Синтез жидкого топлива и химических реактивов из кислородсодержащих углеводородов - RU2472840C2
Код документа: RU2472840C2
Чертежи

Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Заявитель испрашивает приоритет от 5 ноября 2007 г. согласно предварительным заявкам на патент США №60/985475 и 60/985500, а также от 8 марта 2007 г. согласно предварительной заявке на патент США №60/905703.
В находящейся в общей собственности обыкновенной заявке на патент США №11/800671, зарегистрированной 7 мая 2007 г., описан родственный предмет изобретения.
В находящихся в общей собственности обыкновенной заявке на патент США №11/961280 и PCT/US07/88417, зарегистрированных 20 декабря 2007 г., описан родственный предмет изобретения.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Развитию новых технологий получения энергии из источников, отличных от ископаемого топлива, уделяется значительное внимание. Биомасса представляет собой ресурс, который является перспективным в качестве альтернативы ископаемому топливу. В отличие от ископаемого топлива биомасса также является возобновляемым ресурсом.
Одним из видов биомассы является биомасса растений. Биомасса растений является наиболее обильным источником углеводов в мире, вследствие того что лигноцеллюлозные материалы входят в состав клеточных стенок в высших растениях. Клеточные стенки растений разделяют на две группы: первичные клеточные стенки и вторичные клеточные стенки. Первичная клеточная стенка обеспечивает структуру для роста клеток и состоит из трех основных полисахаридов (целлюлоза, пектин и гемицеллюлоза) и одной группы гликопротеинов. Вторичная клеточная стенка, которая образуется после прекращения роста клетки, также содержит полисахариды; она упрочняется посредством полимерного лигнина, образующего ковалентные поперечные связи с гемицеллюлозой. Гемицеллюлоза и пектин обычно широко распространены, но целлюлоза представляет собой преобладающий полисахарид и наиболее обильный источник углеводов.
Большинство транспортных средств, будь то корабли, поезда, самолеты и автомобили, требуют высокой удельной мощности, обеспечиваемой двигателями внутреннего сгорания и/или реактивными двигателями. Данные двигатели требуют полностью сгорающих топлив, которые обычно представляют собой жидкости или, в меньшей степени, сжатые газы. Жидкие топлива являются более удобными для транспортировки вследствие их высокой удельной энергоемкости и возможности их перекачивания, что делает обращение с ними более простым. Поэтому большинство топлив представляют собой жидкости.
В настоящее время биомасса обеспечивает единственную возобновляемую альтернативу жидкому моторному топливу. В отличие от прикладных систем, использующих ядерную энергию и энергию ветра, и большей части источников солнечной энергии, биомассу можно превратить в жидкую форму. К сожалению, прогресс в разработке новых технологий производства жидкого биотоплива замедлился, особенно для жидких топливных продуктов, которые пригодны для применения в современной инфраструктуре. Хотя из источников биомассы можно получить множество видов топлива, таких как этанол, метанол, биодизельное топливо, дизельное топливо Фишера-Тропша и газообразные топлива, такие как водород и метан, данные топлива требуют новых технологий распределения и/или технологий сжигания, соответствующих их характеристикам. Производство данных топлив также обычно является дорогим, и возникают вопросы относительно итоговой экономии углерода в них.
Например, этанол получают путем превращения углеводов из биомассы в сахар, который затем превращают в этанол в процессе брожения, аналогичном варке пива. В настоящее время этанол на основе крахмальных зерновых культур, таких как кукуруза, является наиболее широко применяемым биотопливом, с текущей производительностью 4,3 миллиарда галлонов (16,3 миллиардов литров) в год. Однако этанол обладает очень существенными недостатками в том, что касается его теплоты сгорания как топлива по отношению к количеству энергии, необходимой для его производства. Этанол, полученный брожением, содержит значительное количество воды, включая обычно только приблизительно 5 об.% этанола в водно-спиртовом продукте брожения. Удаление данной воды потребляет много энергии и часто требует применения природного газа в качестве источника тепла. Этанол также обладает меньшим энергосодержанием, чем бензин, и вследствие этого требуется больше топлива для того, чтобы проехать одно и то же расстояние. Этанол является очень агрессивным по отношению к топливным системам, и его нельзя транспортировать в нефтепроводах. В результате этанол транспортируют по дорогам в автоцистернах, что повышает его общую стоимость и энергопотребление. При учете общей энергии, расходуемой на сельскохозяйственное оборудование, культивацию почвы, посадку растений, удобрения, пестициды, гербициды, фунгициды на основе нефти, оросительные системы, уборку урожая, транспортировку на перерабатывающие заводы, брожение, перегонку, сушку, транспортировку на топливные терминалы и насосы для продажи в розницу, и меньшего энергосодержания этанольного топлива, итоговое суммарное значение энергосодержания доставленного потребителям продукта является очень низким.
Другим возможным источником энергии является биодизельное топливо. Биодизельное топливо можно изготовить из растительного масла, животных жиров, отходов растительных масел, масел микроскопических водорослей или повторного использованных жиров из ресторанов, и его получают способом, в котором полученные органическим путем масла соединяют со спиртом (этанолом или метанолом) в присутствии катализатора с получением сложного эфира этилового или метилового спирта. Затем сложные эфиры этилового или метилового спирта, полученные из биомассы, можно смешать с традиционным дизельным топливом или применять в качестве чистого топлива (100%-ное биодизельное топливо). Производство биодизельного топлива также является дорогим, и при его применении и сжигании возникают различные проблемы. Например, биодизельное топливо непригодно для применения при низких температурах и требует особого обращения, во избежание гелеобразования при низких температурах. Биодизельное топливо также проявляет склонность к повышенному образованию выбросов оксида азота, и его нельзя транспортировать по нефтепроводам.
Биомассу также можно превратить в газ с получением синтез-газа, который состоит главным образом из водорода и монооксида углерода и также называется синтетическим газом или биосинтетическим газом. Получаемый в настоящее время синтез-газ применяют непосредственно для выработки тепла и энергии, но из синтез-газа можно получить и некоторые виды биотоплива. Из синтез-газа можно извлечь водород, или его можно каталитически превратить в метанол. Данный газ также можно пропустить через биологический реактор с получением этанола или превратить его с применением катализатора Фишера-Тропша в жидкий поток, который обладает свойствами, аналогичными свойствам дизельного топлива, и называется дизельным топливом Фишера-Тропша. Данные способы являются дорогими, и с их помощью получают топлива, которые непросто приспособить к современной технологии транспортировки. Способы, позволяющие превращать биомассу с применением каталитических методик, были бы особенно предпочтительными вследствие их близости к современной топливной промышленности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одним из аспектов данного изобретения является способ получения С4+ соединения, включающий стадии или операции обеспечения воды и растворимого в воде кислородсодержащего углеводорода, включающего C1+ O1+ углеводород, в водной жидкой фазе и/или в паровой фазе, обеспечения Н2, проведения в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с Н2 в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения в реакционном потоке оксигената, включающего С1+О1-3 углеводород, и проведения в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации с получением С4+ соединения, где С4+ соединение включает С4+ спирт, С4+ кетон, С4+ алкан, С4+ алкен, С5+ циклоалкан, С5+циклоалкен, арил, конденсированный арил или их смесь.
В примере воплощения способа получения С4+ соединения Н2 включает образованный in situ Н2, внешний Н2, повторно используемый Н2 или их сочетание.
В другом примере воплощения способа получения С4+ соединения H2 включает образованный in situ H2, полученный путем проведения в жидкой фазе и/или в паровой фазе каталитической реакции части воды и кислородсодержащего углеводорода в присутствии катализатора риформинга в водной фазе при температуре риформинга и при давлении риформинга для получения образованного in situ H2.
В другом примере воплощения способа получения С4+ соединения кислородсодержащий углеводород включает полисахариды, дисахариды, моносахариды, производные целлюлозы, производные лигнина, гемицеллюлозу, сахара, сахарные спирты или их смесь.
В другом примере воплощения способа получения С4+ соединения кислородсодержащий углеводород включает C1-12O1-11 углеводород.
В другом примере воплощения способа получения С4+ соединения кислородсодержащий углеводород включает C1-6O1-6 углеводород.
В другом примере воплощения способа получения С4+ соединения C1-12O1-11 углеводород включает сахарный спирт, альдит, производное целлюлозы, производное лигноцеллюлозы, глюкозу, фруктозу, сахарозу, мальтозу, лактозу, маннозу, ксилозу, арабит, эритрит, глицерин, изомальтит, лактит, мальтит, маннит, сорбит, ксилит или их смесь.
В другом примере воплощения способа получения С4+ соединения кислородсодержащий углеводород дополнительно включает повторно используемый С1+О1+ углеводород.
В другом примере воплощения способа получения С4+ соединения оксигенат включает спирт, кетон, альдегид, фуран, диол, триол, гидроксикарбоновую кислоту, карбоновую кислоту или их смесь.
В другом примере воплощения способа получения С4+ соединения оксигенат включает метанол, этанол, н-пропиловый спирт, изопропиловый спирт, бутиловый спирт, пентанол, гексанол, циклопентанол, циклогексанол, 2-метилциклопентанол, гидроксикетоны, циклические кетоны, ацетон, пропанон, бутанон, пентанон, гексанон, 2-метилциклопентанон, этиленгликоль, пропандиол-1,3, пропиленгликоль, бутандиол, пентандиол, гександиол, метилглиоксаль, бутандион, пентандион, ацетонилацетон, гидроксиальдегиды, ацетальдегид, пропионовый альдегид, бутиральдегид, пентаналь, гексаналь, муравьиную кислоту, уксусную кислоту, пропионовую кислоту, бутановую кислоту, пентановую кислоту, гексановую кислоту, молочную кислоту, глицерин, фуран, тетрагидрофуран, дигидрофуран, 2-фуранметанол, 2-метилтетрагидрофуран, 2,5-диметилтетрагидрофуран, 2-этилтетрагидрофуран, 2-метилфуран, 2,5-диметилфуран, 2-этилфуран, гидроксиметилфурфурол, 3-гидрокситетрагидрофуран, тетрагидрофуранол-3, 5-гидроксиметил-2(5Н)-фуранон, дигидро-5-(гидроксиметил)-2(3Н)-фуранон, тетрагидро-2-фуранкарбоновую кислоту, дигидро-5-(гидроксиметил)-2(3Н)-фуранон, тетрагидрофурфуриловый спирт, 1-(2-фурил)этанол и гидроксиметилтетрагидрофурфурол, их изомеры или их смесь.
В другом примере воплощения способа получения С4+ соединения оксигенат дополнительно включает повторно используемый C1+O1-3 углеводород.
В другом примере воплощения способа получения С4+ соединения С4+ алкан включает линейный или разветвленный C4-30 алкан.
В другом примере воплощения способа получения С4+ соединения С4+ алкан включает линейный или разветвленный алкан, такой как C4-9, С7-14, C12-24 алканы и их смесь.
В другом примере воплощения способа получения С4+ соединения С4+ алкен включает линейный или разветвленный C4-30 алкен.
В другом примере воплощения способа получения С4+ соединения С4+ алкен включает линейный или разветвленный алкен, такой как С4-9, С7-14, C12-24 алкены и их смесь.
В другом примере воплощения способа получения С4+ соединения С5+циклоалкан включает монозамещенный или многозамещенный С5+ циклоалкан, а по меньшей мере одна замещающая группа включает разветвленный С3+ алкил, линейный C1+ алкил, С3+ алкилен с разветвленной цепью, линейный C1+ алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения монозамещенный или многозамещенный С5+циклоалкан замещен разветвленным С3-12 алкилом, линейным C1-12 алкилом, разветвленным С3-12 алкиленом, линейным C1-12 алкиленом, фенилом или их сочетанием.
В другом примере воплощения способа получения С4+ соединения замещающая группа представляет собой разветвленный С3-4 алкил, линейный C1-4 алкил, разветвленный С3-4 алкилен, линейный C1-4 алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения С5+ циклоалкен включает монозамещенный или многозамещенный С5+ циклоалкен, а по меньшей мере одна замещающая группа представляет собой разветвленный С3+ алкил, линейный C1+ алкил, разветвленный С3+ алкилен, линейный С2+ алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения монозамещенный или многозамещенный С5+циклоалкен замещен разветвленным С3-12 алкилом, линейным C1-12 алкилом, разветвленным С3-12 алкиленом, линейным C2-12 алкиленом, фенилом или их сочетанием.
В другом примере воплощения способа получения С4+ соединения замещающая группа представляет собой разветвленный С3-4 алкил, линейный C1-4 алкил, разветвленный С3-4 алкилен, линейный C2-4 алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения арил включает незамещенный арил.
В другом примере воплощения способа получения С4+ соединения арил включает монозамещенный или многозамещенный арил, а по меньшей мере одна замещающая группа представляет собой разветвленный С3+ алкил, линейный C1+ алкил, разветвленный С3+ алкилен, линейный С2+ алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения замещающая группа представляет собой разветвленный С3-12 алкил, линейный C1-12 алкил, разветвленный С3-12 алкилен, линейный C2-12 алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения замещающая группа представляет собой разветвленный С3-4 алкил, линейный C1-4 алкил, разветвленный С3-4 алкилен, линейный C2-4 алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения конденсированный арил включает незамещенный конденсированный арил.
В другом примере воплощения способа получения С4+ соединения конденсированный арил включает монозамещенный или многозамещенный конденсированный арил, а по меньшей мере одна замещающая группа представляет собой разветвленный С3+ алкил, линейный C1+ алкил, разветвленный С3+ алкилен, линейный С2+ алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения замещающая группа представляет собой разветвленный С3-4 алкил, линейный C1-4 алкил, разветвленный С3-4 алкилен, линейный C2-4 алкилен, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения С4+ спирт включает соединение формулы R1-OH, где R1 представляет собой разветвленный С4+ алкил, линейный С4+ алкил, разветвленный С4+ алкилен, линейный С4+ алкилен, замещенный С5+циклоалкан, незамещенный С5+ циклоалкан, замещенный С5+ циклоалкен, незамещенный С5+ циклоалкен, арил, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения С4+ кетон включает соединение формулы
где R3 и R4 независимо друг от друга представляют собой разветвленный C3+ алкил, линейный C1+ алкил, разветвленный C3+ алкилен, линейный С2+ алкилен, замещенный С5+ циклоалкан, незамещенный С5+ циклоалкан, замещенный С5+циклоалкен, незамещенный С5+ циклоалкен, арил, фенил или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор конденсации включает кислотный катализатор, основный катализатор или кислотно-основный катализатор.
В другом примере воплощения способа получения С4+ соединения катализатор конденсации включает карбид, нитрид, диоксид циркония, оксид алюминия, диоксид кремния, алюмосиликат, фосфат, цеолит, оксид титана, оксид цинка, оксид ванадия, оксид церия, оксид лантана, оксид иттрия, оксид скандия, оксид магния, оксид бария, оксид кальция, гидроксид, гетерополикислоту, неорганическую кислоту, модифицированную кислотой смолу, модифицированную основанием смолу или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор конденсации дополнительно включает кислотный катализатор, основный катализатор и кислотно-основный катализатор.
В другом примере воплощения способа получения С4+ соединения катализатор конденсации дополнительно включает модификатор, такой как Се, La, Y, Sc, Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba, P, B, Bi, или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор конденсации дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор включает кислый оксид алюминия, фосфат алюминия, алюмосиликофосфат, аморфный алюмосиликат, алюмосиликат, диоксид циркония, сульфатированный диоксид циркония, вольфрамированный диоксид циркония, карбид вольфрама, карбид молибдена, диоксид титана, сульфатированный углерод, фосфатированный углерод, фосфатированный диоксид кремния, фосфатированный оксид алюминия, кислотную смолу, гетерополикислоту, неорганическую кислоту или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает модификатор, такой как Се, Y, Sc, La, Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba, P, B, Bi, или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает оксид любого из следующих элементов: Ti, Zr, V, Nb, Та, Mo, Cr, W, Mn, Re, Al, Ga, In, Fe, Co, Ir, Ni, Si, Cu, Zn, Sn, Cd, P, или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор включает алюмосиликатный цеолит.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает модификатор, такой как Ga, In, Zn, Fe, Mo, Ag, Au, Ni, P, Sc, Y, Та, лантаноид, или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор включает бифункциональный алюмосиликатный цеолит, содержащий кольца типа "пентасил".
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает модификатор, такой как Ga, In, Zn, Fe, Mo, Ag, Au, Ni, P, Sc, Y, Та, лантаноид и их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотный катализатор дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения основный катализатор включает гидроталькит, алюминат цинка, фосфат, Li, Na, К, Cs, В, Rb, Mg, Са, Sr, Si, Ва, Al, Се, La, Sc, Y, Zr, Ti, Zn, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения основный катализатор дополнительно включает оксид любого из следующих элементов: Ti, Zr, V, Nb, Та, Mo, Cr, W, Mn, Re, Al, Ga, In, Fe, Со, Mg, Ni, Si, Cu, Zn, Sn, Cd, P, или их сочетание.
В другом примере воплощения способа получения С4+ соединения основный катализатор дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения основный катализатор включает оксид следующих металлов: Cu, Ni, Zn, V, Zr, или их сочетание.
В другом примере воплощения способа получения С4+ соединения основный катализатор включает алюминат цинка и металл, такой как Pd, Pt, Ni, Cu, или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотно-основный катализатор включает гидроталькит, алюминат цинка, фосфат, Li, Na, К, Cs, В, Rb, Mg, Са, Sr, Si, Ва, Al, Се, La, Sc, Y, Zr, Ti, Zn, Cr, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотно-основный катализатор дополнительно включает оксид любого из следующих элементов: Ti, Zr, V, Nb, Та, Mo, Cr, W, Mn, Re, Al, Ga, In, Fe, Co, Ir, Ni, Si, Cu, Zn, Sn, Cd, P, или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотно-основный катализатор дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислотно-основный катализатор включает двойной оксид, такой как сочетание MgO и Al2O3, сочетание MgO и ZrO2 или сочетание ZnO и Al2O3.
В другом примере воплощения способа получения С4+ соединения кислотно-основный катализатор дополнительно включает металл, такой как Cu, Pt, Pd, Ni, или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор дезоксигенирования включает носитель и Re, Cu, Fe, Ru, Ir, Со, Rh, Pt, Pd, Ni, W, Os, Mo, Ag, Au, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор дезоксигенирования дополнительно включает Mn, Cr, Mo, W, V, Nb, Та, Ti, Zr, Y, La, Sc, Zn, Cd, Ag, Au, Sn, Ge, P, Al, Ga, In, Tl или их сочетание.
В другом примере воплощения способа получения С4+ соединения носитель включает нитрид, углерод, диоксид кремния, оксид алюминия, диоксид циркония, диоксид титана, оксид ванадия, диоксид церия, нитрид бора, гетерополикислоту, кизельгур, гидроксиапатит, оксид цинка, оксид хрома или их смесь.
В другом примере воплощения способа получения С4+ соединения носитель включает углерод, обработанный пероксидом водорода.
В другом примере воплощения способа получения С4+ соединения носитель модифицирован путем обработки модификатором, таким как силаны, соединения щелочных металлов, соединения щелочноземельных металлов и/или лантаноиды.
В другом примере воплощения способа получения С4+ соединения носитель включает углеродные нанотрубки, углеродные фуллерены и/или цеолиты.
В другом примере воплощения способа получения С4+ соединения катализатор дезоксигенирования и катализатор конденсации являются атомарно идентичными.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе включает носитель и Fe, Ru, Os, Ir, Co, Rh, Ft, Pd, Ni, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе дополнительно включает Cu, В, Mn, Re, Cr, Mo, Bi, W, V, Nb, Та, Ti, Zr, Y, La, Sc, Zn, Cd, Ag, Au, Sn, Ge, P, Al, Ga, In, Tl, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения носитель включает любой из вышеупомянутых носителей.
В другом примере воплощения способа получения С4+ соединения один или более из следующих катализаторов: катализатор риформинга в водной фазе, катализатор дезоксигенирования и катализатор конденсации, являются атомарно идентичными.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе и катализатор дезоксигенирования включают Pt, сплавленную или смешанную с Ni, Ru, Cu, Fe, Rh, Re, их сплавами или их сочетанием.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе и катализатор дезоксигенирования включают Ru, сплавленный или смешанный с Ge, Bi, В, Ni, Sn, Cu, Fe, Rh, Pt, их сплавами или их сочетанием.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе включает Ni, сплавленный или смешанный с Sn, Ge, Bi, В, Cu, Re, Ru, Fe, их сплавами или их сочетанием.
В другом примере воплощения способа получения С4+ соединения температура риформинга составляет от приблизительно 100°С до приблизительно 450°С, а давление риформинга представляет собой давление, при котором вода и кислородсодержащий углеводород являются газообразными.
В другом примере воплощения способа получения С4+ соединения температура риформинга составляет от приблизительно 100°С до приблизительно 300°С, а давление риформинга представляет собой давление, при котором вода и кислородсодержащий углеводород являются газообразными.
В другом примере воплощения способа получения С4+ соединения температура риформинга составляет от приблизительно 80°С до 400°С, а давление риформинга представляет собой давление, при котором вода и кислородсодержащий углеводород являются жидкими.
В другом примере воплощения способа получения С4+ соединения температура дезоксигенирования составляет от приблизительно 100°С до 600°С, а давление дезоксигенирования составляет по меньшей мере 0,01 МПа (0,1 атм).
В другом примере воплощения способа получения С4+ соединения температура дезоксигенирования составляет от приблизительно 80°С до приблизительно 300°С, а давление дезоксигенирования представляет собой давление, при котором вода и кислородсодержащий углеводород являются жидкими.
В другом примере воплощения способа получения С4+ соединения температура дезоксигенирования составляет от приблизительно 200°С до приблизительно 280°С, а давление дезоксигенирования представляет собой давление, при котором вода и кислородсодержащий углеводород являются жидкими.
В другом примере воплощения способа получения С4+ соединения температура дезоксигенирования составляет от приблизительно 100°С до 600°С, а давление дезоксигенирования представляет собой давление, при котором вода и кислородсодержащий углеводород являются газообразными.
В другом примере воплощения способа получения С4+ соединения температура дезоксигенирования составляет от приблизительно 200°С до 280°С, а давление дезоксигенирования представляет собой давление, при котором вода и кислородсодержащий углеводород являются газообразными.
В другом примере воплощения способа получения С4+ соединения температура риформинга и температура дезоксигенирования составляют от приблизительно 100°С до 450°С, а давление риформинга и давление дезоксигенирования составляют приблизительно от 0,5 до 8,96 МПа (избыт.) (от 72 до 1300 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура риформинга и температура дезоксигенирования составляют от приблизительно 120°С до 300°С, а давление риформинга и давление дезоксигенирования составляют приблизительно от 0,5 до 8,27 МПа (избыт.) (от 72 до 1200 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура риформинга и температура дезоксигенирования составляют от приблизительно 200°С до 280°С, а давление риформинга и давление дезоксигенирования составляют приблизительно от 1,38 до 5 МПа (избыт.) (от 200 до 725 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура конденсации составляет приблизительно от 80°С до 500°С, а давление конденсации составляет приблизительно от 0 до 8,27 МПа (избыт.) (от 0 до 1200 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура конденсации составляет приблизительно от 125°С до 450°С, а давление конденсации составляет по меньшей мере 0,01 МПа (0,1 атм).
В другом примере воплощения способа получения С4+ соединения температура конденсации составляет приблизительно от 125°С до 250°С, а давление конденсации составляет приблизительно от 0 до 4,83 МПа (избыт.) (от 0 до 700 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура конденсации составляет приблизительно от 250°С до 425°С.
В другом примере воплощения способа получения С4+ соединения реакционный поток дополнительно включает воду, а способ дополнительно включает стадию или операцию обезвоживания реакционного потока перед проведением реакции оксигената в присутствии катализатора конденсации.
В другом примере воплощения способа получения С4+ соединения стадию проведения каталитической реакции кислородсодержащего углеводорода с Н2 в присутствии катализатора дезоксигенирования проводят в присутствии в несущественной степени эффективного количества внешнего H2.
В другом примере воплощения способа получения С4+ соединения молярное соотношение общего количества атомов кислорода в кислородсодержащих углеводородах к общему количеству атомов водорода во внешнем H2 составляет менее чем 1:1.
В другом примере воплощения способа получения С4+ соединения способ дополнительно включает стадию или операцию проведения в жидкой и/или паровой фазе каталитической реакции сахара, сахарного спирта или многоатомного спирта с H2 в присутствии катализатора гидрогенолиза при температуре гидрогенолиза и при давлении гидрогенолиза для получения кислородсодержащего углеводорода.
В другом примере воплощения способа получения С4+ соединения температура гидрогенолиза составляет по меньшей мере 110°С, а давление гидрогенолиза составляет приблизительно от 0,07 до 16,55 МПа (избыт.) (от 10 до 2400 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура гидрогенолиза составляет приблизительно от 110°С до 300°С.
В другом примере воплощения способа получения С4+ соединения катализатор гидрогенолиза включает фосфат, Cr, Mo, W, Re, Mn, Cu, Cd, Fe, Ru, Os, Ir, Co, Rh, Pt, Pd, Ni, их сплавы или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор гидрогенолиза дополнительно включает Au, Ag, Zn, Sn, Bi, В, Cr, Mn, O, их сплавы и их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор гидрогенолиза дополнительно включает оксид щелочноземельного металла.
В другом примере воплощения способа получения С4+ соединения катализатор гидрогенолиза дополнительно включает любой из вышеупомянутых носителей.
В другом примере воплощения способа получения С4+ соединения Н2 включает образованный in situ H2, внешний H2, повторно используемый H2 или их сочетание.
В другом примере воплощения способа получения С4+ соединения способ дополнительно включает стадию или операцию проведения в жидкой и/или паровой фазе каталитической реакции сахара, фурфурола, карбоновой кислоты, кетона или фурана с H2 в присутствии катализатора гидрирования при температуре гидрирования и при давлении гидрирования для получения кислородсодержащего углеводорода.
В другом примере воплощения способа получения С4+ соединения температура гидрирования составляет приблизительно от 80°С до 250°С, а давление гидрирования составляет приблизительно от 0,69 до 13,79 МПа (избыт.) (от 100 до 2000 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения катализатор гидрирования включает носитель и Fe, Ru, Os, Ir, Co, Rh, Pt, Pd, Ni, Re, Cu, их сплавы или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор гидрирования дополнительно включает Ag, Au, Cr, Zn, Mn, Sn, Bi, Мо, W, В, Р, их сплавы или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор гидрирования дополнительно включает любой из вышеупомянутых носителей.
В другом примере воплощения способа получения С4+ соединения Н2 включает образованный in situ Н2, внешний Н2, повторно используемый H2 или их сочетание.
В другом примере воплощения способа получения С4+ соединения способ дополнительно включает проведение в жидкой фазе и/или в паровой фазе каталитической реакции С4+ соединения в присутствии катализатора завершающей стадии при температуре завершающей стадии и при давлении завершающей стадии, причем катализатор завершающей стадии включает носитель и Cu, Ni, Fe, Со, Ru, Pd, Rh, Pt, Ir, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор завершающей стадии дополнительно включает модификатор, такой как Au, Ag, Cr, Zn, Mn, Sn, Си, Cr, Bi, их сплавы и их сочетание.
В другом примере воплощения способа получения С4+ соединения носитель представляет собой любой из вышеупомянутых носителей.
Другим аспектом данного изобретения является способ получения С4+ соединения, включающий стадии или операции обеспечения воды и растворимого в воде кислородсодержащего углеводорода, включающего С1+О1+ углеводород, в водной жидкой фазе и/или в паровой фазе, проведения в жидкой фазе и/или в паровой фазе каталитической реакции части воды и кислородсодержащего углеводорода в присутствии катализатора риформинга в водной фазе при температуре риформинга и при давлении риформинга для получения образованного in situ H2, проведения в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с образованным in situ H2 в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения оксигената, включающего C1+O1-3 углеводород, в реакционном потоке и проведения в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения С4+ соединения, где С4+ соединение включает С4+ спирт, С4+ кетон, С4+ алкан, С4+ алкен, С5+циклоалкан, С5+циклоалкен, арил, конденсированный арил или их смесь.
В примере воплощения способа получения С4+ соединения способ дополнительно включает операции или стадии обеспечения дополнительного H2 и проведения каталитической реакции части кислородсодержащего углеводорода с дополнительным H2 в присутствии катализатора дезоксигенирования для получения оксигената.
В другом примере воплощения способа получения С4+ соединения способ дополнительно включает операцию или стадию проведения в жидкой и/или паровой фазе каталитической реакции сахара, фурфурола, карбоновой кислоты, кетона или фурана с H2 в присутствии катализатора гидрирования при температуре гидрирования и при давлении гидрирования для получения кислородсодержащего углеводорода.
В другом примере воплощения способа получения С4+ соединения способ дополнительно включает операцию или стадию проведения в жидкой и/или паровой фазе каталитической реакции сахара, сахарного спирта или многоатомного спирта с H2 в присутствии катализатора гидрогенолиза при температуре гидрогенолиза и при давлении гидрогенолиза для получения кислородсодержащего углеводорода.
В другом примере воплощения способа получения С4+ соединения растворимый в воде кислородсодержащий углеводород включает любой из вышеупомянутых кислородсодержащих углеводородов.
В другом примере воплощения способа получения С4+ соединения оксигенат включает любой из вышеупомянутых оксигенатов.
В другом примере воплощения способа получения С4+ соединения С4+ соединение включает любое из вышеупомянутых С4+ соединений.
В другом примере воплощения способа получения С4+ соединения катализатор конденсации включает любой из вышеупомянутых катализаторов конденсации.
В другом примере воплощения способа получения С4+ соединения катализатор дезоксигенирования включает любой из вышеупомянутых катализаторов дезоксигенирования.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе включает любой из вышеупомянутых катализаторов риформинга в водной фазе.
В другом примере воплощения способа получения С4+ соединения один или более из следующих катализаторов: катализатор дезоксигенирования, катализатор риформинга в водной фазе и катализатор конденсации, являются атомарно идентичными.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе и катализатор дезоксигенирования включают Pt, сплавленную или смешанную с Ni, Ru, Cu, Fe, Rh, Re, их сплавами или их сочетанием.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе и катализатор дезоксигенирования включают Ru, сплавленный или смешанный с Ni, Sn, Cu, Fe, Rh, Pt, их сплавами или их сочетанием.
В другом примере воплощения способа получения С4+ соединения катализатор риформинга в водной фазе включает Ni, сплавленный или смешанный с Cu, Re, Ru, Fe, их сплавами или их сочетанием.
В другом примере воплощения способа получения С4+ соединения катализатор гидрирования включает любой из вышеупомянутых катализаторов гидрирования.
В другом примере воплощения способа получения С4+ соединения катализатор гидрогенолиза включает любой из вышеупомянутых катализаторов гидрогенолиза.
В другом примере воплощения способа получения С4+ соединения температура риформинга составляет приблизительно от 100°С до 450°С, а давление риформинга представляет собой давление, при котором вода и кислородсодержащий углеводород являются газообразными.
В другом примере воплощения способа получения С4+ соединения температура риформинга составляет приблизительно от 80°С до 400°С, а давление риформинга представляет собой давление, при котором вода и кислородсодержащий углеводород являются жидкими.
В другом примере воплощения способа получения С4+ соединения температура дезоксигенирования составляет приблизительно от 100°С до 600°С, а давление дезоксигенирования составляет по меньшей мере 0,01 МПа (0,1 атм).
В другом примере воплощения способа получения С4+ соединения температура риформинга и температура дезоксигенирования составляют приблизительно от 100°С до 450°С, а давление риформинга и давление дезоксигенирования составляют от приблизительно 0,5 до 8,96 МПа (избыт.) (от 72 до 1300 фунтов-сил/кв.дюйм (избыт.)).
В другом примере воплощения способа получения С4+ соединения температура конденсации составляет приблизительно от 80°С до 500°С, а давление конденсации составляет по меньшей мере 0,01 МПа (0,1 атм).
В другом примере воплощения способа получения С4+ соединения реакционный поток дополнительно включает воду, а способ дополнительно включает операцию или стадию обезвоживания реакционного потока перед проведением реакции оксигената в присутствии катализатора конденсации.
В другом примере воплощения способа получения С4+ соединения стадию проведения каталитической реакции кислородсодержащего углеводорода с образованным in situ H2 в присутствии катализатора дезоксигенирования проводят в присутствии в несущественной степени эффективного количества внешнего Н2.
В другом примере воплощения способа получения С4+ соединения молярное соотношение общего количества атомов кислорода в кислородсодержащих углеводородах к общему количеству атомов водорода во внешнем Н2 составляет менее чем 1:1.
В другом примере воплощения способа получения С4+ соединения способ дополнительно включает проведение в жидкой фазе и/или в паровой фазе каталитической реакции С4+ соединения в присутствии катализатора завершающей стадии при температуре завершающей стадии и при давлении завершающей стадии, причем катализатор завершающей стадии включает носитель и Cu, Ni, Fe, Co, Ru, Pd, Rh, Pt, Ir, Os, их сплав или их сочетание.
В другом примере воплощения способа получения С4+ соединения катализатор завершающей стадии дополнительно включает модификатор, такой как Au, Ag, Cr, Zn, Mn, Sn, Cu, Cr, Bi, их сплавы или их сочетание.
В другом примере воплощения способа получения С4+ соединения носитель включает любой из вышеупомянутых носителей.
В другом примере воплощения способа получения С4+ соединения способ осуществляют в реакторной системе, включающей один или более корпусов реакторов, причем реакторная система выполнена с возможностью конфигурирования в качестве реакторной системы непрерывного потока, периодического процесса, полупериодического процесса, мультисистемы или их сочетания.
В другом примере воплощения способа получения С4+ соединения реакторная система дополнительно включает один или более из следующих слоев катализатора: псевдоожиженный слой, качающийся слой, неподвижный слой, движущийся слой или их сочетание, причем каждый слой выполнен с возможностью размещения внутри корпуса реактора.
В другом примере воплощения способа получения С4+ соединения способ осуществляют в реакторной системе непрерывного потока при установившемся равновесии.
В другом примере воплощения способа получения С4+ соединения реакторная система дополнительно включает слой риформинга, выполненный с возможностью удержания катализатора риформинга в водной фазе, слой дезоксигенирования, выполненный с возможностью удержания катализатора дезоксигенирования, и слой конденсации, выполненный с возможностью удержания катализатора конденсации.
В другом примере воплощения способа получения С4+ соединения слой риформинга и слой дезоксигенирования ориентированы друг над другом, рядом или параллельной конфигурацией, а слои риформинга и дезоксигенирования размещены внутри корпуса одного реактора.
В другом примере воплощения способа получения С4+ соединения слой риформинга размещен внутри корпуса реактора риформинга, а слой дезоксигенирования размещен внутри корпуса реактора дезоксигенирования.
В другом примере воплощения способа получения С4+ соединения слой конденсации размещен внутри корпуса реактора конденсации.
В другом примере воплощения способа получения С4+ соединения корпус одного реактора дополнительно выполнен с возможностью размещения слоя конденсации.
В другом примере воплощения способа получения С4+ соединения слой риформинга, слой дезоксигенирования и слой конденсации ориентированы друг над другом, рядом или параллельной конфигурацией внутри корпуса одного реактора.
В другом примере воплощения способа получения С4+ соединения реакторная система непрерывного потока ориентирована таким образом, чтобы обеспечить горизонтальный, вертикальный или диагональный поток.
В другом примере воплощения способа получения С4+ соединения слой дезоксигенирования размещен внутри корпуса реактора дезоксигенирования, обеспечивающего восходящий поток, а слой конденсации размещен внутри корпуса реактора конденсации, обеспечивающего нисходящий поток.
В другом примере воплощения способа получения С4+ соединения каждая каталитическая реакция проходит при установившемся равновесии.
В другом примере воплощения способа получения С4+ соединения температура гидрогенолиза составляет от приблизительно 110°С до 300°С.
В другом примере воплощения способа получения С4+ соединения H2 включает образованный in situ Н2, внешний H2 или повторно используемый Н2.
В другом примере воплощения способа получения С4+ соединения температура гидрирования составляет от приблизительно 80°С до 250°С, а давление гидрирования составляет от приблизительно 0,69 до 13,79 МПа (избыт.) (от 100 до 2000 фунтов-сил/кв.дюйм (избыт.)).
Другим аспектом данного изобретения является способ получения С4+ соединения, включающий операции или стадии обеспечения водного раствора, включающего воду и сахар, фурфурол, карбоновую кислоту, кетон, фуран или их сочетание; проведения в жидкой и/или паровой фазе каталитической реакции сахара, фурфурола, карбоновой кислоты, кетона, фурана или их сочетания с Н2 в присутствии катализатора гидрирования при температуре гидрирования и при давлении гидрирования для получения кислородсодержащего углеводорода, включающего С1+О1+ углеводород, проведения в жидкой фазе и/или в паровой фазе каталитической реакции части воды и кислородсодержащего углеводорода в присутствии катализатора риформинга в водной фазе при температуре риформинга и при давлении риформинга для получения образованного in situ H2, проведения в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с образованным in situ H2 в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения оксигената, включающего C1+O1-3 углеводород, и проведения в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения С4+ соединения, где С4+ соединение включает С4+ спирт, С4+ кетон, С4+ алкан, С4+ алкен, С5+циклоалкан, С5+циклоалкен, арил, конденсированный арил или их смесь.
В примере воплощения способа получения С4+ соединения H2 включает образованный in situ Н2, внешний H2, повторно используемый H2 или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислородсодержащий углеводород включает любой из вышеупомянутых кислородсодержащих углеводородов, оксигенат включает любой из вышеупомянутых оксигенатов, С4+ соединение включает любое из вышеупомянутых С4+ соединений, катализатор гидрирования включает любой из вышеупомянутых катализаторов гидрирования, катализатор риформинга в водной фазе включает любой из вышеупомянутых катализаторов риформинга в водной фазе, катализатор конденсации включает любой из вышеупомянутых катализаторов конденсации, а катализатор дезоксигенирования включает любой из вышеупомянутых катализаторов дезоксигенирования.
В другом примере воплощения способа получения С4+ соединения один или более из следующих катализаторов: катализатор гидрирования, катализатор риформинга в водной фазе, катализатор дезоксигенирования и катализатор конденсации, являются атомарно идентичными.
Другим аспектом данного изобретения является способ получения С4+ соединения, включающий акты или стадии обеспечения водного раствора, включающего воду и полисахарид, дисахарид, моносахарид, многоатомный спирт, сахар, сахарный спирт или их сочетание; проведения в жидкой и/или паровой фазе каталитической реакции сахара, сахарного спирта, полисахарида, дисахарида, моносахарида, многоатомного спирта или их сочетания с H2 в присутствии катализатора гидрогенолиза при температуре гидрогенолиза и при давлении гидрогенолиза для получения кислородсодержащего углеводорода, включающего С1+О1+ углеводород, проведения в жидкой фазе и/или в паровой фазе каталитической реакции части воды и кислородсодержащего углеводорода в присутствии катализатора риформинга в водной фазе при температуре риформинга и при давлении риформинга для получения образованного in situ H2, проведения в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с образованным in situ H2 в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения оксигената, включающего C1+O1-3 углеводород, и проведения в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения С4+ соединения, где С4+ соединение включает С4+ спирт, С4+ кетон, С4+ алкан, С4+ алкен, С5+ циклоалкан, С5+циклоалкен, арил, конденсированный арил или их смесь.
В примере воплощения способа получения С4+ соединения Н2 включает образованный in situ H2, внешний H2, повторно используемый H2 или их сочетание.
В другом примере воплощения способа получения С4+ соединения кислородсодержащий углеводород включает любой из вышеупомянутых кислородсодержащих углеводородов, оксигенат включает любой из вышеупомянутых оксигенатов, С4+ соединение включает любое из вышеупомянутых С4+ соединений, катализатор гидрогенолиза включает любой из вышеупомянутых катализаторов гидрогенолиза, катализатор риформинга в водной фазе включает любой из вышеупомянутых катализаторов риформинга в водной фазе, катализатор конденсации включает любой из вышеупомянутых катализаторов конденсации, а катализатор дезоксигенирования включает любой из вышеупомянутых катализаторов дезоксигенирования.
В другом примере воплощения способа получения С4+ соединения один или более из следующих катализаторов: катализатор гидрогенолиза, катализатор риформинга в водной фазе, катализатор дезоксигенирования и катализатор конденсации, являются атомарно идентичными.
Другим аспектом данного изобретения является способ получения С4+ соединения, включающий акты или стадии обеспечения оксигената, включающего C1+O1-3 углеводород, в водной жидкой фазе и/или в паровой фазе и проведения в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения С4+ соединения, где С4+ соединение включает С4+ спирт, С4+ кетон, С4+ алкан, С4+ алкен, С5+ циклоалкан, С5+ циклоалкен, арил, конденсированный арил и их смесь.
В другом примере воплощения способа получения С4+ соединения оксигенат включает любой из вышеупомянутых оксигенатов, С4+ соединение включает любое из вышеупомянутых С4+ соединений, катализатор конденсации включает любой из вышеупомянутых катализаторов конденсации, а катализатор дезоксигенирования включает любой из вышеупомянутых катализаторов дезоксигенирования.
Другим аспектом данного изобретения является композиция, включающая одно или более С4+ соединений, полученная посредством любого из вышеупомянутых способов.
В примере воплощения данной композиции данная композиция включает бензол, толуол, ксилол, этилбензол, пара-ксилол, мета-ксилол, орто-ксилол, ароматические С9 углеводороды, их изомеры или их смесь.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ ПРИМЕРОВ ВОПЛОЩЕНИЯ
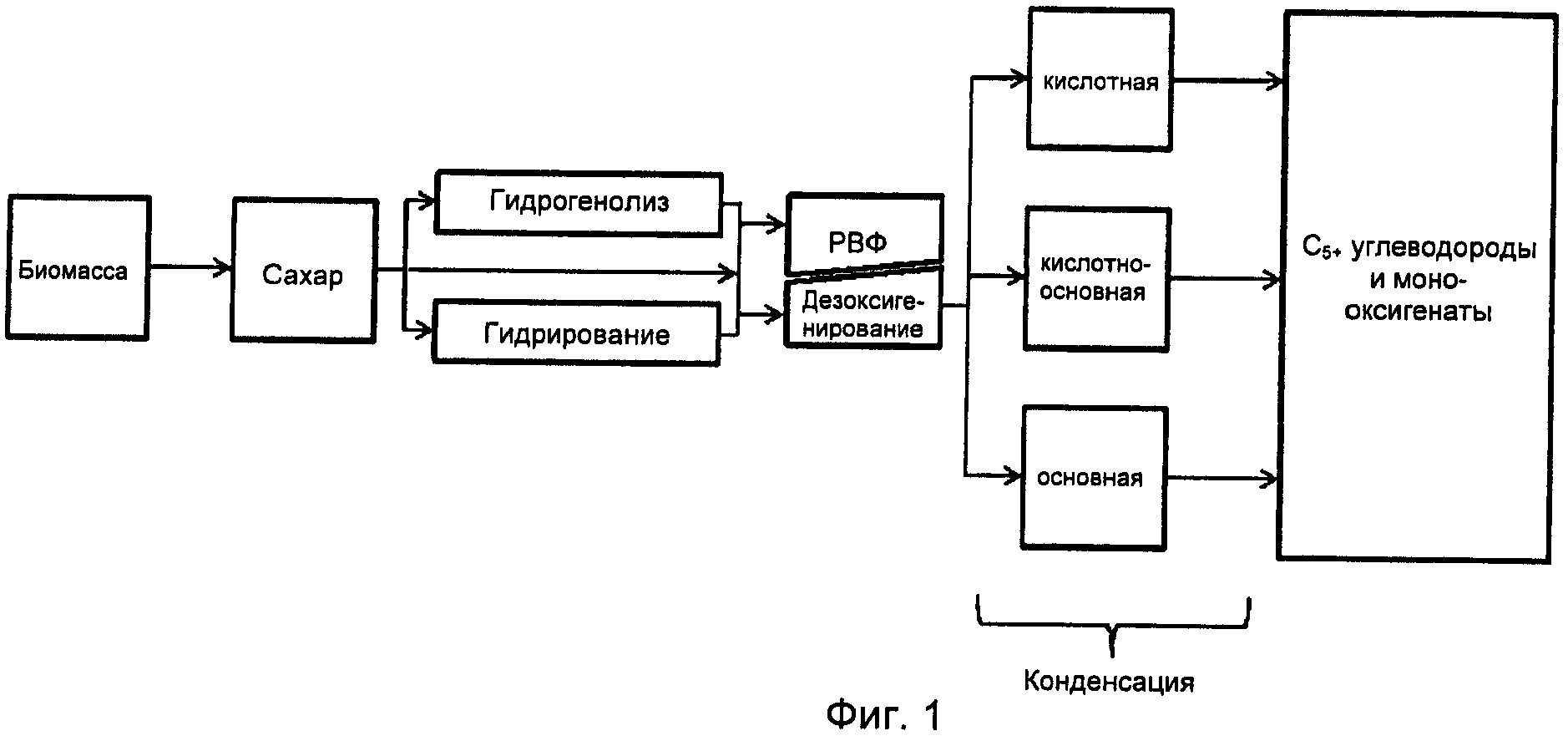
Фиг.1 представляет собой технологическую схему, иллюстрирующую различные пути производства, относящиеся к настоящему изобретению.
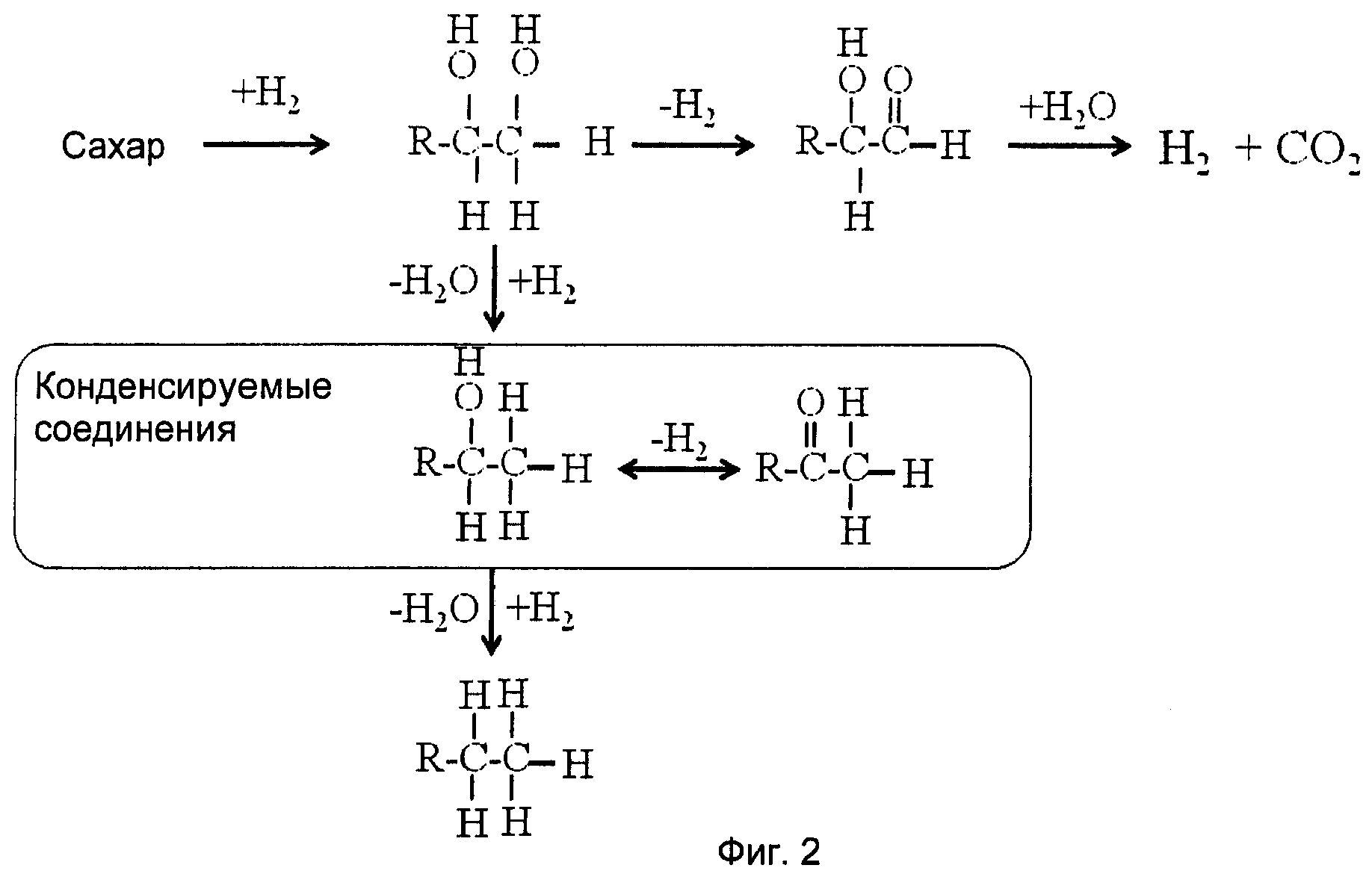
Фиг.2 иллюстрирует возможные пути химических реакций, которые позволяют превратить углеводы, такие как сахара, в углеводороды, не содержащие кислород.
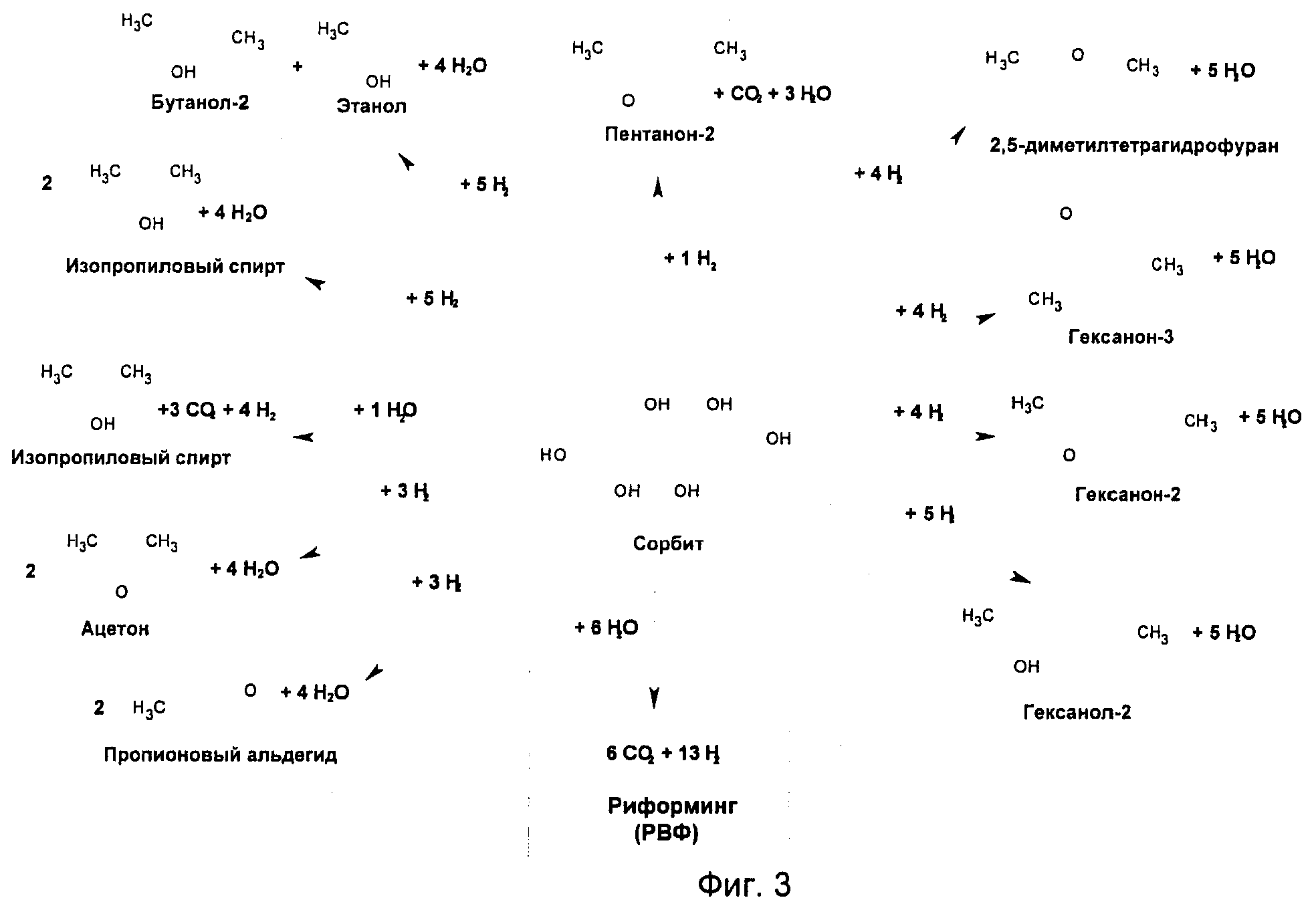
Фиг.3 представляет собой иллюстрацию различных путей химических реакций, участвующих в дезоксигенировании сорбита в оксигенаты и РВФ-водород (водород, полученный риформингом в водной фазе).
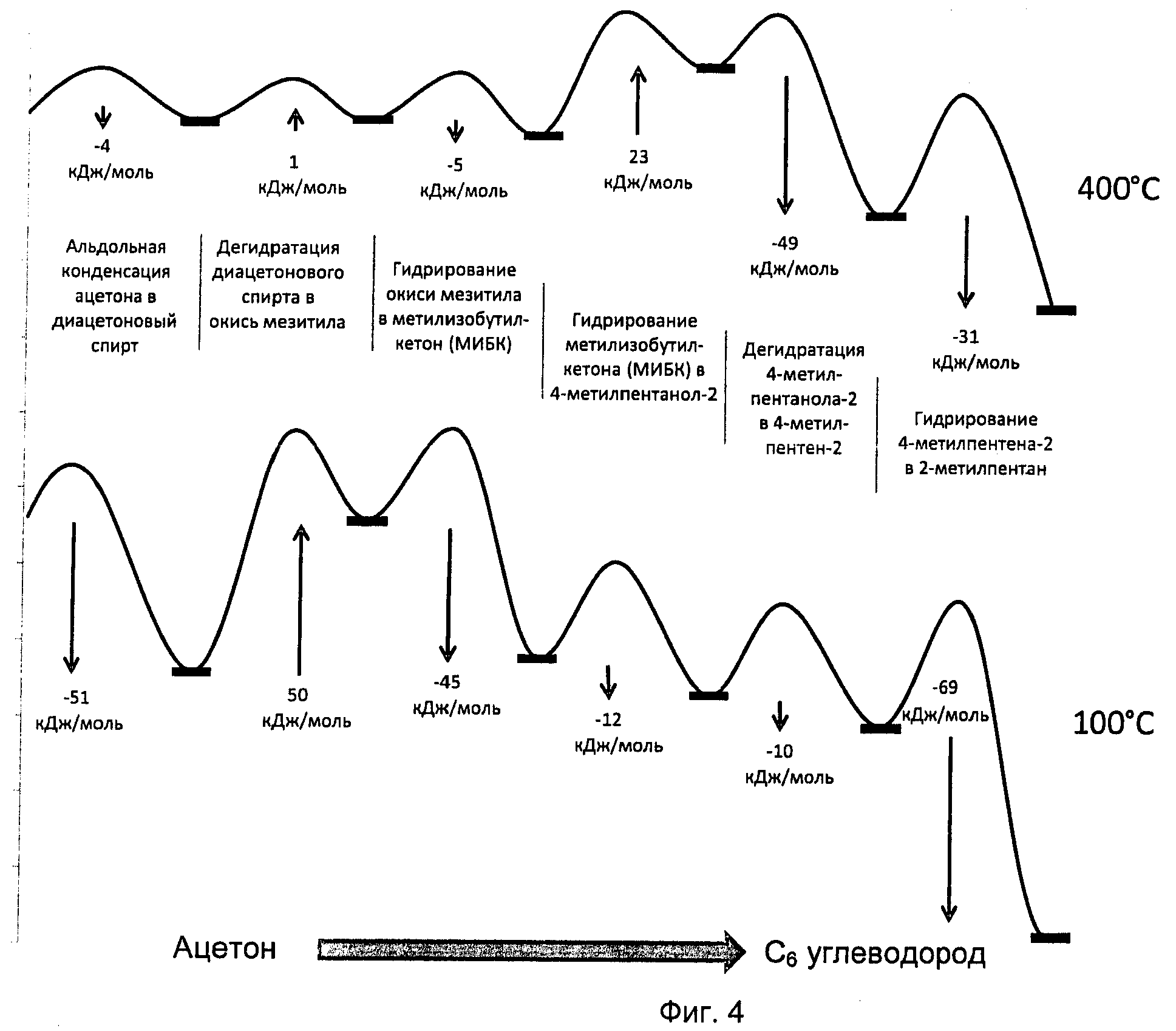
Фиг.4 представляет собой иллюстрацию термодинамических равновесий вдоль пути химической реакции превращения ацетона в 2-метилпентан при 100°С и 400°С.
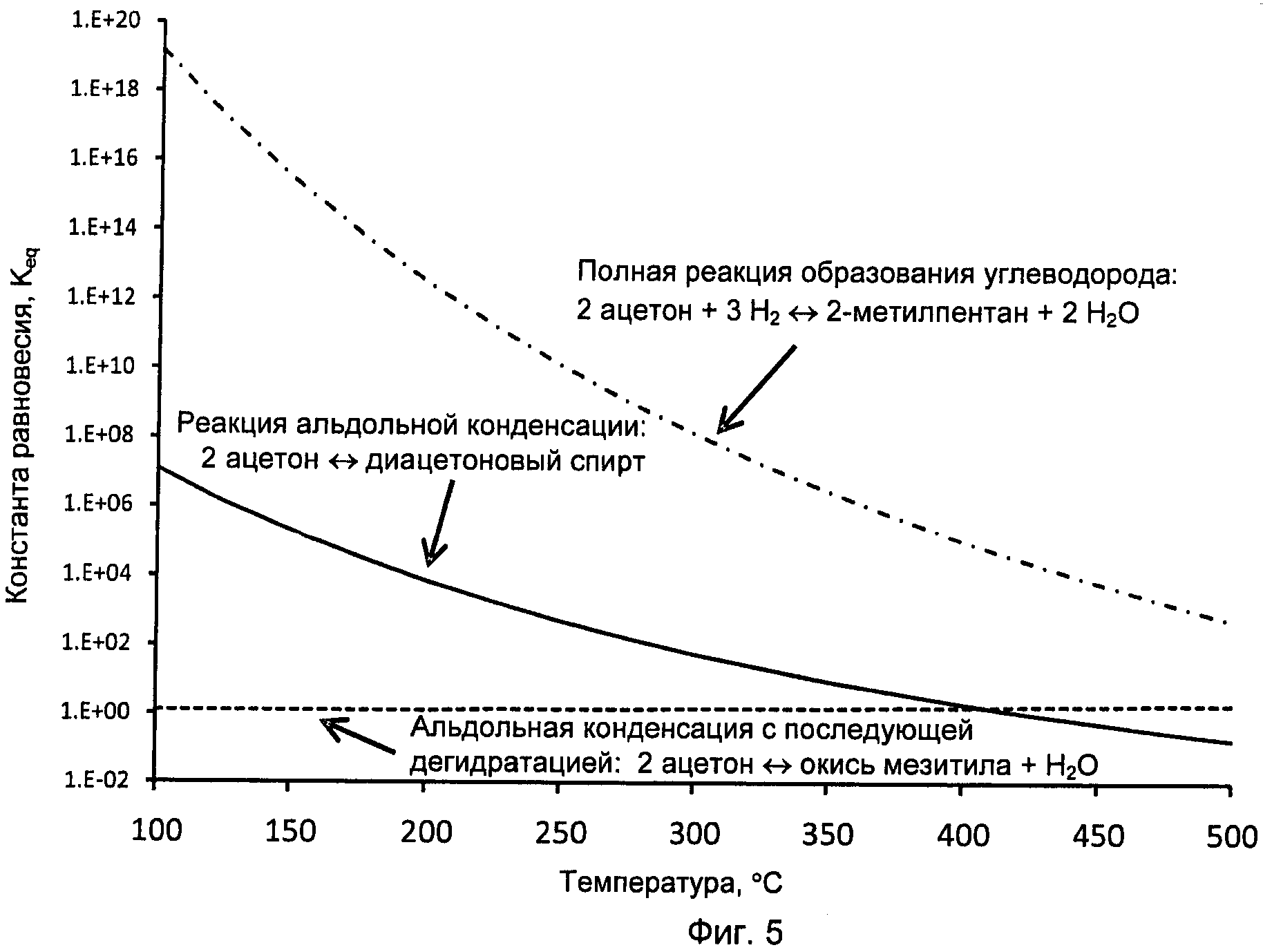
Фиг.5 представляет собой график, иллюстрирующий константы равновесия, относящиеся к промежуточным продуктам реакции и к полному превращению для реакции 2 молей ацетона с 3 молями водорода с образованием 1 моля 2-метилпентана и 2 молей воды.
Фиг.6 представляет собой технологическую схему, иллюстрирующую реакторную систему, выполненную таким образом, чтобы обеспечить возможность повторного использования водорода, оксигенатов и кислородсодержащих углеводородов.
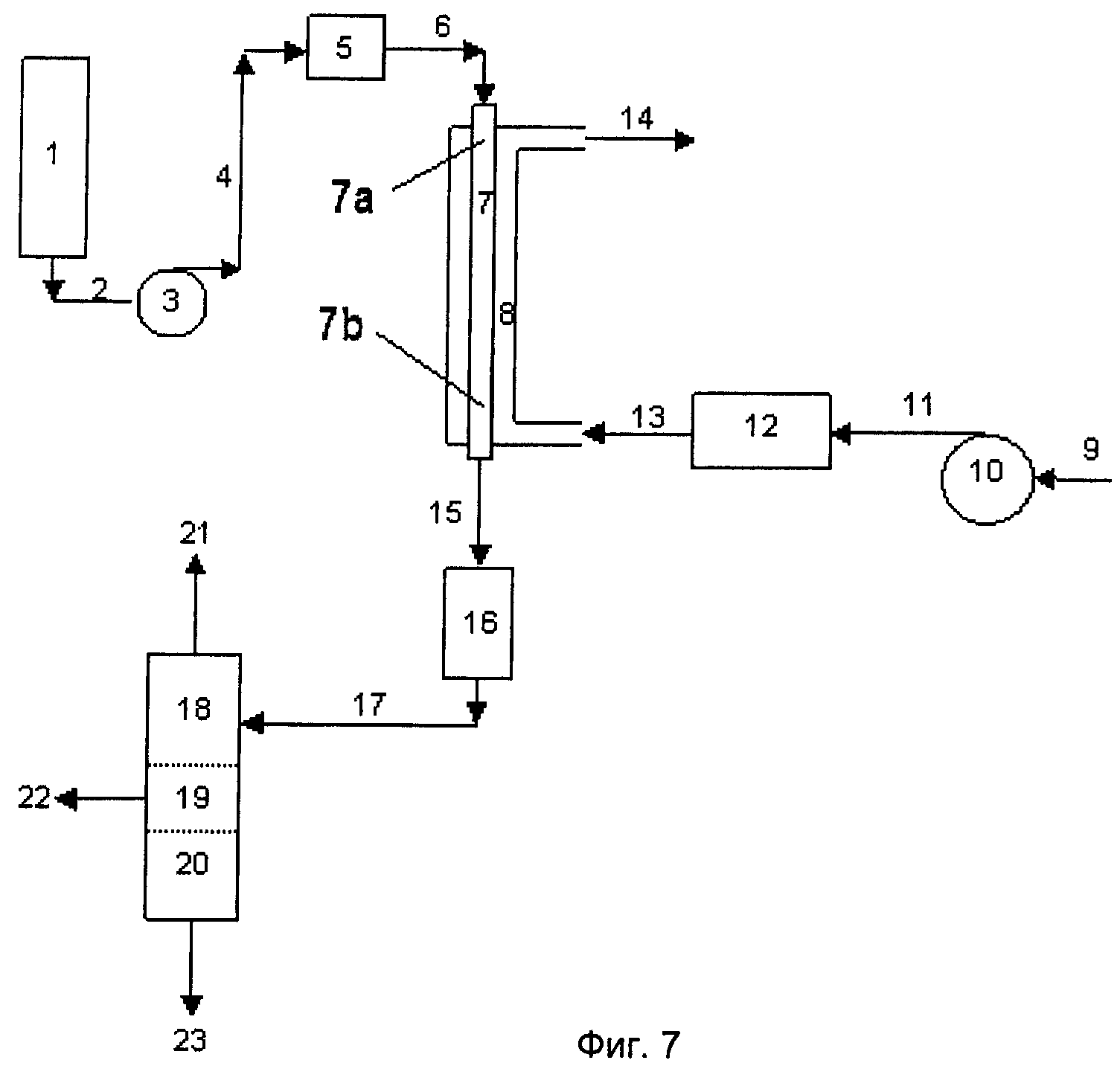
Фиг.7 представляет собой технологическую схему, иллюстрирующую реакторную систему, выполненную таким образом, чтобы обеспечить возможность применения воздуха или масла в качестве элемента регулирования температуры.
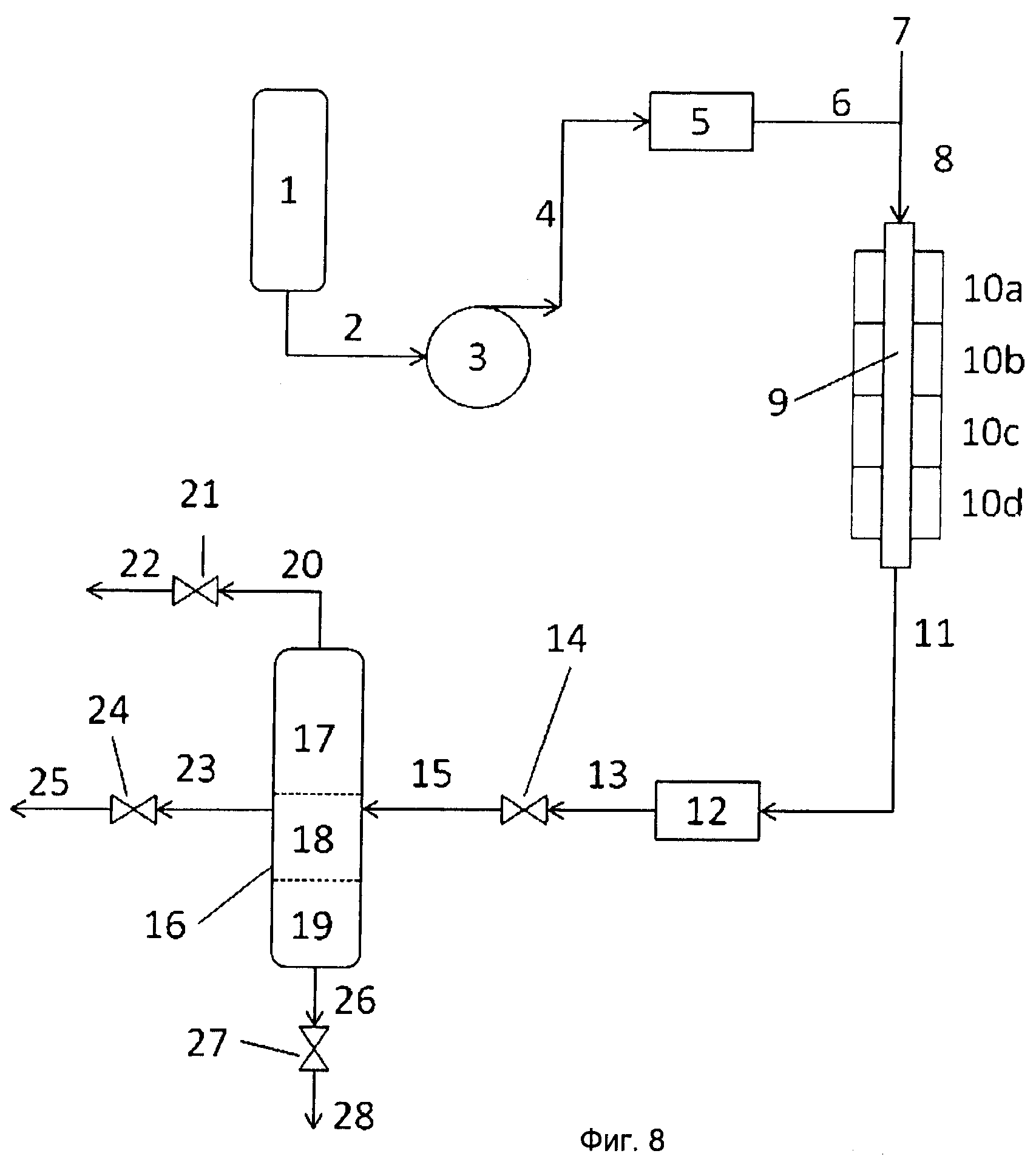
Фиг.8 представляет собой технологическую схему, иллюстрирующую реакторную систему для настоящего изобретения.
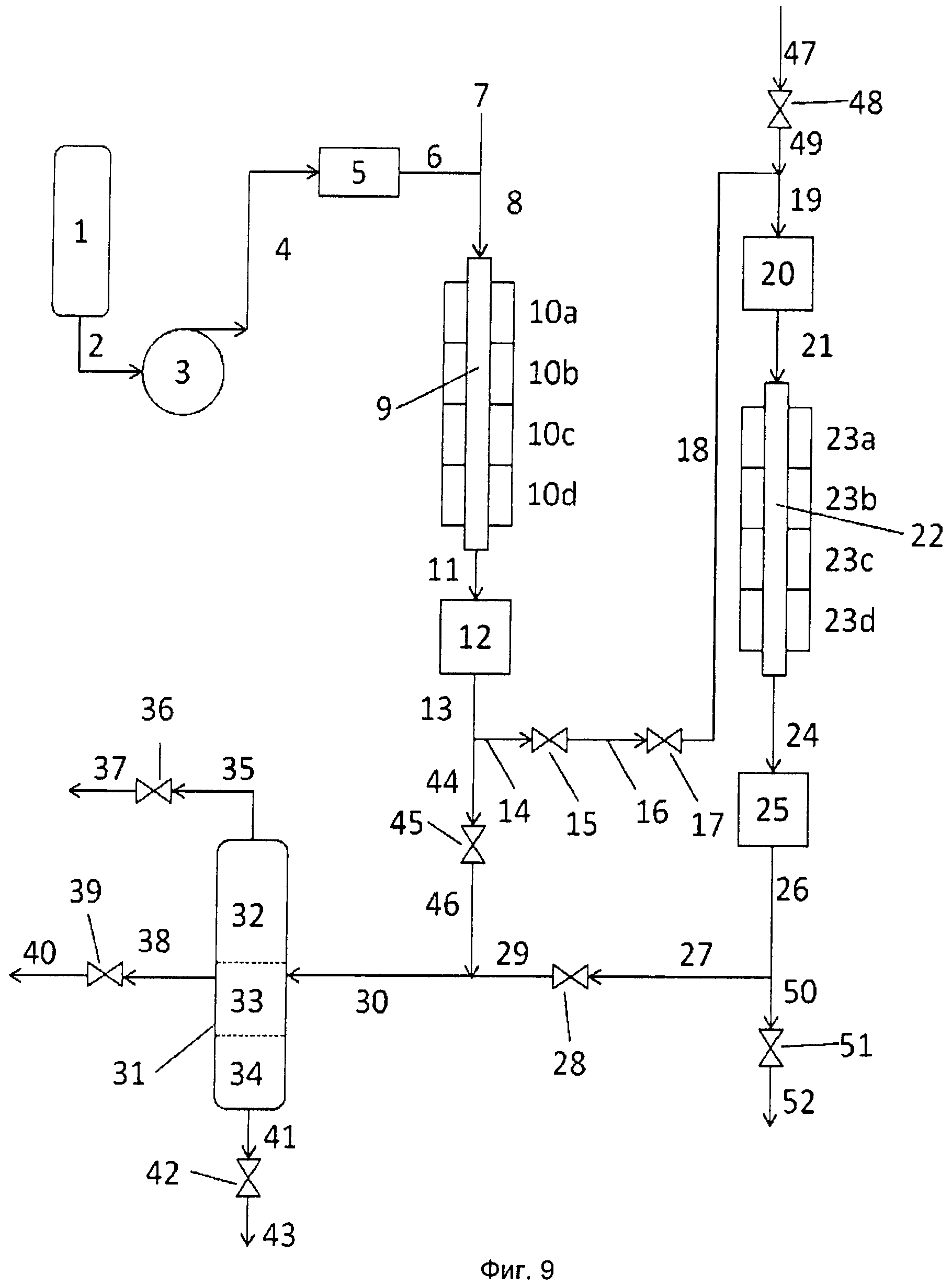
Фиг.9 представляет собой технологическую схему, иллюстрирующую реакторную систему, в которой применяют два реактора.
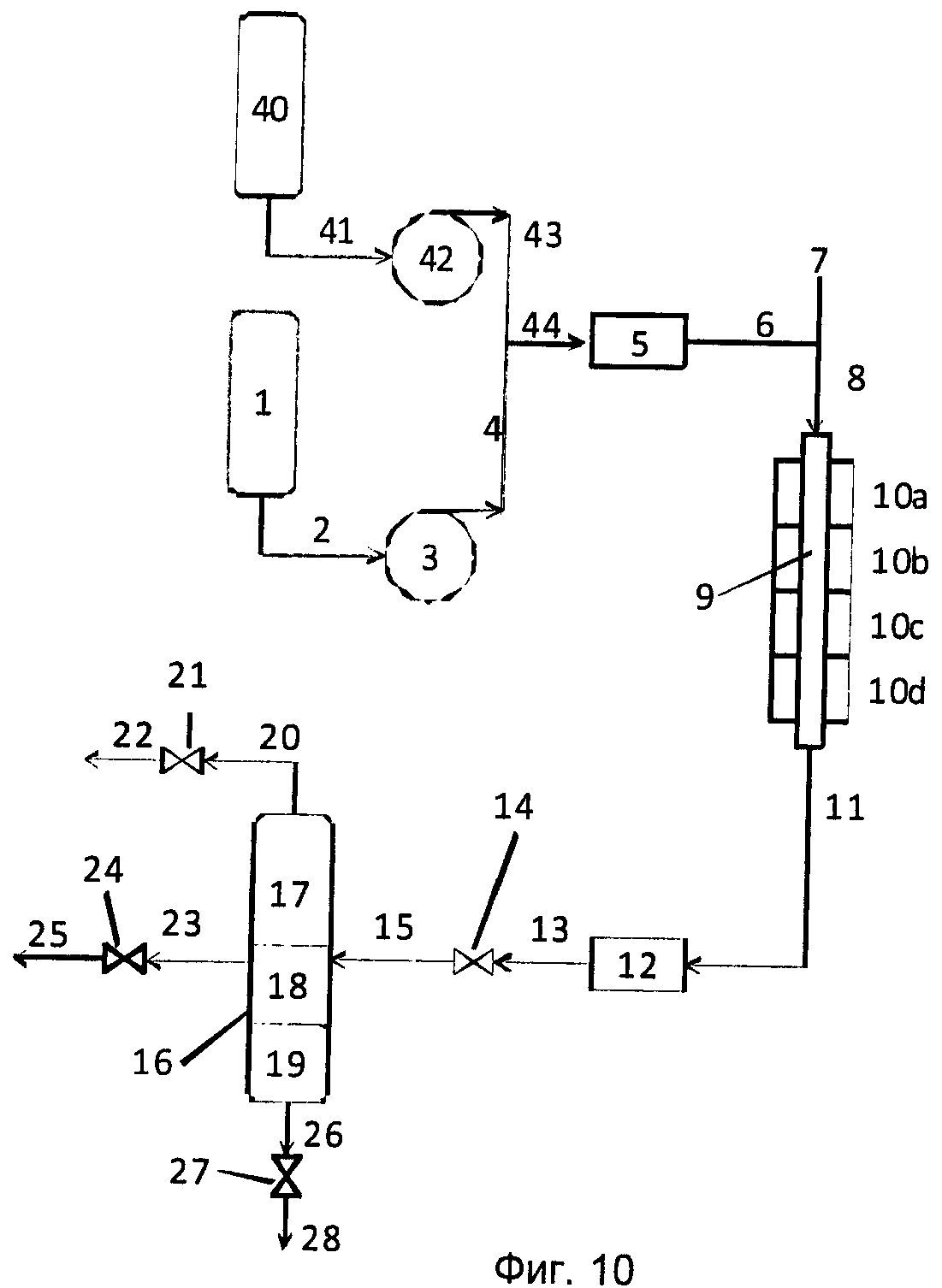
Фиг.10 представляет собой технологическую схему, иллюстрирующую реакторную систему, в которой применяют два трубопровода для подачи сырья.
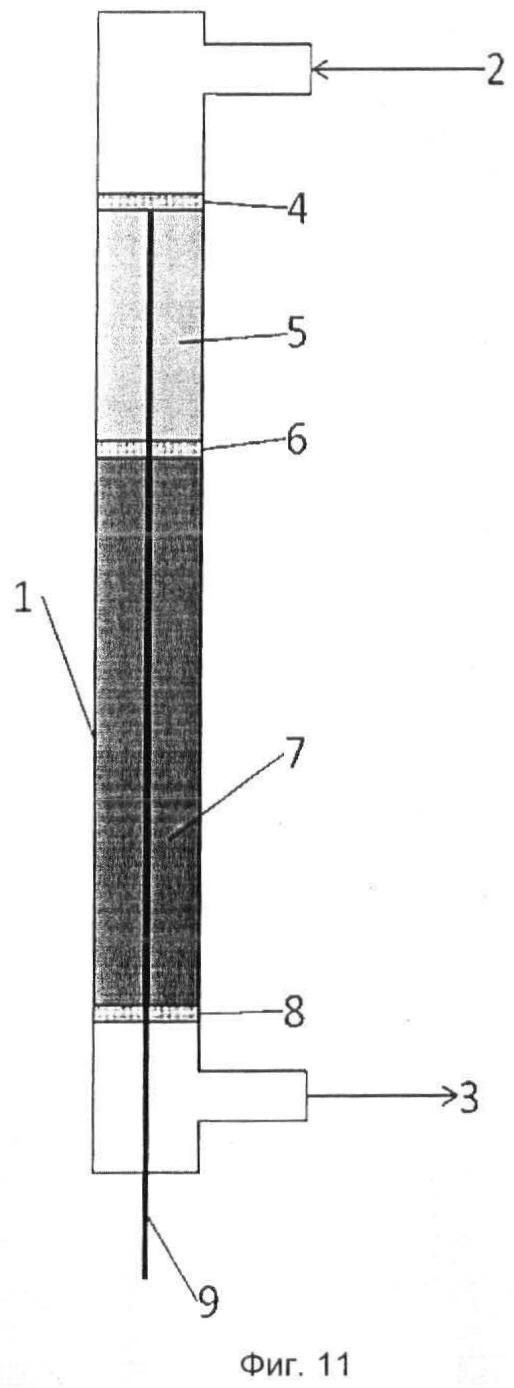
Фиг.11 представляет собой иллюстрацию реактора, пригодного для практического применения настоящего изобретения.
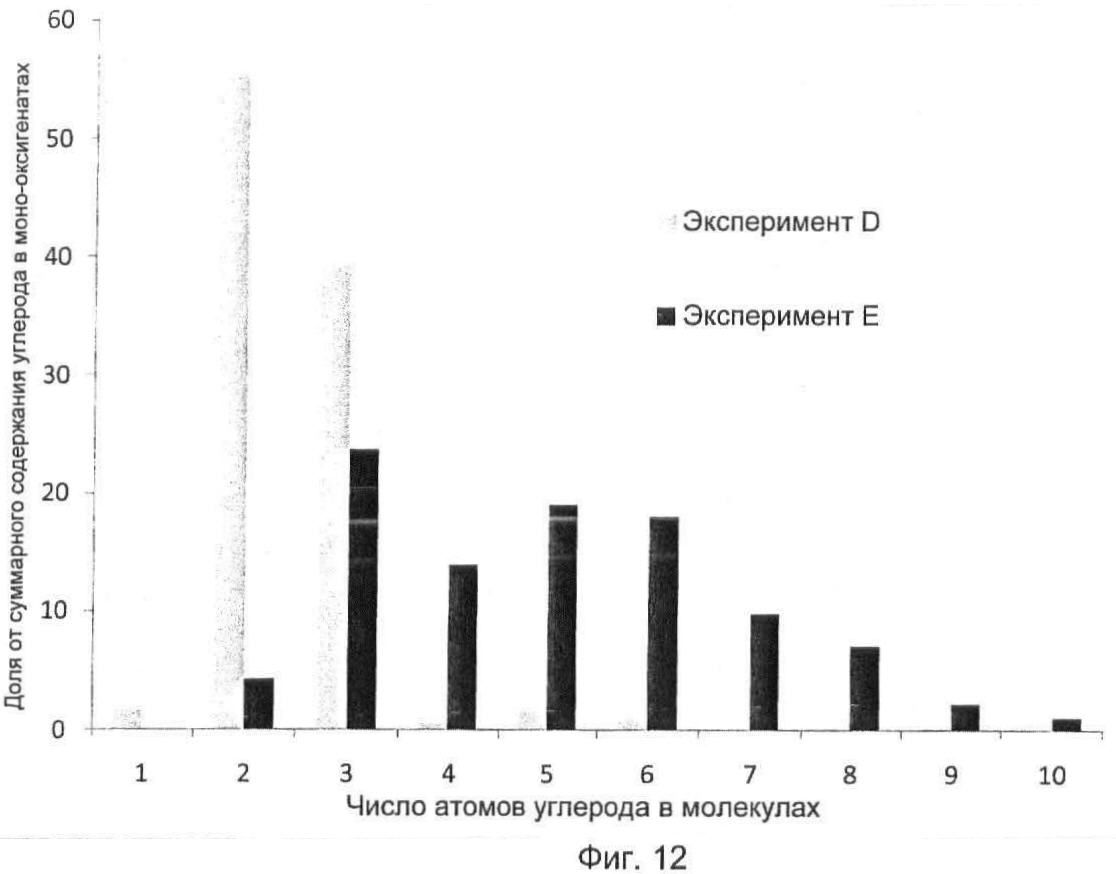
Фиг.12 представляет собой график, на котором показано распределение углерода в монооксигенатах, полученных из глицерина.
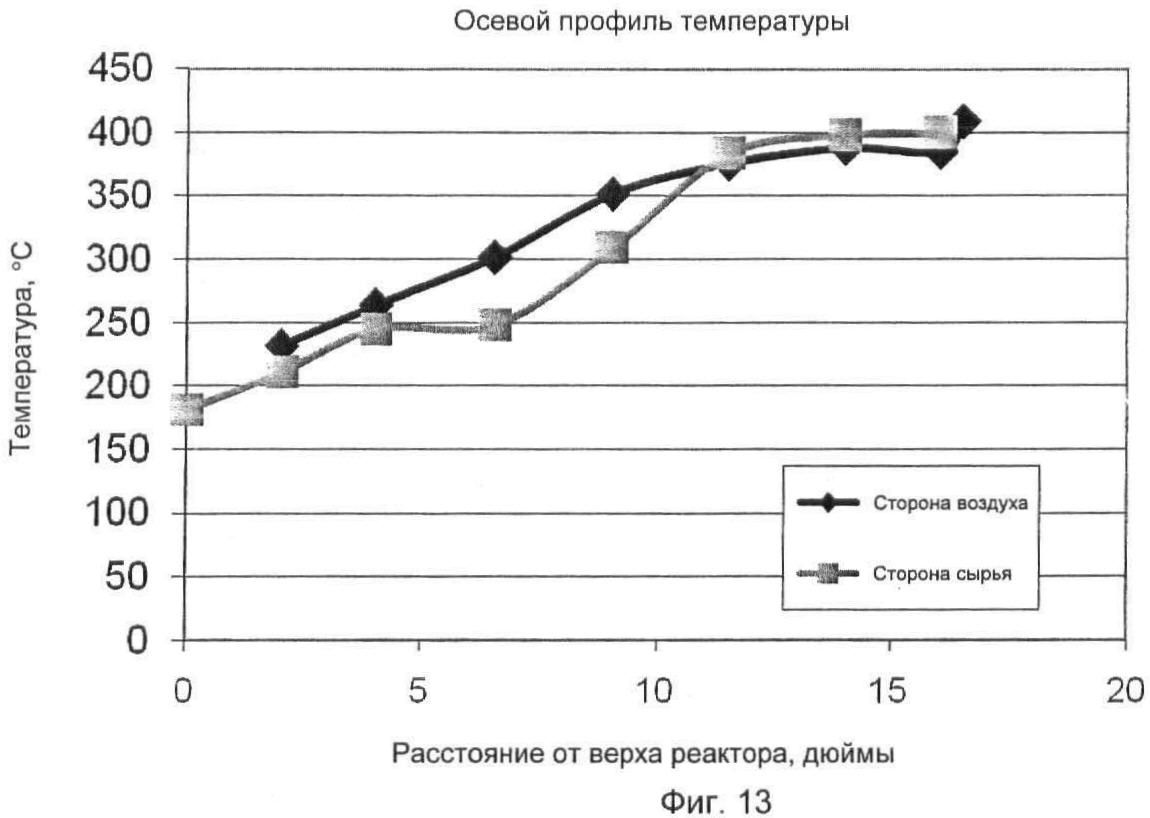
Фиг.13 представляет собой график, на котором показан осевой профиль температуры в реакторе в случае его применения для получения соединений из исходного сырья на основе кислородсодержащих углеводородов.
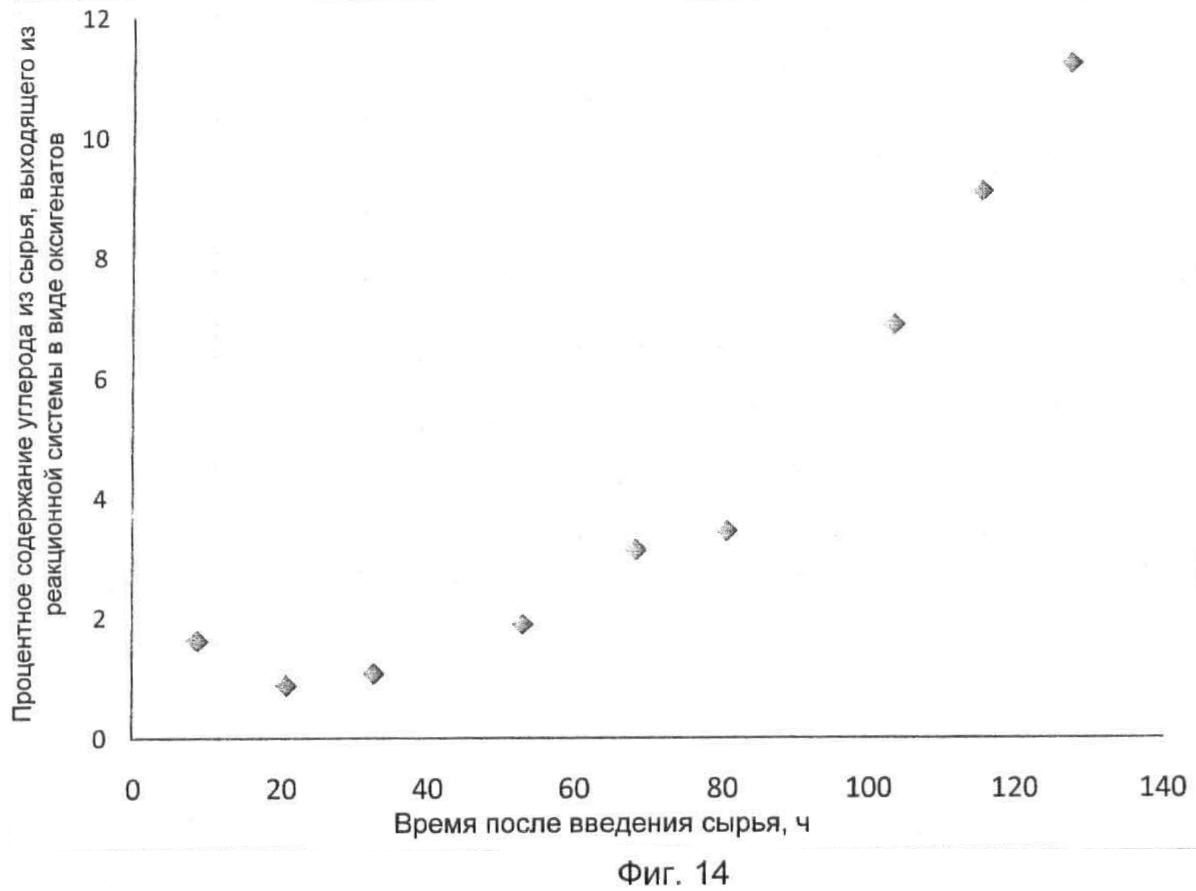
Фиг.14 представляет собой график, на котором процентное содержание углерода из сырья, выходящего в виде оксигенатов в результате превращения потока оксигенатного сырья в С5+соединения, показано как функция времени.
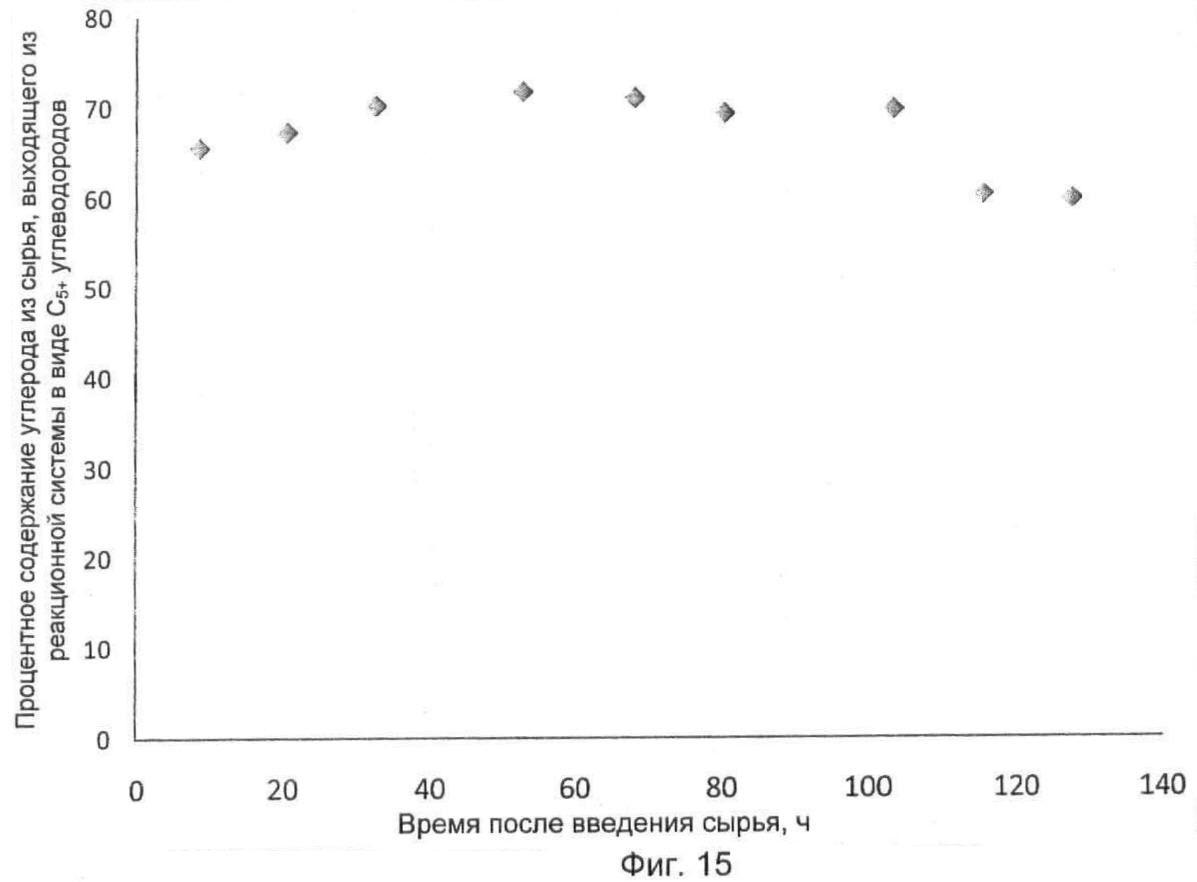
Фиг.15 представляет собой график, на котором процентное содержание углерода из сырья, выходящего в виде С5+углеводородов в результате превращения потока оксигенатного сырья, показано как функция времени.
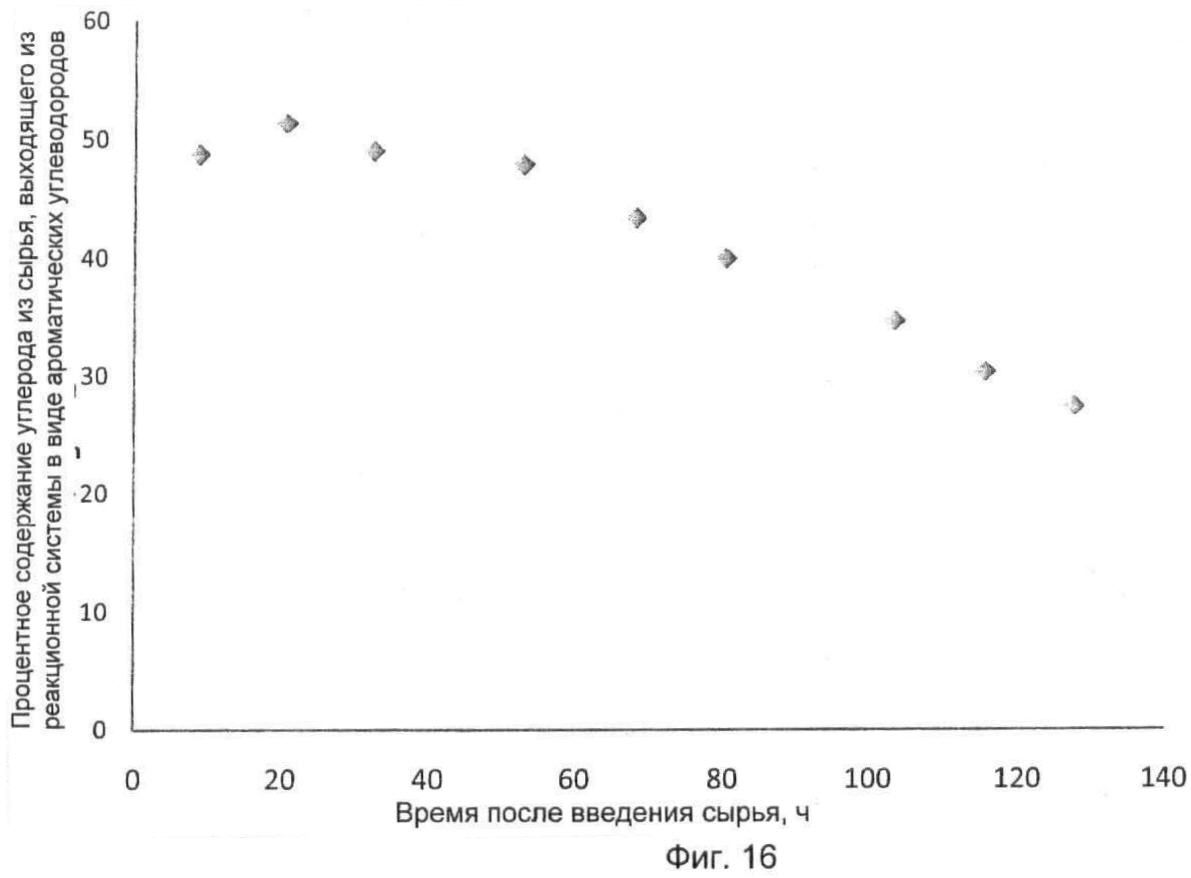
Фиг.16 представляет собой график, на котором процентное содержание углерода из сырья, выходящего в виде ароматических С5+углеводородов в результате превращения потока оксигенатного сырья, показано как функция времени.
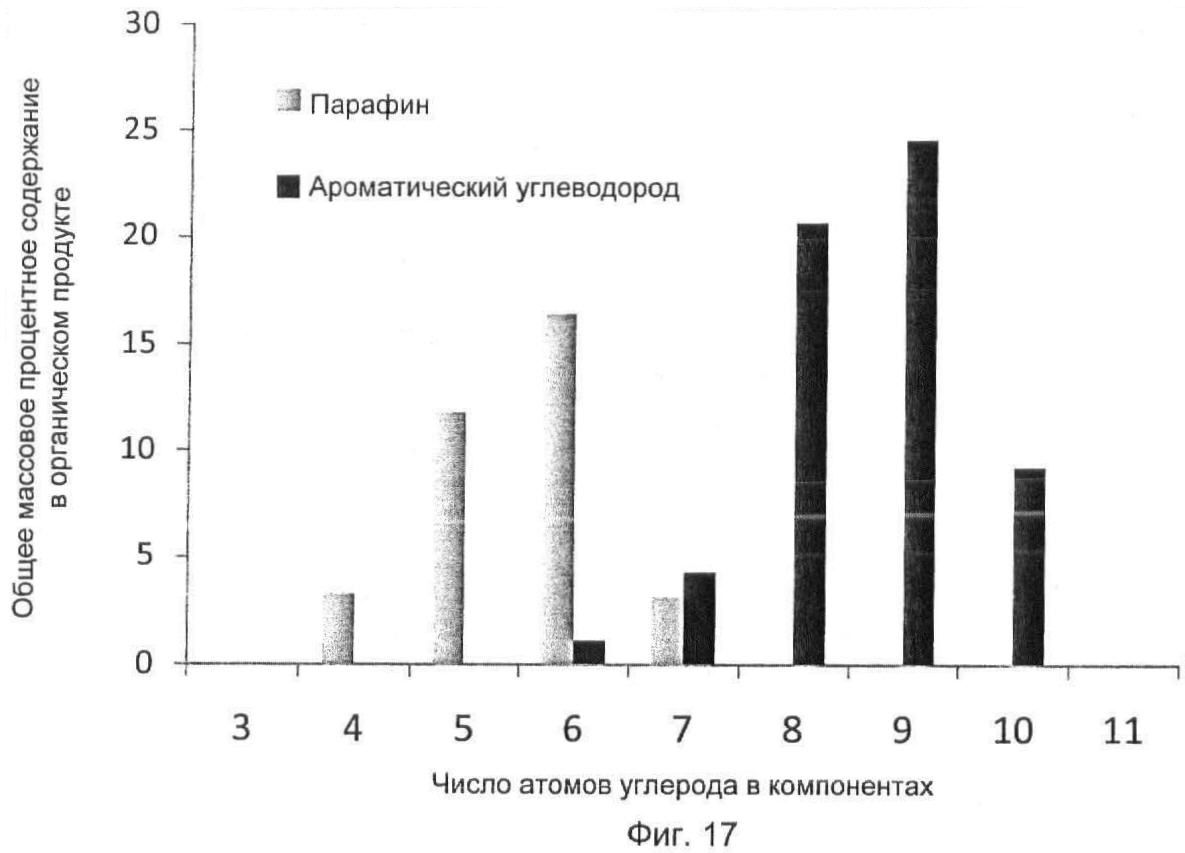
Фиг.17 представляет собой график, на котором показано суммарное массовое процентное содержание парафинов и ароматических соединений, полученных в результате превращения потока сырья на основе сахарозы и ксилозы.
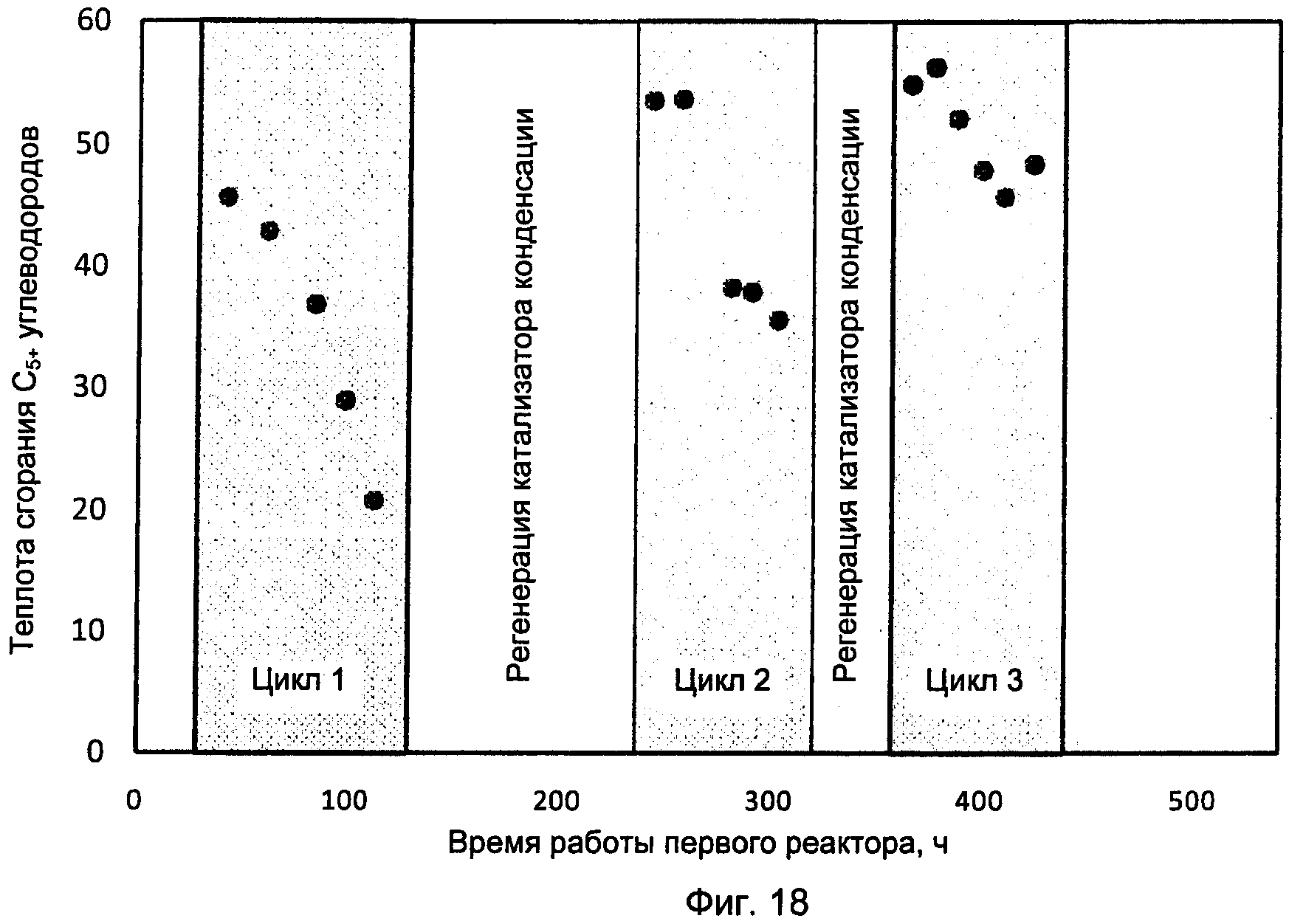
Фиг.18 представляет собой график, на котором теплота сгорания С5+ углеводородов, полученных в результате производства бензина из сорбита, показана как процентное отношение к теплоте сгорания сырья.
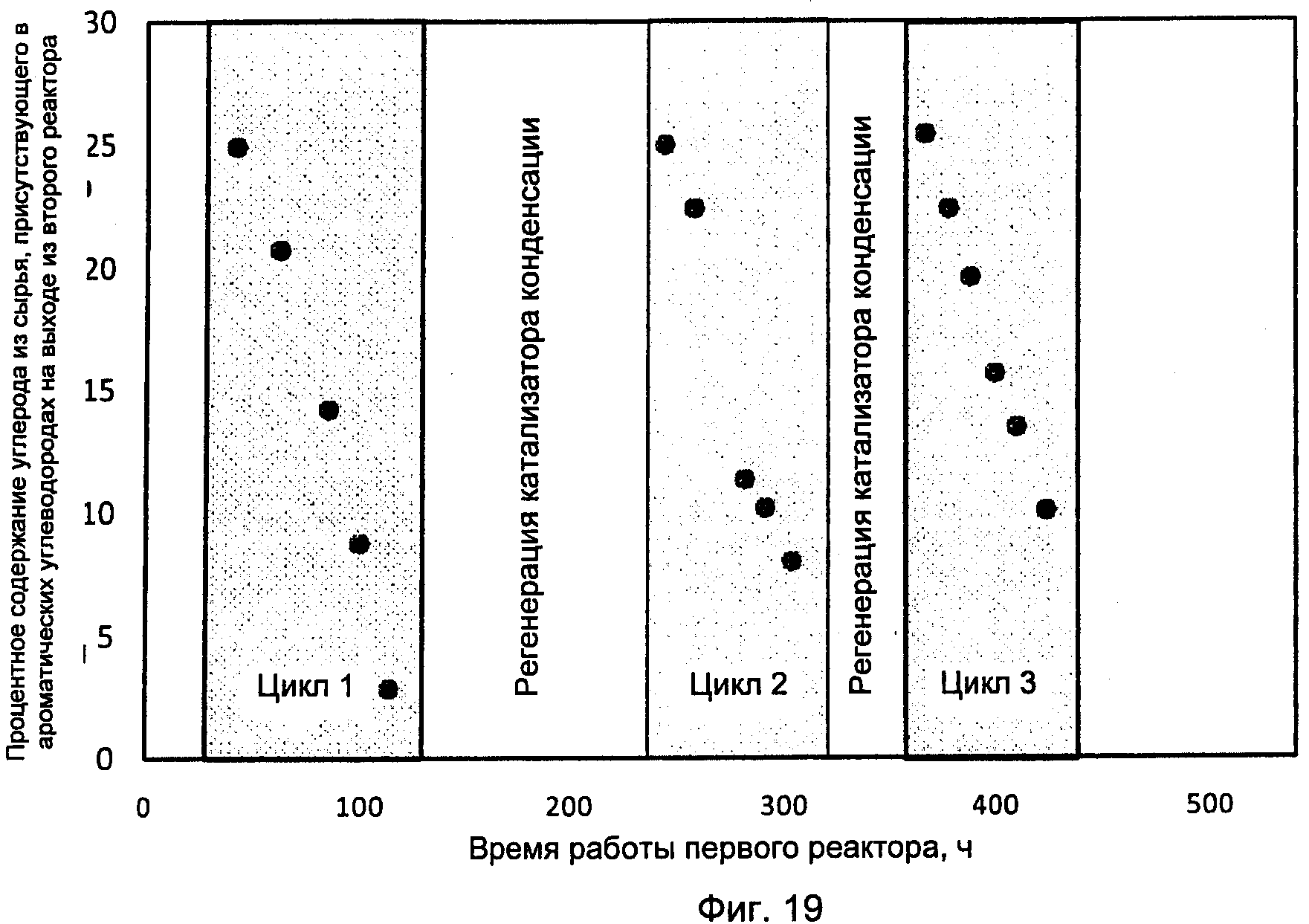
Фиг.19 представляет собой график, на котором процентное содержание углерода, получаемого в виде ароматических углеводородов в результате производства бензина из сорбита, показано как процентное содержание углерода, присутствующего в сырье.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ВОПЛОЩЕНИЯ
Существует потребность в новых биотопливах, в частности в биотопливах, пригодных для применения в современной инфраструктуре, а именно в той же самой системе распределения и в тех же самых двигателях, без необходимости специальных модификаций. Также существует потребность в новых биотопливах, которые не зависят от микроорганизмов, ферментов или других дорогих и тонких технологических процессов. Также существует потребность в способах превращения биомассы в углеводородные топлива, обладающие более высоким энергосодержанием, чем этанол, и с более низким расходом энергии в ходе технологического процесса. Способы, позволяющие превращать биомассу с применением каталитических методик, были бы особенно предпочтительными вследствие их близости к современной топливной промышленности.
Настоящее изобретение относится к способам, реакторным системам и катализаторам для получения углеводородов, кетонов и спиртов из кислородсодержащих углеводородов, произведенных из биомассы, таких как сахара, сахарные спирты, производные целлюлозы, лигноцеллюлозы, гемицеллюлозы, сахариды и т.д. Полученные углеводороды и монокислородсодержащие углеводороды применяют в топливных продуктах, таких как синтетические бензин, дизельное топливо и/или топливо для реактивных двигателей, и в качестве промышленных химических реактивов.
Настоящее изобретение относится к способам, реакторным системам и катализаторам для получения С4+ алканов, С4+ алкенов, С5+циклоалканов, С5+циклоалкенов, арилов, конденсированных арилов, С4+ спиртов, С4+ кетонов и их смесей (в совокупности их здесь называют "С4+ соединения") из кислородсодержащих углеводородов. С4+ углеводороды включают от 4 до 30 атомов углерода и могут представлять собой алканы или алкены с разветвленной или линейной цепью или незамещенные, монозамещенные или многозамещенные ароматические углеводороды (арилы) или циклоалканы. С4+ спирты и С4+ кетоны могут быть циклическими, с разветвленной или линейной цепью, и включают от 4 до 30 атомов углерода. Более легкие фракции, главным образом С4-С9, можно отделить для применения в качестве бензина. Средние фракции, такие как С7-С14, можно отделить для применения в качестве топлива для реактивных двигателей, тогда как более тяжелые фракции, т.е. C12-C24, можно отделить для применения в качестве дизельного топлива. Самые тяжелые фракции можно применять в качестве смазок или подвергнуть крекингу для получения дополнительных фракций бензина и/или дизельного топлива. С4+ соединения также могут найти применение в качестве промышленных химических реактивов, таких как ксилол, либо как промежуточный продукт, либо как конечный продукт.
Общий способ проиллюстрирован на Фиг.1. Проводят реакцию раствора исходного сырья, содержащего растворимый в воде кислородсодержащий углеводород, включающий один или более атомов углерода, с водородом в присутствии катализатора дезоксигенирования для получения оксигенатов, а затем проводят реакцию оксигенатов в присутствии катализатора конденсации при температуре и давлении, эффективных для осуществления реакции конденсации, в которой получают С4+ соединения. Водород может иметь происхождение из любого источника, но предпочтительным является полученный in situ или параллельно из биомассы с применением риформинга в водной фазе. Водород и кислородсодержащие углеводороды также можно дополнить повторно используемыми водородом и кислородсодержащими углеводородами, полученными в ходе данного процесса. Кислородсодержащий углеводород может представлять собой моносахарид, дисахарид, полисахарид, целлюлозу, гемицеллюлозу, лигнин, сахар, сахарный спирт или другие многоатомные спирты или может быть получен путем гидрирования сахара, фурфурола, карбоновой кислоты, кетона или фурана или путем гидрогенолиза сахара, сахарного спирта, полисахарида, моносахарида, дисахарида или многоатомного спирта.
Специфическим аспектом настоящего изобретения является то, что С4+ соединения получают из компонентов биомассы с применением каталитических процессов вместо микроорганизмов, ферментов, высокотемпературной газификации или способов переэтерификации. В настоящем изобретении также можно получать водород in situ, чтобы избежать зависимости от внешних источников водорода, таких как водород, получаемый паровым риформингом природного газа либо электролизом или термолизом воды. В настоящем изобретении также получают воду, которую можно повторно использовать (рециклизовать) и применять в процессах выше по технологическому потоку или возвращать в окружающую среду. В настоящем изобретении также можно получать неконденсируемые горючие газы в целях обеспечения источника тепла внутри реакторной системы или для внешних процессов.
Углеводы являются наиболее широко распространенными природными органическими соединениям на Земле. Углеводы образуются во время фотосинтеза, процесса, в котором солнечная энергия превращается в химическую энергию путем соединения диоксида углерода и воды с образованием углеводов и кислорода:

Благодаря данному процессу солнечная энергия аккумулируется как химическая энергия в виде углеводов в растениях. Углеводы, в частности, в виде сахара являются высокореакционно-способными соединениями, которые легко окисляются живыми микроорганизмами, в результате чего вырабатывается энергия, диоксид углерода и вода. Материалы растений содержат эти углеводы в виде сахаров, крахмалов, полимерной целлюлозы и/или гемицеллюлозы.
Наличие кислорода в молекулярной структуре углеводов вносит вклад в реакционную способность сахаров в биологических системах. Технология этанольного брожения использует эту высокую реакционную способность при образовании этанола при температурах окружающей среды. Технология брожения по существу удаляет функциональные группы из высокореакционно-способного сахара с получением частично окисленного углеводорода - этанола. Однако этанол, как было отмечено выше, обладает очень существенными недостатками в отношении теплоты сгорания.
На Фиг.2 показаны возможные пути химических реакций, которые позволяют превратить углеводы, такие как сахара, в углеводороды, не содержащие кислород. Известно, что растворимые в воде углеводы реагируют с водородом в присутствии катализатора(ов) с образованием многоатомных спиртов посредством либо гидрирования, либо гидрогенолиза. Ранее водород получали извне, т.е. из природного газа или другими способами, но теперь его можно получать in situ или параллельно, согласно настоящему изобретению, путем риформинга многоатомного спирта в водной фазе.
Риформинг в водной фазе (РВФ) многоатомного спирта протекает через образование альдегида (показано на Фиг.2), причем альдегид реагирует с водой в присутствии катализатора с образованием водорода, диоксида углерода и низшего многоатомного спирта. Многоатомный спирт может далее реагировать с водородом в присутствии катализатора через ряд реакций дезоксигенирования с образованием молекул либо спирта, либо кетона, либо альдегида, которые могут претерпевать реакции конденсации с образованием либо соединений с большим числом атомов углерода с линейной цепью, либо соединений с разветвленной цепью, либо циклических соединений. Реакции конденсации могут быть либо кислотно-катализируемыми, либо основно-катализируемыми, либо как кислотно-, так и основно-катализируемыми. Получающиеся соединения могут представлять собой углеводороды или кислородсодержащие углеводороды, из которых можно удалить кислород посредством реакции с водородом в присутствии катализатора. Получающиеся конденсированные продукты включают С4+ спирты, С4+ кетоны, С4+ алканы, С4+ алкены, С5+ циклоалканы, С5+ циклоалкены, арилы, конденсированные арилы и их смеси. Смеси можно разделить на фракции и смешать для получения соответствующих смесей молекул, обычно применяемых в бензине, топливе для реактивных двигателей, или жидком дизельном топливе, или в промышленных процессах.
Удаление функциональных групп начинают путем взаимодействия глюкозы с водородом либо в реакции гидрирования, либо в реакции гидрогенолиза, для того чтобы превратить циклическую молекулу сахара в соответствующий ей линейный спирт, сорбит или в низшие многоатомные спирты, такие как глицерин, пропиленгликоль, этиленгликоль, ксилит, наряду с другими. Как указано выше, водород может быть любого происхождения, но предпочтительным является водород, образованный in situ путем риформинга в водной фазе, или повторно используемый избыточный водород из реакторной системы.
Во время процесса риформинга в водной фазе углевод сначала претерпевает дегидрирование, с получением адсорбированных промежуточных веществ, перед разрывом связей С-С или С-O. Последующий разрыв связей С-С приводит к образованию СО и H2, затем СО реагирует с водой, образуя CO2 и H2 путем реакции конверсии водяного газа. Различные способы и методики РВФ описаны в патентах США №6699457, 6964757 и 6964758, и в заявке на патент США №11234727 (авторами всех указанных документов, озаглавленных "Низкотемпературное получение водорода из кислородсодержащих углеводородов", являются Cortright et al.), и в патенте США №6953873 (авторами данного документа, озаглавленного "Низкотемпературное получение углеводорода из кислородсодержащих углеводородов", являются Cortright et al.), и в находящейся в процессе одновременного рассмотрения находящейся в общей собственности заявке на международный патент №PCT/US2006/048030 (авторами данного документа, озаглавленного "Катализатор и способы риформинга кислородсодержащих углеводородов", являются Cortright et al.); все указанные документы включены сюда путем ссылки. Термины "риформинг в водной фазе" и "РВФ" в общем случае означают риформинг кислородсодержащих углеводородов и воды с образованием водорода и диоксида углерода, независимо от того, происходят ли реакции в газовой фазе или в конденсированной жидкой фазе. "РВФ-Н2" в общем случае означает водород, полученный посредством способа РВФ.
Из получающегося кислородсодержащего углеводорода, а именно сорбита или глицерина, пропиленгликоля, этиленгликоля, ксилита и т.д., дополнительно удаляют функциональные группы посредством реакций дезоксигенирования для получения оксигенатов, таких как спирты, кетоны, альдегиды, фураны, диолы, триолы, гидроксикарбоновые кислоты и карбоновые кислоты, для применения в последующих реакциях конденсации. На Фиг.3 изображены различные пути протекания реакций, участвующих в дезоксигенировании сорбита в оксигенаты и РВФ-водород. В общем случае, не ограничиваясь какой-либо конкретной теорией, можно предположить, что реакции дезоксигенирования включают в себя сочетание нескольких различных путей протекания реакций, включая, без ограничения: реакции гидродезоксигенирования, последовательных дегидратации-гидрирования, гидрогенолиза, гидрирования и дегидратации, приводящие к удалению кислорода из кислородсодержащего углеводорода для получения молекулы углеводорода, имеющего общую формулу C1+O1-3.
Затем полученные оксигенаты превращают в С4+ соединения посредством конденсации. Не ограничиваясь какой-либо конкретной теорией, можно предположить, что реакции кислотной конденсации обычно состоят из ряда стадий, включающих: (а) дегидратацию оксигенатов в олефины; (b) олигомеризацию олефинов; (с) реакции крекинга; (d) циклизацию высших олефинов с образованием ароматических углеводородов; (е) изомеризацию парафинов и (f) реакции переноса водорода с образованием парафинов. Реакции основной конденсации, по-видимому, обычно состоят из ряда стадий, включающих: (1) альдольную конденсацию с образованием β-гидроксикетона или β-гидроксиальдегида; (2) дегидратацию β-гидроксикетона или β-гидроксиальдегида с образованием сопряженного енона; (3) гидрирование сопряженного енона с образованием кетона или альдегида, которые могут участвовать в дальнейших реакциях конденсации или превращения в спирт или углеводород, и (4) гидрирование карбонильных соединений в спирты или наоборот. Реакции кислотно-основной конденсации, по-видимому, обычно включают в себя любые из предыдущих стадий кислотных и/или основных реакций.
В некоторых воплощениях данного изобретения реакции конденсации проходят при типичных температурах и давлениях конденсации. Однако в различных воплощениях данного изобретения также может оказаться более предпочтительным проведение реакций конденсации при температурах и/или давлениях, повышенных по сравнению с типичными условиями процессов конденсации. В общем случае проведение реакций конденсации при условиях повышенных температур и/или давлений является термодинамически невыгодным, что приводит к ограничению степени превращения в продукты конденсации. Настоящее изобретение показывает, что проведение реакции с катализаторами конденсации и при описанных ниже температурах и давлениях преодолевает указанные ограничения и неожиданно способствует непосредственному превращению продуктов конденсации в углеводороды, кетоны и спирты. В свою очередь, данное превращение удаляет продукты конденсации из зоны реакции, тем самым преодолевая термодинамические ограничения системы и предоставляя возможность протекания дополнительных реакций конденсации. Условия повышенных температур и/или давлений также предотвращают избыточное превращение оксигенатов непосредственно в соответствующие им углеводороды. Дополнительным преимуществом данного способа также является то, что он позволяет проводить реакции конденсации, реакции дезоксигенирования и реакции РВФ в одном реакторе и при установившемся равновесии,
Для любой заданной реакции изменение свободной энергии указывает на выгодность протекания прямой реакции. Чем более отрицательным является изменение свободной энергии, тем более выгодной является реакция. В результате реакции, которым соответствует большое отрицательное изменение свободной энергии, обычно являются выгодными и имеют возможность проявлять высокие степени превращения в продукты реакции. Напротив, реакции, которым соответствуют положительные изменения свободной энергии, не являются выгодными и по своей природе ограничены в степени превращения реагентов в продукты. В качестве иллюстрации на Фиг.4 показаны изменения свободной энергии, соответствующие стадиям вдоль пути протекания реакции превращения ацетона и водорода в С6 углеводород (2-метилпентан) и воду при 100°С и 400°С. Известные уровни свободной энергии стабильных промежуточных соединений, полученных вдоль данного пути, показаны сплошной линией. Первой стадией на пути протекания реакции является альдольная конденсация двух молекул ацетона с образованием одной молекулы диацетонового спирта. Изменение свободной энергии реакции при более низкой температуре (100°С) составляет -53 кДж/моль, и реакция является термодинамически выгодной, тогда как при более высокой температуре (400°С) реакция является менее выгодной, т.к. изменение свободной энергии составляет -10 кДж/моль. Вывод состоит в том, что максимальное превращение чистого ацетона в диацетоновый спирт на данной стадии снижается при повышении температуры (с теоретического максимального превращения, составляющего более 99% при 100°С и при атмосферном давлении, до только 15% при 400°С и при атмосферном давлении). Соответственно, термодинамическое ограничение равновесия устанавливает абсолютный предел количества диацетонового спирта, которое можно получить в данных условиях и при отсутствии других реакций. Это дополнительно проиллюстрировано на Фиг.5, на которой приведены константы равновесия, относящиеся к промежуточным продуктам реакции и к полному превращению для реакции 2 молей ацетона с 3 молями водорода с образованием 1 моля 2-метилпентана и 2 молей воды. Можно видеть, что константа равновесия для превращения ацетона в диацетоновый спирт уменьшается с ростом температуры.
Настоящее изобретение устраняет данную проблему путем непосредственного превращения продукта конденсации в соединение, которое обеспечивает более благоприятные условия реакции. В описанном выше случае путем удаления диацетонового спирта из реакционной смеси посредством реакции дегидратации, в которой образуется окись мезитила, можно получить дополнительный диацетоновый спирт. В частности, сочетание стадий конденсации и дегидратации для образования окиси мезитила и воды из ацетона обеспечивает немного более благоприятные условия реакции. Как показано на Фиг.5, превращение ацетона в окись мезитила и воду является немного более благоприятным при более высоких температурах.
Полное давление в реакционной системе также оказывает благоприятное воздействие на максимальную теоретическую степень превращения реагентов в продукты. Принимая во внимание приведенный выше пример реакции конденсации, степень превращения ацетона в диацетоновый спирт ограничена 15% при 400°С и при атмосферном давлении при использовании чистого ацетона в качестве сырья. Повышение давления в системе до 4,14 МПа (избыт.) (600 фунтов-сил/кв.дюйм (избыт.)) сдвигает равновесие превращения таким образом, что можно достичь степени превращения, составляющей 76% при такой же температуре. Для реакций, в которых наблюдается итоговое снижение числа молей продукта по сравнению с числом молей реагента, повышение давления в системе (при сохранении постоянными всех других условий) приведет к повышению равновесной степени превращения продукта. Для полного превращения кетонов в углеводороды типичным является итоговое снижение числа молей продукта по сравнению с числом молей реагента, таким образом, более высокое давление реакции потенциально может привести к более высокой равновесной степени превращения.
Настоящее изобретение находит равновесие между вышеупомянутыми термодинамическими ограничениями путем эксплуатации с катализаторами конденсации и при температуре и давлении, которые компенсируют любое снижение образования продуктов конденсации повышением степени превращения в другие выходящие продукты. Кинетика системы в целом также является более благоприятной, так что продукты можно получать непрерывно и с более желательной скоростью. В терминах производства в увеличенном масштабе, после запуска реакторными системами можно управлять путем регулирования процесса, а реакции могут происходить при установившемся равновесии.
Оксигенаты
С4+ соединения получают из оксигенатов. Применяемый здесь термин "оксигенаты" в общем случае означает углеводородные соединения, включающие 1 или более атомов углерода и от 1 до 3 атомов кислорода (называемые здесь C1+O1-3 углеводородами), такие как спирты, кетоны, альдегиды, фураны, гидроксикарбоновые кислоты, карбоновые кислоты, диолы и триолы. Предпочтительно оксигенаты включают от 1 до 6 атомов углерода или от 2 до 6 атомов углерода или от 3 до 6 атомов углерода. Спирты могут включать, без ограничения, первичные, вторичные, линейные, разветвленные или циклические C1+ спирты, такие как метанол, этанол, н-пропиловый спирт, изопропиловый спирт, бутиловый спирт, изобутиловый спирт, бутанол, пентанол, циклопентанол, гексанол, циклогексанол, 2-метилциклопентанол, гептанол, октанол, нонанол, деканол, ундеканол, додеканол и их изомеры. Кетоны могут включать, без ограничения, гидроксикетоны, циклические кетоны, дикетоны, ацетон, пропанон, 2-оксопропаналь, бутаном, бутандион-2,3, 3-гидроксибутанон-2, пентанон, циклопентанон, пентандион-2,3, пентандион-2,4, гексанон, циклогексанон, 2-метилциклопентанон, гептанон, октанон, нонанон, деканон, ундеканон, додеканон, метилглиоксаль, бутандион, пентандион, ацетонилацетон и их изомеры. Альдегиды могут включать, без ограничения, гидроксиальдегиды, ацетальдегид, пропионовый альдегид, бутиральдегид, пентаналь, гексаналь, гептаналь, октаналь, нонаналь, деканаль, ундеканаль, додеканаль и их изомеры. Карбоновые кислоты могут включать, без ограничения, муравьиную кислоту, уксусную кислоту, пропионовую кислоту, бутановую кислоту, пентановую кислоту, гексановую кислоту, гептановую кислоту, их изомеры и производные, включая гидроксилированные производные, такие как 2-гидроксибутановая кислота и молочная кислота. Диолы могут включать, без ограничения, этиленгликоль, пропиленгликоль, пропандиол-1,3, бутандиол, пентандиол, гександиол, гептандиол, октандиол, нонандиол, декандиол, ундекандиол, додекандиол и их изомеры. Триолы могут включать, без ограничения, глицерин, 1,1,1-трис-(гидроксиметил)-этан (триметилолэтан), триметилолпропан, гексантриол и их изомеры. Фураны и фурфуролы включают, без ограничения, фуран, тетрагидрофуран, дигидрофуран, 2-фуранметанол, 2-метилтетрагидрофуран, 2,5-диметилтетрагидрофуран, 2-метилфуран, 2-этилтетрагидрофуран, 2-этилфуран, гидроксиметилфурфурол, 3-гидрокситетрагидрофуран, тетрагидрофуранол-3, 2,5-диметилфуран, 5-гидроксиметил-2(5Н)-фуранон, дигидро-5-(гидроксиметил)-2(3Н)-фуранон, тетрагидро-2-фуранкарбоновую кислоту, дигидро-5-(гидроксиметил)-2(3Н)-фуранон, тетрагидрофурфуриловый спирт, 1-(2-фурил)этанол, гидроксиметилтетрагидрофурфурол и их изомеры.
Оксигенаты по своему происхождению могут быть из любого источника, но предпочтительными являются производные биомассы. Применяемый здесь термин "биомасса", без ограничения, относится к органическим материалам, создаваемым растениями (таким как листья, корни, семена и стебли) и к отходам обмена веществ микробов и животных. Обычные источники биомассы включают: (1) сельскохозяйственные отходы, такие как стебли кукурузы, солома, шелуха семян, отходы сахарного тростника, выжимки сахарного тростника, ореховая скорлупа и навоз от крупного рогатого скота, домашней птицы и свиней; (2) древесные материалы, такие как древесина или кора, опилки, отходы лесоматериалов и отходы мельниц; (3) городские отходы, такие как макулатура и дворовый мусор, и (4) сельскохозяйственные культуры, используемые для получения топлива, такие как тополя, ивы, прутьевидное просо, люцерна, бородач степной (prairie bluestem), кукуруза, соя и т.д. Данный термин также относится к первичным структурным элементам вышеупомянутых материалов, а именно, среди прочего, к сахаридам, лигнину, целлюлозе, гемицеллюлозе и крахмалам.
Оксигенаты из биомассы можно получать любым известным способом. Такие способы включают технологии брожения с применением ферментов или микроорганизмов, реакции Фишера-Тропша для получения С2-10 α-спиртов и технологии пиролиза для получения, среди прочего, спиртов из нефти. В одном из воплощений данного изобретения оксигенаты получают с применением технологий каталитического риформинга, таких как технология BioForming™, разработанная компанией Virent Energy Systems, Inc. (Мэдисон, штат Висконсин).
Кислородсодержащие углеводороды
В одном из воплощений данного изобретения оксигенаты получают каталитическим риформингом кислородсодержащих углеводородов. Кислородсодержащие углеводороды могут представлять собой любые растворимые в воде кислородсодержащие углеводороды, включающие один или более атомов углерода и по меньшей мере один атом кислорода (называемые здесь C1+O1+. углеводородами). Предпочтительно кислородсодержащий углеводород включает от 2 до 12 атомов углерода (C1-12O1-11 углеводород), а более предпочтительно от 2 до 6 атомов углерода (C1-6O1-6 углеводород). Соотношение кислород/углерод в кислородсодержащем углеводороде также может составлять от 0,5:1 до 1,5:1, включая соотношения 0,75:1,0, 1,0:1,0, 1,25:1,0, 1,5:1,0 и другие соотношения, лежащие между указанными значениями. В одном из примеров соотношение кислород/углерод в кислородсодержащем углеводороде составляет 1:1. Неограничивающие примеры предпочтительных растворимых в воде кислородсодержащих углеводородов включают моносахариды, дисахариды, полисахариды, сахар, сахарные спирты, альдиты, этандиол, этандион, уксусную кислоту, пропанол, пропандиол, пропионовую кислоту, глицерин, глицериновый альдегид, дигироксиацетон, молочную кислоту, пировиноградную кислоту, малоновую кислоту, бутандиолы, бутановую кислоту, альдотетрозы, винную кислоту, альдопентозы, альдогексозы, кетотетрозы, кетопентозы, кетогексозы, альдиты, гемицеллюлозы, производные целлюлозы, производные лигноцеллюлозы, крахмалы, полиолы и т.д. Предпочтительно кислородсодержащий углеводород включает сахар, сахарные спирты, сахариды и другие многоатомные спирты. Более предпочтительно кислородсодержащий углеводород представляет собой сахар, такой как глюкоза, фруктоза, сахароза, мальтоза, лактоза, манноза или ксилоза, или сахарный спирт, такой как арабит, эритрит, глицерин, изомальтит, лактит, мальтит, маннит, сорбит, ксилит, рибитол или гликоль.
Кислородсодержащие углеводороды также включают спирты, полученные гидрированием или гидрогенолизом любых вышеупомянутых соединений. В некоторых воплощениях данного изобретения может оказаться предпочтительным превращение исходного кислородсодержащего углеводорода в другую форму кислородсодержащего углеводорода, которую можно легче превратить в требуемые оксигенаты (например, первичные, вторичные, третичные или многоатомные спирты). Например, некоторые сахара не могут эффективно превращаться в оксигенаты по сравнению с соответствующими им производными сахарными спиртами. Следовательно, может оказаться желательным превращение исходного вещества, такого как сахар, фурфурол, карбоновая кислота, кетон или фуран, в соответствующий ему производный спирт, например, путем гидрирования или в молекулы низших спиртов, например, путем гидрогенолиза.
Известны различные способы гидрирования сахаров, фурфуролов, карбоновых кислот, кетонов и фуранов в соответствующую им спиртовую форму, включая способы, описанные B.S.Kwak et al. (WO 2006/093364 A1 и WO 2005/021475 A1), включающие в себя приготовление сахарных альдитов из моносахаридов посредством гидрирования в присутствии рутениевого катализатора; и Elliot et al. (патенты США №6253797 и 6570043), в которых описано применение рутениевого катализатора без никеля и рения на носителе, включающем более чем 75% диоксида титана в форме рутила, для превращения сахаров в сахарные спирты; все указанные документы включены сюда путем ссылки. Другие подходящие рутениевые катализаторы описаны Arndt et al. в опубликованной заявке на патент США №2006/0009661 (зарегистрирована 3 декабря 2003 г.) и Arena в патентах США №4380679 (зарегистрирован 12 апреля 1982 г.), 4380680 (зарегистрирован 21 мая 1982 г.), 4503274 (зарегистрирован 8 августа 1983 г.), 4382150 (зарегистрирован 19 января 1982 г.) и 4487980 (зарегистрирован 29 апреля 1983 г.); все указанные документы включены сюда путем ссылки. Катализатор гидрирования обычно включает Cu, Re, Ni, Fe, Co, Ru, Pd, Rh, Pt, Os, Ir и их сплавы или сочетания, либо отдельно, либо вместе с промоторами, такими как W, Mo, Au, Ag, Cr, Zn, Mn, Sn, В, Р, Bi и их сплавы или сочетания. Катализатор гидрирования также может включать любой из носителей, дополнительно описанных ниже, которые зависят от требуемой функциональной группы катализатора. Другие вещества эффективного катализатора гидрирования включают либо никель на носителе, либо рутений, модифицированный рением. В общем случае реакцию гидрирования осуществляют при температурах гидрирования, составляющих от приблизительно 80°С до 250°С, и при давлениях гидрирования, составляющих от приблизительно 0,69 до 13,79 МПа (избыт.) (от 100 до 2000 фунтов-сил/кв.дюйм (избыт.)). Водород, применяемый в данной реакции, может включать образованный in situ H2, внешний Н2, повторно используемый Н2 или их сочетание.
Катализатор гидрирования также может включать катализатор на основе металла группы VIII на носителе и губчатый металлический материал, такой как катализатор на основе губчатого никеля. Активированные катализаторы на основе губчатого никеля (например, никель Ренея) представляют собой широко известный класс материалов, эффективных для различных реакций гидрирования. Одним из типов катализаторов на основе губчатого никеля является катализатор типа А7063, имеющийся в продаже у компании Activated Metals and Chemicals, Inc., Sevierville, штат Теннеси. Катализатор типа А7063 представляет собой промотированный молибденом катализатор, обычно содержащий приблизительно 1,5% молибдена и 85% никеля. Применение катализатора на основе губчатого никеля с исходным сырьем, включающим ксилозу и декстрозу, описано M.L.Cunningham et al. в патенте США №6498248, зарегистрированном 9 сентября 1999 г., который включен сюда путем ссылки. Применение никелевого катализатора Ренея с гидролизованным кукурузным крахмалом также описано в патенте США №4694113, зарегистрированном 4 июня 1986 г., который включен сюда путем ссылки.
Приготовление подходящих никелевых катализаторов Ренея для гидрирования описано A.Yoshino et al. в опубликованной заявке на патент США №2004/0143024, зарегистрированной 7 ноября 2003 г., которая включена сюда путем ссылки. Никелевый катализатор Ренея можно приготовить путем обработки сплава с приблизительно равными массовыми содержаниями никеля и алюминия водным щелочным раствором, например, содержащим приблизительно 25 мас.% гидроксида натрия. Водный щелочной раствор избирательно растворяет алюминий, оставляя частицы, имеющие губчатую структуру и состоящие преимущественно из никеля с незначительным количеством алюминия. Исходный сплав также может включать металлы-промоторы, такие как молибден или хром, в количестве, например, приблизительно 1-2 мас.%, которые остаются в губчатом никелевом катализаторе.
В другом воплощении данного изобретения катализатор гидрирования готовят путем пропитки подходящего материала носителя раствором нитрозотринитрорутения (III), нитрозилнитрата рутения (III) или хлорида рутения (III) в воде для получения твердого вещества, которое затем сушат в течение 13 ч при 120°С во вращающейся шаровой печи (остаточное содержание воды составляет менее 1 мас.%). Затем твердое вещество восстанавливают при атмосферном давлении в потоке водорода при 300°С (непрокаленное) или 400°С (прокаленное) во вращающейся шаровой печи в течение 4 ч. После охлаждения и приведения в инертное состояние азотом катализатор затем можно пассивировать путем пропускания более 5 об.% кислорода в азоте в течение 120 мин.
В еще одном воплощении данного изобретения реакцию гидрирования осуществляют с применением катализатора, включающего никелево-рениевый катализатор или модифицированный вольфрамом никелевый катализатор. Одним из примеров подходящего катализатора гидрирования является никелево-рениевая каталитическая композиция на углеродном носителе, описанная Werpy et al. в патенте США №7038094, зарегистрированном 30 сентября 2003 г., который включен сюда путем ссылки.
В других воплощениях данного изобретения также может оказаться желательным превращение исходного кислородсодержащего углеводорода, такого как сахар, сахарный спирт или другой многоатомный спирт, в меньшую молекулу, которую можно легче превратить в требуемые оксигенаты, например, путем гидрогенолиза. Такие меньшие молекулы могут включать первичные, вторичные, третичные или многоатомные спирты, включающие меньше атомов углерода, чем исходный кислородсодержащий углеводород. Известны различные способы для таких реакций гидрогенолиза, включая способы, описанные Werpy et al. в патентах США №6479713 (зарегистрирован 23 октября 2001 г.), 6677385 (зарегистрирован 6 августа 2002 г.), 6841085 (зарегистрирован 23 октября 2001 г.) и 7038094 (зарегистрирован 30 сентября 2003 г.); все указанные документы включены сюда путем ссылки и описывают гидрогенолиз сахаров и сахарных спиртов с 5 и 6 атомами углерода в пропиленгликоль, этиленгликоль и глицерин с применением ренийсодержащего полиметаллического катализатора. Другие системы включают системы, описанные Arena в патенте США №4401823 (зарегистрирован 18 мая 1981 г.), направленном на применение углеродсодержащего пирополимерного катализатора, содержащего переходные металлы (такие как хром, молибден, вольфрам, рений, марганец, медь, кадмий) или металлы группы VIII (такие как железо, кобальт, никель, платина, палладий, родий, рутений, иридий и осмий), для получения спиртов, кислот, кетонов и простых эфиров из полигидроксисоединений, таких как сахара и сахарные спирты, и в патенте США №4496780 (зарегистрирован 22 июня 1983 г.), направленном на применение каталитической системы, включающей благородный металл группы VIII на твердом носителе с оксидом щелочноземельного металла, для получения глицерина, этиленгликоля и пропандиола-1,2 из углеводов; каждый из указанных документов включен сюда путем ссылки. Другая система включает систему, описанную Dubeck et al. в патенте США №4476331 (зарегистрирован 6 сентября 1983 г.), направленном на применение рутениевого катализатора, модифицированного сульфидом, для получения этиленгликоля и пропиленгликоля из высших многоатомных спиртов, таких как сорбит; указанный документ также включен сюда путем ссылки. Другие системы включают системы, описанные в публикации Saxena et al., "Effect of Catalyst Constituents on (Ni, Mo and Cu)/Kieselguhr-Catalyzed Sucrose Hydrogenolysis", Ind. Eng. Chem. Res. 44, 1466-1473 (2005), где описано применение Ni, W и Cu на кизельгуровом носителе; указанный документ включен сюда путем ссылки.
В одном из воплощений данного изобретения катализатор гидрогенолиза включает Cr, Mo, W, Re, Mn, Cu, Cd, Fe, Co, Ni, Pt, Pd, Rh, Ru, Ir или Os и их сплавы или сочетания, либо отдельно, либо вместе с промоторами, такими как Au, Ag, Cr, Zn, Mn, Sn, Bi, В, О и их сплавы или сочетания. Другие вещества эффективного катализатора гидрогенолиза могут включать вышеупомянутые металлы в сочетании с оксидом щелочноземельного металла или же прикрепленные к каталитически активному носителю, такому как кизельгур, или к любому из носителей, дополнительно описанных ниже.
Условия процесса для осуществления реакции гидрогенолиза будут меняться в зависимости от типа исходного сырья и требуемых продуктов. В общем случае реакцию гидрогенолиза проводят при температурах, составляющих по меньшей мере 110°С или от 110°С до 300°С или от 170°С до 240°С. Реакцию также следует проводить в щелочной среде, предпочтительно, при рН от приблизительно 8 до приблизительно 13 или при рН от приблизительно 10 до приблизительно 12. Реакцию также следует проводить при давлениях, составляющих от приблизительно 0,07 до 16,55 МПа (избыт.) (от 10 до 2400 фунтов-сил/кв.дюйм (избыт.)) или от приблизительно 1,72 до 13,79 МПа (избыт.) (от 250 до 2000 фунтов-сил/кв.дюйм (избыт.)) или от приблизительно 4,83 до 11,03 МПа (избыт.) (от 700 до 1600 фунтов-сил/кв.дюйм (избыт.)). Водород, применяемый в данной реакции, может включать образованный in situ Н2, внешний Н2, повторно используемый H2 или их сочетание.
Получение оксигенатов
Оксигенаты получают путем проведения реакции водного раствора исходного сырья, содержащего воду и растворимые в воде кислородсодержащие углеводороды, с водородом в присутствии катализирующего вещества для получения требуемых оксигенатов. Предпочтительно водород получают in situ с применением риформинга в водной фазе (образованный in situ H2 или РВФ-Н2), или он представляет собой сочетание РВФ-Н2, внешнего H2 или повторно используемого H2 или просто внешний Н2 или повторно используемый Н2. Термин "внешний Н2" относится к водороду, который образован не в растворе исходного сырья, но добавлен в реакторную систему из внешнего источника. Термин "повторно используемый H2" относится к неизрасходованному водороду, который был образован в растворе исходного сырья и который собрали, а затем вернули обратно в реакторную систему для дальнейшего использования. Внешний Н2 и повторно используемый Н2 также можно назвать в совокупности или по отдельности "дополнительный Н2". В общем случае дополнительный H2 можно добавлять в целях пополнения РВФ-водорода, или вместо использования стадии получения РВФ-водорода, или для повышения реакционного давления в системе, или для повышения молярного соотношения водорода к углероду и/или к кислороду, чтобы повысить выход образования определенных типов продуктов реакции, таких как кетоны и спирты.
В способах, где применяют РВФ-Н2, оксигенаты получают путем проведения каталитической реакции части водного раствора исходного сырья, содержащего воду и растворимые в воде кислородсодержащие углеводороды, в присутствии катализатора РВФ при температуре риформинга и при давлении риформинга для получения РВФ-Н2 и проведения каталитической реакции РВФ-Н2 (и повторно используемого H2 и/или внешнего Н2) с частью раствора исходного сырья в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения требуемых оксигенатов. В системах, в которых применяют повторно используемый Н2 или внешний Н2 в качестве источника водорода, оксигенаты легко получают путем проведения каталитической реакции повторно используемого Н2 и/или внешнего Н2 с раствором исходного сырья в присутствии катализатора дезоксигенирования при температурах и давлениях дезоксигенирования. В каждом из вышеупомянутых способов оксигенаты также могут включать повторно используемые оксигенаты (повторно используемые C1+O1-3 углеводороды). Если не указано иное, любые обсуждения катализаторов РВФ и катализаторов дезоксигенирования представляют собой неограничивающие примеры подходящих катализирующих веществ.
Катализатор дезоксигенирования предпочтительно представляет собой гетерогенный катализатор, включающий одно или более веществ, способных катализировать реакцию между водородом и кислородсодержащим углеводородом для удаления одного или более атомов кислорода из кислородсодержащего углеводорода для получения спиртов, кетонов, альдегидов, фуранов, карбоновых кислот, гидроксикарбоновых кислот, диолов и триолов. В общем случае данные вещества будут прикреплены к носителю и могут включать, без ограничения, Cu, Re, Fe, Ru, Ir, Co, Rh, Pt, Pd, Ni, W, Os, Mo, Ag, Au, их сплавы и сочетания. Катализатор дезоксигенирования может включать данные элементы отдельно или в сочетании с одним или более из следующих элементов: Mn, Cr, Mo, W, V, Nb, Та, Ti, Zr, Y, La, Sc, Zn, Cd, Ag, Au, Sn, Ge, P, Al, Ga, In, Tl и их сочетания. В одном из воплощений данного изобретения катализатор дезоксигенирования включает Pt, Ru, Cu, Re, Co, Fe, Ni, W или Mo. В еще одном воплощении данного изобретения катализатор дезоксигенирования включает Fe или Re и по меньшей мере один переходный металл, выбранный из Ir, Ni, Pd, Pt, Rh и Ru. В другом воплощении данного изобретения катализатор включает Fe, Re и по меньшей мере Cu или один из переходных металлов группы VIIIB. Носитель может представлять собой любой из носителей, дополнительно описанных ниже, включая нитрид, углерод, диоксид кремния, оксид алюминия, диоксид циркония, диоксид титана, оксид ванадия, диоксид церия, оксид цинка, оксид хрома, нитрид бора, гетерополикислоты, кизельгур, гидроксиапатит и их смеси. Катализатор дезоксигенирования также может быть атомарно идентичным катализатору РВФ или катализатору конденсации.
Катализатор дезоксигенирования также может представлять собой бифункциональный катализатор. Например, кислотные носители (например, носители, имеющие низкие изоэлектрические точки) способны катализировать реакции дегидратации кислородсодержащих соединений, которые сопровождаются реакциями гидрирования на активных центрах металлического катализатора в присутствии Н2, также приводя к образованию атомов углерода, которые не связаны с атомами кислорода. Бифункциональный путь дегидратация/гидрирование расходует Н2 и приводит к последующему образованию различных полиолов, диолов, кетонов, альдегидов, спиртов и циклических простых эфиров, таких как фураны и пираны. Примеры катализатора включают вольфрамированный диоксид циркония, диоксид титана - диоксид циркония, сульфатированный диоксид циркония, кислотный оксид алюминия, алюмосиликат, цеолиты и носители на основе гетерополикислот. Гетерополикислоты представляют собой класс твердофазных кислот, примерами которых являются такие молекулы, как Н3+хРМо12-xVxO40, H4SiW12O40, H3PW12O40 и H6P2W18O62. Гетерополикислоты представляют собой твердофазные кислоты, имеющие определенную локальную структуру, наиболее распространенной из которых является структура Кеггина на основе вольфрама.
Содержание первого элемента (т.е. Cu, Re, Fe, Ru, Ir, Co, Rh, Pt, Pd, Ni, W, Os, Mo, Ag, Au, их сплавов и сочетаний) составляет от 0,25 мас.% до 25 мас.% в расчете на углерод, с шагом изменения содержания между указанными значениями, составляющим 0,10 мас.% и 0,05 мас.%, например, 1,00 мас.%, 1,10 мас.%, 1,15 мас.%, 2,00 мас.%, 2,50 мас.%, 5,00 мас.%, 10,00 мас.%, 12,50 мас.%, 15,00 мас.% и 20,00 мас.%. Предпочтительное атомное соотношение второго элемента (т.е. Mn, Cr, Mo, W, V, Nb, Та, Ti, Zr, Y, La, Sc, Zn, Cd, Ag, Au, Sn, Ge, P, Al, Ga, In, Tl и их сочетаний) составляет от 0,25 к 1 до 10 к 1, включая любые соотношения, лежащие между указанными значениями, такие как 0,50, 1,00, 2,50, 5,00 и 7,50 к 1. Если катализатор прикреплен к носителю, сочетание катализатора и носителя составляет от 0,25 мас.% до 10 мас.% первичного элемента.
Для получения оксигенатов кислородсодержащий углеводород соединяют с водой, чтобы обеспечить водный раствор исходного сырья, концентрация которого является эффективной для образования требуемых продуктов реакции. Молярное соотношение воды к углероду предпочтительно составляет от приблизительно 0,5:1 до приблизительно 100:1, включая такие соотношения, как 1:1, 2:1, 3:1, 4:1, 5:1, 6:1, 7:1, 8:1, 9:1, 10:1, 15:1, 25:1, 50:1, 75:1, 100:1, и любые соотношения, лежащие между указанными значениями. Раствор исходного сырья также можно охарактеризовать как раствор, в котором по меньшей мере 1,0 мас.% общего раствора составляет кислородсодержащий углеводород. Например, раствор может включать один или более кислородсодержащих углеводородов, причем общая концентрация кислородсодержащих углеводородов в растворе составляет по меньшей мере приблизительно 1 мас.%, 5 мас.%, 10 мас.%, 20 мас.%, 30 мас.%, 40 мас.%, 50 мас.%, 60 мас.%, 70 мас.%, 80 мас.% или более, включая любые содержания, лежащие между указанными значениями, и зависит от применяемых кислородсодержащих углеводородов. В одном из воплощений данного изобретения раствор исходного сырья включает по меньшей мере приблизительно 10 мас.%, 20 мас.%, 30 мас.%, 40 мас.%, 50 мас.% или 60 мас.% сахара, такого как глюкоза, фруктоза, сахароза или ксилоза, или сахарного спирта, такого как сорбит, маннит, глицерин или ксилит. Соотношения воды к углероду и содержания, выходящие за пределы указанных выше интервалов, также включены. Предпочтительно оставшаяся часть раствора исходного сырья представляет собой воду. В некоторых воплощениях данного изобретения раствор исходного сырья по существу состоит из воды, одного или более кислородсодержащих углеводородов и, если требуется, одного или более модификаторов исходного сырья, описанных здесь, таких как щелочи или гидроксиды щелочных металлов или соли щелочноземельных металлов или кислоты. Раствор исходного сырья также может включать повторно используемые кислородсодержащие углеводороды, рециркулированные из реакторной системы. Раствор исходного сырья также может содержать незначительные количества водорода, предпочтительно менее чем приблизительно 1,5 моль водорода на 1 моль исходного сырья. В предпочтительных воплощениях данного изобретения водород не добавляют в раствор исходного сырья.
Реакцию раствора исходного сырья с водородом проводят в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и давлении дезоксигенирования и со среднечасовой скоростью подачи сырья, эффективной для получения требуемых оксигенатов. Конкретные получаемые оксигенаты будут зависеть от различных факторов, включая раствор исходного сырья, температуру реакции, давление реакции, концентрацию воды, концентрацию водорода, активность катализатора и скорость потока раствора исходного сырья, т.к. она влияет на объемную скорость подачи (масса/объем реагента на единицу массы/объема катализатора за единицу времени), среднечасовую скорость подачи газа (GHSV) и среднечасовую скорость подачи сырья (WHSV). Например, увеличение скорости потока и, следовательно, снижение времени воздействия катализатора на исходное сырье ограничит степень протекания реакций, которые могут происходить, тем самым приводя к повышению выхода диолов и триолов более высокого уровня и к снижению выхода кетона и спирта.
Температуру и давление дезоксигенирования предпочтительно выбирают таким образом, чтобы поддержать по меньшей мере часть исходного сырья в жидкой фазе на входе в реактор. Однако следует признать, что температуру и давление также можно выбрать таким образом, чтобы они были более благоприятными для получения требуемых продуктов в газовой фазе. В общем случае реакцию следует проводить при таких условиях процесса, при которых предполагаемая реакция является термодинамически выгодной. Например, минимальное давление, требуемое для поддержания части исходного сырья в жидкой фазе, вероятно, будет меняться в зависимости от температуры реакции. В общем случае при повышении температуры потребуются более высокие давления для поддержания исходного сырья в жидкой фазе, если требуется. Давления, превышающие те давления, которые требуются для поддержания исходного сырья в жидкой фазе (т.е. паровая фаза), также являются подходящими рабочим условиями.
В случае жидкостных реакций в конденсированной фазе давление внутри реактора должно быть достаточным для поддержания реагентов в конденсированной жидкой фазе на входе в реактор. Для жидкофазных реакций температура реакции может составлять от приблизительно 80°С до 300°С, а давление реакции может составлять от приблизительно 0,5 до 8,96 МПа (избыт.) (от 72 до 1300 фунтов-сил/кв.дюйм (избыт.)). В одном из воплощений данного изобретения температура реакции составляет от приблизительно 120°С до 300°С, или от приблизительно 200°С до 280°С, или от приблизительно 220°С до 260°С, а давление реакции предпочтительно составляет от приблизительно 0,5 до 8,27 МПа (избыт.) (от 72 до 1200 фунтов-сил/кв.дюйм (избыт.)) или от приблизительно 1 до 8,27 МПа (избыт.) (от 145 до 1200 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 1,38 до 5 МПа (избыт.) (от 200 до 725 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 2,52 до 4,83 МПа (избыт.) (от 365 до 700 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 4,14 до 4,48 МПа (избыт.) (от 600 до 650 фунтов-сил/кв.дюйм (избыт.)).
Для реакций в паровой фазе реакцию следует проводить при температуре, при которой давление пара кислородсодержащего углеводорода составляет по меньшей мере 0,01 МПа (0,1 атм) (предпочтительно значительно выше), а реакция является термодинамически выгодной. Данная температура будет меняться в зависимости от конкретного применяемого кислородсодержащего углеводородного соединения, но в общем случае для реакций в паровой фазе она составляет от приблизительно 100°С до 600°С. Предпочтительно температура реакции составляет от приблизительно 120°С до приблизительно 300°С, или от приблизительно 200°С до приблизительно 280°С, или от приблизительно 220°С до приблизительно 260°С.
В другом воплощении данного изобретения температура дезоксигенирования составляет от приблизительно 100°С до 400°С, или от приблизительно 120°С до 300°С, или от приблизительно 200°С до 280°С, а давление реакции предпочтительно составляет от приблизительно 0,5 до 8,96 МПа (избыт.) (от 72 до 1300 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 0,5 до 8,27 МПа (избыт.) (от 72 до 1200 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 1,38 до 5 МПа (избыт.) (от 200 до 725 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 2,52 до 4,83 МПа (избыт.) (от 365 до 700 фунтов-сил/кв.дюйм (избыт.)).
Способ, выполняемый в конденсированной жидкой фазе, также можно осуществлять с применением модификатора, который повышает активность и/или стабильность каталитической системы. Предпочтительно проводить реакцию воды и кислородсодержащего углеводорода при подходящем значении рН, составляющем от приблизительно 1,0 до приблизительно 10,0, включая значения рН между указанными значениями с шагом изменения 0,1 и 0,05, и более предпочтительно при рН, составляющем от приблизительно 4,0 до приблизительно 10,0. В общем случае модификатор добавляют в раствор исходного сырья в количестве, составляющем от приблизительно 0,1 мас.% до приблизительно 10 мас.% в расчете на общую массу применяемой каталитической системы, хотя количества, выходящие за границы указанного интервала, также включены в настоящее изобретение.
В общем случае реакцию следует проводить в условиях, при которых время пребывания раствора исходного сырья в контакте с катализатором подходит для получения требуемых продуктов. Например, среднечасовая скорость подачи сырья (WHSV) для реакции может составлять по меньшей мере приблизительно 0,1 г кислородсодержащего углеводорода на 1 г катализатора за 1 ч, а более предпочтительно значение WHSV составляет от приблизительно 0,1 до 40,0 г/(г·ч), включая значения WHSV, составляющие приблизительно 0,25, 0,5, 0,75, 1,0, 1,05, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2,0, 2,1, 2,2, 2,3, 2,4, 2,5, 2,6, 2,7, 2,8, 2,9, 3,0, 3,1, 3,2, 3,3, 3,4, 3,5, 3,6, 3,7, 3,8, 3,9, 4,0, 4,1, 4,2, 4,3, 4,4, 4,5, 4,6, 4,7, 4,8, 4,9, 5,0, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 20, 25, 30, 35, 40 г/(г·ч).
Водород, применяемый в реакции дезоксигенирования, предпочтительно представляет собой образованный in situ H2, но также может представлять собой внешний или повторно используемый Н2. В случае, когда присутствует внешний Н2, предпочтительно подавать его в незначительном количестве. Наиболее предпочтительно подавать внешний Н2 в количествах, которые обеспечивают менее чем 1 атом водорода на 1 атом кислорода во всех кислородсодержащих углеводородах в потоке исходного сырья перед приведением его в контакт с катализатором дезоксигенирования. Например, молярное соотношение между внешним H2 и общим содержанием растворимых в воде кислородсодержащих углеводородов в растворе исходного сырья предпочтительно выбирают таким образом, чтобы обеспечить не более чем 1 атом водорода на 1 атом кислорода в кислородсодержащем углеводороде. Молярное соотношение кислородсодержащих углеводородов в исходном сырье к внешнему H2, введенному в исходное сырье, также предпочтительно не превышает 1:1 или более предпочтительно составляет до 2:1, 3:1, 5:1, 10:1, 20:1 или выше (включая 4:1, 6:1, 7:1, 8:1, 9:1, 11:1, 12:1, 13:1, 14:1, 15:1, 16:1, 17:1, 18:1 и 19:1). Интервалы содержания (молярного) внешнего H2, введенного в исходное сырье, составляют 0-100%, 0-95%, 0-90%, 0-85%, 0-80%, 0-75%, 0-70%, 0-65%, 0-60%, 0-55%, 0-50%, 0-45%, 0-40%, 0-35%, 0-30%, 0-25%, 0-20%, 0-15%, 0-10%, 0-5%, 0-2% или 0-1% в расчете на общее число молей кислородсодержащего углеводорода(ов) в исходном сырье, включая все интервалы, лежащие между указанными значениями. Когда проводят реакцию раствора исходного сырья или любой его части с РВФ-водородом и внешним H2, молярное соотношение РВФ-водорода к внешнему H2 составляет по меньшей мере 1:20, 1:15, 1:10, 1:5, 1:3, 1:2, 1:1, 2:1, 3:1, 5:1, 10:1, 15:1, 20:1, а также соотношения, лежащие между указанными значениями (включая 4:1, 6:1, 7:1, 8:1, 9:1, 11:1, 12:1, 13:1, 14:1, 15:1, 16:1, 17:1, 18:1 и 19:1 и наоборот). Предпочтительно реакцию кислородсодержащего углеводорода с H2 проводят в присутствии в несущественной степени эффективного количества внешнего Н2.
Количество добавленного внешнего H2 (или дополнительного H2) можно рассчитать, принимая во внимание концентрацию кислородсодержащих углеводородов в растворе исходного сырья. Предпочтительно количество добавленного внешнего Н2 должно обеспечить молярное соотношение атомов кислорода в кислородсодержащих углеводородах к числу молей атомов водорода (т.е. 2 атома кислорода на 1 молекулу газообразного H2), меньшее или равное 1,0. Например, когда исходное сырье представляет собой водный раствор, состоящий из глицерина (3 атома кислорода), количество дополнительного Н2, добавленного в исходное сырье, предпочтительно составляет не более чем приблизительно 1,5 моль Н2 на 1 моль глицерина (С3Н8О3), а предпочтительно не более чем приблизительно 1,25, 1,0, 0,75, 0,50 или 0,25. В общем случае доля количества добавленного дополнительного Н2 составляет менее чем 0,75, а более предпочтительно не более чем 0,67, 0,50, 0,33, 0,30, 0,25, 0,20, 0,15, 0,10, 0,05, 0,01 от общего количества Н2 (РВФ-H2 и внешнего Н2), которое может обеспечить атомное соотношение атомов кислорода и водорода, составляющее 1:1.
Количество РВФ-H2 внутри реактора можно установить или определить любым подходящим способом. Количество РВФ-H2 можно определить на основе состава потока продуктов, являющегося функцией состава потока исходного сырья, каталитической композиции(й) и условий реакции, независимо от действительного механизма реакции, происходящей в потоке исходного сырья. Количество РВФ-Н2 можно рассчитать на основе катализатора, условий реакции (например, скорости потока, температуры, давления и т.д.) и составов исходного сырья и продуктов реакции. Например, исходное сырье можно привести в контакт с катализатором РВФ (например, платиной) для образования in situ РВФ-Н2 и первого потока продуктов реакции в отсутствие катализатора дезоксигенирования. Исходное сырье также можно привести в контакт как с катализатором РВФ, так и с катализатором дезоксигенирования, для получения второго потока продуктов реакции. Путем сравнения составов первого потока продуктов реакции и второго потока продуктов реакции при сопоставимых условиях реакции можно установить наличие РВФ-Н2 и рассчитать количество полученного РВФ-Н2. Например, увеличение содержания кислородсодержащих углеводородов с более высокими степенями гидрирования в продуктах реакции по сравнению с компонентами исходного сырья может указывать на наличие РВФ-Н2.
Получение водорода in situ
Одно из преимуществ настоящего изобретения состоит в том, что оно позволяет получать и применять образованный in situ Н2. РВФ-Н2 получают из исходного сырья в условиях риформинга в водной фазе с применением катализатора риформинга в водной фазе (катализатора РВФ). Катализатор РВФ предпочтительно представляет собой гетерогенный катализатор, способный катализировать реакцию воды и кислородсодержащих углеводородов с образованием H2 в условиях, описанных ниже. В одном из воплощений данного изобретения катализатор РВФ включает носитель и по меньшей мере один из металлов группы VIIIB: Fe, Ru, Os, Ir, Co, Rh, Pt, Pd, Ni, их сплавы и сочетания. Катализатор РВФ также может включать по меньшей мере одно дополнительное вещество из металлов группы VIIIB, группы VIIB, группы VIB, группы VB, группы IVB, группы IIB, группы IB, группы IVA или группы VA, таких как Сu, В, Mn, Re, Cr, Mo, Bi, W, V, Nb, Та, Ti, Zr, Y, La, Sc, Zn, Cd, Ag, Au, Sn, Ge, P, Al, Ga, In, Tl, их сплавы и сочетания. Предпочтительный металл группы VIIB включает Re, Mn или их сочетания. Предпочтительный металл группы VIB включает Cr, Mo, W или их сочетание. Предпочтительные металлы группы VIIIB включают Pt, Rh, Ru, Pd, Ni или их сочетания. Носители могут включать любой из описанных ниже носителей катализатора, в зависимости от требуемой активности каталитической системы.
Катализатор РВФ также может быть атомарно идентичным катализатору дезоксигенирования или катализатору конденсации. Например, катализатор РВФ и катализатор дезоксигенирования могут включать Pt, сплавленную или смешанную с Ni, Ru, Cu, Fe, Rh, Re, их сплавами и сочетаниями. Катализатор РВФ и катализатор дезоксигенирования также могут включать Ru, сплавленный или смешанный с Ge, Bi, В, Ni, Sn, Cu, Fe, Rh, Pt, их сплавами и сочетаниями. Катализатор РВФ также может включать Ni, сплавленный или смешанный с Sn, Ge, Bi, В, Cu, Re, Ru, Fe, их сплавами и сочетаниями.
Предпочтительное содержание первичного металла группы VIIIB составляет от 0,25 мас.% до 25 мас.% в расчете на углерод, с шагом изменения между указанными значениями, составляющим 0,10 мас.% и 0,05 мас.%, например, 1,00 мас.%, 1,10 мас.%, 1,15 мас.%, 2,00 мас.%, 2,50 мас.%, 5,00 мас.%, 10,00 мас.%, 12,50 мас.%, 15,00 мас.% и 20,00 мас.%. Предпочтительное атомное соотношение второго вещества составляет от 0,25 к 1 до 10 к 1, включая соотношения, лежащие между указанными значениями, такие как 0,50, 1,00, 2,50, 5,00 и 7,50 к 1.
Предпочтительную каталитическую композицию также получают путем добавления оксидов элементов группы IIIB и соответствующих оксидов редкоземельных элементов. В этом случае предпочтительными компонентами являются оксиды лантана или церия. Предпочтительное атомное соотношение соединений элементов группы IIIB к первичному металлу группы VIIIB составляет от 0,25 к 1 до 10 к 1, включая соотношения, лежащие между указанными значениями, такие как 0,50, 1,00, 2,50, 5,00 и 7,50 к 1.
Другая предпочтительная каталитическая композиция представляет собой каталитическую композицию, содержащую платину и рений. Предпочтительное атомное соотношение Pt к Re составляет от 0,25 к 1 до 10 к 1, включая соотношения, лежащие между указанными значениями, такие как 0,50, 1,00, 2,50, 5,00 и 7,00 к 1. Предпочтительное содержание Pt составляет от 0,25 мас.% до 5,0 мас.%, с шагом изменения между указанными значениями, составляющим 0,10 мас.% и 0,05 мас.%, например, 0,35 мас.%, 0,45 мас.%, 0,75 мас.%, 1,10 мас.%, 1,15 мас.%, 2,00 мас.%, 2,50 мас.%, 3,00 мас.% и 4,00 мас.%.
Предпочтительно катализатор РВФ и катализатор дезоксигенирования имеют одинаковый атомный состав. Катализаторы также могут иметь различные составы. В таком случае предпочтительное атомное соотношение катализатора РВФ к катализатору дезоксигенирования составляет от 5:1 до 1:5, например, без ограничения, 4,5:1, 4,0:1, 3,5:1, 3,0:1, 2,5:1, 2,0:1, 1,5:1, 1:1, 1:1,5, 1:2,0, 1:2,5, 1:3,0, 1:3,5, 1:4,0, 1:4,5 и любые соотношения, лежащие между указанными значениями.
Аналогично реакциям дезоксигенирования температуру и давление предпочтительно выбирать таким образом, чтобы поддержать по меньшей мере часть исходного сырья в жидкой фазе на входе в реактор. Температуру и давление риформинга также можно выбрать таким образом, чтобы они были более благоприятными для получения требуемых продуктов в паровой фазе. В общем случае реакцию РВФ следует проводить при температуре, при которой она является термодинамически выгодной. Например, минимальное давление, требуемое для поддержания части исходного сырья в жидкой фазе будет меняться в зависимости от температуры реакции. Обычно при повышении температуры потребуются более высокие давления для поддержания исходного сырья в жидкой фазе. Любое давление, превышающее то давление, которое требуется для поддержания исходного сырья в жидкой фазе (т.е. паровая фаза), также является подходящим рабочим давлением. Для реакций в паровой фазе реакцию следует проводить при температуре риформинга, при которой давление пара кислородсодержащего углеводородного соединения составляет по меньшей мере приблизительно 0,01 МПа (0,1 атм) (предпочтительно значительно выше), а реакция является термодинамически выгодной. Данная температура будет меняться в зависимости от конкретного применяемого кислородсодержащего углеводородного соединения, но обычно для реакций, происходящих в паровой фазе, она составляет от приблизительно 100°С до 450°С или от приблизительно 100°С до 300°С. Для жидкофазных реакций температура реакции может составлять от приблизительно 80°С до 400°С, а давление реакции может составлять от приблизительно 0,5 до 8,96 МПа (избыт.) (от 72 до 1300 фунтов-сил/кв.дюйм (избыт.)).
В одном из воплощений данного изобретения температура реакции составляет от приблизительно 100°С до 400°С, или от приблизительно 120°С до 300°С, или от приблизительно 200°С до 280°С, или от приблизительно 150°С до 270°С. Давление реакции предпочтительно составляет от приблизительно 0,5 до 8,96 МПа (избыт.) (от 72 до 1300 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 0,5 до 8,27 МПа (избыт.) (от 72 до 1200 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 1 до 8,27 МПа (избыт.) (от 145 до 1200 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 1,38 до 5 МПа (избыт.) (от 200 до 725 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 2,52 до 4,83 МПа (избыт.) (от 365 до 700 фунтов-сил/кв.дюйм (избыт.)), или от приблизительно 4,14 до 4,48 МПа (избыт.) (от 600 до 650 фунтов-сил/кв.дюйм (избыт.)).
Способ, выполняемый в конденсированной жидкой фазе, также можно осуществлять с применением модификатора, который повышает активность и/или стабильность каталитической системы для РВФ. Предпочтительно проводить реакцию воды и кислородсодержащего углеводорода при подходящем значении рН, составляющем от приблизительно 1,0 до 10,0, или при рН, составляющем от приблизительно 4,0 до 10,0, включая значения рН между указанными значениями с шагом изменения 0,1 и 0,05. В общем случае модификатор добавляют в раствор исходного сырья в количестве, составляющем от приблизительно 0,1 мас.% до приблизительно 10 мас.% в расчете на общую массу применяемой каталитической системы, хотя количества, выходящие за границы указанного интервала, также включены в настоящее изобретение.
Соли щелочных или щелочноземельных металлов также можно добавлять в раствор исходного сырья, для того чтобы оптимизировать долю водорода в продуктах реакции. Примеры подходящих растворимых в воде солей включают одну или более из солей, выбранных из группы, состоящей из гидроксида, карбоната, нитрата или хлорида щелочного или щелочноземельного металла. Например, добавление щелочных (основных) солей для обеспечения значения рН, составляющего от приблизительно 4,0 до приблизительно 10,0, может повысить селективность реакций риформинга к водороду.
Добавление кислотных соединений также может способствовать повышению селективности к требуемым продуктам реакции в реакциях гидрирования, описанных ниже. Предпочтительно выбирать растворимую в воде кислоту из группы, состоящей из нитратных, фосфатных, сульфатных, хлоридных солей и их смесей. Если применяют кислотный модификатор, предпочтительно, чтобы он присутствовал в количестве, достаточном для снижения рН потока водного сырья до значения, составляющего от приблизительно 1,0 до приблизительно 4,0. Такое снижение рН потока сырья может повысить долю оксигенатов в конечных продуктах реакции.
В общем случае реакцию следует проводить в условиях, при которых время пребывания раствора исходного сырья над катализатором РВФ соответствует образованию некоторого количества РВФ-водорода, достаточного для взаимодействия со второй порцией раствора исходного сырья над катализатором дезоксигенирования для получения требуемых оксигенатов. Например, среднечасовая скорость подачи сырья (WHSV) для реакции может составлять по меньшей мере 0,1 г кислородсодержащего углеводорода на 1 г катализатора РВФ, предпочтительно от приблизительно 1,0 до 40,0 г кислородсодержащего углеводорода на 1 г катализатора РВФ, более предпочтительно от приблизительно 0,5 до 8,0 г кислородсодержащего углеводорода на 1 г катализатора РВФ. В терминах производства в увеличенном масштабе, после запуска следует управлять реакторной системой РВФ путем регулирования процесса, для того чтобы реакции протекали при установившемся равновесии.
Стадия конденсации
Полученные оксигенаты затем превращают в С4+ соединения путем конденсации. Не ограничиваясь какой-либо конкретной теорией, можно предположить, что реакции кислотной конденсации обычно состоят из ряда стадий, включающих: (а) дегидратацию оксигенатов в олефины; (b) олигомеризацию олефинов; (с) реакции крекинга; (d) циклизацию высших олефинов с образованием ароматических углеводородов; (е) изомеризацию парафинов и (f) реакции переноса водорода с образованием парафинов. Реакции основной конденсации, по-видимому, обычно состоят из ряда стадий, включающих: (1) альдольную конденсацию с образованием β-гидроксикетона или β-гидроксиальдегида; (2) дегидратацию β-гидроксикетона или β-гидроксиальдегида с образованием сопряженного енона; (3) гидрирование сопряженного енона с образованием кетона или альдегида, которые могут участвовать в дальнейших реакциях конденсации или превращения в спирт или углеводород, и (4) гидрирование карбонильных соединений в спирты, или наоборот, Реакции кислотно-основной конденсации, по-видимому, обычно включают в себя любые из предыдущих стадий кислотных и/или основных реакций.
Получение С4+ соединений происходит путем конденсации оксигенатов в присутствии катализатора конденсации. Катализатор конденсации обычно представляет собой катализатор, способный образовывать соединения с более длинной цепью путем связывания двух кислородсодержащих молекул через новую связь углерод-углерод и превращения полученного соединения в углеводород, спирт или кетон; катализатор конденсации может представлять собой кислотный катализатор, основный катализатор или многофункциональный катализатор, обладающий как кислотными, так и основными функциональными группами. Катализатор конденсации может включать, без ограничения, карбиды, нитриды, диоксид циркония, оксид алюминия, диоксид кремния, алюмосиликаты, фосфаты, цеолиты, оксиды титана, оксиды цинка, оксиды ванадия, оксиды лантана, оксиды иттрия, оксиды скандия, оксиды магния, оксиды церия, оксиды бария, оксиды кальция, гидроксиды, гетерополикислоты, неорганические кислоты, модифицированные кислотой смолы, модифицированные основанием смолы и их сочетания. Катализатор конденсации может включать вышеупомянутые соединения отдельно или в сочетании с модификатором, таким как Се, La, Y, Sc, Р, В, Bi, Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba и их сочетания. Катализатор конденсации также может включать металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплавы и сочетания, для обеспечения функциональной группы металла. Катализатор конденсации также может быть атомарно идентичным катализатору РВФ и/или катализатору дезоксигенирования.
Катализатор конденсации может представлять собой катализатор, не содержащий носителя (т.е. катализатору не нужен другой материал, служащий в качестве носителя), или может требовать отдельный носитель, пригодный для суспендирования катализатора в потоке реагента. Одним из особенно предпочтительных носителей является диоксид кремния, особенно диоксид кремния, имеющий большую площадь удельной поверхности (более 100 кв.м на 1 г), полученный путем золь-гель синтеза, осаждения или испарения. В других воплощениях данного изобретения, в частности, когда катализатор конденсации представляет собой порошок, каталитическая система может включать связующее, которое способствует формованию катализатора в катализатор требуемой формы. Применяемые способы формования включают экструзию, гранулирование, подачу по каплям в масло и другие известные способы. Оксид цинка, оксид алюминия и пептизирующее вещество также можно смешать друг с другом и экструдировать для получения формованного материала. После сушки данный материал прокаливают при температуре, подходящей для образования каталитически активной фазы, что обычно требует температур, превышающих 450°С. Другие носители катализатора могут включать носители, описанные более подробно ниже.
Кислотные катализаторы
Реакцию кислотной конденсации проводят с применением кислотных катализаторов. Кислотные катализаторы могут включать, без ограничения, алюмосиликаты (цеолиты), алюмосиликофосфаты (SAPO), фосфаты алюминия (ALPO), аморфный алюмосиликат, диоксид циркония, сульфатированный диоксид циркония, вольфрамированный диоксид циркония, карбид вольфрама, карбид молибдена, диоксид титана, кислый оксид алюминия, фосфатированный оксид алюминия, фосфатированный диоксид кремния, сульфатированный углерод, фосфатированный углерод, кислотные смолы, гетерополикислоты, неорганические кислоты и их сочетания. В одном из воплощений данного изобретения катализатор также может включать модификатор, такой как Се, Y, Sc, La, Р, В, Bi, Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba и их сочетания. Катализатор также можно модифицировать добавлением металла, такого как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплавы и сочетания, для обеспечения функциональной группы металла, и/или сульфидов и оксидов Ti, Zr, V, Nb, Та, Mo, Cr, W, Mn, Re, Al, Ga, In, Fe, Co, Ir, Ni, Si, Cu, Zn, Sn, Cd, Р и их сочетаний. Также было обнаружено, что галлий является особенно пригодным для применения в настоящем способе в качестве промотора. Кислотный катализатор может быть гомогенным, не содержащим носителя или прикрепленным к любому из носителей, дополнительно описанных ниже, включая носители, содержащие углерод, диоксид кремния, оксид алюминия, диоксид циркония, диоксид титана, оксид ванадия, диоксид церия, нитрид, нитрид бора, гетерополикислоты, их сплавы и смеси.
Ga, In, Zn, Fe, Mo, Ag, Au, Ni, Р, Sc, Y, Та и лантаноиды также можно ввести в цеолиты путем ионного обмена для получения цеолитного катализатора, обладающего активностью. Применяемый здесь термин "цеолит" относится не только к микропористому кристаллическому алюмосиликату, но также и к микропористым кристаллическим алюмосиликатным структурам, содержащим металл, таким как галлоалюмосиликаты и галлосиликаты. Функциональную группу металла можно обеспечить металлами, такими как Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплавы и сочетания.
Примеры подходящих цеолитных катализаторов включают ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35 и ZSM-48. Цеолит ZSM-5 и его традиционное приготовление описаны в патентах США №3702886; Re. 29948 (ZSM-5 с высоким содержанием диоксида кремния); 4100262 и 4139600; все указанные документы включены сюда путем ссылки. Цеолит ZSM-11 и его традиционное приготовление описаны в патенте США №3709979, который также включен сюда путем ссылки. Цеолит ZSM-12 и его традиционное приготовление описаны в патенте США №3832449, который включен сюда путем ссылки. Цеолит ZSM-23 и его традиционное приготовление описаны в патенте США №4076842, который включен сюда путем ссылки. Цеолит ZSM-35 и его традиционное приготовление описаны в патенте США №4016245, который включен сюда путем ссылки. Другое приготовление цеолита ZSM-35 описано в патенте США №4107195, описание которого включено сюда путем ссылки. Цеолит ZSM-48 и его традиционное приготовление описаны в патенте США №4375573, который включен сюда путем ссылки. Другие примеры цеолитных катализаторов описаны в патенте США №5019663 и в патенте США №7022888, которые также включены сюда путем ссылки.
Как описано в патенте США №7022888, кислотный катализатор может представлять собой бифункциональный цеолитный катализатор типа "пентасил", включающий по меньшей мере один металлический элемент из группы, состоящей из Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплавов и сочетаний, или модификатор из группы, состоящей из Ga, In, Zn, Fe, Mo, Au, Ag, Y, Sc, Ni, P, Та, лантаноидов и их сочетаний. Цеолит предпочтительно обладает сильнокислотными центрами и активными центрами дегидрирования, и его можно применять вместе с потоками реагентов, содержащими кислородсодержащий углеводород, при температуре ниже 500°С. Бифункциональный цеолит типа "пентасил" может иметь кристаллическую структуру типа ZSM-5, ZSM-8 или ZSM-11, состоящую из большого количества 5-членных кислородных колец, т.е. колец типа "пентасил". Цеолит со структурой типа ZSM-5 является особо предпочтительным катализатором. Бифункциональный цеолитный катализатор типа "пентасил" предпочтительно представляет собой модифицированный Ga и/или In цеолит типа ZSM-5, такой как H-ZSM-5, пропитанный Ga и/или In, Н-ZSM-5, подвергнутый ионному обмену с Ga и/или In, Н-галлосиликат со структурой типа ZSM-5 и Н-галлоалюмосиликат со структурой типа ZSM-5. Бифункциональный цеолит ZSM-5 типа "пентасил" может содержать тетраэдрический алюминий и/или галлий, присутствующий в структуре или пространственной решетке цеолита, и октаэдрический галлий или индий. Предпочтительно, чтобы октаэдрические активные центры не присутствовали в структуре цеолита, но присутствовали в каналах цеолита в близком соседстве с протонными кислотными центрами цеолита, которые приписывают присутствию тетраэдрического алюминия и галлия в цеолите. Тетраэдрические или структурные Al и/или Ga, по-видимому, отвечают за кислотную функциональную группу цеолита, а октаэдрические или неструктурные Ga и/или In, по-видимому, отвечают за дегидрирующую функциональную группу цеолита.
В одном из воплощений данного изобретения катализатор конденсации может представлять собой бифункциональный цеолит типа "пентасил" на основе Н-галлоалюмосиликата типа ZSM-5 с молярным соотношением структурных (тетраэдрических) Si/Al и Si/Ga, составляющим приблизительно 10-100 и 15-150 соответственно, и включающий приблизительно 0,5-5,0 мас.% неструктурного (октаэдрического) Ga. Когда данные Н-галлоалюмосиликатные цеолиты типа "пентасил" применяют в качестве катализатора конденсации, плотность сильнокислотных центров можно регулировать молярным соотношением структурных Al/Si: чем больше соотношение Al/Si, тем выше плотность сильнокислотных центров. Мелкодисперсные частицы неструктурного оксида галлия можно получить удалением галлия из цеолита путем его предварительной обработки Н2 и паром. Предпочтительным является цеолит, содержащий сильнокислотные центры с высокой плотностью, а также мелкодисперсные частицы неструктурного оксида галлия в близком соседстве с кислотными центрами цеолита. Если требуется, катализатор может содержать любое связующее, такое как оксид алюминия, диоксид кремния или глинистый материал. Катализатор можно применять в форме гранул, экструдатов и частиц различных форм и размеров.
Кислотные катализаторы могут включать одну или более цеолитных структур, включающих клеткообразные структуры на основе алюмосиликата. Цеолиты представляют собой кристаллические микропористые материалы с определенной структурой пор. Цеолиты содержат активные центры, обычно кислотные центры, которые можно образовывать в структуре цеолита. Силу и концентрацию активных центров можно подстраивать под конкретные применения. Примеры подходящих цеолитов для конденсации вторичных спиртов и алканов могут включать алюмосиликаты, если требуется, модифицированные катионами, такими как Ga, In, Zn, Mo, и смесями данных катионов, как описано, например, в патенте США №3702886, который включен сюда путем ссылки. В данной области является общепризнанным, что структуру конкретного цеолита или цеолитов можно изменить, для того чтобы обеспечить разные количества различных видов углеводородов в смеси продуктов. В зависимости от структуры цеолитного катализатора смесь продуктов может содержать различные количества ароматических и циклических углеводородов.
В качестве альтернативы, в осуществлении на практике настоящего изобретения можно применять твердые кислотные катализаторы, такие как оксид алюминия, модифицированный фосфатами, хлоридом, диоксид кремния и другие кислотные оксиды. Необходимую кислотность также может обеспечить либо сульфатированный диоксид циркония, либо вольфрамированный диоксид циркония. Для ускорения конденсации оксигенатов в С5+углеводороды и/или С5+ монооксигенаты также применяют катализаторы на основе Re и Pt/Re. Re обладает достаточной кислотностью для ускорения кислотно-катализируемой конденсации. Кислотные группы также можно ввести в активированный уголь путем добавления либо сульфатов, либо фосфатов.
Основные катализаторы
Реакцию основной конденсации проводят с применением основного катализатора. Основный катализатор включает по меньшей мере Li, Na, К, Cs, В, Rb, Mg, Ca, Sr, Si, Ba, Al, Zn, Се, La, Y, Sc, Y, Zr, Ti, гидроталькит, алюминат цинка, фосфат, обработанный основанием алюмосиликатный цеолит, основную смолу, основный нитрид, их сплавы или сочетания. Основный катализатор также может включать оксид Ti, Zr, V, Mb, Та, Мо, Cr, W, Mn, Re, Al, Ga, In, Co, Ni, Si, Cu, Zn, Sn, Cd, Mg, P, Fe и их сочетания. В одном из воплощений данного изобретения катализатор конденсации дополнительно включает металл, такой как Cu, Ag, Au, Pt, Ni, Fe, Со, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Мо, W, Sn, Os, их сплавы и сочетания. Предпочтительные вещества группы IA включают Li, Na, К, Cs и Rb. Предпочтительные вещества группы IIA включают Mg, Ca, Sr и Ba. Предпочтительные вещества группы IIB включают Zn и Cd. Предпочтительные вещества группы IIIB включают Y и La. Основные смолы включают смолы, которые обладают основными функциональными группами, такие как ионообменная смола марки Amberlyst. Основный катализатор может представлять собой катализатор, не содержащий носителя, или может быть прикрепленным к любому из носителей, дополнительно описанных ниже, включая носители, содержащие углерод, диоксид кремния, оксид алюминия, диоксид циркония, диоксид титана, оксид ванадия, диоксид церия, нитрид, нитрид бора, гетерополикислоты, их сплавы и смеси.
Основный катализатор также может включать цеолиты и другие микропористые носители, которые содержат соединения элементов группы IA, таких как Li, Na, К, Cs и Rb. Предпочтительно вещество группы IA присутствует в количестве, большем, чем требуется для нейтрализации кислотной природы носителя. Данные вещества можно применять в любом сочетании, а также в сочетании с оксидом алюминия или диоксидом кремния. Функциональную группу металла также можно ввести путем добавления металлов группы VIIIB или Cu, Ga, In, Zn или Sn.
В одном из воплощений данного изобретения катализатор конденсации получают сочетанием MgO и Al2O3 для образования материала на основе гидроталькита. Другой предпочтительный материал содержит ZnO и Al2O3 в форме шпинели на основе алюмината цинка. Еще одним предпочтительным материалом является сочетание ZnO, Al2O3 и CuO. Каждый из данных материалов также может содержать дополнительную функциональную группу металла, обеспеченную металлом группы VIIIB, таким как Pd или Pt. В одном из воплощений данного изобретения основный катализатор представляет собой оксид металла, содержащий Cu, Ni, Zn, V, Zr или их смеси. В другом воплощении данного изобретения основный катализатор представляет собой алюминат цинка, содержащий металл, такой как Pt, Pd, Cu, Ni или их смеси.
Предпочтительное содержание первичного металла составляет от 0,10 мас.% до 25 мас.%, с шагом изменения между указанными значениями, составляющим 0,10 мас.% и 0,05 мас.%, например 1,00 мас.%, 1,10 мас.%, 1,15 мас.%, 2,00 мас.%, 2,50 мас.%, 5,00 мас.%, 10,00 мас.%, 12,50 мас.%, 15,00 мас.% и 20,00 мас.%. Предпочтительное атомное соотношение второго металла, если его применяют, составляет от 0,25 к 1 до 10 к 1, включая соотношения, лежащие между указанными значениями, такие как 0,50, 1,00, 2,50, 5,00 и 7,50 к 1.
Кислотно-основные катализаторы
Реакцию кислотно-основной конденсации проводят с применением многофункционального катализатора, обладающего как кислотными, так и основными функциональными группами. Кислотно-основный катализатор может включать гидроталькит, алюминат цинка, фосфат, Li, Na, К, Cs, В, Rb, Mg, Si, Са, Sr, Ba, Al, Се, La, Sc, Y, Zr, Ti, Zn, Cr и их сочетания. В дополнительных воплощениях данного изобретения кислотно-основный катализатор также может включать один или более оксидов элементов из группы, состоящей из Ti, Zr, V, Nb, Та, Мо, Cr, W, Mn, Re, Al, Ga, In, Fe, Co, Ir, Mi, Si, Cu, Zn, Sn, Cd, P и их сочетаний. Кислотно-основный катализатор также может включать функциональную группу металла, обеспеченную Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Мо, W, Sn, Os, их сплавами или сочетаниями. В одном из воплощений данного изобретения катализатор дополнительно включает Zn, Cd или фосфат. В одном из воплощений данного изобретения катализатор конденсации представляет собой оксид металла, содержащий Pd, Pt, Си или Ni, а еще более предпочтительно алюминат или оксид циркония, содержащий Mg и Cu, Pt, Pd или Ni. Кислотно-основный катализатор также может включать гидроксиапатит (НАР) в сочетании с одним или более из вышеупомянутых металлов. Кислотно-основный катализатор может не содержать носителя или может быть прикрепленным к любому из носителей, дополнительно описанных ниже, включая носители, содержащие углерод, диоксид кремния, оксид алюминия, диоксид циркония, диоксид титана, оксид ванадия, диоксид церия, нитрид, нитрид бора, гетерополикислоты, их сплавы и смеси.
Катализатор конденсации также может включать цеолиты и другие микропористые носители, которые содержат соединения элементов группы IA, таких как Li, Na, К, Cs и Rb. Предпочтительно вещество группы IA присутствует в количестве, меньшем, чем требуется для нейтрализации кислотной природы носителя. Функциональную группу металла также можно ввести путем добавления металлов группы VIIIB или Cu, Ga, In, Zn или Sn.
В одном из воплощений данного изобретения катализатор конденсации получают сочетанием MgO и Al2O3 для образования материала на основе гидроталькита. Другой предпочтительный материал содержит сочетание MgO и ZrO2 или сочетание ZnO и Al2O3. Каждый из данных материалов также может содержать дополнительную функциональную группу металла, обеспеченную медью или металлом группы VIIIB, таким как Ni, Pd, Pt, или сочетаниями вышеупомянутых элементов.
Если включен металл групп IIB, VIB, VIIB, VIIIB, IIA или IVA, то содержание данного металла составляет от 0,10 мас.% до 10 мас.%, с шагом изменения между указанными значениями, составляющим 0,10 мас.% и 0,05 мас.%, например 1,00 мас.%, 1,10 мас.%, 1,15 мас.%, 2,00 мас.%, 2,50 мас.%, 5,00 мас.% и 7,50 мас.% и т.д. Если включен второй металл, то предпочтительное атомное соотношение второго металла составляет от 0,25 к 1 до 5 к 1, включая соотношения, лежащие между указанными значениями, такие как 0,50, 1,00, 2,50 и 5,00 к 1.
Реакции конденсации
Конкретные полученные С4+ соединения будут зависеть от различных факторов, включая, без ограничения, тип оксигенатов в потоке реагентов, температуру конденсации, давление конденсации, активность катализатора и скорость потока реагентов, т.к. она влияет на объемную скорость подачи, среднечасовую скорость подачи газа (GHSV) и среднечасовую скорость подачи сырья (WHSV). Предпочтительно поток реагентов приводят в контакт с катализатором конденсации при значении WHSV, которое соответствует получению требуемых углеводородных продуктов. Значение WHSV предпочтительно составляет по меньшей мере приблизительно 0,1 г оксигената в потоке реагентов за 1 ч, более предпочтительно значение WHSV составляет от приблизительно 0,1 до 40,0 г/(г·ч), включая значения WHSV, составляющие приблизительно 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 20, 25, 30, 35 г/(г·ч), и значения, лежащие между указанными значениями.
В общем случае реакцию конденсации следует проводить при температуре, при которой предполагаемая реакция является термодинамически выгодной. Для жидкостных реакций в конденсированной фазе давление внутри реактора должно быть достаточным для поддержания по меньшей мере части реагентов в конденсированной жидкой фазе на входе в реактор. Для реакций в паровой фазе реакцию следует проводить при температуре, при которой давление пара оксигенатов составляет по меньшей мере приблизительно 0,01 МПа (0,1 атм) (предпочтительно значительно выше), а реакция является термодинамически выгодной. Температура конденсации будет меняться в зависимости от конкретного применяемого оксигената, но обычно для реакций, происходящих в паровой фазе, она составляет от приблизительно 80°С до 500°С, а более предпочтительно от приблизительно 125°С до 450°С. Для жидкофазных реакций температура конденсации может составлять от приблизительно 80°С до 500°С, а давление конденсации может составлять от приблизительно 0 до 8,27 МПа (избыт.) (от 0 до 1200 фунтов-сил/кв.дюйм (избыт.)). Предпочтительно температура конденсации составляет от приблизительно 125°С до 300°С или от приблизительно 125°С до 250°С или от приблизительно 250°С до 425°С. Давление реакции предпочтительно составляет по меньшей мере приблизительно 0,01 МПа (0,1 атм) или от приблизительно 0 до 8,27 МПа (избыт.) (от 0 до 1200 фунтов-сил/кв.дюйм (избыт.)) или от приблизительно 0 до 6,89 МПа (избыт.) (от 0 до 1000 фунтов-сил/кв.дюйм (избыт.)) или от приблизительно 0 до 4,83 МПа (избыт.) (от 0 до 700 фунтов-сил/кв.дюйм (избыт.)).
Изменение вышеупомянутых, а также других факторов в общем случае приведет к изменению конкретного состава и выходов С4+ соединений. Например, изменение температуры и/или давления в реакторной системе или определенного состава катализатора может привести к получению С4+ спиртов и/или кетонов вместо С4+ углеводородов. С4+ углеводородный продукт также может содержать ряд олефинов и алканов различных размеров (обычно алканов с разветвленной цепью). В зависимости от применяемого катализатора конденсации углеводородный продукт также может включать ароматические и циклические углеводородные соединения. С4+ углеводородный продукт также может содержать нежелательно высокие уровни олефинов, которые могут привести к коксованию или образованию нагара в двигателях внутреннего сгорания или к другим нежелательным углеводородным продуктам. В таком случае, если требуется, полученные молекулы углеводорода можно гидрировать для восстановления кетонов до спиртов и углеводородов, тогда как спирты и ненасыщенный углеводород можно восстановить до алканов, тем самым получая более желательный углеводородный продукт с низким содержанием олефинов, ароматических углеводородов или спиртов.
Завершающей стадией обычно является реакция гидрирования, которая удаляет оставшиеся карбонильные группы или гидроксильные группы. В таком случае можно применять любой из описанных выше катализаторов гидрирования. Такие катализаторы могут включать один или более из следующих металлов: Cu, Ni, Fe, Co, Ru, Pd, Rh, Pt, Ir, Os, их сплавы или сочетания, отдельно или вместе с промоторами, такими как Au, Ag, Cr, Zn, Mn, Sn, Cu, Bi и их сплавы, на носителе, как описано выше; содержания указанных применяемых элементов могут составлять от приблизительно 0,01 до приблизительно 20 мас.%.
В общем случае завершающую стадию осуществляют при температурах завершающей стадии, составляющих от приблизительно 80°С до 250°С, и при давлениях завершающей стадии, составляющих от приблизительно 0,69 до 13,79 МПа (избыт.) (от 100 до 2000 фунтов-сил/кв.дюйм (избыт.)). Завершающую стадию можно проводить в паровой фазе или в жидкой фазе, и при необходимости можно применять образованный in situ Н2, внешний Н2, повторно используемый Н2 или их сочетания.
Другие факторы, такие как концентрация воды или нежелательных оксигенатов, также могут влиять на состав и выходы С4+ соединений, а также на активность и стабильность катализатора конденсации. В таком случае способ может включать стадию обезвоживания, которая удаляет часть воды перед конденсацией, или сепаратор для удаления нежелательных оксигенатов. Например, перед стадией конденсации можно установить сепаратор, такой как фазоразделитель, экстрактор, очиститель или дистилляционная колонна, для того чтобы удалить часть воды из потока реагентов, содержащего оксигенаты. Сепаратор также можно установить для удаления конкретных оксигенатов, для того чтобы предоставить возможность получения требуемого потока продуктов, содержащего углеводороды с определенным интервалом числа атомов углерода, или для применения в качестве конечных продуктов или в других системах или способах.
С4+ соединения
Практическое применение настоящего изобретения приводит к получению С4+ алканов, С4+ алкенов, С5+циклоалканов, C3+ циклоалкенов, арилов, конденсированных арилов, С4+ спиртов, С4+ кетонов и их смесей. С4+ алканы и С4+ алкены включают от 4 до 30 атомов углерода (C4-30 алканы и C4-30 алкены) и могут представлять собой алканы или алкены с разветвленной или линейной цепью. С4+ алканы и С4+ алкены также могут включать фракции C4-9, C7-14, C12-24 алканов и алкенов соответственно, причем фракцию C4-9 направляют для применения в качестве бензина, фракцию С7-14 направляют для применения в качестве топлива для реактивных двигателей, а фракцию C12-24 направляют для применения в качестве дизельного топлива и других промышленных применений. Примеры различных С4+ алканов и С4+ алкенов включают, без ограничения, бутан, бутен, пентан, пентен, 2-метилбутан, гексан, гексен, 2-метилпентан, 3-метилпентан, 2,2-диметилбутан, 2,3-диметилбутан, гептан, гептен, октан, октен, 2,2,4-триметилпентан, 2,3-диметилгексан, 2,3,4-триметилпентан, 2,3-диметилпентан, нонан, нонен, декан, децен, ундекан, ундецен, додекан, додецен, тридекан, тридецен, тетрадекан, тетрадецен, пентадекан, пентадецен, гексадекан, гексадецен, гептадекан, гептадецен, октадекан, октадецен, нонадекан, нонадецен, эйкозан, эйкозен, генэйкозан, генэйкозен, докозан, докозен, трикозан, трикозен, тетракозан, тетракозен и их изомеры.
С5+ циклоалканы и С5+ циклоалкены включают от 5 до 30 атомов углерода и могут быть незамещенными, монозамещенными или многозамещенными. В случае монозамещенных и многозамещенных соединений замещающая группа может включать C3+ алкил с разветвленной цепью, C1+ алкил с линейной цепью, C3+ алкилен с разветвленной цепью, C1+ алкилен с линейной цепью, С2+ алкилен с линейной цепью, фенил или их сочетание. В одном из воплощений данного изобретения по меньшей мере одна из замещающих групп включает C3-12 алкил с разветвленной цепью, C1-12 алкил с линейной цепью, C3-12 алкилен с разветвленной цепью, C1-12 алкилен с линейной цепью, C2-12 алкилен с линейной цепью, фенил или их сочетание. В еще одном воплощении данного изобретения по меньшей мере одна из замещающих групп включает С3-4 алкил с разветвленной цепью, C1-4 алкил с линейной цепью, С3-4 алкилен с разветвленной цепью, C1-4 алкилен с линейной цепью, С2-4 алкилен с линейной цепью, фенил или их сочетание. Примеры желательных С5+ циклоалканов и С5+ циклоалкенов включают, без ограничения, циклопентан, циклопентен, циклогексан, циклогексен, метилциклопентан, метилциклопентен, этилциклопентан, этилциклопентен, этилциклогексан, этилциклогексен и их изомеры.
Арилы обычно состоят из ароматического углеводорода в либо незамещенной (фенил), либо монозамещенной, либо многозамещенной форме. В случае монозамещенных и многозамещенных соединений замещающая группа может включать C3+ алкил с разветвленной цепью, C1+ алкил с линейной цепью, C3+ алкилен с разветвленной цепью, С2+ алкилен с линейной цепью, фенил или их сочетание. В одном из воплощений данного изобретения по меньшей мере одна из замещающих групп включает С3-12 алкил с разветвленной цепью, C1-12 алкил с линейной цепью, С3-12 алкилен с разветвленной цепью, С2-12 алкилен с линейной цепью, фенил или их сочетание. В еще одном воплощении данного изобретения по меньшей мере одна из замещающих групп включает С3-4 алкил с разветвленной цепью, C1-4 алкил с линейной цепью, С3-4 алкилен с разветвленной цепью, C2-4 алкилен с линейной цепью, фенил или их сочетание. Примеры различных арилов включают, без ограничения, бензол, толуол, ксилол (диметилбензол), этилбензол, пара-ксилол, мета-ксилол, орто-ксилол, ароматические С9 углеводороды.
Конденсированные арилы обычно состоят из бициклических и полициклических ароматических углеводородов в либо незамещенной, либо монозамещенной, либо многозамещенной форме. В случае монозамещенных и многозамещенных соединений замещающая группа может включать C3+ алкил с разветвленной цепью, С1+ алкил с линейной цепью, C3+ алкилен с разветвленной цепью, С2+ алкилен с линейной цепью, фенил или их сочетание. В другом воплощении данного изобретения по меньшей мере одна из замещающих групп включает С3-4 алкил с разветвленной цепью, С1-4 алкил с линейной цепью, С3-4 алкилен с разветвленной цепью, C2-4 алкилен с линейной цепью, фенил или их сочетание. Примеры различных конденсированных арилов включают, без ограничения, нафталин, антрацен, тетрагидронафталин и декагидронафталин, индан, инден и их изомеры.
С4+ спирты также могут быть циклическими, с разветвленной или с линейной цепью, и включают от 4 до 30 атомов углерода. В общем случае С4+ спирты могут представлять собой соединение формулы R1-OH, где R1представляет собой элемент, выбранный из группы, состоящей из С4+ алкила с разветвленной цепью, С4+ алкила с линейной цепью, С4+ алкилена с разветвленной цепью, С4+ алкилена с линейной цепью, замещенного С5+ циклоалкана, незамещенного С5+ циклоалкана, замещенного С5+циклоалкена, незамещенного С5+циклоалкена, арила, фенила и их сочетаний. Примеры желательных С4+ спиртов включают, без ограничения, бутанол, пентанол, гексанол, гептанол, октанол, нонанол, деканол, ундеканол, додеканол, тридеканол, тетрадеканол, пентадеканол, гексадеканол, гептадеканол, октадеканол, нонадеканол, эйкозанол, генэйкозанол, докозанол, трикозанол, тетракозанол и их изомеры.
С4+ кетоны также могут быть циклическими, с разветвленной или с линейной цепью, и включают от 4 до 30 атомов углерода. В общем случае С4+ кетоны могут представлять собой соединение формулы

где R3 и R4 независимо друг от друга представляют собой элемент, выбранный из группы, состоящей из C3+ алкила с разветвленной цепью, C1+ алкила с линейной цепью, C3+ алкилена с разветвленной цепью, C2+ алкилена с линейной цепью, замещенного С5+ циклоалкана, незамещенного С5+ циклоалкана, замещенного С5+ циклоалкена, незамещенного С5+ циклоалкена, арила, фенила и их сочетания. Примеры желательных С4+ кетонов включают, без ограничения, бутанон, пентанон, гексанон, гептанон, октанон, нонанон, деканон, ундеканон, додеканон, тридеканон, тетрадеканон, пентадеканон, гексадеканон, гептадеканон, октадеканон, нонадеканон, эйкозанон, генэйкозанон, докозанон, трикозанон, тетракозанон и их изомеры.
Легкие фракции вышеупомянутых соединений, главным образом С4-С9, можно отделить для применения в качестве бензина. Средние фракции, такие как С7-С14, можно отделить для применения в качестве топлива для реактивных двигателей, тогда как более тяжелые фракции, т.е. C12-C24, можно отделить для применения в качестве дизельного топлива. Самые тяжелые фракции можно применять в качестве смазок или подвергнуть крекингу для получения дополнительных фракций бензина и/или дизельного топлива. С4+ соединения также могут найти применение в качестве промышленных химических реактивов, либо в качестве промежуточного продукта, либо в качестве конечного продукта. Например, арилы, толуол, ксилол, этилбензол, пара-ксилол, мета-ксилол, орто-ксилол могут найти применение в качестве промежуточных химических продуктов для производства пластмасс и других продуктов. В то же время ароматические С9 углеводороды и конденсированные арилы, такие как нафталин, антрацен, тетрагидронафталин и декагидронафталин, могут найти применение в качестве растворителей в промышленных процессах.
Носители катализатора
В различных вышеупомянутых воплощениях данного изобретения каталитические системы включают носитель, пригодный для суспендирования катализатора в растворе исходного сырья. Носитель должен обеспечивать устойчивую основу для выбранного катализатора и условий реакции. Носитель может принимать любую форму, которая является устойчивой при выбранных условиях реакции для функционирования на требуемых уровнях и особенно является устойчивой в водных растворах исходного сырья. Такие носители включают, без ограничения, углерод, диоксид кремния, алюмосиликат, оксид алюминия, диоксид циркония, диоксид титана, диоксид церия, оксид ванадия, нитрид, нитрид бора, гетерополикислоты, гидроксиапатит, оксид цинка, оксид хрома и их смеси. Также можно применять нанопористые носители, такие как цеолиты, углеродные нанотрубки или углеродный фуллерен.
Одним из особенно предпочтительных носителей катализатора является углерод, особенно углеродные носители, обладающие относительно большими площадями удельной поверхности (более 100 кв.м на 1 г). Такие углеродные носители включают активированный уголь (гранулированный, порошкообразный или таблетированный), ткань, нетканые материалы или волокна из активированного угля, углеродные нанотрубки или нанорожки, углеродный фуллерен, углеродные сотовые структуры с большой площадью удельной поверхности, углеродные пены (сетчатые углеродные пены) и углеродные блоки. Углерод можно получить либо химическим путем, либо паровой активацией торфа, древесины, бурого угля, каменного угля, скорлупы кокосового ореха, косточек маслин и углерода из нефти. Другим предпочтительным носителем является гранулированный активированный уголь, получаемый из кокосовых орехов. В одном из воплощений данного изобретения каталитическая система для РВФ и дезоксигенирования состоит из Pt на углероде, причем Pt дополнительно сплавлена или смешана с Ni, Ru, Cu, Fe, Rh, Re, их сплавами и сочетаниями.
Другим предпочтительным носителем катализатора является диоксид циркония. Диоксид циркония можно получить путем осаждения гидроксида циркония из солей циркония, путем золь-гель процесса или любым другим способом. Диоксид циркония предпочтительно присутствует в кристаллической форме, получаемой путем прокаливания предшествующего материала при температурах, превышающих 400°С, и может включать как тетрагональную, так и моноклинную кристаллические фазы. Для улучшения структурных или каталитических свойств диоксида циркония к нему можно добавлять модификатор. Такие модификаторы включают, без ограничения, сульфат, вольфрамат, фосфат, диоксид титана, диоксид кремния и оксиды металлов группы IIIB, особенно Се, La или Y. В одном из воплощений данного изобретения катализатор РВФ и дезоксигенирования состоит из Pt на диоксиде циркония, модифицированном диоксидом кремния, главным образом, в тетрагональной фазе, причем Pt дополнительно сплавлена или смешана с Ni, Ru, Cu, Fe, Rh, Re, их сплавами и сочетаниями.
Еще одним предпочтительным носителем катализатора является диоксид титана. Диоксид титана можно получить путем осаждения из солей титана, путем золь-гель процесса или любым другим способом. Диоксид титана предпочтительно присутствует в кристаллической форме и может включать кристаллические фазы как анатаза, так и рутила. Для улучшения структурных или каталитических свойств диоксида титана к нему можно добавлять модификатор. Такие модификаторы включают, без ограничения, сульфат, диоксид кремния и оксиды металлов группы IIIB, особенно Се, La или Y. В одном из воплощений данного изобретения каталитическая система для РВФ и образования оксигената состоит из Ru на диоксиде титана, главным образом, в виде фазы рутила, причем Ru дополнительно сплавлен или смешан с Ge, Bi, В, Ni, Sn, Cu, Fe, Re, Rh, Pt, их сплавами и сочетаниями.
Другим предпочтительным носителем катализатора является диоксид кремния. Если требуется, диоксид кремния можно применять в сочетании с оксидом алюминия для получения алюмосиликатного материала. В одном из воплощений данного изобретения каталитическая система для РВФ представляет собой Pt на алюмосиликате или диоксиде кремния, причем Pt дополнительно сплавлена или смешана с Ni, Ru, Cu, Fe, Rh, Re, их сплавами и сочетаниями. В другом воплощении данного изобретения каталитическая система для РВФ представляет собой Ni на алюмосиликате или диоксиде кремния, причем никель дополнительно сплавлен или смешан с Sn, Ge, Bi, В, Cu, Re, Ru, Fe, их сплавами и сочетаниями.
Носитель также можно обработать или модифицировать для улучшения его свойств. Например, носитель можно обработать, например, путем модификации поверхности, для модификации поверхностных групп, таких как водород и гидроксил. Поверхностный водород и гидроксильные группы могут привести к локальным изменениям значения рН, что повлияет на эффективность катализатора. Носитель также можно модифицировать, например, путем его обработки сульфатами, фосфатами, вольфраматами, силанами, лантаноидами, соединениями щелочных металлов или соединениями щелочноземельных металлов. В случае углеродных носителей углерод можно предварительно обработать паром, кислородом (из воздуха), неорганическими кислотами или пероксидом водорода для обеспечения большего числа кислородных центров на поверхности. Предпочтительной предварительной обработкой является применение либо кислорода, либо пероксида водорода. Подвергнутый предварительной обработке углерод также можно модифицировать путем добавления оксидов элементов группы IVB и группы VB. Предпочтительно применять оксиды Ti, V, Zr и их смеси.
Каталитические системы, либо отдельно, либо смешанные друг с другом, можно приготовить с применением традиционных способов, известных специалистам в данной области. Такие способы включают пропитку по влагоемкости, испарительную пропитку, химическое осаждение из паровой фазы, нанесение тонкого покрытия, методики магнетронного распыления и т.д. Выбранный способ получения катализатора не является особенно важным для функционирования изобретения, при условии, что различные катализаторы приводят к различным результатам, в зависимости от учитываемых факторов, таких как полная площадь удельной поверхности, пористость и т.д.
Дополнительные вещества
Дополнительные вещества и композиции ("добавки") можно добавлять в раствор исходного сырья на разных стадиях процесса, для того чтобы ускорить реакцию или для того чтобы с ее помощью получать требуемые продукты реакции. Добавки могут включать, без ограничения, кислоты, соли и добавочный водород или исходное сырье. Такие добавки можно вводить непосредственно в поток исходного сырья перед приведением его в контакт с подходящим катализатором или в ближайший к этому момент времени или непосредственно в реакционный слой для соответствующих реакций.
В одном из воплощений данного изобретения добавка может включать дополнительный раствор исходного сырья для обеспечения дополнительных кислородсодержащих углеводородов для образования оксигената. Исходное сырье может включать один или более из кислородсодержащих углеводородов, перечисленных выше, включая одно или более из следующих веществ: сахарные спирты, глюкоза, полиолы, глицерин или сахариды. Например, дополнительное вещество может включать глицерин. В данном воплощении данного изобретения неочищенный глицерин применяют для инициирования реакции и для получения водорода, во избежание загрязнения катализатора дезоксигенирования примесями из неочищенного глицерина. Затем в раствор исходного сырья добавляют очищенный глицерин перед или одновременно с приведением в контакт первоначального раствора исходного сырья с катализатором дезоксигенирования для увеличения содержания кислородсодержащих углеводородов, доступных для переработки. Ожидается, что очищенный глицерин можно применять вместе с неочищенным глицерином, выступающим в качестве добавки, в зависимости от характеристик катализатора РВФ и катализатора дезоксигенирования.
В другом воплощении данного изобретения добавка может включать дополнительные оксигенаты для реакции конденсации. Оксигенаты могут включать один или более из перечисленных выше оксигенатов. Например, дополнительное вещество может включать пропиловый спирт. В данном воплощении данного изобретения пропиловый спирт можно получать в параллельной системе из исходного сырья на основе глицерина, а затем применять в сочетании с оксигенатами, полученными путем обработки исходного сырья на основе сорбита, для того чтобы получить поток реагентов, являющийся наиболее эффективным для получения продукта, содержащего сочетание С6-12 углеводородов.
В еще одном воплощении данного изобретения дополнительное вещество может включать повторно используемые оксигенаты и/или кислородсодержащие углеводороды, не прореагировавшие полностью во время производственного процесса. Оксигенаты и кислородсодержащие углеводороды могут включать один или более из перечисленных выше оксигенатов и кислородсодержащих углеводородов.
В еще одном воплощении данного изобретения дополнительное вещество может включать кислоты и соли, добавляемые в процесс. Добавление кислотных соединений может обеспечить повышенную селективность к требуемым оксигенатам и, в итоге, к С4+ соединениям. Растворимые в воде кислоты могут включать, без ограничения, нитратные, фосфатные, сульфатные, хлоридные соли и их смеси. Если применяют необязательный кислотный модификатор, то предпочтительно, чтобы он присутствовал в количестве, достаточном для снижения рН водного потока сырья до значения, составляющего от приблизительно 1,0 до приблизительно 4,0. Такое снижение рН потока сырья во время образования оксигената может повысить долю диолов, полиолов, кетонов или спиртов для дальнейшей конденсации.
Реакторная система
Описанные здесь реакции можно осуществлять в любом реакторе подходящей конструкции, включая реакторы непрерывного потока, периодического действия, полупериодического действия или мультисистемные реакторы, без ограничения по конструкции, размеру, геометрии, скоростям потоков и т.д. В реакторной системе также можно применять каталитическую систему с псевдоожиженным слоем, систему с качающимся слоем, систему с неподвижным слоем, систему с движущимся слоем или сочетание вышеперечисленных систем. Предпочтительно настоящее изобретение применяют на практике с использованием системы непрерывного потока при установившемся равновесии.
В системе непрерывного потока реакторная система включает по меньшей мере слой риформинга, выполненный с возможностью подачи в него водного раствора исходного сырья для получения водорода, слой дезоксигенирования, выполненный с возможностью получения оксигенатов из водорода и части раствора исходного сырья, и слой конденсации для получения С4+ соединений из оксигенатов. Слой риформинга выполнен таким образом, что водный раствор исходного сырья в паровой фазе или в жидкой фазе вступает в контакт с катализатором РВФ для обеспечения водорода в потоке реагентов. Слой дезоксигенирования выполнен таким образом, что он принимает поток реагентов для приведения его в контакт с катализатором дезоксигенирования и получения требуемых оксигенатов. Слой конденсации выполнен таким образом, что он принимает поток реагентов для приведения его в контакт с катализатором конденсации и получения требуемых С4+ соединений. Для систем, не включающих в себя стадию получения РВФ-водорода, слой риформинга можно удалить. Для систем, не включающих в себя стадию получения водорода или оксигената, слои риформинга и дезоксигенирования можно удалить. Поскольку катализатор РВФ, катализатор дезоксигенирования и катализатор конденсации также могут являться атомарно идентичными, данные катализаторы могут существовать в виде одного слоя. Для систем со стадией гидрирования или гидрогенолиза можно включить дополнительный реакционный слой перед слоем дезоксигенирования и/или риформинга. Для систем с завершающей стадией можно включить дополнительный реакционный слой для проведения процесса завершающей стадии после слоя конденсации.
В системах, в которых получают как водород, так и оксигенаты, слой конденсации может располагаться внутри того же корпуса реактора, вместе со слоем риформинга, или в корпусе второго реактора, сообщающемся с корпусом первого реактора, включающим слой риформинга. Слой конденсации может располагаться внутри того же корпуса реактора, вместе со слоем риформинга или дезоксигенирования, или в отдельном корпусе реактора, сообщающемся с корпусом реактора, включающим слой дезоксигенирования. Каждый корпус реактора предпочтительно включает выпускное отверстие, предназначенное для удаления потока продуктов из корпуса реактора. В системах, включающих стадию гидрирования или стадию гидрогенолиза, слой реакции гидрирования или гидрогенолиза может располагаться внутри того же корпуса реактора, вместе со слоем риформинга или дезоксигенирования, или в отдельном корпусе реактора, сообщающемся с корпусом реактора, включающим слой риформинга и/или слой дезоксигенирования. Для систем с завершающей стадией слой реакции завершающей стадии может располагаться внутри того же корпуса реактора, вместе со слоем конденсации, или в отдельном корпусе реактора, сообщающемся с корпусом реактора, включающим слой конденсации.
Реакторная система также может включать дополнительные выпускные отверстия, позволяющие удалять части потока реагентов для дальнейшего развития реакции или ее протекания в направлении требуемых продуктов реакции и позволяющие собирать и повторно использовать побочные продукты реакции для применения в других частях системы. Реакторная система также может включать дополнительные впускные отверстия, позволяющие вводить дополнительные вещества для дальнейшего развития реакции или ее протекания в направлении требуемых продуктов реакции и позволяющие повторно использовать побочные продукты реакции для применения в процессе риформинга. Например, система может быть выполнена таким образом, что в присутствии катализатора РВФ образуется избыточный водород, причем часть избыточного водорода удаляют и повторно вводят ниже по ходу процесса, с подачей его в реакцию оксигенатов в присутствии катализатора конденсации или в реакцию завершающей стадии получения продукта конденсации для достижения требуемых С4+ соединений. В качестве альтернативы система может быть выполнена таким образом, что в присутствии катализатора РВФ образуется избыточный водород, причем часть избыточного водорода удаляют и используют в других вышерасположенных процессах, таких как процессы предварительной обработки исходного сырья и реакции гидрирования или гидрогенолиза.
Реакторная система также может включать элементы, которые позволяют разделять поток реагентов на различные компоненты, которые могут найти применение в различных схемах реакций или просто для ускорения требуемых реакций. Например, перед стадией конденсации можно установить сепаратор, такой как фазоразделитель, экстрактор, очиститель или дистилляционная колонна, для того чтобы удалить воду из потока реагентов с целью продвижения реакции конденсации для содействия получению углеводородов. Сепаратор также можно установить для удаления конкретных оксигенатов, чтобы предоставить возможность получения требуемого потока продуктов, содержащего углеводороды с определенным интервалом числа атомов углерода, или для применения в качестве конечных продуктов или в других системах или способах.
В одном из воплощений данного изобретения реакционная система выполнена так, чтобы направление потока водного раствора исходного сырья установилось таким образом, чтобы обеспечить максимальное взаимодействие с образованным in situ H2. Реактор можно сконструировать таким образом, чтобы поток реагентов протекал горизонтально, вертикально или диагонально по отношению к гравитационной плоскости, с тем чтобы максимально повысить эффективность системы. В системах, в которых поток реагентов течет вертикально или диагонально по отношению к гравитационной плоскости, поток может течь либо против силы тяжести (система с восходящим потоком), либо по направлению силы тяжести (система с нисходящим потоком), либо оба указанных варианта сочетаются. В одном из предпочтительных воплощений данного изобретения корпус реактора РВФ и/или дезоксигенирования выполнен в виде системы с восходящим потоком, тогда как корпус реактора конденсации выполнен в виде системы с нисходящим потоком. В данном воплощении данного изобретения раствор исходного сырья сначала вступает в контакт со слоем риформинга, содержащим катализатор РВФ, для получения образованного in situ H2. Затем, благодаря конструкции реактора, при определенных условиях РВФ-H2 может проникать через второй реакционный слой, содержащий катализатор дезоксигенирования, со скоростью, которая превышает скорость раствора исходного сырья или равна ей, чтобы довести до максимума взаимодействие раствора исходного сырья с Н2 и катализатором дезоксигенирования. Затем получающийся поток реагентов подают нисходящим потоком в реактор конденсации для обработки.
Если катализатор РВФ и катализатор дезоксигенирования находятся внутри одной камеры, катализатор РВФ и катализатор дезоксигенирования можно расположить друг над другом, чтобы раствор исходного сырья мог сначала вступать в контакт с катализатором РВФ, а затем с катализатором дезоксигенирования или с рядом катализаторов дезоксигенирования, в зависимости от требуемых продуктов реакции. Реакционные слои для катализатора РВФ и катализатора или катализаторов дезоксигенирования также можно расположить рядом, в зависимости от конкретно применяемого механизма потока. В любом случае раствор исходного сырья можно вводить в реакционный сосуд через одно или более впускных отверстий, а затем направлять через катализаторы для обработки. В другом воплощении данного изобретения раствор исходного сырья направляют через катализатор РВФ для получения РВФ-Н2, а затем как РВФ-Н2, так и оставшийся раствор исходного сырья направляют через катализатор или катализаторы дезоксигенирования для получения требуемых оксигенатов. При параллельной конфигурации раствор исходного сырья можно разделить, чтобы первую порцию раствора исходного сырья направить в слой риформинга, где получают РВФ-Н2, а вторую порцию направить в слой дезоксигенирования, где получают требуемые оксигенаты с применением образованного in situ РВФ-Н2. В качестве альтернативы реактор может быть выполнен таким образом, чтобы обеспечить применение двух отдельных растворов исходного сырья, причем первый раствор исходного сырья направляют в корпус реактора РВФ, а второй раствор исходного сырья направляют в корпус реактора дезоксигенирования. При последовательной конфигурации реактор можно сконструировать таким образом, чтобы раствор исходного сырья тек через корпус реактора РВФ в корпус реактора дезоксигенирования. В воплощениях данного изобретения, в которых применяют объединенный катализатор РВФ/дезоксигенирования, образование РВФ-Н2 и оксигенатов происходит одновременно. В любой из данных систем, поскольку РВФ-Н2 получают in situ, давление обеспечивают перекачивающим устройством, которое также перемещает раствор исходного сырья через камеры реактора.
Фиг.6 представляет собой технологическую схему, иллюстрирующую одну из возможных реакторных систем, пригодную для осуществления на практике данного изобретения. Сырьевой поток кислородсодержащих углеводородов 1 (с водой или без воды) смешивают с потоком повторно используемой воды и повторно используемых оксигенатов в устройстве 2 для обеспечения водного раствора 3 исходного сырья. Затем раствор 3 исходного сырья гидрируют на стадии 4 предварительной обработки для получения раствора 5 исходного сырья, который легче превратить в требуемые оксигенаты. Н2 для стадии гидрирования можно получать из внешнего источника 22, или же он представляет собой повторно используемый водород из системы, что проиллюстрировано ниже на стадиях 13-21. Реакцию раствора 5 исходного сырья проводят в корпусе 8 реактора, который содержит катализатор РВФ и катализатор дезоксигенирования, для того чтобы получить поток 7 продуктов, содержащий воду, Н2, диоксид углерода, углеводороды и оксигенаты. Затем удаляют воду из потока 7 продуктов в устройстве 8, для того чтобы получить поток 10 продуктов, содержащий оксигенаты, водород, диоксид углерода и углеводороды. Воду со стадии 8 обезвоживания затем направляют для повторного использования в устройства 9 и 15 для смешивания с потоком кислородсодержащих углеводородов в устройстве 2. Затем поток 10 продуктов пропускают через корпус 11 реактора, который включает катализатор конденсации, для того чтобы получить поток 12 продуктов, содержащий С4+ соединения, воду, Н2 и диоксид углерода. Затем поток 12 продуктов пропускают через трехфазный сепаратор 13 для отделения неконденсирующихся газов 16 (т.е. водорода, диоксида углерода, метана, этана и пропана) от потока 14 углеводородного продукта, содержащего С4+ соединения, и воды 15. Воду 15 из сепаратора можно либо повторно использовать, либо отводить из системы. Поток 16 неконденсирующегося газа можно пропустить через сепаратор 17, для того чтобы получить поток 19 очищенного Н2 и поток 18 очищенного продукта, содержащий диоксид углерода, метан, этан, пропан и некоторое количество водорода. Очищенный Н2 19 затем можно либо отводить из системы в устройство 20, либо пропустить через рециркуляционный компрессор 21, для того чтобы получить поток 23 повторно используемого водорода.
В другой предпочтительной реакторной системе, проиллюстрированной на Фиг.7, первая реакторная система предназначена для превращения требуемого раствора исходного сырья в С4+ соединения. Раствор исходного сырья хранят в резервуаре 1, а затем пропускают через питающий трубопровод 2 в питающий насос 3. Питающий насос 3 повышает давление раствора исходного сырья до требуемого давления реакции, например до 4,14 МПа (600 фунтов-сил/кв.дюйм), а затем выпускает раствор через трубопровод 4 в электрический подогреватель 5, который нагревает сырье до требуемой входной температуры. Затем нагретый раствор 6 вводят в технологическую сторону реактора, который по существу имеет конфигурацию типа "труба в трубе" (труба 7 в трубе 8). В зависимости от давления в реакторе и температур, при которых осуществляют отдельные стадии, поток реагентов, текущий через трубу 7 реактора, в основном повсюду будет поддерживаться по существу в жидкой фазе, но может испаряться вследствие теплоты конденсации отдаленной части 7b, так что большая часть продукта, покидающего выходной конец реактора через трубопровод 15, находится в парообразной форме.
Стадии и области стадий трубы 7 реактора включают катализатор РВФ/дезоксигенирования (объединенный) и катализатор конденсации, каждый из которых упакован в последовательные каталитические слои (т.е. один над другим). В данном примере труба 7 реактора содержит катализатор РВФ/дезоксигенирования в ближайшей части 7а трубы 7 реактора и катализатор конденсации в отдаленной части 7b. Каталитическую систему поддерживают снизу мелкие шарики из нержавеющей стали, расположенные на пористой перегородке из нержавеющей стали. Шарики из нержавеющей стали также расположены поверх слоя катализатора. Для облегчения отделения отработавшего катализатора для повторного использования или регенерации слои катализатора разделены посредством пористого материала, такого как стекловата. Реактор также можно физически разделить на отдельные трубы с каналами, соединяющими данные трубы, для того чтобы обеспечить возможность непрерывного потока. Такое устройство может обеспечить возможность лучшего регулирования температуры, что позволяет оптимизировать температуру согласно требованиям реакций на отдельных стадиях реактора.
Реакция РВФ обычно является эндотермической, тогда как реакция конденсации обычно является сильно экзотермической. Предпочтительно, чтобы реакторная система позволяла использовать тепло, выделяющееся при реакции конденсации, в реакциях РВФ и дезоксигенирования. Преимущество совместного проведения всех указанных реакций состоит в том, что тепло немедленно передается от экзотермической реакции конденсации к эндотермическим реакциям риформинга/дезоксигенирования.
Технологическая труба 7 предпочтительно образована из теплопроводящего материала и сконструирована таким образом, чтобы передавать тепло от отдаленной части 7b к ближайшей части 7а. Кроме того, технологическую трубу можно нагревать горячим маслом или горячим воздухом, текущим через кольцеобразное пространство между технологической трубой 7 и внешней трубой 8. Горячий воздух можно получить путем нагрева окружающего воздуха из вентилятора 10 с помощью электрического нагревателя 12 и можно направить его в реактор через трубопровод 13. Также можно применять горячее масло, полученное с помощью нагревателя и насоса (не показаны) и также направленное в реактор через трубопровод 13. Конфигурация потоков для данной системы такова, что горячий воздух (или масло) в трубе 8 течет противотоком по отношению к технологической текучей среде в трубе 7. Соответственно, трубу 7 реактора предпочтительно подогревать внизу, нежели в верхней части.
В качестве альтернативы технологическую трубу 7 можно разделить на две отдельные трубы или области для облегчения оптимизации условий реакции отдельно для реакций РВФ и дезоксигенирования и для реакции конденсации. Например, таким образом можно облегчить отделение отработавшего катализатора для регенерации. В двухобластной второй стадии в вертикальном реакторе можно обеспечить возможность передачи тепла, выделяющегося в результате конденсации в нижней области, в верхнюю область путем конвекции для применения в реакции риформинга. Вторую область также можно сконструировать таким образом, чтобы обеспечить непрерывный или ступенчатый градиент смешанных катализаторов риформинга и конденсации, причем содержание катализатора риформинга выше у верхнего конца, а содержание катализатора конденсации выше у нижнего конца.
Выходящий поток 15 из трубы 7 реактора включает газообразные продукты (такие как водород, СО и СО2), а также водные и органические жидкие продукты. Выходящий поток охлаждают до температуры окружающей среды с применением охлаждаемой водой трубы в трубчатом конденсаторе 16. Затем выходящий поток 17 из конденсатора 16 направляют в трехфазный сепаратор для разделения продуктов на фазы: неконденсирующийся газ 18 (верхняя фаза), органическая жидкая фаза 19 с более низкой плотностью (средняя фаза) и водная жидкая фаза 20 с более высокой плотностью (нижняя фаза). Давление в системе поддерживают путем регулирования потока неконденсирующегося газа через трубопровод 21. Уровень жидкости поддерживают путем регулирования потока компонентов водной фазы через трубопровод 23. Затем слой органической жидкой фазы снимают сверху водной фазы через трубопровод 22.
Водную фазу 20 отводят через трубопровод 23. Если водная фаза 20 содержит значительные количества остаточных оксигенатов (т.е. продукты неполного риформинга), водную фазу 20 можно пропустить через трубопровод 23 обратно в источник 6 сырья, где ее применяют в качестве исходного сырья, направляемого обратно в реактор. Таким образом используют содержание углерода и теплоту сгорания промежуточных продуктов процессов.
Средняя фаза 19 содержит С5+ соединения. Обычно данная фаза содержит углеводороды и монооксигенаты, главным образом, в интервале от C4 до С30. Более легкие фракции, главным образом С4-С9, можно отделить для применения в качестве бензина. Среднюю фракцию, т.е. C7-C14, можно отделить для применения в качестве топлива для реактивных двигателей. Более тяжелые фракции, т.е. C12-C24, можно отделить для применения в качестве дизельного топлива. Самые тяжелые фракции можно применять в качестве смазок или подвергнуть крекингу для получения дополнительных фракций бензина и/или дизельного топлива. Каждую из вышеупомянутых фракций также можно использовать для промышленных химических применений.
Паровая фаза 18 содержит водород и другие продукты реакции РВФ, такие как газообразные монооксид углерода, диоксид углерода, метан, этан, пропан, бутан, пентан и/или гексан. Часть данного газа выводят из системы через трубопровод 22 для предотвращения накопления легких углеводородов и CO2 в системе. Данные газы также можно применять в качестве источника топлива в целях обеспечения тепла в реакторной системе. В терминах производства в увеличенном масштабе, после запуска реакторными системами можно управлять путем регулирования процесса, а реакции могут протекать при установившемся равновесии.
Следующие примеры включены исключительно для обеспечения более полного описания предмета данного изобретения. Таким образом, эти примеры служат для разъяснения сущности изобретения, но никоим образом не ограничивают объем описанного и заявленного здесь изобретения.
ПРИМЕРЫ
Примеры реакторных систем
Пример 1
На Фиг.8 изображена технологическая схема, иллюстрирующая одну из реакторных систем, пригодных для применения в осуществлении на практике настоящего изобретения. Бак 1 для исходного сырья выступает в качестве резервуара, в котором хранят растворы исходного сырья. Раствор исходного сырья доставляют из бака 1 для исходного сырья через питающий трубопровод 2 в питающий насос 3, где затем его пропускают через выпускной трубопровод 4 в подогреватель 5. Подогреватель 5 может представлять собой теплообменник, обогреваемый нагревателем электрического сопротивления, или любой другой теплообменник, известный специалистам в данной области. Затем подогретое сырье пропускают через трубопровод 6 и в некоторых случаях соединяют с водородом 7 перед введением в реактор 9 через трубопровод 8. Одна из иллюстраций возможного реактора 9 представлена на Фиг.11 и более подробно описана в Примере 4 ниже.
Температуру стенок реактора 9 поддерживают блоком нагревателей 10а, 10b, 10с и 10d, в данном случае нагревателей электрического сопротивления. После выхода из реактора 9 продукты реакции поступают в выпускной трубопровод 11 реактора и охлаждаются до температуры, близкой к температуре окружающей среды, в охладителе 12 продуктов реактора, что потенциально приводит к трехфазному потоку продуктов. Из охладителя 12 продуктов реактора продукты реакции проходят через трубопровод 13 в клапан 14 регулирования давления, который применяют для регулирования давления на выходе из реактора, если требуется.
После клапана 14 продукты поступают в фазоразделитель 16 через трубопровод 15, где их разделяют на три отдельные фазы: (1) неконденсируемые газовые компоненты 17, содержащие преимущественно водород, диоксид углерода, метан, этан и пропан; (2) органическую жидкую фракцию 18, содержащую как углеводороды, так и С3-30 спирты, кетоны и карбоновые кислоты, и (3) водный слой 19, содержащий, главным образом, воду и растворимые в воде кислородсодержащие соединения, такие как этанол, изопропанол, ацетон, пропанол и уксусная кислота. Неконденсируемую газовую фракцию 17 можно направить через трубопровод 20 для газообразных продуктов в клапан 21 снижения давления. Давление в сепараторе 16 поддерживают клапаном 21 снижения давления. В альтернативном режиме работы в сепараторе 16 можно поддерживать приблизительно такое же давление, как на выходе из реактора, путем открытия или устранения клапана 14. В таком случае в альтернативном режиме работы давление на выходе из реактора регулируют действием клапана 21 снижения давления. Скорость потока и состав газа определяют после его выхода из системы через трубопровод 22.
Органическая жидкая фракция 18 выходит из сепаратора через трубопровод 23 перед поступлением в спускной клапан 24 для органических веществ. Уровень органической фазы внутри сепаратора регулируют настройкой клапана 24. Скорость потока и состав органической фракции определяют после того, как органическая фракция покидает систему через трубопровод 25. Водная жидкая фракция 19 выходит из сепаратора через трубопровод 26 перед поступлением в нижний спускной клапан 27 сепаратора. Уровень водной фазы внутри сепаратора регулируют настройкой клапана 27.
Скорость потока и состав водной фракции можно определить после того, как водная фракция покидает систему через трубопровод 28. В альтернативном режиме работы как органическая жидкая фракция 18, так и водная жидкая фракция 19 покидают систему через нижний спускной клапан 27 сепаратора и трубопровод 28 до разделения в отстойнике для определения составов индивидуальных фаз и скоростей потоков.
Во всех случаях альтернативные режимы работы не влияют на исследуемые каталитические процессы. Альтернативные режимы работы можно применять при необходимости для достижения оптимального регулирования процесса, в зависимости от относительных скоростей потоков газовой фазы 17, органической жидкой фазы 18 и водной фазы 19.
Перед запуском потока сырья в реакторы, если только не указано иное, катализаторы восстанавливали в потоке водорода при 400°С, независимо от того, проводили ли восстановление перед загрузкой катализатора в реакторы или не проводили.
Пример 2
На Фиг.9 изображена технологическая схема, иллюстрирующая другую реакторную систему, пригодную для применения в осуществлении на практике настоящего изобретения. Данная конфигурация реактора содержит два отдельных реактора с возможностью эксплуатации обоих реакторов последовательно или эксплуатации только первого реактора. Кроме того, данная конфигурация позволяет отключать катализатор во втором реакторе и регенерировать его in situ. После регенерации второй реактор можно вернуть в эксплуатацию, не оказывая воздействия на работу первого реактора.
Реактор аналогичен реактору из Примера 1, за исключением того, что продукты реакции из охладителя 12 продуктов реактора можно направить во второй реактор через трубопровод 14 или направить в обход второго реактора путем пропускания в трубопровод 44. При применении второго реактора поток может поступать из трубопровода 14 в клапан 15 регулирования давления. Клапан 15 регулирования давления можно применять для регулирования давления на выходе из первого реактора. Из клапана 15 регулирования давления поток поступает в клапан 17, изолирующий вход во второй реактор, и в трубопровод 18. Из трубопровода 18 поток поступает в трубопровод 19 и в подогреватель 20 второго реактора. В проиллюстрированном воплощении подогреватель 20 представляет собой теплообменник, нагреваемый нагревателем электрического сопротивления.
Затем подогретое сырье пропускают через трубопровод 19 во второй реактор 22, который более подробно описан в Примере 4. Температуру стенок реактора 22 поддерживают блоком нагревателей 23а, 23b, 23с и 23d, в данном случае нагревателей электрического сопротивления. После выхода из реактора продукты реакции поступают в выпускной трубопровод 24 второго реактора, а затем охлаждаются в охладителе 25 продуктов второго реактора. Из охладителя 25 продуктов второго реактора технологический поток можно направить через трубопроводы 26 и 27 в клапан 28, изолирующий выход из второго реактора, в трубопроводы 29 и 30, а затем в сепаратор 31 продуктов.
Когда требуется функционирование второго реактора, клапан 17 и клапан 28 открывают, тогда как обходной клапан 45 второго реактора закрывают, для того чтобы предотвратить поток, обходящий второй реактор. Когда требуется функционирование только первого реактора или когда второй реактор подвергают регенерации, клапан 17 и клапан 28 закрывают, тогда как клапан 45 открывают. Когда поток пускают в обход второго реактора, продукт первого реактора течет непосредственно из трубопровода 13 в трубопровод 44, через обходной клапан 45, в трубопровод 46 и в трубопровод 30. В любом случае, независимо от того, функционирует ли второй реактор или же поток пускают в обход второго реактора, поток может поступать из трубопровода 30 в сепаратор продуктов.
В фазоразделителе 31 продукты реакции разделяют на газообразную фракцию 32, органическую фракцию 33 и водную фракцию 34, как описано выше, в Примере 1. Газообразную фракцию 32 направляют через трубопровод 35 для газообразного продукта в клапан 36 снижения давления. Давление в сепараторе 31 поддерживают клапаном 36 снижения давления. Когда второй реактор 22 работает, давление на выходе из второго реактора 22 регулируют действием клапана 36 снижения давления. Когда поток пускают в обход второго реактора 22, давление на выходе из первого реактора 9 регулируют действием клапана 36 снижения давления.
Скорость потока и состав газа определяют после его выхода из системы через трубопровод 37. Органическая жидкая фракция 33 выходит из сепаратора через трубопровод 38 перед поступлением в спускной клапан 39 для органических веществ. Уровень органической фазы внутри сепаратора регулируют настройкой клапана 39. Скорость потока и состав органической фракции определяют после того, как органическая фракция покидает систему через трубопровод 40. Водная жидкая фракция 34 выходит из сепаратора через трубопровод 41 перед поступлением в нижний спускной клапан 42 сепаратора. Уровень водной фазы внутри сепаратора регулируют настройкой клапана 42. Скорость потока и состав водной фракции определяют после того, как водная фракция покидает систему через трубопровод 43. В альтернативном режиме работы как органическая жидкая фракция 33, так и водная жидкая фракция 34 покидают систему через нижний спускной клапан 42 сепаратора и трубопровод 43 до разделения в отстойнике для определения составов индивидуальных фаз и скоростей потоков. Во всех случаях альтернативные режимы работы не влияют на исследуемые каталитические процессы. Альтернативные режимы работы применяют, при необходимости, для достижения оптимального регулирования процесса, в зависимости от относительных скоростей потоков газообразной фазы 35, органической жидкой фазы 33 и водной фазы 34.
Пример 3
На Фиг.10 изображена технологическая схема, иллюстрирующая реакторную систему с насосом с двойной подачей, пригодную для применения в осуществлении на практике настоящего изобретения. Систему с насосом с двойной подачей применяют в случае, когда требуемая смесь компонентов сырья не может существовать в одной жидкой фазе. Например, когда требуемое сырье представляет собой смесь 50 мас.% пентанола-2 и 50 мас.% воды, применяют два питающих насоса: один для подачи пентанола-2, а второй для подачи воды. Аналогичную систему также можно применять для смешивания исходного сырья, полученного из двух отдельных источников, например свежего исходного сырья и сырья на основе кислородсодержащего углеводорода, полученного из выходящего потока самой реакторной системы.
Первый бак 1 для исходного сырья выступает в качестве резервуара для первого раствора исходного сырья, тогда как второй бак 40 для исходного сырья выступает в качестве резервуара для второго раствора исходного сырья. Первое сырье подают из первого бака 1 для исходного сырья в первый питающий насос 3 через первый питающий трубопровод 2. Затем первое сырье пропускают через выпускной трубопровод 4 первого питающего насоса в объединенный питающий трубопровод 44. Второе сырье подают из второго бака 40 для исходного сырья во второй питающий насос 42 через второй питающий трубопровод 41. Затем второе сырье пропускают через выпускной трубопровод 43 второго питающего насоса в объединенный питающий трубопровод 44. Из объединенного питающего трубопровода 44 объединенное сырье поступает в обогреватель 5. Все другие элементы являются такими же, как изложено в Примере 1, за исключением того, что водную фазу 19 можно направить для повторного использования в бак 40 для исходного сырья для дальнейшей обработки или применять в других процессах.
Пример 4
На Фиг.11 показана схематическая иллюстрация одного типа реактора, который можно применять в реакторных системах, описанных в Примерах 1, 2 и 3. Труба 1 реактора состоит из нержавеющей стали марки 316, а ее внутренний диаметр составляет либо 8,5 мм, либо 21,2 мм, в зависимости от эксперимента. Впускной трубопровод 2 обеспечивает поступление в реактор исходного сырья или промежуточного продукта, такого как оксигенаты. Выпускной трубопровод 3 обеспечивает удаление продукта из реактора. Впускная пористая перегородка 4, состоящая из нержавеющей стали, удерживает на месте слои среды предварительного нагрева и катализатора. Среда 5 предварительного нагрева, состоящая из шариков из нержавеющей стали, выступает в качестве зоны, позволяющей передавать тепло от стенок реактора таким образом, чтобы сырье достигало требуемой температуры при поступлении на катализатор 7. Между средой 5 предварительного нагрева и катализатором 7 можно поместить решетку из нержавеющей стали, чтобы предотвратить смешивание данных материалов. Катализатор 7 можно удерживать в правильном положении второй пористой перегородкой 8 из нержавеющей стали.
В некоторых случаях можно установить канал 9 для ввода термопары, для того чтобы обеспечить возможность измерения температуры внутри катализатора 7 и зоны 5 предварительного нагрева. Регулирование температуры на входе в реактор осуществляют посредством применения внешнего подогревателя перед тем, как сырье поступает в реактор через трубопровод 2, и температуру можно дополнительно корректировать путем регулирования теплообмена, который происходит в среде предварительного нагрева. В некоторых случаях для достижения желаемого профиля температуры среда предварительного нагрева не требуется. Регулирование температуры стенки реактора осуществляют посредством применения внешних нагревателей, находящихся в контакте с внешней стенкой реактора. Если требуется, для регулирования температуры стенки реактора можно применять независимо регулируемые зоны нагрева.
Пример 5 - методы анализа
В описанных ниже примерах потоки продуктов подвергали анализу следующим образом. Органическую жидкую фазу собирали и анализировали с применением либо газового хроматографа совместно с масс-спектрометром, либо газового хроматографа с пламенно-ионизационным детектором. Разделение компонентов осуществляли с применением колонки с неподвижной фазой из связанного 100%-ного диметилполисилоксана. Относительные концентрации индивидуальных компонентов оценивали путем определения площади пика и деления ее на сумму площадей пиков всей хроматограммы. Соединения идентифицировали путем сравнения со стандартными временами удерживания и/или путем сравнения масс-спектров со сводной масс-спектрометрической базой данных. Составы газовой фазы определяли газовой хроматографией с детектором по теплопроводности и с пламенно-ионизационным детектором или масс-спектрометрическими детекторами для других компонентов газовой фазы. Анализ водной фракции проводили газовой хроматографией с применением пламенно-ионизационного детектора с дериватизацией органических компонентов данной фракции или без нее. Выходы продуктов представлены как углерод из сырья, присутствующий в каждой фракции продукта. Среднечасовую скорость подачи сырья (WHSV) определяли как отношение массы сырья, вводимого в систему за 1 ч, к массе катализатора; в расчете учитывали массу только кислородсодержащего углеводородного сырья, исключая воду, присутствующую в сырье.
Получение оксигенатов
Пример 6 - катализатор гидрирования
Катализатор гидрирования приготовили путем добавления водного раствора растворенного нитрозилнитрата рутения к носителю катализатора на основе углерода (UU Carbon компании Calgon с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 120 меш (число отверстий на линейный дюйм) после прохождения через сито 60 меш) до заданного содержания рутения, составляющего 2,5%. Воду добавляли в избытке по отношению к объему пор и испаряли в вакууме до тех пор, пока катализатор не стал сыпучим. Затем катализатор сушили в течение ночи при 100°С в вакуумной печи.
Пример 7 - катализатор РВФ/дезоксигенирования
Объединенный катализатор РВФ и дезоксигенирования приготовили путем растворения гексахлороплатиновой кислоты и рениевой кислоты в воде и последующего добавления данной смеси к носителю катализатора на основе моноклинного диоксида циркония (компании NorPro Saint-Gobain, код продукта SZ31164, с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) с применением методики пропитки по влагоемкости до заданного содержания платины 1,8% и содержания рения 6,3% в катализаторе после последующего разложения металлосодержащих предшественников. Препарат сушили в течение ночи в вакуумной печи, а затем прокаливали в потоке воздуха при 400°С.
Пример 8 - превращение сахарозы в оксигенаты
Каталитические системы, упомянутые в Примерах 6 и 7, исследовали на пригодность для превращения сахарозы в промежуточный продукт, содержащий оксигенаты, с применением реакторной системы, описанной в Примере 1. Исследование проводили с применением трубчатого реактора из нержавеющей стали с внутренним диаметром 21,2 мм, показанного в Примере 4, причем анализ выполняли, как описано в Примере 5.
В реактор загрузили 31 г катализатора гидрирования из Примера 6 и 76 г катализатора РВФ из Примера 7, причем катализатор гидрирования находился поверх катализатора РВФ, отделенного от него решеткой из нержавеющей стали. Внешний водород смешивали с сырьем перед поступлением сырья в реактор. Внешние по отношению к реактору нагреватели, показанные на Фиг.8 как 10а, 10b, 10с и 10d, поддерживали следующие температуры стенки реактора: 10а - 125°С, 10b - 200°С, 10с - 265°С, 10d - 265°С, что приводило к тому, что температуры слоев реактора составляли приблизительно ~110-150°С для катализатора гидрирования и 150-265°С для катализатора РВФ/дезоксигенирования. Данные интервалы указывают на приблизительные температуры стенки реактора на входе и на выходе каждого слоя катализатора соответственно. Результаты эксперимента через 39 ч функционирования приведены в Таблице 1. Значение WHSV приведено в расчете на массу катализатора РВФ/дезоксигенирования. Монооксигенаты в целом включают спирты, кетоны, тетрагидрофураны и циклические монооксигенаты. Циклические монооксигенаты включают соединения, в которых кольцо не включает кислород, например циклопентанон и циклогексанон. Долю углерода из сырья, содержащегося в неизвестных компонентах в водной фазе, определяли по разности измеренного содержания углерода, входящего в известные компоненты, и общего органического углерода.
Пример 9 - катализатор РВФ/дезоксигенирования
Катализатор приготовили, как описано в Примере 7, за исключением того, что носитель катализатора представлял собой тетрагональный диоксид циркония (компании NorPro Saint-Gobain, код продукта SZ61152) с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш.
Пример 10 - катализатор РВФ/дезоксигенирования
Гексахлороплатиновую кислоту и рениевую кислоту, растворенные в воде, добавили к носителю катализатора на основе моноклинного диоксида циркония (компании NorPro Saint-Gobain, код продукта SZ61164, с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) с применением методики пропитки по влагоемкости до заданного содержания платины 1,9% и содержания рения 1,8% в катализаторе после последующего разложения металлосодержащих предшественников. Препарат сушили в течение ночи в вакуумной печи, а затем прокаливали в потоке воздуха при 400°С.
Пример 11 - катализатор РВФ/дезоксигенирования
Катализатор приготовили, как описано в Примере 7, за исключением того, что носитель представлял собой активированный уголь, функционализированный пероксидом водорода. Сначала приготовили носитель путем медленного добавления активированного угля (уголь Calgon UU, 60×120 меш) к 30%-ному раствору пероксида водорода, затем смесь оставили на ночь. Водную фазу слили, а уголь промыли три раза деионизированной водой, а затем высушили в вакууме при 100°С. Затем добавили к носителю раствор гексахлороплатиновой кислоты и рениевой кислоты в воде с применением методики пропитки по влагоемкости до заданного содержания платины 1,8% и содержания рения 6,3% после последующего разложения металлосодержащих предшественников. Препарат сушили в течение ночи в вакуумной печи при 100°С.
Пример 12 - превращение сорбита и глицерина
Каталитические системы, упомянутые в Примере 9, Примере 10 и Примере 11, исследовали на пригодность для превращения сорбита или глицерина в промежуточный продукт, содержащий оксигенаты, с применением конфигурации реактора, описанной в Примере 1, причем анализ выполняли, как описано в Примере 5. Исследование проводили с применением трубчатого реактора из нержавеющей стали с внутренним диаметром 8,5 мм, показанного в Примере 4. Во всех случаях давление в реакторе поддерживали равным 4,31 МПа (избыт.) (625 фунтов-сил/кв.дюйм (избыт.)). Температуры на входе и выходе реактора, приведенные в Таблице 2, регулировали с применением внешних по отношению к реактору нагревателей, показанных на Фиг.8 как 10а, 10b, 10с, 10d. Результаты данных экспериментов приведены в Таблице 2.
Таблица 2 показывает влияние каталитической композиции, состава исходного сырья и условий эксплуатации на характеристики превращения. На Фиг.12 показано распределение числа атомов углерода в монооксигенатах, полученных в Эксперименте D и Эксперименте Е. Основное различие между двумя данными экспериментами состояло в температуре реакции. В Эксперименте D преобладали монооксигенаты, содержащие три или менее атома углерода, тогда как в Эксперименте Е значительная доля монооксигенатов, содержащих четыре или более атома углерода, указывала на то, что реакции конденсации происходили внутри той же реакционной зоны, что и реакции образования водорода и дезоксигенирования. Значение WHSV приведено в расчете на массу катализатора РВФ/дезоксигенирования. Конечный полученный водород представляет собой водород, присутствующий на выходе из реактора в виде Н2, который не включает водород, полученный и израсходованный in situ. Монооксигенаты в целом включают спирты, кетоны, тетрагидрофураны и циклические монооксигенаты. Циклические монооксигенаты включают соединения, в которых кольцо не включает кислород, например циклопентанон и циклогексанон. Долю углерода из сырья, содержащегося в неизвестных компонентах в водной фазе, определяли по разности измеренного содержания углерода, входящего в известные компоненты, и общего органического углерода.
Конденсация оксигенатов с применением основных катализаторов
Пример 13
Носитель катализатора на основе алюмината цинка приготовили смешиванием порошка оксида цинка и порошка оксида алюминия (продукт Dispal 18N4-80 компании Sasol North America, Хьюстон, штат Техас) до заданного соотношения 1,0 моль ZnO на 1 моль Al2O3. Затем добавили разбавленную азотную кислоту до уровня 1 мас.% HNO3 в расчете на оксид алюминия. Смесь довели до тестообразной консистенции добавлением воды для получения удобоукладываемой тестообразной массы, которую затем экструдировали с применением лабораторного экструдера. Экструдаты сушили в течение ночи в вакууме при 100°С, затем дополнительно сушили при 200°С в течение 1 ч в потоке воздуха, а затем прокаливали при 750°С в течение 4 ч в потоке воздуха. Затем полученный материал измельчали и просеивали. Извлекали материал, который удерживался на сите 60 меш после прохождения через сито 18 меш.
Пример 14
Гексахлороплатиновую кислоту добавили к прокаленному материалу из Примера 13 с применением методики пропитки по влагоемкости для достижения заданного содержания платины, составляющего 1,0 мас.%. Катализатор сушили в течение ночи в вакууме при 100°С и прокаливали при 400°С в потоке воздуха.
Пример 15
Нитрат палладия добавили к прокаленному материалу из Примера 13 с применением методики пропитки по влагоемкости для достижения заданного содержания палладия, составляющего 0,5 мас.%. Катализатор сушили в течение ночи в вакууме при 100°С и прокаливали при 400°С в потоке воздуха.
Пример 16
Катализатор на основе алюмината меди-цинка приготовили смешиванием оксида цинка, оксида меди (I) и порошка оксида алюминия (продукт Dispal 18N4-80) в заданном соотношении 0,11 моль CuO и 0,9 моль ZnO на 1 моль Al2O3. Затем добавили разбавленную азотную кислоту до уровня 1 мас.% HNO3 в расчете на оксид алюминия. Смесь довели до тестообразной консистенции добавлением воды для получения удобоукладываемой тестообразной массы, которую затем экструдировали с применением лабораторного экструдера. Экструдаты сушили в течение ночи в вакууме при 100°С, затем дополнительно сушили при 200°С в течение 1 ч в потоке воздуха, а затем прокаливали при 750°С в течение 4 ч в потоке воздуха. Затем полученный материал измельчали и просеивали. Извлекали материал, который удерживался на сите 60 меш после прохождения через сито 18 меш.
Пример 17
Модифицированный цезием алюмосиликатный катализатор приготовили добавлением растворенного в воде карбоната цезия к алюмосиликатному носителю катализатора (продукт Siraxol компании Sasol North America, Хьюстон, штат Техас). Заданное содержание цезия составляло 25 мас.% в расчете на конечную массу катализатора. Данный материал сушили в течение 24 ч в вакууме при 100°С и прокаливали при 500°С в течение 6 ч в потоке воздуха. После прокаливания добавили платину с применением методики пропитки по влагоемкости для достижения конечного содержания платины, составляющего 1 мас.%. После пропитки катализатор сушили, а затем прокаливали при 500°С в течение 6 ч в потоке воздуха.
Пример 18
Модифицированный церием диоксид кремния приготовили добавлением раствора нитрата церия к силикагелю (продукт Davisil марки 636 компании WR Grace Company) до конечного содержания CeO2, составляющего 25 мас.%. Затем полученный материал сушили при 120°С в течение 6 ч и дополнительно прокаливали при 550°С в течение 6 ч в потоке воздуха. К прокаленному материалу добавили нитрат палладия с применением методики пропитки по влагоемкости для достижения заданного содержания палладия, составляющего 0,5 мас.%. Затем данный материал сушили при 120°С в течение 6 ч и дополнительно прокаливали при 550°С в течение 6 ч в потоке воздуха.
Пример 19
Каталитические системы, упомянутые в Примерах 14-18, исследовали на пригодность для конденсации в паровой фазе различных оксигенатов. Исследования проводили с применением трубчатых реакторов из нержавеющей стали с внутренним диаметром 8,5 мм и 21,2 мм, как описано в Примере 4, и в реакторных системах, изображенных на Фиг.8 и 10. В меньший реактор загружали от 15 до 18 мл катализатора, а в больший реактор загружали от 50 до 70 мл катализатора. Во всех случаях перед применением катализатор восстанавливали при 400°С в потоке водорода.
Органическую жидкую фазу собирали и подвергали анализу, как описано в Примере 5. В Таблице 3 приведены выходы и состав органического продукта в зависимости от условий эксплуатации, состава исходного сырья и металлического компонента, добавленного в катализаторы, описанные выше в Примерах 14-18. Приведенные значения выхода органической фазы, превышающие 100%, обусловлены экспериментальной погрешностью при определении состава или скоростей технологического потока. Неконденсированные компоненты представляют собой те компоненты, которые не требуют образования новых связей углерод-углерод для получения из заданного сырья. Для простоты все соединения, содержащие 5 или менее атомов углерода, рассматривают как неконденсированные компоненты. Продукты конденсации в целом представляют собой те соединения, содержащие 6 или более атомов углерода, которые требуют образования новых связей углерод-углерод для получения из заданного исходного сырья.
Эксперименты F и G показывают, что на селективность продукта можно влиять путем выбора гидрирующей функциональной группы, например Pt или Pd. Парафины получали в большей степени в присутствии катализатора, содержащего 1% платины, по сравнению с катализатором, содержащим 0,5% палладия. Последний способствует получению монооксигенатов, главным образом кетонов. Эксперименты Н и I дополнительно подтверждают данную концепцию. Эксперимент Н показывает, что при применении изопропилового спирта в качестве сырья можно получить с высоким выходом конденсированные монооксигенатные компоненты, которые составляют >97% органического продукта и содержат >90% общего углерода на выходе из реактора. Путем повышения температуры реакции и применения меди для ускорения реакций гидрирования селективность можно сдвинуть к получению значительного выхода олефинов (Эксперимент I). Эксперименты J, К и L показывают, что для ускорения конденсации оксигенатов, сопровождаемой гидрированием первоначальных продуктов конденсации, можно применять ряд других гетерогенных катализаторов. Эксперименты К и L показывают, что при снижении температуры с 300°С до 250°С скорость конденсации снижается настолько, что конверсия конденсированных продуктов в получающейся органической фазе снижается с 81 мас.% до 18 мас.%.
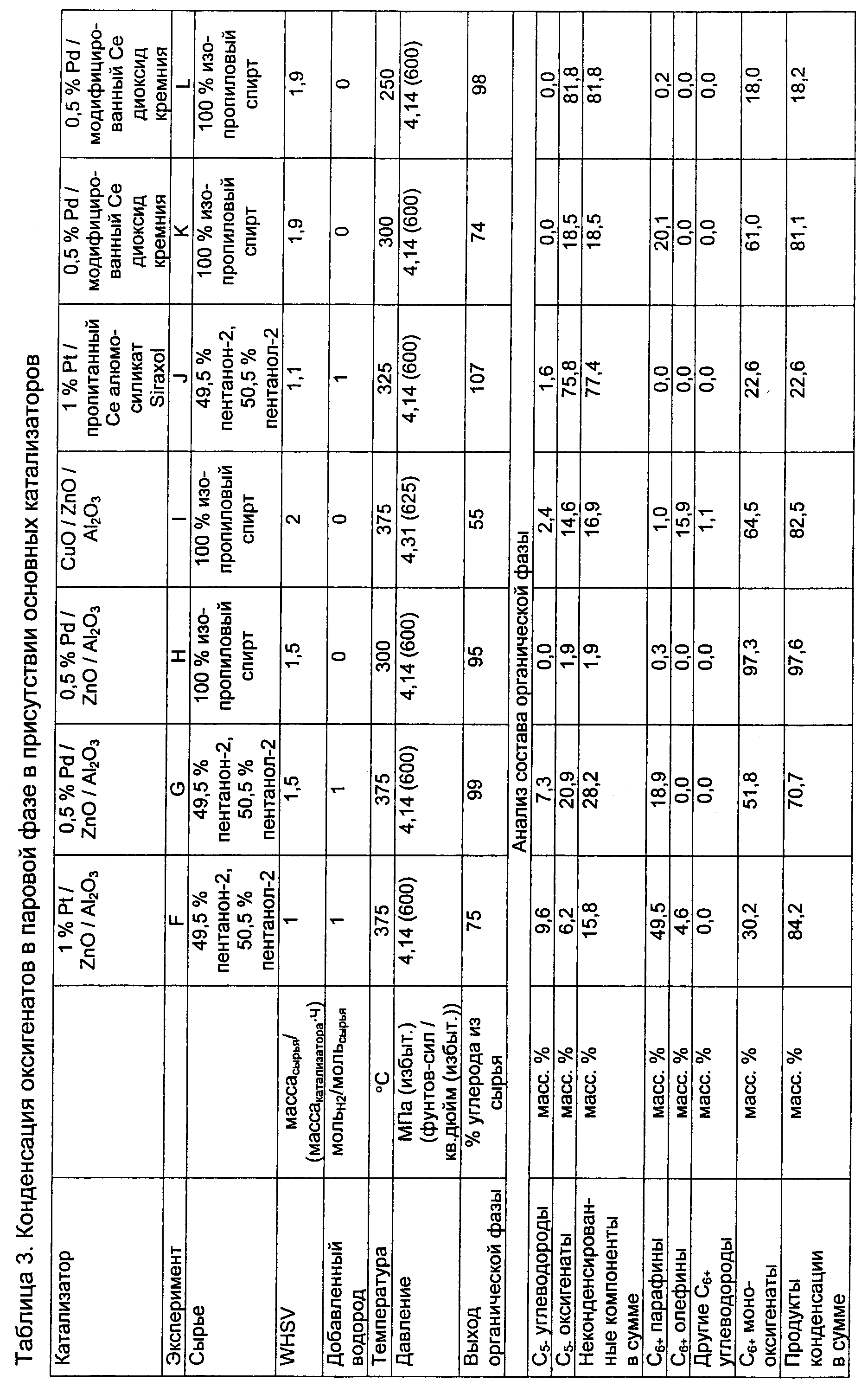
Конденсация оксигенатов с применением кислотно-основных катализаторов
Пример 20
Катализатор на основе гидроталькита приготовили из имеющегося в продаже носителя на основе гидроталькита (продукт ESM-350 компании ASM Catalysts, Батон-Руж, штат Луизиана) путем измельчения данного материала и пропускания через калиброванные сита для получения частиц, которые удерживались на сите 60 меш после прохождения через сито 18 меш. Затем данный материал прокаливали в кварцевом трубчатом реакторе при 450°С в течение 6 ч в потоке азота.
Пример 21
В катализатор на основе гидроталькита из Примера 20 добавили платину с применением методики пропитки по влагоемкости для достижения конечного заданного содержания платины, составляющего 1 мас.%. Платиносодержащим предшественником являлась гексахлороплатиновая кислота H2PtCl6. Пропитанный материал сушили в течение ночи в вакууме при 100°С, а затем прокаливали при 400°С в течение 2 ч в потоке воздуха.
Пример 22
В катализатор на основе гидроталькита из Примера 20 добавили платину и олово с применением методики пропитки по влагоемкости для достижения конечных заданных содержаний 1 мас.% Pt и 0,2 мас.% Sn. Платиносодержащим предшественником являлась гексахлороплатиновая кислота H2PtCl6, а олово получали из хлорида олова SnCl2·2H2O. Пропитанный материал сушили в течение ночи в вакууме при 100°С, а затем прокаливали при 450°С в течение 8 ч в потоке азота.
Пример 23
Катализатор, содержащий 5% оксида магния, на носителе из гранулированного диоксида циркония приготовили с применением методики пропитки по влагоемкости для достижения конечного заданного содержания Mg, составляющего 5 мас.%. Магний добавили в виде нитрата магния; пропитанный материал сушили в течение ночи в вакууме при 100°С, а затем прокаливали при 450°С в течение 8 ч в потоке воздуха. К прокаленному материалу добавили водный раствор нитрата палладия для достижения заданного содержания палладия, составляющего 0,5 мас.%, с применением методики пропитки по влагоемкости. Катализатор сушили во второй раз и прокаливали при 400°С в течение 6 ч в потоке воздуха.
Пример 24
Носитель катализатора на основе алюмината цинка приготовили смешиванием порошка оксида цинка и порошка оксида алюминия (продукт Dispal 18N4-80 компании Sasol North America, Хьюстон, штат Техас) до заданного соотношения 0,85 моль ZnO на 1 моль Al2O3. Затем добавили разбавленную азотную кислоту до уровня 1 мас.% HNO3 в расчете на общее содержание твердых веществ. Смесь довели до тестообразной консистенции добавлением воды для получения удобоукладываемой тестообразной массы, пригодной для экструзии, и данную смесь экструдировали с применением лабораторного экструдера. Экструдаты сушили в течение ночи в вакууме при 100°С, а затем прокаливали при 750°С в течение 8 ч в потоке воздуха. Затем данный материал сортировали по размеру частиц, которые удерживались на сите 60 меш после прохождения через сито 18 меш. К прокаленному материалу добавили водный раствор нитрата палладия для достижения заданного содержания палладия, составляющего 0,5 мас.%, с применением методики пропитки по влагоемкости. Затем данный катализатор сушили во второй раз и прокаливали при 400°С в течение 6 ч в потоке воздуха.
Пример 25
Каталитические системы, упомянутые в Примерах 21-24, применяли для проведения реакций конденсации в паровой фазе с различными оксигенатами. Исследования проводили с применением трубчатых реакторов из нержавеющей стали с внутренним диаметром 8,5 мм и 21,2 мм, как описано в Примере 4, и реакторных систем, продемонстрированных в Примерах 1 и 3. В меньший реактор загружали от 15 до 18 мл катализатора, а в больший реактор загружали от 50 до 70 мл катализатора. Во всех случаях перед применением катализатор восстанавливали при 400°С в потоке водорода.
Органическую жидкую фазу собирали и подвергали анализу, как описано в Примере 5. В Таблице 4 приведены выходы и состав органического продукта в зависимости от условий эксплуатации, состава исходного сырья и металлического компонента, добавленного в катализаторы на основе гидроталькита, описанные выше в Примерах 21 и 22. Экспериментальные данные показывают, что в отсутствие добавленного металлического гидрирующего компонента из ацетона и изопропилового спирта можно получить, главным образом, углеводородный продукт. В эксперименте М продукт органической фазы, содержащий, главным образом, метилзамещенные циклогексены с 9 атомами углерода, классифицирован в Таблице 4 как другие С6+ углеводороды. Добавление платины (Эксперимент N) в данный катализатор способствует образованию конденсированных монооксигенатных продуктов, главным образом, кетонов и спиртов, и образованию некоторого количества парафинов в результате дезоксигенирования кетонов и спиртов. Селективность была дополнительно сдвинута в пользу конденсированных монооксигенатов путем разбавления платины оловом и эксплуатации при более высоком давлении (Эксперимент О). Эксперименты Р, Q, R и S иллюстрируют влияние температуры реакции на конденсацию смешанного сырья, содержащего пентанол и пентанон. При повышении температуры реакции с 300°С до 375°С становится заметным постепенное изменение состава продукта, причем селективность к конденсированным монооксигенатам снижается, а селективность к конденсированным парафинам повышается с ростом температуры.
В Таблице 5 показано влияние компонентов исходного сырья и температуры реакции на выходы и состав органического продукта для катализаторов из Примеров 23 и 24. В экспериментах Т и U сравнивают конденсацию пентанона-2 и 2-метилтетрагидрофурана. В целом, конденсация пентанона-2 происходит быстрее, чем конденсация 2-метилтетрагидрофурана. Тем не менее при данных условиях приблизительно 30% тетрагидрофурана превратилось в продукты конденсации. Эксперименты V и W иллюстрируют влияние температуры реакции при применении чистого изопропилового спирта в качестве сырья. При 300°С (Эксперимент V) преобладают монооксигенатные продукты конденсации, тогда как при 400°С (Эксперимент W) значительная доля продуктов состоит из углеводородов. По сравнению с другими экспериментами, приведенными в Таблицах 4 и 5, Эксперимент W примечателен тем, что содержание олефинов в органическом продукте является более высоким. Добавление валериановой кислоты в сырье (Эксперимент X) в целом подавляет скорость конденсации и сдвигает селективность от парафинов к другим углеводородам, главным образом, к замещенным арильным соединениям.
Приведенные значения выхода органической фазы, превышающие 100%, обусловлены экспериментальной погрешностью при определении состава или скоростей технологического потока. Неконденсированные компоненты представляют собой те компоненты, которые не требуют образования новых связей углерод-углерод для получения из заданного сырья. Для простоты все соединения, содержащие 5 или менее атомов углерода, рассматривают как неконденсированные компоненты. Продукты конденсации в целом представляют собой те соединения, содержащие 6 или более атомов углерода, которые требуют образования новых связей углерод-углерод для получения из заданного исходного сырья.
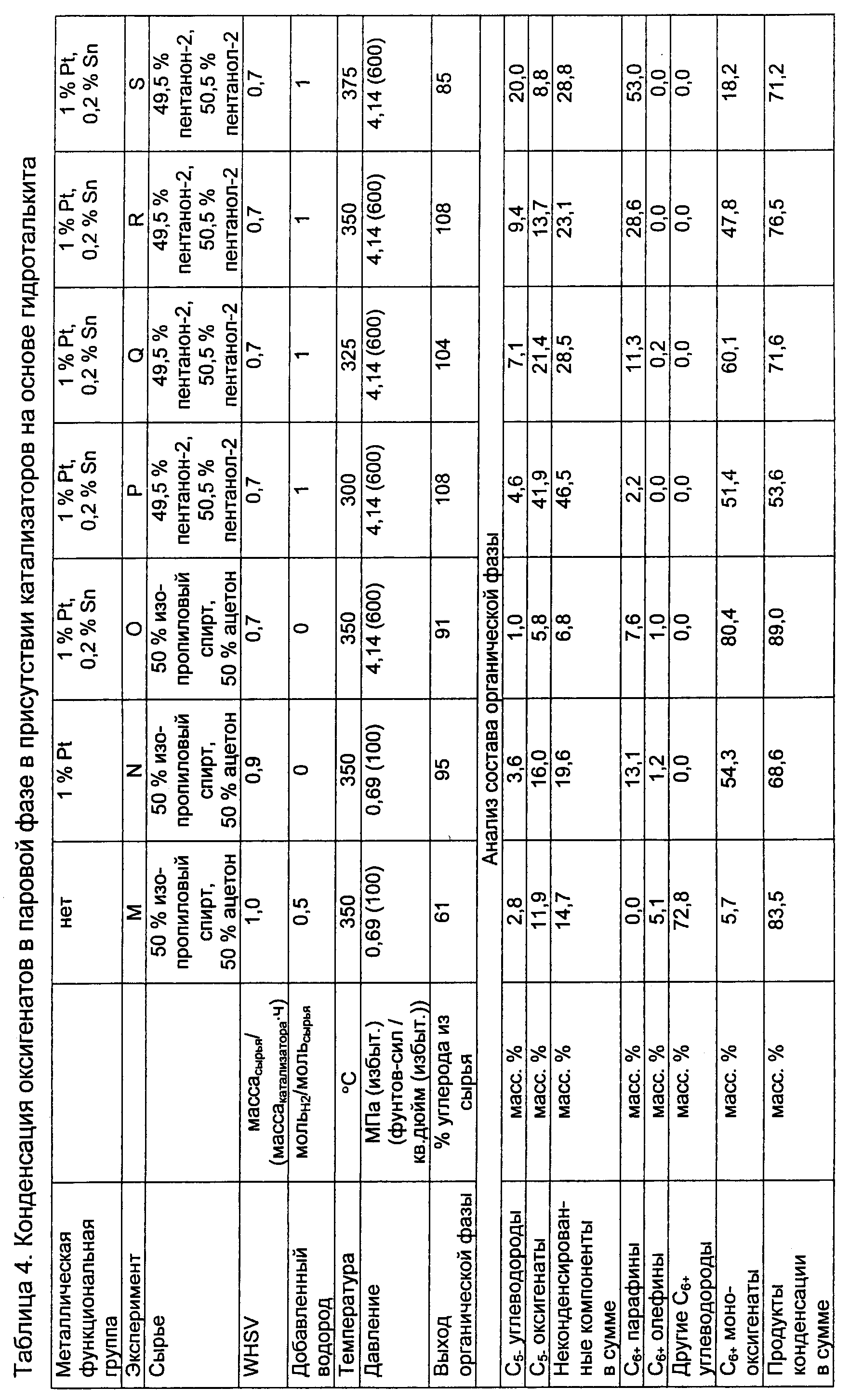
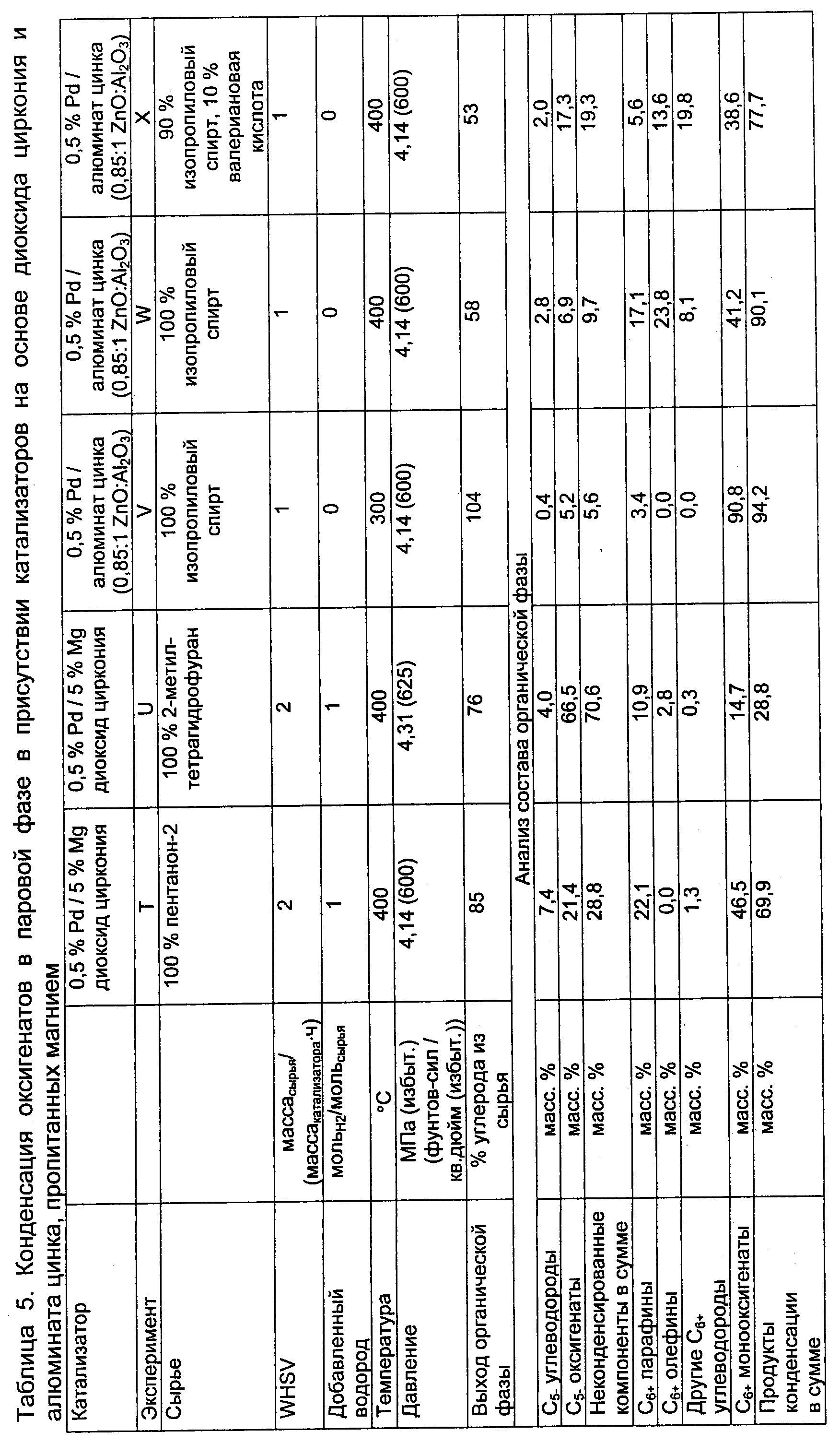
Основная конденсация оксигенатов с последующим дезоксигенированием
Пример 26
Носитель катализатора на основе алюмината цинка приготовили по методике, аналогичной методике, описанной в Примере 13, за исключением того, что количество оксида цинка снизили до заданного соотношения 0,85 моль ZnO на 1 моль Al2O3.
Пример 27
Гексахлороплатиновую кислоту добавили к прокаленному материалу из Примера 26 с применением методики пропитки по влагоемкости для достижения заданного содержания платины, составляющего 1,0 мас.%. Катализатор сушили в течение ночи в вакууме при 100°С и прокаливали при 400°С в потоке воздуха.
Пример 28
Каталитические системы, упомянутые в Примерах 27 и 15, исследовали на пригодность для конденсации в паровой фазе различных оксигенатов и последующего превращения в углеводороды. Исследования проводили с применением трубчатых реакторов из нержавеющей стали с внутренним диаметром 21,2 мм, как описано в Примере 4, и реакторных систем, продемонстрированных в Примерах 2 и 3. Приблизительно 100 мл каждого катализатора загружали в два отдельных реактора. Два реактора были расположены таким образом, чтобы выходящий поток первого реактора поступал во второй реактор. Первый реактор содержал катализатор из Примера 15, а второй реактор содержал катализатор из Примера 27. Перед применением катализатор восстанавливали при 400°С в потоке водорода. Во всех случаях водород соединяли с сырьем перед поступлением в реактор.
Продукты разделяли и подвергали анализу, как описано в Примере 5. В Таблице 6 приведены выходы и состав органического продукта, полученного в последовательных реакциях, в зависимости от условий работы и состава исходного сырья. Неконденсированные компоненты представляют собой те компоненты, которые не требуют образования новых связей углерод-углерод для получения из заданного сырья. Для простоты все соединения, содержащие 5 или менее атомов углерода, рассматривают как неконденсированные компоненты. Продукты конденсации в целом представляют собой те соединения, содержащие 6 или более атомов углерода, которые требуют образования новых связей углерод-углерод для получения из заданного исходного сырья.
Эксперименты АА, ВВ, СС и DD демонстрируют, что в последовательных реакциях конденсации и дезоксигенирования можно применять различные оксигенаты для получения продукта, содержащего, главным образом, С6+ алканы. Продукты содержат большую долю алканов и низкий уровень кислородсодержащих соединений по сравнению с результатами, показанными в Таблице 3. Это показывает, что применение катализаторов с различными функциональными группами (т.е. основный + гидрирующий катализатор в первом реакторе, с последующим кислотно-основным + гидрирующим катализатором во втором реакторе) может являться более эффективным для получения углеводородов из кислородсодержащих соединений, чем применение катализатора, который содержит только основные и гидрирующие функциональные группы. В Эксперименте ЕЕ органический продукт, полученный в Экспериментах от АА до DD, повторно использовали в реакторной системе. После данной обработки конечный продукт содержал в основном алканы и только следы кислородсодержащих компонентов. Полученные таким образом углеводороды могут быть пригодными для применения в качестве жидких топлив, таких как бензин, дизельное топливо и топливо для реактивных двигателей.
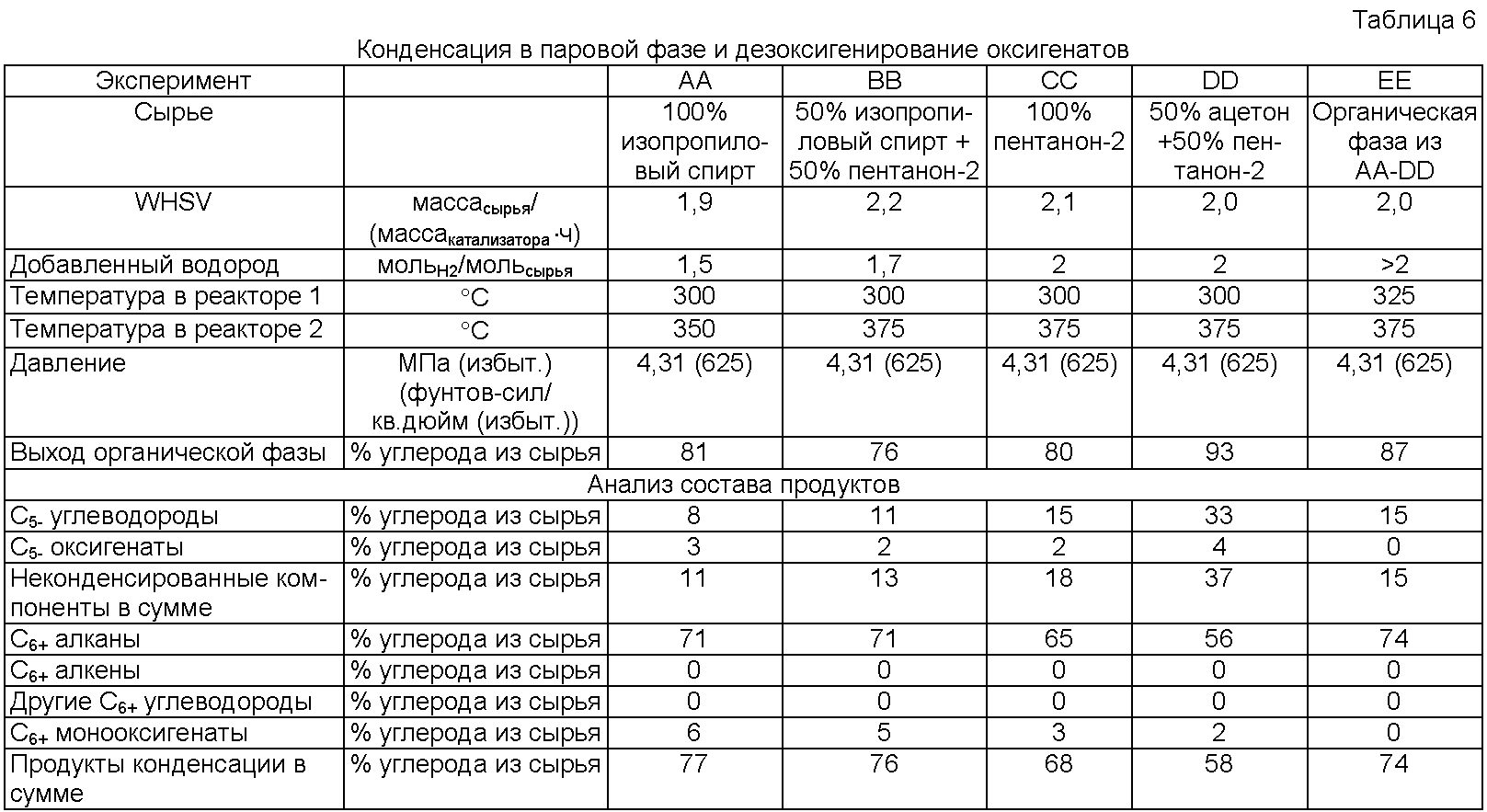
Фракционирование продукта
Пример 29
Вещество из Эксперимента ЕЕ Примера 28 собрали и подвергли стадии дистилляции. Дистилляцию проводили при атмосферном давлении с применением простого лабораторного устройства периодического действия для одностадийной дистилляции. 2,950 л жидкого продукта добавили в нагреваемую круглодонную колбу, которая в начале эксперимента выступала в качестве ребойлера. Отогнанный продукт конденсировали и разделяли на отдельные образцы на основе температуры паровой фазы, находящейся в равновесии с кипящей жидкостью, причем анализ фракций проводили, как описано в Примере 5. Распределение числа атомов углерода во фракциях продукта приведено в Таблице 7. Все фракции содержали, главным образом, алканы.
Извлеченные фракции с температурой кипения ниже 150°С содержат алканы, главным образом, в интервале С5-10, и их можно применять в качестве компонента, смешиваемого с бензином. Вещества с более высоким интервалом температур кипения потенциально можно применять для включения в дистиллятные топлива, керосин и дизельное топливо.
Пример 30
Дистиллированный продукт с температурой кипения в интервале от 150°С до 250°С подвергли анализу на соответствие требованиям, предъявляемым к топливу для реактивных двигателей службой промышленных испытаний (Intertek Testing Services, штат Иллинойс), согласно методике испытаний ASTM D1655. Образец удовлетворял всем обязательным техническим условиям, за исключением технических условий на температуру вспышки и плотность. Вероятно, соответствия техническим условиям на температуру вспышки можно достичь путем внедрения улучшенной дистилляции продукта, тогда как низкую плотность можно объяснить высоким содержанием алканов в образце.
Получение С5+ соединений из глицерина с применением одной каталитической системы
Пример 31
Биметаллическую каталитическую систему, содержащую платину и рений (5 мас.% платины, причем молярное соотношение Pt:Re составляло 1:2,5) на носителе из активированного угля (уголь Calgon UU 60×120 меш) приготовили с применением методики пропитки по влагоемкости. Активированный уголь медленно добавляли к 30%-ному раствору пероксида водорода. После завершения добавления угля смесь оставили на ночь. Водную фазу слили, а уголь промыли три раза деионизированной водой, а затем высушили в вакууме при 100°С. Водный раствор, содержащий гексагидрат дигидрогексахлороплатината (IV) (гексахлороплатиновую кислоту) (компании Alfa Aesar, 39,85% Pt) и раствор рениевой кислоты (компании Alfa Aesar, 76,41% HReO4), наносили по каплям при перемешивании на функционализированный пероксидом водорода уголь, причем объем раствора был равен объему пор пропитываемого угля, определенному по влагоемкости и составляющему 10,4 мл. Смоченный уголь сушили при 100°С в вакууме.
Пример 32
104,4 г катализатора с соотношением Pt/Re, составляющим 1:2,5, загрузили в трубу реактора длиной 63,5 см, как описано в Примере 4 и Примере 1, за исключением того, что профиль температуры регулировали путем теплообмена с потоком горячего воздуха, обеспечиваемого вентилятором и нагревателем, как показано на Фиг.7. Катализатор восстанавливали в потоке водорода при 350°С в течение 2 ч перед введением жидкого сырья в слой катализатора. Водный раствор глицерина (компании Colgate Palmolive, USP Grade) концентрацией 50 мас.%, содержащий приблизительно 20 ppm (частей на миллион) сульфата, подавали нисходящим потоком через реактор после подогрева до 182°С со среднечасовой скоростью подачи сырья, составляющей 0,97 г глицерина на 1 г катализатора за 1 ч. Восходящий поток горячего воздуха подавали через кольцевое пространство при 409°С. На Фиг.13 приведен осевой профиль температуры в центре слоя катализатора, измеренный с применением скользящей термопары, как показано в Примере 4. Давление в сепараторе поддерживали равным 4,14 МПа (избыт.) (600 фунтов-сил/кв.дюйм (избыт.)). Выходящий из реактора поток охлаждали в конденсаторе с водяным охлаждением и разделяли в трехфазном сепараторе. Газофазные продукты подвергали анализу на газовом хроматографе, который позволял провести анализ водорода, диоксида углерода, метана, этана, пропана, бутана, пентана и гексана. Органическую фазу собирали, взвешивали и отправляли в Юго-западный Исследовательский Институт (Southwest Research Institute) (Сан-Антонио, штат Техас) для анализа бензина. Водную фазу собирали и взвешивали, а затем подвергали анализу с применением как газовой хроматографии - масс-спектрометрии (GCMS), так и газовой хроматографии с пламенно-ионизационным детектором (GC-FID). В данной системе происходило полное превращение глицерина. Ниже в Таблице 8 приведены выходы водорода, а также выходы углеродсодержащих продуктов.
Получение С5+ соединений из сахарных спиртов
Пример 33
Эксперименты проводили с водными растворами кислородсодержащих углеводородов (например, смесь глицерин/вода концентрацией 50 мас.% или смесь сорбит/вода концентрацией 50 мас.%), введенными в реакторную систему из Примера 1. Исходное сырье дополнительно модифицировали путем добавления K2SO4 в различных концентрациях (1, 20 или 50 ppm (частей на миллион)).
Пример 34
В сумме 10,61 г катализатора с соотношением Pt/Re, составляющим 1:2,5, загрузили в трубу диаметром 8,5 мм реактора из нержавеющей стали, описанного в Примере 4. Катализатор восстанавливали в потоке водорода при 350°С в течение 2 ч перед введением жидкого сырья в слой катализатора. Водный раствор глицерина концентрацией 50 мас.%, содержащий приблизительно 1 ppm (частей на миллион) сульфата, подавали нисходящим потоком через реактор со среднечасовой скоростью подачи сырья (WHSV), составляющей 1,24 г глицерина на 1 г катализатора за 1 ч. Последующие испытания проводили с добавками сульфата в виде K2SO4 концентрациями 20 и 50 ppm (частей на миллион). Блок нагревателей регулировали таким образом, чтобы температура составляла 260°С, а давление в сепараторе поддерживали равным 4,14 МПа (избыт.) (600 фунтов-сил/кв.дюйм (избыт.)).
Органическую фазу собирали из отделенного продукта, взвешивали и подвергали анализу с применением газовой хроматографии - масс-спектрометрии (GC-MS), как описано в Примере 5. Ниже в Таблице 9 приведены выходы водорода, а также выходы углеродсодержащих продуктов при различных добавках сульфата, введенных в систему. В данной системе происходило полное превращение глицерина. Таблица показывает, что жидкая органическая фаза образовывалась при добавлении сульфата в количестве, превышающем 20 ppm (частей на миллион).
Пример 35
В сумме 10,61 г катализатора с соотношением Pt/Re, составляющим 1:2,5, загрузили в трубу диаметром 8,5 мм реактора из нержавеющей стали, описанного в Примере 4; реакторная система проиллюстрирована в Примере 1. Катализатор восстанавливали в потоке водорода при 350°С в течение 2 ч перед введением жидкого сырья в слой катализатора. Водный раствор глицерина концентрацией 50 мас.%, содержащий либо 1 ppm (частей на миллион), либо 20 ppm (частей на миллион) сульфата, подавали нисходящим потоком через реактор со среднечасовой скоростью подачи сырья (WHSV), составляющей 1,24 г глицерина на 1 г катализатора за 1 ч. Блок нагревателей регулировали таким образом, чтобы температура первых 10,1 см реактора составляла 260°С, температура вторых 10,1 см реактора составляла приблизительно 306°С, температура следующих 10,1 см реактора составляла приблизительно 355°С, а температура последних 10,1 см реактора составляла 400°С.Давление в сепараторе поддерживали равным 4,14 МПа (избыт.) (600 фунтов-сил/кв.дюйм (избыт.)).
Выходящий из реактора поток охлаждали в конденсаторе с водяным охлаждением, разделяли в трехфазном сепараторе, а затем подвергали анализу, как описано в Примере 5. В данной системе происходило полное превращение глицерина. Ниже в Таблице 10 приведены выходы водорода, а также выходы углеродсодержащих продуктов.
Пример 36
Биметаллическую каталитическую систему, содержащую платину и рений (5 мас.% платины, с молярным соотношением Pt:Re, составляющим 1:5) на носителе из активированного угля (уголь Calgon UU 60×120 меш) приготовили с применением методики пропитки по влагоемкости. Активированный уголь медленно добавляли к 30%-ному раствору пероксида водорода. После завершения добавления угля смесь оставили на ночь. Водную фазу слили, а уголь промыли три раза деионизированной водой, а затем высушили в вакууме при 100°С. Водный раствор, содержащий гексагидрат дигидрогексахлороплатината (IV) (гексахлороплатиновую кислоту) (компании Alfa Aesar, 39,85% Pt) и раствор рениевой кислоты (компании Alfa Aesar, 76,41% HReO4), наносили по каплям при перемешивании на функционализированный пероксидом водорода уголь, причем объем раствора был равен объему пор пропитываемого угля, определенному по влагоемкости. Затем смоченный уголь сушили при 100°С в вакууме.
Пример 37
11,97 г катализатора, описанного в Примере 36, с соотношением Pt/Re, составляющим 1:5, загрузили в трубу из нержавеющей стали диаметром 8,5 мм, как описано в Примере 4; реакторная система проиллюстрирована в Примере 1. Катализатор восстанавливали в потоке водорода при 350°С в течение 2 ч перед введением жидкого сырья в слой катализатора. Водный раствор сорбита концентрацией 57,2 мас.%, содержащий 0 ppm (частей на миллион) сульфата, подавали нисходящим потоком через реактор со среднечасовой скоростью подачи сырья (WHSV), составляющей 1,20 г сорбита на 1 г катализатора за 1 ч. Блок нагревателей регулировали таким образом, чтобы температура первых 10,1 см реактора составляла 260°С, температура вторых 10,1 см реактора составляла 260°С, температура следующих 10,1 см реактора составляла 360°С, а температура последних 10,1 см реактора составляла 410°С. Давление в сепараторе поддерживали равным 4,14 МПа (избыт.) (600 фунтов-сил/кв.дюйм (избыт.)). Выходящий из реактора поток охлаждали в конденсаторе с водяным охлаждением и разделяли в трехфазном сепараторе. Фракции продукта подвергали анализу, как описано в Примере 5. Кроме того, органическую фазу собирали, отделяли и взвешивали, причем образцы отправляли в Юго-западный Исследовательский Институт (Southwest Research Institute) (Сан-Антонио, штат Техас) для анализа бензина. В данной системе происходило полное превращение глицерина. Ниже в Таблице 11 приведены выходы водорода, а также выходы углеродсодержащих продуктов.
Превращение оксигенатов в С5+соединения с применением кислотных катализаторов
Пример 38
Приготовили водный раствор нитрата лантана концентрацией 1,0 моль/л и добавили его к экструдатам Н-морденита (продукт BASF 712A-5-2641-1) до заданного содержания 3 мас.% La в катализаторе после последующего разложения металлосодержащего предшественника. Раствор La быстро смешали с катализатором, а затем выдерживали при 80°С в течение 6 ч. Затем удалили избыточную жидкость и промыли катализатор деионизированной водой. Затем катализатор сушили в вакуумной печи и прокаливали на воздухе при 550°С. После этого катализатор измельчали и просеивали, для того чтобы ограничить размеры частиц таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш.
Пример 39
Деионизированную воду добавили к экструдатам Н-морденита (продукт BASF 712A-5-2641-1 с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) до тех пор, пока избыточная вода не покрыла носитель. Затем к влажному носителю добавили водный раствор нитрата никеля концентрацией 0,36 моль/л до заданного содержания 1 мас.% Ni после разложения металлосодержащего предшественника. Катализатор быстро перемешали и оставили вымачиваться в течение 48 ч. Затем катализатор сушили в вакуумной печи и прокаливали на воздухе при 400°С.
Пример 40
Приготовили водный раствор хлорида европия концентрацией 1,0 моль/л и добавили его к Н-мордениту (продукт BASF 712A-5-2641-1 с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) до заданного содержания 3 мас.% Еu в катализаторе после последующего разложения металлосодержащих предшественников. Раствор Eu быстро смешали с катализатором, а затем выдерживали при 80°С в течение 6 ч. Затем удалили избыточную жидкость и промыли катализатор деионизированной водой. Затем катализатор сушили в вакуумной печи и прокаливали на воздухе при 550°С.После этого катализатор измельчали и просеивали, для того чтобы ограничить размеры частиц таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш.
Пример 41
Экструдаты цеолита типа Н-бета (диаметр экструдатов 1,6 мм) измельчали и просеивали, для того чтобы ограничить размеры частиц таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш. Затем добавили водный раствор нитрата галлия посредством пропитки по влагоемкости до заданного содержания 1,2 мас.% Ga в катализаторе после разложения металлосодержащего предшественника. Затем катализатор сушили в вакуумной печи и прокаливали на воздухе при 400°С.
Пример 42
Фосфорную кислоту разбавили деионизированной водой и добавили к носителю Davicat на основе SiO2/Al2O3 (продукт компании Grace-Davis с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) посредством пропитки по влагоемкости до заданного содержания 5 мас.% фосфора в катализаторе. Затем катализатор сушили в вакуумной печи в течение ночи, а затем прокаливали в потоке воздуха при 500°С.
Пример 43
Водный раствор нитрата никеля добавили к связанному оксидом алюминия препарату на основе цеолита ZSM-5 (соотношение SiO2:Al2O3 составляет 30:1, с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) с применением методики пропитки по влагоемкости до заданного содержания никеля, составляющего 1,0 мас.%. Препарат сушили в вакуумной печи в течение ночи, а затем прокаливали в потоке воздуха при 400°С.
Пример 44
Водный раствор нитрата галлия добавили к связанному оксидом алюминия препарату на основе цеолита ZSM-5 (соотношение SiO2:Al2O3 составляет 80:1, с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) с применением методики пропитки по влагоемкости до заданного содержания галлия, составляющего 1,2 мас.%. Препарат сушили в вакуумной печи в течение ночи, а затем прокаливали в потоке воздуха при 400°С.
Пример 45
Каталитические системы, полученные с применением способов из Примеров 38-44, исследовали на пригодность для конденсации в паровой фазе различных оксигенатов при температуре от 325°С до 375°С и при общем давлении, составляющем от 1,38 до 4,31 МПа (избыт.) (от 200 до 625 фунтов-сил/кв.дюйм (избыт.)), и при среднечасовой скорости подачи сырья (WHSV), составляющей от 1,9 до 42,8. В данных исследованиях применяли реакторы двух разных размеров; от 15 до 18 мл катализатора загружали в трубчатый реактор из нержавеющей стали с внутренним диаметром 8,5 мм или от 50 до 70 мл катализатора загружали в трубчатый реактор из нержавеющей стали с внутренним диаметром 21,2 мм (Пример 4). Реакционный технологический поток был таким, как описано в Примере 1 или в Примере 3, в зависимости от исходного сырья, причем анализ проводили, как описано в Примере 5.
Рабочие условия и результаты данных экспериментов приведены в Таблице 12. В случае, когда сумма содержаний компонентов сырья меньше 100%, остаток представляет собой воду. Как показывают данные результаты, ряд оксигенатов, включая спирты и кетоны, как с 3 атомами углерода, так и с 5 атомами углерода, представляют собой вещества, которые можно превратить в С5+ углеводороды в широком интервале условий. Цеолиты являются особенно пригодными для применения в данных превращениях, как показывают эксперименты FF, GG, НН, II, JJ, LL и ММ. Эксперименты FF, GG, НН, II и JJ показывают, что основными продуктами превращения спирта в присутствии морденита и бета-цеолитов являлись олефиновые продукты конденсации. Пропитанный фосфором алюмосиликатный катализатор (Эксперимент КК) продемонстрировал аналогичный профиль селективности продукта. Напротив, катализаторы на основе цеолита ZSM-5 (Эксперименты LL и ММ) приводили к образованию значительных фракций ароматических и парафиновых компонентов.
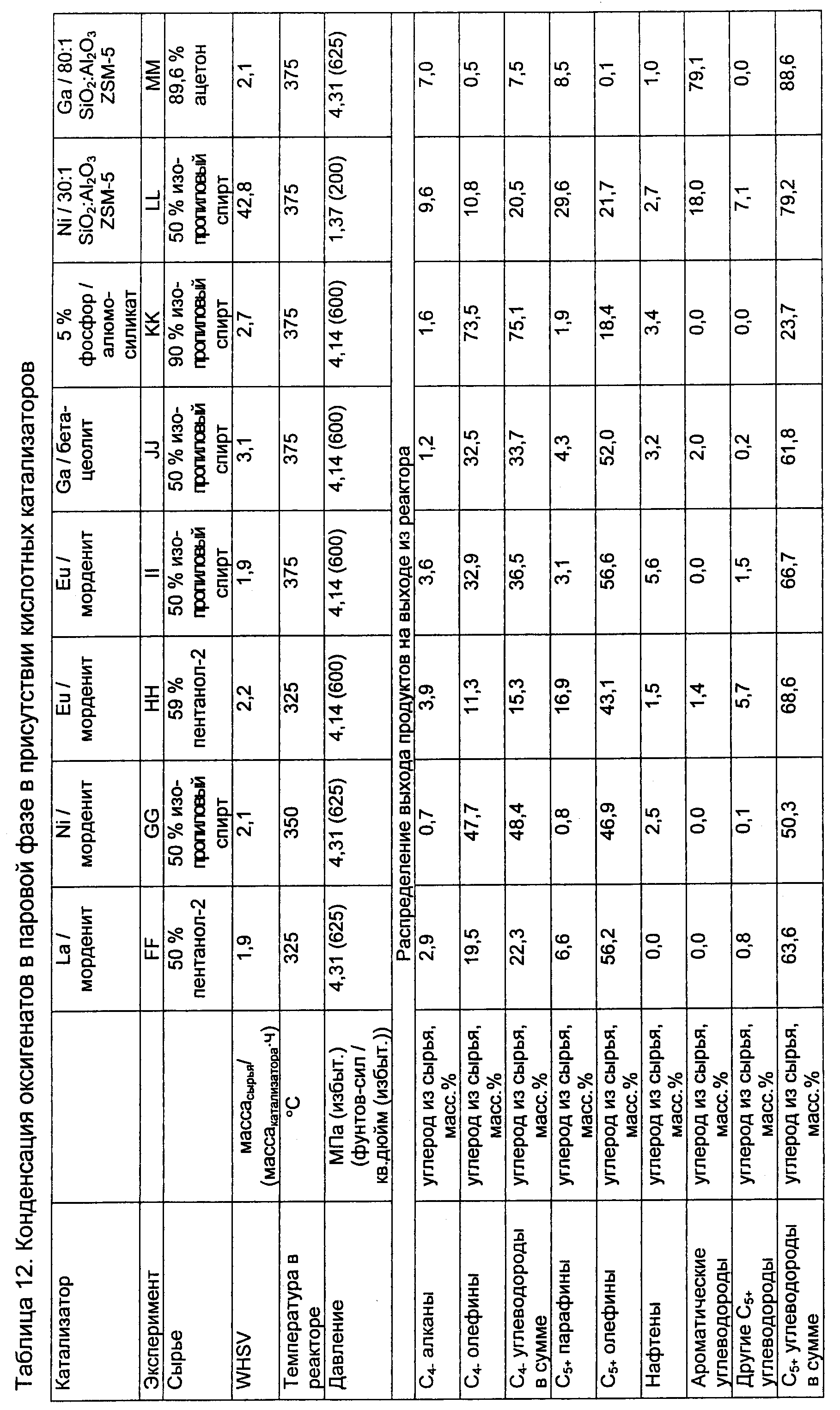
Получение С5+ соединений из кислородсодержащих углеводородов
Пример 46
Катализатор приготовили, следуя методике, идентичной методике из Примера 44, за исключением того, что в связанном оксидом алюминия материале ZSM-5 соотношение SiO2:Al2O3 составляло 30:1.
Пример 47
Катализатор, полученный с применением способа из Примера 46, исследовали на пригодность для конденсации в паровой фазе смеси оксигенатов при температуре 375°С и при давлении 1,38 МПа (избыт.) (200 фунтов-сил/кв.дюйм (избыт.)). В данном исследовании 11,3 г катализатора загружали в трубчатый реактор из нержавеющей стали с внутренним диаметром 8,5 мм, как описано в Примере 4. Реакционный технологический поток был таким, как описано в Примере 3. Смесь оксигенатов включала 25 мас.% пентанона-2, 20 мас.% пентанона-3, 20 мас.% пентанола-2, 10 мас.% изопропилового спирта, 10 мас.% валериановой кислоты, 5 мас.% 2-метилтерагидрофурана. Данную смесь ввели в реакторную систему из Примера 3 с применением одного насоса, тогда как второй насос добавлял воду таким образом, чтобы объединенное сырье содержало в сумме 60 мас.% воды и 40 мас.% смешанных оксигенатов.
За процессом наблюдали в течение 128 ч, причем для анализа показателей процесса из системы периодически отбирали пробы. Каждый анализ выполняли, как описано в Примере 5. Доля углерода из сырья, который покидает реакторную систему в виде С5+ соединений, показана на Фиг.15 как функция времени. Доля углерода из сырья, который покидает реакторную систему в виде ароматического углеводорода, показана на Фиг.16 как функция времени. Доля углерода из сырья, который покидает реакторную систему в виде оксигенатов, показана на Фиг.14 как функция времени.
Как показано на Фиг.14, 15 и 16, каталитическая система способна функционировать в течение более длительных периодов времени с оксигенатной смесью, которая содержит смесь оксигенатов, включая спирты, кетоны, кислоту и тетрагидрофуран. Со временем получение С5+ соединений остается относительно стабильным, тогда как количество ароматических углеводородов, присутствующих в продукте, падает, а выход кислородсодержащих соединений возрастает (Фиг.14). По-видимому, дезактивация катализатора связана главным образом с накоплением углеродистых отложений, ограничивающих доступность активных центров для реагентов.
Пример 48
Водный раствор гексахлороплатиновой кислоты и рениевой кислоты добавили к носителю катализатора на основе углерода (продукт OLC-AW компании Calgon с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 120 меш после прохождения через сито 50 меш) с применением методики пропитки по влагоемкости до заданного содержания платины 1,8% и содержания рения 6,3% в катализаторе после последующего разложения металлосодержащих предшественников. Препарат сушили в течение ночи в вакуумной печи, а затем восстанавливали в потоке водорода при 400°С. После восстановления катализатор хранили в атмосфере азота до тех пор, пока он готов к применению.
Пример 49
Катализатор приготовили, следуя методике, идентичной методике из Примера 44, за исключением того, что в связанном оксидом алюминия материале ZSM-5 соотношение SiO2:Al2O3 составляло 150:1.
Пример 50
Гексахлороплатиновую кислоту и рениевую кислоту, растворенные в воде, добавили к носителю катализатора на основе моноклинного диоксида циркония (компании NorPro Saint Gobain, код продукта SZ31164, с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) с применением методики пропитки по влагоемкости до заданного содержания платины 1,8% и содержания рения 6,3% в катализаторе после последующего разложения металлосодержащих предшественников. Препарат сушили в течение ночи в вакуумной печи, а затем прокаливали в потоке воздуха при 400°С.
Пример 51
Для приготовления катализатора применяли методику, аналогичную методике из Примера 50, за исключением того, что заданное содержание рения составляло 1,8%.
Пример 52
Цеолит ZSM-5 с соотношением SiO2:Al2O3, составляющим 80:1 (продукт CBV 8014 компании Zeolyst International), смешали с порошками ZnO и Al2O3 с молярным соотношением, составляющим 1:1, таким образом, чтобы ZnO и Al2O3 (продукт Dispal 18N4-80 компании Sasol North America, Хьюстон, штат Техас) совместно составляли 30 мас.% от общего количества твердых веществ. Добавили разбавленную азотную кислоту до уровня 2 мас.% HNO3 в расчете на общее содержание ZnO и Al2O3. Смесь довели до тестообразной консистенции добавлением воды для получения удобоукладываемой тестообразной массы, пригодной для экструзии, и данную смесь экструдировали с применением лабораторного экструдера. Экструдаты сушили в течение ночи в вакууме при 100°С, а затем прокаливали при 600°С в потоке воздуха.
Пример 53
Водный раствор нитрата галлия добавили к материалу из Примера 52, размеры частиц которого были ограничены таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш, с применением методики пропитки по влагоемкости до заданного содержания галлия, составляющего 1,2 мас.%. Препарат сушили в вакуумной печи в течение ночи, а затем прокаливали в потоке водорода при 400°С.
Пример 54
Водный раствор нитрата никеля добавили к материалу из Примера 52, размеры частиц которого были ограничены таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш, с применением методики пропитки по влагоемкости до заданного содержания никеля, составляющего 1,0 мас.%. Препарат сушили в вакуумной печи в течение ночи, а затем прокаливали в потоке водорода при 400°С.
Пример 55
Каталитические системы, упомянутые в Примерах 6, 46, 48, 49, 51, 53 и 54, исследовали на пригодность для превращения глицерина, сорбита, сахарозы и ксилозы в углеводороды с применением конфигурации реактора, описанной в Примере 2. Исследования проводили с применением двух трубчатых реакторов из нержавеющей стали с внутренним диаметром 21,2 мм, показанных в Примере 4, причем анализ проводили, как описано в Примере 5. Вольфрамированный диоксид циркония (компании NorPro-Saint Gobain, код продукта SZ61143, с размерами частиц, ограниченными таким образом, чтобы они удерживались на сите 60 меш после прохождения через сито 18 меш) поместили поверх катализатора конденсации, установленного во второй реактор, для обеспечения зоны для испарения выходящего потока из первого реактора перед поступлением в катализатор конденсации.
Результаты данных исследований приведены в Таблице 13. Для Эксперимента NN (38% сахарозы +7% ксилозы) поток водорода с заданной скоростью потока, которая была равна сумме числа молей сахарозы, умноженного на 3, и числа молей ксилозы, умноженного на 1,5, смешивали с сырьем перед поступлением в реактор. Другие эксперименты проводили без поставляемого извне водорода. Внешние по отношению к реактору нагреватели, показанные на Фиг.9 как 10а, 10b, 10с, 10d, 23a, 23b, 23с и 23d, применяли для поддержания температур стенки реактора, указанных в Таблице 13. Углеводородные продукты данных исследований, представленные в Таблице 13, сгруппированы в С4- фракцию, которая преимущественно присутствует в газовой фазе при температуре и давлении окружающей среды, и в С5+ фракцию, которая обычно пригодна для включения в жидкие топлива. Результаты показывают, что ряд сахаров и многоатомных спиртов можно легко превратить в С5+ углеводороды посредством описанных здесь способов. Продукты содержат, главным образом, парафины и ароматические компоненты. Результаты анализа парафинов и ароматических углеводородов в данной пробе показаны на Фиг.17.
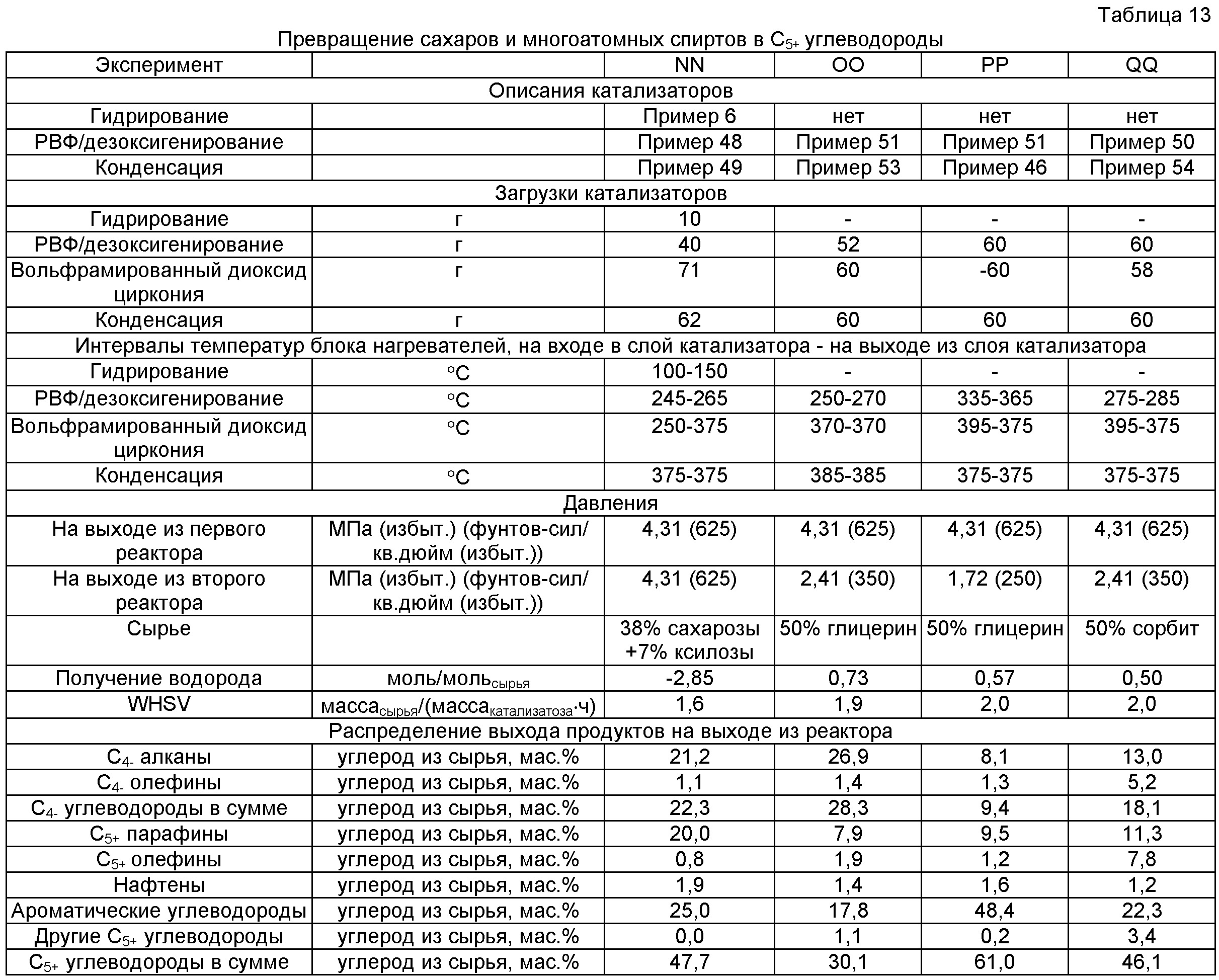
Пример 56
Способ, описанный в Примере 55 и приведенный в качестве примера как Эксперимент QQ в Таблице 13, осуществляли в течение более чем 400 ч. После начального периода времени работы превращение в ароматические компоненты и выход углеводородов снизились, что показано на Фиг.18 и 19 как Цикл 1. На Фиг.18 теплота сгорания С5+углеводородов, присутствующих на выходе из второго реактора, показана как процентное отношение к теплоте сгорания сырья. На Фиг.19 углерод, присутствующий в виде ароматических углеводородов на выходе из второго реактора, показан как процентное содержание углерода, присутствующего в сырье. После приблизительно 120 ч эксплуатации поток пустили в обход второго реактора, тогда как первый реактор продолжал работать. Затем провели окислительную регенерацию катализатора во втором реакторе. Во время регенерации пускали поток азота и воздуха таким образом, чтобы заданная концентрация кислорода на входе во второй реактор составляла 1 мол.%. Затем температуры блоков второго реактора подняли до 500°С и продолжали поток азота и кислорода до тех пор, пока диоксид углерода больше не обнаруживался на выходе из второго реактора. Затем концентрацию кислорода повысили до заданного уровня, составляющего 5 мол.%. Данный поток продолжали до тех пор, пока диоксид углерода больше не обнаруживался на выходе из второго реактора. В этот момент времени прерывали поток кислорода, тогда как поток азота продолжали. Затем температуры блоков второго реактора понизили до 400°С, тогда как газ, текущий через слой катализатора, заменили на водород. Затем температуры блоков второго реактора довели до значений, указанных в Таблице 13 для Эксперимента QQ. Затем второй реактор снова подключили к линии, достигая условий, указанных в Таблице 13 для Эксперимента QQ. Затем второй реактор подвергли множеству циклов эксплуатации и регенерации, причем результаты за период времени эксплуатации показаны на Фиг.18 и 19. Как показывают данные результаты, регенерация катализатора конденсации приводит к восстановлению активности, что согласуется с теорией, согласно которой отложение углеродистых веществ является основной причиной падения производительности катализатора со временем. Кроме того, данные результаты показывают, что катализатор конденсации можно многократно регенерировать без значительного снижения его производительности.
Реферат
Изобретение относится к двум вариантам способа получения смеси Ссоединений. Один из вариантов включает обеспечение воды и растворимого в воде кислородсодержащего углеводорода, включающего COуглеводород, в водной жидкой фазе и/или паровой фазе, обеспечение Н, проведение в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с Нв присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения в реакционном потоке оксигената, включающего COуглеводород, и проведение в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения Cсоединения, где Cсоединение включает соединение, выбранное из группы, состоящей из Cспирта, Cкетона, Cалкана, Cалкена, Сциклоалкана, Cциклоалкена, арила, конденсированного арила и их смеси; и где (а) катализатор дезоксигенирования и катализатор конденсации являются химически различными, или (б) температура дезоксигенирования составляет от примерно 80°С до примерно 300°С, и температура конденсации составляет от примерно 325°С до примерно 375°С. Также изобретение относится к установке для осуществления указанного способа. Настоящее изобретение предоставляет способ переработки биомассы с использованием каталитических методик. 3 н. и 17 з.п. ф-лы, 13 табл., 19 ил., 56 пр.
Формула
обеспечение воды и растворимого в воде кислородсодержащего углеводорода, включающего C1+O1+ углеводород, в водной жидкой фазе и/или паровой фазе,
обеспечение Н2,
проведение в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с Н2 в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения в реакционном потоке оксигената, включающего C1+O1-3 углеводород, и
проведение в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения C4-30 соединения,
где С4-30 соединение включает соединение, выбранное из группы, состоящей из C4-30 спирта, С4-30 кетона, C4-30 алкана, C4-30 алкена, C5-30 циклоалкана, C5-30 циклоалкена, арила, конденсированного арила и их смеси; и
где (а) катализатор дезоксигенирования и катализатор конденсации являются химически различными, или (б) температура дезоксигенирования составляет от примерно 80°С до примерно 300°С, и температура конденсации составляет от примерно 325°С до примерно 375°С.
- образованный in situ Н2, полученный путем проведения в жидкой фазе и/или в паровой фазе каталитической реакции части воды и кислородсодержащего углеводорода в присутствии катализатора риформинга в водной фазе при температуре риформинга и при давлении риформинга для получения образованного in situ Н2;
- внешний Н2;
- повторно используемый Н2;
или их сочетание.
С5-30 циклоалкан включает монозамещенный или многозамещенный С5+ циклоалкан, и по меньшей мере одна замещающая группа представляет собой радикал, выбранный из группы, состоящей из разветвленного С3+ алкила, линейного C1+ алкила, разветвленного С3+ алкилена, линейного C1+ алкилена, фенила и их сочетания;
С5-30 циклоалкен включает монозамещенный или многозамещенный С5+ циклоалкен, и по меньшей мере одна замещающая группа представляет собой радикал, выбранный из группы, состоящей из разветвленного С3+ алкила, линейного C1+ алкила, разветвленного С3+ алкилена, линейного С2+ алкилена, фенила и их сочетания;
арил включает незамещенный арил или монозамещенный или многозамещенный арил, и по меньшей мере одна замещающая группа представляет собой радикал, выбранный из группы, состоящей из разветвленного С3+ алкила, линейного С1+ алкила, разветвленного С3+ алкилена, линейного С2+ алкилена, фенила и их сочетания;
конденсированный арил включает незамещенный конденсированный арил или монозамещенный или многозамещенный конденсированный арил, и по меньшей мере одна замещающая группа представляет собой радикал, выбранный из группы, состоящей из разветвленного С3+ алкила, линейного C1+ алкила, разветвленного С3+ алкилена, линейного С2+ алкилена, фенила и их сочетания;
С4-30 спирт включает соединение формулы R1-OH, причем R1 представляет собой радикал, выбранный из группы, состоящей из разветвленного C4-30 алкила, линейного С4-30 алкила, разветвленного C4-30 алкилена, линейного C4-30 алкилена, замещенного C5-30 циклоалкана, незамещенного С5-30 циклоалкана, замещенного C5-30 циклоалкена, незамещенного C5-30 циклоалкена, арила, фенила и их сочетания; и
С4-30 кетон включает соединение формулы:
где R3 и R4 независимо друг от друга представляют собой радикал, выбранный из группы, состоящей из разветвленного С3+ алкила, линейного C1+ алкила, разветвленного С3+ алкилена, линейного С2+ алкилена, замещенного С5+ циклоалкана, незамещенного C5+ циклоалкана, замещенного С5+ циклоалкена, незамещенного С5+ циклоалкена, арила, фенила и их сочетания.
- катализатор конденсации включает вещество, выбранное из группы, состоящей из карбида, нитрида, диоксида циркония, оксида алюминия, диоксида кремния, алюмосиликата, фосфата, цеолита, оксида титана, оксида цинка, оксида ванадия, оксида церия, оксида лантана, оксида иттрия, оксида скандия, оксида магния, оксида бария, оксида кальция, гидроксида, гетерополикислоты, неорганической кислоты, модифицированной кислотой смолы, модифицированной основанием смолы и их сочетания, и где указанный катализатор конденсации возможно дополнительно включает:
(i) модификатор, выбранный из группы, состоящей из Се, La, Y, Sc, Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba, P, B, Bi и их сочетания; или
(ii) металл, выбранный из группы, состоящей из Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплава и их сочетания;
- кислотный катализатор включает вещество, выбранное из группы, состоящей из кислого оксида алюминия, фосфата алюминия, алюмосиликофосфата, аморфного алюмосиликата, алюмосиликата, диоксида циркония, сульфатированного диоксида циркония, вольфрамированного диоксида циркония, карбида вольфрама, карбида молибдена, диоксида титана, сульфатированного углерода, фосфатированного углерода, фосфатированного диоксида кремния, фосфатированного оксида алюминия, кислотной смолы, гетерополикислоты, неорганической кислоты и их сочетания, и где указанный кислотный катализатор возможно дополнительно включает:
(i) модификатор, выбранный из группы, состоящей из Се, Y, Sc, La, Li, Na, К, Rb, Cs, Mg, Ca, Sr, Ba, P, B, Bi и их сочетания; или
(ii) оксид элемента, выбранного из группы, состоящей из Ti, Zr, V, Nb, Та, Mo, Cr, W, Mn, Re, Al, Ga, In, Fe, Co, Ir, Ni, Si, Cu, Zn, Sn, Cd, P и их сочетания; или
(iii) металл, выбранный из группы, состоящей из Cu, Ag, Au, Pt, Ni, Fe, Co, Ru, Zn, Cd, Ga, In, Rh, Pd, Ir, Re, Mn, Cr, Mo, W, Sn, Os, их сплава и их сочетания;
- основный катализатор включает вещество, выбранное из группы, состоящей из гидроталькита, алюмината цинка, фосфата, Li, Na, К, Cs, В, Rb, Mg, Ca, Sr, Si, Ba, Al, Се, La, Sc, Y, Zr, Ti, Zn, их сплава и их сочетания; или
- кислотно-основный катализатор включает вещество, выбранное из группы, состоящей из гидроталькита, алюмината цинка, фосфата, Li, Na, К, Cs, В, Rb, Mg, Ca, Sr, Si, Ba, Al, Се, La, Sc, Y, Zr, Ti, Zn, Cr, их сплава и их сочетания.
а) катализатор риформинга в водной фазе и катализатор дезоксигенирования включают Pt, сплавленную или смешанную с веществом, выбранным из группы, состоящей из Ni, Ru, Cu, Fe, Rh, Re, их сплавов и их сочетания;
б) катализатор риформинга в водной фазе и катализатор дезоксигенирования включают Ru, сплавленный или смешанный с веществом, выбранным из группы, состоящей из Ge, Bi, В, Ni, Sn, Cu, Fe, Rh, Pt, их сплавов и их сочетания; или
в) катализатор риформинга в водной фазе включает Ni, сплавленный или смешанный с веществом, выбранным из группы, состоящей из Sn, Ge, Bi, В, Cu, Re, Ru, Fe, их сплавов и их сочетания.
обеспечение воды и растворимого в воде кислородсодержащего углеводорода, включающего C1+O1+ углеводород, в водной жидкой фазе и/или паровой фазе,
обеспечение Н2,
проведение в жидкой и/или паровой фазе каталитической реакции кислородсодержащего углеводорода с Н2 в присутствии катализатора дезоксигенирования при температуре дезоксигенирования и при давлении дезоксигенирования для получения в реакционном потоке оксигената, включающего C1+O1-3 углеводород, и
проведение в жидкой и/или паровой фазе каталитической реакции оксигената в присутствии катализатора конденсации при температуре конденсации и при давлении конденсации для получения C4-30 соединения,
проведение в жидкой фазе и/или в паровой фазе каталитической реакции C4-30 соединения в присутствии катализатора гидрирования при температуре гидрирования и при давлении гидрирования, причем катализатор гидрирования включает носитель и вещество, выбранное из группы, состоящей из Cu, Ni, Fe, Co, Ru, Pd, Rh, Pt, Ir, Os, их сплава и их сочетания,
где С4-30 соединение включает соединение, выбранное из группы, состоящей из C4-30 спирта, C4-30 кетона, C4-30 алкана, C4-30 алкена, C5-30 циклоалкана, C5-30 циклоалкена, арила, конденсированного арила и их смеси; и
где (а) катализатор дезоксигенирования и катализатор конденсации являются химически различными, или (б) температура дезоксигенирования составляет от примерно 80°С до примерно 300°С, и температура конденсации составляет от примерно 325°С до примерно 375°С.
а) слой риформинга, содержащий катализатор риформинга, выполненный с возможностью контактирования с первой частью раствора сырья;
б) слой дезоксигенирования, содержащий катализатор дезоксигенирования, выполненный с возможностью контактирования со второй частью раствора сырья; и
в) слой конденсации, содержащий катализатор конденсации, выполненный с возможностью контактирования со второй частью раствора сырья, где слой конденсации отделен от слоя дезоксигенирования, или где катализатор конденсации является химически отличным от катализатора дезоксигенирования;
отличающаяся тем, что:
i) слой дезоксигенирования расположен и конфигурирован для приема водорода, получаемого в слое риформинга; и
ii) слой конденсации расположен и конфигурирован для приема оксигенатов, получаемых в слое дезоксигенирования.
Комментарии