Способ изготовления собираемой из отдельных частей детали с каналом - RU2480319C1
Код документа: RU2480319C1
Чертежи




Описание
Изобретение в общем относится к изготовлению собираемой из отдельных частей детали с проходящим через нее каналом, например детали скважинного гидравлического (лубрикаторного) клапана, дающего возможность сборки колонны труб в скважине под давлением за счет изоляции нижней ее части и, в частности, таких описанных ниже в качестве примера деталей клапана, как клетка или ползун скважинного клапана, а в общем предлагаемый способ может быть использован для любых подходящих деталей трубчатой формы, требующих разрезания в продольном направлении.
Имеется множество областей, где могут использоваться детали, выполняемые из трубчатой конструкции, требующей разрезания на две части для последующей сборки, когда важно сохранить первоначальный внутренний размер трубчатой конструкции. Например, это может потребоваться при изготовлении гидравлических клапанов - лубрикаторов, представляющих собой клапаны, дающие возможность монтажа в скважине протяженных конструкций над закрытым гидравлическим клапаном при наличии давления в части скважины, находящейся под ним. Эти клапаны часто используют вместе со скважинными клапанами-отсекателями для дополнительного перекрытия давления под клапанами.
Лубрикаторные устройства используют у поверхностной части скважины, и они включают отсеки над устьем скважины, через которые собирают компоновку низа бурильной колонны с донным клапаном, перекрывающим давление в скважине. Эти поверхностные лубрикаторы имеют ограничения по длине, определяемые габаритами оборудования буровой вышки. Скважинные лубрикаторы обходят ограничения по длине, свойственные поверхностным лубрикаторам, за счет введения скважинных клапанов, дающих возможность использовать в скважине пространство по длине вплоть до тысяч футов для сборки оборудования низа буровой колонны.
В прошлом в качестве таких клапанов использовали шаровые клапаны. Они в общем отличались наличием спаренных магистралей управления, подходящих к противоположным поверхностям поршня, при возвратно-поступательном движении которого, связанном с шаром, последний поворачивается на 90 градусов между открытым и закрытым положениями. Для удержания шара в обеих положениях могут быть использованы зажимные патроны, высвобождаемые под действием давления в одной из магистралей управления. Пример такой конструкции можно найти в патентах US 4368871, 4197879 и 4130166. В этих патентах шар поворачивается на своих осях, установленных в опорах. В других конструкциях шару придается прямолинейное перемещение одновременно с поворотом на 90 градусов между открытым и закрытым положениями. Одним из примеров такого выполнения является предлагаемое фирмой Expro Group устройство 15К Enhanced Landing String Assembly, в которое входит такой гидравлический клапан. В других конструкциях сочетают поворот и линейное перемещение шара и наличие отдельной фиксирующей втулки, гидравлически переводимой в положение фиксации шара за счет поворота и сдвига втулки при закрытом положении шара, как показано в патенте US 4522370. Некоторые клапаны выполнены извлекаемыми на насосно-компрессорных трубах, такие как Halliburton's PES® LV4 Lubricator Valve. Втулки фиксации открытого положения, проходящие через шар, предложены в патенте US 4449587. Другие конструкции, такие как приведенные в патенте US 6109352 и используемые в донной фонтанной арматуре, снабжены приводом с зубчатой шестерней и рейкой для перемещения шара, и в них применены дистанционно управляемые средства перемещения для переключения клапана между открытым и закрытым положениями.
В US 3971119 раскрывается изготовление детали из двух половин (19) и (20), как это показано на фиг.2 этого документа. В нем проиллюстрированы два метода. На фиг.6 и 7 канал высверливается в совмещенных фланцах (фиг.6) и через него вводится болт с одного конца и гайка навинчивается на противоположный конец по резьбе (26), так что посредством головки (22) болта фланцы (23 и 24) стягиваются вместе. На фиг.4 и 5 один из фланцев просверливается насквозь, а в другом выполняется глухое отверстие с резьбой. Болт пропускают через верхний фланец на фиг.5 без сцепления и далее нижний конец болта вводят в зацепление с резьбой в глухом отверстии, приводя фланцы в плотный контакт. После этого может быть выполнена прецизионная расточка и обеспечивается надежное удержание половинок при чистовой обработке детали. Однако в этом документе не предлагается и не предполагается каких-либо путей компенсирования потерь материала, вызванных разрезом изначально единой заготовки на две части, а достижение точных размеров достигается дополнительно машинной обработкой внутреннего канала, образуемого соединенными вместе половинами. Более того, учитывая, что US 3971119 относится к изготовлению герметичного подшипника, предлагаемое в настоящем изобретении решение будет противоречить его основной концепции, поскольку выполнение разреза и регулирование образованного им зазора между двумя половинами привело бы к утечке смазки.
В настоящем изобретении обеспечивается способ изготовления деталей, которые должны быть разрезаны в продольном направлении, так чтобы сохранить исходный размер внутреннего проходного канала трубчатой конструкции, несмотря на удаление части стенки при продольном разрезе детали. При этом для точного обеспечения указанного исходного размера не требуется дополнительной стадии механической обработки после того, как деталь разрезана на две половины, что соответственно упрощает и удешевляет процесс изготовления. Также обеспечивается возможность сборки компонентов с заданным общим размером, так чтобы точно установить предварительную нагрузку на смещаемые опорные поверхности, взаимодействующие с шаром.
Выполнение данных задач обеспечивается в настоящем изобретении за счет простой и недорогой технологии, а именно предлагаемого способа изготовления собираемой из отдельных частей детали с проходящим через нее каналом, при выполнении которого:
изготавливают деталь из трубчатой конструкции, имеющей начальный внутренний диаметр,
просверливают по меньшей мере один канал (отверстие) в стенке трубчатой конструкции, пересекающий место, где позднее сквозь стенку трубчатой конструкции будет выполнен разрез,
нарезают в этом канале резьбу после его высверливания,
разрезают трубчатую конструкцию в направлении через указанные канал и резьбу (т.е. поперек резьбового канала),
ввинчивают в этот канал резьбовой крепежный элемент, используя шаг, резьбы канала и крепежного элемента для разделения зазором разреза, так чтобы компенсировать удаление при резке части стенки,
разделяют компоненты, образующиеся при указанном разрезании, на расстояние, примерно соответствующее толще удаленного при резке материала.
В частных вариантах осуществления указанный разрез выполняют с использованием метода электроэрозионной резки.
Сцепление с резьбой, выполненной в указанном резьбовом канале, может обеспечиваться по обеим сторонам от разреза.
Деталь может быть предназначена для установки в гидравлическом шаровом клапане.
Эти и другие отличия настоящего изобретения станут более понятны специалистам в данной области техники из рассмотрения предпочтительного варианта выполнения и прилагаемых чертежей, описанных ниже, при одновременном понимании того, что полный объем изобретения определяется формулой изобретения.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
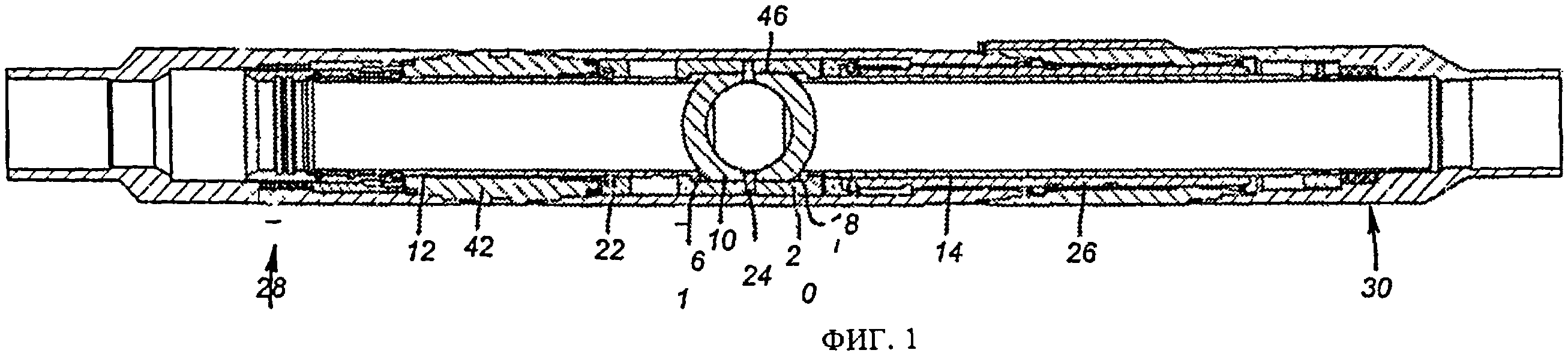
на фиг.1 - сечение всего гидравлического клапана;
на фиг.2 - увеличенный вид верхнего края клапана с фиг.1;
на фиг.3 - увеличенный вид средней части клапана с фиг.1 при шаре в открытом положении;
на фиг.4 - альтернативный вид представленному на фиг.3, при шаре в закрытом положении;
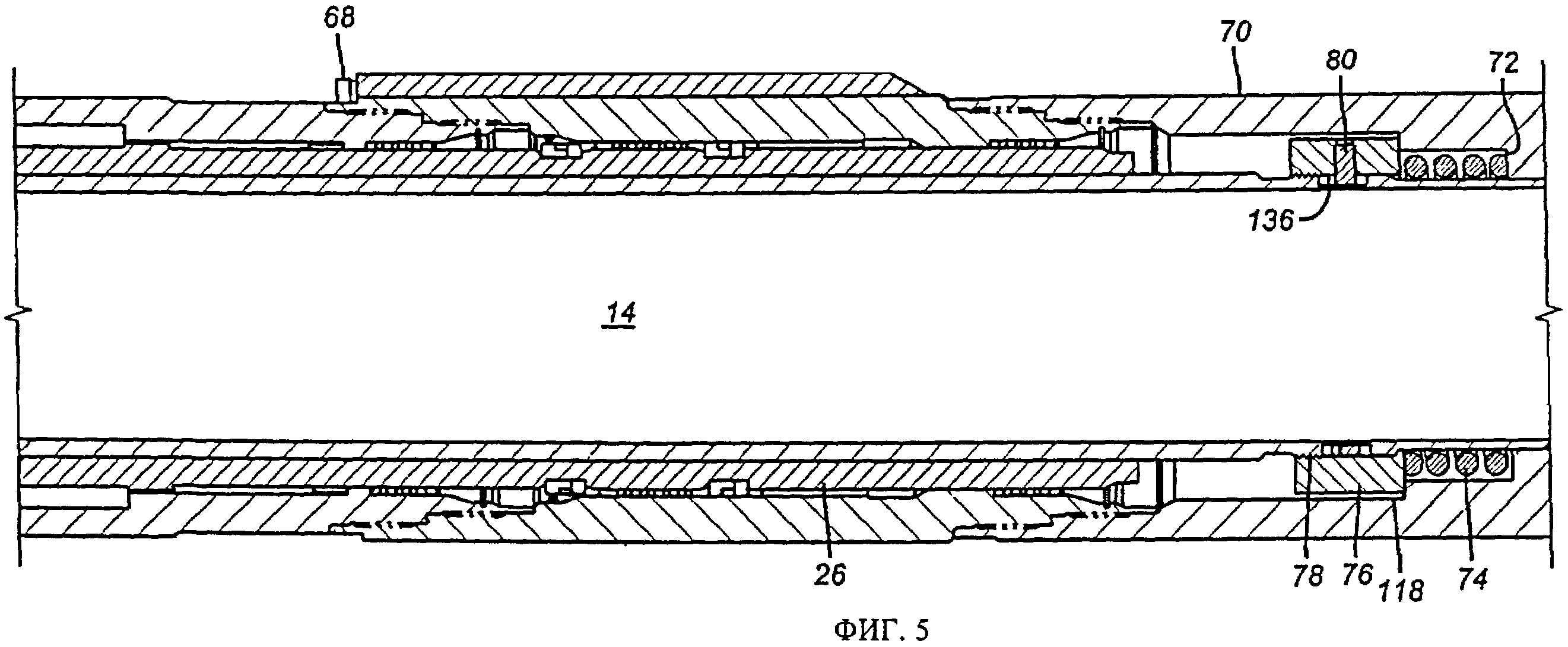
на фиг.5 - увеличенный вид нижнего края клапана с фиг.1;
на фиг.6 - вид в перспективе, соответствующий сечениям с фиг.4 и 5;
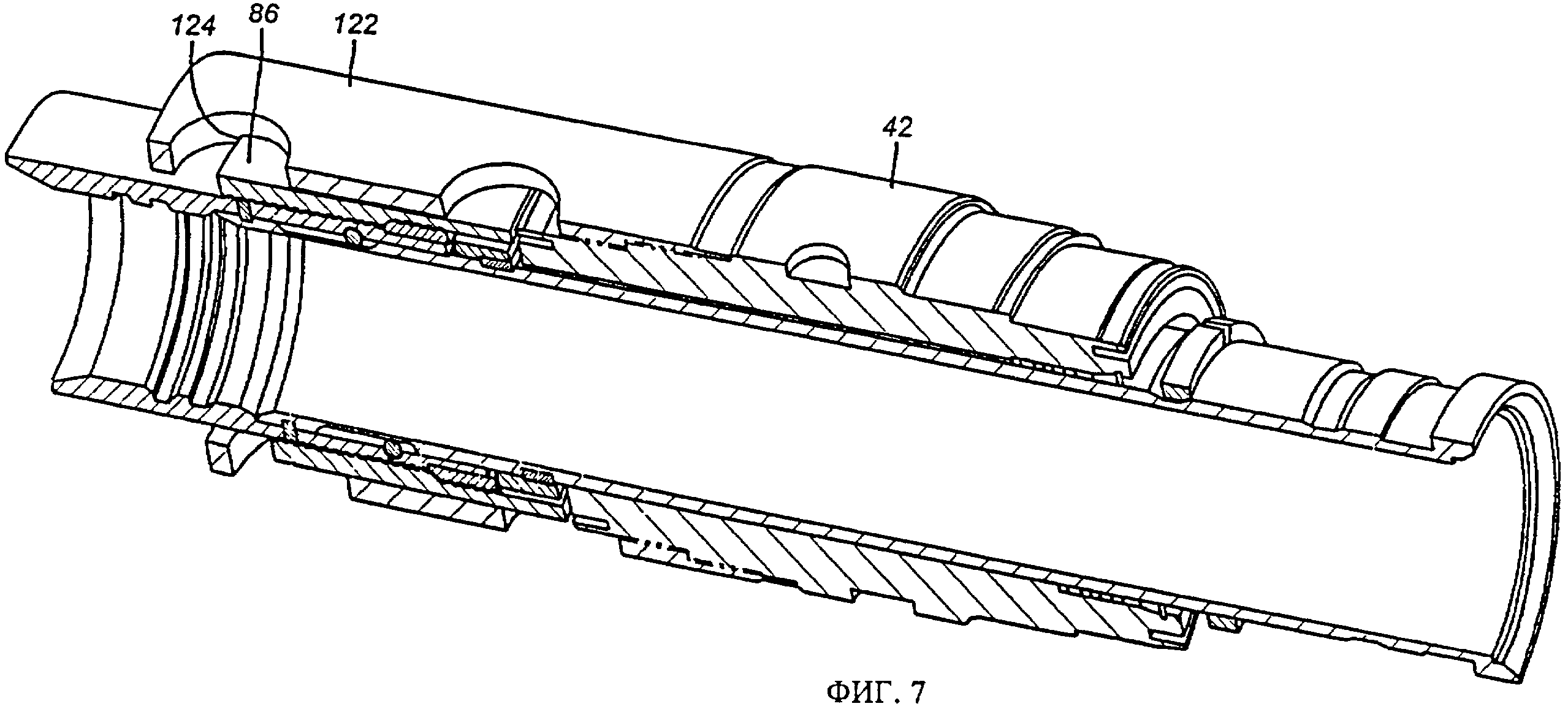
на фиг.7 - вид верхнего края клапана с фиг.1 при сборке, обеспечивающей должное расстояние между внутренними компонентами;
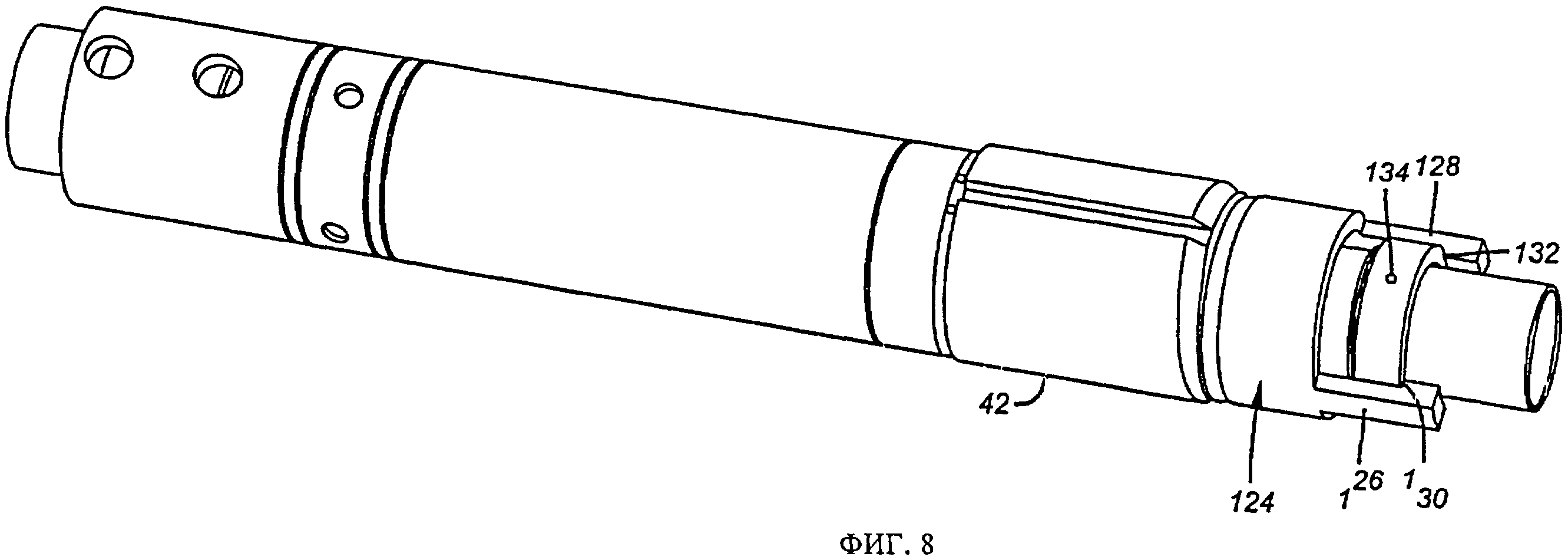
на фиг.8 - вид нижнего края клапана с фиг.1 при сборке, обеспечивающей должное расстояние между внутренними компонентами;
на фиг.9 - вид в перспективе клетки, охватывающей шар и разрезанной в продольном направлении.
Ниже приводится конкретный пример, где в качестве детали, изготавливаемой предлагаемым способом, рассматривается клетка гидравлического клапана и для лучшего понимания назначения и путей реализации на практике предлагаемого способа вначале приводится описание конструктивного примера такого клапана. Однако специалистам, на основе представленного здесь раскрытия изобретения и их обычных знаний, будет понятно, что такой способ может использоваться как, например, и для изготовления описанного ниже ползуна гидравлического клапана, так и подобных трубчатых деталей других механизмов.
На фиг.1 показана компоновка основных компонентов, отражающая их взаимное расположение при нахождении шара 10 в центре в закрытом положении. Втулка 12 находится выше шара 10, а втулка 14 - ниже него. В этих втулках выполнены соответственно седло 16 и седло 18, удерживаемые у шара 10 клеткой 20. Клетка 20 показана в перспективе на фиг.9. Ползун 22 проходит через клетку 20 и связан с шаром 10, поворачивая его между открытым и закрытым положениями на поворотных осях 24. Поршень 26, реагируя на давление в магистрали управления, обеспечивает возвратно-поступательное перемещение ползуна 22, управляющее действием шара 10. Узел 28 фиксации в открытом положении расположен вблизи верха устройства, в то время как предварительно нагруженный механизм 30 установлен вблизи противоположного края. С использованием этого основного расположения главных компонентов клапана на других фигурах будут даны дополнительные подробности и объяснены основные выполняемые операции.
Фиг.6 может быть использована для объяснения того, как шар 10 поворачивается на 90 градусов между закрытым положением, показанным на фиг.6, и открытым положением, показанным на фиг.3. Поршень 26 действует так же, как большинство поршней, известных в данной области техники и используемых в скважинных клапанах. Спаренные магистрали управления (не показаны) проходят с поверхности к противоположным рабочим поверхностям поршня 26 и заставляют его перемещаться в противоположных направлениях. Поршень 26 скреплен с ползуном 22 для совместного перемещения. Ползун 22 имеет верхнее кольцо 32 и нижнее кольцо, связанные стяжками 36, одна из которых видна на фиг.6. На фиг.9 можно видеть, что клетка имеет продольные пазы 38 и 40, в которых проходят стяжки 36 ползуна 22. Из рассмотрения фиг.1 и 6 можно видеть, что ползун 22 находится в крайней верхней точке своего хода, где он контактирует с оправкой 42. Шар 10 имеет противолежащие сужающиеся наружные канавки 44, одна из которых частично видна на фиг.6. Канавки 44 параллельны друг другу по противолежащим плоскостям 46, лучше видным на фиг.1. Плоскости 46 на шаре 10 сопряжены со стяжками 48 и 50 клетки 20, как лучше всего видно на фиг.6 и 9. Оси 24 входят в отверстия 52 и 54 и продолжаются в шар 10, обеспечивая возможность поворота его вокруг собственной оси. Клетка 22 неподвижна, но перемещение ползуна 22 под действием поршня 26 приводит к повороту шара 10 вокруг собственной оси. Это происходит потому, что стяжки 36 снабжены уступающими вовнутрь штифтами (не показаны), входящими в канавки 44 на шаре 10, смещенные относительно центра, совпадающего с осями 24, что приводит к повороту шара 10.
Для лучшего понимания этого движения нужно сравнить фиг.3 и 4. На фиг.4 показаны шар 10 в закрытом положении и верхнее кольцо 32, находящееся вблизи оправки 42, но не контактирующее с ней. При этом пружинное стопорное кольцо 56 совпадает с пазом 58 на втулке 12, что удерживает шар 10 в закрытом положении до тех пор, пока к поршню 26 не будет приложено давление, достаточное для выведения пружинного стопорного кольца 56 из паза 58 и перемещения его до совпадения с пазом 60, что соответствует открытому положению, показанному на фиг.3. С другой стороны, на фиг.4 при нормальном открывании и закрывании шара 10 единственной движущейся частью, исключая сам шар 10, показанный на фигурах, является ползун 22 с кольцом 56. На фиг.3 показано полностью открытое положение шара 10 при кольце 56, совпадающем с пазом 60. Как вариант, ползун 22 может в это время контактировать с клеткой 20. На фиг.3 показан также поршень 26, соединенный с ползуном 22 крепежным элементом 62. На фиг.3 показано также одно из соединений 65 с магистралью управления, обеспечивающей действие поршня 26. На фиг.3 также показаны, что на втулках 12 и 14 сформированы кромки 64 и 66 соответственно, и то, как клетка 20 удерживает обе эти кромки вплотную к шару 10. В кромках 64 и 66 размещены уплотнения 16 и 18 соответственно для обеспечения кругового герметичного контакта с шаром 10 при его повороте между открытым и закрытым положениями, показанными на фиг.3 и 4.
На фиг.5 можно видеть нижний край втулки 14, а также другое соединение 68 с магистралью управления, используемой для вынужденного перемещения поршня 26 в противоположном направлении по сравнению с приложением давления через соединение 65, показанное на фиг.3. Нижний переводник 70 имеет уступ 72, в который упирается пружина 74. Пружина 74 проталкивает кольцо 76, соединенное резьбой 78 со втулкой 14. Штифт 80 фиксирует положение кольца 76 после того, как оно будет находиться в положении, первоначально определяемом действием, описанным ниже. По существу пружина 74 представляет собой предварительно нагруженную пружину, воздействующую на узел, начинающийся с кольца 76 и продолжающийся до верхнего края клапана, показанного на фиг.2.
С использованием фиг.2 будет описана фиксация клапана в открытом положении. В конце концов втулка 12 удерживается верхним переводником 82. В уступе 84 находится неподвижное кольцо 86 с храповыми зубьями, сопряженное с оправкой 42. Кольцо 86 имеет внутреннюю проточку 88 с конусной частью 90. Кольцо 92 первоначально помещается во внутренней проточке 88. Оно имеет храповые зубья 94, которые, в соответствии с фиг.2, находятся на расстоянии от храповых зубьев 96 на кольце 86. Кольцо 92 упирается в крепежное кольцо 98, которое, в свою очередь, удерживает разъемное кольцо 100 в пазе 102 втулки 12. Так как эти детали взаимосвязаны, втулка 12 прижимается вниз к шару 10 и испытывает направленное вверх усилие на втулку 14, оказываемое пружиной 74 (см. фиг.5). Запорная гильза 104 имеет один или более внутренние пазы 106, служащие для соединения с некоторым устройством (не показано), которое в конечном счете вытягивает гильзу 104 вверх. Срезной штифт 108 первоначально скрепляет гильзу 104 с втулкой 12. На втулке 12 выполнен паз 110, в котором первоначально помещаются направленные по касательной штыри 112, выступающие из гильзы 104. Гильза 104 первоначально удерживает кольцо 92 в проточке 88. В процессе работы упомянутое непоказанное устройство вытягивает вверх гильзу 104, разрушая срезной штифт 108. По мере движения гильзы вверх направленные по касательной штыри 112 перемещаются в пазе 110 до тех пор, пока не натолкнутся на верхний его край, после чего гильза 104 начинает перемещаться вместе со втулкой 12. В это время гильза 104 перемещается вверх от кольца 92, давая ему возможность сжаться вовнутрь, освободив конусную часть 90. При совмещении штырей 112 с верхом паза 110 и при движении втулки 12 вместе с кольцом 104 кольцо 100, находящееся в пазе 102 втулки 12, вместе к кольцом 98, в свою очередь, могут теперь протолкнуть кольцо 92 дальше конусной части 90, так что храповые зубья 94 придут во взаимодействие с храповыми зубьями 96 на снабженном храповыми зубьями кольце 86. Движение вверх, описанное выше, продолжится до тех пор, пока втулка 12 не достигнет ограничителя движения. Это происходит двумя путями в зависимости от положения шара 10 во время протягивания вверх втулки 12. Если шар 10 находится в открытом положении, как показано на фиг.3, клетка 20 тянется вверх за кромкой 64, также как ползун 22, скрепленный с втулкой 12 у паза 60. Шар 10 перемещается вверх вместе с клеткой 20, так как связан с нею осями 24 поворота. Шар 10 при этом не поворачивается ввиду отсутствия относительного перемещения между ползуном 22 и клеткой 20. Движение втулки 12 прекращается, когда кольцо 32 натолкнется на оправку 42, и это положение фиксируется за счет сцепления храповых зубьев 94 и 96. С другой стороны, если шар 10 находится в закрытом положении, показанном на фиг.4, втулка 12 протаскивает вверх клетку 20 и перемещает ее относительно ползуна 22. Это происходит потому, что под воздействием перемещения втулки 12 верхнее кольцо 32 ползуна 22, уже находящееся вблизи оправки 42, просто быстро достигнет ее при движении втулки 12 вверх. При дальнейшем перемещении вверх втулка 12 протягивает клетку 20 относительно ползуна 22, что приводит к тому, что штифты, имеющиеся на ползуне 22, поворачивают шар в открытое положение, так как они взаимодействуют с канавками 44 на шаре 10. Когда клетка 20 упрется в уже остановленное кольцо 32 ползуна 22, движение вверх прекращается, и это положение вновь фиксируется за счет сцепления храповых зубьев 94 и 96.
Обращаясь снова к фиг.2, можно видеть, что при желании пружина 114 может быть использована для давления вниз на кольцо 86 и через другие детали, описанные выше, на втулку 12, которая, в свою очередь, давит на шар 10 и втулку 14, которую, в свою очередь, толкает пружина 74, воздействующая на кольцо 76, скрепленное резьбой 78 со втулкой 14. Такое взаимодействие удерживает клетку 20 в фиксированном положении при нормальной работе шара 10, а когда гильзу 104 с фиг.2 вытягивают, дает возможность переместить клетку 20 вверх до достижения фиксированного открытого положения, при котором проходное отверстие 116, проходящее через шар 10, полностью открыто и продолжается вверх и вниз через втулки 12 и 14. Как понятно специалистам в данной области техники, при сборке деталей, расположенных между уступом 84 у верхнего края и уступом 118 у нижнего края, каждая имеет свой собственный допуск на размер, и регулировка, возможная для установки кольца 76 на резьбе 78, фактически минимальна. Поэтому перед окончательной сборкой с верхним переводником 82 и нижним переводником 70 может быть определен общий размер деталей, находящихся между уступами 84 и 118, а также определено положение кольца 76, необходимое для обеспечения должной предварительной нагрузки на собранные детали. Технология сборки отражена на фиг.7 и 8.
Вместо сборки верхнего переводника 82 и пружины 114 с оправкой 42 с ней соединяют верхний шаблон 122. При полном навинчивании уступ 124 продвигает кольцо 86 до места, в котором уступ 84 верхнего переводника 82 должным образом сопрягается с ним. В то же время у нижнего края, как показано на фиг.8, вместо установки нижнего переводника 70, пружины 74 или штифта 80 на оправку 42 навинчивают нижний шаблон 124. Нижний шаблон 124 имеет спаренные консоли 126 и 128, снабженные соответственно уступами 130 и 132, которые при движении по резьбе достигают точно того положения, в котором должен быть уступ 118 при навинчивании переводника 70. Благодаря наличию открытых промежутков между консолями 126 и 128 имеется доступ к регулировочному кольцу 76, и оно может быть перемещено вверх или вниз по резьбе 78 перед установкой штифта 80. Кольцо 76 за счет вращения доводят до уступов 130 и 132 и затем, поворачивая, поднимают достаточно для совпадения отверстия 134 и выемки 136 (см. фиг.5), так чтобы кольцо заняло фиксированное положение как можно ближе к уступу 118 при сборке с нижним переводником 70, в котором установлена пружина 74. Верхний шаблон 122 (фиг.7) удаляют и заменяют верхним переводником 82 с пружиной 114 (фиг.2). После навинчивания нижнего переводника 70 с пружиной 74 пружина 74 будет в необходимой степени предварительно нагружена, так как, несмотря на накопление допусков всех деталей конструкции, действительное положение поверхности кольца 76 определено исходя из необходимой предварительной нагрузки пружины 74.
На фиг.9 изображена полностью собранная клетка 20. Из-за необходимости охватить шар 10 и кромки 64 и 66 (фиг.3) она должна быть изготовлена из двух деталей. Технология изготовления такого изделия или других изделий, которые необходимо изготавливать из двух деталей, собираемых друг с другом, заключается в выполнении продольного разреза 140. Перед тем, как его сделать, проводят все операции механической обработки, показанные на фиг.9, включая выполнение резьбовых каналов (высверленных отверстий) 142 и 144 на одной стороне и аналогичных каналов на другой стороне (не видны), проходящих через продольный разрез 140. Резьбу в каналах 142 и 144 наносят до выполнения разреза. Затем электроэрозионным способом делают разрез 140 поперек резьбовых каналов. При таком известном способе в процессе выполнения разреза удаляется часть стенки. Поэтому после соединения разрезанных половин их внутренний диаметр 146 становится меньше, чем был до разрезания. Однако существует шаг нанесенной резьбы и соответствующей резьбы на шпильках 148 и 150, за счет которого при соединении по разрезу 140 половины будут разделены в области разреза как раз в достаточной степени, чтобы компенсировать часть стенки, удаленной в процессе резки, так что при окончательной сборке первоначальный диаметр 146 целикового изделия восстановится таким, каким он был до разрезания. Хотя при электроэрозионной резке со стенки удаляется только несколько тысячных дюйма, чтобы выполнить продольный разрез, в результате происходит все же изменение размера внутреннего проходного канала. Такая технология сверления и нарезки резьбы перед выполнением продольного разреза электроэрозионным способом дает возможность восстановления первоначального размера этого канала в процессе соединения разрезанных половин друг с другом.
Для специалистов в данной области понятно, что шаровой гидравлический клапан обычно может быть задействован путем подачи давления в магистраль управления, которое перемещает поршень 26 в противоположных направлениях для поворота шара вокруг собственной оси на 90 градусов, при котором он занимает открытое и закрытое положения. При этом обеспечивается сохранение открытого и закрытого положений после их достижения. Клапан может быть зафиксирован в открытом положении или при сохранении этого положения, или при переходе из закрытого положения за счет освобождения верхней втулки 12 и ее подъема до тех пор, пока не сработает храповой фиксатор. При этом шар 10 находится в открытом положении, при котором сохраняется полное сечение проходящего через клапан канала. Хотя описан храповой фиксатор, могут быть также рассмотрены другие устройства фиксации, такие как собачка в прорези, конусная зажимная втулка или другие эквивалентные приспособления. Следует отметить, что продольное перемещение шара 10 используется только тогда, когда делается попытка зафиксировать его открытое положение. Должно быть понятно, что альтернативно детали могут иметь другую конфигурацию, дающую возможность зафиксировать шар 10 в закрытом положении.
В описанном гидравлическом клапане обеспечиваются предварительная нагрузка внутренних компонентов и установка размера внутренних компонентов до монтажа верхнего и нижнего переводников с пружиной или пружинами, создающими предварительную нагрузку, так что может быть получена должная величина этой нагрузки. В предлагаемое способе изготовления разделенных в продольном направлении деталей они сохраняют свой первоначальный внутренний размер несмотря на удаление части стенки при выполнении операции резки. При этом используют с использованием методов сверление и нанесение резьбы перед продольным разрезанием электроэрозионным методом с последующим восстановлением почти первоначального расстояния между соединяемыми половинами за счет шага нанесенной резьбы и крепежных элементов, введенных в канал и соединяющих продольный разрез. В данном конкретном устройстве таким способом могут быть изготовлены клетка 20 и ползун 22. Такая технология имеет много других приложений для разделенных в продольном направлении и имеющих внутренние каналы деталей, которые необходимо скрепить без влияния последствий от использования процесса резки, такого как резка электроэрозионным способом.
Хотя ранее был представлен предпочтительный вариант выполнения изобретения, специалистам в данной области должно быть понятно, что объем изобретения значительно шире и в целом определен формулой изобретения, приведенной ниже.
Реферат
Изобретение относится к изготовлению собираемой из отдельных частей детали с проходящим через нее каналом, при выполнении которого изготавливают деталь из трубчатой конструкции, имеющей начальный внутренний диаметр, который сохраняется после сборки детали из разрезанных частей. В предлагаемом способе просверливают, по меньшей мере, один канал в стенке трубчатой конструкции, пересекающий место, где позднее сквозь стенку трубчатой конструкции будет выполнен разрез, нарезают в этом канале резьбу после его высверливания, разрезают трубчатую конструкцию в поперечном направлении через указанные канал и резьбу, ввинчивают в этот канал резьбовой крепежный элемент и, используя шаг резьбы канала и крепежного элемента для разделения зазором разреза, так чтобы компенсировать удаление при резке части стенки, разделяют компоненты, образующиеся при указанном разрезании, на расстояние, примерно соответствующее толще удаленного при резке материала. Технический результат заключается в сохранении необходимого внутреннего размера после разреза трубчатой конструкции. 3 з.п. ф-лы, 9 ил.
Комментарии