Цепной резательный станок для непрерывной формовки порций жевательной резинки с центральным наполнением - RU2405371C2
Код документа: RU2405371C2
Чертежи
Описание
Перекрестная ссылка на родственную заявку
Данная заявка претендует на приоритет временной заявки США №60/817637, поданой 29 июня 2006 г., содержание которой включено сюда в качестве ссылки.
Область техники
Настоящее изобретение относится к способу и устройству для формования индивидуальных кусочков (порций) жевательной резинки с центральным наполнением из непрерывного жгута или пряди. Более конкретно изобретение относится к цепному резательному станку для разрезания жгута или пряди на индивидуальные порции.
Известный уровень техники
Известны кондитерские продукты с центральным наполнением. Такие продукты типично имеют твердую или полутвердую наружную часть и текучий жидкий, полужидкий или пластичный корпус. Одним хорошо известным примером таких кондитерских продуктов с центральным наполнением являются продукты типа жевательной резинки с жидкой начинкой.
Типичным процессом формования порций жевательной резинки с центральным наполнением является экструдирование непрерывного жгута или пряди материала в форме пустотелой трубки и его наполнение мягкой или жидкой начинкой. Этот жгут или прядь подается между матрицами цепного резательного станка и непрерывно разрезается на индивидуальные порции. Процесс и аппарат для формования порций жевательной резинки с центральным наполнением более полно описан в патентах США №№6838098; 6558727; 6472001; и 6284291. Каждый из этих патентов включен сюда в качестве ссылки.
Цепной резательный станок не только разрезает жгут на индивидуальные порции, но также запечатывает концы порций, тем самым закрывая жидкий корпус в окружающей его наружной части. Если концы порций жевательной резинки не будут надлежащим образом запечатаны, то может произойти нежелательное высвобождение композиции начинки.
Одним из факторов, обеспечивающих надлежащее запечатывание при разрезании жгута на индивидуальные порции, является время пребывания, в течение которого жгут удерживается в матрицах цепного резательного станка. Если жгут находится в матрицах в течение более длительного периода времени, то достигается лучшее запечатывание. До настоящего времени этого можно было достичь путем замедления вращения цепных матриц для поддержания достаточного времени пребывания. Однако это снижает производительность производственного процесса из-за уменьшения скорости возможного формования порций жевательной резинки с центральным наполнением.
Настоящее изобретение направлено на создание цепного резательного станка, обеспечивающего увеличение производительности при сохранении качественных показателей готовых индивидуальных порций продукта, за счет большей скорости работы, но без уменьшения времени пребывания, во избежание отрицательного эффекта влияния на запечатывание индивидуальных порций. Предложенный резательный аппарат цепного типа имеет время пребывания, аналогичное времени пребывания существующих резательных аппаратов цепного типа, но способен использовать большее, чем в существующих резательных аппаратах цепного типа число одновременно закрытых матриц.
Предложенный цепной резательный станок способен работатьс увеличенной скоростью и/или увеличенной длиной цепи, обеспечивая тем самым увеличение объемов выпуска индивидуальных порций без уменьшения времени пребывания. Достаточное время пребывания важно для обеспечения запечатывания, уменьшения утечки и повышения качества производства.
Сущность изобретения
Настоящее изобретение предусматривает резательный аппарат цепного типа для непрерывного резания предназначенного для потребления (продовольственного) продукта в виде жгута с центральным наполнением на индивидуальные кусочки (порции). Резательный аппарат включает первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц. Предусмотрена вторая непрерывная вытянутая втулочно-роликовая цепь, образующая множество вторых открытых секций полостей матриц. Первые и вторые полости секций матриц могут взаимно смыкаться с образованием сомкнутых вокруг жгута продукта полостей матриц, тем самым формируя порции. Множество первых и вторых секций полостей матриц находятся одновременно в сомкнутом положении на значительной длине цепи с образованием множества одновременно сомкнутых полостей матриц.
Более конкретно, каждая из цепей поддерживается двумя расположенными на некотором расстоянии друг от друга валиками и множество полостей, находящихся одновременно в сомкнутом положении, вытянуты по существу между валиками.
Один из аспектов изобретения предусматривает способ непрерывной формовки множества отдельных порций кондитерского продукта с центральным наполнением из вытянутого жгута. Способ включает стадии подачи жгута между первой и второй вытянутыми вращающимися цепями, где каждая цепь образует множество взаимно смыкающихся открытых секций полостей матриц. После этого множество секций полостей матриц одновременно смыкается вокруг жгута на протяженном его участке, разрезая жгут на отдельные порции.
В одном варианте реализации изобретения предусматривается резательный аппарат цепного типа для непрерывного разрезания жгута продовольственного продукта с центральным наполнением на индивидуальные порции, включающий первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц, и вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц, первые и вторые полости секций матриц могут находиться в сомкнутом положении с образованием сомкнутых полостей матриц вокруг жгута продукта, тем самым формируя порции, причем продукт остается в закрытых полостях матриц в течение времени пребывания, где число первых и вторых секций полостей матриц, одновременно находящихся в сомкнутом положении, составляет примерно не менее семи.
В другом аспекте изобретения предусматривается способ непрерывной формовки множества отдельных порций кондитерского продукта с центральным наполнением из его вытянутого жгута, включающий стадии подачи жгута между первой и второй вытянутыми вращающимися цепями, каждая цепь, образующая множество взаимно смыкающихся открытых секций полостей матриц, одновременного смыкания множества секций полостей матриц вокруг жгута на значительном протяжении, для разрезания жгута на отдельные порции, где число сомкнутых полостей матриц составляет примерно не менее десяти.
В другом аспекте изобретения предусматривается способ повышения производительности резательного аппарата цепного типа, имеющего пару втулочно-роликовых цепей, включающих множество секций полостей матриц, которые могут взаимно смыкаться с образованием множества сомкнутых полостей матриц, для непрерывного разрезания жгута кондитерского продукта с центральным наполнением на индивидуальные порции; способ включает стадии установления минимального времени пребывания с удерживанием жгута во взаимно сомкнутых закрытых полостях матриц для эффективного запечатывания индивидуальных порций, и установления числа сомкнутых полостей матриц и скорости вращения вращающихся цепей таким образом, чтобы поддерживать минимальное время пребывания.
В другом варианте воплощения изобретения предусматривается усовершенствованный резательный аппарат цепного типа для непрерывного разрезания жгута продовольственного продукта с центральным наполнением на индивидуальные порции, который включает первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц, и вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц, и первые и вторые полости секций матриц могут находиться в сомкнутом положении, с образованием закрытых полостей матриц вокруг жгута продукта, тем самым формируя порции, продукт остается в закрытых полостях матриц в течение времени пребывания, где усовершенствование заключается в увеличенном числе сомкнутых полостей матриц, находящихся в контакте со жгутом, по сравнению с существующими резательными аппаратами цепного типа.
В еще одном аспекте изобретения предусматривается усовершенствованный резательный аппарат цепного типа для непрерывного разрезания жгута продовольственного продукта с центральным наполнением на индивидуальные порции, который включает первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц, и вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц, и первые и вторые полости секций матриц могут находиться в сомкнутом положении с образованием сомкнутых полостей матриц вокруг жгута продукта, тем самым формируя порции, продукт остается в закрытых полостях матриц в течение времени пребывания, где усовершенствование заключается в значительном большем расстоянии между валиками по сравнению с существующими резательными аппаратами цепного типа.
Другой вариант воплощения изобретения предусматривает усовершенствованный способ непрерывной формовки множества отдельных порций кондитерского продукта с центральным наполнением из его вытянутого жгута, который включает стадии подачи жгута между первой и второй вытянутыми вращающимися цепями, где каждая цепь образует множество взаимно смыкающихся открытых секций полостей матриц, одновременного смыкания множества секций полостей матриц вокруг жгута на значительном протяжении для разрезания жгута на отдельные порции, где усовершенствование заключается в увеличении времени, в течение которого продукт остается в закрытых секциях матриц при сохранении или увеличении угловой скорости вращения цепей по известному способу непрерывной формовки множества порций кондитерского продукта с центральным наполнением.
В другом аспекте изобретения предусматривается резательный аппарат цепного типа для непрерывного разрезания жгута продовольственного продукта с центральным наполнением на индивидуальные порции, включающий первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц, и вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц, первые и вторые полости секций матриц могут находиться в сомкнутом положении, с образованием сомкнутых полостей матриц вокруг жгута продукта, тем самым формируя порции, продукт остается в закрытых полостях матриц в течение времени пребывания, где каждая из первой и второй цепей имеет величину наружного диаметра и цепь образует участок сомкнутых полостей матриц, и где соотношение длины участка сомкнутых секций матриц к величине наружного диаметра составляет примерно от 0,3-0,6 до 1.
Другой аспект изобретения предусматривает способ повышения производительности резательного аппарата цепного типа, имеющего пару втулочно-роликовых цепей, включающих множество секций полостей матриц, которые могут взаимно смыкаться с образованием множества сомкнутых полостей матриц, для непрерывного разрезания жгута кондитерского продукта с центральным наполнением на индивидуальные порции; способ включает стадии установления первого времени пребывания с удерживанием жгута во взаимно сомкнутых закрытых полостях матриц для эффективного запечатывания индивидуальных порций, установления числа сомкнутых полостей матриц и установления скорости вращения вращающихся цепей таким образом, чтобы первое время пребывания по меньшей мере поддерживалось для данного числа сомкнутых полостей матриц.
В другом варианте реализации изобретения предусматривается способ повышения производительности резательного аппарата цепного типа, имеющего пару втулочно-роликовых цепей, включающих множество секций полостей матриц, которые могут взаимно смыкаться с образованием множества сомкнутых полостей матриц для непрерывного разрезания жгута кондитерского продукта с центральным наполнением на индивидуальные порции; способ включает стадии установления первого времени пребывания с удерживанием жгута во взаимно сомкнутых закрытых полостях матриц для эффективного запечатывания индивидуальных порций, установления скорости вращения вращающихся цепей и установления числа сомкнутых полостей матриц таким образом, чтобы первое время пребывания по меньшей мере поддерживалось для данной скорости вращения вращающихся цепей.
Аппарат, в одном варианте воплощения, также предусматривает нажимную плиту для вхождения в контакт с одной из цепей для поджимания множества полостей в тесно сомкнутое положение.
Способ в одном варианте воплощения включает поджимание одной из цепей в сомкнутое положение с другой цепью для поддержания множества секций матриц в закрытом положении.
Краткое описание чертежей
Фиг.1 представляет собой изображение примера цепного резательного станка с порциями жевательной резинки с центральным наполнением, находящимися внутри матриц.
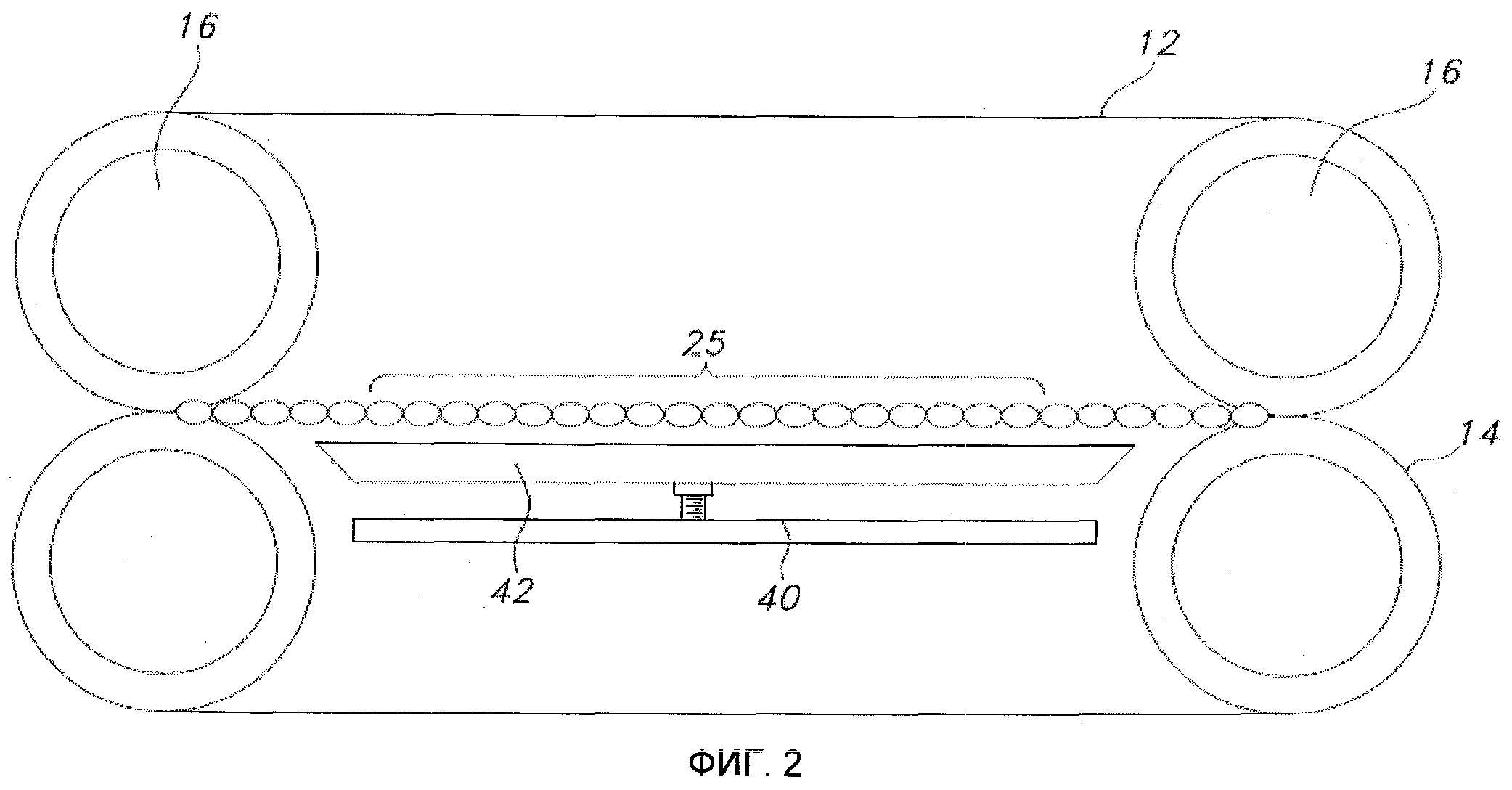
Фиг.2 представляет собой схематическое изображение примера усовершенствованного цепного резательного станка для использования в комбинации с аппаратом для формования порций жевательной резинки с центральным наполнением, описанным более полно в указанном выше патенте, включенном в качестве ссылки.
Детальное описание предпочтительного варианта реализации изобретения
Аппарат цепного резательного станка 10 включает пару непрерывных цепей 12 и 14. Каждая цепь поддерживается для непрерывного вращения вокруг пары расположенных на некотором расстоянии друг от друга валиков 16. Каждая цепь образует участок матрицы 18, который включает открытую полость секции матрицы 20. Открытые полости секций матрицы 20 одной цепи 12 совмещаются с открытыми полостями секций матриц 20 другой цепи 14 с образованием сомкнутых полостей матриц 21.
Как описано в указанных выше патентах известного уровня техники, жгут продукта, предпочтительно, жевательной резинки с центральным наполнением, подается между открытыми секциями матриц цепей 12 и 14. Полости секций матриц 20 затем смыкаются вокруг жгута продукта, по существу формуя и разрезая жгут на множество отдельных порций 30. Продолжающееся движение цепи выталкивает индивидуальные порции, как описано в указанных выше патентах, включенных в качестве ссылок.
На Фиг.2 цепи 12 и 14, а также валики 16 изображены схематично. Настоящее изобретение предусматривает цепной резательный аппарат, имеющий участок, расположенный между валиками, который по существу имеет большую длину, чем у существующих цепных резательных станков. Это предусматривается для того, чтобы увеличить время выдерживания, в течение которого продукт остается в закрытых секциях матриц, без необходимости уменьшения угловой скорости вращения цепи. Оно также называется здесь временем пребывания.
Цепной резательный аппарат 10, изображенный на Фиг.2, предусматривает увеличение числа секций матриц, которые одновременно смыкаются вокруг жгута. За счет увеличения числа секций матриц, смыкающихся вокруг жгута, цепные матрицы могут эксплуатироваться с повышенной линейной скоростью при сохранении времени пребывания жгута в сомкнутой матрице. Настоящее изобретение направлено на установление скорости, с которой может работать цепной резательный станок. Это может быть осуществлено путем увеличения числа матриц, которые смыкаются вокруг жгута, для поддержания минимального времени пребывания продукта в сомкнутой матрице.
Таким образом, аппарат цепного резательного станка 10 может работать на повышенной скорости, поддерживая при этом минимальное время пребывания продукта в сомкнутой матрице. Такое минимальное время пребывания представляет собой время, достаточное для обеспечения эффективного запечатывания продукта с начинкой в закрытой матрице, предотвращения утечки начинки из него. Как можно ожидать, время пребывания продукта в сомкнутой матрице определяется числом одновременно сомкнутых вокруг продукта матриц и скоростью вращения цепей 12 и 14.
Как показано на Фиг.2, длина цепи измеряется между расположенными на некотором расстоянии валиками 16 таким образом, чтобы, предпочтительно, восемнадцать звеньев цепи 25 оставались в контакте в сомкнутом положении вокруг подаваемого между ними жгута продукта. Таким образом, пока индивидуальная сомкнутая матрица проходит путь от одного конца цепи до другого между валиками 16, продукт остается в сомкнутой матрице в течение длительного периода времени. Такая конструкция увеличивает способность продукта к запечатыванию, что особенно важно в случае продуктов жевательной резинки с центральным наполнением для предотвращения утечки композиции начинки из сформованной порции. Более длинная цепная матрица имеет специально спроектированный кулачковый механизм для обеспечения улучшенного контакта между верхней и нижней цепями 12 и 14. Кроме того, в зависимости от конкретного используемого продукта, конструкция обеспечивает гибкость для увеличения или уменьшения площади контакта между верхней и нижней цепями.
В одном варианте воплощения изобретения для обеспечения поддержания продуктов в закрытых секциях матриц используются восемнадцать секций матриц. В некоторых вариантах воплощения число сомкнутых полостей матриц может составлять по меньшей мере примерно семь закрытых секций матриц. В некоторых вариантах воплощения число сомкнутых полостей матриц может составлять по меньшей мере примерно десять, и в некоторых вариантах воплощения число сомкнутых полостей матриц может включать по меньшей мере примерно восемнадцать закрытых секций матриц. В некоторых вариантах воплощения число сомкнутых полостей матриц может составлять от примерно десяти до примерно двадцати закрытых секций матриц. Для этих численных значений увеличения числа секций матриц, увеличение линейной скорости цепей может меняться от 0% ускорения до 100% ускорения по сравнению с обычно используемыми при сохренении минимального времени пребывания. В некоторых вариантах реализации скорость цепи может составлять 30 м/мин до примерно 200 м/мин. В других вариантах воплощения скорость цепи может составлять от примерно 50 м/мин до примерно 200 м/мин. В других вариантах воплощения скорость цепи может составлять от примерно 100 м/мин до примерно 200 м/мин. В других вариантах воплощения скорость цепи может составлять примерно 100 м/мин. В других вариантах воплощения скорость цепи может составлять примерно 150 м/мин.
Усовершенствования можно продемонстрировать путем сравнения с существующими цепными резательными аппаратами, такими как описанные в вышеназванных патентах, включенных в качестве ссылки. Например, в одной известной конструкции число звеньев цепи и контактов равно четырем, в то время как в более длинной цепной матрице по настоящему изобретению в контакте находится восемнадцать звеньев. Данные, приведенные в Таблице ниже, показывают сравнение между существующей производственной цепной матрицей и усовершенствованной более длинной цепной матрицей, с учетом таких параметров, как длина каждого звена, общая длина контакта, скорость движения матриц и среднее время пребывания.
Как видно из Таблицы, большая длина цепной матрицы обеспечивает значительно большее число сомкнутых секций в контакте со жгутом, что приводит к увеличенному времени выдерживания (времени пребывания) жгута в сомкнутой матрице при сравнимых скоростях. Это, таким образом, позволяет цепной матрице двигаться с большими скоростями, чем существующим цепным матрицам, при сохранении сопоставимых времен пребывания. Скорость вращения цепного резательного станка может быть увеличена по сравнению со скоростью по известному уровню техники, и число сомкнутых полостей матриц также может быть увеличено по сравнению с числом сомкнутых полостей матриц по известному уровню техники. Например, Таблица показывает, что при работе со скоростью 50 м/мин, более длинная цепь увеличивает время пребывания жгута в сомкнутой матрице с 0,0960 в существующей конструкции до 0,4320 в конструкции по настоящему изобретению.
В зависимости от конфигурации цепного резательного станка, величина наружного диаметра, число цепных матриц, находящихся в контакте, скорость цепи и время выдерживания могут меняться. Например, в некоторых существующих цепных резательных станках величина наружного диаметра может составлять 400 мм, число цепных матриц в контакте может составлять от четырех до девяти, и скорость цепи может составлять от 50 м/мин до 100 м/мин. Например, усовершенствованный цепной резательный станок может иметь величину наружного диаметра, равную примерно 600 мм; число цепных матриц в контакте в усовершенствованном цепном резательном станке может составлять по меньшей мере примерно 10, по меньшей мере примерно 15, или по меньшей мере от примерно 15 до примерно 20; скорость цепи у усовершенствованного цепного резательного станка может составлять от примерно 30 м/мин до примерно 200 м/мин, или от примерно 100 м/мин до примерно 200 м/мин; и время выдерживания у усовершенствованного цепного резательного станка может составлять от примерно 0,1 до примерно 0,5 секунды.
Таким образом, если задано минимальное время пребывания, то конструкция по настоящему изобретению позволяет использовать цепь на большей скорости, поддерживая данное минимальное время пребывания. Работа на более высокой скорости увеличивает производительность процесса в целом.
Кроме того, увеличение числа сомкнутых полостей матриц по сравнению с ранее использовавшимися матрицами может быть достигнуто за счет увеличения длины цепей. Увеличение числа сомкнутых матриц позволяет уменьшить скорость цепи, сохраняя при этом производительность процесса. Аналогично, увеличение скорости цепи позволяет уменьшить число сомкнутых матриц, поддерживая при этом производительность процесса.
Как видно, изобретение рассматривает четыре основные переменные: время пребывания, длина цепи, скорость цепи и число сомкнутых полостей матриц, одновременно находящихся в сомкнутом положении. Эти четыре переменные могут быть изменены для увеличения выхода продукта. В качестве примера выход может быть увеличен путем увеличения скорости цепи. Если скорость возрастает, то для поддержания минимального времени пребывания должны быть увеличены длина цепи и/или число одновременно сомкнутых секций матриц. Аналогично, если необходимо увеличить время пребывания, то может быть уменьшена скорость цепи или может быть увеличена длина цепи и/или число одновременно сомкнутых полостей матриц. Если увеличивается длина цепи, то для поддержания необходимого минимального времени пребывания может быть увеличена скорость цепи и/или число одновременно сомкнутых полостей матриц. Наконец, если нужно увеличить число одновременно сомкнутых полостей матриц, то скорость цепи и/или длина цепи могут быть увеличены для поддержания минимального времени пребывания. Хотя здесь обговариваются четыре переменные, следует понимать, что существуют другие переменные, которые обязательно будут иметь влияние на описанный здесь процесс.
В одном варианте воплощения, существующий цепной резательный станок использует участок между расположенными на некотором расстоянии друг от друга валиками цепи (величина наружного диаметра) размером примерно 400 мм, и четыре закрытые секции матриц, имеющие длину в закрытом состоянии примерно 80 мм. В некоторых вариантах воплощения усовершенствованный цепной резательный станок использует расстояние между валиками с наружным диаметром, равным примерно 600 мм, и восемнадцать закрытых секций матриц, имеющих длину в закрытом состоянии примерно 360 мм. Такая конструкция позволяет поддерживать минимальное время пребывания, используя более высокую скорость движения цепи. Предпочтительно, цепной резательный станок имеет от примерно 10 до примерно 20 одновременно закрытых секций матриц, с длиной закрытых секций матриц от примерно 200 мм до примерно 400 мм. В других вариантах воплощения скорость цепи увеличивают от примерно 2 до примерно 4 раз по сравнению с существующими цепными резательными станками.
Соответственно, отношение таких закрытых секций матриц на единицу длины цепи (измеренной между валиками) к величине наружного диаметра возрастает от примерно 1/5 в описанном выше существующем варианте воплощения до от примерно 1/3 до примерно 2/3, что соответствует увеличению от примерно 170% до примерно 330% по сравнению с существующими цепными резательными станками. В других вариантах воплощения, усовершенствованный цепной резательный станок увеличивает число закрытых матриц, находящихся одновременно в сомкнутом положении, и/или длину от примерно 1,5 до примерно 6 раз по сравнению с существующими цепными резательными станками, при сохранении или увеличении скорости цепных матриц. В некоторых вариантах воплощения скорость цепной матрицы возрастает от примерно 2 до 4 раз по сравнению с существующими цепными резательными станками.
Кроме того, как показано на Фиг.2, предусматривается нажимная плита 40. Нажимная плита имеет контактную поверхность 42, которая может перемещаться до вхождения в контакт с одной из цепей 14, прижимая цепь 14 в тесный контакт с цепью 12, тем самым поддерживая их в сомкнутом положении и дополнительно обеспечивая надлежащее формование индивидуальных порций.
Следует понимать, что, необязательно, агент, уменьшающий липкость, может быть использован в сочетании с калибровочным устройством жгута для предотвращения адгезии и прилипания жгута к валикам, что уменьшило бы производительность. В общем, агенты, уменьшающие липкость, могут иметь форму порошков, таких как тальк, карбонат кальция, или масел. Например, высокодисперсный туман пищевого масла или материала на основе масла может напыляться на валики и контактирующие с материалом поверхности калибровочного устройства жгута перед или в момент контакта жгута материала жевательной резинки с валиками. Масло временно уменьшает или устраняет липкость материала жевательной резинки и позволяет осуществлять его калибрование без необходимости охлаждения валиков холодным воздухом или газообразным азотом. В качестве альтернативы или дополнительно можно также наносить маслянистый материал непосредственно на жгут материала жевательной резинки. Пригодные пищевые масла или материалы на основе масла включают, без ограничений, миндальное масло, косточковое абрикосовое масло, масло авокадо, масло семян тмина, масло семян бурачника, масло камелии, касторовое масло, масло какао, кокосовое масло, кукурузное масло, хлопковое масло, масло семян энотеры, масло виноградных косточек, масло лесного ореха, конопляное масло, масло жожобы, масло семян karanja, масло плодов лакового дерева, масло ореха макадамия, масло семян луговых трав, масло семян мангозы, оливковое масло, пальмовое масло, арахисовое масло, масло семян тыквы, масло семян шиповника, сафлоровое масло, масло облепихи крушиновидной, масло семян кунжута, масло ореха ши, соевое масло, подсолнечное масло, масло tamanu, масло с витамином Е и масло пшеничных зародышей. Также могут быть использованы синтетические масла.
В варианте воплощения аппарат может поддерживаться при пониженной температуре для предотвращения прилипания кондитерского материала к различным деталям, описанным здесь. С этой целью холодный воздух или газ могут быть направлены на валики, конвейер релаксации, резательный аппарат или любую другую часть системы, в которой потенциально возможно прилипание кондитерского материала. Охлажденный воздух может проходить непосредственно вдоль поверхности деталей для поддержания их при предварительно заданной температуре. В другом варианте воплощения сами детали могут охлаждаться, например, при использовании охлаждаемого экструдера, охлаждаемого калибровочного устройства жгута, охлаждаемого конвейера релаксации и/или охлаждаемого резательного аппарата. Такое охлаждение может осуществляться путем использования охлажденной жидкости, такой как вода, жидкий азот или другая жидкость. В варианте воплощения материал начинки также может охлаждаться на выходе из наполнительной машины. Использование охлажденного материала начинки будет оказывать охлаждающий эффект на наружную часть кондитерского изделия изнутри. Температура частей предпочтительно поддерживается ниже примерно -68°С (-90°F), хотя фактическая температура будет меняться в зависимости от материала и производительности. Индивидуальные детали и/или сами кондитерские изделия могут быть охлаждены до любой температуры от примерно -73,3°С (-100°F) до примерно 10°С (50°F). Для ограничения производственных затрат температура должна быть достаточно низкой для поддержания производительности за счет предотвращения прилипания кондитерских изделий.
Хотя для описания изобретения приведены предпочтительные варианты его воплощения, специалистам в данной области техники будет понятно, что различные изменения могут быть выполнены без нарушения основной сущности и объема изобретения, определяемых формулой изобретения.
Реферат
Изобретение относится к способу и устройству для формования индивидуальных кусочков жевательной резинки с центральным наполнением из непрерывного жгута или пряди. Устройство включает первую непрерывную вытянутую втулочно-роликовую цепь 12 с множеством первых открытых секций полостей матриц 20 и вторую непрерывную вытянутую втулочно-роликовую цепь 14 с множеством вторых открытых секций полостей матриц 21. Первые и вторые полости секций матриц могут взаимно смыкаться с образованием сомкнутых полостей матриц вокруг жгута продовольственного продукта с начинкой, с формованием порций. Изобретение включает четыре основные переменные - время пребывания, длина цепи, скорость цепи и число сомкнутых полостей матриц, одновременно взаимно связанные. Эти четыре переменные могут быть изменены для увеличения выхода продукта, а также поддержания удовлетворительной непроницаемости продовольственного продукта с центральным наполнением. 13 н. и 6 з.п. ф-лы, 2 ил., 1 табл.
Формула
первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц; и
вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц;
указанные первые и вторые полости секций матриц могут находиться в сомкнутом положении с образованием закрытых полостей матриц вокруг указанного жгута продукта, тем самым формуя указанные порции, причем указанный продукт остается в указанных закрытых секциях матриц в течение времени пребывания;
в котором число указанных первых и вторых полостей секций матриц, одновременно находящихся в сомкнутом положении, составляет по меньшей мере примерно десять; и
в котором указанные первая и вторая цепи способны вращаться со скоростью от примерно 30 м/мин до примерно 200 м/мин.
первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц; и
вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц; и
нажимную плиту для вхождения в контакт с одной из указанных цепей для поджимания указанного множества полостей секций в указанное сомкнутое состояние;
указанные первые и вторые полости секций матриц могут находиться в сомкнутом положении, с образованием закрытых полостей матриц вокруг указанного жгута продукта, тем самым формуя указанные порции, причем указанный продукт остается в указанных закрытых секциях матриц в течение времени пребывания;
где число указанных первых и вторых полостей секций матриц, одновременно находящихся в сомкнутом положении, составляет по меньшей мере примерно десять.
первую непрерывную вытянутую втулочно-роликовую цепь, образующую множество первых открытых секций полостей матриц; и вторую непрерывную вытянутую втулочно-роликовую цепь, образующую множество вторых открытых секций полостей матриц; указанные первые и вторые полости секций матриц могут находиться в сомкнутом положении с образованием сомкнутых полостей матриц вокруг указанного жгута продукта, тем самым формуя указанные порции, причем указанный продукт остается в указанных закрытых секциях матриц в течение времени пребывания;
в котором каждая из указанных первой и второй цепей имеет величину наружного диаметра, соответствующую расстоянию между валиками цепей, и указанная цепь образует участок сомкнутых полостей матриц, и где соотношение длины участка сомкнутых секций матриц к величине наружного диаметра составляет примерно от 0,3-0,6 до 1.
подачи указанного жгута между первой и второй вытянутыми вращающимися цепями, где каждая указанная цепь образует множество взаимно смыкающихся открытых секций полостей матриц, одновременного смыкания множества указанных полостей секций матриц вокруг указанного жгута на значительном протяжении для разрезания указанного жгута на указанные отдельные порции, в котором указанное число указанных сомкнутых секций матриц составляет по меньшей мере примерно 10, и где указанные первая и вторая цепи способны вращаться со скоростью от примерно 30 м/мин до примерно 200 м/мин.
подачи указанного жгута между первой и второй вытянутыми вращающимися цепями, каждая указанная цепь образует множество взаимно смыкающихся открытых секций полостей матриц, одновременного смыкания множества указанных полостей секций матриц вокруг указанного жгута на значительном протяжении для разрезания указанного жгута на указанные отдельные порции; и
поджимания одной из указанных цепей до указанного смыкания с указанной другой цепью для поддержания указанного множества указанных полостей секций матриц в указанном закрытом положении, в котором указанное число указанных сомкнутых полостей секций матриц составляет по меньшей мере примерно десять.
установления минимального времени пребывания для удерживания указанного жгута в указанных взаимно сомкнутых закрытых секциях матриц; и
установления числа указанных сомкнутых секций матриц и скорости вращения указанных вращающихся цепей таким образом, чтобы поддерживать по меньшей мере указанное минимальное время пребывания.
установления первого времени пребывания для удерживания указанного жгута в указанных взаимно сомкнутых закрытых секциях матриц; установления числа сомкнутых полостей матриц; и
установления скорости вращения указанных вращающихся цепей таким образом, чтобы указанное первое время пребывания по меньшей мере поддерживалось для указанного установленного числа сомкнутых полостей матриц.
установления первого времени пребывания для удерживания указанного жгута в указанных взаимно сомкнутых закрытых секциях матриц;
установления скорости вращения указанных вращающихся цепей; и установления числа сомкнутых полостей матриц таким образом, чтобы указанное первое время пребывания по меньшей мере поддерживалось для указанной установленной скорости вращения указанных вращающихся цепей.
установления первого времени пребывания для удерживания указанного жгута в указанных взаимно сомкнутых закрытых секциях матриц;
установления скорости вращения указанных вращающихся цепей; и установления длины указанной цепи таким образом, чтобы указанное первое время пребывания по меньшей мере поддерживалось для указанной установленной скорости вращения указанных вращающихся цепей.
установления первого времени пребывания для удерживания указанного жгута в указанных взаимно сомкнутых закрытых секциях матриц;
установления длины указанных вращающихся цепей; и установления скорости вращения указанных вращающихся цепей таким образом, чтобы указанное первое время пребывания по меньшей мере поддерживалось для указанной установленной длины указанных вращающихся цепей.
Комментарии