Замороженный взбитый кондитерский продукт, содержащий рисунки, способ и устройство для его изготовления - RU2214101C2
Код документа: RU2214101C2
Чертежи





Описание
Настоящее изобретение относится к замороженному взбитому кондитерскому продукту, содержащему рисунки, к способу его изготовления и к устройству для осуществления способа.
Потребителям предлагаются замороженные кондитерские продукты с новой структурой, такие как торты из мороженого или отдельные формованные продукты, такие как стаканчики или рожки и т.п., содержащие включения материала, имеющего текстуру, отличающуюся от текстуры массы взбитого кондитерского продукта, например из хрупкого материала на жировой основе.
В ЕР 221757 описан рожок мороженого, включающего шоколад в виде множества хлопьев, которое изготавливают путем впрыскивания шоколада в экструдируемую полосу мороженого, снабженную продольными канавками с тем, чтобы образовать продольные тонкие, лентообразные слои шоколада в непрерывной заготовке мороженого, при этом слои шоколада, отверждаясь при контакте с мороженым, ломаются беспорядочно с образованием хлопьев, когда полосу мороженого дважды складывают, чтобы наполнить рожок.
В соответствии с патентом США 5,135,767 для изготовления стаканчика или рожка, имеющего хлопьевидную структуру, наложенные друг на друга ленты мороженого и шоколада экструдируют в форму в виде спиралей экструзионным узлом, содержащим плоскую экструзионную трубку и распылительную трубку, при этом экструзионный узел получает вращательный момент вследствие эксцентрического вращения и перемещается вверх относительно формы.
Согласно патенту США 5,283, 070, слоистый рожок изготавливают экструдированием взбитого мороженого в виде вертикально опускающейся спирали, вращающейся вокруг вертикальной оси и имеющей разнесенные участки, образующие проходы между ними, распылением шоколада в проходы экструдируемой спирали и укладывание обрызганной спирали в рожок так, чтобы образовать слоистый продукт, имеющий чередующиеся слои мороженого и шоколада.
Согласно патенту США 4,542,028, комбинированные торты из мороженого, содержащие несколько наложенных друг на друга тонких слоев мороженого, разделенных прослойками в виде очень тонких слоев шоколада, изготавливают путем последовательного экструдирования на конвейер лент мороженого через щелевые экструзионные выпускные отверстия, промежуточного распыления тонких слоев шоколада на ленты мороженого и отрезания порций поперечно многослойной полосе мороженого.
Таким образом, в уровне техники слоистые кондитерские продукты, получаемые экструзией, изготавливают либо путем образования чередующихся слоев мороженого и шоколада внутри формы, которая определяет конфигурацию изделия, либо путем последовательной укладки тонких лентообразных слоев мороженого и распыления шоколада между указанными слоями на конвейере, а также разрезания полученной таким образом многослойной полосы вертикальным лезвием, проходящим через изделие поперечно вкрапленных слоев, что дает ограниченные конфигурации.
Известные способы не обеспечивают таких слоистых продуктов, как эскимо (на палочке) и т.п.
Задача изобретения заключается в получении экструдированием глазированного эскимо или подобных продуктов с многочисленными тонкими рисунками включенного материала с текстурой, отличающейся от текстуры взбитого мороженого, например с хрупкой текстурой, как у ингредиентов на жировой основе или включений в различных, хорошо контролируемых формах и ориентациях. В настоящее время в продаже отсутствуют продукты, которые решают эту задачу.
Вторая задача изобретения заключается в образовании вышеописанных рисунков способом, который позволяет осуществлять поперечное резание традиционными горячими проволочными ножами и латеральное вставление палочки. Дальнейшая задача изобретения заключается в получении разнообразных замороженных кондитерских продуктов с включением одного или нескольких разных рисунков, а также с сегментацией включений.
Замороженный взбитый кондитерский продукт по изобретению содержит брикет, который поперечно отрезан от вертикально экструдированной полосы взбитого мороженого, экструдированного через головку, придающую внешнюю форму указанному брикету, и экструдированного совместно с включениями, состоящими из множества тонких рисунков из материала с текстурой, отличающейся от текстуры взбитого мороженого, в частности из хрупкого материала на жировой основе, которые расположены в виде отчетливых, по существу параллельных поперечных рисунков, продолжающихся от центра к периферии полосы мороженого и отделены друг от друга зонами, не имеющими включений, чтобы позволить поперечное резание традиционными горячими проволочными ножами.
Термин "включение" означает добавку, имеющую свою собственную геометрию, текстуру, вкус и цвет. "Зоны, не содержащие включений", соответствуют только мороженому.
В варианте выполнения продукт по изобретению состоит из сердцевины из взбитого мороженого с рисунками, заключенной между двумя вафлями или бисквитами, и, возможно, частично глазированной кондитерским покрытием на жировой основе.
В другом варианте выполнения продукт состоит из брикета на палочке (эскимо), содержащего сердцевину из взбитого мороженого с рисунками, как указано выше, в которую палочка вставлена латерально (т.е. сбоку) в зоне, не содержащей включений, при этом эскимо может быть глазировано кондитерским покрытием на жировой основе.
Способ по изобретению предусматривает:
- экструдирование взбитой композиции мороженого через формователь, снабженный экструзионной головкой, в виде вертикально опускающейся полосы, при этом поперечное сечение этой полосы задается формой
экструзионной головки;
- совместное экструдирование последовательных включений в виде множества тонких рисунков из материала с текстурой, отличающейся от текстуры взбитого мороженого, в
частности из хрупкого материала на жировой основе, в массу указанной полосы через узел из полого шпинделя с прикрепленным(и) соплом(ами), при этом сопло(а) снабжено(ы) щелью(ями), и этот
шпиндельно-сопловой узел расположен на центральной оси формователя и вращается и смещается аксиально в возвратно-поступательном движении в пределах потока мороженого, протекающего в формователе, таким
образом образуя тонкие рисунки включений и зоны, не имеющие включений;
- разрезание полосы на бруски.
Для ясности можно считать, что формователь имеет длину, на которой укладываются включения. Головка обычно является относительно короткой и определяет внешний вид конечного изделия.
Устройство по изобретению содержит:
- формователь со
средствами подачи взбитой композиции мороженого, снабженный экструзионной головкой, через которую поток взбитой композиции мороженого вытекает в виде полосы, при этом поперечное сечение этой полосы
задается формой экструзионной головки;
- узел из полого шпинделя с прикрепленным(и) соплом(ами), при этом сопло(а) снабжено(ы) щелью(ями), причем этот шпиндельно-сопловой узел расположен на
центральной оси формователя;
- средство для вращения и аксиального смещения указанного узла в возвратно-поступательном движении в пределах потока мороженого, протекающего в формователе;
- средства подачи включаемого материала через шпиндельно-сопловой узел через поворотное сочленение от бокового впускного отверстия в пульсирующем режиме для образования тонких рисунков включений
и зон, свободных от включений;
- средство для бокового разрезания полосы на бруски в свободных от включений зонах.
В варианте выполнения устройство может, кроме того, содержать зоны, где оно нагревается для снижения трения вдоль стенок формователя и чтобы содействовать поддержанию плоского рисунка, и это является одним из нескольких вариантов получения плоского потока.
Подробное описание изобретения
В соответствии с изобретением взбитое замороженное кондитерское изделие представляет собой взбитую композицию мороженого, например
взбитое сливочное мороженое, фруктовое мороженое или шербет, или замороженный йогурт, имеющую мягкую консистенцию. Такая композиция, протекающая через формователь, может состоять из сливочного
мороженого, фруктового мороженого или щербета с различными цветами и запахами, которые можно совместно экструдировать и которые могут включать сиропы или соусы, чтобы можно было образовать композит
или мраморный или пятнистый корпус по существу мягкой консистенции.
Термин "материал с консистенцией, отличной от консистенции взбитого замороженного кондитерского изделия", используемый для включений, означает композицию или эмульсию или дисперсию на жировой или на водной основе, предпочтительно композицию, хрупкую при температуре композиции мороженого. Жир может быть твердым растительным маслом, таким как масло какао, его заменитель или эквивалент, более точно жировым покрытием, обычно используемым для кондитерских продуктов. Материал может быть также композицией на водной основе или сахаросодержащей композицией, такой как сироп или соус, или вареный сахар. Композиция на жировой основе, водной основе или сахаросодержащая может содержать ароматизаторы или красители. Композиция должна быть жидкой и должна иметь хорошие свойства текучести на выходе из сопла, чтобы ее можно было наносить из щелевого сопла распылителя в виде тонкого рисунка, затвердевающего при контакте с холодным взбитым мороженым.
Выражение "щель" означает, что выпускное отверстие распылителя является явно большим по длине, чем по ширине. Она необязательно параллельна, т.е. может быть и непараллельной, с шириной, уменьшающейся к ее концу, удаленному от шпинделя.
Термин "тонкие рисунки включений", использованный здесь, обозначает множество рисунков включений толщиной от 0,3 до 2 мм.
Шпиндельно-сопловой узел может иметь один или несколько каналов и одну или несколько щелей, подающих один или несколько материалов одного или разных типов.
Детали узла выполнены и работают таким образом, чтобы создать множество рисунков включений, требуемых для конкретного продукта. Для облегчения разрезания тонкие рисунки образуют так, чтобы они были примерно параллельны плоскости резания.
Независимо от ориентации рисунка или с ее учетом можно использовать пульсацию для уменьшения включений в плоскости резания, осуществляемого обычным проволочным ножом. Чтобы образовать свободную от включений зону, сопло совершает быстрое возвратно-поступательное перемещение вдоль оси шпинделя при его вращении. Быстрое осевое перемещение сопла, называемое здесь "пульсацией", вызывает сегментирование включений в потоке мороженого. Совершение работы в виде энергии вибраций, а не теплоты, передаваемой потоку включений, протекающему через шпиндельно-сопловой узел, поддерживает беспрепятственное течение при более низком подводе тепла, выражающемся в более низкой температуре материала включений и/или более низкой скорости потока включений. Затем для разрезания через свободные от включений зоны используют обычный нагретый проволочный нож при синхронизации положения сопла с положением ножа. Также можно образовывать множественные включения.
Шпиндель подводит ингредиенты включений к одному или к нескольким соплам с одним или несколькими входными отверстиями. Шпиндель может приводиться во вращение с постоянной скоростью или может поворачиваться по четвертям (90o), или поворачиваться по четвертям с чередованием поворотов по часовой стрелке и против нее. Постоянная скорость вращения в одном направлении, обычно противоположном перемещению материала включений, выходящего из сопла, образует непрерывные рисунки включений. Периодическое вращение будет создавать сегменты включений, ориентированные вокруг оси шпинделя, например, с допуском, чтобы вставить палочку между 165-195o, с шоколадными рисунками между 195-305o, ванильными рисунками между 305-55o и земляничными рисунками между 55-165o.
Шаговые и сервоуправляемые двигатели можно использовать для получения комбинаций осевых и вращательных движений шпинделя и сопла, чтобы создавать особые геометрические рисунки. Двигатели этого типа можно программировать для образования различных рисунков при минимальных изменениях в оборудовании, например, при замене сопла и изменении его ориентации.
Шпиндель может поворачиваться относительно точки вдоль его оси, например с помощью гибкого сочленения, чтобы размещать рисунок в некруговом формователе.
Кроме того, способ изобретения позволяет включать рисунки в водное мороженое.
Ниже изобретение будет описано более подробно на примере со ссылками на сопровождающие чертежи, на которых экструдирующая конструкция показана в предпочтительном вертикальном положении. Однако не следует полагать, что экструдирование обязано происходить в вертикальном положении. Полоса мороженого может экструдироваться горизонтально, наклонно к горизонтали или вертикально.
Краткое описание
чертежей:
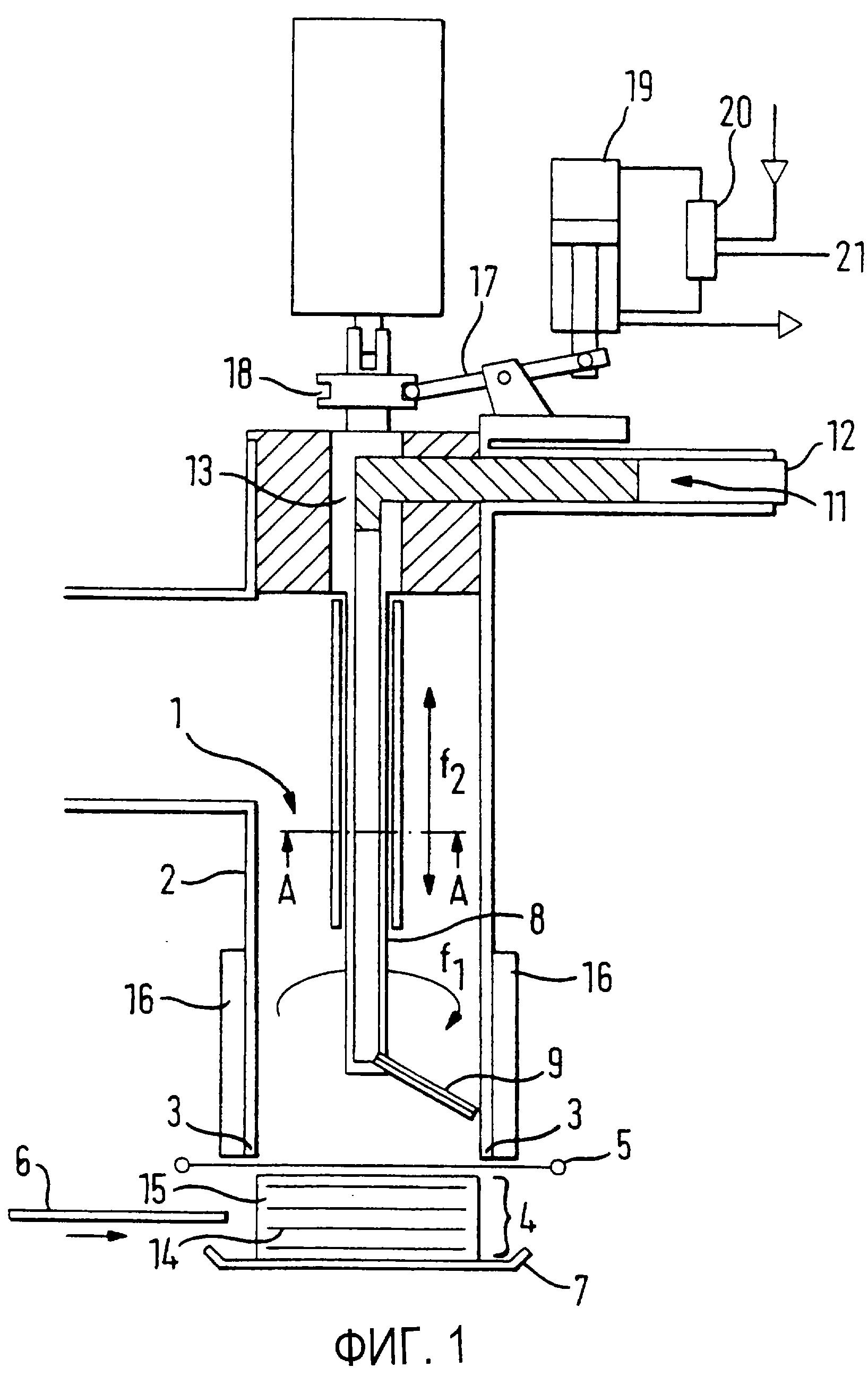
фиг.1 - вид устройства и изготовленного эскимо, частично в разрезе;
фиг.2 - вид другого варианта выполнения устройства, со шпинделем, имеющим два входных отверстия,
частично в разрезе;
фиг.3 - сечение по А-А на фиг.1 шпинделя с одним входным отверстием;
фиг.4 - сечение по А-А на фиг.1 шпинделя с тремя входными отверстиями;
фиг.5
- сечение по В-В на фиг.2 шпинделя с двумя входными отверстиями;
фиг. 6 - детальный вид спереди сопла с одним входным отверстием;
фиг.7 - детальный вид спереди сопла с двумя входными
отверстиями;
фиг.8 - схематичное представление альтернативного многослойного продукта (без палочки).
Подробное описание чертежей
Ссылаясь на фиг. 1, взбитую смесь 1
мороженого закачивают насосом в формователь 2. В экструзионном канале формователя 2 он придает продукту в сечении форму, зависящую от формы экструзионной головки 3, причем от непрерывно экструдируемой
полосы посредством нагретого проволочного ножа 5 отрезается брусок 4. Сбоку в отрезанный брусок 4 вводится палочка 6, при этом толщина продукта определяется циклом ножа, и продукт удаляется на
дальнейшую обработку нижележащим пластинчатым конвейером 7. Дальнейшая обработка, не представленная здесь, означает перемещение снабженного палочкой бруска через туннельный холодильник, глазирование
охлажденного продукта кондитерским покрытием и обертывание покрытого эскимо на поточной операции упаковки.
Шпиндель 8 с единственным соплом 9 (фиг. 4) или с несколькими соплами 10 (фиг. 10), прикрепленными под углом примерно 60o к оси шпинделя, расположен на центральной оси формователя 2. Шпиндельно-сопловой узел вращается по часовой стрелке в направлении стрелки f1 и смещается аксиально в потоке мороженого, протекающего в формователе, совершая возвратно-поступательное перемещение по стрелке f2. Нагнетаемые ингредиенты материала включений, такие как композиция 11 на основе шоколада, подаются в поток мороженого из впускного отверстия 12 через поворотное сочленение 13 и через вращающийся и перемещающийся шпиндельно-сопловой узел. Материал включений под давлением насоса выходит из сопла 9 в поток мороженого, образуя тонкие рисунки. Скорость перемещения этих компонентов и материала включений, а также мороженого определяет получающийся в результате рисунок 14 включений в мороженом.
Геометрический рисунок включений в мороженом определяется, главным образом, скоростью потока мороженого, радиальным перемещением шпинделя, осевым перемещением шпинделя, ориентацией сопла относительно поперечной плоскости, углом наклона сопла к геометрической оси формователя, профилем скорости выхода материала включений из сопла, профилем скорости выхода вдоль продольной оси сопла, температурой материала включений на выходе сопла, скоростью отверждения материала включений после выхода из сопла, конфигурацией сопла (геометрией входа и выхода, особенностями щелей, отношением длины к ширине), расстоянием от сопла до стенок формователя.
Свободные от включений участки или зоны в образованном рисунке включений получают путем аксиальной пульсации шпинделя с возвратно-поступательным перемещением при одновременном вращении шпинделя. Шпиндель может вращаться с постоянной скоростью или может вращаться с непостоянными скоростями и в разных направлениях в случае использования шагового двигателя, что зависит от требований к изделию. Аксиальная пульсация приводит к образованию зон, свободных от включений вследствие быстрого перемещения сопла. При этом получаются сегментированные включения, что позволяет использовать традиционные способы резания.
Типичным перемещением брускового продукта является быстрое перемещение сопла к потоку мороженого для образования свободной от включений зоны 15. Сразу же после этого сопло перемещается аксиально и, попутно с потоком мороженого со скоростью, значительно большей скорости потока мороженого. Тем самым в продукте образуются отчетливые рисунки включений, расположенные между свободными от включений зонами. Различие скоростей осевых перемещений шпинделя и мороженого определяет длину зоны включений. Зона включений ограничена суммарным временем изготовления одного бруска, при этом меньшее время отводится на получение свободной от включений зоны. Чтобы исключить трение по внутренним стенкам формователя и способствовать получению плоских рисунков, вдоль наружной стороны формователя предусмотрены нагретые зоны 16.
Нож 5 синхронизирован с образованием свободной от включений зоны так, что нож проходит через продукт в месте, свободном от включений. Профиль пульсации зависит от требований к продукту. Профиль пульсации задается зависимостью время - положение, которая устанавливает зоны включений и свободные от включений зоны. Следовательно, профиль пульсации определяется несколькими факторами, включая необходимую длину зон включений и длину свободных от включений зон, объем, необходимый для вставления палочки, если она используется, скорость резания продукта и характеристики включений (например, температуру замерзания).
В показанном варианте осевая пульсация достигается посредством кулачка 17 и копира 18, приводимых в действие пневмоприводом 19 двойного действия, воздействующего на кулачок 17. Пневмопривод 19 приводится в действие двойной соленоидный клапан 20, который, в свою очередь, последовательно приводится в действие двумя последовательными таймерами 21. Можно использовать любые надежные и удовлетворяющие санитарным требованиям средства аксиального перемещения и вращения шпинделя.
В частности, можно использовать сервоуправляемое устройство, которое имеет преимущество в смысле большей гибкости, чем механические приводные средства. При этом вращение и аксиальное перемещение шпинделя можно программировать независимо.
Кроме того, пульсацию можно модулировать, например, создавая вибрацию на высокой частоте, чтобы улучшить характеристику сопла, например минимизировать забивание. Это будет полезным для повышения общей эффективности в смысле снижения температуры материала включений, снижения скоростей потоков и использования широкого спектра рецептур и ингредиентов.
Рисунок, образующийся в месте расположения сопла, может быть изменен последующими изменениями сечения формователя, в зависимости от требуемой внешней формы изделия, которое может быть, например, округленным, прямоугольным или овальным. Неплоский рисунок, обусловленный изменением поперечного сечения, можно исправить изменением угла наклона сопла к оси шпинделя. Эффекты, вызванные изменениями поперечного сечения и профилем потока в формователе, учитывают путем изменения геометрии сопла, например ориентацией сопла под углом от примерно 60o до примерно 90o к направлению потока мороженого и/или посредством зонного нагрева формователя. Кроме того, ось шпиндельно-соплового узла можно приводить в движение эксцентрично или сопло можно снабдить управляемым сочленением, например, посредством гибкого сочленения внутри формовочного устройства при одновременном вращении, например, шпиндельно-сопловой узел можно снабдить подходящими кулачковыми средствами, чтобы позволить соплу отслеживать большую часть поперечного сечения головки в случае, когда оно не является круглым, т.е., например, является округленно прямоугольным или овальным.
Как показано на фиг. 2, полый шпиндель 8 имеет два входных отверстия (порта) и двойных жидкостных сопла 22, 23. Шпиндель 8 содержит центральную трубу 24, соединенную с первым впускным отверстием 25 для подачи способных закачиваться насосом жидких включений через вращаемое сочленение 26, и внешнюю соосную трубу 21, окружающую трубу 24 и соединенную со вторым впускным отверстием 28 для закачиваемых жидких включений через поворотное сочленение 29. Между трубой 27 и наружной трубой 30, изготовленной предпочтительно из пластмассы с низкой теплопроводностью, предусмотрен воздушный зазор, выполняющий функцию оболочки 31. Чтобы исключить трение шпинделя по внутренней стенке, которая находится в контакте с холодным потоком 1 мороженого, для локального нагрева жидких включений предусмотрена фольга из теплопроводящего материала 32, например резистивный нагреватель.
В варианте осуществления на фиг.2 осевая пульсация по стрелке f2 достигается посредством сопрягающего адаптера 33 для привода шарового винтового узла (не показан) и с помощью подшипника 34 для шпинделя 8. Таким путем шпиндель 8 может приводиться в аксиальное движение и во вращение посредством двигателя (не показан).
Разные жидкости изолированы друг от друга уплотнениями 35, 36 и 37.
Как показано на фиг.3, 4 и 5, в сечении шпинделя 8 находится рифленый сердечник 38 из пластмассы с низкой теплопроводностью, с одним входным отверстием (портом) 39 (фиг.3), наружная труба 30 из пластмассы с низкой теплопроводностью с двумя внутренними трубами, образующими два входных отверстия (порта) 24, 27 (фиг. 5), или рифленый сердечник 38 из пластмассы с низкой теплопроводностью с тремя входными отверстиями 40 (фиг.4), например, для одновременной подачи нескольких ингредиентов материала включений под давлением, например, в оболочку 41 из нержавеющей стали. Рифленый сердечник 38 поддерживается в трех точках, чтобы уменьшить контакт между пластмассовым сердечником 38 и оболочкой 41 и образовать воздушный зазор 42, в котором, кроме того, можно создать вакуум для дальнейшего уменьшения теплопередачи. Кроме того, в варианте, показанном на фиг.5, воздушный зазор предусмотрен в качестве оболочки 31 между внутренней трубой 27 и наружной трубой 30. Можно также использовать другие средства теплоизоляции, например аэрогель, вакуум, чтобы осуществить тепловую изоляцию жидких включений от мороженого.
Как показано на фиг. 6 и соответственно на фиг.7, сопло 9 может иметь одну щель 43 соответственно, сопло 10 может иметь две щели 44. Точно так же сопла 22 и 23 (фиг.2) могут иметь одну или две щели.
На фиг.8 показан продукт, содержащий сердцевину из мороженого 45 с образующими рисунок включениями из шоколада 46, заключенную между вафлями или бисквитными слоями 47, которые только частично покрывают верхнюю и нижнюю поверхности, а остальные части указанных поверхностей покрыты шоколадной глазурью 48, либо глазурь покрывает целиком верхнюю и нижнюю поверхности мороженого (этот вариант выполнения не показан).
В типичном примере изготовления эскимо шпиндель 8 вращали со скоростью 100-200 об/мин при возвратно-поступательной пульсации и высокочастотной вибрации, сопло было наклонено под углом 60o к вертикали, ширина щели (щелей) сопла составляла 0,6-1,2 мм при отношении длины к ширине от 22 до 44, давление материала включений составляло 0, 15-0,3 МПа, температура материала включений на входе была менее 30oС, а весовое отношение включений и бруска мороженого составляло 5-10%, при этом в случае одного порта в шпинделе и одной щели в сопле формировалось 100-200 слоев в минуту, в случае одного порта и двух щелей - 200-400 слоев в минуту и в случае двух портов и двух щелей - 400-800 слоев в минуту.
Изделие имело более двух-трех поперечных, хорошо различимых по существу параллельных рисунков с почти постоянной небольшой толщиной (0,6-1,2 мм) и постоянной формой в направлении от центра к периферии поперечного сечения. В частности, высокие скорости перемешивания в центре, которые приводят к утрате заданных рисунков вблизи середины изделия и к получению слоев "пончиковой" формы с сильно перемешанными центральными частями, были полностью исключены. Бруски имели чистый поперечный срез без заметных потеков включений после разрезания. Вытекание включений из формованного бруска при разрезании на отрезки было бы крайне вредным, поскольку пластина становится липкой, а эти пластины очень трудно очищать. Кроме того, палочки вводились без помехи, что является преимуществом. Затруднительное введение палочки приводит к повреждению бруска или к неправильному или смещенному положению палочек, что приводит к потерям продукта.
Реферат
Изобретение относится к замороженному взбитому кондитерскому продукту, содержащему рисунки. Замороженное кондитерское изделие, такое как эскимо и аналогичные изделия, изготавливают путем совместной экструзии взбитого мороженого и материала включений с текстурой, отличающейся от текстуры взбитого мороженого. Ингредиент материала включений содержат жировую основу для образования многочисленных тонких рисунков. Рисунки получают посредством формователя, снабженного вращающимся и пульсирующим шпиндельно-сопловым узлом. Изобретение позволяет расширить ассортимент замороженных кондитерских изделий. 3 с. и 11 з.п.ф-лы, 8 ил.
Комментарии