Способ изготовления формованных и маркированных кондитерских изделий - RU2435429C2
Код документа: RU2435429C2
Чертежи


Описание
Настоящее изобретение относится к способу изготовления различных формованных и маркированных кондитерских изделий в одной форме для формования.
Способ включает помещение съедобного материала в полости в форме для формования для получения формованных кондитерских изделий и для создания формованных кондитерских изделий с маркировкой для упаковки на более поздней стадии. Также предусматривается устройство для осуществления способа.
Обычные линии для формования для изготовления формованных кондитерских изделий, таких как шоколадные плитки, используют формы для формования, содержащие полости, которые располагаются в виде ряда рядов и поперечных рядов. Ряды полостей совмещаются с направлением движения по линии в течение формования. Типичная форма для формования содержит 5-20 рядов и 2-6 поперечных рядов полостей.
Формованные кондитерские изделия получают посредством отсадки кондитерского материала в каждой полости в конкретном поперечном ряду формы для формования с использованием многорядной машины для отсадки конфетных масс. Машина для отсадки конфетных масс располагается выше формы для формования и продолжается на всю ширину формы для формования для этой цели. Машина для отсадки конфетных масс содержит накопитель, содержащий кондитерский материал, и сопла, совмещенные с полостями формы для формования, соединены с накопителем, так что материал может отсаживаться в каждой полости в одном или нескольких поперечных рядах, в одно и то же время. Затем форма для формования транспортируется под машиной для отсадки конфетных масс (например, с использованием конвейера), и кондитерский материал отсаживается в следующем поперечном ряду или во множестве поперечных рядов в форме для формования. Полости в последовательных формах для формования заполняются таким же образом.
Линия для формования может содержать множество машин для отсадки конфетных масс для получения кондитерских изделий, содержащих более одного типа кондитерского материала. Например, формованные кондитерские изделия, содержащие темную начинку и белую/светлую начинку, расположенные слоями, могут быть получены с использованием двух машин для отсадки конфетных масс типа, описанного выше, расположенных последовательно над формами для формования, одной заряженной материалом темной начинки (начинка 1) и другой заряженной материалом белой/светлой начинки (начинка 2). Оболочка (например, шоколадная оболочка) формируется в полостях формы для формования посредством отсадки и охлаждения, осуществляемого перед отсадкой начинки. Это иллюстрируется на Фиг.1, которая содержит дополнительные стадии изготовления формованных кондитерских изделий в соответствии с известным способом. Материал, формирующий основание, отсаживают на начинке после стадии охлаждения для герметизации начинки внутри оболочки и основания. Основание выравнивают посредством соскабливания (или посредством аккуратной отсадки основания или вибрации формы для формования) и осуществляют конечную стадию охлаждения. Полученные формованные кондитерские изделия вынимают и упаковывают.
Кондитерские изделия без начинки могут быть получены посредством помещения кондитерского материала (например, шоколада) в полости формы для формования после стадии предварительного нагревания и опуская стадии получения оболочки, заполнения и формирования основания, показанные на Фиг.1.
Линии для формования, как описано выше, являются пригодными для получения одной разновидности формованного кондитерского изделия в большом объеме. В качестве иллюстрации, обычная линия для формования с постоянным перемещением, содержащая свободно расположенные или фиксированные формы для формования, может достигать скорости примерно 30 форм для формования в минуту или более, когда производит сплошные или имеющие начинку кондитерские изделия с включениями или без них. В терминах массы, может достигаться выход до 7000 кг в час.
Однако такие линии для формования страдают тяжелым отсутствием гибкости, поэтому они не могут приспосабливаться для получения различных видов формованных кондитерских изделий при относительно малых количествах (например, меньше чем 1000 кг в час). Для изменения, например, аромата начинки необходимо заменить начинку в многорядной машине (машинах) для отсадки конфетных масс. Это требует временной приостановки производства, или же производится дополнительное значительное количество незаконченных кондитерских изделий, в то время когда линия продолжает работать. Время "переключения", необходимое для замены начинки, приводит к неэффективности с точки зрения потери рабочего времени, а также расходования материалов, поскольку кондитерские изделия, получаемые в то время, когда линия возвращается к рабочей скорости, часто бывают неидеальными. Необходимость во вмешательстве человека для осуществления переключения также является дорогостоящей.
Сходные проблемы, как и по отношению к времени переключения, встречаются, когда необходимо осуществлять другие изменения/процедуры на линии для формования, например, изменения внешнего вида кондитерских изделий посредством изменения штампованного узора в форме для формования (например, для мечения), изменения формы полостей формы для формования и опустошения полостей формы для формования с целью очистки.
Как следствие, обычные линии для формования ограничиваются крупномасштабным производством одной разновидности формованных кондитерских изделий. Производство меньших количеств определенных разновидностей "по потребности" является неэкономичным из-за потерь, происходящих во время переключения. Это ограничивает способность производителя к быстрому реагированию на требования рынка. Чтобы получить возможность для изготовления различных видов формованных кондитерских изделий, необходимы инвестиции в дополнительные линии для формования и упаковки, и даже тогда уровни использования линий остаются низкими.
Известно использование многорядной машины для отсадки конфетных масс, содержащей накопитель, разделенный на ряд камер для отсадки различных кондитерских материалов. Например, заявка на патент DE 102006024310 A описывает машину для отсадки конфетных масс, содержащую три камеры, каждая камера содержит другой материал начинки. Материал начинки в каждой камере отсаживается в отдельное углубление в каждой полости формы для формования посредством направляющих каналов, так что каждая полость содержит отдельную начинку. Однако одно и то же формованное кондитерское изделие формируется в каждой полости; нет различий в содержимом полостей на различных рядах формы для формования. По этой причине устройство страдает отсутствием гибкости, как обсуждается выше, поскольку невозможно изменять материал начинки для разных полостей. Положение каждого вида начинки в определенной полости фиксируется. Кроме того, невозможно изменить начинку в одной из камер машины для отсадки конфетных масс без прерывания работы линии для формования в целом, поскольку начинка в каждой камере отсаживается в полостях в каждом ряду формы для формования.
Соответственно, целью настоящего изобретения является создание гибкого способа изготовления формованных кондитерских изделий, которые необязательно являются одинаковыми, с использованием одной линии для формования, в то же время устраняя рассмотренные выше недостатки.
Первый вариант осуществления настоящего изобретения представляет собой способ изготовления формованных и маркированных кондитерских изделий, включающий стадии:
(i) помещения съедобного материала в полости формы для формования для получения формованных кондитерских изделий, форма для формования содержит два или более рядов полостей; и
(ii) нанесения на каждое формованное кондитерское изделие маркировки в соответствии с идентификацией съедобного материала в кондитерском изделии с тем, чтобы получить формованные и маркированные кондитерские изделия; где каждый ряд полостей ассоциируется по меньшей мере с одной однорядной машиной для отсадки конфетных масс, которая отсаживает съедобный материал в полости только на этом ряду.
Обнаружено, что способ в соответствии с первым вариантом осуществления является преимущественным в том, что он позволяет изготавливать различные формованные кондитерские изделия по потребности с использованием обычных форм для формования. Конкретно, использование однорядных машин для отсадки конфетных масс позволяет отсаживать отдельный съедобный материал в каждом ряду полостей, то есть количество видов формованных кондитерских изделий может соответствовать количеству рядов полостей в форме для формования. Однако возможно также изготовление одного и того же формованного кондитерского изделия на нескольких рядах полостей посредством отсадки одного и того же съедобного материала из однорядных машин для отсадки конфетных масс, связанных с рассматриваемыми рядами. Следствием этого является то, что конкретный вид формованного кондитерского изделия может изготавливаться при относительно малом количестве (например, примерно 100 кг в час) или при относительно высоком количестве (например, больше чем 1000 кг в час), по потребности.
Использование однорядных машин для отсадки конфетных масс также уменьшает время переключения и устраняет остановку линии для формования, поскольку каждая однорядная машина для отсадки конфетных масс может удаляться из линии для формования независимо от других и заменяться почти немедленно другой такой машиной для отсадки конфетных масс, содержащей другой съедобный материал. Единственная потеря в этом случае представляет собой минимальную потерю кондитерских изделий в одном ряду при замене однорядной машины для отсадки конфетных масс. Другие ряды не затрагиваются.
Нанесение на каждое формованное кондитерское изделие маркировки в соответствии с идентификацией съедобного материала, отсаженного с помощью однорядных машин для отсадки конфетных масс, позволяет идентификацию и дифференциацию кондитерских изделий в каждом ряду. Таким образом, кондитерские изделия могут индивидуальным образом сортироваться и надежно упаковываться.
В целом, способ позволяет получение различных формованных кондитерских изделий по потребности и с минимальными потерями.
Второй вариант осуществления настоящего изобретения представляет собой способ изготовления упакованных формованных и маркированных кондитерских изделий, включающий стадии изготовления формованных и маркированных кондитерских изделий с помощью способа в соответствии с первым вариантом осуществления,
(iii) считывания маркировки на формованных и маркированных кондитерских изделиях и
(iv) упаковки формованных и маркированных кондитерских изделий на основе считанной маркировки.
Способ позволяет надежную упаковку кондитерских изделий в соответствии с идентификацией съедобного материала в них, даже если кондитерские изделия имеют одинаковый внешний вид (например, если кондитерские изделия различаются только с точки зрения их начинки).
Таким образом, идентичные или различные кондитерские изделия могут упаковываться вместе в соответствии с потребностью.
Третий вариант осуществления настоящего изобретения представляет собой устройство для изготовления формованных и маркированных кондитерских изделий, содержащее:
(i) форму для формования, содержащую два или более рядов полостей;
(ii) по меньшей мере, одну однорядную машину для отсадки конфетных масс, связанную с каждым рядом полостей, так что каждая однорядная машина для отсадки конфетных масс может отсаживать съедобный материал в полостях только вдоль одного ряда, однорядные машины для отсадки конфетных масс выполнены с возможностью перемещения по отношению к форме для формования и друг к другу; и
(iii) средства для осуществления маркировки, для нанесения на формованные кондитерские изделия в полостях маркировки в соответствии с идентификацией съедобного материала в полостях.
Устройство адаптируется для осуществления способа, определенного в первом варианте осуществления настоящего изобретения. Следовательно, устройство обеспечивает преимущества, рассмотренные выше по отношению к первому варианту осуществления. В частности, использование однорядных машин для отсадки конфетных масс, которые могут перемещаться по отношению к форме для формования и друг к другу, позволяет каждой однорядной машине для отсадки конфетных масс располагаться для отсадки начинки независимо от остальных однорядных машин для отсадки конфетных масс и удаляться из линии для формования, не мешая работе остальных однорядных машин для отсадки конфетных масс.
На чертежах:
Фиг.1: блок-схема, иллюстрирующая известную линию для формования для получения кондитерских изделий с начинкой.
Фиг.2: вид сверху устройства в соответствии с настоящим изобретением (не в масштабе).
Фиг.3: 3-мерное показание, показывающее возможные положения маркировки на шоколадной плитке.
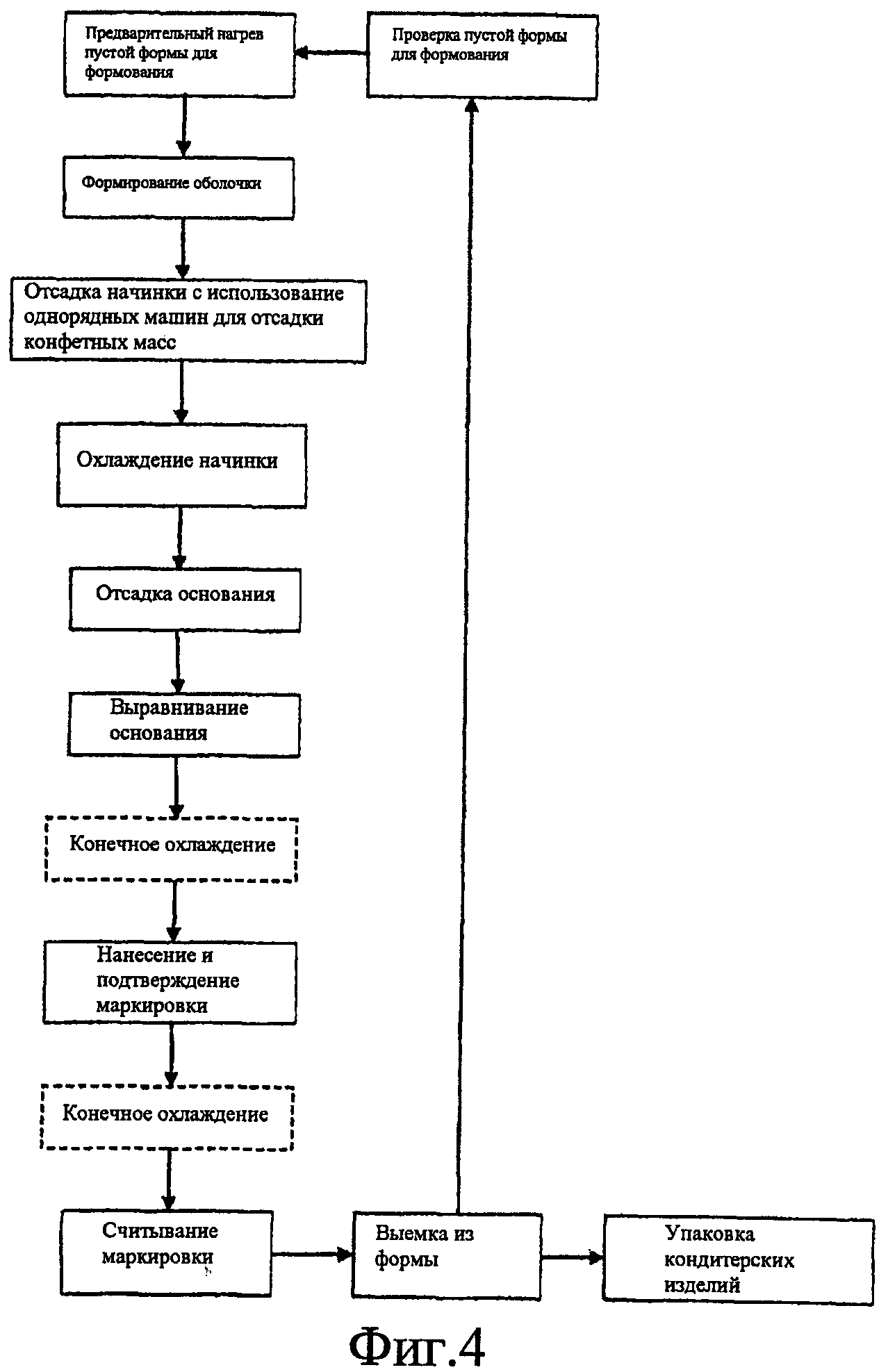
Фиг.4: блок-схема предпочтительного способа в соответствии с настоящим изобретением для получения кондитерских изделий с начинкой.
Подробное описание изобретения
Способ в соответствии с первым вариантом осуществления настоящего изобретения, определенным выше, описывается подробно ниже.
(i) Отсадка
Способ включает стадию помещения съедобного материала в полости формы для формования с получением формованных кондитерских изделий, форма для формования содержит два или более рядов полостей.
Съедобный материал может представлять собой любой съедобный материал, который обычно используют для получения формованных кондитерских изделий. Съедобный материал предпочтительно содержит по меньшей мере один материал из шоколада, сливок, карамели, тоффи, фруктов и орехов, а более предпочтительно, включает шоколад.
"Шоколад" включает шоколад без добавок, темный шоколад, молочный шоколад (включая детский молочный шоколад) и белый шоколад. Эти разновидности шоколада могут соответствовать EU Chocolate Directive (Directive 200/36/EC). Однако съедобный материал также может включать соединение шоколада, которое не соответствует этой директиве, например, шоколад, содержащий растительный жир, превосходящий предел, приведенный EU Chocolate Directive.
"Сливки" включают одинарные сливки, двойные сливки и сметану. Сливки могут обрабатываться (например, стерилизоваться и/или пастеризоваться) и могут использоваться в форме порошка.
Карамель получают посредством нагревания сахаров для того, чтобы вызвать изомеризацию и полимеризацию, с последующим охлаждением. Карамель может использоваться в виде жидкости или твердого продукта. Тоффи представляет собой продукт, полученный посредством кипячения сахара или патоки вместе с маслом.
"Фрукты" включают обычные фрукты, такие как яблоки и груши; ягоды, такие как земляника, малина, черника, клюква и ежевика; косточковые фрукты, такие как вишня, персики, нектарины и абрикосы; цитрусовые фрукты, такие как лимоны и апельсины; и экзотические фрукты, такие как бананы, киви, ананас, папайя и манго. Фрукты могут находиться в форме цельных фруктов, кусочков фруктов, фруктового пюре, фруктового сока, концентрата фруктового сока или их смеси. Содержание влажности фруктов предпочтительно меньше чем 6 мас.% для предотвращения микробного заражения фрукта и для простоты обработки. Примеры таких фруктов включают изюм.
"Орехи" включают, например, фундук, грецкий орех, миндаль и кокос. Орехи могут находиться в форме цельных орехов, кусочков ореха или продукта, полученного из орехов, такого как марципан или нуга.
Съедобный материал может содержать другие ингредиенты, выбранные, например, из ароматизаторов (например, ванили или аромата кофе), сахара (например, сахарозы, фруктозы и тому подобное), спирта и консервантов.
Съедобный материал может содержать включения. Например, съедобный материал может состоять из шоколада, имеющего кусочки орехов или фруктов, смешанные с ним. Кроме того, съедобный материал может быть пористым (например, пористый шоколад или взбитые сливки).
Форма для формования может представлять собой форму для формования, обычно используемую при производстве формованных кондитерских изделий, при условии, что форма для формования содержит два или более рядов полостей форм для формования. Например, форма для формования может представлять собой форму для формования в виде поддона, состоящую из 2-20 рядов полостей, полости также располагаются в виде поперечных рядов (например, 2-6 поперечных рядов). Форма для формования предпочтительно содержит 6-12 рядов для оптимизации количества различных формованных кондитерских изделий, которые могут быть изготовлены, устраняя при этом еще излишнее усложнение линии для формования из-за присутствия множества однорядных машин для отсадки конфетных масс.
Форма и размер полостей в форме для формования не является как-либо ограниченной и зависит от типа формованного кондитерского изделия, которое должно производиться. Все полости в форме для формования могут быть идентичными по форме и размеру. Альтернативно, форма полостей может изменяться от одного ряда к другому и/или от одного поперечного ряда к другому. Также возможно, чтобы размер полостей изменялся от одного ряда к другому, благодаря использованию однорядной машины для отсадки конфетных масс, связанной с каждым рядом. Например, один ряд полостей может изготовлять плитки, а другой ряд полостей в той же форме может производить пралине.
Полости в форме для формования могут иметь дополнительные полости, так что полученное формованное кондитерское изделие содержит углубления на его поверхности после выемки из формы для формования. Это позволяет разделять формованные кондитерские изделия, такие как шоколадные плитки, на блоки, которые могут разламываться на простые в обращении кусочки. Полости также могут иметь на их внутренних поверхностях другие особенности, такие как украшения.
Фиг.2 иллюстрирует вариант расположения полостей. На Фиг.2 показаны две последовательных формы для формования на линии для формования. Формы для формования (1) являются идентичными, и каждая из них содержит по шесть продольных рядов и два поперечных ряда идентичных прямоугольных полостей (2).
Форма для формования может располагаться и перемещаться обычным образом. Например, форма для формования может фиксироваться на конвейере с непрерывным движением или может устанавливаться свободно на конвейере с периодическим движением.
Каждый ряд полостей связан по меньшей мере с одной однорядной машиной для отсадки конфетных масс, которая отсаживает съедобный материал в полостях только на данном ряду. Однорядные машины для отсадки конфетных масс являются независимыми, то есть они могут отсаживать различные съедобные материалы и могут перемещаться по отношению к форме для формования и друг к другу.
Предпочтительно, однорядные машины для отсадки конфетных масс расположены над рядами полостей в шахматном порядке, что означает, что машины для отсадки конфетных масс расположены над соседними рядами, а не друг за другом (т.е. не расположены над соседними полостями). Это позволяет располагать машины для отсадки конфетных масс на некотором расстоянии друг от друга, так что они могут перемещаться в свои положения отсадки и из них, не затрагивая другие машины для отсадки конфетных масс. Это иллюстрируется на Фиг.2, которая изображает линию для формования, в которой однорядные машины для отсадки конфетных масс (3) располагаются над рядами полостей в шахматном порядке. Каждая машина для отсадки конфетных масс помещает съедобный материал (4) в одну полость за один раз. Однако однорядные машины для отсадки конфетных масс могут альтернативно помещать съедобный материал в несколько полостей одновременно. Форма для формования переносится под однорядными машинами для отсадки конфетных масс, так что съедобный материал может отсаживаться в каждую из их полостей.
Конструкция однорядных машин для отсадки конфетных масс может быть следующей:
каждая однорядная машина для отсадки конфетных масс содержит камеру, имеющую вход, соединенный с темперирующей машиной с помощью гибких трубок, и выход, соединенный, например, с узлом для декристаллизации, с помощью гибких трубок. Машины для отсадки конфетных масс не содержат накопителя, как в обычных многорядных машинах для отсадки конфетных масс. Съедобный материал, который должен отсаживаться, скорее непрерывно циркулирует между темперирующей машиной, камерой машины для отсадки конфетных масс и узлом декристаллизации, тем самым уменьшается размер машин для отсадки конфетных масс. Камера и гибкие трубки предпочтительно нагреваются (например, до 26-32°C) для поддержания съедобного материала (например, предварительно кристаллизованного или темперированного съедобного материала) в контролируемой жидкой или вязкой форме.
Съедобный материал отсаживается из камеры в полостях на рядах, с которыми связана машина для отсадки конфетных масс. Это может достигаться с помощью использования одного или нескольких пневматических или гидравлических поршней, которые прокачивают съедобный материал через одно или несколько сопел. Съедобный материал может отсаживаться посредством пластины для отсадки, соединенной с камерой, поршень (поршни) вставляют в пластину для отсадки, так что съедобный материал выдавливается из камеры во время прямого хода поршня (поршни) и отсаживается через сопла с помощью пластин для отсадки при обратном ходе.
Однорядные машины для отсадки конфетных масс поддерживаются с использованием, например, программируемого и подвижного промышленного робота. Это позволяет машинам для отсадки конфетных масс независимо маневрировать в положении над рядами полостей.
Каждый ряд может быть связан с несколькими однорядными машинами для отсадки конфетных масс для получения формованного кондитерского изделия, содержащего нескольких разновидностей съедобного материала. Например, две однорядные машины для отсадки конфетных масс могут располагаться последовательно над одним рядом полостей, одна машина для отсадки конфетных масс загружается белой начинкой, а другая загружается фруктовой начинкой для получения слоистых кондитерских изделий. Альтернативно, однорядные машины для отсадки конфетных масс могут относиться к "одноразовому" типу, это означает, что они могут отсаживать два или более съедобных материала по существу в одно и то же время. Такие машины для отсадки конфетных масс, как правило, содержат сопло, имеющее один или несколько кольцевых проходов, расположенных вокруг центрального прохода. Это позволяет формование на одной стадии кондитерского изделия, имеющего оболочку и начинку или начинку и отделочный слой. Однорядные машины для отсадки конфетных масс могут отсаживать различные съедобные материалы. То есть каждый ряд может предназначаться для изготовления отдельной разновидности формованного кондитерского изделия. Однако если требуется высокое количество конкретной разновидности формованного кондитерского изделия, две или более однорядных машин для отсадки конфетных масс могут отсаживать одинаковый съедобный материал. В этом случае отдельный темперирующий узел, содержащий рассматриваемый съедобный материал, может соединяться с однорядными машинами для отсадки конфетных масс, связанными с двумя или более рядами. Таким образом получают высокий уровень гибкости посредством использования однорядных машин для отсадки конфетных масс. В крайнем случае, возможно получение одной единицы конкретной разновидности формованного кондитерского изделия. Следовательно, способ является пригодным для изготовления персонализированных кондитерских изделий, а также для объемного изготовления отдельных разновидностей кондитерских изделий.
Однорядные машины для отсадки конфетных масс могут использоваться в сочетании с обычной многорядной машиной для отсадки конфетных масс, если требуется отсадка общего материала в каждую полость в форме для формования (например, для формирования оболочки или слоя основания). Многорядная машина для отсадки конфетных масс может располагаться до или после однорядных машин для отсадки конфетных масс.
Однорядные машины для отсадки конфетных масс могут контролироваться с помощью системы взаимного расположения, которая позволяет координировать позиции форм для формования и машин для отсадки конфетных масс. Это позволяет аккуратную отсадку съедобного материала в полостях на каждом ряду, а также позволяет автоматическую посылку команды переключения отдельным однорядным машинам для отсадки конфетных масс, так что съедобный материал может заменяться. Например, для отсадки конфетных масс в соответствии с информацией на форме для формования может использоваться радиочастотная идентификация (RFID) для контроля однорядных машин. Это может включать помещение метки в каждый ряд полостей, метка несет маркировку, соответствующую съедобному материалу, который должен отсаживаться в полостях на каждом ряду. Метка в конкретном ряду сообщается с узлом контролера программируемой логики (PLC) линии для формования, так что однорядная машина для отсадки конфетных масс может контролироваться для отсадки конкретного съедобного материала в полостях на этом ряду.
Формованные кондитерские изделия могут принимать разнообразные формы в зависимости, отчасти, от конструкции полостей формы для формования и от расположения машин для отсадки конфетных масс над рядами полостей. Формованные кондитерские изделия могут находиться в форме, например, плиток, батончиков или пралине. Формованные кондитерские изделия могут не иметь начинки (например, представлять собой шоколадную плитку, оболочку, полую фигурку или ее часть) или иметь начинку (например, представлять собой пралине, имеющее оболочку и начинку). Форма полученных формованием кондитерских изделий может изменяться от одного ряда полостей к другому. Например, кондитерские изделия с начинкой и без начинки могут изготавливаться одновременно на разных рядах, если требуется.
Съедобный материал, отсаженный с помощью однорядных машин для отсадки конфетных масс, может формировать массу без начинки (например, шоколадную плитку), начинку, оболочку или отделочный слой. По этой причине можно формировать различные массы без начинки, начинки, оболочки или отделочные слои на различных рядах полостей. Альтернативно, съедобный материал может формировать декоративный элемент, который изменяется от одного ряда полостей к другому. Однако является предпочтительным, чтобы съедобный материал, отсаженный с помощью однорядных машин для отсадки конфетных масс, представлял собой материал начинки. Более предпочтительно, формованные кондитерские изделия содержат шоколадную оболочку, сформированную перед стадией (i), и начинку, содержащую съедобный материал. Композиция и текстура материала начинки может подбираться для получения определенного профиля ощущений.
(ii) Маркировка
Каждое формованное кондитерское изделие снабжают маркировкой в соответствии с идентификацией съедобного материала в кондитерском изделии. Как показано на Фиг.2, это достигается с помощью использования средств для осуществления маркировки (5), помещенных после однорядных машин для отсадки конфетных масс.
Маркировка, наносимая на формованные кондитерские изделия, является уникальной для каждого типа съедобного материала, отсаживаемого с помощью однорядных машин для отсадки конфетных масс, и таким образом позволяет дифференциацию кондитерских изделий, содержащих различные съедобные материалы. Съедобные материалы могут дифференцироваться с точки зрения их ингредиентов или с точки зрения других свойств, таких как уровень их пористости, или количества съедобных материалов, содержащихся в кондитерских изделиях.
Является желательным, чтобы маркировка формировалась на формованных кондитерских изделиях аккуратно и была стабильной по отношению к последующей обработке кондитерских изделий с тем, чтобы различные кондитерские изделия могли надежно дифференцироваться. Маркировка также должна быть безопасной (то есть нетоксичной) и предпочтительно не должна иметь отрицательного влияния на внешний вид кондитерских изделий.
В соответствии с предпочтительным вариантом осуществления маркировка представляет собой выпуклое показание, получаемое посредством нанесения одной или нескольких капель воска на поверхность формованных кондитерских изделий с помощью струйной печати. Воск может выбрасываться из головки стандартного струйного принтера пищевого качества. Отдельная капля воска может использоваться для идентификации и дифференциации формованных кондитерских изделий по размеру и/или форме капли. Несколько капель воска также могут идентифицировать и дифференцировать формованные кондитерские изделия таким образом; однако количество и/или расположение множества капель воска могут использоваться, альтернативно или дополнительно для формирования маркировки. Альтернативно, маркировка может основываться на цвете воска. Хотя является предпочтительным, чтобы воск был бесцветным с тем, чтобы он был по существу невидимым для глаз человека. Соответствующий воск получают из фракций пальмового масла с высокой температурой плавления.
Является предпочтительным, чтобы воск наносился после охлаждения формованных кондитерских изделий (например, до 9-17°C), так чтобы поверхность, на которую наносят воск, отверждалась. Это устраняет смешивание ингредиентов кондитерского изделия на поверхности с воском, стекание воска по поверхности или некоторые другие воздействия капли (капель) воска.
В соответствии с альтернативным предпочтительным вариантом осуществления маркировку формируют с помощью одного или нескольких отпечатков в поверхности формованных кондитерских изделий. Отпечаток (отпечатки) может формироваться посредством механического проникновения в поверхность с использованием обычных инструментов. Однако является предпочтительным, чтобы отпечаток (отпечатки) являлся (являлись) частично сферическим, чтобы уменьшить появление белесоватых следов жира на поверхности кондитерских изделий.
Отдельный отпечаток может идентифицировать и дифференцировать формованные кондитерские изделия по размеру и/или форме отпечатка. Имеется также случай, когда на поверхности формируется несколько отпечатков; однако количество и/или расположение множества отпечатков на поверхности также может использоваться для формирования маркировки. Отпечаток (отпечатки) предпочтительно имеет (имеют) самый большой диаметр не более чем 2 мм, более предпочтительно 0,5-2,0 мм, а глубина отпечатка (отпечатков) предпочтительно равна 0,2-5,0 мм для простоты детектирования, в то же время предотвращая ухудшение внешнего вида кондитерских изделий.
Отпечаток может формироваться на поверхности формованных кондитерских изделий с использованием иглы, приводимой в действие пьезоэлементом, которая предпочтительно имеет закругленный кончик.
Отпечаток предпочтительно формируют после охлаждения формованных кондитерских изделий, так что они частично отверждаются, для предотвращения затекания ингредиентов кондитерского изделия в отпечаток. Отпечаток может проделываться в то время, когда формованные кондитерские изделия находятся внутри охладителя, так что кондитерские изделия дополнительно отверждаются непосредственно после формирования отпечатка.
В соответствии с дополнительным предпочтительным вариантом осуществления маркировка представляет собой выпуклое показание, формируемое посредством вдавливания одного или нескольких предварительно изготовленных объектов в поверхность формованных кондитерских изделий (например, посредством осторожной штамповки). Объекты могут принимать разнообразные формы для дифференциации кондитерских изделий. Например, объекты, которые являются съедобными, могут иметь такую форму, чтобы представлять съедобный материал в кондитерских изделиях. Так, когда съедобный материал представляет собой фруктовую начинку, объекты могут представлять тип фрукта в начинке (например, землянику, малину и тому подобное). Альтернативно, формованные кондитерские изделия могут дифференцироваться по количеству и/или расположению множества объектов на их поверхности или по цветам объектов.
Объекты могут иметь композицию, которая является такой же, как у других частей формованных кондитерских изделий. Например, объекты могут состоять из шоколада, как используется для формования основания на кондитерских изделиях, необязательно, с добавленными украшениями.
Объекты, которые должны запрессовываться в поверхность формованных кондитерских изделий, имеют предпочтительную глубину 1,0-2,5 мм, и глубина объектов, когда они запрессованы в поверхность формованных кондитерских изделий (то есть высота выпуклого показания), предпочтительно составляет 2,0 мм, для обеспечения достаточно выпуклой поверхности для считывания, в то же время не затрудняя дальнейшую обработку кондитерских изделий или не ухудшая внешний вид их поверхности.
Является предпочтительным, чтобы выпуклое показание формировалось в то время, когда формованные кондитерские изделия являются только частично отвержденными, так что объекты могут легко запрессовываться в поверхность кондитерских изделий. Кроме того, является предпочтительным охлаждать и таким образом отверждать формованные кондитерские изделия после формирования выпуклого показания, так что объекты создаются в поверхности формованных кондитерских изделий без повреждения кондитерских изделий (например, без образования трещин в поверхности кондитерских изделий).
Маркировка наиболее предпочтительно представляет собой выпуклое показание, сформированное посредством запрессовывания одного или нескольких объектов в поверхность формованных кондитерских изделий. Это происходит потому, что объекты являются устойчивыми к дальнейшей обработке (например, выемки из формы для формования) и при манипуляциях с кондитерскими изделиями. Также объекты могут служить для двойной цели, при этом они могут использоваться для украшения формованных кондитерских изделий, а также для их маркировки.
Маркировка может создаваться на любой части поверхности формованных кондитерских изделий, с которой она может считываться. Как показано на Фиг.3, маркировка может создаваться на верхней поверхности (положение A) или на боковой грани (положение B) формованных кондитерских изделий. Является, однако, предпочтительным, чтобы маркировка формировалась на верхней поверхности формованных кондитерских изделий для облегчения создания маркировки и считывания маркировки. Формованное кондитерское изделие, показанное на Фиг.3, представляет собой шоколадную плитку.
Возможно создание формованных кондитерских изделий с несколькими маркировками. Например, формованные кондитерские изделия могут снабжаться маркировкой в соответствии со съедобным материалом в начинке и маркировкой в соответствии со съедобным материалом в декоративном элементе на поверхности кондитерских изделий. Соответственно, формованные кондитерские изделия могут дифференцироваться сначала на основе их начинок, а затем на основе их украшений.
Дополнительные стадии
Способ может включать одну или несколько дополнительных стадий, кроме стадий (i) и (ii), описанных выше. Например, оболочка может формироваться в полостях формы для формования перед отсадкой съедобного материала на стадии (i). Оболочка может быть общей для всех полостей в форме для формования, и оболочка предпочтительно представляет собой шоколадную оболочку.
Оболочка может формироваться в полостях с использованием обычных способов. Например, жидкий материал оболочки (например, жидкий шоколад) отсаживают в полость, на форму для формования воздействуют вибрацией для удаления пузырьков воздуха в материале оболочки, форму для формования переворачивают вверх дном для удаления избытка материала оболочки и материал оболочки, остающийся в полостях, отверждают посредством охлаждения. Альтернативно и предпочтительно, оболочку формируют посредством штампования (например, холодного штампования, штампования с замороженным пуансоном или формования с помощью холодного прессования), при этом жидкий материал оболочки прижимают к стенке полостей и обрабатывают посредством вставки штампа, охлажденного до температуры в пределах между -10°C и 5°C в полости в течение до 5 секунд.
Отделочный слой может формироваться на формованных кондитерских изделиях перед тем, как кондитерские изделия снабжаются маркировкой. Отделочный слой образует самый верхний слой кондитерского изделия в полостях, но может формировать и основание кондитерских изделий после того как кондитерские изделия вынимают из формы для формования. Отделочный слой может формироваться из такого же материала, как и оболочка, когда оболочка также предусматривается, но это не главное. Отделочный слой предпочтительно представляет собой слой шоколада. Маркировку предпочтительно формируют на отделочном слое.
Является особенно предпочтительным, чтобы формованные кондитерские изделия представляли собой шоколадные кондитерские изделия без начинки, содержащие съедобный материал, или формованные кондитерские изделия содержат шоколадную оболочку, начинку, содержащую съедобный материал и шоколадное основание, на котором формируют маркировку. Эти различные кондитерские изделия могут изготавливаться одновременно на различных рядах полостей.
В качестве дополнительной и предпочтительной стадии формованные кондитерские изделия подвергаются вибрационной обработке для устранения нежелательных пузырьков воздуха в кондитерских изделиях и для сглаживания открытой верхней маркированной поверхности кондитерских изделий. Это обеспечивает более ровную поверхность по сравнению с соскабливанием поверхности кондитерских изделий в соответствии с обычными способами.
Способ в соответствии со вторым вариантом осуществления настоящего изобретения, определенным выше, описывается подробно ниже.
(iii) Считывание
Способ включает стадию считывания маркировки на формованных и маркированных кондитерских изделиях, полученных с помощью следующих стадий (i) и (ii) в соответствии с первым вариантом осуществления, описанным выше.
Маркировка может считываться с использованием матричной CCD видеокамеры, если маркировка состоит из двухмерной структуры, при условии, что имеется достаточное освещение маркировки.
Маркировка может считываться с использованием трехмерного сканера (например, трехмерного сканера тринангуляционного типа), который использует лазерный источник света и камеру для анализа структуры поверхности формованных и маркированных кондитерских изделий в случае, когда маркировка представляет собой выпуклое показание или отпечаток. Один или несколько трехмерных сканеров располагаются, так что маркировка каждого кондитерского изделия находится в поле зрения по меньшей мере одного из сканеров.
Является преимущественным считывать маркировку на формованных и маркированных кондитерских изделиях непосредственно после формирования маркировки, а также перед упаковкой для подтверждения того, что маркировка является точной. Это позволяет идентифицировать кондитерские изделия, несущие неточные маркировки (маркировки, которые при считывании не соответствуют маркировке, запрограммированной в средствах для осуществления маркировки), и удалять их перед дальнейшей обработкой кондитерских изделий.
Формованные и маркированные кондитерские изделия могут выниматься из формы для формования до или после считывания маркировки, хотя более надежным является считывание маркировки на кондитерских изделиях перед выемкой из формы для формования. Выемку из формы для формования предпочтительно осуществляют посредством вакуума, при этом ориентация кондитерских изделий сохраняется во время их удаления из полостей, вместо переворачивания кондитерских изделий. Кондитерские изделия таким образом могут помещаться на поверхность (например, конвейера), так что маркировка не находится в контакте с поверхностью. Это устраняет повреждение маркировки и позволяет считывать маркировку, без необходимости в переориентировании кондитерских изделий.
(iv) Упаковка
Способ по второму варианту осуществления также включает стадию упаковки формованных и маркированных кондитерских изделий в соответствии со считываемой маркировкой. "Упаковка" включает завертывание индивидуальных формованных и маркированных кондитерских изделий и упаковку завернутых кондитерских изделий (например, в коробки).
Упаковку осуществляют после выемки кондитерских изделий из формы для формования, и она включает отклонение рядов кондитерских изделий в упаковочные дорожки в соответствии со считываемой маркировкой. Это может достигаться с использованием разделяющего соединения, расположенного между линией для формования и упаковочными дорожками. Упаковочные дорожки ведут к одной или нескольким упаковочным машинам. В соответствии с потребностью формованные и маркированные кондитерские изделия могут направляться в любую упаковочную дорожку. Например, все кондитерские изделия одной и той же разновидности (то есть несущие одинаковую маркировку) могут направляться в одну упаковочную машину, так что они завертываются идентично.
Каждая упаковочная дорожка может снабжаться буферной системой, чтобы аккомодировать кондитерские изделия в случае, когда работа упаковочных дорожек прерывается. Это устраняет потерю кондитерских изделий. Является также предпочтительным, чтобы количество упаковочных дорожек было больше, чем количество рядов с полостями в форме для формования для обеспечения дополнительной емкости для упаковки (избыточной емкости), так чтобы это не требовало регулировок скорости линии для формования с целью согласования со скоростью упаковки. Таким образом, формование может осуществляться при оптимальной скорости линии для формования, которая устраняет изготовление дефектных кондитерских изделий, например, из-за замедления линии для формования с целью согласования со скоростью упаковки.
Фиг.4 иллюстрирует особенно предпочтительный вариант осуществления настоящего изобретения. Способ, показанный на Фиг.4, включает начальную стадию предварительного нагревания пустой формы для формования, содержащей два или более рядов полостей, для устранения большого градиента температуры между полостями и материалом, отсаженным в них. Оболочка (например, шоколадная оболочка) формируется затем в каждой полости формы для формования посредством отсадки и охлаждения. Материал оболочки может быть одинаковым для каждой полости в форме для формования, как описано выше. Затем съедобный материал в жидкой или очень вязкой форме отсаживают в оболочках в полостях из однорядных машин для отсадки конфетных масс, связанных с каждым рядом полостей, с формированием начинки внутри оболочки. Съедобный материал в однорядных машинах для отсадки конфетных масс может быть везде одинаковым или различаться в соответствии с потребностью. Форму для формования переносят под однорядные машины для отсадки конфетных масс для заполнения полостей в каждом поперечном ряду формы для формования. Затем начинку охлаждают, так что она отверждается. После этого слой основания (например, слой шоколадного основания) отсаживают поверх начинки в полостях и слой основания выравнивают предпочтительно посредством вибрации формы для формования.
Формованные кондитерские изделия снабжают маркировкой и маркировку считывают для подтверждения ее точности. Формованные кондитерские изделия подвергают конечной стадии охлаждения до или после нанесения маркировки и подтверждения, в зависимости от природы маркировки (смотри выше), для отверждения слоя основания.
Маркировку на формованных кондитерских изделиях считывают, а затем кондитерские изделия вынимают из формы для формования посредством вакуума. Кондитерские изделия упаковывают на основе считываемой маркировки.
Формованные и маркированные кондитерские изделия без начинки (например, шоколадные плитки) в соответствии с альтернативным предпочтительным вариантом осуществления изготавливают таким же путем, как описано выше и иллюстрируется на Фиг.4, за исключением того, что съедобный материал отсаживают из однорядных машин для отсадки конфетных масс после стадии предварительного нагрева, и стадии формирования оболочки, начинки и основания и стадия выравнивания основания отсутствуют. Конечное охлаждение и нанесение маркировки и подтверждение (или наоборот) предпочтительно осуществляют после деаэрирования и выравнивания съедобного материала (например, посредством вибрации формы для формования).
Формованные и маркированные кондитерские изделия с начинкой и без начинки, как описано выше, могут изготавливаться одновременно на различных рядах полостей.
Настоящее изобретение также предусматривает устройство для изготовления формованных и маркированных кондитерских изделий с помощью способа в соответствии с первым вариантом осуществления, описанным выше. Устройство содержит (i) форму для формования, содержащую два или более рядов полостей, и (ii) по меньшей мере одну однорядную машину для отсадки конфетных масс, связанную с каждым рядом полостей, так что каждая однорядная машина для отсадки конфетных масс может отсаживать съедобный материал в полостях только вдоль одного ряда, однорядные машины для отсадки конфетных масс могут перемещаться по отношению к форме для формования и друг к другу. Форма для формования (i) и однорядные машины для отсадки конфетных масс (ii) являются такими, как описано выше, в связи с первым вариантом осуществления настоящего изобретения. Однорядные машины для отсадки конфетных масс предпочтительно расположены выше рядов в шахматном порядке для простоты манипуляций с машинами для отсадки конфетных масс, как рассмотрено выше.
Устройство также содержит (iii) средства для осуществления маркировки для нанесения на формованные кондитерские изделия в полостях маркировки в соответствии с идентификацией съедобного материала в полостях. Средства для осуществления маркировки могут представлять собой струйный принтер для формирования выпуклого показания на поверхности формованных кондитерских изделий (например, с использованием капель воска), механический инструмент для формирования отпечатка в формованных кондитерских изделиях (например, иглу, приводимую в действие пьезоэлементом, имеющую закругленный кончик), или средства для запрессовывания одного или нескольких объектов в поверхность формованных кондитерских изделий (например, штамп), как описано выше, в связи с первым вариантом осуществления настоящего изобретения.
Реферат
Настоящее изобретение относится к способу и устройству для изготовления формованных и маркированных кондитерских изделий в одной форме для формования. Способ включает стадии: (i) помещения съедобного материала в полости формы для получения формованных кондитерских изделий, форма для формования содержит два или более рядов полостей и (ii) нанесения на каждое формованное кондитерское изделие маркировки в соответствии с идентификацией съедобного материала в кондитерском изделии с тем, чтобы получить формованные и маркированные кондитерские изделия. Причем каждый ряд полостей ассоциируется по меньшей мере с одной однорядной машиной для отсадки конфетных масс, которая отсаживает съедобный материал в полости только на этом ряду. Изобретение позволяет создать гибкий способ изготовления формованных и маркированных кондитерских изделий, которые необязательно являются одинаковыми, с использованием одной линии, с минимальными потерями. 3 н. и 12 з.п. ф-лы, 4 ил.
Формула
(i) помещения съедобного материала в полости формы для формования кондитерских изделий, причем форма содержит два или более рядов полостей, и
(ii) снабжения каждого формованного кондитерского изделия маркировкой в соответствии с идентификацией съедобного материала в кондитерском изделии с тем, чтобы получить формованные и маркированные кондитерские изделия, причем каждый ряд полостей обрабатывается по меньшей мере одной однорядной машиной для отсадки конфетных масс, которая помещает съедобный материал в полости только этого ряда.
изготовления формованных и маркированных кондитерских изделий с помощью способа по любому из пп.1-11,
(iii) считывания маркировки на формованных и маркированных кондитерских изделиях и
(iv) упаковки формованных и маркированных кондитерских изделий на основе считанной маркировки.
(i) форму для формования, содержащую два или более рядов полостей,
(ii) по меньшей мере одну однорядную машину для отсадки конфетных масс, связанную с каждым рядом полостей, так что каждая однорядная машина для отсадки конфетных масс может отсаживать съедобный материал в полостях только вдоль одного ряда, однорядные машины для отсадки конфетных масс могут перемещаться относительно формы для формования и друг друга и
(iii) маркировочное средство для снабжения формованных кондитерских изделий в полостях маркировкой в соответствии с идентификацией съедобного материала в полостях.
Комментарии