Водонабухающий пакер - RU2580564C1
Код документа: RU2580564C1
Описание
Изобретение относится к нефтяной промышленности и может найти применение при производстве водонабухающих пакеров.
Известен способ и устройство для регулирования набухания эластомера для применения на забое скважины. Устройство включает в себя набухающий сердечник и покрытие, заключающее в оболочку набухающий сердечник. При этом покрытие выполнено из материала, содержащего компонент, растворимый в выбранной текучей среде, и компонент, нерастворимый в выбранной текучей среде. Способ регулирования скважинного инструмента включает в себя расположение скважинного инструмента в стволе скважины и воздействие на набухающее устройство выбранной текучей средой для увеличения проницаемости покрытия для обеспечения набухания набухающего сердечника (патент РФ №2495225, кл. Е21В 33/12, опубл. 10.10.2013).
Известен набухающий пакер в посадочном ниппеле, включающий узел скважинного фильтра, имеющий верхний конец, и сегмент неперфорированной несущей трубы. При этом сегмент неперфорированной несущей трубы расположен рядом с верхним концом узла скважинного фильтра, съемный элемент на верхнем конце неперфорированной несущей трубы, набухающий материал, прикрепленный к внешней стороне неперфорированного основания.
Набухающий материал имеет первый диаметр и второй диаметр. Второй диаметр больше, чем первый диаметр (заявка на изобретение РФ №2013118562, кл. Е21В 33/127, опубл. 27.10.2014).
Общим недостатком известных пакеров является невысокая изолирующая способность пакера, особенно в наклонных и горизонтальных скважинах.
В предложенном изобретении решается задача повышения изолирующей способности пакера.
Задача решается тем, что в водонабухающем пакере, включающем корпус и набухающий материал, согласно изобретению, водонабухающий материал выполнен трехслойными качестве первого слоя набухающего материала использованы от 2 до 5 прослоев материала, имеющего прочность при растяжении порядка 15-25 кг/см2, удлинение при разрыве порядка 65-75% и увеличение объема при набухании в воде порядка 150-200%, в качестве второго слоя набухающего материала использованы от 2 до 6 прослоев материала, имеющего прочность при растяжении порядка 20-30 кг/см2, удлинение при разрыве порядка 45-55% и увеличение объема при набухании в воде порядка 200-250%, в качестве третьего слоя набухающего материала использованы от 2 до 8 прослоев материала, имеющего прочность при растяжении порядка 25-35 кг/см2, удлинение при разрыве порядка 30-40% и увеличение объема при набухании в воде порядка 250-300%, при этом исходный материал первого прослоя первого слоя приклеен к корпусу, а все исходные материалы всех слоев подвергнуты совместной и одновременной вулканизации.
В качестве исходного материала первого слоя использована смесь, включающая, мас. ч.:
В качестве исходного материала второго слоя использована смесь, включающая, мас. ч.:
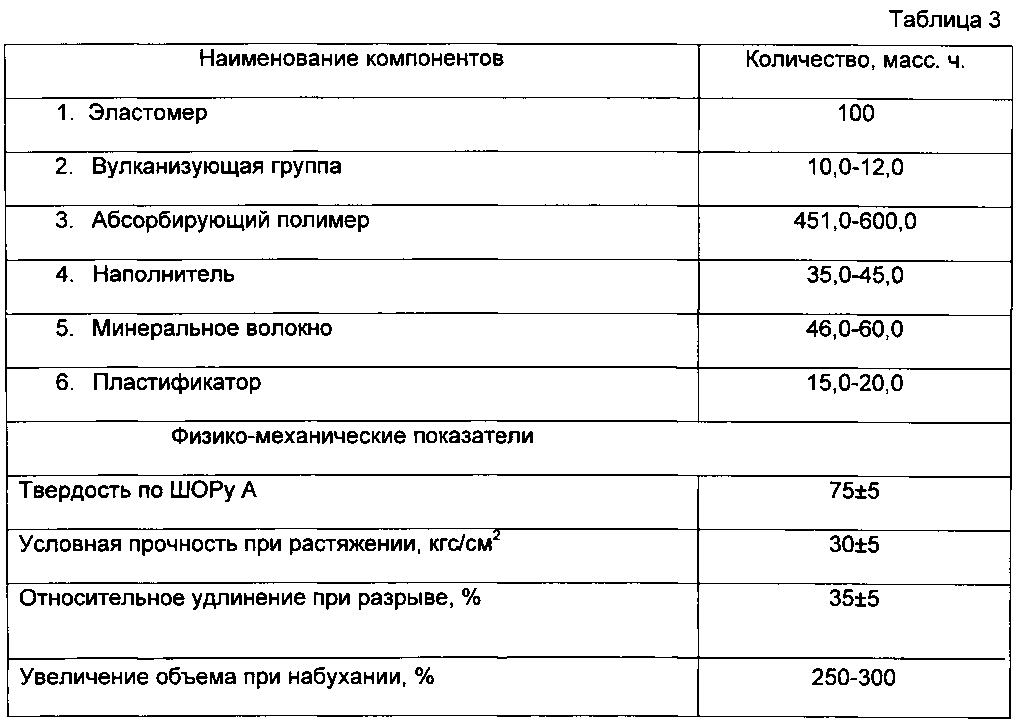
В качестве исходного материала третьего слоя использована смесь, включающая, мас. ч.:
Сущность изобретения Общим недостатком известных водонабухающих пакеров является невысокая изолирующая способность пакера особенно в наклонных и горизонтальных скважинах. Это обусловлено тем, что даже в вертикальных скважинах пакер касается одной стороной стенки скважины. Контакт с водой, вызывающей набухание, осуществляется преимущественно с противоположной стороны. Пакер набухает однобоко, с одной стороны. Расстояние от корпуса пакера до стенки скважины оказывается равным удвоенному зазору между пакером и стенкой. Прижатие набухающего полимера к стенкам скважины оказывается разным. При больших перепадах давления перед и после пакера такого прижатия оказывается недостаточно для разобщения или изоляции интервалов скважины. Особенно этот недостаток проявляется в горизонтальных скважинах, где пакер лежит на стенке ствола скважины. Изолирующая способность пакера снижается. В предложенном изобретении решается задача повышения изолирующей способности пакера за счет повышенной набухаемости и прочности.
Задача решается следующим образом.
На обезжиренную поверхность корпуса пакера наносят первый слой двухкомпонентного конструкционного клея на основе эпоксидных смол. Первый слоя клея является грунтовкой. После сушки первого слоя клея в течение 50-60 минут наносят второй слой клея. После нанесения второго слоя клей сушат в течение 30-40 минут. Корпус с высохшим клеевым слоем устанавливают в зажимное устройство сборочного станка. На корпус наклеивают исходный материал первого прослоя первого слоя в виде полотна. При вращении корпуса со скоростью 30-50 об/мин. на корпус наносят исходный материал в виде полотна прослоев первого слоя по всей длине пакера. Каждый прослой предварительно выкраивают в зависимости от диаметра корпуса и набухающего элемента пакера. Толщина каждого исходного материала каждого прослоя составляет 1,5-2,0 мм.
В таблице 1 представлен состав исходного материала первого слоя и физико-механические свойства.
Конец полотна первого слоя прикатывают по всей длине пакера.
Каждый последующий слой накладывают на предыдущий с нахлестом в 1-2 мм. Нахлест прикатывают. В зависимости от диаметра набухающего элемента пакера количество слоев приведенного выше состава, может быть от 2 до 5.
После нанесения необходимого количества прослоев первого слоя наносят прослои второго слоя, исходный материал которых приведен в таблице 2. Методика нанесения прослоев не меняется. Количество прослоев зависит от диаметра пакера, может быть от 2 до 6.
После нанесения необходимого количества прослоев второго слоя наносят прослои третьего слоя, исходный материал которых приведен в таблице 3. Методика нанесения прослоев не меняется. Количество прослоев зависит от диаметра пакера, может быть от 2 до 8.
После нанесения всех слоев резиновой смеси пакер забинтовывают при вращении трубы со скоростью 30-50 об/мин бинтолентой в три слоя, при этом диаметр заметно уменьшается. Забинтованный пакер заматывают прорезинной тканью для предотвращения попадания острого пара при вулканизации.
Пакер помещается в вулканизационный котел, где производят вулканизацию исходных смесей под действием острого пара при температуре 147-151°С в течение 35-50 минут. Время вулканизации зависит от диаметра пакера. После остывания пакер разбинтовывают и протачивают на токарном станке до необходимого диаметра.
Таким образом, набухающий элемент пакера состоит из трех слоев с разными свойствами. Слой, прилегающий к корпусу, более эластичный, имеет хорошую адгезию к клеевому составу, плотно прилегает к поверхности корпуса. Второй слой - промежуточный, увеличено содержание абсорбирующего полимера и гидрофильного минерального волокна для передачи пластовой жидкости во внутренние слои. Третий слой имеет самую высокую степень набухания в пластовой жидкости и физико-механические свойства для сохранения поверхности пакера при спуске в скважину.
Для создания слоев водонабухающего элемента пакера используют следующие компоненты.
В качестве эластомера используют:
- каучук бутадиен-нитрильный, например, марки БНКС-28 АМН - продукт сополимеризации бутадиена и нитрила акриловой кислоты. Выпускают по ТУ 38.30313-2006.
- каучук синтетический бутадиен-стирольный (метилстирольный) СКС-30 (СКМС-30) АРКМ-15 - продукт сополимеризеции бутадиена и стирола (метилстирола). Выпускают по ТУ 2294-458-05742686-2009.
- каучук синтетический цис-бутадиеновый марки СКД. Выпускают по ГОСТ 14924-75.
- каучук синтетический цис-изопреновый. Выпускают по ГОСТ 14925-79.
В качестве элементов вулканизующей группы используют серу молотую для резиновых изделий и каучуков по ГОСТ 127.4-93, ускоритель серной вулканизации высокой активности сульфенамид Ц по ТУ 2491-055-05761637-2005. Возможно использование в тех же количествах Тиазола 2МБС (альтакс) по ГОСТ 7087-75, ускорителя МВТ (каптакс) по ГОСТ 739-74, ускорителя TMTD (тиурам Д) по ГОСТ 740-76, активатор вулканизации - магнезия жженая по ГОСТ 844-79.
В качестве наполнителя используют мел марки МТД по ТУ 5743-020-05346453-2008, углерод технический марки П-803 по ГОСТ 7885-86, возможно использование в тех же количествах каолина по ГОСТ 19608-84.
В качестве минерального волокна используют волокно гидрофильное по ГОСТ 12871-93.
В качестве пластификатора используют битум нефтяной по ГОСТ 781-78, возможно использование в тех же количествах кислоты стеариновой по ГОСТ6484-96, олигоэфиракрилата марки ТГМ-3 по ТУ 6-16-2010-82, дибутилфталата по ГОСТ 8728-88, флотореагент - оксаль Т-92 по ТУ 2452-029-05766801-94.
В качестве клея-грунтовки используют, например, клей фирмы Chemosil 211, в качестве клея используют, например, клей фирмы Chemosil 225.
В качестве абсорбирующего полимера используют сополимер акриламида и акрилата натрия со степенью сшивки в пределах m=0,01-0,05% (мольных) по ТУ 2216-016-55373366-2007, возможно использование в тех же количествах карбоксиметилцеллюлозы по ТУ 2231-0174-32957739-2009, флокулянта «Праестол 853 ВС» по ТУ 2216-001-40910172-98.
Исходные материалы слоев водонабухающего пакера производят на вальцах смесительных типа СМ 2100 660/660. Вальцуют и одновременно разогревают эластомер, вводят наполнители и 30% абсорбирующего полимера, вводят минеральное волокно, оставшуюся часть абсорбирующего полимера и вулканизующую группу. Вальцуют полученную смесь до однородности, пропускают через необходимый зазор между валками и срезают материал в виде полотна. Температуру валков при вальцевании поддерживают не более 70°С.
Примеры конкретного выполнения
Пример 1. На обезжиренную поверхность корпуса пакера наносят эпоксидную грунтовку, сушат в течение 50 минут, наносят слой эпоксидного клея, сушат в течение 30 минут. Корпус с высохшим клеевым слоем устанавливают в зажимное устройство сборочного станка. На корпус наклеивают исходный материал первого прослоя первого слоя в виде полотна. При вращении корпуса со скоростью 30 об/мин. На первый прослой наносят второй прослой первого слоя по всей длине пакера. Толщина каждого слоя резиновой смеси составляет 1,5 мм. Конец полотна второго прослоя прикатывают по всей длине пакера. Каждый последующий прослой накладывают на предыдущий с нахлестом в 1 мм. Нахлест прикатывают. После нанесения необходимого количества слоев первого слоя наносят 2 прослоя второго слоя и затем 2 прослоя третьего слоя по той же методике.
После нанесения всех слоев пакер забинтовывают бинтолентой при вращении со скоростью 30 об/мин в три слоя. Забинтованный пакер заматывают прорезинной тканью.
Пакер помещают в вулканизационный котел, где производят вулканизацию под действием острого пара при температуре 147-151°С в течение 35 минут. После остывания пакер разбинтовывают и протачивают на токарном станке.
В качестве исходного материала первого слоя используют смесь, включающую, мас. ч.: каучук бутадиен-нитрильный - 100, вулканизующую группу - 7,0 (сера молотая -1,1 мас. ч., ускоритель серной вулканизации высокой активности сульфенамид Ц - 0,6 мас. ч., активатор вулканизации магнезия жженая - 5,3 мас. ч.), сополимер акриламида и акрилата натрия со степенью сшивки в пределах m=0,01-0,05% - 250,0, наполнитель - мел - 35,0, минеральное волокно - 15,0, битум нефтяной - 15,0.
В качестве исходного материала второго слоя используют смесь, включающую, мас. ч.: каучук бутадиен-нитрильный - 100, вулканизующую группу - 10,0 (сера молотая - 1,3 мас. ч., ускоритель серной вулканизации высокой активности сульфенамид Ц - 0,7 мас. ч., активатор вулканизации магнезия жженая - 8 мас. ч.), сополимер акриламида и акрилата натрия со степенью сшивки в пределах m=0,01-0,05% - 346,0, наполнитель - мел - 35,0, минеральное волокно - 31,0, битум нефтяной - 15,0.
В качестве исходного материала третьего слоя используют смесь, включающую, мас. ч.: каучук бутадиен-нитрильный - 100, вулканизующую группу - 10,0 (сера молотая - 1,3 мас. ч., ускоритель серной вулканизации высокой активности сульфенамид Ц - 0,7 мас. ч., активатор вулканизации магнезия жженая - 8 мас. ч.), сополимер акриламида и акрилата натрия со степенью сшивки в пределах m=0,01-0,05% - 451,0, наполнитель - мел - 35,0, минеральное волокно - 36,0, пластификатор - олигоэфиракрилат - 15,0.
После вулканизации слои имеют следующие свойства.
Свойства 1 слоя: твердость по ШОРу А - 45, условная прочность при растяжении - 15 кгс/см2, относительное удлинение при разрыве - 65%, увеличение объема при набухании - 150%.
Свойства 2 слоя: твердость по ШОРу А - 60, условная прочность при растяжении - 20 кгс/см2, относительное удлинение при разрыве - 45%, увеличение объема при набухании - 200%.
Свойства 3 слоя: твердость по ШОРу А - 70, условная прочность при растяжении - 25 кгс/см2, относительное удлинение при разрыве - 30%, увеличение объема при набухании - 250%.
Пример 2. На обезжиренную поверхность корпуса пакера наносят эпоксидную грунтовку, сушат в течение 60 минут, наносят слой эпоксидного клея, сушат в течение 40 минут. Корпус с высохшим клеевым слоем устанавливают в зажимное устройство сборочного станка. На корпус наклеивают исходный материал первого прослоя первого слоя в виде полотна. При вращении корпуса со скоростью 50 об/мин. наносят еще 4 прослоя исходного материала второго слоя по всей длине пакера. Толщина каждого прослоя составляет 2 мм. Конец полотна последнего прослоя прикатывают по всей длине пакера. Каждый последующий прослой накладывают на предыдущий с нахлестом в 2 мм. Нахлест прикатывают. После нанесения необходимого количества прослоев первого состава наносят 6 прослоев второго слоя и затем 8 прослоев третьего слоя по той же методике.
После нанесения всех слоев пакер забинтовывают бинтолентой при вращении трубы со скоростью 50 об/мин в три слоя. Забинтованный пакер заматывают прорезинной тканью.
Пакер помещается в вулканизационный котел, где производят вулканизацию резинового элемента под действием острого пара при температуре 147-151°С в течение 50 минут. После остывания пакер разбинтовывают и протачивают на токарном станке.
В качестве исходного материала первого слоя используют смесь, включающую, мас. ч.: каучук синтетический бутадиен-стирольный - 100, вулканизующую группу - 8,0 (сера молотая - 1,1 мас. ч., ускоритель Тиазол - 0,6 мас. ч., активатор вулканизации магнезия жженая - 6,3 мас. ч.), карбоксиметилцеллюлозаа - 345,0, наполнитель - углерод - 45,0, минеральное волокно - 30,0, дибутилфталат - 20,0.
В качестве исходного материала второго слоя используют смесь, включающую, мас. ч.: каучук синтетический бутадиен-стирольный - 100, вулканизующую группу - 12,0 (сера молотая - 1,3 мас. ч., ускоритель МВТ (каптакс) - 0,7 мас. ч., активатор вулканизации магнезия жженая - 10 мас. ч.), карбоксиметилцеллюлоза - 450,0, наполнитель - углерод - 45,0, минеральное волокно - 45,0, дибутилфталат - 20,0.
В качестве материала резиновой смеси третьего слоя используют, мас. ч.: каучук синтетический бутадиен-стирольный - 100, вулканизующую группу - 12,0 (сера молотая - 1,3 мас. ч., ускоритель TMTD (тиурам Д) - 0,7 мас. ч., активатор вулканизации магнезия жженая - 10 мас. ч.), карбоксиметилцеллюлоза - 600,0, наполнитель - углерод - 45,0, минеральное волокно - 60,0, дибутилфталат - 20,0.
После вулканизации слои имеют следующие свойства.
Свойства 1 слоя: твердость по ШОРу А - 55, условная прочность при растяжении - 25 кгс/см2, относительное удлинение при разрыве - 75%, увеличение объема при набухании - 200%.
Свойства 2 слоя: твердость по ШОРу А - 70, условная прочность при растяжении - 30 кгс/см2, относительное удлинение при разрыве - 55%, увеличение объема при набухании - 250%.
Свойства 3 слоя: твердость по ШОРу А - 80, условная прочность при растяжении - 35 кгс/см2, относительное удлинение при разрыве - 40%, увеличение объема при набухании - 300%.
Пример 3. На обезжиренную поверхность корпуса пакера наносят эпоксидную грунтовку, сушат в течение 45 минут, наносят слой эпоксидного клея, сушат в течение 35 минут. Корпус с высохшим клеевым слоем устанавливают в зажимное устройство сборочного станка. На корпус наклеивают исходный материал первого прослоя первого слоя в виде полотна. При вращении корпуса со скоростью 40 об/мин. наносят 2 прослоя первого слоя по всей длине пакера. Толщина каждого прослоя составляет 1,5 мм. Конец полотна последнего прослоя прикатывают по всей длине пакера. Каждый последующий слой резиновой смеси накладывают на предыдущий с нахлестом в 1,5 мм. Нахлест прикатывают. После нанесения необходимого количества прослоев первого слоя наносят 4 прослоя второго слоя и затем 5 прослоев третьего слоя по той же методике.
После нанесения всех слоев пакер забинтовывают бинтолентой при вращении со скоростью 40 об/мин. в три слоя. Забинтованный пакер заматывают прорезинной тканью.
Пакер помещают в вулканизационный котел, где производят вулканизацию под действием острого пара при температуре 147-151°С в течение 40 минут. После остывания пакер разбинтовывают и протачивают на токарном станке.
В качестве исходного материала первого слоя используют смесь, включающую, мас. ч.: каучук синтетический цис-изопреновый - 100, вулканизующую группу - 7,5 (сера молотая - 1,1 мас. ч., ускоритель Тиазол 2МБС (альтакс) - 0,6 мас. ч., активатор вулканизации магнезия жженая - 5,8 мас. ч.), абсорбирующий полимер - праестол - 300,0, наполнитель - каолин - 40,0, минеральное волокно - 25,0, пластификатор - ЭДОС - 17,0.
В качестве исходного материала второго слоя используют смесь, включающую, мас. ч.: каучук синтетический цис-изопреновый - 100, вулканизующую группу - 11,0 (сера молотая - 1,3 мас. ч., ускоритель серной вулканизации высокой активности сульфенамид Ц - 0,7 мас. ч., активатор вулканизации магнезия жженая - 9 мас. ч.), абсорбирующий полимер - праестол - 400,0, наполнитель - каолин - 40,0, минеральное волокно - 40,0, пластификатор - ЭДОС - 17,0.
В качестве исходного материала третьего слоя используют смесь, включающую, мас. ч.: каучук марки синтетический цис-изопреновый - 100, вулканизующую группу - 11,0 (сера молотая - 1,3 мас. ч., ускоритель МВТ (каптакс) - 0,7 мас. ч., активатор вулканизации магнезия жженая - 9 мас. ч.), абсорбирующий полимер - праестол - 500,0, наполнитель - каолин - 40,0, минеральное волокно - 50,0, пластификатор - ЭДОС - 17,0.
После вулканизации слои имеют следующие свойства.
Свойства 1 слоя: твердость по ШОРу А - 50, условная прочность при растяжении - 20 кгс/см2, относительное удлинение при разрыве - 70%, увеличение объема при набухании - 170%.
Свойства 2 слоя: твердость по ШОРу А - 65, условная прочность при растяжении - 20 кгс/см2, относительное удлинение при разрыве - 45%, увеличение объема при набухании - 200%.
Свойства 3 слоя: твердость по ШОРу А - 75, условная прочность при растяжении - 30 кгс/см2, относительное удлинение при разрыве - 35%, увеличение объема при набухании - 270%.
Промысловые испытания водоизолирующего пакера в скважине показали, что пакер обеспечивает надежное разобщение интервалов скважины в вертикальных, наклонных и горизонтальных стволах при любых перепадах давления перед и после пакера. Перетоков жидкости через пакер не наблюдалось.
Применение предложенного изобретения позволит решить задачу повышения изолирующей способности пакера.


Реферат
Изобретение относится к нефтяной промышленности и может найти применение при производстве водонабухающих пакеров. Техническим результатом является повышение изолирующей способности пакера. Водонабухающий пакер включает корпус и набухающий материал. Набухающий материал выполнен трехслойным, в качестве первого слоя набухающего материала использованы от 2 до 5 прослоев материала, имеющего прочность при растяжении порядка 15-25 кг/см, удлинение при разрыве порядка 65-75% и увеличение объема при набухании в воде порядка 150-200%. В качестве второго слоя набухающего материала использованы от 2 до 6 прослоев материала, имеющего прочность при растяжении порядка 20-30 кгс/см, удлинение при разрыве порядка 45-55% и увеличение объема при набухании в воде порядка 200-250%. В качестве третьего слоя набухающего материала использованы от 2 до 8 прослоев материала, имеющего прочность при растяжении порядка 25-35 кгс/см, удлинение при разрыве порядка 30-40% и увеличение объема при набухании в воде порядка 250-300%. Исходный материал первого прослоя первого слоя приклеен к корпусу, а все исходные материалы всех слоев подвергнуты совместной и одновременной вулканизации. 3 з.п. ф-лы, 3 табл., 3 пр.
Комментарии