разрезе, иллюстрирующий усилия, создаваемые на охватываемом и охватывающем концах трубы и муфты, показанных на фиг.3 и 4, в процессе осуществления первого этапа свинчивания;
- фиг.6 представляет собой схематический вид в продольном разрезе, иллюстрирующий усилия, создаваемые на охватываемом и охватывающем концах трубы и муфты, показанных на фиг.3 и 4, в процессе осуществления второго этапа свинчивания;
- фиг.7 представляет собой схематический вид в продольном разрезе, иллюстрирующий усилия, создаваемые на охватываемом и охватывающем концах трубы и муфты, показанных на фиг.3 и 4, в процессе осуществления этапа расширения путем пластической деформации;
- фиг.8 представляет собой схематический вид в продольном разрезе, иллюстрирующий деформации, которым подвергаются охватываемый и охватывающий концы трубы и муфты, показанных на фиг.3 и 4, после завершения этапа расширения;
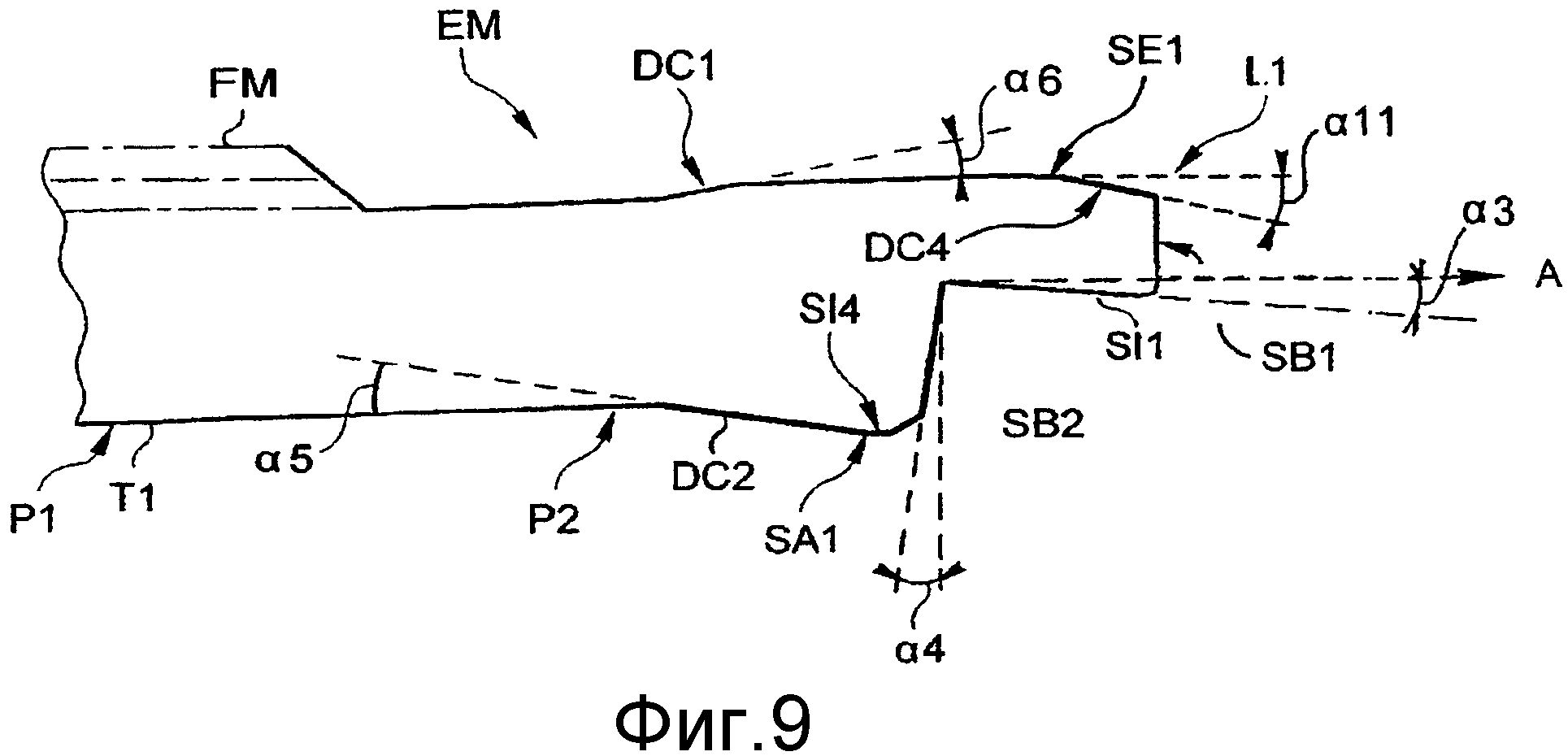
- фиг.9 представляет собой схематический вид в продольном разрезе, иллюстрирующий часть другого примера реализации охватываемого конца первой трубы поддающегося расширению резьбового трубного соединения в соответствии с предлагаемым изобретением;
- фиг.10 представляет собой схематический вид в продольном разрезе, иллюстрирующий часть другого примера реализации охватывающего конца второй трубы поддающегося расширению резьбового трубного соединения в соответствии с предлагаемым изобретением;
- фиг.11 представляет собой схематический вид в продольном разрезе, иллюстрирующий относительные положения охватываемого и охватывающего концов труб, показанных на фиг.9 и 10, после завершения фазы свинчивания.
Приведенные в приложении фигуры могут не только служить дополнением предлагаемого изобретения, но также и содействовать его определению, в случае необходимости.
Предлагаемое изобретение относится к сборке двух герметичных резьбовых трубных соединений, располагающихся симметрично, которая может быть использована, в частности, в скважинах добычи углеводородов или в других подобных скважинах, таких, например, как геотермические скважины, а также к способу реализации такой сборки.
Как уже было сказано в преамбуле данного описания, сборка двух резьбовых трубных соединений в соответствии с предлагаемым изобретением способна обеспечить возможность формирования колонн обсадных труб или труб добычи путем соединения металлических труб большой длины с помощью металлических соединительных муфт.
Прежде всего, со ссылками на фиг.1-8, ниже будет описан пример реализации сборки двух резьбовых трубных соединений в соответствии с предлагаемым изобретением. В этом примере, как это частично проиллюстрировано на фиг.1, два трубных соединения (называемых "муфтовыми") позволяют соединить две трубы Т1 и Т2, имеющие общую ось вращения XX и характеризующиеся относительно большой длиной, то есть длиной, составляющей много метров, посредством соединительной муфты М. Более конкретно, каждая труба T1, Т2 содержит конец охватываемого типа ЕМ (или охватываемый трубчатый элемент), предназначенный для присоединения к одному из двух концов охватывающего типа EF (или охватывающих трубчатых элементов) муфты М. Таким образом, в рассматриваемом здесь случае трубное соединение образовано охватываемым трубчатым элементом ЕМ, принадлежащим одной трубе большой длины T1, Т2 и соединенным с охватывающим трубчатым элементом EF, принадлежащим муфте М, и сборка образована двумя трубными соединениями, разделенными центральной частью РСМ муфты М. В проиллюстрированном здесь способе реализации трубы Т1 и Т2 имеют, например, так называемую обычную часть, исходный наружный диаметр которой составляет примерно 193,68 мм (или 7 и 5/8 дюйма). Эта обычная часть трубы представляет собой ее удлиненную центральную часть, удаленную от двух ее концов и имеющую по существу постоянный диаметр.
Как это можно видеть на фиг.1, охватываемый конец ЕМ трубы T1, Т2 содержит две части Р1 и Р2. Первая часть Р1 продолжает центральную часть трубы T1, Т2 и снабжена наружной охватываемой резьбовой частью FM предпочтительно конического типа, но она также может быть цилиндрического типа.
Например, как это можно видеть на фиг.2, предусматривается резьбовая часть конического типа, конусность которой, выражаемая соотношением ΔD/D, где D представляет собой диаметр, составляет 10%. В то же время, осевой зазор (или продольный зазор) между витками резьбы в исходном состоянии является достаточно большим для того, чтобы обеспечить определенную свободу перемещения в процессе диаметрального расширения, о котором более подробно будет сказано ниже. Так, например, этот осевой зазор между боковыми поверхностями вхождения FS витков охватываемой резьбы FM и охватывающей резьбы FF имеет величину в диапазоне от примерно 0,05 мм до примерно 0,3 мм.
Кроме того, для обеспечения удовлетворительной устойчивости к растяжению, и особенно к сжатию, и, следовательно, для уменьшения опасности разъединения или повреждения витков охватываемой и охватывающей резьбы перед, в процессе или после завершения расширения опорная боковая поверхность FL витков резьбы выполнена, например, наклоненной по отношению к радиальному направлению на некоторый отрицательный угол α1, имеющий величину в диапазоне от примерно -3° до примерно -15°, более предпочтительно составляющий примерно -10°, тогда как боковая поверхность вхождения FS витков резьбы, например, наклонена по отношению к радиальному направлению на некоторый положительный угол α2, имеющий величину в диапазоне от примерно +10° до примерно +30°, предпочтительно составляющий примерно +15°.
Отрицательный угол α1 позволяет исключить разъединение или повреждение находящихся в зацеплении витков резьбы, в частности, при действии растягивающего напряжения. В то же время, чем бóльшую величину имеет положительный угол α2, тем более легким оказывается взаимное вхождение витков резьбы, но тем в большей степени ухудшается устойчивость к сжимающему напряжению.
Важно отметить, что охватываемый FM и охватывающий FF резьбовые участки могут быть сформированы, каждый, на по меньшей мере одном участке трубчатых элементов ЕМ и EF. Иначе говоря, эти резьбовые участки могут быть реализованы в виде одной или нескольких частей. В том случае, когда эти резьбовые участки состоят из двух частей, они, в случае необходимости, могут быть сформированы на двух различных в радиальном направлении поверхностях или же, наоборот, на одной и той же поверхности.
Вторая часть Р2 продолжает первую часть Р1 на конце трубы T1, Т2. Эта часть содержит прежде всего, как это можно видеть на фиг.3, первую кольцевую кромку (или кольцевой палец) L1, содержащую первую осевую опорную поверхность SB1, по существу плоскую в исходном состоянии и перпендикулярную по отношению к продольному направлению А трубы T1, Т2 (параллельному оси XX), первую внутреннюю поверхность SI1, продолжающую в исходном состоянии по существу перпендикулярным образом первую осевую опорную поверхность SB1 в направлении первой части Р1 и ориентированную в направлении внутрь трубы T1, Т2 (то есть со стороны, противоположной охватываемому резьбовому участку FM), и участок первой наружной поверхности SE1, также продолжающий первую осевую опорную поверхность SB1 в направлении первой части Р1 и ориентированный в направлении наружу по отношению к трубе Т1. Первая наружная поверхность SE1 второй части Р2 охватываемого элемента ЕМ проходит от первой опорной поверхности SB1 вплоть до уровня охватываемого резьбового участка FM. Вторая часть Р2 дополнительно содержит вторую опорную поверхность SB2, продолжающую первую внутреннюю поверхность SI1 и продолженную в свою очередь некоторой (четвертой) внутренней поверхностью SI4 по меньшей мере на цилиндрической части, предназначенной для вхождения в контакт с текучей средой (или с газом), циркулирующей внутри трубы T1, Т2. Первые осевые опорные поверхности SB1, первая внутренняя поверхность SI1 и вторая опорная поверхность SB2 определяют то, что специалист в данной области техники называет "охватываемым прямоугольным пазом".
Как это можно видеть на фиг.3, первая внутренняя поверхность SI1 может быть наклонена на некоторый предварительно выбранный угол α3 по отношению к продольному направлению А трубы T1, Т2 по соображениям, о которых более подробно будет сказано выше. Таким образом, в исходном состоянии эта поверхность представляет собой коническую поверхность. Упомянутый угол наклона предпочтительно имеет величину в диапазоне от примерно 0,1° до примерно 15°, еще более предпочтительно составляющую примерно 2,5°. В то же время, как это можно видеть на приведенных в приложении фигурах, первая наружная поверхность SE1 может быть выполнена немного выпуклой и, более конкретно, может представлять собой тороидальную поверхность большого радиуса, имеющего величину, например, в диапазоне от 20 мм до 100 мм, для того, чтобы облегчить ее отпечатывание в канавке G1, о чем более подробно будет сказано ниже.
Муфта М, представленная на фиг.1, имеет здесь симметричную форму по отношению к плоскости симметрии PSM, перпендикулярной к продольному направлению А труб Т1 и Т2. В то же время, эта муфта содержит трубчатые элементы охватывающего типа на обоих своих концах.
Эта муфта М содержит центральную часть РСМ, продолженную по одну и по другую стороны от нее двумя охватывающими концами EF1, EF2 (или вторыми охватывающими трубчатыми элементами). Каждый охватывающий конец EF1, EF2 содержит одну первую часть Р3-1, Р3-2 и две вторые части Р4-1, Р4-2. Каждая первая часть Р3-1, Р3-2 размещена на одном из двух концов муфты М и снабжена внутренним охватывающим резьбовым участком FF, подобным охватываемому резьбовому участку FM охватываемого конца EM1, ЕМ2.
Как это можно видеть на фиг.4, каждая вторая часть Р4-1, Р4-2 продолжает первую часть Р3-1, Р3-2 в направлении центральной части трубы РСМ. Она содержит, прежде всего, вторую кольцевую кромку (или кольцевой палец) L2, содержащую третью опорную поверхность SB3, вторую наружную поверхность SE2, ориентированную в направлении наружу по отношению к муфте М, продолжающую третью опорную поверхность SB3 в направлении, противоположном первой части Р3, и предназначенную для размещения против первой внутренней поверхности SI1, и вторую внутреннюю поверхность SI2, которая по меньшей мере частично является цилиндрической, ориентированную в направлении внутрь муфты и также продолжающую третью опорную поверхность SB3 в направлении, противоположном первой части Р3.
Каждая вторая часть Р4 дополнительно содержит четвертую осевую опорную поверхность SB4, по существу плоскую в исходном состоянии и перпендикулярную к продольному направлению А, и третью внутреннюю поверхность SI3, частично цилиндрическую, ориентированную в направлении внутрь муфты М и продолжающую четвертую осевую опорную поверхность SB4 в направлении первой части Р3. Некоторая часть этой третьей внутренней поверхности SI3 формирует, совместно со второй наружной поверхностью SE2 и четвертой опорной поверхностью SB4, кольцевой ложемент (или канавку) LO, подобную одной из первых кольцевых кромок L1, таким образом, чтобы упомянутая кромка могла быть размещена в этом ложементе в процессе осуществления фазы завинчивания труб Т1 и Т2, о чем более подробно будет сказано ниже.
Каждый ложемент LO проходит на некоторой выбранной осевой длине PR, равной длине соответствующей второй кромки L2, ив соответствии с выбранной радиальной глубиной Н (перпендикулярной продольному направлению А). Предпочтительно соотношение PR/H имеет величину в диапазоне от примерно 1 до примерно 3, еще более предпочтительно в диапазоне от примерно 1,2 до примерно 1,6. Наиболее предпочтительно величина этого соотношения составляет примерно 1,5. Так, например, длина PR составляет 4 мм и Н составляет 2,7 мм, что обеспечивает величину соотношения PR/H, по существу равную 1,5. Как это можно будет видеть выше, два эти размерных параметра PR и Н выбираются таким образом, чтобы обеспечить возможность осуществления выбранной деформации первой кромки L1.
Третья опорная поверхность SB3, вторая наружная поверхность SE2 и четвертая осевая опорная поверхность SB4 определяют то, что специалисты в данной области техники называют "охватывающим прямоугольным пазом".
В то же время, кольцевая канавка G1 определяется по меньшей мере в некоторой части каждой третьей внутренней поверхности SI3. В исходном состоянии эта канавка предпочтительно содержит по существу цилиндрическую центральную часть PC, продолжающуюся по одну и по другую стороны от нее двумя криволинейными участками РС1 и РС2. Эти криволинейные участки С1 и С2 предпочтительно имеют в исходном состоянии по существу идентичные радиусы кривизны, предпочтительно имеющие величину в диапазоне от примерно 2 мм до примерно 20 мм. Однако эта канавка G1 может содержать только два упомянутых криволинейных участка.
Например, каждая канавка G1 содержит центральную часть PC, которая проходит на осевой длине PR', равной примерно 2 мм, имеет радиальную глубину Н', составляющую примерно 1 мм, и содержит криволинейные участки С1 и С2 с радиусом кривизны, равным примерно 5 мм. Радиальная глубина Н' канавки G1 обычно ограничена толщиной муфты М на уровне плоскости симметрии PSG упомянутой канавки, которая не должна быть меньше минимальной толщины, служащей для расчета критического сечения резьбового трубного соединения. Более конкретно, максимальная величина радиальной глубины Н' выбирается таким образом, чтобы поперечное сечение материала в донной части канавки G1 превышало произведение поперечного сечения трубы Т1 или Т2 в ее основной части (или наименьшего из двух этих поперечных сечений в том случае, если они являются различными) на эффективность трубного соединения на растяжение. Соотношение между критическим поперечным сечением резьбовых элементов и поперечным сечением трубы (T1, Т2) характеризует эффективность соединения (или стыка), которая представляет собой, вместе с поперечным сечением трубы, входную информацию для проектирования колонны труб.
В этой конфигурации плоскость симметрии PSG каждой канавки 61 размещается на некотором выбранном осевом расстоянии D от четвертой осевой опорной поверхности SB4, которая определяет донную часть соответствующего ложемента (или канавки) LO. Например, при использовании упомянутых выше величин расстояние D составляет примерно 5,61 мм. В то же время, после свинчивания центральная часть PC канавки G1 размещается по существу отвесно над утолщением SA1.
Как это будет показано ниже, радиус кривизны (в частности, со стороны резьбового участка), радиальная глубина Н', осевая длина PR и радиальная глубина Н выбираются таким образом, чтобы обеспечить возможность осуществления выбранной деформации первой кромки L1 и зоны второй части Р2, располагающейся в ее корневой области.
Каждая вторая часть Р4-1, Р4-2 содержит также еще одну (пятую) внутреннюю цилиндрическую поверхность S15, продолжающую вторую опорную поверхность SB2 в направлении, противоположном первой части Р3 (то есть в направлении центральной части РСМ муфты М), и предназначенную для вхождения в контакт с текучей средой (или газом), циркулирующей внутри муфты М.
В соответствии с предлагаемым изобретением и как это проиллюстрировано на фиг.1, центральная часть РСМ муфты М содержит кольцевую зону G2 (называемую также канавкой, лункой), определяющую локально на наружной поверхности некоторую зону пониженной толщины, центрированную на плоскости симметрии PSM.
Кольцевая зона G2 позволяет уменьшить толщину муфты М в ее наиболее толстой части и снизить таким образом давления и усилия расширения. Кроме того, она позволяет лучше контролировать деформации на уровне различных входящих в упор поверхностей (SB1-SB4) и опорных поверхностей, придавая сборке трубных соединений по существу прямолинейный вид (на наружной поверхности вращения) после расширения. Сечение муфты М в исходном состоянии на уровне ее плоскости симметрии PSM должно, таким образом, быть выбрано превышающим или равным произведению поперечного сечения обычной части труб Т1 и Т2, на концах которых сформированы первые трубчатые элементы ЕМ, на эффективность данного трубного соединения.
Предпочтительно, чтобы упомянутая кольцевая зона проходила по существу между двумя третьими поверхностями осевого упора ЗВЗ двух противоположных вторых кромок L1 и L2. Однако она может проходить на некотором более значительном расстоянии, в частности, между последними витками двух охватывающих резьбовых участков FF. Здесь последними витками являются те витки, которые располагаются со стороны третьих поверхностей упора ЗВЗ.
В то же время, кольцевая зона G2 может иметь форму ванночки, снабженной центральной частью, представляющей максимальное уменьшение толщины (на уровне плоскости симметрии PSM), и боковые стенки, наклоненные на некоторый угол, предпочтительно меньший, чем примерно 30°, еще более предпочтительно составляющий примерно 15°.
Важно отметить, что кольцевая зона G2 (или канавка, лунка G2) не является непременно симметричной по отношению к плоскости PSG. Действительно, она может иметь две асимметричные части по одну и по другую стороны от этой плоскости PSG.
Формирование сборки трубных соединений в соответствии с предлагаемым изобретением осуществляется путем использования способа, включающего следующие этапы.
На первом этапе, проиллюстрированном на фиг.5, навинчивают охватывающий конец EF1 муфты М на охватываемый конец ЕМ1 трубы Т1 вплоть до того момента, когда первая осевая опорная поверхность SB1 первой кромки L1 войдет в упор с четвертой осевой опорной поверхностью SB4 ложемента (или канавки) LO.
Для того чтобы облегчить это свинчивание, и как это проиллюстрировано на фиг.4, вторая наружная поверхность SE2 каждой второй кромки L2 может иметь на коротком расстоянии наклон на некоторый выбранный угол α5 по отношению к продольному направлению А на уровне ее соединения с третьей опорной поверхностью SB3. Таким образом, в исходном состоянии этот наклон образует скошенную кромку с конической поверхностью. Предпочтительно, чтобы этот наклон в исходном состоянии имел величину в диапазоне от примерно +8° до примерно +12°. Еще более предпочтительным образом этот наклон имеет величину примерно 10°. Такой наклон позволяет облегчить проникновение первой кромки L1 в ложемент (или канавку) LO, в частности, в случае аварийного взаимодействия, что позволяет уменьшить возможные риски заедания или повреждения первой кромки L1, в частности концевого ребра ее первой внутренней поверхности SI1. Действительно, такое взаимодействие может происходить между первой внутренней поверхностью SI1 и второй наружной поверхностью SE2 перед тем, как вторая опорная поверхность SB2 войдет в упор в третью опорную поверхность SB3.
Затем, на втором этапе, продолжают свинчивание вплоть до того момента, когда вторая опорная поверхность SB2 войдет в упор с третьей опорной поверхностью SB3. Продолжение свинчивания, после вхождения в упор первой опорной поверхности SB1 с четвертой опорной поверхностью SB4, позволяет инициировать накопление упругой потенциальной энергии в первой кромке L1, обеспечивая сжатие этой кромки в осевом направлении.
Затем, в случае необходимости, можно предусмотреть третий этап (проиллюстрированный на фиг.6), на котором снова продолжают свинчивание для того, чтобы обеспечить предварительное радиальное механическое напряжение первой кромки L1 трубы Т1 в направлении оси трубного соединения. Этому предварительному радиальному напряжению могут способствовать наклоны второй опорной поверхности SB2 и третьей опорной поверхности SB3 на выбранные и по существу идентичные углы α4 по отношению к плоскости, перпендикулярной к продольному направлению А.
Предпочтительно как показано на фиг.3 и 4, выполнить вторую опорную поверхность SB2 и третью опорную поверхность SB3 в исходном состоянии коническими, соответственно выпуклой и вогнутой, и представляющими по существу одинаковые наклоны. В рассматриваемом здесь случае под выражением "по существу одинаковые наклоны" следует понимать наклоны, равные между собой с точностью до примерно ±5°. Этот общий наклон предпочтительно имеет величину в диапазоне от угла α4, составляющего примерно +5°, до угла α4, составляющего примерно +30°. Этот угол еще более предпочтительно имеет величину примерно 10°. Упомянутый наклон позволяет обеспечить сжатие между первой внутренней поверхностью SI1 и второй наружной поверхностью SE2 перед фазой расширения. Это стягивание позволяет обеспечить герметичность, в частности, по отношению к газам перед осуществлением фазы расширения.
Таким образом, перед расширением получают высокую герметичность по отношению к газам под внутренним давлением, в том числе при наличии осевых усилий растяжения или сжатия, и удовлетворительную герметичность под наружным давлением, в том числе при наличии осевых усилий сжатия.
Созданные таким образом предварительные напряжения условно обозначены стрелками F1 и F2 на фиг.6.
Затем снова приступают к осуществлению описанных выше трех этапов, завинчивая охватываемый конец ЕМ2 второй трубы Т2 в охватывающий конец EF2 муфты М.
Далее, на четвертом этапе, вводят в осевом направлении в трубу Т2 инструмент диаметрального расширения, такой, например, как ядро с конической головкой, максимальный диаметр которого превышает исходный внутренний диаметр D1 труб Т1 и Т2 и муфты М (равный удвоенному внутреннему радиусу R1, обозначенному на фиг.1) и по существу равен конечному внутреннему диаметру этих труб. Выбор направления введения этого инструмента расширения на практике не имеет существенного значения, поскольку упомянутое ядро расширения перемещается в осевом направлении от одного охватываемого конца ЕМ (например, от конца ЕМ1) к соответствующему концу EF (в данном случае, к концу EF1), а затем к другому концу HF и, наконец, к другому концу ЕМ независимо от направления перемещения этого ядра расширения.
Перемещение ядра расширения осуществляется известным для специалиста в данной области техники образом (см., в частности, патентные документы US 6604763 и WO 03/071086), например путем протягивания при помощи буровой штанги или же путем воздействия гидравлического давления. Ядро расширения имеет, например, цилиндрически-коническую форму с конической частью, предназначенной для осуществления собственно расширения и продолженной средней цилиндрической частью. Однако форма этого ядра также может быть сферической или биконической (при этом входная коническая часть продолжается цилиндрической частью, которая сама в свою очередь продолжается выходной конической частью). Радиусы сопряжения этих трех частей ядра расширения выбираются в функции конкретных потребностей.
Вместо описанного выше ядра расширения могут быть использованы также и другие инструменты расширения, такие, например, как вращающийся инструмент расширения с тремя роликами, реализующий механическое расширение. Эти инструменты расширения (в том числе и ядра расширения) и способы их использования описаны, в частности, в патентах WO 02/081863, US 6457532 и US 2002/0139540.
Диаметральное расширение осуществляется в области пластических деформаций. Поскольку создаваемые при этом пластические деформации увеличивают предел упругости трубчатых элементов, необходимо, следовательно, использовать металлы, способные выдержать такие деформации. Так, например, для трубы, представляющей в исходном состоянии предел упругости на уровне 310 МПа (45 KSI), этот предел упругости достигнет 380 МПа (55 KSI) после расширения.
Когда ядро расширения доходит до уровня четвертой внутренней поверхности SI4 второй части Р2 охватываемого конца ЕМ и пятой внутренней поверхности SI5 второй части Р4 охватывающего конца EF, подвергающийся расширению материал вынуждает первую кромку L1 деформироваться в соответствующей канавке G1. Деформации, испытываемые трубным соединением в процессе расширения, схематически изображены стрелками F3-F6, показанными на фиг.7.
Более конкретно, первая кромка L1 вынуждена искривляться (стрелка F4) и по меньшей мере частично принимать форму канавки G1. При этом, как это проиллюстрировано на фиг.8, на уровне первой наружной поверхности SE1 охватываемого конца ЕМ, точно перед первой кромкой L1, создается кольцевой выступ или пятка ЕР, который позволяет сформировать зону герметизации при помощи сжимающего контакта типа "металл на металл".
Выступ ЕР и герметичность соединения могут быть усилены в результате наличия локального кольцевого утолщения SA1, ориентированного в направлении внутрь трубы T1, Т2 и располагающегося на уровне четвертой внутренней поверхности SI4 и в непосредственной близости от второй опорной поверхности SB2. Предпочтительно, как это проиллюстрировано на фиг.3 и фиг.5-7, это утолщение SA1 является по существу постоянным в зоне расширения центральной части PC канавки G1, после чего это утолщение уменьшается. Это уменьшение предпочтительно является по существу непрерывным в направлении первой части Р1. Это уменьшение толщины может осуществляться, например, под углом α9 по отношению к продольному направлению А, величина которого заключена в диапазоне от примерно 5° до примерно 30°, более предпочтительно в диапазоне от примерно 10° до примерно 20° и еще более предпочтительно составляет примерно 12°.
Максимальное утолщение на уровне зоны постоянной толщины определяет минимальный внутренний диаметр охватываемого элемента ЕМ. Этот внутренний диаметр должен превышать диаметр калибровочной пробки. Эта калибровочная пробка представляет собой инструмент, который вводится внутрь труб перед их опусканием в скважину для того, чтобы убедиться в том, что эти трубы располагают минимальным свободным внутренним диаметром, гарантирующим прохождение инструментов в колонне без риска их зацепления. Когда это утолщение остается меньшим, чем упомянутая выше величина, оптимальная величина утолщения фиксируется при помощи количества материала, необходимого для того, чтобы в максимально возможной степени поднять первую кромку L1 в донной части канавки G1 в процессе расширения с тем, чтобы она деформировалась в соответствии с потребностями. Так, например, величина этого утолщения составляет приблизительно 0,8 мм.
Это утолщение SA1 обеспечивает избыток материала, который позволяет заполнить свободное пространство канавки G1 и, следовательно, позволяет первой кромке L1 и зоне, располагающейся непосредственно перед ней, принять форму по меньшей мере части этой канавки G1 и представлять таким образом по существу требуемую деформацию.
Как уже было сказано выше, упомянутая деформация приводит к образованию кольцевого выступа или пятки ЕР на уровне первой наружной поверхности SE1 охватываемого конца ЕМ перед первой кромкой L1, который позволяет создать зону герметизации при помощи сжимающего контакта так, как об этом будет сказано в последующем изложении.
Расширение, осуществляемое при помощи ядра расширения, обеспечивается вследствие того, что диаметр охватывающего элемента EF является несколько большим, чем диаметр охватываемого элемента ЕМ, а коэффициент расширения охватываемого элемента ЕМ оказывается несколько большим, чем коэффициент расширения охватывающего элемента EF.
Из этого следует, вследствие сохранения количества материала, более значительное сжатие охватываемого элемента ЕМ по сравнению со сжатием охватывающего элемента EF, что выражается в относительном осевом перемещении двух этих элементов в направлении высвобождения, обозначенном стрелками F5 и F6 на фиг.7. Это относительное перемещение будет сильно прижимать друг к другу наклонные уступы ЕР, создавая искомую герметизацию. Следует отметить, что контактное или сжимающее давление еще более усиливается в том случае, когда трубное соединение подвергается воздействию усилий осевого растяжения.
По соображениям осевого разъединения в процессе расширения значения осевой длины первой L1 и второй L2 кромок должны быть выбраны достаточно точно. Действительно, если первая кромка L1 окажется слишком короткой, она рискует выйти из своего ложемента LO и зайти вследствие этого в направлении оси трубного соединения, исключая тем самым его герметичность после расширения. Если же вторая кромка L2 является слишком длинной, будет затруднительно выполнить требуемую механическую обработку ложемента LO.
Искривление первой кромки L1 в процессе расширения, которому способствует форма канавки G1 и утолщение SA1, выражается в формировании второго сжимающего контакта между внутренней частью конца первой кромки L1 и второй наружной поверхностью SE2.
При этом первая кромка L1 опирается и заклинивается между выступом, образованным в стенке канавки G1, и второй наружной поверхностью SE2. Такой двойной контакт позволяет обеспечить высокую герметичность, стабильную при различных возможных способах нагружения, включающих как внутреннее, так и внешнее давление, сочетающееся или не сочетающееся с усилиями осевого растяжения или сжатия.
Для того чтобы в еще большей степени способствовать искривлению первой кромки L1 и в еще большей степени усилить контакт между выступом или пяткой ЕР и канавкой G1, можно использовать, как это проиллюстрировано на фиг.3 и фиг.5-7, уступ DC1 в направлении внутрь трубы T1, Т2 на уровне первой наружной поверхности SE1 и перед первой частью Р1. Этот уступ DC1 предпочтительно является по существу непрерывным. Таким образом, в исходном состоянии он представляет собой коническую скошенную кромку. Этот уступ может проходить, например, под углом α6 по отношению к продольному направлению А, имеющим величину в диапазоне от примерно 8° до примерно 12° и предпочтительно составляющим примерно 10°. Этот уступ DC1 начинается, например, на расстоянии от первой осевой опорной поверхности SB1 (вдоль продольного направления А), составляющем примерно 7,8 мм.
В то же время, для того чтобы располагать материалом там, где он необходим, трубы Т1 и Т2 могут подвергаться, на уровне своих первой Р1 и второй Р2 частей и перед механической обработкой их охватываемого элемента EM1, ЕМ2, некоторой конической вытяжке с половиной угла при вершине а7, причем диаметр конуса уменьшается в направлении к свободному концу охватываемого элемента EM1, ЕМ2.
Эта коническая вытяжка позволяет увеличить толщину материала на уровне второй части Р2 и разместить утолщение SA1. После механической обработки охватываемого элемента EM1, ЕМ2 и, в частности, утолщения SA1 очертание упомянутой вытяжки выражается в локальном кольцевом уступе DC2 в направлении внутрь трубы, если рассматривать его в направлении свободного конца охватываемого элемента EM1, ЕМ2.
Для того чтобы не мешать продвижению ядра расширения в трубах Т1 и Т2, упомянутая вытяжка предпочтительно является по существу непрерывной и угол α7 имеет величину в диапазоне от примерно 2° до примерно 20°, еще более предпочтительно составляет примерно 5°.
В том случае, когда первая внутренняя поверхность SI1 первой кромки L1 имеет некоторый наклон (составляющий, например, приблизительно 2,5°), это позволяет второй кромке L2 быть размещенной ближе к наружной поверхности муфты М. Вследствие этого, когда ядро расширения доходит до уровня второй кромки L2, она имеет возможность сблизиться с наружной поверхностью муфты М. Кроме того, это позволяет ограничить так называемый эффект "банана", в результате которого имеется тенденция к опусканию второй кромки L2 в направлении внутрь полости муфты М.
Упомянутое сближение может быть акцентировано в результате наличия локального кольцевого утолщения SA2 в направлении внутренней полости муфты М, на уровне второй внутренней поверхности SI2 каждой второй кромки L2 и в непосредственной близости от третьей опорной поверхности SB3. Предпочтительно, как это проиллюстрировано на фиг.4-7, упомянутое утолщение SA2 является по существу постоянным в зоне расширения второй кромки L2, а затем оно уменьшается. Это уменьшение предпочтительно является по существу непрерывным. Таким образом, это уменьшение толщины в исходном состоянии образует коническую скошенную кромку. Оно может осуществляться, например, под некоторым углом α8 по отношению к продольному направлению А, имеющим величину в диапазоне от примерно 8° до примерно 12° и более предпочтительно составляющим приблизительно 10°.
Это утолщение SA2 предпочтительно зависит от утолщения SA1 и является несколько меньшим, чем это утолщение SA1. При этом упомянутое утолщение в любом случае меньше максимальной величины, определяемой размерами калибровочной пробки. Так, например, это утолщение SA2 имеет величину в диапазоне от примерно 0,3 мм до примерно 0,8 мм и предпочтительно составляет примерно 0,5 мм. Исходное смещение, предлагаемое различными по величине утолщениями SA1 и SA2, позволяет содействовать конечной деформации, в частности деформации первой кромки L1. Однако это смещение не должно быть слишком большим, поскольку оно может свести на нет упомянутый выше эффект, обеспечиваемый наклоном первой внутренней поверхности SI1 первой кромки L1 (когда этот наклон существует).
После того, как ядро расширения обеспечило расширение трубного соединения на уровне стыка между трубой Т2 и одним из концов муфты М, оно продолжает свое движение в осевом направлении для того, чтобы обеспечить расширение другого трубного соединения данной сборки на уровне стыка между муфтой М и трубой Т1 (что выражается в повторном осуществлении четвертого этапа).
Как уже было показано выше, результат расширения, вызванного прохождением ядра расширения, схематически проиллюстрирован на фиг.8. Важно отметить, что в муфтовых трубных соединениях, вследствие того, что расширение вызывает осевое разъединение, деформации первой L1 и второй L2 кромок могут не быть полностью идентичными на двух противоположных концах муфты. Это различие (или асимметрия) оказывается, однако, меньшим, чем различие, имеющее место в муфтовых трубных соединениях, описанных в патенте FR 02/03842.
Важно также отметить, что упругий возврат элементов каждого резьбового трубного соединения сборки после прохождения ядра расширения оказывается пренебрежимо малым по сравнению с происходящими пластическими деформациями.
Далее со ссылками на фиг.9-11 будет описан другой пример реализации поддающегося расширению трубного соединения в соответствии с предлагаемым изобретением.
В данном примере содержится большое количество элементов, аналогичных используемым в примере, описанном выше со ссылками на фиг.1-8. Вследствие этого их общие элементы обозначены идентичными позициями. Кроме того, элементы, имеющие по существу идентичную форму и обеспечивающие по существу идентичные функции, не будут повторно описаны.
В то же время, этот пример реализации, как и предыдущий пример, касается не только трубных соединений, позволяющих состыковать конец охватываемого типа ЕМ (или охватываемый трубчатый элемент) первой трубы Т1 большой длины с осью вращения XX, с концом охватывающего типа EF (или с охватывающим трубчатым элементом) второй трубы Т2 также большой длины и с продольной осью XX, но касается также сборок из двух трубных соединений, располагающихся симметрично, описанных выше со ссылками на фиг.9 и позволяющих состыковать две трубы Т1 и Т2 большой длины при помощи трубчатого элемента типа соединительной муфты М.
То, что отличает этот пример реализации от предыдущего примера, состоит главным образом в деталях выполнения второй SB2 и третьей SB3 опорных поверхностей, а также, в случае необходимости, в деталях реализации первой наружной поверхности SE1 и третьей внутренней поверхности SI3 первого ЕМ и второго EF трубчатых элементов, которые позволяют реализовать первую и третью зоны герметизации (или сжимающие контакты) перед расширением.
Вторая опорная поверхность SB2 и третья опорная поверхность SB3 всегда обладают в исходном состоянии коническими поверхностями, имеющими наклоны на по существу идентичные выбранные углы α4 по отношению к плоскости, перпендикулярной к продольному направлению А. Однако в этом втором примере реализации конические поверхности второй опорной поверхности SB2 и третьей опорной поверхности SB3 являются соответственно вогнутой и выпуклой.
Наклоны на углы α4 выбираются таким образом, чтобы вторая опорная поверхность SB2 упиралась в третью опорную поверхность SB3, формируя первый радиальный сжимающий и герметичный контакт первой наружной поверхности SE1 (принадлежащей первой кромке L1) с третьей внутренней поверхностью SI3.
Предпочтительно, и как это проиллюстрировано на фиг.9-11, вторая SB2 и третья SB3 опорные поверхности имеют по существу один и тот же исходный наклон. Этот общий наклон предпочтительным образом заключен в диапазоне от угла α4, составляющего примерно +5°, до угла α4, составляющего примерно +30°. Еще более предпочтительно величина этого угла составляет примерно 10°.
В том случае, когда вторая опорная поверхность SB2 упирается в третью опорную поверхность SB3 в процессе осуществления фазы свинчивания, первая кромка L1 вынуждена направляться к наружной стороне соединения. Это позволяет обеспечить предварительное напряжение в радиальном направлении первой кромки L1 и, следовательно, усилить ее контакт со вторым трубчатым элементом EF на уровне ложемента LO.
В то же время, предпочтительно, чтобы третья внутренняя поверхность SI3 второго трубчатого элемента EF содержала участок DC3, размещенный между ее соединением с четвертой опорной поверхностью SB4 и вторым криволинейным участком С2 канавки G1, в котором определяется в исходном состоянии первая поверхность герметизации, представляющая в целом наклон на некоторый выбранный угол α10 по отношению к плоскости, поперечной к продольному направлению А.
Эта первая поверхность герметизации DC3 в случае необходимости может быть определена при помощи третьего локального кольцевого уступа в направлении внутрь от третьей внутренней поверхности SI3. Она может иметь форму конической поверхности или выпуклой поверхности, представляя, в случае необходимости, участок поверхности тороидального типа.
Угол наклона α10 первой поверхности герметизации (и в случае необходимости, третьего локального кольцевого уступа) DC3 в исходном состоянии имеет величину, предпочтительно заключенную в диапазоне от примерно +1° до примерно +30°, еще более предпочтительно составляет примерно 10°.
В то же время, первая наружная поверхность SE1 первого трубчатого элемента ЕМ содержит терминальную зону, располагающуюся на уровне ее соединения с первой опорной поверхностью SB1 (то есть на уровне первой кромки L1), в которой в исходном состоянии определяется вторая поверхность герметизации, имеющая в целом наклон на некоторый выбранный угол α11 по отношению к плоскости, поперечной к продольному направлению А.
Эта вторая поверхность герметизации в случае необходимости может быть определена при помощи четвертого локального кольцевого уступа в направлении внутрь от первой наружной поверхности SE1. Она может иметь форму конической поверхности или выпуклой поверхности, представляя, в случае необходимости, участок поверхности тороидального типа.
Эта вторая поверхность герметизации DC4 предназначена для прижатия в радиальном направлении в процессе осуществления фазы свинчивания к первой поверхности герметизации DC3 второго трубчатого элемента EF.
Угол наклона α11 второй поверхности герметизации (и, в случае необходимости, четвертого локального кольцевого уступа) DC4 в исходном состоянии имеет величину, предпочтительно заключенную в диапазоне от примерно +1° до примерно +30°, еще более предпочтительно составляет примерно 10°.
Предпочтительно углы наклона α10 и α11 являются идентичными. Однако это не является обязательным. Действительно, может быть рассмотрен случай, когда, например, одна из первой DC3 и второй DC4 поверхностей герметизации будет конической или выпуклой и будет иметь наклон, не являющийся нулевым, тогда как другая поверхность герметизации будет, например, цилиндрической и будет представлять нулевой наклон.
Первая DC3 и вторая DC4 поверхности герметизации, в случае необходимости определяемые третьим и четвертым локальными кольцевыми уступами, выполнены соответственно таким образом, чтобы иметь возможность быть прижатыми друг к другу в радиальном направлении в процессе осуществления фазы свинчивания, создавая третий сжимающий герметичный контакт.
В то же время, первая DC3 и вторая DC4 поверхности герметизации могут быть выполнены таким образом, чтобы первый сжимающий герметичный контакт возникал после третьего сжимающего герметичного контакта. Действительно, это позволяет усилить первый сжимающий герметичный контакт.
Иначе говоря, в процессе осуществления фазы свинчивания предпочтительно, чтобы первая кромка L1 прежде всего входила в контакт при помощи первой поверхности герметизации DC3 со второй поверхностью герметизации DC4, а затем, чтобы вторая опорная поверхность SB2 упиралась в третью опорную поверхность SB3.
В этом примере реализации центральная часть PC кольцевой канавки G1 проходит, например, на осевой длине PR', составляющей примерно 2,2 мм, ее радиальная глубина Н' составляет приблизительно 1 мм, и криволинейные участки С1 и С2 имеют, например, радиус кривизны, составляющий примерно 5,3 мм. В то же время, осевое расстояние D, которое отделяет плоскость симметрии PSG канавки G1 от четвертой осевой опорной поверхности SB4, определяющей донную часть ложемента (или канавки) LO, например, составляет приблизительно 5,7 мм.
Ложемент LO всегда проходит на выбранной осевой длине PR, равной длине второй кромки L2, и имеет выбранную радиальную глубину Н (в направлении, перпендикулярном продольному направлению А). Соотношение PR/H предпочтительно всегда заключено в диапазоне от примерно 1 до примерно 3, но более предпочтительно в диапазоне от примерно 1,4 до примерно 1,9, еще более предпочтительно составляет примерно 1,7. Так, например, величина PR составляет 4,2 мм, и величина Н составляет 2,4 мм, что обеспечивает соотношение PR/H, равное примерно 1,7.
В то же время, как и в предшествующем примере реализации, вторая наружная поверхность SE2 второй кромки L2 может иметь на коротком расстоянии наклон на выбранный угол α5 по отношению к продольному направлению А на уровне ее соединения с третьей опорной поверхностью SB3. Таким образом, этот наклон в исходном состоянии образует скошенную кромку с конической поверхностью, наклон которой в исходном состоянии имеет величину в диапазоне от угла, составляющего примерно +8°, до угла, составляющего примерно +12°, более предпочтительно составляющего примерно 10°. Как уже было указано выше, это позволяет облегчить проникновение первой кромки L1 в ложемент (или канавку) LO, в частности, в случае аварийного взаимодействия.
Кроме того, как и в предшествующем примере реализации, первая внутренняя поверхность SI1 первой кромки L1 предпочтительно наклонена на выбранный угол α3 по отношению к продольному направлению А трубы Т1. Таким образом, она в исходном состоянии образует коническую поверхность. Угол ее наклона предпочтительно всегда имеет величину в диапазоне от примерно 0,1° до примерно 15°, еще более предпочтительно составляет примерно 2,5°. Как уже было указано выше, этот наклон позволяет второй кромке L2 приближаться к наружной стороне трубы Т2 в процессе прохождения ядра расширения, ограничивая таким образом эффект "банана".
Кроме того, как и в предшествующем примере реализации, для того чтобы способствовать искривлению первой кромки L1 и усилить механический контакт между выступом или пяткой ЕР и канавкой G1, первая наружная поверхность SE1 может содержать, непосредственно перед первой частью Р1, первый уступ DC1 в направлении внутрь трубы Т1, предпочтительно по существу непрерывный. Этот первый уступ DC1 образует в исходном состоянии коническую кромку, скошенную под углом α6 по отношению к продольному направлению А, имеющим величину в диапазоне от примерно 8° до примерно 12° и предпочтительно составляющим примерно 10°. Этот уступ DC1 начинается, например, на расстоянии от первой осевой опорной поверхности SB1 (вдоль продольного направления А), составляющем примерно 8,1 мм.
Как и в предшествующем примере реализации, четвертая внутренняя поверхность SI4 может содержать локальное кольцевое утолщение SA1 в направлении внутрь трубы Т1, располагающееся в непосредственной близости от второй опорной поверхности SB2. Предпочтительно, как это проиллюстрировано на фиг.9 и 11, это утолщение SA1 является по существу постоянным в зоне расширения центральной части PC канавки G1, а затем оно уменьшается, предпочтительно по существу непрерывно, в направлении первой части Р1. Это уменьшение может осуществляться, например, под углом α9 по отношению к продольному направлению А, имеющим величину в диапазоне от примерно 5° до примерно 30°, более предпочтительно в диапазоне от примерно 10° до примерно 20°, еще более предпочтительно составляющим примерно 12°.
Кроме того, пятая внутренняя поверхность SI5 второй кромки L2 может содержать, как и в предшествующем примере реализации, локальное кольцевое утолщение SA2 в направлении внутрь трубы Т2, располагающееся в непосредственной близости от третьей опорной поверхности SB3. Предпочтительно, как это проиллюстрировано на фиг.10 и 11, это утолщение SA2 является по существу постоянным в зоне расширения второй кромки L2, а затем оно уменьшается, предпочтительно по существу непрерывно. Таким образом, это уменьшение толщины в исходном состоянии образует скошенную коническую кромку. Это уменьшение толщины может осуществляться, например, под углом α8 по отношению к продольному направлению А, имеющим величину в диапазоне от примерно 8° до примерно 12°, еще более предпочтительно составляющим примерно 10°. Это утолщение SA2 предпочтительно зависит от утолщения SA1 и еще более предпочтительно меньше этого утолщения SA1. Так, например, это утолщение SA2 имеет величину в диапазоне от примерно 0,3 мм до 0,8 мм и предпочтительно составляет примерно 0,5 мм.
Формирование расширяемого трубного соединения на основе поддающегося расширению трубного соединения того типа, который был описан выше со ссылками на фиг.9-11, по существу идентично формированию, описанному выше со ссылками на фиг.5-8.
На первом этапе свинчивают конец, например охватываемый конец ЕМ, одной из труб, например трубы Т1, с концом, например концом EF, другой трубы, например трубы Т2, вплоть до того момента, когда вторая поверхность герметизации DC4 войдет в контакт с первой поверхностью герметизации DC3, создавая третий сжимающий герметичный контакт.
На втором этапе продолжают свинчивание вплоть до того момента, когда вторая опорная поверхность SB2 войдет в упор в третью опорную поверхность SB3 второй кромки L2, создавая первый радиальный сжимающий и герметичный контакт между первой наружной поверхностью SE1 и третьей внутренней поверхностью SI3.
На третьем этапе снова продолжают свинчивание для того, чтобы обеспечить предварительное напряжение в радиальном направлении первой кромки L1 благодаря наклону (или скосу) второй SB2 и третьей SB3 опорных поверхностей первой L1 и второй L2 кромок и благодаря наклону (или скосу) первой DC3 и второй DC4 поверхностей герметизации ложемента LO и первой кромки L1 вплоть до заданного уровня момента сил.
Таким образом, механический контакт между внутренними и наружными поверхностями кромки L1 и ложемента LO усиливается в еще большей степени, чем в предыдущем примере реализации, что позволяет обеспечить еще более значительную герметизацию трубного соединения перед этапом его диаметрального расширения.
Перед расширением обеспечивают, таким образом, высокую герметичность по отношению к текучим средам под внутренним давлением, в том числе при наличии усилий осевого растяжения или сжатия.
Четвертый этап, который состоит в расширении трубного соединения в диаметральном направлении в области пластических деформаций при помощи введения в осевом направлении в одну из труб Т1 и Т2 того или иного инструмента диаметрального расширения, такого, например, как ядро расширения с конической головкой, является идентичным соответствующему этапу, описанному в предшествующем изложении.
В конце этапа расширения четвертый сжимающий герметичный контакт определяется между свободным концом первой кромки L1 (на уровне ее первой внутренней поверхности SI1) и второй наружной поверхностью SE2 второй кромки L2. Таким образом, первая кромка L1 заклинивается своим свободным концом вследствие наличия четвертого сжимающего контакта и при помощи "пятки", которая продолжает его на уровне первой наружной поверхности SE1, вследствие наличия второго сжимающего контакта.
В том случае, когда первый трубчатый элемент ЕМ содержит первую поверхность герметизации DC3 и, возможно, в том случае, когда второй трубчатый элемент EF содержит вторую поверхность герметизации DC4, расхождение в характеристиках герметизации между передней и задней по потоку сторонами сборки трубных соединений оказывается по существу уменьшенным после завершения упомянутого четвертого этапа. Это является следствием повышения контактных давлений с передней по потоку стороны без ухудшения контактных давлений с задней по потоку стороны.
Благодаря предлагаемому изобретению имеется возможность обеспечить не слишком сильное "нарушение симметрии" деформаций, которым подвергаются два трубных соединения муфтовой сборки в процессе расширения, что позволяет получить сборки трубных соединений (или муфтовых трубных соединений), которые имеют удовлетворительную и даже высокую герметичность для газов под высоким давлением как внутренним, так и внешним, как перед, так и после осуществления фазы расширения, в том числе при использовании высоких, и даже очень высоких, значений коэффициента расширения, обычно имеющих величину в диапазоне от 10% до 35%. Предлагаемое изобретение применяется также и в случае использования коэффициентов расширения, имеющих величину менее 10%.
В то же время, предлагаемое изобретение может быть использовано в широком диапазоне марок сталей и сплавов при условии, что данный материал представляет текучесть, достаточную для того, чтобы подвергаться расширению. При использовании сталей данный материал может представлять собой нелегированную сталь, или марганцовистую (Mn) сталь, или хром-молибденовую (Cr-Мо) сталь, или микролегированную сталь, или сталь с содержание бора, или сочетание упомянутых выше химических составов (сталь с содержанием Cr-Mo-Nb-B), или мартенситную сталь с содержанием 13% Cr, или дуплексную аустенитно-ферритную сталь с содержанием 22% или 25% хрома, или же аустенитную нержавеющую сталь. Например, можно использовать сталь с содержанием С-Mn для не слишком коррозионных скважин или же сталь с содержанием 0,2% С и 13% Cr (марки X20Cr13 согласно обозначению Euronorm или марки AISI 420 в соответствии с американским обозначением) для коррозионных скважин, содержащих углекислый газ СО2.
Кроме того, материал в случае необходимости может быть подвергнут соответствующей термической обработке таким образом, чтобы представлять предел упругости, превышающий некоторую выбранную величину или заключенный в выбранном интервале значений. Минимальный предел упругости может, например, быть выбран в диапазоне от 300 МПа до 1000 МПа и даже более.
Предлагаемое изобретение не ограничивается способами и вариантами реализации сборок герметичных резьбовых трубных соединений, описанными выше только в качестве примеров, но охватывает все его варианты, которые могут быть рассмотрены специалистом в данной области техники в рамках приведенной ниже формулы этого изобретения.
Реферат
Изобретение относится к области трубных соединений. Сборка содержит два поддающихся расширению резьбовых трубных соединения, располагающихся симметрично и имеющих охватываемый и охватывающий трубчатые элементы с резьбой на концах. Два охватывающих трубчатых элемента образуют два противоположных конца соединительной муфты. Охватываемые и охватывающие трубчатые элементы выполнены таким образом, чтобы каждая вторая опорная поверхность упиралась в соответствующую третью опорную поверхность после свинчивания и перед диаметральным расширением в области пластических деформаций при помощи инструмента расширения с осевым перемещением. Изобретение повышает надежность соединения. 2 н. и 17 з.п. ф-лы, 11 ил.
Комментарии