Высокоселективный способ получения фенола и ацетона (процесс фан-98) - RU2142932C1
Код документа: RU2142932C1
Чертежи
Описание
Данное
изобретение относится к области нефтехимического синтеза, в частности к способу получения фенола, ацетона и альфа-метилстирола (АМС) кумольным методом. Указанный процесс включает несколько
основных
стадий, определяющих его селективность:
1. Окисление кумола (ИПБ) кислородом воздуха до гидропероксида кумола (ГПК);
2. Кислотное (с помощью H2SO4)
разложение
полученного ГПК;
3. Разделение продуктов разложения ГПК методом многоступенчатой ректификации.
Данное изобретение относится к процессу кислотного разложения ГПК и,
в
частности:
к улучшению расходных показателей процесса - снижению расхода сырья;
улучшению безопасности разложения ГПК за счет достижения равенства скоростей тепловыделения и
теплосъема;
снижению расхода пара и новому принципу контроля управления второй стадией процесса - превращения дикумилпероксида (ДКП) и диметилфенилкарбинола (ДМФК);
снижению
химических потерь целевых продуктов на стадии их разделения, достигаемое за счет изменения состава продуктов на выходе из ДКП-реактора.
Существует ряд методов получения фенола и ацетона кислотным разложением технического гидропероксида кумола (ГПК). Основное отличие методов состоит в использовании различной реакционной среды, в которой проводится реакция, и способе отвода значительного количества тепла (380 ккал/кг), выделяющегося при разложении ГПК.
В качестве реакционной среды, в процессах которых достигнута лучшая селективность, используется эквимольная смесь фенола и ацетона, в которую дополнительно вводится от 15 до 30 отн.% ацетона в расчете на технический ГПК [Патент США 5530166, 1996 г.; Патент США 4358618, 1982 г.]. Это позволяет достигнуть достаточно высокой селективности в процессе, определяемой часто по величине выхода ценного побочного продукта альфа-метилстирола (АМС), образующегося из диметилфенилкарбинола (ДМФК), присутствующего в техническом гидропероксиде кумола. Выход АМС [Патент США 5530166, 1996 г.; Патент США 4358618, 1982 г.] достигнут около 80%.
По способу отвода тепла, выделяющегося
при
разложении ГПК, процессы подразделяются на:
1. Процесс с испарением ацетона [Патент США 2663735, 1953 г.] и возвратом последнего в реактор;
2. Процесс со снятием выделяющегося
тепла
охлаждающей водой.
При адиабатическом разложении 100% ГПК под влиянием кислотного катализатора температура возрастает приблизительно до 700oC, причем тепло выделяется за доли секунд. Поэтому процесс разложения ГПК относится к категории чрезвычайно опасных процессов, и, соответственно, решение вопроса совмещения по скорости тепловыделения и теплосъема является актуальной задачей улучшения безопасности процесса.
В [Патент США 2663735, 1953 г.], где тепло реакции отводится за счет испарения ацетона, процесс тепловыделения и теплосъема полностью совмещен. Количество выделяемого при разложении 1 т ГПК тепла полностью снимается 2,2 - 3,0 т подаваемого в реактор ацетона. Испаренный ацетон конденсируется вне реактора и непрерывно возвращается в него. За счет этого реактор работает в требуемом с точки зрения безопасности режиме тепловой устойчивости. Однако режим тепловой устойчивости достигается только в условиях очень высокой по сравнению с другими процессами концентрации серной кислоты 0,12 - 0,13 мас.% (это является вынужденной мерой, так как подаваемый в продукты разложения в таком в большом количестве ацетон резко снижает активность серной кислоты, являющейся катализатором разложения ГПК). Следствием высокой концентрации кислоты является низкий выход целевых продуктов и высокое содержание микропримесей (0,15 мас. %), таких как оксид мезитила, гидроксиацетон, 2-метилбензофуран, сильно ухудшающих качество фенола. Требуемая с точки зрения химизма процесса низкая величина концентрации серной кислоты (0, 010-0,030 мас. %) в указанном процессе принципиально недостижима, поскольку из-за резкого снижения скорости разложения ГПК начинается его накопление в нижней части реактора с последующим тепловым взрывом. Т.е. при снижении концентрации серной кислоты реактор переходит в режим тепловой неустойчивости. Фактически процесс обладает тепловой устойчивостью только в условиях высокой концентрации серной кислоты, но последнее приводит к низкой селективности процесса, т.е. принцип тепловой устойчивости (безопасности) и принцип достижения высокой селективности находятся между собой в неразрешимом противоречии в процессе с испаряющимся ацетоном.
В процессах по патентам [Патент США 5530166, 1996 г.; Патент США 4358618, 1982 г. ; Патент США 5254751, 1993 г.] тепло реакции снимается многократно циркулируемыми через теплообменники продуктами реакции (реакционная масса разложения - РМР), охлаждаемыми водой. Теплообменники, количество которых, как правило, от двух до шести, по сути являются реакторами, в которых проводится разложение ГПК. От того, какой используется состав реакционной среды, диапазон концентрации кислоты, температурный профиль, и, соответственно, распределение конверсии ГПК по реакторам, зависит, какой тип процесса теплоустойчивый (т. е. безопасный) или теплонеустойчивый (опасный) протекает в реакторах. Чем выше конверсия ГПК в первом из нескольких последовательно установленных реакторов, и чем больше разница температур между первым и последующим реакторами, тем меньше тепловая устойчивость процесса. Фактически, чем более неизотермично проводится разложение ГПК, тем процесс сильнее сдвигается в более опасный режим.
Наиболее близки по техническому решению и достигаемым практическим результатам к предлагаемому изобретению является процесс по патенту [Патент США 5530166, 1996 г.], который и взят в качестве прототипа.
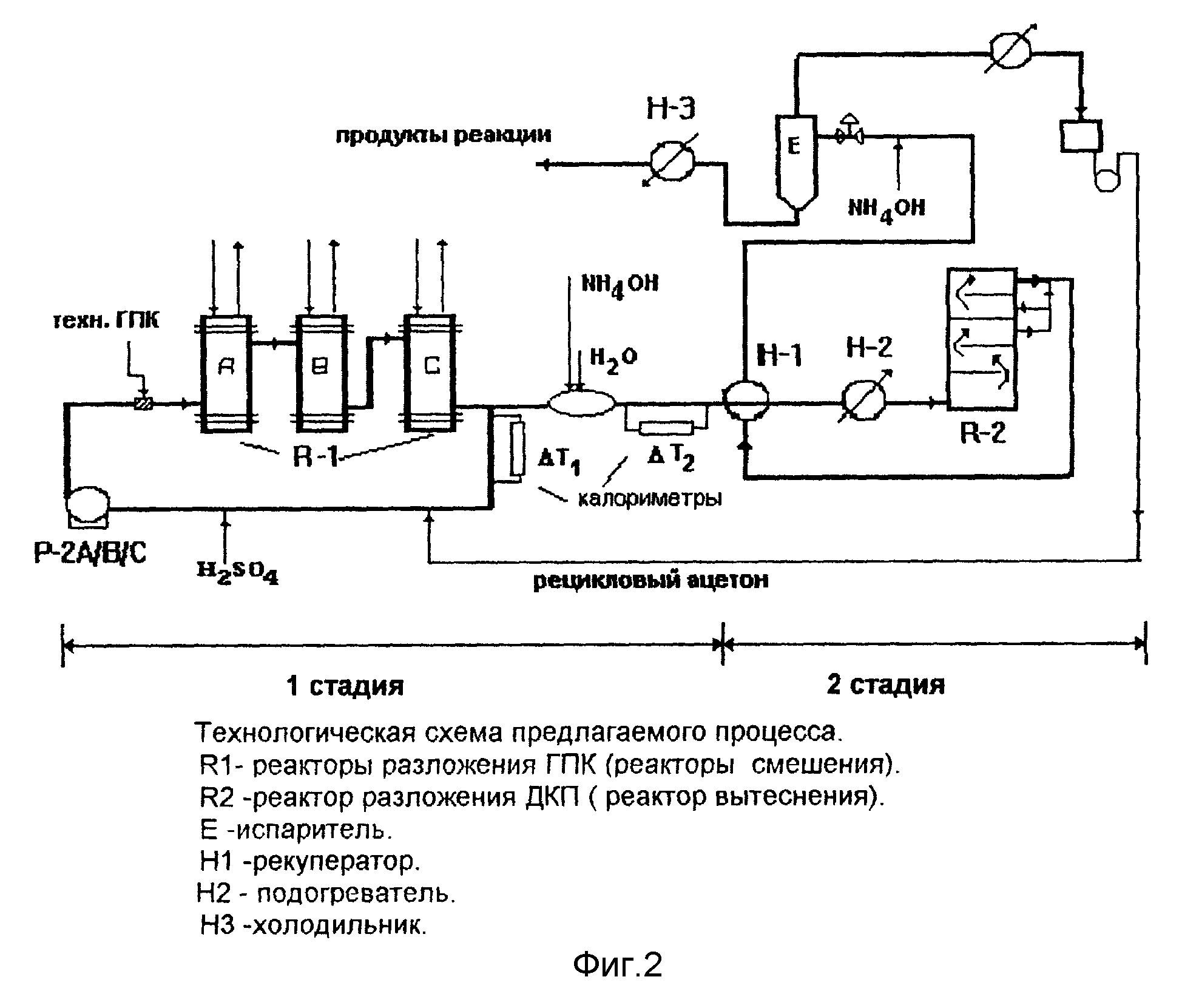
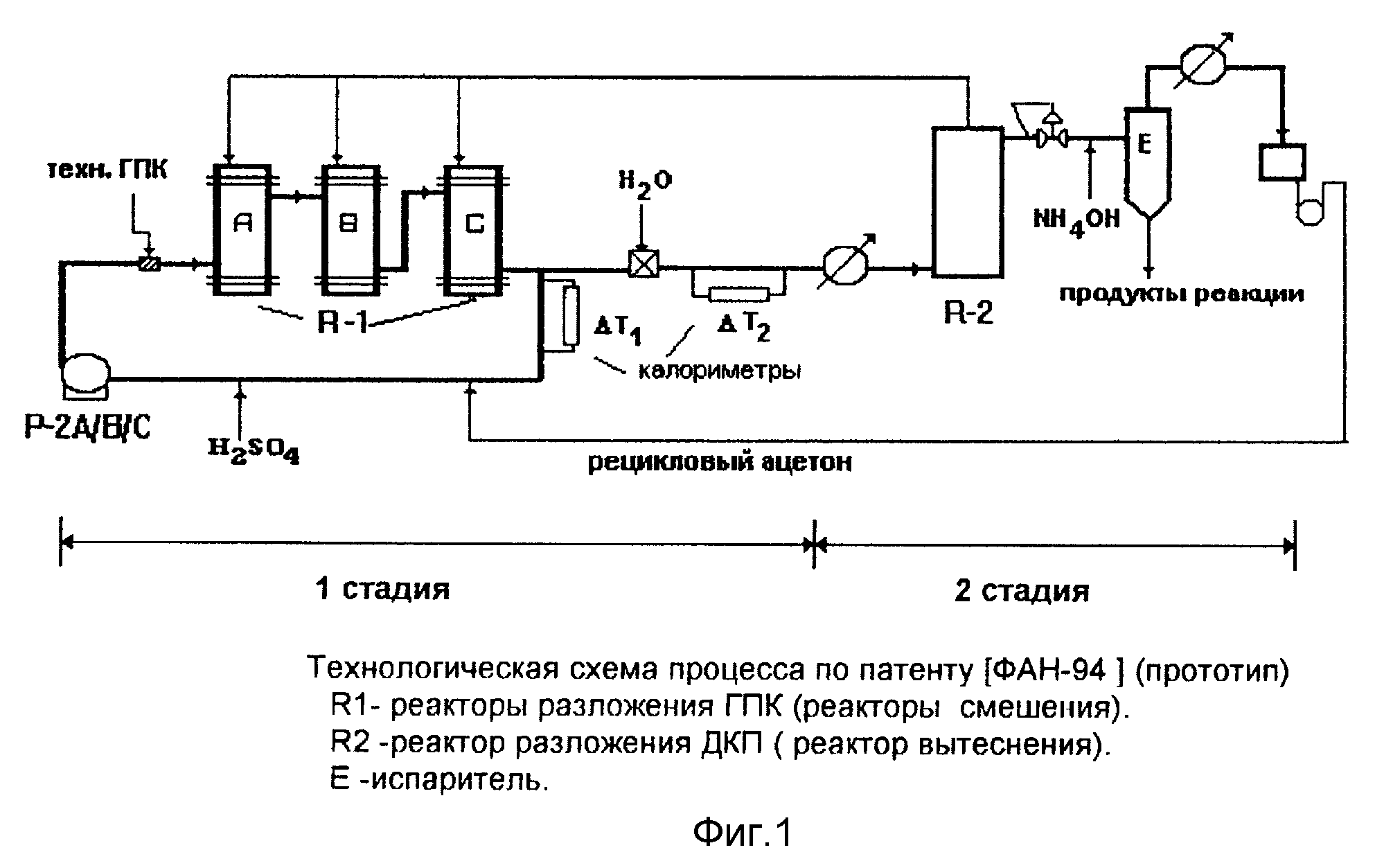
В [Патент США 5530166, 1996 г.] разложение ГПК и ДКП проводится в две стадии, причем реакторы разложения ГПК (реакторы смешения) и реактор превращения ДКП (реактор вытеснения) работают при одинаковом повышенном давлении от 2 до 10 атм (фиг. 1).
Разложение ГПК и ДКП осуществляется в
эквимольной смеси фенола-ацетона, содержащей до 12 мас.% кумола. Для понижения кислотных свойств серной кислоты и, соответственно, увеличения выхода
целевых продуктов (фенола, ацетона и АМС) в
реакционную среду подается дополнительно ацетон по алгоритму
Gац = GГПК • 0,125 [ГПК] + 35/(GГПК •
[ГПК]),
где Gац. GГПК - расходы дополнительного ацетона и технического ГПК соответственно, кг.час;
[ГПК] - концентрация ГПК в техническом ГПК, мас.%
что соответствует 12-14отн.% ацетона в
расчете на подаваемый технический ГПК.
Конверсия ГПК в зависимости от нагрузки поддерживается в первом реакторе 62-75%, во втором 87-94%, в третьем 94-98%, а температура, соответственно, 67-79oC, 78-67oC и 69-60oC. Вышеуказанный алгоритм подачи дополнительного количества ацетона, распределение температуры и конверсии ГПК по реакторам позволяет эксплуатировать процесс в широком диапазоне нагрузок.
Концентрация ГПК на выходе из реакторов 1 стадии составляет 0,14-0,43 мас.%, что соответствует величине ΔT1 в калориметре, с помощью которой осуществляют управление первой стадией процесса, равной 1-3oC.
В реактор разложения ДКП подают воду в количестве, обеспечивающем концентрацию воды в продуктах реакции 1,3-2,0 мас.%. Управление реактором второй стадии осуществляется через величину разности температур ΔT2, равную 1-3oC калориметра, установленного на линии перед реактором разложения ДКП. В реакторе разложения ДКП процесс протекает изотермически и при разных нагрузках поддерживается различная температура от 94oC при низких нагрузках до 99oC при высоких нагрузках. Управление процессом в целом (1 и 2 стадией) осуществляется через величину разности температур между двумя имеющимися в схеме калориметрами, причем указанная величина разности температур показаний калориметров составляет 0,2-0,3oC.
Для уменьшения неселективных потерь на стадии отпарки ацетона в линию потока перед испарителем подается аммиак с целью перевода серной кислоты в нейтральную соль (NH4)2SO4. В результате в процессе достигается достаточно высокий выход АМС 78,8-79,6 теор.%.
Целью настоящего изобретения является получение более высокого выхода целевых продуктов за счет увеличения выхода АМС до уровня 85-87% и сокращения химических потерь в колоннах разделения продуктов разложения, увеличения безопасности процесса за счет проведения разложения ГПК в условиях, близких к изотермическим, уменьшение энергетических затрат в процессе за счет сокращения количества рециркулируемого ацетона и рекуперации тепла реактором разложения ДКП и ДМФК, достижения постоянства конверсии ДКП на второй стадии процесса при изменении нагрузок и флуктуации режимных параметров, снижение неселективных потерь на стадии разделения продуктов разложения.
Указанная цель достигается за счет изменения состава реакционной среды в сравнении с прототипом, изменения температурных условий на первой и второй стадии, изменения конверсии ГПК в реакторах 1 стадии, изменения алгоритма управления реактором на второй стадии процесса (фиг.2).
Процесс разложения ГПК и ДКП в данном изобретении проводится также как и в прототипе в две стадии.
На первой стадии проводится разложение ГПК и синтез ДКП в реакторах смешения 1 - A, B, C под влиянием кислотного катализатора - серной кислоты. Количество подаваемой серной кислоты поддерживается в строгом соотношении по отношению к количеству подаваемого на разложение технического ГПК таким образом, чтобы ее концентрация в реакционной среде составляла не ниже 0,018 мас.% и не выше 0,02 мас.% в расчете на реакционную массу разложения. Содержание кумола в техническом ГПК составляет 10-12 мас.% в расчете на технический ГПК.
На первую стадию процесса подается дополнительное количество ацетона в количестве, не превышающем 8 отн.% в расчете на количество подаваемого технического ГПК. Количество дополнительного подаваемого ацетона поддерживается в узких рамках от 5 до 8 отн.% в расчете на технической ГПК, что позволяет устойчиво достигать требуемой величины конверсии ГПК при переменных нагрузках и флуктуациях режимных параметров. Скорость теплосъема и тепловыделения в каждом из трех последовательно установленных реакторов были сбалансированы так, чтобы разложение ГПК с одновременным синтезом ДКП протекали практически в изотермических условиях - в первом 47-50oC, во втором - 50-48oC и в третьем 48-50oC с конверсией ГПК по реакторам 42-50%, 67-73% и 78-82%, соответственно. Температура в указанных реакторах поддерживается практически постоянной, т. е. процесс в отличие от прототипа и [Патент США 5530166, 1996 г.] проводится в условиях, близких к изотермическим. Указанное выше распределение превращения ГПК и температуры в реакторах позволяет за счет строго определенной скорости разложения ГПК уравнять скорость выделения тепла и скорость теплосъема. Это позволяет сделать процесс значительно более безопасным, поскольку только уравновешенные по теплу во всех точках реакторов процессы относятся к категории безопасных.
Исключение в реакторах зон с повышенной температурой, наблюдаемой при традиционных способах разложения [Патент США 5530166, 1996 г.; Патент США 4358618, 1982 г.; Патент США 2663735, 1953 г.], приводит к дополнительному преимуществу - снижению скорости образования нежелательных побочных продуктов (димеров АМС и сложных фенолов), что позволяет повысить селективность стадии разложения ГПК и, как следствие, процесса в целом.
Вторая стадия процесса проводится в многосекционном реакторе вытеснения. Концентрация кислоты на второй стадии процесса поддерживается 0,09-0,10 мас. % в расчете на реакционную массу разложения. Разложение ДКП и диметилфенилкарбинола (ДМФК) на второй стадии осуществляется неизотермически при контролируемом подъеме температуры от 120 до 146oC и управления глубиной превращения ДКП и ДМФК путем одновременного изменения концентрации воды в продуктах разложения, температуры и степени перевода серной кислоты в NH4HSO4 при переменных нагрузках, причем контроль температуры осуществляется за счет установки в каждой из секций реактора термопары, и получаемый температурный профиль сравнивается с требуемым по кинетической модели температурным профилем на основании величин ΔT в каждой из секций реактора, и на основании указанных отклонений проводится корректировка количества подаваемой дополнительно в реактор воды, температуры и степени перевода серной кислоты в NH4HSO4 и реакция останавливается путем охлаждения и нейтрализации, когда 0, 05-0,01 мас.% ДКП в реакционной массе разложения остается непревращенным.
В реакторе протекает основная реакция - превращение ДКП до фенола, ацетона и АМС и побочная - превращение ДМФК в АМС, который является ценным побочным продуктом процесса, поскольку может быть либо превращен в кумол и, соответственно, возвращен в процесс на стадию получения ГПК, либо может быть выделен в виде товарного продукта.
Наряду с целевыми продуктами процесса - фенолом, ацетоном и АМС - в реакторе образуются нежелательные побочные продукты - димеры АМС и сложные фенолы.
Считается, что образование побочных продуктов протекает по классическому карбоний-ионному
механизму кислотно-каталитических реакций, то есть идет протонирование по двойной связи АМС с
образованием карбкатиона A
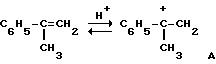
и последующее превращение A в сложные фенолы и димеры АМС:
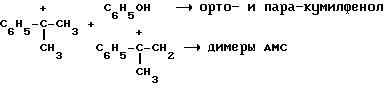
Проведенные нами исследования доказали, что реакционноспособной частицей является не вышеуказанный карбоний-ион, а образующийся оксониевой ион:
при взаимодействии с которым фенола и ДМФК образуются димеры АМС и сложные фенолы. Т.е. реакционноспособной частицей является не АМС, а молекула ДМФК.
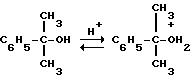
Установленный нами механизм реакции позволил по-другому посмотреть на условия проведения реакции превращения ДМФК в реакторе ДКП.
Фактически в процессе
устанавливается равновесие
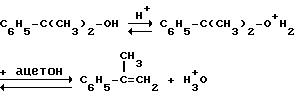
На положение указанного равновесия между 1 и 2 реакционноспособной и нереакционноспособными частицами, как показали проведенные нами исследования, одновременно влияют два ключевых фактора - состав растворителя (применительно к процессу - состав реакционной среды) и температура. Найденные теоретические доказательства механизма реакции позволили установить условия, при которых равновесие сдвигается в сторону целевого продукта - АМС.
Смещение указанного выше равновесия позволило сократить количество непревращенного ДМФК в 3-4 раза, уменьшить образование нежелательных побочных продуктов и достигнуть выхода АМС 85-87 теор.% в оптимальном режиме превращения ДМФК и ДКП на второй стадии процесса. Одновременно с вышеуказанным снижение количества ДМФК на выходе из реактора ДКП позволяет понизить количество образующихся нежелательных побочных продуктов в колоннах разделения полученных продуктов с 15-17 кг/т фенола до 8-10 кг фенола, что эквивалентно снижению расхода ИПБ на 7-8 кг/т.
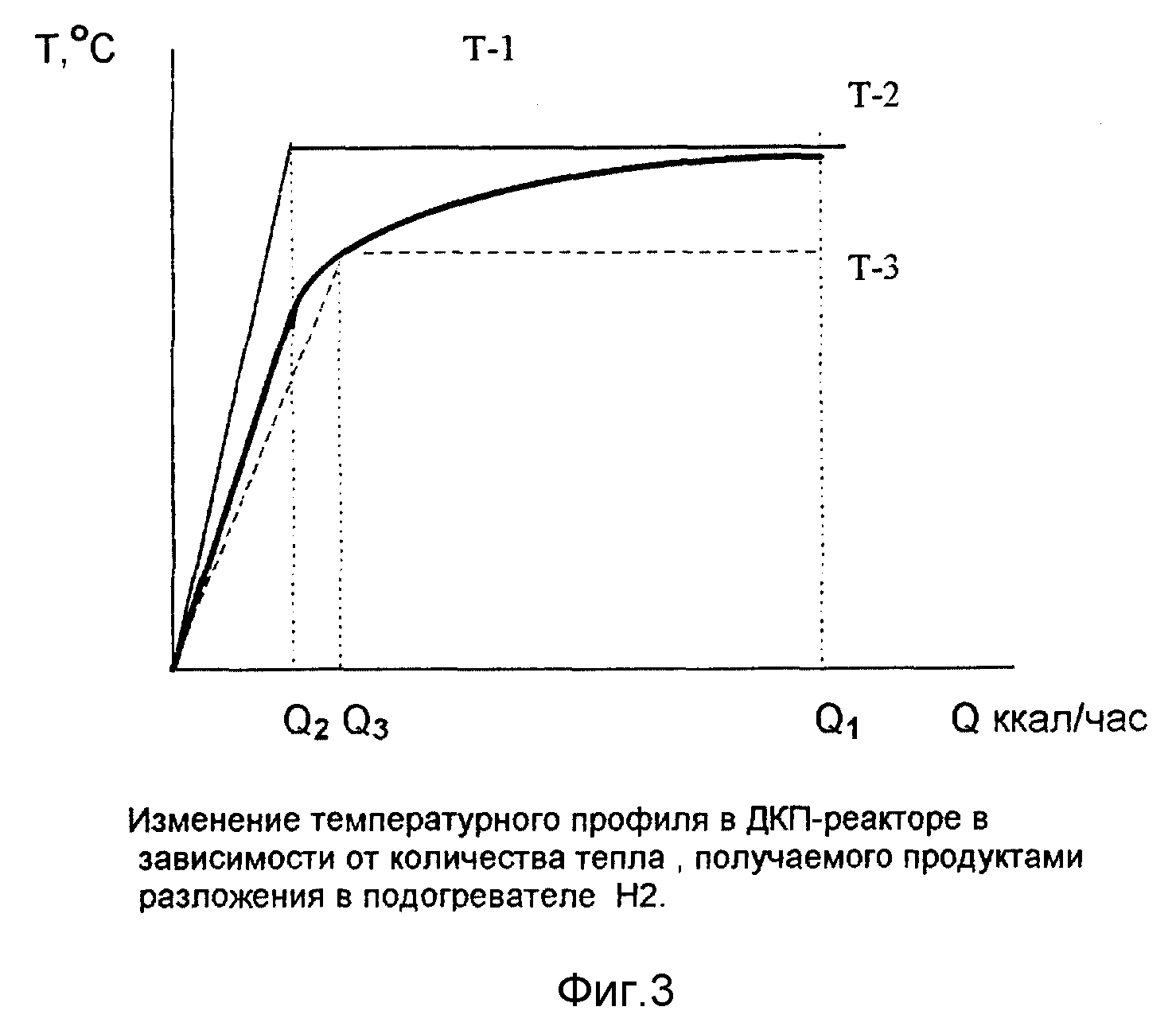
В процессе исследований нами было установлено, что тепловой эффект разложения ДКП составляет 214 ккал/кг. Используя найденный тепловой эффект реакции, было предложено проводить процесс разложения ДКП неизотермическим образом, как показано на фиг. 3.
В зависимости от количества получаемого тепла продуктами разложения в подогревателе Н-2 (см. технологическую схему фиг. 2), температурный профиль в реакторе ДКП может иметь принципиально различный характер, то есть изотермический, неизотермический и промежуточный между двумя вышеуказанными режимами, как показано на фиг. 3.
Конечные результаты по выходу АМС, несмотря на равенство температур на выходе из реактора для случая Т-1 и Т-2 и для случая Т-2 и Т-3, в котором средняя температура в реакторе одинаковая, получаются значимо различными. Худшие результаты получаются для случая Т-1, где температура в реакторе является практически постоянной (т.е. режим изотермический). В указанном режиме выход АМС составляет около 70 теор.%.
Лучшие результаты (выход АМС около 85-87 теор.%), когда процесс протекает неизотермическим образом (кривая Т-2). Для режима Т-3, в котором средняя температура равна средней температуре режима Т-2, получаются промежуточные между изотермическим и неизотермическим процессом результаты - выход АМС около 78-80 теор.%.
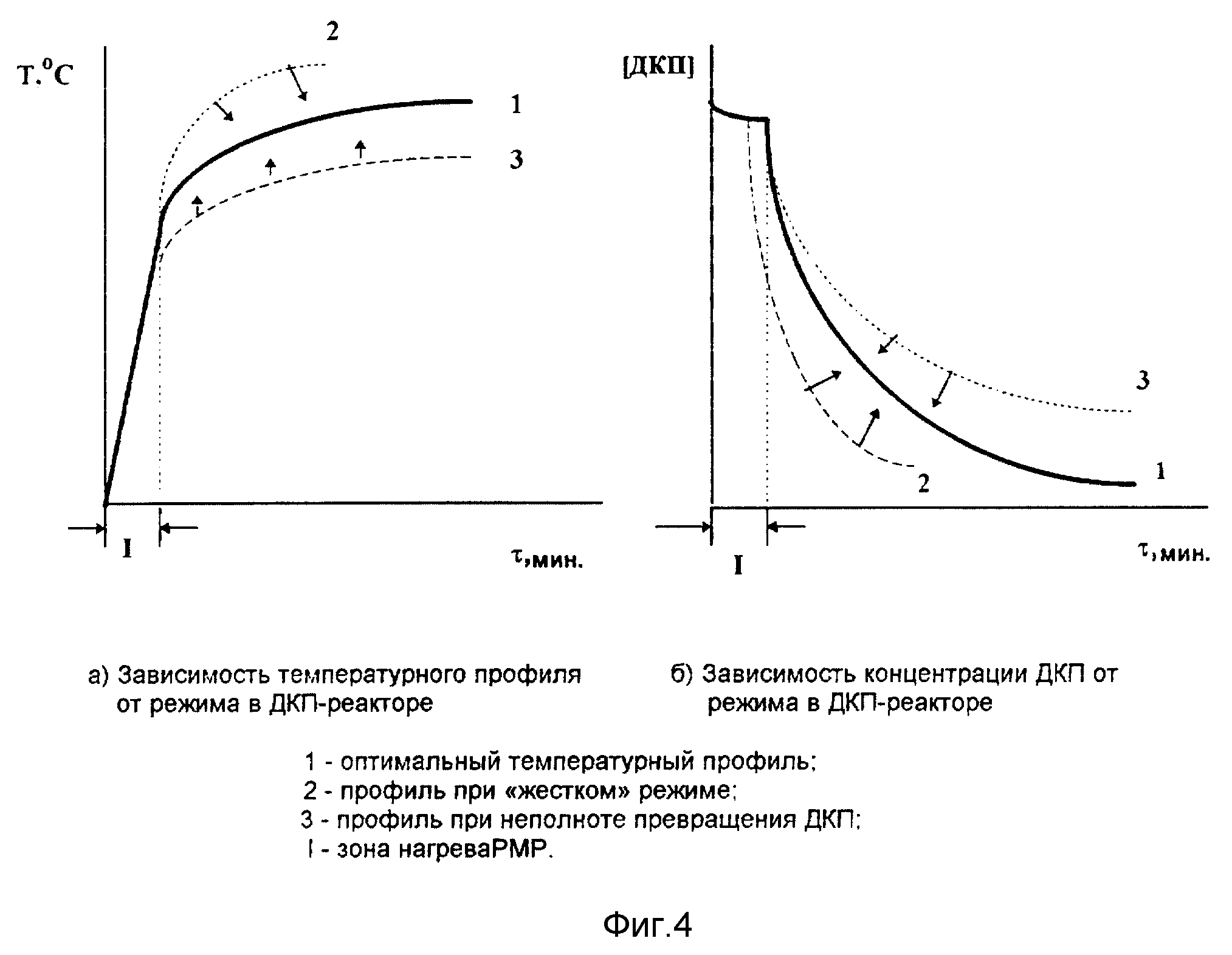
Для поддержания стабильно высокого выхода АМС в реакторе ДКП в каждой из его секций устанавливается термопара и получаемый температурный профиль сравнивается с оптимальным температурным профилем, полученным в разработанной нами кинетической модели. Отклонения температурного профиля при неполноте превращения ДКП или при конверсии ДКП, превышающей допустимую, в реакторе изменяется концентрация воды с тем, чтобы вернуть отклонившийся температурный профиль в первоначальное состояние, как показано на фиг. 4.
В "жестком" режиме 2 в реактор подается дополнительное количество воды, что снижает кислотные свойства катализатора и позволяет снизить температурный профиль в сторону оптимального.
При неполноте превращения ДКП (режим 3) в реакторе снижается количество подаваемой в него воды и повышается температура в подогревателе, установленном перед реактором ДКП. Это позволяет поднять скорость разложения ДКП и достигнуть требуемой величины конверсии ДКП.
Оптимальному температурному профилю 1 отвечает оптимальная кривая изменения концентрации ДКП (фиг. 4б, кривая 1), "жесткому" режиму отвечает кривая 2, "мягкому" режиму - кривая 3.
Отличительными
особенностями разработанного нами процесса от прототипа [Патент США 5530166, 1996 г.] являются:
1. Процесс
разложения ГПК в реакторах смешения проводится за счет сбалансированных скоростей
тепловыделения и теплосъема, т.е. в условиях, очень близких к изотермическим, что обеспечивает проведение процесса в
безопасных условиях;
2. Процесс разложения ДКП в реакторе вытеснения
проводится неизотермически при контролируемом подъеме температуры от 120 до 146oC и управления глубиной
превращения ДКП и ДМФК путем одновременного изменения концентрации воды в продуктах
разложения, температуры и степени перевода серной кислоты в NH4HSO4 при переменных нагрузках,
причем контроль температуры осуществляется за счет установки в каждой из секций
реактора термопары, и получаемый температурный профиль сравнивается с требуемым по кинетической модели температурным
профилем на основании величин ΔT в каждой из секций реактора, и на
основании указанных отклонений проводится корректировка количества подаваемой дополнительно в реактор воды, температуры и
степени перевода серной кислоты в NH4HSO4;
3.
За счет сокращения количества рециркулируемого ацетона и рекуперации тепла реактором разложения ДКП и ДМФК уменьшаются
энергетические затраты в процессе;
4. За счет изменения состава
реакционной среды и изменения алгоритма управления реактором на второй стадии процесса выход ценного побочного продукта АМС
увеличивается до 85-87 теор.%.
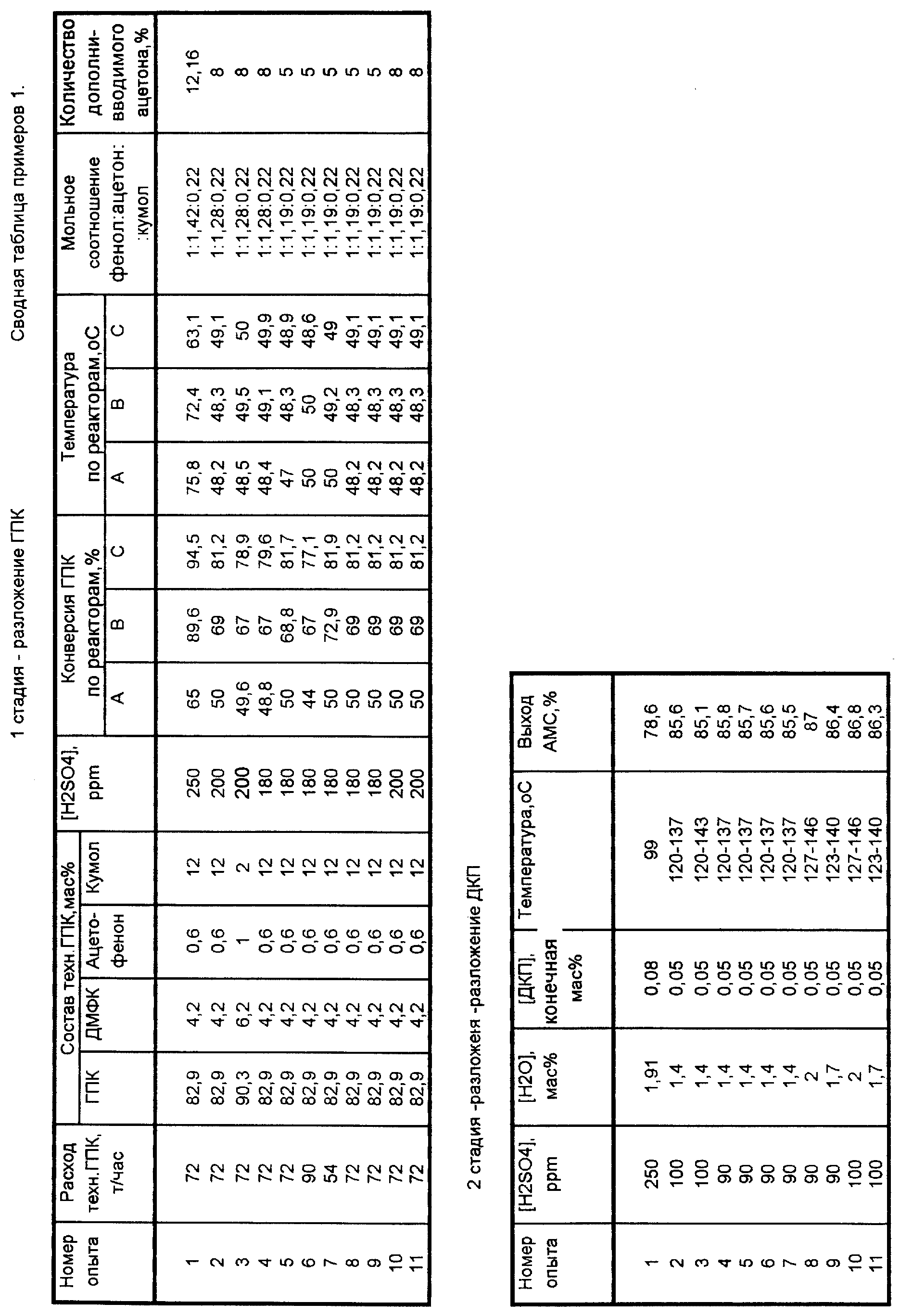
Указанные преимущества и отличия разработанной технологии демонстрируются примерами 1-11 (сводная таблица примеров - табл. 1).
Пример 1 (сравнительный по прототипу).
В реакторный блок,
состоящий из трех последовательно соединенных реакторов трубчатого типа, при повышенном давлении 2-10 атм подается 72 т/час
технического ГПК следующего состава, мас.%:
гидропероксид кумола
- 82,9
кумол - 12,0
диметилфенилкарбинол - 4,2
ацетофенон - 0,6
дикумипероксид - 0,3
В циркулирующий поток продуктов разложения также непрерывно подается
ацетон согласно заявленному алгоритму в количестве 9976 кг/час ( ~ 12,16% от количества подаваемого ГПК).
В результате введения в реактор дополнительного количества ацетона реакционная среда имеет состав, характеризуемый мольным отношением фенол : ацетон : кумол, равным 1 : 1,42 : 0,22.
В циркулирующий поток продуктов разложения также непрерывно подается серная кислота в количестве 21 кг/час (содержание в реакционной массе 0,0250 мас.%) и вода в количестве 2 кг/час.
Конверсия ГПК поддерживается в первом реакторе 65%, во втором 89,6%, в третьем 94,5%, а температура, соответственно, 75,8oC, 72,4oC и 63,1oC.
Концентрация ГПК на выходе из реакторов 1 стадии составляет 0,21 мас.%, что соответствует величине ΔT1 в калориметре, с помощью которой осуществляется управление первой стадией процесса, равной 1,59oC.
Разложение образующейся в циркуляционном контуре ДКП проводится в адиабатическом двухсекционном реакторе вытеснения. В линию подачи сырья в реактор разложения ДКП непрерывно подается вода в количестве 716,6 кг/час так, чтобы концентрация последней на выходе из реактора составляла 1,91 мас.%.
В реакторе разложения ДКП поддерживается тот же состав реакционной среды, т.е. соотношение фенол : ацетон : кумол, что и в реакторе разложения ГПК.
Управление реактором второй стадии ведется через величину разности температур ΔT2, равную 1,34oC калориметра, установленного на линии перед реактором разложения ДКП. В реакторе разложения ДКП процесс протекает изотермически при температуре 99oC. Управление процессом в целом (1 и 2 стадией) осуществляется через величину разности температур между двумя имеющимися в схеме калориметрами, указанная величина разности температур показаний калориметров составляет 0,25oC.
Дополнительно введенный на стадии разложения ГПК в реакционную среду ацетон выводится в испарителе, установленном после реактора разложения ДКП. Отогнанный в испарителе и сконденсированный в холодильнике ацетон направляется в рецикл на стадию разложения ГПК.
Для снижения неселективных потерь целевых продуктов (фенол и АМС) в испаритель подается водный раствор аммиака для перевода серной кислоты в нейтральную соль (NH4)2SO4.
Выход АМС после стадии разложения составляет 78,6 теор.%.
Пример 2.
Технический ГПК состава, представленного в примере 1, в количестве 72 т/час подается на стадию разложения, осуществляемую, как дано в описании схемы процесса выше.
Разложение ГПК осуществляется в реакционной среде, содержащей эквимольное количество ацетона и фенола, 12% кумола и 8 отн.% дополнительно введенного ацетона в расчете на технический ГПК. В реакционной среде поддерживается мольное отношение фенол : ацетон : кумол, равное 1 : 1,28 : 0,22.
Расход серной кислоты составляет 16,6 кг/час, при этом концентрации серной кислоты в реакционной массе соответствует 0,020 мас.%.
Конверсия ГПК поддерживается в первом реакторе 50%, во втором 69,0%, в третьем 81,16%, а температура, соответственно, 48,2oC; 48,3oC и 49,1oC. Температурный профиль в реакторах разложения ГПК близок к изотермическому.
Разложение ДКП проводят в многосекционном реакторе вытеснения неизотермически при контролируемом подъеме температуры от 120 до 137oC, снабженным системой для независимого принудительного поддержания заданной температуры в каждой из секций.
В линию подачи сырья в реактор разложения ДКП непрерывно подается вода в количестве 418,9 кг/час так, чтобы концентрация последней на выходе из реактора составляла 1,4 мас.%. и водный раствор 5% аммиака в количестве 57,5 кг/час, с тем, чтобы обеспечить степень перевода серной кислоты в NH4HSO4, равную 50%.
Дополнительно введенный на стадию разложения ГПК в реакционную среду ацетон выводится в испарителе, установленном после реактора разложения ДКП. Отогнанный в испарителе и сконденсированный в холодильнике ацетон направляется в рецикл на стадию разложения ГПК. Для снижения неселективных потерь целевых продуктов (фенол и АМС) в испаритель отгонки дополнительного кумола подается водный раствор аммиака для перевода серной кислоты в нейтральную соль (NH4)2SO4.
Выход АМС после стадии разложения составляет 85,6 теор.%.
Пример 3.
Процесс разложения ГПК
проводится аналогично примеру 2 с тем отличием, что на разложение подается технический ГПК следующего состава. мас.%:
гидропероксид кумола
- 90,3
кумол - 2,0
диметилфенилкарбинол - 6,2
ацетофенон - 1,0
дикумипероксид - 0,5
Конверсия ГПК поддерживается в первом реакторе - 49,6%, во втором - 67,
0%, в третьем - 78,9%, а температура,
соответственно, 48,5oC; 49,5oC и 50,0oC.
Разложение ДКП проводят в многосекционном реакторе вытеснения неизотермически при контролируемом подъеме температуры от 120 до 143oC, снабженным системой для независимого принудительного поддержания заданной температуры в каждой из секций.
В линию подачи сырья в реактор разложения ДКП непрерывно подается вода в количестве 198,7 кг/час так, чтобы концентрация последней на выходе из реактора составляла 1,4 мас. % и водный раствор 5% аммиака в количестве 60,3 кг/час с тем, чтобы обеспечить степень перевода серной кислоты в NH4HSO4, равную 50%.
Выход АМС после стадии разложения составляет 85,1 теор.%.
Пример 4.
Процесс проводится аналогично примеру 2 с тем отличием, что в циркулирующий поток продуктов разложения подается 15,1 кг/час серной кислоты, что приводит к снижению ее концентрации в реакторах разложения ГПК до 0,018 мас. % в расчете на реакционную массу разложения.
Конверсия ГПК поддерживается в первом реакторе 48, 8%, во втором 67,0%, в третьем 79,6%, а температура, соответственно, 48,40oC; 49,1oC и 49,9oC.
Разложение ДКП проводят в многосекционном реакторе вытеснения неизотермически при контролируемом подъеме температуры от 120 до 139oC, снабженным системой для независимого принудительного поддержания заданной температуры в каждой из секций.
Выход АМС после стадии разложения составляет 85,8 теор.%.
Пример 5.
Разложение ГПК проводят аналогично примеру 2 с тем отличием, что разложение осуществляется в реакционной среде, в которой поддерживается мольное отношение фенол : ацетон : кумол, равное 1 : 1,19 : 0,22, что соответствует 5 отн.%. дополнительно введенному ацетону в расчете на технический ГПК.
Концентрации серной кислоты в реакционной массе соответствует 0,018 мас. % в расчете на реакционную массу разложения.
Конверсия ГПК поддерживается в первом реакторе 50,0%, во втором 68,8%, в третьем 81,7%, а температура, соответственно, 47,0oC; 48,3oC и 48,9oC.
Разложение ДКП проводят в многосекционном реакторе вытеснения неизотермически при контролируемом подъеме температуры от 120 до 135oC, снабженным системой для независимого принудительного поддержания заданной температуры в каждой из секций.
Выход АМС после стадии разложения составляет 85,7 теор.%.
Пример 6.
Разложение ГПК проводят аналогично примеру 4 с тем отличием, что подача сырья составляет 90 т/час, т.е. на 25% больше, чем в прототипе.
Конверсия ГПК поддерживается в первом реакторе 44,0%, во втором 67,0%, в третьем 77,1%, а температура, соответственно, 50,0oC; 50,0oC и 48,6oC.
Разложение ДКП проводят в многосекционном реакторе вытеснения неизотермически при контролируемом подъеме температуры от 120 до 137oC, снабженным системой для независимого принудительного поддержания заданной температуры в каждой из секций.
Выход АМС после стадии разложения составляет 85,6 теор.%.
Пример 7.
Разложение ГПК проводят аналогично примеру 4 с тем отличием, что подача сырья составляет 54 т/час, т.е. на 25% меньше чем в прототипе.
Конверсия ГПК поддерживается в первом реакторе 50,0%, во втором 72,9%, в третьем 81,9%, а температура, соответственно, 50,0oC; 49,2oC и 49,0o C.
Разложение ДКП проводят в многосекционном реакторе вытеснения неизотермически при контролируемом подъеме температуры от 120 до 137oC, снабженным системой для независимого принудительного поддержания заданной температуры в каждой из секций.
Выход АМС после стадии разложения составляет 85,5 теор.%.
Пример 8.
Разложение ГПК проводят аналогично примеру 4 с тем отличием, что в реакционную массу разложения ГПК перед подачей сырья на разложение ДКП вводится 886,0 кг/час воды так, чтобы ее концентрация в реакторе разложения ДКП составила 2,0 мас.%.
Процесс разложения ДКП проводится неизотермически при контролируемом подъеме температуры от 129 до 146oC.
Выход АМС после стадии разложения составляет 87,0 теор. %.
Пример 9.
Разложение ГПК проводят аналогично примеру 7 с тем отличием, что в реакционную массу разложения ГПК перед подачей сырья на разложение ДКП вводится 629,0 кг/час воды так, чтобы ее концентрация в реакторе разложения ДКП составила 1,7 мас.%.
Процесс разложения ДКП проводится неизотермически при контролируемом подъеме температуры от 125 до 142oC.
Выход АМС после стадии разложения составляет 86,4 теор.%.
Пример 10.
Разложение ГПК проводят аналогично примеру 2 с тем отличием, что в реакционную массу разложения ГПК перед подачей сырья на разложение ДКП вводится 886,0 кг/час воды так, чтобы ее концентрация в реакторе разложения ДКП составила 2,0 мас.%. Процесс разложения ДКП проводится неизотермически при контролируемом подъеме температуры от 129 до 146oC.
Выход АМС после стадии разложения составляет 86,8 теор.%.
Пример 11.
Разложение ГПК проводят аналогично примеру 9 с тем отличием, что в реакционную массу разложения ГПК перед подачей сырья на разложение ДКП вводится 629,0 кг/час воды, так чтобы концентрация воды в реакторе разложения ДКП составила 1,7 мас.%. Процесс разложения ДКП проводится неизотермически при контролируемом подъеме температуры от 125 до 142oC.
Выход АМС после стадии разложения составляет 86,3 теор.%.
Реферат
Изобретение относится к получению фенола и ацетона разложением технического гидропероксида кумола (ГПК). Разложение ГПК на фенол, ацетон и α-метилстирол проводится в присутствии серной кислоты так, что скорость тепловыделения и скорость теплосъема сбалансированы в каждом из трех последовательно установленных реакторов и разложение ГПК протекает в практически изотермических условиях: 47-50oС в первом реакторе, 50-48oС во втором реакторе и 48-50o C в третьем реакторе. Соответственно конверсии ГПК по реакторам поддерживают в пределах 43-50%, 67-73% и 78-82%. Концентрация серной кислоты на стадии разложения ГПК составляет 0,018-0,020 мас.%. Разложение ГПК осуществляют в реакционной среде, содержащей эквимольное количество фенола и ацетона, 10-12 мас.% кумола и 5-8 мас.% дополнительно вводимого ацетона в расчете на технический ГПК. На второй стадии процесса осуществляют разложение дикумилпероксида (ДКП) и диметилфенилкарбинола (ДМФК) в многосекционном реакторе вытеснения в неизотермическом режиме при контролируемом подъеме температуры от 120 до 146oС. Глубину превращения ДКП и ДМФК регулируют путем одновременного изменения концентрации воды в продуктах разложения, температуры и степени перевода серной кислоты в NH4HSO4. Контроль температуры осуществляют установленной в каждой из секций реактора термопары и получаемый температурный профиль сравнивают с темпера- турным профилем кинетической модели на основании величин Т в каждой из секций реактора. По результатам полученных отклонений проводится корректировка технологического режима. В результате улучшаются экономические показатели, снижается расход сырья. 2 табл., 4 ил.
Комментарии