Способ изготовления мороженого, установка для его осуществления и формующий узел - RU2126214C1
Код документа: RU2126214C1
Чертежи












Описание
Настоящее изобретение относится к способу, установке и форме в сборе для получения небольших изделий из мороженого, имеющих выпуклую часть, более конкретно, для изготовления эскимо квазиэллиптической формы.
Много небольших изделий мороженого с палочкой или без нее получают, как правило, литьем в металлические формы. Эти формы могут содержать одну или более частей и в последнем случае различные части формы должны быть разделяемы в течение извлечения изделий из формы.
Для получения эскимо, имеющих выпуклую часть, например, квазиэллиптической формы, изделиям в верхней части формы должна быть придана круглая форма. Эта операция не может быть выполнена в неразъемных металлических формах, поскольку применение неразъемных металлических форм неизбежно ведет к образованию плоской верхней поверхности, вызываемой заполнением жидкой смеси для мороженого. Кроме того, для извлечения изделий из таких металлических форм, полость формы не должна иметь выемки в верхней части, поскольку иначе изделие не будет извлекаемым из формы.
В патенте FR-A-2535581 "неизвлекаемых из формы" изделий с помощью использования металлических форм в виде двух оппозитных шарнирных в продольном направлении профилированных половин оболочек. Прочно удерживаемые друг против друга, половины оболочек заполняют смесью для мороженого через верхнее отверстие и после вставления палочки заполненные, таким образом, половины оболочек охлаждают в холодном воздухе туннеля фрезерования и затем нагревают с тем, чтобы они могли быть в конце концов открыты для изъятия отлитых изделий.
Другой способ, который описывается в патенте FR-A-2502467, содержит применение половин оболочек, которые имеют в своей внутренней части закругленный профиль, но без внешнего рельефа, и которые в продольном направлении втиснуты в форму-шаблон, с которой они остаются в контакте. Форму-шаблон, содержащую две половины оболочки, охлаждают в ванне охлаждающей жидкости (соляного раствора или воде, содержащей гликоль), которая обладает преимуществом перед более дорогим туннельным охлаждением. Однако, для извлечения изделий из формы, две половины оболочек должны быть вертикально удаляемыми из формы-шаблона и затем разделяемыми в продольном направлении для извлечения изделия. Эти операции вовлекают применение относительно сложных и громоздких механических инструментов экстракции и извлечения из формы.
Другой способ, который описывается в патенте FR-A-2265283, содержит применение формы с тонкими гибкими стенками из эластомера, которая, подобно перчаткам, может быть вывернута для удаления изделий из формы. Однако этот способ вызывает некоторые опасения, когда относительно хрупкие гибкие формы находятся в контактировании с охлаждающей жидкостью.
В другом способе, например, в способе штамповки, описанном в патенте EP-A-39511, применяют неразъемную форму. После извлечения из формы эскимо деформируют между двумя штампами под действием двух прижимных элементов, образующих форму-шаблон и контршаблон. Этот способ имеет тот недостаток, что он не позволяет получать особенно точных форм, что конкретно выражается в облое вдоль линии разделения между двумя штампами.
Настоящее изобретение адресовано к проблеме обеспечения способа не страдающего какими-либо недостатками известных способов.
Способ в соответствии с
настоящим изобретением
содержит:
размещение в открытой металлической форме-шаблоне, основание которой образует половину полости, из которой расширяется вверх верхняя часть, контршаблоне
комплементарном к
форме-шаблону и состоящем из цельного куска металла в форме усеченного конуса, подогнанным к форме-шаблону, который является углублением в форме обращенной вниз половины полости так,
чтобы
образовывать полость с формой-шаблоном, и который образуется с отверстием в верхней части,
введение в полость через отверстие смеси для мороженого;
охлаждение смеси;
необязательное введение палочки через отверстие в частично отвержденную смесь;
нагревание контршаблона и затем изъятие его из формы-шаблона;
нагревание формы-шаблона и затем
извлечение изделия из формы, которое удаляют;
возвращение контршаблона в форму-шаблон и промывание формы-шаблона и контршаблона в установке для промывки.
В предпочтительном варианте воплощения форма-шаблон и контршаблон в контакте с формой-шаблоном охлаждают с помощью пропускания через ванну с охлаждающей жидкостью, например, соляным раствором или водой, содержащей гликоль, в течение операций, предшествующих нагреванию контршаблона.
В одном предпочтительном варианте воплощения направленном на получение композитных изделий после этапа, в процессе которого вводят смесь для мороженого, следует этап, в течение которого еще жидкую смесь вытягивают с помощью всасывания в центре полости для образования оболочки, и затем следует этап второго заполнения, в котором пустое пространство заполняют второй смесью для мороженого, в случае эскимо, до вставления палочки. Эти этапы всасывания и заполнения пустого пространства могут повторяться несколько раз, что ведет к получению слоистых изделий.
В случае эскимо, этап, во время которого вставляют палочку, предпочтительно следует за окончательным заполнением пространства вблизи отверстия.
После извлечения из формы изделия предпочтительно погружают в воду, чтобы дать им защитную поверхность глазури, которая может также служить в декоративных целях. В альтернативном варианте на них окунанием может быть нанесено шоколадное покрытие.
Настоящее изобретение также относится к устройству установки для получения небольших изделий из
мороженого, более конкретно, изделий квазиэллиптической формы, отличающегося тем, что содержит:
форму в сборе, состоящую из формы-шаблона и комплементарного контршаблона;
опорный
стержень для форм-шаблонов, прикрепленный к бесконечному цепному конвейеру;
опорный стержень для контршаблонов, который перемещается в том же направлении, что и бесконечный цепной конвейер,
и
который предназначен для отделения от них для удаления и затем на уровень его возврата;
средство для охлаждения формы в сборе;
средство для введения смеси для мороженого в форму в
сборе;
необязательное средство для вставления палочки в частично отвержденную смесь для мороженого;
средство для нагревания форм-шаблонов и контршаблонов;
устройство для
вертикального извлечения контршаблонов и отлитых изделий и для вертикального возвращения контршаблонов в пустые формы-шаблоны;
бесконечный цепной конвейер для удаления отлитых изделий и
устройство для отмывки форм-шаблонов и контршаблонов.
В одном предпочтительном варианте воплощения устройство также содержит средство для забора еще жидкой смеси всасыванием, чтобы образовать оболочку, и средство для введения другой смеси для мороженого в сформированную, таким образом оболочку.
В другом предпочтительном варианте воплощения устройство дополнительно содержит средство для глазирования и нанесения покрытия на извлеченные из формы изделия.
Настоящее изобретение также относится к устройству формы в сборе для отливки
изделий из мороженого, отличающемуся тем, что содержит:
форму-шаблон, содержащую нижнюю половину полости, извлекаемую из формы в вертикальном направлении вниз относительно изделия, имеющую
расширяющую вверх стенку и кольцевой уступ между нижней половиной полости и верхней стенкой и
контршаблон, комплементарный относительно формы-шаблона, который извлекают из формы в
вертикальном направлении вверх относительно изделия; верхняя часть которого совершенно совпадает с внутренней стенкой верхней части формы-шаблона; который состоит из цельного куска металла в форме
усеченного конуса с углублением в обращенной вниз поверхности половины полости для образования с формой-шаблоном полости формы, который сформирован с отверстием в его верхней части, причем указанный
кусок металла имеет нижнюю выемку, опирающуюся на уступ формы-шаблона, и захватывающие стержни в его верхней части.
Форма-шаблон поддерживает контршаблон посредством уступа на границе ее нижней половины полости, таким образом, контршаблон образует верхнюю часть изделия. Уступ предпочтительно имеет угол конусности рассчитанный так, чтобы он увеличивался вверх, этот угол конусности соответствует комплементарной нижней выемке контршаблона, хотя создает некоторый зазор между формой-шаблоном и контршаблоном.
Вследствие своей сплошности форма-шаблон отделяет как изделие, так и контршаблон от охлаждающей жидкости. Кроме того, контакт между верхней внутренней стенкой формы-шаблона и внешней стенкой контршаблона гарантирует передачу тепла между охлаждающей жидкостью и изделием.
Ниже приведено более полное описание настоящего изобретения со ссылками на сопроводительные чертежи, на которых иллюстрируется пример варианта воплощения
настоящего изобретения и на которых:
Фиг. 1 - общий вид установки, на котором показаны различные устройства, вовлеченные в производство эскимо квази-эллиптической формы.
Фиг. 2-13 - схематические виды различных последовательных операций, содержащих захватывание контршаблона и изделия и повторное установление контршаблона в форму-шаблон, когда установка вводится в действие в процессе производства.
Фиг. 14 - схематический вид формы в сборе, средства для захвата контршаблона и палочки и средства для поддержания контршаблона на уровне возврата цепного конвейера.
Фиг. 15 - вид и частичное сечение эскимо на палочке, полученного в соответствии с общим видом, показанном на фиг. 1.
Из фиг. 1 следует, что установка содержит зону фрезерования X, зону поверхностного нагрева Y и зону Z без средств фрезерования или нагрева. Зона фрезерования состоит из ванны, содержащей охлаждающую жидкость, например, соляной раствор, содержащий хлористый кальций или воду, содержащую гликоль. В интересах простоты изображения расстояния, показанные для различных зон X, Y и Z, не соответствуют действительным расстояниям, требуемым для соответствующей передачи тепла. Кроме того, в интересах ясности некоторые элементы не показаны. Например, показаны только одна форма-шаблон и один контршаблон, хотя на практике используют пластины, переносящие ряды форм-шаблонов и стержней, поддерживающих соответствующие ряды контршаблонов. Таким образом, пластины форм-шаблонов шарнирно соединяют с бесконечной транспортирующей цепью и образуют конвейер. Подобным образом, стержни контршаблонов образуют звенья параллельной бесконечной цепи, из которой показана только часть уровня возврата. Термины "форма-шаблон" и "контршаблон" ниже будут использованы для обозначения рядов. В случае иллюстрации первого типа установки, промежуток, занимаемый стержнем извлечения подобен промежутку, занимаемому рядом форм-шаблонов. Это является упрощенным представлением, поскольку имеются установки второго типа, в которых промежуток, занимаемый стержнем извлечения шире, чем тот, который занимает ряд форм-шаблонов и в этом случае (не показанном на фиг. 1) механизмы понимания и опускания приходится разделять расстоянием, соответствующим двум рядам форм-шаблонов.
Форма-шаблон 11 перемещается слева направо в направлении стрелки 11 в процессе поступательного пошагового перемещения бесконечной цепи 12, причем шаг определяют как расстояние между двумя последующими формами-шаблонами, и последовательно достигает позиций 1-10.
В позиции 1, которая находится в начале линии и вне зоны X, контршаблон 13 вертикально прочно устанавливается в форму-шаблон 11, например, с помощью прижима, обеспечиваемого пружинным фиксатором, так, чтобы внешняя поверхность контршаблона приходила в контактирование с внутренней поверхностью верхней части формы-шаблона 11. Форма-шаблон 11 и контршаблон 13 образуют форму в сборе, которая контактирует с охлаждающей жидкостью. В позиции 2 полость, образованную между формой-шаблоном и контршаблоном, почти полностью заполняют смесью для мороженого 14. Под воздействием охлаждающей жидкости смесь начинает твердеть и образовывать оболочку, при этом центр остается жидким. Центр удаляют в позиции 3. В позиции 4 в середину вводят другую смесь для мороженого 15. В позиции 5 центр достигает вязкости требуемой для того, чтобы введенная палочка 16 осталась в заданном положении. В позиции 6 завершается заполнение верха полости смесью 14.
После этого форма в сборе покидает зону фрезерования X и поступает в зону нагревания Y. В позиции 7 контршаблон сверху подвергают поверхностному нагреву горячей текучей средой с помощью сопел 17, например, паром или/и горячим воздухом (эту фракцию может также выполнять электрический нагрев, например, излучением или с помощью индукции). В позиции 8 струи воды или горячего соляного раствора снизу направляют с помощью сопел 18 на поверхность формы-шаблона 11 и дают возможность эскимо 19 быть извлеченному из формы. В то же время три механизма поднимания и опускания A, B и C одновременно поднимают контршаблон 13 в A, поднимают эскимо 19 в B и возвращают контршаблон 13 в форму-шаблон 11 в C посредством захватов 20 прикрепленных к бесконечной цепи 21, как будет более подробно объяснено ниже со ссылками на фиг. 2-8. Цепь 21 поступательно перемещается сразу на два шага и удаляет эскимо 19 к позиции 9, где его погружают в приправленную шоколадную композицию для нанесения покрытия или композицию покрытия глазурью 22, например, в виде холодной воды, для обеспечения поверхностей глазури, например, с помощью ванны обычно используемой для нанесения приправленного шоколадом покрытия с помощью механизма поднимания и опускания D. После этого эскимо с покрытием выгружают и удаляют в направлении стрелки 14 с помощью ленточного конвейера 23 к упаковочной установке, где его обертывают, например, в пластичную упаковку (не показано).
В зоне без фрезерования, состоящей из холодного окружающего воздуха, форму в сборе, состоящую из формы-шаблона 11 и соответствующего контршаблона 13, возвращают на уровень возврата цепи 12 при перемещениях в направлении стрелки 12. Форма-шаблон 11 лежит на направляющей 24, в то время как контршаблон 13 поддерживается стержнем, покоящимся на направляющей 25. В этой позиции форма-шаблон 11, которая прикреплена к цепи 12 поступает в ассоциируемый контршаблон 13, хотя и поддерживается на некотором расстоянии от него. В позиции 10 струи очищающей жидкости, предпочтительно горячей очищающей жидкости, подаются вверх с помощью сопел 26 и смывают распылением и контршаблон 13 и форму-шаблон 11 с тем, чтобы форма-шаблон и контршаблон были тщательно очищены в процессе одной операции.
Последовательности удаления и переноса
контршаблона 13 и эскимо 19 в
позиции 8 подробно показаны на фиг. 2-13, на которых иллюстрируется случай установки второго упомянутого выше типа, для которого ширина стержня удаления является такой,
что стержни удаления должны
обеспечивать каждые два ряда матриц
Перед началом производства форма в сборе должна быть заранее приготовлена некоторым образом, т.е. таким образом, чтобы все
формы-шаблоны 11, установленные
в установке, были снабжены их комплементарными контршаблонами 13 за исключением трех, в частности, которая соответствует механизму поднимания и опускания B для
удаления эскимо плюс две на каждой
стороне. Причина этого в том, что, поскольку эскимо 19 удаляют из формы-шаблона, в этой точке не должно быть контршаблона 13, чтобы не создавать препятствий. Когда
установка приводится в действие в
первый раз, такое соответствие между тремя формами-шаблонами 11 без контршаблонов 13 и механизмов поднимания и опускания B приходится устанавливать вручную.
Из фиг. 2 следует, что цепь 12 поступательно переместилась на шаг. Она находится в состоянии покоя. На уровне механизма поднимания и опускания B нет контршаблона 13. Синхронизированные механизмы поднимания и опускания A, B и C находятся в положении, чтобы опускаться. Первые изделия достигают механизмы поднимания и опускания A. Механизм поднимания и опускания C снабжен стержнем 27 для открывания захватов 20 и направляющими 28 для контршаблонов 13, причем открывающий стержень 27 и направляющие 28 являются закрепленными в определенном положении.
Как показано на фиг. 3, механизм поднимания и опускания A опускается и захватывает контршаблон 13. В то же время, механизм поднимания и опускания B опускается, но не захватывает ничего, поскольку на этом уровне нет изделия. В это же время механизм поднимания и опускания C также опускается и ничего не заменяет, поскольку контршаблон 13 уже установлен в соответствующей форме-шаблоне 11. Механизмы поднимания и опускания A, B и C возвращаются в их верхние положения.
Когда, как показано на фиг. 4, механизмы поднимания и опускания возвращаются в их верхние положения, цепь 12 поступательно перемещается на один шаг, а цепь 21 на два шага, что ведет к положению, показанному на фиг. 5. Эскимо 19 еще не расположилось под механизмом поднимания и опускания B, в то время как комплементарный контршаблон 13 переместился в положение на уровне механизма поднимания и опускания C. Предшествующая форма-шаблон 11 имеет свой комплементарный контршаблон 13 подвешенным на уровне механизма поднимания и опускания C.
На фиг. 6 и 7 также иллюстрируется удаление контршаблона 13 и возвращение контршаблона, удаленного в положении, показанном на фиг. 4. На фиг. 6 показано, как открывающий стержень 27 действует на рычаг 29 захвата 20 в течение опускания механизма поднимания и опускания C для отпускания и освобождения контршаблона 13.
На фиг. 8 показано расположение форм-шаблонов 11 после поступательного перемещения вперед на один шаг и расположение контршаблонов 13 после поступательного перемещения вперед на два шага.
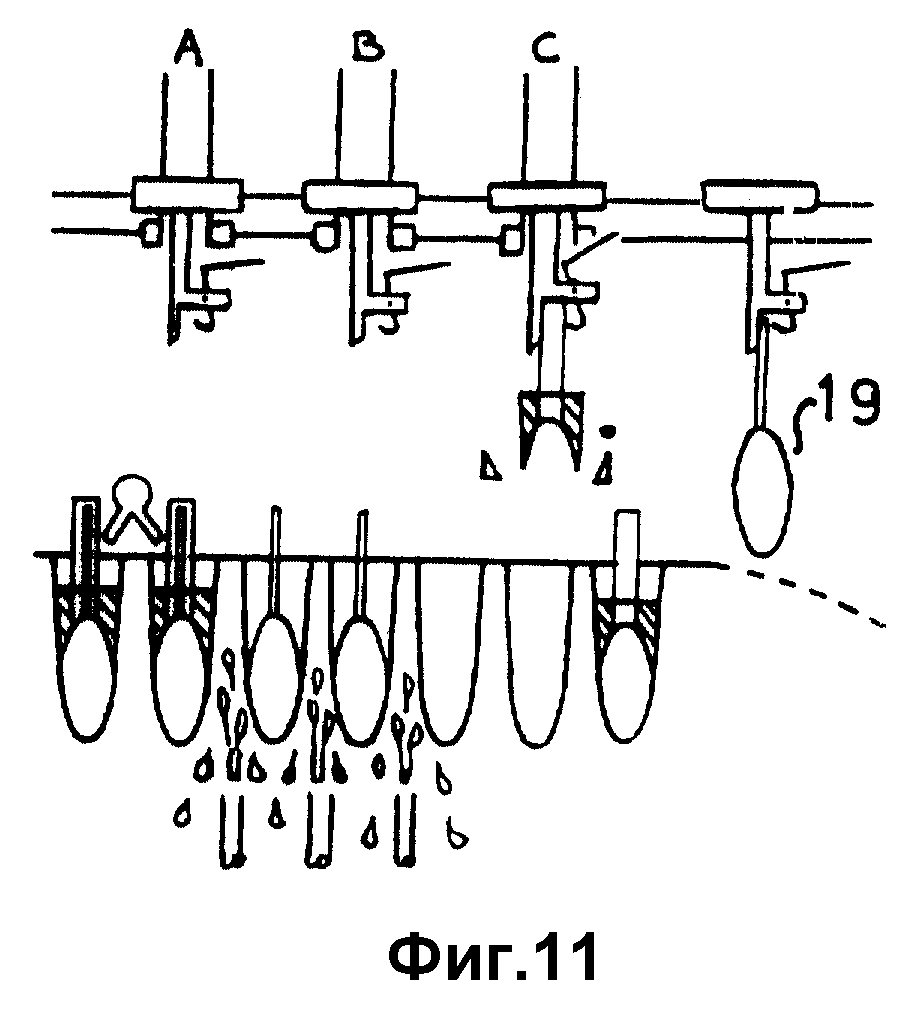
На фиг 9 и 10 иллюстрируется опускание механизмов поднимания и опускания A, B и C, удаление контршаблона 13 и эскимо 19 и размещение контршаблона 13 в форме-шаблоне 11 в обычных условиях производства.
Цепь 12 поступательно перемещается на один шаг, а цепь 21 - на два шага, что ведет к конфигурации, показанной на фиг. 11.
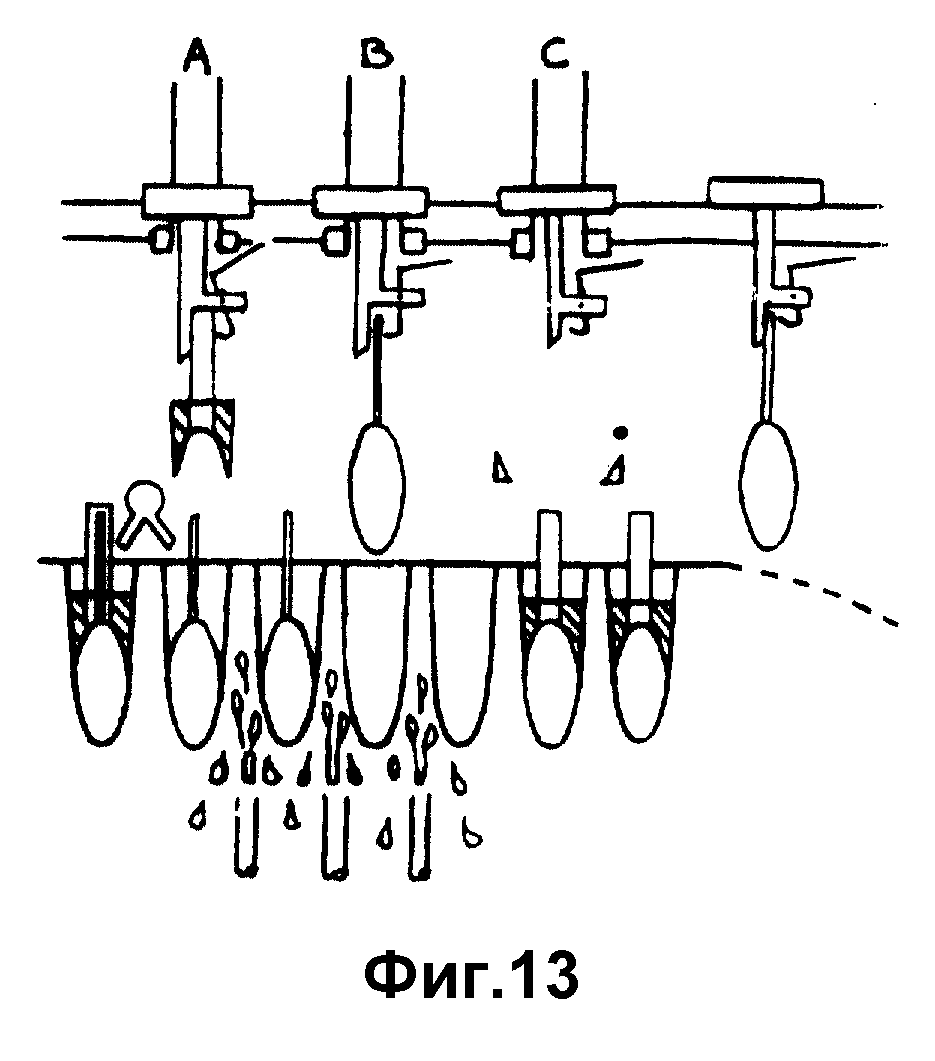
На фиг. 12 и 13 иллюстрируется начало нового цикла, причем изделия перемещаются к позициям нанесения покрытия и упаковки.
В случае описанной выше установки первого типа, где пространство, занимаемое стержнем удаления не больше, чем пространство рядов форм-шаблонов, между механизмами поднимания и опускания A и B или механизмами поднимания и опускания B и C нет ряда форм-шаблонов. Соответственно, фиг. 6, 7 и 8 становятся лишними.
На фиг. 14 показана форма в сборе, содержащая:
форму-шаблон 11, имеющую нижнюю половину полости 30, извлекаемую из формы в направлении вертикально вниз относительно
изделия; верхнюю стенку 31, расширяющуюся в направлении вверх; кольцеобразный упор
32 между половиной полости 30 и стенкой 31; и контршаблон 13 комплементарный форме-шаблону 11, который извлекается
из формы в направлении вертикально вверх относительно изделия и внешняя часть
которого совершенно совпадает с внутренней стенкой верхней части формы-шаблона 11.
Контршаблон 13 состоит из одного куска металла в форме усеченного конуса, который принимается в обращенную лицевой поверхностью вниз половину полости 33 для образования полости литьевой формы с формой-шаблоном 11 и который формируют с отверстием 34 в его верхней части, причем металлическая часть, о которой идет речь, содержит нижнюю выемку 35 лежащую на уступе 32 формы-шаблона 11 и небольшие захватывающие стержни 36 в верхней части. Захватывающие стержни 36 длиннее и толще палочки 16. Стержень 37, выполненный из толстой проволоки из нержавеющей стали, содержит боковые элементы 38 (относительно направления перемещения форм-шаблонов 11), промежуток которых больше толщины верхней части контршаблона 13, хотя, когда контршаблон возвращается на уровень возврата цепи 12, он лежит на стержне 37 и поддерживается на расстоянии от связанной с ним формы-шаблона без полного отделения от нее, приводя к тому, что цепь 12 увлекает форму в сборе.
Средство для захватывания контршаблона 13 и палочки 16 состоит из захвата 20 с фиксированной частью 39 и зажимной губкой 40 - приспособленные для шарнирного поворота вокруг оси 40 - приспособленные для шарнирного поворота вокруг оси 41 - которые сначала захватывают круглые стержни 36 контршаблона 13 под воздействием спиральной пружины 42, если контршаблон 13 представлен, вследствие того, что стержень 36 толще палочки 16. Когда контршаблон 13 поднимается с помощью механизма поднимания и опускания A, он увлекается стержнем 37, узел перемещается с помощью цепи 21 и контршаблон 13 возвращается в соответствующую форму-шаблон 11 с помощью механизма поднимания и опускания C после освобождения посредством открывания захвата 20, когда рычаг 29 приходит в контактирование со стержнем 27, причем стержень 37 заменяется на своей направляющей. При отсутствии контршаблона 13, т.е. на уровне механизма поднимания и опускания B, захват захватывает палочку 16. Рычаг 29 используется для открывания захвата 20 путем удара по открывающему стержню (не показано) так, чтобы палочка освобождалась после нанесения покрытия и после этого изделие размещалось на конвейере, который транспортирует его к позиции обертывания.
Эскимо, показанное на фиг. 15 может состоять, например, из внешнего слоя 43 из желтого ароматизированного лимоном льда или оранжевого ароматизированного апельсином льда или даже зеленого ароматизированного фисташками льда, причем слой 43 глазируют водой. В альтернативном варианте эскимо может быть покрыто слоем шоколада, например, белым шоколадом или молочным шоколадом. Центр 44 и 45 может состоять из подобного молочного шоколадного мороженого в случае эскимо с двумя ароматами или даже из белого шоколадного мороженого 44 и молочного шоколадного мороженого 45 в случае эскимо с тремя ароматами.
Способ в соответствии с настоящим изобретением может оптимально реализован с помощью низкой температуры фрезерования в зоне X, например, в диапазоне температур от -30 до -40oC, с помощью подогрева водой или соляным раствором, например, при температуре от 15 до 20oC, в позиции 8, и с помощью дозирования смесей для мороженого при возможно низкой температуре, совместимой с дозированием, например, при температуре 4-6oC, причем зона Z образована только с помощью относительно холодного окружающего воздуха, например, при температуре 14-15oC, вследствие близости зоны фрезерования, при скорости поступательного перемещения цепи 12, составляющей 15-25 шагов в минуту. В этом случае потери при извлечении из формы сводятся к минимальной величине и уменьшается время фризерования.
Предшествующее описание было посвящено производству эскимо. Подобным образом могут быть получены изделия из мороженого без палочек. Изделия этого типа могут захватываться и выгружаться посредством захватов с остриями, т.е. с помощью инструментов, содержащих небольшие шипы, связанные с вилкой, окружающей шипы и совершающей движение опускания относительно шипов. В этом случае цепь 21 будет альтернативно содержать захват контршаблона 13 и захват с остриями. Такие изделия могут быть получены литьем, например, в форме фруктов, например, лимонов, клубники или апельсинов.
Предшествующее описание было основано на форме-шаблоне 11 и связанным с ней контршаблоном 13. Эти объяснения сохранят свою ценность в случае рядов, состоящих из пластины, содержащей, например, 4-12 форм-шаблонов 11 и стержня, поддерживающего 4-12 контршаблонов 13 на уровне возврата цепи 12. Без отклонения от объема настоящего изобретения изделия из мороженого могут быть получены с помощью роторной установки обеспеченной различными описанными выше позициями, а не с помощью производственной линии.
Реферат
Изобретение может быть использовано в молочной промышленности. Форма, в которую вводят смесь для мороженого, состоит из формы-шаблона и контршаблона, комплементарного к форме-шаблону и состоящего из цельного куска металла в форме усеченного конуса. Основание формы-шаблона образует половину полости, а верхняя ее часть выполнена расширяющейся кверху. Полость для введения смеси для мороженого образована между основами формы-шаблона и контршаблона. Отверстие для введения смеси для мороженого образовано в контршаблоне. Нагреванию сначала подвергают контршаблон с последующим изъятием его из формы-шаблона. Затем нагревают форму-шаблон и извлекают из него изделие. Контршаблон возвращают в форму-шаблон. Это позволяет упростить способ и конструкцию. 3 с. и 8 з.п.ф-лы, 15 ил.

Комментарии