Способ высокоскоростного покрытия сердцевин кондитерских продуктов - RU2478298C2
Код документа: RU2478298C2
Чертежи




Описание
Настоящая заявка является частичным продолжением заявки на патент США с серийным № 09/374935, "Непрерывное покрытие жевательных материалов", поданной 16 августа 1999 г., которая включена в данное описание посредством ссылки.
Настоящее изобретение касается кондитерских продуктов, которые имеют наружную оболочку или покрытие, а более конкретно к способам покрытия кусочков или сердцевин такого кондитерского продукта, как жевательная резинка, материалами на основе сахара и не содержащими сахара.
Настоящее изобретение в общем касается кондитерских продуктов. Более конкретно, настоящее изобретение касается кондитерских продуктов, имеющих внешнюю оболочку или покрытие, сиропов для образования внешних покрытий и способов покрытия этих продуктов сиропами с образованием твердых внешних оболочек.
В настоящее время известно множество типов покрытых кондитерских продуктов. Такие кондитерские продукты, в частности, включают жевательную резинку и пузырящуюся жевательную резинку. Жевательные резинки (жевательные продукты) обычно состоят из водорастворимой части и из нерастворимой части и содержат подсластители. Известны также различные процессы производства множества различных типов жевательной резинки. Например, известно, что при получении жевательных резинок и других кондитерских продуктов на них наносят внешнее покрытие. Покрытие на основе сахара или не содержащее сахара может создавать у потребителя начальный сладкий вкус или другое желательное ощущение, хрустящее восприятие при жевании, а также гладкий внешний вид продукта. Известно множество таких жевательных резинок, например, "Chiclets" и "Dentyne Ice".
Для покрывания жевательных резинок прежде использовали сахарные сиропы для образования покрытий или оболочек. Сахарные сиропы обычно обеспечивали продукт, имеющий гладкий внешний вид, с хрустящим покрытием, а также начальную сильную сладость. В последние годы начали использовать и другие типы сиропов для изготовления покрытых жевательных резинок, такие как сиропы, не содержащие сахара.
Процесс покрытия кусочков или сердцевин жевательных резинок является длительным и трудоемким и включает множество операций. Чтобы получить гладкое и толстое внешнее покрытие, сердцевины должны пройти пятьдесят или больше отдельных операций нанесения покрытия. Каждая из операций покрытия включает распыление (напыление) материала в виде сиропа на сердцевины, галтовку или вращение (переворачивание) сердцевин в соответствующем аппарате и сушку каждого из последовательных покрытий, например, горячим воздухом. Часто используют порошкообразные покрытия для нанесения начального покрытия на сердцевины, после чего наносят жидкие покрытия, чтобы получить ровную и гладкую внешнюю поверхность. Известные процессы нанесения покрытий требуют до 5-6 часов или более, чтобы получить покрытые жевательные резинки удовлетворительного качества.
Было бы желательно усовершенствовать способ нанесения покрытий и повысить качество готовых покрытых изделий, а также повысить скорость процесса нанесения покрытий, особенно для изделий типа жевательных резинок. Повышение скорости процесса нанесения покрытий обеспечит повышение производительности и, соответственно, снижение производственных и трудовых затрат и повышение дохода изготовителя.
Задача настоящего изобретения состоит в обеспечении улучшенного кондитерского продукта, такого как покрытая жевательная резинка. Другой задачей настоящего изобретения является усовершенствование способа нанесения покрытия для изготовления покрытых жевательных продуктов.
Другой задачей настоящего изобретения является создание способа нанесения покрытия, который позволяет повысить скорость всего процесса нанесения покрытий. Еще одной задачей настоящего изобретения является обеспечение покрытого жевательного продукта такого же качества, что и существующие покрытые жевательные продукты, но более быстрым и эффективным образом.
Настоящее изобретение обеспечивает улучшенный покрытый кондитерский продукт и способ его производства. В частности, увеличено содержание сухих веществ в сиропе для нанесения покрытия на кусочки и сердцевины. Это приводит к снижению содержания жидкости в сиропе и позволяет сократить период сушки покрытия. Сиропы с повышенным содержанием сухих веществ хранят при повышенной температуре, чтобы предотвратить осаждение сухих веществ или их кристаллизацию из раствора до их распыления на кусочки или сердцевины. Баки для хранения или резервуары, в которых содержится сироп, имеют нагревательные средства, такие как рубашки с горячей водой или электрические системы нагревания. Кроме того, трубопроводы, по которым транспортируется сироп из баков для хранения к участку нанесения покрытия, также подогреваются подобным образом.
Настоящее изобретение позволяет наносить покрытия как из материалов на основе сахара, так и из не содержащих сахара материалов. В соответствии с настоящим изобретением предлагается способ, который является более быстрым, дешевым и эффективным по сравнению с известными способами, причем он позволяет получить покрытое изделие такого же высокого качества, как и существующие покрытые изделия.
В соответствии с альтернативными вариантами время сушки, температуру воздуха для сушки покрытий и концентрацию сиропа изменяют в ходе процесса нанесения покрытий. Эти параметры могут быть изменены в ходе процесса на каждой стадии или на каждой группе стадий. За счет регулирования этих параметров могут быть получены покрытые изделия улучшенного качества.
Другие задачи, преимущества и характеристики изобретения будут понятны из последующего подробного описания, приведенного со ссылкой на сопроводительные чертежи, а также из формулы изобретения.
Краткое описание чертежей
Фиг.1 - схематичный вид примерной системы для использования в соответствии с настоящим изобретением;
фиг.2 - альтернативная система для использования в соответствии с настоящим изобретением;
фиг.3 и 4 - таблицы параметров для примерных систем в соответствии с вариантами настоящего изобретения, при использовании сиропов на основе сахара;
фиг.5 - график, иллюстрирующий преимущества настоящего изобретения в случае покрытий на основе сахара;
фиг.6 - таблица параметров для примера системы в соответствии с вариантом настоящего изобретения в случае покрытий, не содержащих сахара;
фиг.7 - график, иллюстрирующий преимущества настоящего изобретения в случае покрытий, не содержащих сахара.
Настоящее изобретение позволяет получать имеющие внешнее покрытие или покрытые кондитерские продукты повышенного качества, а также позволяет создать усовершенствованные способы покрытия этих продуктов. Хотя в описанном ниже предпочтительном варианте кондитерским продуктом является жевательная резинка, следует иметь в виду, что настоящее изобретение не ограничивается только жевательными продуктами. Настоящее изобретение позволяет получать разнообразные имеющие внешнее покрытие или покрытые пищевые или кондитерские продукты. Настоящее изобретение может также использоваться для покрытия фармацевтических продуктов.
Для удобства и упрощения описания термин "жевательная резинка" используется здесь для обозначения всех типов жевательных продуктов и не ограничивает область применения изобретения только жевательными продуктами. Например, настоящее изобретение может использоваться для создания процессов покрытия или систем, позволяющих производить любые покрытые жевательные продукты, в том числе пузырящуюся жевательную резинку ("баббл-гам"), не содержащую сахара жевательную резинку и жевательную резинку на основе сахара.
В общем, настоящее изобретение предусматривает повышение содержания сухих веществ в материале или системе в виде сиропа, используемом для осуществления одного или нескольких стадий способа нанесения покрытия, используемого для покрытия жевательных кусочков или сердцевин. Растворы сиропа обычно включают сахаросодержащий или не содержащий сахара материал в водном растворе. Высокое содержание сухих веществ в растворе сиропа поддерживают за счет повышенной температуры, чтобы избежать осаждения сухих веществ в виде сахаросодержащего или не содержащего сахар материала или его кристаллизации из раствора. При более высоком содержании сухих веществ и при наличии системы подогрева сушка напыляемых покрытий может осуществляться быстрее и более эффективно. Это сокращает период, требуемый для осуществления всего процесса нанесения покрытия, и позволяет повысить производительность, в результате чего повышается количество продуктов, которые могут быть произведены в единицу времени. Настоящее изобретение может использоваться как для растворов сахарного сиропа, так и для растворов сиропа, не содержащего сахара. Предпочтительным ингредиентом не содержащих сахара растворов является полиол, такой как мальтит.
Предпочтительная система 100 для использования в соответствии с настоящим изобретением показана схематично на фиг.1. Система 100 включает покрывающее устройство 102, в котором то покрывают, то сушат небольшие кусочки или сердцевины 120 из жевательного материала, пока не будет образовано готовое твердое и толстое покрытие. Покрывающее устройство 102 обычно содержит внутренний барабанный или сетчатый механизм 104, в который загружают кусочки или сердцевины 120. Барабан 104 приводят во вращение с помощью механизма обычного типа (не показан). Исходные кусочки или сердцевины 120 из жевательного материала могут быть получены традиционным процессом любого типа, например, в смесителе 122 периодического действия. Жевательный материал получают за счет образования смеси обычным образом, из которой за счет прокатки затем получают надрезанные листы сердцевин или непосредственно отдельные кусочки. Указанные листы, кусочки или сердцевины затем транспортируют соответствующим конвейерным устройством 124 и вводят в покрывающее устройство 102. Следует учесть, что указанные материалы могут подаваться в покрывающее устройство 102 и вручную.
После введения кусочков или сердцевин в покрывающее устройство, проводят ряд повторных операций нанесения покрытия. Каждая операция нанесения покрытия включает распыление материала сиропа на сердцевины, которые вращаются, галтуются и распределяются в устройстве, а затем их сушку нагретым воздухом. Для эффективного покрытия кусочков или сердцевин из жевательной резинки, операции распыления, распределения и сушки обычно повторяют пятьдесят раз или более.
Сначала сердцевины могут быть покрыты более густой композицией сиропа или даже могут быть покрыты сухим порошком, чтобы получить начальный слой покрытия. После образования начальных слоев обычно используют более тонкие слои растворов сиропа, чтобы получить более гладкое покрытие на изделиях.
Материал сиропа 130 распыляют с использованием нескольких распылительных насадок 132, расположенных внутри покрывающего устройства 102. Материал сиропа 130 подают из бака или резервуара 134, который обычно расположен в непосредственной близости от покрывающего устройства. Материал сиропа 130 транспортируют по трубопроводу 136 к нагревателю 138, а затем в распылительные насадки 132.
В соответствии с настоящим изобретением поддерживают повышенную температуру материала сиропа 130, как в резервуаре или баке 134, так и на всем протяжении трубопровода 136 до покрывающего устройства. Для этого используют рубашку с горячей водой или электрический нагреватель 140, что позволяет поддерживать повышенную температуру сиропа в баке или резервуаре 134. Кроме того, используют рубашку с горячей водой или электрический нагреватель 142, что позволяет поддерживать повышенную температуру сиропа в трубопроводе 136. Поскольку системы нагревания с использованием рубашки с горячей водой или электрического нагревателя хорошо известны, они здесь не описываются более подробно. Обычно нагревательная рубашка нагревается горячей водой, хотя может использоваться пар или горячее масло, если это позволяет создать желательную температуру и не оказывает вредного влияния на качество сиропа.
Воздух 150 для сушки вводят в покрывающее устройство 102 из источника 152 нагретого воздуха известного типа, имеющего обычную конструкцию.
Известно множество покрытых жевательных (пузырящихся) резинок. Одним из таких продуктов является жевательная резинка Chiclets фирмы Warner-Lambert Company. Обычно продукты типа покрытой жевательной резинки производят длительными и трудоемкими процессами периодического типа. В этих периодических процессах используют большие вращающиеся контейнеры для покрытия жевательных сердцевин или кусочков. Сначала получают жевательный материал традиционной экструзией или периодическим процессом и формуют из него большие тонкие листы материала, имеющие ширину несколько дюймов или футов (или более). На этих листах выдавливают или образуют ослабленные разделительные линии, определяющие форму небольших жевательных кусочков (которые называют также сердевинами), после чего листы обычно хранят в холодильнике или в холодной атмосфере, для их кондиционирования перед последующей обработкой.
Жевательный материал может быть также получен в непрерывных смесителях и экструдирован в вальцовую машину, в которой получают листы материала.
После формирования листов и/или сердцевин из жевательного материала листы или сердцевины загружают или вводят во вращающиеся смесители, где листы разделяются и/или разламываются на отдельные сердцевины за счет галтовки. После этого в смеситель добавляют покрывающий раствор, такой как сахарный сироп, при этом смеситель продолжает вращение. Для сушки покрытых сердцевин используют горячий воздух при температуре около 120°F.
Чтобы получить жевательный продукт, имеющий образованное на нем прочное и однородное покрытые в виде твердой оболочки желаемой толщины, процесс распыления-галтовки-сушки повторяют несколько раз, пока не будет завершено требуемое покрытие. Для получения приемлемого покрытия этот процесс может быть повторен до 40-50 раз или более, причем всякий раз добавляют небольшой тонкий слой покрытия. Этот процесс может потребовать до шести-семи часов для его завершения, причем он является весьма трудоемким.
Таким же образом можно добавить восковое покрытие (отделку) для создания блестящей поверхности на покрытых жевательных продуктах. Восковой материал наносят на сердцевины так же, как и другой материал (сироп). После нанесения всех слоев покрытия и отделки покрытые жевательные кусочки перемещают на другой участок или зону, где их собирают и упаковывают обычным образом. В соответствии с настоящим изобретением обеспечивается существенное усовершенствование известных систем для производства покрытых кондитерских продуктов, таких как жевательные (или пузырящиеся) резинки.
Один из примеров предпочтительных способа и системы для покрытия сердцевин материала приведен в находящейся на одновременном рассмотрении заявке на патент США с серийным № 09/374935, поданной 16 августа 1999 г. и озаглавленной "Непрерывное покрытие жевательной резинки и пузырящейся резинки", которая включена в данное описание путем ссылки.
На фиг.2 в общем показан процесс и система 30 по заявке США сер. № 09/374935. Как показано на фиг.2, листы жевательного материала 16 сначала помещают во вращающийся барабан или смеситель 12 для галтовки и разделения их на отдельные кусочки 20 материала. Отдельные сердцевины или кусочки 20 материала затем транспортируют конвейерным механизмом 32 к входному или первому концу 33 по меньшей мере одного вращающегося барабанного устройства 34. Следует учесть, что может использоваться одно вращающееся барабанное устройство 34 или, предпочтительно, два или более вращающихся барабанных устройств 34, 34', как показано на фиг.4. Число отдельных барабанных устройств, используемых для непрерывного покрытия жевательных материалов, зависит от ряда факторов, таких как скорость процесса, толщина желательного покрытия и желательное качество готового продукта.
Барабанное устройство 34 содержит раму 36 и цилиндрический барабанный элемент 35, вращаемый вокруг оси 38, которая имеет наклон к горизонтальной плоскости. Степень или угол наклона предпочтительно можно регулировать так, чтобы можно было выбирать по желанию период времени, в течение которого сердцевины находятся в барабанном элементе, и количество слоев или толщину покрытия на каждой сердевине. В соответствии с изобретением можно также использовать только одно устройство (барабанный элемент) для нанесения покрытия, который не имеет возможности наклона и в котором сердцевины материала галтуют, напыляют на них покрытие и производят сушку. Вращающиеся сетчатые барабанные элементы такого типа выпускаются в настоящее время фирмой Coating Machinery Systems, Inc. in Ames, Iowa (США), и фирмой Dumoulin Coating Pans (Франция).
В предпочтительных способе и системе по изобретению вращающийся барабанный элемент 35 имеет такой угол наклона к горизонтали, что сердцевины 20 входят в барабанный элемент и выходят из него равномерно и непрерывно друг за другом. В этом отношении предпочтительной является система последовательной обработки, в которой первые сердцевины, которые поступают во входной или первый конец 33, 33' барабанного элемента, также являются первыми сердцевинами, которые покидают барабанный элемент или выходят из него. Это обеспечивает равномерную и однообразную обработку всех сердцевин, причем на каждую сердцевину будет нанесено одинаковое количество материала покрытия и обеспечена одинаковая толщина покрытия всех сердцевин.
Группы распылительных насадок 40, 40', которые распределены в каждом из барабанных элементов 35 вдоль его длины, используют для распыления тонкого слоя покрывающего раствора 42 на кусочки или сердцевины из жевательного материала 20, введенные во вращающиеся барабанные элементы. Барабанный элемент предпочтительно содержит несколько расположенных под углом перегородок, выступов или "рифлей" (не показаны), которые галтуют кусочки 20 материала при их прохождении от первого конца 33, 33' к выходному концу каждого из барабанных элементов 35, 35'.
Покрывающий раствор, такой как сахарный сироп, подают в барабанные элементы из бака для хранения или резервуара 50, 50'. Покрывающий раствор преимущественно содержит смесь сахара, воды и небольшой процент различных других ингредиентов.
Горячий воздух подают в барабанные элементы 35, 35' из источника повышенного давления 52, 52', чтобы осуществить сушку кусочков 20 материала, покрытых покрывающим раствором 42, 42'. Сушку покрытия на отдельных кусочках или сердцевинах из жевательного материала производят практически одновременно с нанесением покрывающего раствора на кусочки материала. Это обеспечивает получение равномерного прочного покрытия и позволяет постепенно создавать множество тонких слоев материала покрытия на каждой сердцевине.
Воздух может вводиться в барабанные элементы 35, 35' самыми различными способами, однако предпочтительно его вводят через отверстия (перфорации) в боковых стенках внутренних барабанных элементов, чтобы получить по существу равномерный поток горячего воздуха через всю внутреннюю полость барабанного элемента.
Когда используют несколько вращающихся барабанных устройств 34, 34', то используют небольшие конвейерные механизмы 54 или трубопроводы обычной конструкции для транспортирования кусочков материала, подлежащих покрытию, от одного барабанного элемента до другого.
Распылительные насадки 40, 40' зафиксированы внутри барабанов и не вращаются вместе с ними. Распылительные насадки 40, 40' установлены вдоль одного или нескольких трубопроводов 41, 41', продолжающихся продольно и внутри вращающихся барабанных элементов 35, 35'.
Барабанные элементы предпочтительно имеют наклон к горизонтальной плоскости на несколько градусов, например на 1-5°. Предпочтительно предусмотрен механизм регулировки (не показан), который может изменять угол наклона барабанных элементов. Изменение угла наклона барабанных элементов воздействует на скорость прохождения изделий через них. Таким образом, имеется возможность по желанию ускорять или замедлять процесс покрытия для того, чтобы изменять толщину и/или качество покрытия.
Стенки вращающихся барабанных элементов 35, 35' предпочтительно сделаны из сетки или сита, так что нагретый воздух легко может проникать через нее. Распылительные насадки 40, 40' расположены в ряд в продольном направлении внутри барабанных элементов 35, 35'.
Система, которую используют для сушки материала в барабанных элементах 35, 35', предпочтительно включает стационарный кожух (или раму) 56, 56', который охватывает часть внутреннего барабанного элемента. Воздух вводят в кожух через впускной патрубок, соединенный с источником воздуха 52, 52'. Этим источником воздуха может быть любой источник обычного типа, такой как воздуходувка (не показана). Кроме того, воздух нагревают при помощи нагревательного устройства обычного типа (не показано), так что в барабанный элемент поступает нагретый воздух через его перфорации или сетчатые боковые стенки.
Воздух также непрерывно выпускают из барабанных элементов 35, 35' для того, чтобы можно было непрерывно подавать новый нагретый воздух внутрь барабанного элемента и, следовательно, практически мгновенно производить сушку покрывающего раствора на кусочках материала.
Барабанные элементы вращаются с практически постоянной скоростью, такой как 15-35 об/мин, в зависимости от желательной скорости потока исходного материала (сердцевин) и покрывающего раствора. За счет вращения барабанных элементов фланцы, выступы или направляющие внутри барабана перемещают кусочки материала вокруг периметра барабанного элемента и позволяют им падать или переворачиваться внутри барабанного элемента. Таким образом получают завесу материала, смещенную от боковых стенок барабанного элемента.
Предпочтительно используют компьютер или микропроцессор для управления работой системы или устройства 30 для непрерывного нанесения покрытия. Например, компьютер может использоваться для управления подачей электропитания, углом наклона барабанных элементов, скоростью вращения барабанных элементов, параметрами распыления насадок, а также расходом воздуха и температурой в системе сушки.
Хотя настоящее изобретение может быть использовано для изготовления как сахаросодержащих кондитерских изделий, так и не содержащих сахара кондитерских изделий, для покрытых сахаром жевательных продуктов, таких как жевательные резинки Chiclets, сахарный сироп содержит около 70% сухих веществ (сахара) и 30% воды. Традиционно, содержание сухих веществ в сахарном растворе или в растворе, не содержащем сахара, измеряют "по Бриксу". Для известных в настоящее время содержащих сахар покрытий содержание сухих веществ по Бриксу находится в интервале 75-78. Однако в соответствии с настоящим изобретением содержание сахарных сухих веществ в растворе увеличено приблизительно до 80-84 Брикс.
В известных не содержащих сахара системах покрытия, содержание не содержащего сахара сухих веществ в растворе сиропа обычно составляет около 66-70 Брикс. Однако в соответствии с настоящим изобретением содержание не содержащего сахара сухих веществ в растворе увеличено приблизительно до 70-74 Брикс. В приведенных далее примерах в качестве не содержащего сахара материала был использован мальтит. Однако может использоваться и любой традиционный не содержащий сахара материал, например полиолы, которые включают в себя ксилит, маннит, эритрит, лактит, палатинит и сорбит, а также мальтит.
Покрытие на кондитерских или жевательных сердцевинах обычно составляет около 20-40% от веса готового продукта и предпочтительно около 30-35% от веса готового продукта. При весе покрытия в указанном интервале, покрытия придают продукту желательные хрустящие свойства, а также гладкий и приятный внешний вид. Эти требования являются одинаковыми как для покрытия из сахарного материала, так и для покрытия из не содержащего сахара материала.
Кроме того, как для покрытия из сахарного материала, так и для покрытия из не содержащего сахара материала, на последней стадии предпочтительно наносят восковое покрытие. Содержание воска может составлять около 0,1%-0,5% от общего веса покрытия, причем восковое покрытие используют для полировки готовых подушечек, получения более гладкой поверхности и придания более приятного внешнего вида. Предпочтительными восковыми материалами для внешнего воскового покрытия являются воск карнаубы и воск канделилы.
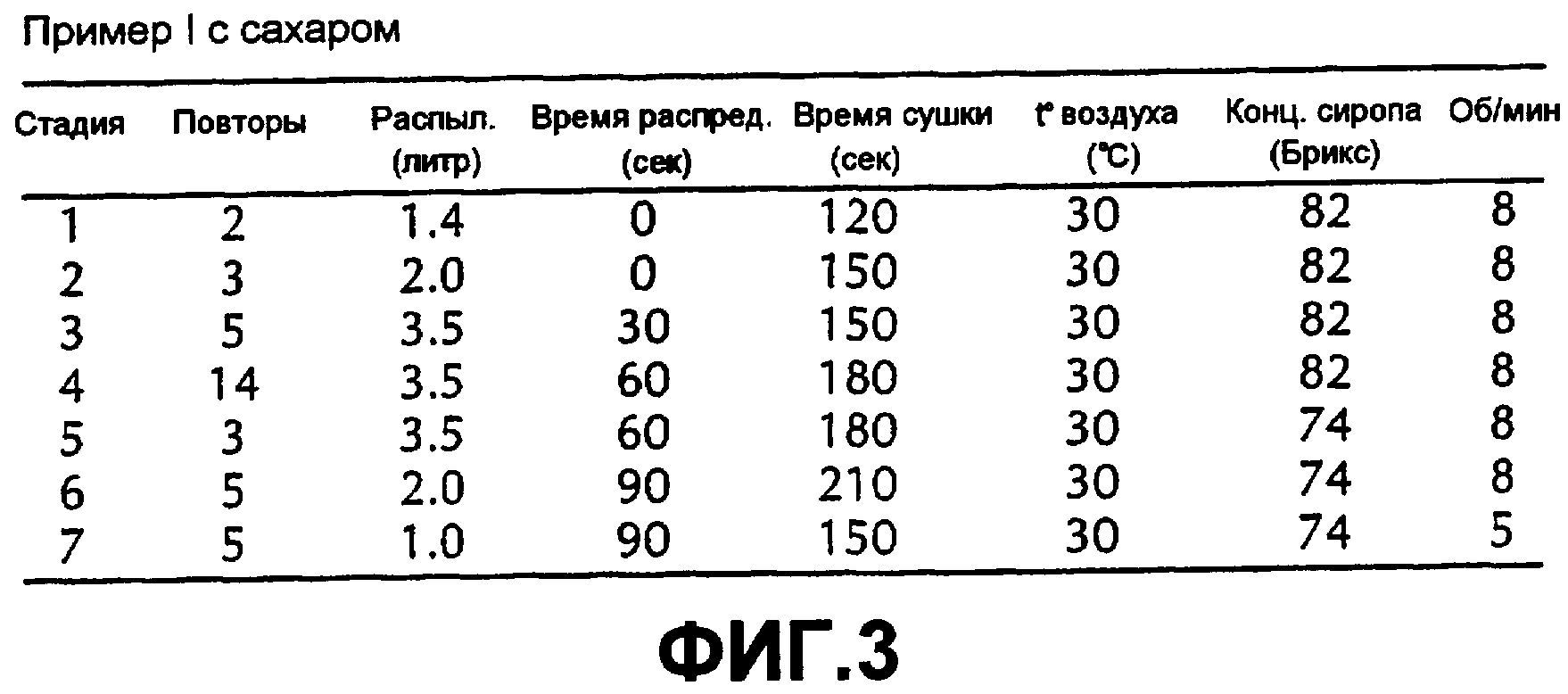
Две таблицы, показанные на фиг.3 и 4, относятся к двум примерам нанесения покрытия, проведенным в соответствии с настоящим изобретением, в которых для покрытия использован сахар. Были использованы сердцевины с общим весом около 150 кг, и концентрация сиропа 82 и 80 Брикс для образования всех покрытий, кроме отделки, и 74 Брикс для отделки. Было использовано покрывающее устройство типа Dumoulin IDA 500X. Сахарный сироп хранили в резервуаре при температуре около 80°C. В этом отношении в соответствии с настоящим изобретением предпочтительно следует хранить сахарный сироп или не содержащий сахара сироп при температуре 75-100°C. Важно также поддерживать температуру ниже температуры разложения материала. В том и другом примерах вводили листы сердцевин в покрывающее устройство Dumoulin, в котором за счет вращения барабана осуществлялась галтовка листов и их разделение на отдельные сердцевины.
В примере I с использованием сахара, который показан в таблице 3, первая стадия включает две повторные операции, во время которых 1,4 литра сахарного раствора распыляли на сердцевины, причем время сушки составляло 120 секунд. Температура воздуха была 30°C, концентрация сиропа составляла 82 Брикс. Скорость вращения барабана составляла 8 об/мин. Термин "время распределения" относится к промежутку времени, в течение которого сердцевины вращаются в барабане после нанесения на них сахарного покрытия и до подачи воздуха для их сушки. Время распределения позволяет за счет трения сердцевин друг о друга при их галтовке обеспечить равномерное распределение сиропа по их поверхностям поверх предыдущего слоя. Это позволяет получать полное и однородное покрытие на сердцевинах. Например, на стадии 3, которая включает пять повторных операций, 3,5 литра сахарного раствора разбрызгивали на сердцевины, причем сердцевины продолжали вращение в течение еще 30 секунд до включения воздуха для сушки и его подачи в покрывающее устройство. Время сушки составило 150 секунд при температуре воздуха 30°C. Время сушки увеличивали при проведении стадий 4 и 5 до 180 секунд, чтобы получить более сухую оболочку.
На стадиях 5-7, когда получают отделку, используют меньшую концентрацию сиропа, а именно 74 Брикс, чтобы сгладить любые неровности, которые могут оставаться на сердцевинах после стадий 1-4, проведенных с более высокими концентрациями сиропа. После нанесения на сердцевины требуемого количества сиропа в виде покрытия, сердцевины выдерживают до утра и затем наносят отделочное восковое покрытие. (В альтернативном варианте восковое покрытие может быть нанесено немедленно после стадий 1-7, если это желательно и если оболочки являются достаточно сухими.)
В примере II с использованием сахара, который показан в таблице 4, концентрация сахара была снижена с 82 Брикс до 80 Брикс на стадии 4. В других отношениях процесс покрытия аналогичен описанному в примере I с использованием сахара (таблица 3). Полагали, что снижение концентрации сиропа с 82 до 80 Брикс улучшит твердость (хрустящее свойство) полученной покрывающей оболочки, однако не обнаружили никакой ощутимой разницы в твердости покрывающей оболочки ни в одной из партий, причем обе оболочки являлись достаточно сухими, чтобы сразу осуществить их полировку.
Результаты, полученные в примерах I и II с использованием сахара, сравнивали с традиционными процессами нанесения покрытий, как показано на фиг.5, причем в качестве процесса уровня техники использовали процесс производства жевательных резинок Chiclets фирмы Wamer-Lambert, при котором нанесение покрытия, составляющего около 32-33% от веса готового продукта, занимает около шести часов. В соответствии с настоящим изобретением концентрация сухих веществ в сиропе была увеличена, как упомянуто выше, причем сахарный раствор нагревали и поддерживали при повышенной температуре до момента его распыления, что позволило сократить период изготовления такого же готового продукта приблизительно на 50%, до менее чем трех часов.
Эти примеры показывают, что при использовании настоящего изобретения может быть получен по существу такой же продукт в виде покрытой сахаром жевательной резинки при сокращении времени и трудоемкости приблизительно наполовину. Это позволяет снизить общую стоимость продукта как за счет сокращения эксплуатации оборудования, так и за счет снижения производственных затрат. Это также может позволить увеличить объем производства фабрики, так как удвоенный объем продукции может быть выпущен за тот же период времени.
Общее количество слоев покрытия, которое требуется для получения продукта, эквивалентного продукту, получаемому известными процессами, также может быть сокращено при использовании настоящего изобретения. Например, в известных процессах повторяют операции распыления и сушки приблизительно 30-80 раз. При использовании настоящего изобретения, как показано в таблицах 3 и 4, требуется только 33-37 повторов, чтобы получить коммерчески приемлемый продукт.
Результаты использования настоящего изобретения для материалов, которые не содержат сахара, показаны в таблице 6 для мальтита (пример I без сахара). В этом примере были использованы сердцевины с общим весом 125 кг. Сироп содержал 75 кг мальтита, 20 кг воды, 0,8 кг суспензии диоксида титана (50% по весу) и 14 кг раствора аравийской камеди (28,5% по весу). Использовали то же покрывающее устройство Dumoulin IDA 500X, что и в двух описанных выше примерах с использованием сахара. Кроме того, в этом примере добавляли ароматизатор в начале стадии 10.
На первых двух стадиях использовали порошкообразное покрытие из не содержащего сахара материала. Порошок использовали для того, чтобы уменьшить липкость сердцевин и облегчить разделение сердцевин в покрывающем устройстве. Порошкообразное покрытие также ускоряет кристаллизацию сиропа при его нанесении на сердцевины. "Введение затравки" уменьшает "промежуток липкости" напыленного материала.
В этом примере без использования сахара, распределение использовали на всех различных стадиях, чтобы распределить сироп на сердцевинах и снизить за счет этого неровности последовательных слоев. Температура воздуха на всех стадиях составляла 22-24°C (за исключением двух последних стадий, когда температуру воздуха повышали для ускорения окончательной сушки продуктов). Эта температура позволяла замедлить испарение воды из распыляемого сиропа и, следовательно, замедлить кристаллизацию. При осуществлении процесса покрытия желательно сохранить баланс между быстрой кристаллизацией продукта, необходимой для ускорения всего процесса покрытия, и замедленной кристаллизацией, чтобы равномерно распределить сироп по поверхностям сердцевин. Поддержание постоянной температуры в диапазоне 22-24°C позволяет обеспечить требуемый баланс в данном примере.
Концентрация не содержащего сахара сиропа (мальтит) на стадиях 1-7 составляла 72 Брикс. Концентрация была снижена до 70 Брикс в начале стадии 8 для сглаживания поверхности покрытий. Затем пришли к выводу, что снижение концентрации сиропа до 70 Брикс может быть отложено еще на много стадий, поскольку сглаживание текстуры поверхности при снижении концентрации сиропа до 70 Брикс происходило очень быстро. Кроме того, добавление ароматизатора также способствовало сглаживанию поверхности.
После добавления ароматизатора время сушки может быть увеличено, поскольку некоторые ароматизаторы сохнут медленнее, чем мальтит и не содержащий сахара сироп.
На стадии 19 покрывающее устройство было переведено в режим встряхивания, при котором изделия одновременно встряхивают и галтуют. Этот режим использовали для того, чтобы высушить покрытия из сиропа перед нанесением конечного полировочного воскового покрытия. Режим встряхивания также позволяет снизить истирание и скалывание продуктов. Готовый продукт в примере I с использованием не содержащего сахара покрытия и воскового покрытия был получен за период менее 5,5 часов. Поверхность продукта была гладкой, а твердость и хрустящее свойство были сопоставимы с аналогичными известными продуктами.
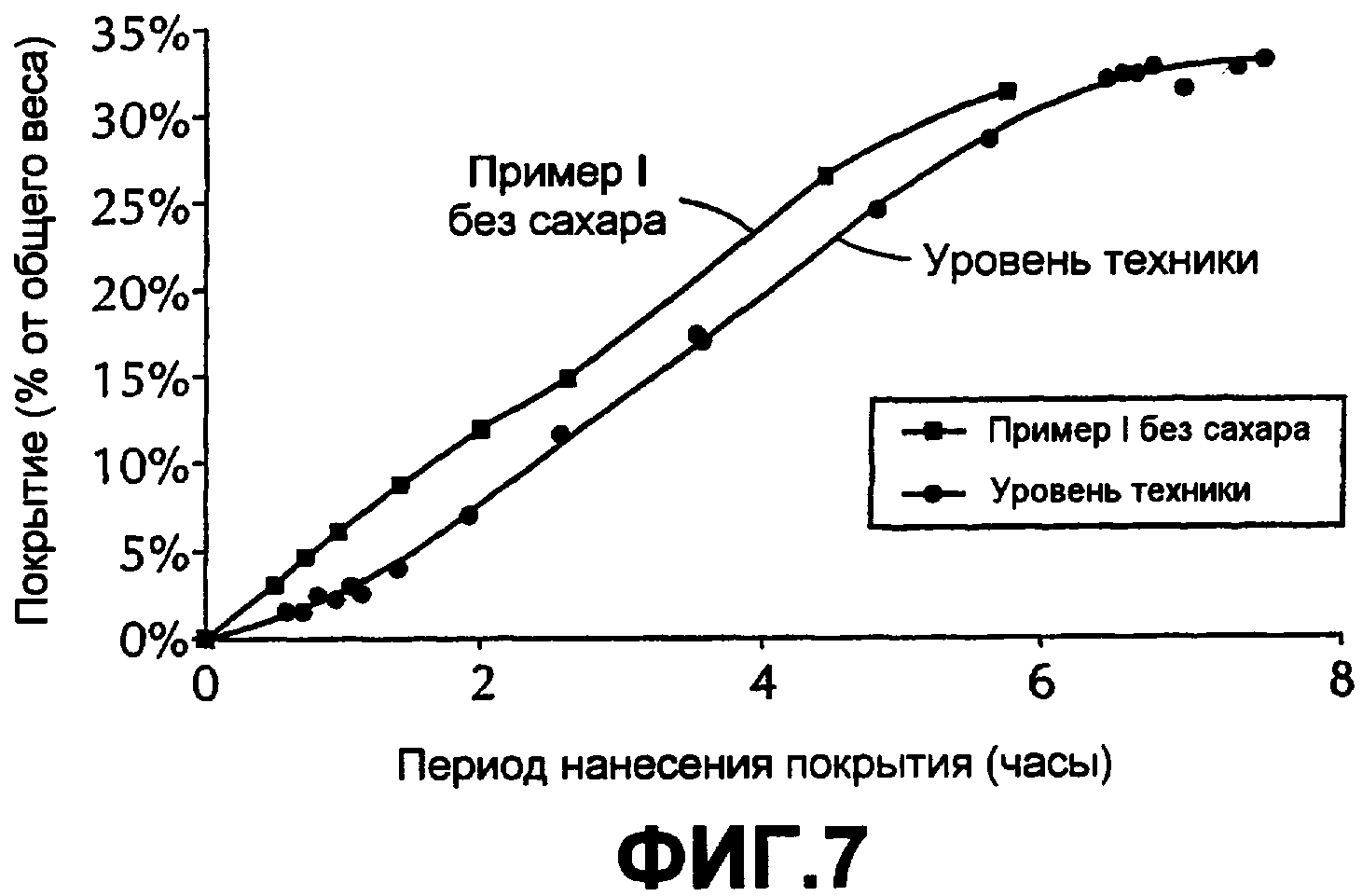
Сравнение известного процесса с использованием не содержащего сахара покрытия со способом в соответствии с настоящим изобретением показано на фиг.7. Можно видеть, что для завершения известного процесса требуется семь с половиной часов, чтобы получить покрытие, составляющее приблизительно 33-34% от веса готового продукта. В отличие от этого, при использовании настоящего изобретения не содержащее сахара покрытие из мальтита, имеющее аналогичный вес, было нанесено на жевательные сердцевины за период около пяти с половиной часов.
Настоящее изобретение позволяет также сократить количество стадий распыления и сушки, а также повторов, по сравнению с известными процессами производства покрытых не содержащих сахара жевательных продуктов. При использовании мальтита, например, известные процессы обычно требуют проведения 35-100 или более повторных операций распыления и сушки, чтобы получить продукт удовлетворительного качества. Однако при использовании настоящего изобретения, как это показано в таблице 6, требуется только 44 повтора, чтобы получить продукт удовлетворительного качества.
Несмотря на то, что выше со ссылкой на чертежи описаны конкретные варианты выполнения изобретения, понятно, что специалист в данной области может внести в него многочисленные изменения и дополнения, а также предложить альтернативные варианты, которые, однако, не выходят из объема прилагаемой формулы изобретения.
Реферат
Изобретение относится к кондитерским продуктам, имеющим внешнюю оболочку или покрытие, к сиропам для образования внешних покрытий и к способам покрытия таких продуктов сиропами с образованием твердых внешних оболочек. Способ предусматривает нанесение покрытия на кусочки или сердцевины из кондитерского материала, такого как жевательная резинка, покрывающим сиропом на основе сахара или сиропом, не содержащим сахара. Содержание сухих веществ в растворе сахарного сиропа или сиропа, не содержащего сахара, повышено, в результате чего содержание воды понижено, что позволяет быстрее производить сушку последовательных слоев покрытия. Раствор сиропа поддерживают при повышенной температуре, чтобы предотвратить осаждение сухих веществ или их кристаллизацию из раствора, используя нагревательную рубашку. Изобретение обеспечивает быстрый и эффективный способ, позволяющий получить покрытое изделие высокого качества. 2 н. и 13 з.п. ф-лы, 7 ил.
Формула
(a) введения кусочков 20 кондитерского материала в покрывающее устройство 34,
(b) транспортирования материала сахарного сиропа из резервуара, вмещающего материал сахарного сиропа, по трубопроводу к покрывающему устройству,
(c) поддержания материала сахарного сиропа при повышенной температуре внутри указанного резервуара и трубопровода, достаточной для предотвращения кристаллизации или осаждения сухих веществ из материала сахарного сиропа, причем материал сахарного сиропа поддерживают при указанной повышенной температуре, пока указанный материал сахарного сиропа не будет распылен,
(d) распыления по меньшей мере одного слоя материала сахарного сиропа 42 на каждый кусочек кондитерского материала, причем указанный материал сахарного сиропа имеет концентрацию сухих веществ в интервале 80-84 Брикс и
(e) сушки указанного по меньшей мере одного слоя материала сахарного сиропа в указанном покрывающем устройстве, по существу, одновременно с распылением указанного материала сахарного сиропа на каждый из указанных кусочков для образования хрустящего покрытия из указанного материала сахарного сиропа на каждом из указанных кусочков кондитерского материала.
(а) введения кусочков кондитерского материала в покрывающее устройство,
(b) транспортирования материала сиропа, не содержащего сахара, из резервуара, вмещающего материал сахарного сиропа, по трубопроводу к покрывающему устройству,
(c) поддержания материала сиропа, не содержащего сахара, при повышенной температуре внутри указанного резервуара и трубопровода, достаточной для предотвращения кристаллизации или осаждения сухих веществ из указанного материала сиропа, причем материал сиропа, не содержащий сахара, поддерживают при указанной повышенной температуре, пока указанный материал сиропа не будет распылен,
(d) распыления по меньшей мере одного слоя материала сиропа, не содержащего сахара, на каждый кусочек кондитерского материала, причем указанный материал сиропа, не содержащего сахара, имеет концентрацию сухих веществ в интервале 70-74 Брикс и
(e) сушки указанного по меньшей мере одного слоя указанного материала сиропа, не содержащего сахара, в указанном покрывающем устройстве, по существу, одновременно при распылении указанного материала сиропа на каждый из указанных кусочков для получения хрустящего покрытия из указанного материала сиропа на каждом из указанных кусочков кондитерского материала.
Комментарии