Способ непрерывного интегрального получения диметилкарбоната и метил-трет-бутилового эфира - RU2055066C1
Код документа: RU2055066C1
Чертежи




Описание
Изобретение относится к способу непрерывного интегрированного получения
диметилкарбоната и простого метил-трет-бутилового эфира. Простой метил-трет. бутиловый эфир представляет собой простой эфир, который вызывает значительный промышленный интерес и находит применение в
качестве добавки к бензину. Его производят промышленным путем реакцией изобутилена с метанолом над кислотным катализатором, в частности катионоактивной ионообменной смолой [1-3]
Диметилкарбонат является крайне разносторонним продуктом, который применяют в качестве органического растворителя и реагента, заменяющего фосген в синтезе других алкил- и арилкарбонатов, которые
находят применение в качестве синтетических смазочных материалов, растворителей, пластификаторов и мономеров в производстве органических стекол и в процессах метилирования и карбонилирования при
производстве изоцианатов, уретанов и поликарбонатов. Описано также использование диметилкарбоаната или других органических карбонатов или их смесей с простыми эфирами, в частности с
метил-трет.бутиловым эфиром, в качестве добавки для бензинов или других топлив, более тяжелых чем бензин, что позволяет улучшить их антидетонационные характеристики [4, 5]
Диметилкарбонат
можно получить окислительным карбонилированием метанола в присутствии медных катализаторов в соответствии с нижеследующей схемой реакции:
2CH3OH+CO+1/2O2 _
→
(CH3O)2CO+H2O Эту реакцию проводят с избытком метанола относительно количеств других реагентов, вследствие чего на выходе из реакционной системы получают
материал,
который представляет собой смесь непрореагировавшего метанола с диметилкарбонатом и водой в качестве реакционных продуктов. Основной недостаток такого способа заключается в трудности
выделения
реакционного продукта из-за образования азеотропных смесей между водой и диметилкарбонатом и между диметилкарбонатом и метанолом.
Для получения чистого диметилкарбоната метанольно-диметилкарбонатный азеотроп необходимо разделить, для чего были предложены азеотропная перегонка в присутствии третьего компонента, например хлорбензола, или перегонка под давлением, при котором ликвидируется азеотроп, или использование специальных мембран. Было установлено, что обеспечивается возможность взаимодействия метанола с изобутеном над кислотным катализатором в типичных условиях простой этерификации в присутствии диметилкарбоната и без возникновения проблем, связанных с гидролизом диметилкарбоната. Это дает возможность получать простой метил-трет.бутиловый эфир реакцией изобутена с избытком метанола, который содержится в продуктах окислительного карбонилирования метанола без какого-либо предварительного разделения.
Цель изобретения получение диметилкарбоната и простого метил-трет.бутилового эфира путем проведения непрерывного интегрированного процесса, что позволяет значительно уменьшить капитальные затраты и себестоимость продукции. Диметилкарбонат и простой метил-трет.бутиловый эфир не образуют азеотропных смесей, что позволяет устранить вышеуказанные проблемы разделения и очистки известной технологии.
Было, кроме того, установлено, что осуществление предлагаемого способа дает возможность получать диметилкарбонат и метил-трет.бутиловый эфир в практически любом желаемом количественном соотношении. Таким образом, целью изобретения, кроме того, является получение смесей диметилкарбоната с метил-трет.бутиловым эфиром, которые могут быть использованы непосредственно в качестве окисленных бензиновых добавок.
Использование смесей диметилкарбоната с метил-трет.бутиловым эфиром позволяет устранить проблемы затвердевания, которые могут встречаться в тех случаях, когда используют чистый диметилкарбонат, поскольку он характеризуется относительно высокой температурой плавления, равной 4,6оС.
Предлагается способ непрерывного интегрированного получения
диметилкарбоната и метил-трет.бутилового эфира, при осуществлении которого предусмотрены:
a) подача метанола, моноокиси углерода и кислорода в реакционную среду, в которой поддерживаются
условия метанольного окислительного карбонилирования, с получением жидкой реакционной смеси, содержащей диметилкарбонат и непрореагировавший метанол;
б) по меньшей мере частичное удаление из
реакционной смеси со стадии а) воды;
в) подача обезвоженной смеси со стадии б) и изобутена или углеводородной фракции, содержащей изобутен, в реакционную смесь, в которой поддерживаются
условия простой этерификации, в результате чего образуется жидкая реакционная смесь, содержащая диметилкарбонат и метил-трет.бутиловый эфир;
г) выделение диметилкарбоната и
метил-трет.бутилового эфира из реакционной смеси со стадии в).
Стадия а. На стадии а) осуществления предлагаемого способа диметилкарбонат получают в соответствии с нижеследующей
реакционной схемой:
2CH3OH+CO+1/2O2 _→ (CH3O)2CO+H2O Эту реакцию катализируют катализатором метанольного окислительного
карбонилирования, в частности медным катализатором, обычно в форме хлорида одновалентной меди.
На практике в соответствии с такой процедурой предусматривается подача жидкого потока метанола и газообразного потока моноокиси углерода и кислорода в жидкую реакционную смесь постоянного или практически постоянного состава, в которой суспендирован катализатор.
Удобно поддерживать постоянным состав этой жидкой смеси со следующими соотношениями компонентов, мас. метанол 35-70; вода 2-8, диметилкарбонат и неизбежные примеси остальное. В состав жидкой реакционной смеси входит также медный катализатор в количестве от 5 до 30 мас.ч. в пересчете на хлорид одновалентной меди на каждые 100 мас.ч. смеси. Моноокись углерода и кислород можно подавать в виде отдельных потоков или в смеси между собой, можно подавать в чистом виде или разбавленными инертными газами, в частности азотом, водородом и метаном. Метанол удобнее использовать в избытке относительно стехиометрически необходимого количества в условиях практически полной конверсии моноокиси углерода. Реакционную температуру можно обычно варьировать в интервале от 70 до 150оС, предпочтительнее в пределах 120-140оС. Рабочее давление можно варьировать в широких пределах, причем оно должно быть таким, чтобы реакционную смесь удерживать в жидком состоянии при рабочей температуре. Предпочтительное давление находится в интервале 15-40 кг/см2.
Стадию а) предлагаемого способа можно осуществлять в одном или нескольких реакторах метанольного окислительного карбонилирования, из которых удаляют отработанный газовый поток и жидкий поток, содержащий диметилкарбонат, воду и непрореагировавший метанол вышеуказанного состава, причем этот последний далее направляют на стадию обезвоживания б) после отделения катализатора.
Стадия б). На стадии б) осуществления способа жидкий поток со стадии а) подвергают по меньшей мере частичному обезвоживанию. Дегидратацию можно осуществлять перегонкой потока жидкости в ректификационной колонне, в которой воду отделяют в виде кубового остатка. Перед перегонкой с целью выделения воды в виде кубового остатка из смеси диметилкарбоната с метил-трет.бутиловым эфиром, состав которой равен или близок азеотропному, в жидкий поток можно также добавлять свежий и/или рециркулируемый метанол. Обезвоженный поток направляют на стадию в) этого способа после смешения с изобутеном или с углеводородной фракцией С4, содержащей изобутен.
В соответствии с еще одним вариантом жидкий поток со стадии а) смешивают с изобутеном или с углеводородной фракцией С4, содержащей изобутен, в частности с фракцией С4, содержащей изобутен, в частности с фракцией С4, отводимой из процесса пиролиза нафты, до или после выделения бутадиена I, и, возможно, с водой с целью инициирования отделения легкой жидкой фазы, богатой углеводородами С4, но бедной водой и содержащей большое количество диметилкарбоната, от тяжелой жидкой фазы, богатой водой и метанолом и содержащей оставшуюся часть диметилкарбоната. В этом случае воду отделяют от тяжелой фазы в виде кубового остатка ректификационной колонны, причем головной погон (содержащий метанол и диметилкарбонат) объединяют с легкой жидкой фазой, а затем направляют на стадию этерификации в).
Во всех случаях операцию, которая включена в стадию б), проводят таким образом, чтобы на стадию в) поступал поток, который был бы свободен от воды или же содержал менее приблизительно 1 мас. воды и в котором молярное соотношение между метанолом и изобутеном обычно находилось бы в интервале от 0,8:1 до 1,2:1.
Стадия в). На стадии в) при осуществлении предлагаемого способа метил-трет. бутиловый эфир получают в соответствии с нижеследующей схемой реакции: CH3OH+(CH3)2C= CH2_→ (CH3)2C(CH3)OCH3. Эту реакцию катализируют кислотным катализатором, в особенности макропористой катионоактивной ионообменной смолой. Примерами таких смол служат макропористые сульфинированные стирол-дивинилбензольные смолы, ионообменная емкость которых составляет 4,8 мэкв/г (в пересчете на сухой вес). В качестве конкретных примеров приемлемых промышленно выпускаемых смол можно упомянуть AmberlystR 15, DowexR M15 и Lewat: tR sPC 118.
На практике жидкий поток со стадии в) направляют к катионообменной смоле в форме неподвижного слоя, причем реакцию этерификации проводят в жидкой фазе при 40-100оС (предпочтительнее около 55оС) под давлением 10-40 кг/см2, (предпочтительнее около 20 кг/см2) и при объемной скорости примерно 7 ч-1. В этих условиях метанол селективно реагирует с изобутеном с образованием метил-трет.бутилового эфира при отсутствии или практически полном отсутствии явления гидролиза или деструкции диметилкарбоната, который присутствует в реакционной среде.
Жидкий поток, отводимый со стадии в), содержит диметилкарбонат и метил-трет. бутиловый эфир в весовом соотношении, которое обычно составляет от 5: 95 до 95:5, предпочтительнее от 15:85 до 20:80, совместно с менее существенными количествами непрореагировавшего метанола и изобутена, а также, возможно, углеводородов С4.
Стадия г). Жидкий поток со стадии в) обрабатывают с целью выделения диметилкарбоната и метил-трет. бутилового эфира. Первую ректификационную колонну можно использовать для выделения смеси диметилкарбоната и метил-трет. бутилового эфира в виде кубового остатка, а более легколетучие компоненты, включающие в себя углеводороды С4 и метанол, в виде головных погонов. Смесь диметилкарбоната с метил-трет.бутилового эфира можно разделить на ее две составляющих без затруднений технологического порядка. Однако в соответствии с предпочтительным вариантом такую смесь следует использовать непосредственно в качестве бензиновой добавки. Более легкокипящий поток можно промыть водой с целью отделения углеводородов С4 от потока водного метанола. Этот последний обычно подвергают ректификации с целью выделения метанола, который далее возвращают в процесс.
Предлагаемый способ позволяет непосредственно использовать смеси диметилкарбоната с метил-трет.бутиловым эфиром, которые при этом получают в качестве бензиновых добавок. Возможность такого использования обусловлена следующими причинами. С изъятием алкилов свинца из бензина высокооктановые окисленные соединения, в частности низкомолекулярные спирты и простые алкилтрет.алкиловые эфиры, явились мостиком, ликвидирующим разрыв между экономически достижимыми октановыми характеристиками нефтеперерабатывающей промышленности и потребностями в октановом числе моторных транспортных средств, позволяющим производить не содержащий свинца бензин, завоевавший значительную долю рынка и не вызывающий существенных нарушений работы транспортных средств. Современное состояние в продвижении бензина нового состава на американский рынок и требования Постановления о чистоте воздушного пространства (ПЧВ), предъявляемые к максимальному содержанию озона и моноокиси углерода в атмосфере, означают, что дополнительной функцией окисленных соединений является обеспечение минимального содержания кислорода в бензине. Содержание кислорода в бензине нового состава сейчас составляет приблизительно 1,5 мас. К концу 1992 г. предусмотрено использование бензина в тех регионах, которые не соответствуют требованиям стандарта для моноокиси углерода (41 регион), содержащего минимум 2,7 мас. кислорода в течение по меньшей мере четырех зимних месяцев, тогда как с 1995 г. в тех регионах, которые не соответствуют требованиям стандарта для озона (9 регионов) будет применяться бензин с минимальным содержанием кислорода 2 мас. В последующие периоды предполагается даже более высокое содержание кислорода. Эти стандарты в настоящее время относятся к американскому рынку, однако нет ничего невозможного в том, что в будущем меры по достижению минимального содержания кислорода будут приняты в странах Европейского Сообщества.
Двойная функция агентов повышения октанового числа и насыщения кислородом, которая характерна для окисленных соединений в составе бензина, обуславливает расширение ассортимента различных спиртов и простых эфиров не только благодаря их октановым характеристикам, но также и вследствие содержания кислорода в их молекуле.
В табл.1 представлены характеристики окисленных продуктов.
Как можно видеть из табл.1, хотя октановые числа не слишком разнятся, по меньшей мере на уровне (ОЧИ+МОЧ): 2, в направлении от спиртов к простым эфирам содержание кислорода уменьшается значительно. В том же направлении возрастает испаряемость при смешении. Высокая летучесть спиртов связана с их способностью образовывать минимальные азеотропные смеси с углеводородами, то есть с характеристикой, которой не обладают простые эфиры. Из табл.1 видно, что содержание кислорода в диметилкарбонате превышает этот показатель у метанола, хотя этот диметилкарбонат обладает значительно более низкой летучестью. В том случае, если целью является простое достижение минимального кислородного числа, совершенно очевидно, что таким средством мог бы послужить минимальный объем окисленного продукта с использованием компонентов с высоким содержанием кислорода, в частности спиртов и диметилкарбоната. Тем не менее спирты не являются компонентами, которые представляют большой интерес для бензина нового состава из-за их тенденции выхода из смеси, обуславливая ограничение транспортировки по трубопроводу такого бензина, который их содержит, а также из-за их высокой испаряемости при смешении, что плохо согласуется с необходимостью ограничить улетучивание за счет испарения. Таким образом диметилкарбонат мог бы послужить компонентом, который выбирают только для одной окислительной функции.
Однако существует необходимость в достижении двойной цели, то есть оптимизации добавления окисляющих продуктов для одновременного удовлетворения требованиям как октанового числа, так и содержания кислорода. Такая цель оказалась трудно достижимой с использованием единственного продукта или нескольких продуктов того же класса.
Концентрация кислородсодержащих компонентов, требуемых для достижения определенного кислородного уровня (в вес, о объем) представлена в табл.2.
Плотность эталонного бензина при 5оС составляет 0,7350 г/мл. Данные табл. 2 указывают на количество окисленных соединений, которое необходимо добавить для достижения заданного кислородного уровня.
Повышение октанового числа, выраженное в показателях (ОЧИ+МОЧ):2, достигаемое с использованием различных соединений в зависимости от вводимого кислорода в процентах, приведено в табл.3.
Для Смеси 1 и Смеси 2 значения (ОЧИ+МОЧ):2 были приняты равными 106,5.
Молекулы простых эфиров характеризуются относительно низким содержанием кислорода, вследствие чего для введения в топливо большого процентного количества кислорода их необходимо использовать в больших объемах, а это по меньшей мере при среднем результате может привести к неудовлетворительной возможности и даже, может быть, к лишь частичной контролируемости октанового избытка, если принять в расчет углеводородную основу бензина. В противоположность этому благодаря высокому процентному содержанию кислорода в молекуле использование диметилкарбоната позволяет достичь конкретного минимального уровня кислорода в топливе введением этого соединения в незначительном объеме, но при этом достигается и соответственно слабый октановый эффект. В отличие от этого введение смесей Смесь 1 и Смесь 2 позволяет достичь двойной оптимизации в отношении как добавляемого количества, так и получаемого октанового эффекта. Для приготовления таких или аналогичных смесей диметилкарбонат и метил-трет.бутиловый эфир могут быть смешаны между собой в соответствующих пропорциях. Однако при осуществлении предлагаемого способа эти смеси могут быть получены непосредственно простым и экономичным путем.
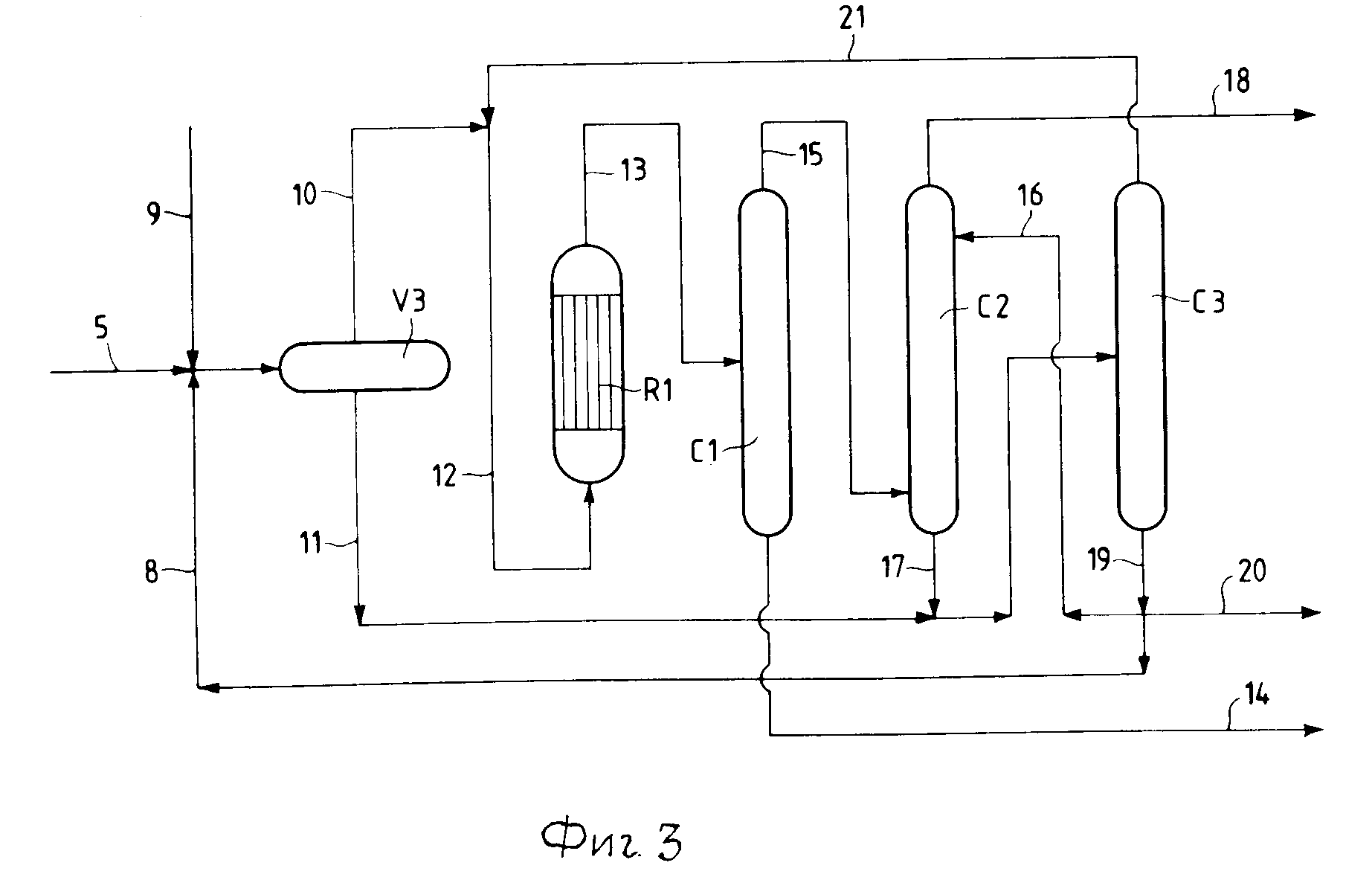
На фиг.1 представлена технологическая схема производства диметилкарбоната; на фиг.2 технологическая схема производства диметилкарбоната и метил-трет. бутилового эфира в соответствии, вариант; на фиг.3 схема интегрированного процесса производства диметилкарбоната и метил-трет.бутилового эфира, вариант.
В соответствии с фиг.1 поток свежего метанола 1 и поток 13 возвращаемого с рециркуляции в процесс метанола направляют в сосуд YI, после чего оба объединенных потока 4 подают в реактор синтеза диметилкарбоната R1. В этот же реактор R1 вводят поток кислорода 2 и поток моноокиси углерода 3. Процесс в реакторе R1 проводят в жидкой фазе в присутствии медного катализатора в условиях метанольного окислительного карбонилирования, в результате чего образуются два потока отработанных газов 6 и 7 и поток жидкости 5, содержащей диметилкарбонат, воду и избыточное количество метанола. В соответствии с известным методом эту жидкую реакционную смесь направляют в сосуд Y2 совместно с потоком 8 возвращаемого в процесс материала, причем образующийся поток 9 подают на перегонку в колонну С1 для выделения воды в виде потока 14 кубового остатка. Поток головного погона 10, который состоит в основном из азеотропной смеси (70% метанола и 30% диметилкарбоната) подают на ректификацию в колонну С2, в которой поддерживают условия разрушения азеотропной смеси, вследствие чего получают поток 12 диметилкарбоната, который выделяют, и поток метанола 11, который возвращают в процесс (рециркуляции).
П р и м е р 1. В соответствии с фиг.2 поток жидкого метанола 1 (с расходом 2392 кг/ч), содержащий в суспендированном виде свежий катализатор, поток кислорода 2 (с расходом 215 кг/ч) и поток моноокиси углерода 3 и водорода (с расходом соответственно 441 и 16 кг/ч) вводят в реактор R1 синтеза диметилкарбоната. Процесс проводят в реакторе R1 в жидкой фазе при 120оС и под давлением 25 кг/см2 в присутствии медного катализатора в форме хлорида одновалентной меди. В таких условиях из реактора R1 отводят поток жидкости 5 с расходом 2934 кг/ч, включающий в себя потоки диметилкарбоната (с расходом 1119 кг/ч), непрореагировавшего метанола (с расходом 1590 кг/ч) и воды (с расходом 225 кг/ч), и газообразные потоки с расходом 130 кг/ч, из которых поток газов 7 (с расходом 56 кг/ч) направляют в топливо, а поток газов 6 (с расходом 74 кг/ч) на сжигание в факеле.
Поток жидкости 5 смешивают в сосуде YI с потоком свежего и возвращаемого в процесс метанола (с расходом 1040 кг/ч), причем образовавшийся поток 8 направляют в ректификационную колонну С1, из нижней части которой в виде потока 13 отводят воду, а из верхней части поток 9 с расходом 3748 кг/ч, который включает в себя практически только потоки метанола (с расходом 2629 кг/ч) и диметилкарбоната (с расходом 1119 кг/ч).
Поток 9 смешивают с потоком 10, который состоит из фракции продуктов С4 (расход 9218 кг/ч), содержащей 50 мас. изобутена, и образовавшийся поток 11 направляют в реактор R2, в котором содержится техническая ионообменная смола AmberlystR CsP в форме неподвижного слоя. В реакторе R2, в котором поддерживают температуру приблизительно 60оС и объемную скорость примерно 7 ч-1, образуется метил-трет.бутиловый эфир; из реактора отводят жидкий поток 12 с расходом 22966 кг/ч, содержащий инертные бутены (4609 кг/ч), непрореагировавший изобутен (366 кг/ч), метанол (206 кг/ч), диметилкарбонат (1119 кг/ч) и метил-трет.бутиловый эфир (6666 кг/ч).
Поток 12 подают в ректификационную колонну С2, получая верхний и газообразный поток 15, содержащий инертные бутены, изобутен и метанол, и нижний жидкий поток 14, содержащий диметилкарбонат и простой метил-трет.бутиловый эфир.
Поток 15 промывают в колонне С3 потоком 17 возвращаемой в процесс воды, отделяя углеводороды С4 в виде потока головных погонов, от потока 16 кубового остатка водного раствора метанола. Поток 16 подвергают в колонне С4 ректификации для отделения потока 19 метанола, который направляют на рециркуляцию.
П р и м е р 2. В ходе проведения данного эксперимента часть технологической схемы производства диметилкарбоната идентична проиллюстрированной в примере 1, также как и часть процесса производства потока жидкости 5 с расходом 2934 кг/ч, который включает в себя диметилкарбонат (1119 кг/ч), непрореагировавший метанол (1590 кг/ч) и воду (225 кг/ч). В соответствии с фиг.3 поток жидкости 5 смешивают с направляемым на рециркуляцию потоком 8 воды (686 кг/ч) и потоком 9 углеводородов С4, который включает в себя 50 мас. изобутена (5922 кг/ч). Это смешение проводят в статическом смесителе, который обеспечивает возможность достижения фазового равновесия, причем образующуюся мутную жидкость вводят в аппарат для декантации Y3, где образуются две фазы. Из этого аппарата с расходом 6733 кг/ч удаляют верхнюю фазу в виде потока 10, который включает в себя метанол (87 кг/ч), диметилкарбонат (745 кг/ч), воду (8 кг/ч) и углеводороды С4 (5893 кг/ч). Нижнюю фазу отводят с расходом 2809 кг/ч в виде потока 11, который включает в себя метанол (1503 кг/ч), диметилкарбонат (374 кг/ч), воду (903 кг/ч) и углеводороды С4 (29 кг/ч). Поток 11 направляют в ректификационную колонну С3, тогда как поток 10 смешивают с возвращаемым в процесс потоком 21 с расходом 2008 кг/ч, который отводят из верхней части колонны С3 и который включает в себя метанол (1604 кг/ч), диметилкарбонат (374 кг/ч) и углеводороды С4 (29 кг/ч). Образующийся в результате смешения поток 12 подают в реактор R2 для синтеза метил-трет. бутилового эфира, в котором поддерживают рабочие условия, аналогичные в примере 1. Реакционные продукты отводят из реактора R2 в виде потока 13, который включает в себя непрореагировавший метанол (102 кг/ч), диметилкарбонат (1119 кг/ч), воду (2,5 кг/ч), инертные углеводороды (2961 кг/ч), непрореагировавший изобутен (160 кг/ч), метил-трет.бутиловый эфир (4373 кг/ч) и трет.бутиловый спирт (23,5 кг/ч). Поток 13 подают в ректификационную колонну С1, из нижней части которой отводят смесь диметилкарбоната (1119 кг/ч), метил-трет. бутилового эфира (4373 кг/ч) и трет.бутилового спирта (23,5 кг/ч). Состав этой смеси аналогичен составу смеси Смесь 2. Из верхней части колонны С3 отводят поток 15, который включает в себя метанол (102 кг/ч) и воду (2,5 кг/ч) в дополнение к углеводородам С4. Поток 15 подают в колонну С2 для экстракционной обработки водой, причем эту последнюю подают в виде рециркуляционного потока 16 с расходом 300 кг/ч. Очищенный продукт, содержащий углеводороды С4, выделяют из верхней части колонны С2 и направляют в виде потока 18 в хранилище. Из колонны С2 извлекают также экстракт, который включает в себя метанол (102 кг/ч) и воду (302,5 кг/ч), причем этот поток объединяют с потоком 11, и образовавшуюся смесь подают в ректификационную колонну С3. Из нижней части колонны С3 отводят поток 19 с расходом 1205 кг/ч, часть которого возвращают в процесс в виде потоков 8 и 16, а оставшуюся часть отводят по трубопроводу 20. Из верхней части колонны С3 удаляют поток 21, который возвращают в процесс.
П р и м е р 3. В данном случае процедура идентична вышеизложенной в примере 2 с той разницей, что в данном случае в поток жидкости 5 добавляют поток с расходом 5539 кг/ч фракции С4, которая содержит 50 мас. изобутена. Образовавшуюся смесь разделяют в аппарате YI, в результате чего получают верхнюю жидкую фазу со скоростью 6389 кг/ч, которая содержит 4,9 мас. метанола, 11,5 мас. диметилкарбоната, 0,3 мас. воды и 83,3 мас. фракции углеводородов С4, и нижнюю жидкую фазу со скоростью 2084 кг/ч, содержащую 61,2 мас. метанола, 18,4 мас. диметилкарбоната, 10,0 мас. воды и 10,4 мас. фракции углеводородов С4.
Обе жидкие фазы обрабатывают в соответствии с вышеизложенным в примере 2, достигая аналогичных результатов.
П р и м е р 4. Осуществляют процедуру, аналогичную примеру 2, но с той разницей, что в данном случае в поток жидкости 5 добавляют поток с расходом 7390 кг/ч, который включает в себя 5539 кг/ч фракции углеводородов С4, содержащей 50 мас. изобутена, и 1851 кг/ч воды. Образующуюся смесь разделяют в аппарате YI, получая верхнюю жидкую фазу со скоростью 6409 кг/ч, которая содержит 8987 ч. /1000000 ч. метанола, 12,6 мас. диметилкарбоната, 1420 ч. /1000000 ч. воды и 86,3 мас. фракции углеводородов С4, и нижнюю жидкую фазу со скоростью 3915 кг/ч, содержащую 39,1 мас. метанола, 7,9 мас. диметилкарбоната, 52,8 мас. воды и 1377 ч./1000000 ч. фракции углеводородов С4. Обе жидкие фазы обрабатывают согласно вышеизложенному в примере 2, достигая аналогичных результатов.
П р и м е р 5. Осуществляют процедуру, аналогичную вышеизложенной в примере 2, но с той разницей, что в данном случае в поток жидкости 5 добавляют поток с расходом 9980 кг/ч, который содержит 5539 кг/ч фракции углеводородов С4, включающий в себя 50 мас. изобутена и 4441 кг/ч воды. Образовавшуюся смесь разделяют в аппарате YI, получая верхнюю жидкую фазу со скоростью 6357 кг/ч, которая включает в себя 4216 ч./1000000 ч. метанола, 12,3 мас. диметилкарбоната, 1318 ч./1000000 ч. воды и 87,1 мас. фракции углеводородов С4, и нижнюю жидкую фазу со скоростью 6557 кг/ч, которая включает в себя 23,8 мас. метанола, 5,1 мас. диметилкарбоната, 71 мас. воды и 200 ч. /1000000 ч. фракции углеводородов С4 . Обе жидкие фазы обрабатывают в соответствии с вышеизложенным в примере 2, достигая аналогичных результатов.
Реферат
Использование: продукт-метил-трет-бутиловый эфир используют в качестве добавки к топливу, диметилкарбонат - в качестве органического растворителя. Сущность изобретения: усовершенстваванный способ непрерывного интегрального получения диметилкарбоната и метил-трет-бутилового эфира. Условия реакции: метанол подвергают карбонилированию моноокисью углерода в присутствии кислорода и катализатора с получением смеси, содержащей метан, из которой удаляют полностью или частично воду до содержания менее 1%; обезвоженную смесь и изобутен или углеводородную фракцию, содержащую изобутилен подают на стадию этерификации при мольном соотношении метанол: изобутилен, равном 0,8 - 1 - 1,2 : 1, с использованием в качестве катализатора катионообменной смолы в форме неподвижных смол с получением жидкой реакционной смеси, которая содержит диметилкарбонат и метил-трет.бутиловый эфир; выделение последних из реакционной массы. 4 з. п. ф-лы, 3 ил., 3 табл.
Комментарии