Устройство и способ изготовления сотовой структуры - RU2609117C2
Код документа: RU2609117C2
Чертежи



Описание
Область техники
Изобретение относится к устройству и способу изготовления сотовой структуры, в частности к устройству и к способу изготовления металлической сотовой структуры S-типа.
Предпосылки создания изобретения
Сотовые структуры широко используются во многих сферах, например в фильтрах, каталитических материалах в системах очистки выхлопных газов двигателя. Сотовая структура имеет большую площадь поверхности каналов, низкое противодавление, отличные механические характеристики и особенности технического катализа. В последние годы особый интерес вызывает металлическая сотовая структура S-типа.
Металлическую сотовую структуру, как правило, изготавливают из металлической фольги. Сотовую структуру необходимо постоянно сжимать с тем, чтобы образовались внутренние каналы сотовой структуры. Точность изготовления сотовой структуры будет влиять на ее продолжительность эксплуатации и другие свойства.
Устройство и способ изготовления сотовой структуры известны из уровня техники. Например, WO 97/10135 описывает устройство и способ изготовления сотовой структуры. Устройство содержит вилкообразный вращающийся механизм, который вращается вокруг оси и удерживает пачку фольги, и дугообразный сегмент пресс-формы, который может быть закрыт с тем, чтобы образовать пресс-форму. Модель состоит из по меньшей мере двух сегментов пресс-формы, которые могут вращаться вокруг своих осей соответственно. Оси вращения параллельны оси вращающегося механизма соответственно. В CN 101251036 А известны также устройство и способ изготовления сотовой структуры. Устройство содержит неподвижный держатель и два набора сегментов пресс-формы, которые могут быть закрыты, чтобы образовать пресс-форму. Указанные устройства являются не только сложными, их трудно изготовить, а также отсутствует точность изготовления.
US 7,318,276 В2 раскрывает способ чистовой обработки сотовой структуры, в котором сотовую структуру обрабатывают с помощью инструментов тонкой обработки после сворачивания с тем, чтобы удовлетворить требуемым характеристикам.
Некоторые из технических решений в уровне техники либо приводят к ненадлежащим характеристикам сотовой структуры, либо даже приводят к утратам продукции по причине неточных форм изготовляемых сотовых подложек. Другие технические решения, несмотря на повышение прецизионности изготовления приводят к слишком сложной конфигурации, сложностям в отношении точного контроля и/или к высоким затратам средств в производственном процессе.
Сущность изобретения
Целью изобретения является создание устройства автоматического изготовления сотовой структуры из пачки фольги; чтобы устройство имело простую структуру и при этом могли производиться сотовые структуры с хорошей стабильностью и длительной эксплуатацией.
В соответствии с изобретением устройство содержит формовочную пресс-форму с некоторым количеством субформ, которые являются подвижными, так что они могут открываться и закрываться; обжимную пресс-форму для обжатия указанной формовочной пресс-формы, т.е. для закрытия ее субформ, по меньшей мере один вращающийся внутренний стержень, который может быть вставлен и удален из внутренней полости указанной формовочной пресс-формы и может вращаться вокруг оси вращения. В соответствии с изобретением по меньшей мере один вращающийся стержень выполнен с возможностью обеспечения полного закатывания используемой пачки фольги в формовочную пресс-форму, указанная обжимная пресс-форма имеет форму, которая взаимодействует с формой указанной формовочной пресс-формы, так что действие указанной обжимной пресс-формы приводит к обжатию указанной формовочной пресс-формы, при этом обжимная пресс-форма выполнена с конической внутренней поверхностью, а формовочная пресс-форма выполнена с наружной конической поверхностью, причем указанная обжимная пресс-форма выполнена с возможностью перемещения в осевом направлении.
С помощью указанного устройства сотовая структура может быть изготовлена с высокой точностью без использования сложной обжимного устройства как, например, в предшествующем уровне техники.
В частности, за счет выполнения указанной формовочной пресс-формы с конической наружной поверхностью, которая взаимодействует с конической внутренней поверхностью указанной обжимной пресс-формы, и возможности перемещения обжимной пресс-формы в осевом направлении во время действия обеспечивается более легкое и точное управление обжимной пресс-формой. Таким образом, не только сама обжимная пресс-форма, но и ее движущий механизм, могут быть сконструированы и изготовлены просто, не требуя многих затрат. Такая обжимная пресс-форма может легко приводиться в действие, например, с помощью электрического двигателя с реечной зубчатой передачей, червячной передачей и подобным.
Формовочная пресс-форма предпочтительно содержит четыре субформы. Но при этом формовочная пресс-форма только с двумя, шестью или более субформ также возможна, что приводит к более простому решению. Большее число субформ приводит к более равномерному распределению силы, которая воздействует на сотовую структуру, но и вместе с тем приводит к большему усложнению конструкции.
Предпочтительно субформы могут закрываться, образуя закрытую внутреннюю полость цилиндрической, кольцеобразной формы. Указанное техническое решение дает то преимущество, что конечный размер сотовой структуры строго контролируется лишь геометрическими характеристиками субформ. Таким образом, может быть легко обеспечено устройство для изготовления с высокой точностью.
В соответствии с предпочтительным вариантом осуществления устройство для изготовления дополнительно содержит выталкивающую часть, которая может перемещаться в осевом направлении так, чтобы проталкивать свернутую сотовую структуру в кожух. Таким образом, обеспечивается возможность обеспечения высокого уровня автоматизации устройства.
Также для того, чтобы обеспечить высокоавтоматизированное устройство, предоставляют автоматическое подающее устройство для загрузки указанной формовочной пресс-формы пачкой фольги, подлежащей сворачиванию.
Способ изготовления сотовой структуры из пачки фольги с помощью описанного выше устройства также предлагается. Способ содержит следующие стадии:
открывание формовочной пресс-формы;
подача пачки фольги в пространство между вращающимися стержнями;
вращение вращающихся стержней до полного сворачивания пачки фольги в формовочную пресс-форму;
вращение вращающихся стержней одновременно с приведением в действие обжимной формы, причем ее действие приводит к тому, что внутренняя полость формовочной пресс-формы уменьшается до первого значения;
извлечение вращающихся стержней из структуры, образованной стопкой фольги;
проталкивание свернутой сотовой структуры в кожух посредством выталкивающей части.
Посредством указанного способа могут быть автоматически изготовлены сотовые структуры с высокой точностью. Полученные в результате этого прецизионно-контролируемого способа, в котором сотовую структуру обжимают, в то время как происходит ее сворачивание, сотовые структуры имеют необходимые характеристики и длительный срок службы.
Предпочтительно между стадией извлечения вращающихся стержней и стадией проталкивания свернутой сотовой структуры в кожух обеспечивают дополнительную стадию, в которой обжимная пресс-форма выполняет дополнительное действие, таким образом, чтобы получить внутреннюю полость формовочной пресс-формы, уменьшенную до второго значения.
Краткое описание чертежей
Фиг. 1 представляет собой схематическое изображение устройства в соответствии с изобретением;
фиг. 2 представляет собой часть устройства, при этом устройство находится в состоянии, когда загружена пачка фольги;
фиг. 3 представляет собой чертеж устройства в соответствии с изобретением, если смотреть со стороны стрелки D на фиг. 2;
фиг. 4 представляет собой чертеж, соответствующий фиг. 2, где пачка фольги уже свернута и обжимная пресс-форма уже преодолела расстояние;
фиг. 5 представляет собой чертеж, соответствующий фиг. 3, где пачка фольги уже свернута и обжимная пресс-форма уже преодолела расстояние;
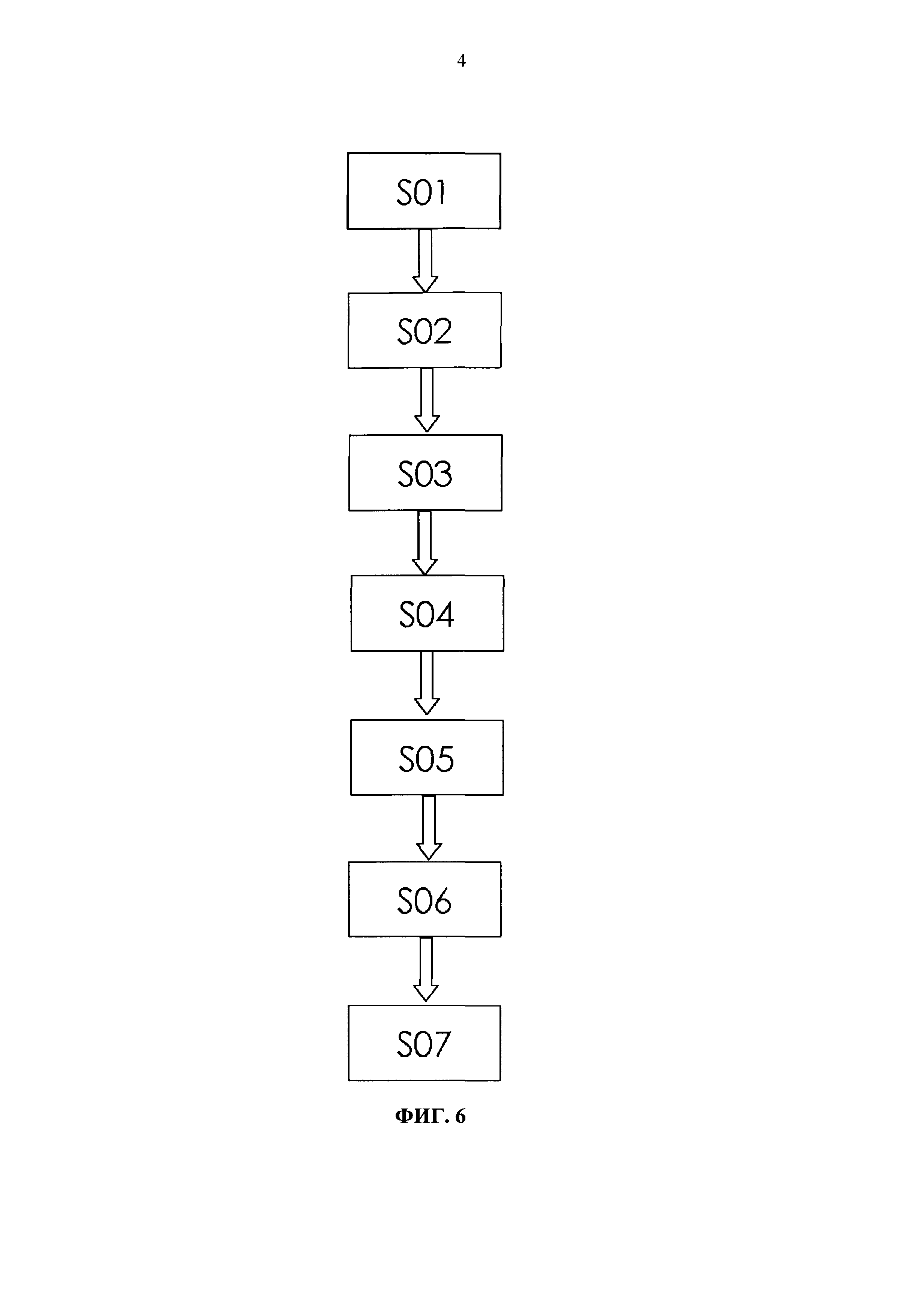
фиг. 6 представляет собой блок-схему, демонстрирующую способ изготовления сотовой структуры.
Подробное описание
На фиг. 1 показано устройство для изготовления сотовой структуры в соответствии с изобретением. Устройство содержит станину, движущий механизм, формовочную пресс-форму 1 для свертывания объемов типа сотовой структуры и обжимную пресс-форму 6.
Фиг. 2 и 3 демонстрируют часть устройства для изготовления сотовой структуры в соответствии с изобретением. Формовочная пресс-форма 1 состоит из четырех субформ, независимых друг от друга (см. фиг. 3), где указанные четыре субформы могут открываться и закрываться. Например, четыре субформы расположены на станине, как тиски зажимного приспособления, состоящего из четырех частей. Предпочтительно субформы имеют возможность двигаться в радиальном направлении по своим собственным рельсовым направляющим соответственно. Субформы смещаются в направлении открывания с помощью пружин. Естественно четыре субформы могут быть расположены другим известным способом.
Как видно из фиг. 3, между четырьмя субформами, когда они открыты, имеются промежутки А, где через указанные промежутки подлежащая сворачиванию пачка фольги 3 может загружаться в формовочную пресс-форму 1. Пачку фольги 3 получают посредством укладки волнистой металлической фольги и плоской металлической фольги поочередно.
В настоящем варианте осуществления четыре субформы формовочной формы 1 удерживаются в обжимной пресс-форме 6. Формовочная пресс-форма 1 содержит коническую внешнюю поверхность, которая входит в зацепление с конической внутренней поверхностью обжимной пресс-формы 6 таким образом, что формовочная пресс-форма 1 постоянно сжимается посредством передвижения в осевом направлении (показано стрелкой D) обжимной формы 6. Это приводит к обжатию сотовой структуры, находящейся в формовочной пресс-форме 1 (фиг. 4 и 5). В одном из вариантов четыре субформы могут сжиматься до образования закрытой цилиндрической полости.
Формовочная пресс-форма 1 и обжимная пресс-форма 6 сцепляются друг с другом предпочтительно с помощью своих соответствующих подходящих конических поверхностей. Но сцепление с помощью других соответствующим образом подобранных форм также может быть предусмотрено.
Устройство, показанное на фиг. 1, включает вращающиеся стержни 2, которые могут быть вставлены во внутреннюю полость формовочной пресс-формы 1. В показанном варианте два вращающихся стержня 2 предусмотрены таким образом, чтобы изготовлять двойную S-образную сотовую структуру. Другие традиционные расположения вращающихся стержней для изготовления соответствующей сотовой структуры также возможны.
Один конец вращающегося стержня 2 установлен на приводном валу 7. Приводной вал 7 может вращаться вокруг своей продольной оси. Вращающиеся стержни приводятся в движение приводным валом 7 таким образом, чтобы они вращались вокруг оси X, которая является параллельной обоим вращающимся стержням 2. Ось X вращающихся стержней расположена в центре формующей пресс-формы 1 и расположена на одинаковом расстоянии от вращающихся стержней 2. Пачку фольги 3 сворачивают посредством вращения вращающихся стержней 2 и образуют S-образную сотовую структуру. Приводной вал 7 может перемещаться в осевом направлении в первое положение, в котором вращающиеся стержни 2 вставляют в полость формовочной пресс-формы 1, и во второе положение, в котором вращающиеся стержни 2 извлекают из полости.
Устройство 10 также включает выталкивающую часть 5, которая может перемещаться по приводному валу 7 с тем, чтобы проталкивать свернутую сотовую структуру в кожух 8. Таким образом, получают сотовую структуру. На фиг. 5 центральная часть стопки фольги 3, которая была свернута в сотовую структуру, закрыта выталкивающей частью 5.
В одном варианте осуществления на другой стороне вращающихся стержней 2 предусмотрен опорный вал 4 для держания вращающихся стержней 2. Кожух 8 проталкивают в опорный вал 4. Опорный вал 4 перемещается в осевом направлении, так что он может оставить кожух 8, когда сотовая структура выталкивается посредством выталкивающей части 5.
Принцип действия устройства для изготовления, то есть способа изготовления описан ниже:
Прежде всего готовят пачку фольги 3. Обычно пачку фольги 3 формируют посредством простой укладки определенного количества волнистой фольги и плоской фольги. Затем кожух 8 для сотовой структуры помещают в устройства для изготовления. В случае металлических сотовых структур кожух, как правило, является стальным рукавом.
На стадии SOI формовочную пресс-форму 1 открывают.
На стадии S02 пачку фольги 3 загружают в пространство между двумя вращающимися стержнями 2, через зазор между двух субформ (фиг. 2 и 3).
На стадии S03 вращающий стержни приводной вал 7 вращается за счет приводного механизма. Вращающиеся стержни 2 вращаются приводным валом 7, по этой причине пачка фольги 3 сворачивается в формовочную пресс-форму 1.
На стадии S04 обжимная пресс-форма 6 перемещается в осевом направлении таким образом, что внутренняя полость формовочной пресс-формы 1 постепенно уменьшается до первого значения, после того как пачка фольги 3 полностью свернута в формовочную пресс-форму 1. В то же время вращающиеся стержни 2 продолжают вращаться. В этом варианте обжимная пресс-форма 6 перемещается линейно в направлении D, когда осуществляется действие сжатия. Вследствие зацепления конической внутренней поверхности обжимной пресс-формы 6 с конической наружной поверхностью формовочной пресс-формы 1, субформы формовочной пресс-формы 1 смещаются внутрь в радиальном направлении вследствие осевого перемещения обжимной пресс-формы 6, сжимая сотовую структуру, образованную пачкой фольги 3 (фиг. 4 и 5).
На стадии S05 вращающиеся стержни 2 вытягиваются после проведения стадии S04, и обжимная пресс-форма 6 двигается далее так, что внутренняя полость формовочной пресс-формы 1 уменьшается дополнительно до второго значения.
На стадии S06 после достижения второго значения выталкивающая часть 5 проталкивает свернутую сотовую структуру в кожух, таким образом, формируется сотовая структура, состоящая из кожуха и свернутой сотовой структуры. При этом, в частности, второе значение соответствует внутреннему размеру формовочной пресс-формы 1 с четырьмя субформами, полностью закрытой.
Перечень обозначений
1 - формовочная пресс-форма
2 - вращающиеся стержни
3 - пачка фольги
4 - вращающий стержни приводной вал
5 - выталкивающая часть
6 - обжимная пресс-форма
7 - опорный вал
8 - кожух
Реферат
Изобретение относится к способу и устройству для изготовления сотовой структуры S-типа. Подают пачку фольги в пространство между вращающимися стержнями. Осуществляют вращение стержней до полного сворачивания пачки фольги в формовочную пресс-форму. Одновременно приводят в действие обжимную форму для уменьшения внутренней полости формовочной пресс-формы до первого значения. Далее извлекают стержни из свернутой структуры и проталкивают ее в кожух. Повышается точность изготовления сотовой структуры. 2 н. и 6 з.п. ф-лы, 6 ил.
Комментарии