Металлическая фольга и сотовый элемент - RU2213231C2
Код документа: RU2213231C2
Чертежи




Описание
Настоящее изобретение относится к металлической фольге, имеющей по меньшей мере две отстоящие от базовой поверхности, частично накладывающиеся друг на друга, пересекающиеся структуры. Изобретение относится также к сотовому элементу со множеством проточных каналов для прохождения сквозь них в заданном направлении потока текучей среды, которые ограничены по меньшей мере одной металлической фольгой, имеющей по меньшей мере две отстоящих от базовой поверхности, по меньшей мере частично накладывающихся друг на друга пересекающихся структуры.
В ЕР 0454712 В1 описано плоскостное структурированное изделие, сформованное из металлической фольги. Это плоскостное структурированное изделие имеет по меньшей мере две отстоящие от базовой поверхности и по меньшей мере частично накладывающиеся друг на друга структуры. Указанные накладывающиеся одна на другую структуры выполнены в виде желобков или канавок. Сами структуры имеют различные размеры. Один тип структур образует так называемые макроструктуры. Другой тип структур образует так называемые микроструктуры. Микроструктуры накладываются на макроструктуры. В ЕР 0454712 В1 описан также сотовый элемент, имеющий множество проточных каналов, сквозь которые в определенном направлении проходит поток текучей среды. Сотовый элемент образован по меньшей мере одним плоскостным структурированным изделием. Каналы ограничены структурами этого плоскостного структурированного изделия.
Другой вариант выполнения плоскостного структурированного изделия, пригодного прежде всего для изготовления сотового элемента, известен из WO 96/09892. Это плоскостное структурированное изделие имеет частично накладывающиеся друг на друга структуры. На этом плоскостном структурированном изделии предусмотрены макроструктуры и микроструктуры. Микроструктуры проходят под определенным углом к макроструктурам. Из WO 96/09892 следует также, что и сами микроструктуры взаимно пересекаются. Так, в частности, микроструктуры пересекаются на вершинах гофр, которыми образованы макроструктуры. Согласно WO 96/09892 плоскостное структурированное изделие изготовлено из металлической фольги с выполненными в ней структурами.
Недостаток такой конструкции состоит в том, что прежде всего на участке частичного наложения друг на друга структур, которые образованы, например, точками пересечения микроструктур, образуются критические зоны, являющиеся причиной возникновения высоких напряжений в материале структурированного изделия в процессе его обработки давлением.
Поведение материала металлической фольги при деформации не гарантирует формирование на участке расположения накладывающихся друг на друга структур не имеющего пороков перехода между этими накладывающимися друг на друга структурами. Указанная особенность проявляется прежде всего у структур, которые имеют сравнительно большие размеры.
В WO 96/09892 описан также металлический сотовый элемент со множеством проточных каналов, предназначенных для прохождения сквозь них в определенном направлении потока текучей среды и образованных листами металлической фольги, которые, по меньшей мере частично, имеют не менее одной образующей указанные каналы макроструктуры, определяющей форму сотовой структуры металлического сотового элемента, при этом часть металлических листов по меньшей мере на отдельных участках снабжена дополнительными микроструктурами, которые проходят под некоторым углом к направлению потока и располагаются последовательно с определенным шагом, при этом указанные микроструктуры пересекаются.
Из DE 3844350 С2 известно плоскостное структурированное изделие, имеющее структуры определенной формы. Эти структуры выполнены, в частности, в виде ребер, выдавленных из плоскости образованного металлической фольгой плоскостного изделия по типу перемычек. Указанные ребра расположены рядом друг с другом в продольно ориентированных и проходящих параллельно друг другу зонах. Ребра выполнены выступающими из плоскости металлической фольги в обе стороны. Такие выступающие в обе стороны ребра получают за счет того, что вначале плоскую, гладкую металлическую ленту пропускают через пару комбинированных накатных и режущих валков, которые частично прорезают ленту насквозь с образованием в ней удлиненных прорезей и выдавливают из плоскости ленты с обеих ее сторон ребра. У такого плоскостного структурированного изделия не происходит наложения структур друг на друга.
В основу настоящего изобретения была положена задача - разработать более простую в изготовлении и последующей обработке металлическую фольгу, позволяющую изготавливать из нее плоскостное структурированное изделие. Еще одной задачей изобретения является разработка более простого в изготовлении сотового элемента.
Для решения первой из этих задач в изобретении предлагается металлическая фольга, имеющая по меньшей мере две отстоящие от базовой поверхности и частично накладывающиеся друг на друга структуры и отличающаяся наличием по меньшей мере одного сквозного отверстия, выполненного на участке наложения друг на друга указанных структур.
Структуры накладываются друг на друга в результате, например, их пересечения или примыкания друг к другу. Именно на этих участках при изготовлении структур металлическая фольга подвергается действию особо высоких нагрузок, когда указанные структуры изготавливают обработкой давлением. Кроме того, на участке наложения структур возможно образование складок, коробление и т.п. Выполнение по меньшей мере одного сквозного отверстия на участке наложения друг на друга структур позволяет предотвратить подобные дефекты.
Наличие структур позволяет повысить жесткость металлической фольги и изготовленного из нее плоскостного изделия. Выполнение сквозных отверстий на участках наложения структур друг на друга позволяет также придать металлической фольге и изготовленному из нее плоскостному изделию более высокую гибкость. В результате улучшается поведение этой металлической фольги при ее дальнейшей обработке.
Сквозное отверстие предпочтительно выполнять в виде по меньшей мере одной продолговатой прорези. Однако более предпочтительно выполнять сквозное отверстие в виде по меньшей мере двух сходящихся, в частности пересекающихся, под некоторым углом продолговатых прорезей. Благодаря такому выполнению обеспечивается оптимальное использование материала.
Во избежание возможного появления у структур в зоне сквозного отверстия выступающих участков, которые могут создавать определенные помехи, сквозное отверстие предпочтительно выполнять в виде по меньшей мере одного прошитого или пробитого отверстия.
Предпочтительно далее, чтобы имеющиеся у металлической фольги структуры накладывались друг на друга под некоторым углом.
Указанное выше по меньшей мере одно сквозное отверстие предпочтительно проделывать в металлической фольге до формирования на ней структур. Благодаря этому обеспечивается точное совмещение сквозных отверстий и структур, что позволяет всегда получать сквозные отверстия в заданном месте металлической фольги и изготовленного из нее плоскостного изделия.
Предлагаемое в изобретении исполнение металлической фольги позволяет также накладывать друг на друга структуры со схожей геометрией, прежде всего в том случае, когда последние имеют в пределах металлической фольги сравнительно большие размеры, поскольку за счет выполнения сквозного отверстия до процесса обработки давлением материал удаляется в месте возникновения возможной критической зоны.
В соответствии с другим вариантом в изобретении предлагается металлическая фольга, имеющая по меньшей мере две отстоящих от базовой поверхности и по меньшей мере частично накладывающихся друг на друга структуры. Такая металлическая фольга имеет по меньшей мере одно сквозное отверстие, выполненное на том участке, где общая теоретическая максимальная высота накладывающихся друг на друга структур, измеренная от базовой поверхности, больше максимальной высоты по меньшей мере одной структуры на этом же участке. При этом весь край сквозного отверстия расположен на более низком уровне, высота которого, измеренная от базовой поверхности, меньше теоретической максимальной высоты. В предпочтительном варианте расстояние от края сквозного отверстия до базовой поверхности соответствует высоте наложенной структуры. При таком выполнении металлической фольги высота накладывающихся друг на друга структур на участке наложения этих структур меньше теоретически максимально возможной высоты накладывающихся друг на друга структур, что обеспечивает отсутствие заостренных вершин.
Согласно еще одному предпочтительному варианту структуры у металлической фольги предлагается выполнять в основном в форме гофр. Такие гофрированные структуры могут, например, пересекаться под определенным углом. Несмотря на то, что указанной металлической фольге можно в целом придать гофрированную или волнистую форму, эту фольгу благодаря наличию у нее сквозных отверстий можно свертывать в рулон в пределах соответствующих структурированных поверхностей. Гофрированные структуры могут также сходиться под некоторым углом. И в этом случае выполнение сквозных отверстий в зоне наложения структур упрощает дальнейшую обработку металлической фольги.
Выполнение по меньшей мере одного сквозного отверстия в зоне наложения структур друг на друга позволяет формировать эти структуры с различной формой поперечного сечения. Предпочтительна при этом структура в основном с V-образным сечением.
Сквозные отверстия позволяют также формировать структуры, которые, если смотреть в продольном направлении структуры, могут иметь различную геометрию и/или форму, при этом указанное сквозное отверстие выполняют между двумя различными смежными структурами.
Структуры можно также выполнить таким образом, чтобы они имели некоторую продольную протяженность, причем в таком исполнении указанные структуры имеют по меньшей мере два смежных продольных отрезка, которые ориентированы в основном перпендикулярно базовой поверхности, но в противоположные стороны друг относительно друга. Благодаря этому у плоскостного изделия можно более простым путем получить гофры, вершины которых ориентированы в противоположные друг относительно друга стороны.
В следующем предпочтительном варианте у предлагаемой в изобретении металлической фольги по меньшей мере одна структура образует первичную структуру, а по меньшей мере одна структура образует вторичную структуру, при этом высота первичной структуры больше высоты вторичной структуры. Первичная структура может быть макроструктурой. Вторичная структура может представлять собой так называемую микроструктуру.
Предпочтительным также является такой вариант выполнения металлической фольги, у которой вторичные структуры накладываются друг на друга на первичных структурах. При этом, в частности, целесообразно, чтобы вторичные структуры накладывались друг на друга, прежде всего пересекались на вершине или во впадине гофр, которыми образованы первичные структуры.
Предлагаемой в изобретении металлической фольге можно придать, например, вид сетки.
Для решения второй из указанных выше задач в изобретении предлагается также сотовый элемент со множеством проточных каналов для прохождения сквозь них в заданном направлении потока текучей среды. Такой сотовый элемент выполнен с использованием по меньшей мере одного листа металлической фольги. Последняя имеет по меньшей мере две отстоящих от базовой поверхности и по меньшей мере частично накладывающихся друг на друга структуры, которыми ограничены указанные каналы. Согласно изобретению такой сотовый элемент отличается наличием по меньшей мере одного сквозного отверстия, выполненного по меньшей мере на том участке, на котором указанные структуры накладываются друг на друга. Наличие сквозного отверстия облегчает изготовление сотового элемента, поскольку в том месте, где структуры по меньшей мере частично накладываются друг на друга, указанное по меньшей мере одно сквозное отверстие придает этой металлической фольге определенную упругость, позволяющую, например, формировать сотовый элемент спиральным свертыванием этой фольги, т. е. ее свертыванием в рулон. Еще одним преимуществом предлагаемого в изобретении сотового элемента можно считать и то, что металлическая фольга на участках наложения имеющихся у нее структур не подвергается повышенным механическим нагрузкам при формировании структур.
В одном из предпочтительных вариантов сквозное отверстие образовано по меньшей мере одной продолговатой прорезью. Целесообразно выполнять сквозные отверстия в виде нескольких сходящихся, в частности пересекающихся, под некоторым углом продолговатых прорезей. Сквозное отверстие может быть также выполнено и в виде по меньшей мере одного прошитого или пробитого отверстия.
Предпочтительно далее, чтобы в предлагаемом в изобретении сотовом элементе имеющиеся у металлической фольги структуры накладывались друг на друга под некоторым углом.
В соответствии со следующим вариантом в изобретении предлагается сотовый элемент со множеством проточных каналов для прохождения сквозь них в заданном направлении потока текучей среды, образованный по меньшей мере одним листом металлической фольги, имеющей по меньшей мере две отстоящих от базовой поверхности и частично накладывающиеся друг на друга структуры. Этими структурами по меньшей мере частично ограничены указанные проточные каналы. Такой сотовый элемент отличается наличием по меньшей мере одного сквозного отверстия, выполненного на том участке, на котором общая теоретическая максимальная высота наложенных друг на друга структур, измеренная от базовой поверхности, больше высоты по меньшей мере одной из структур на этом же участке, при этом сквозное отверстие имеет край, расстояние от которого до базовой поверхности меньше теоретической максимальной высоты. Преимущество сотового элемента в таком исполнении заключается в обеспечении лучшего контакта между слоями металлической фольги благодаря отсутствию заостренных вершин, образующихся в результате наложения структур, как это известно, например, из WO 96/09892. Выполнение сотового элемента из листов металлической фольги упрощает соединение пайкой этих листов металлической фольги между собой и/или с металлическим трубчатым кожухом. Сквозное отверстие позволяет также использовать для соединения листов металлической фольги соответствующие соединительные элементы, например штифты, которые при этом пропускают через сквозные отверстия. Такое соединение можно использовать и в том варианте выполнения сотового элемента, в соответствии с которым сквозное отверстие образовано по меньшей мере двумя сходящимися под некоторым углом продолговатыми прорезями.
Сотовый элемент предпочтительно выполнять таким образом, чтобы структуры имели в основном форму гофр. Так, в частности, по меньшей мере одну из обеих структур сотового элемента предлагается выполнять в основном с V-образным поперечным сечением.
В другом варианте выполнения изобретения предпочтительно, чтобы по меньшей мере одна структура образовывала первичную структуру, а по меньшей мере одна структура образовывала вторичную структуру, при этом высота первичной структуры больше высоты вторичной структуры. Указанные структуры предпочтительно выполнять таким образом, чтобы вторичные структуры накладывались друг на друга на первичных структурах. В этом отношении целесообразно, в частности, чтобы вторичные структуры накладывались друг на друга по меньшей мере на вершинах или по меньшей мере во впадинах гофр, которыми образована первичные структуры.
Первичная структура образует в данном случае как бы макроструктуру, тогда как вторичная структура образует микроструктуру.
В еще одном предпочтительном варианте выполнения предлагается формировать сотовый элемент из попеременно чередующихся слоев гладкой и структурированной металлической фольги, при этом листы структурированной металлической фольги имеют первичную структуру и при необходимости вторичную структуру. Кроме того, для повышения гидродинамических свойств сотового элемента предлагается формировать сотовый элемент из попеременно чередующихся слоев гладкой и структурированной металлической фольги, при этом листы гладкой металлической фольги имеют вторичную структуру.
Предлагаемый в изобретении сотовый элемент, образованный металлической фольгой, выполненной в соответствии с изобретением, можно использовать прежде всего в качестве корпуса-носителя каталитического нейтрализатора ОГ в системах выпуска отработавших газов двигателей внутреннего сгорания.
Другие преимущества
изобретения более подробно рассмотрены ниже на примере некоторых вариантов его выполнения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение листа
металлической фольги со структурами без сквозных отверстий;
на фиг.2 - схематичное изображение в перспективе листа металлической фольги со структурами и одним сквозным отверстием;
на
фиг.3 - вид сверху листа металлической фольги по фиг.2;
на фиг. 4 - изображение структурированного листа металлической фольги в сборе с гладким листом металлической фольги;
на фиг.5
- структурированный лист металлической фольги с гладким листом металлической фольги;
на фиг. 6 - вид спереди структурированного листа металлической фольги, размещенного между двумя гладкими
листами металлической фольги;
на фиг. 7 - вид сверху структурированного листа металлической фольги по фиг.6.
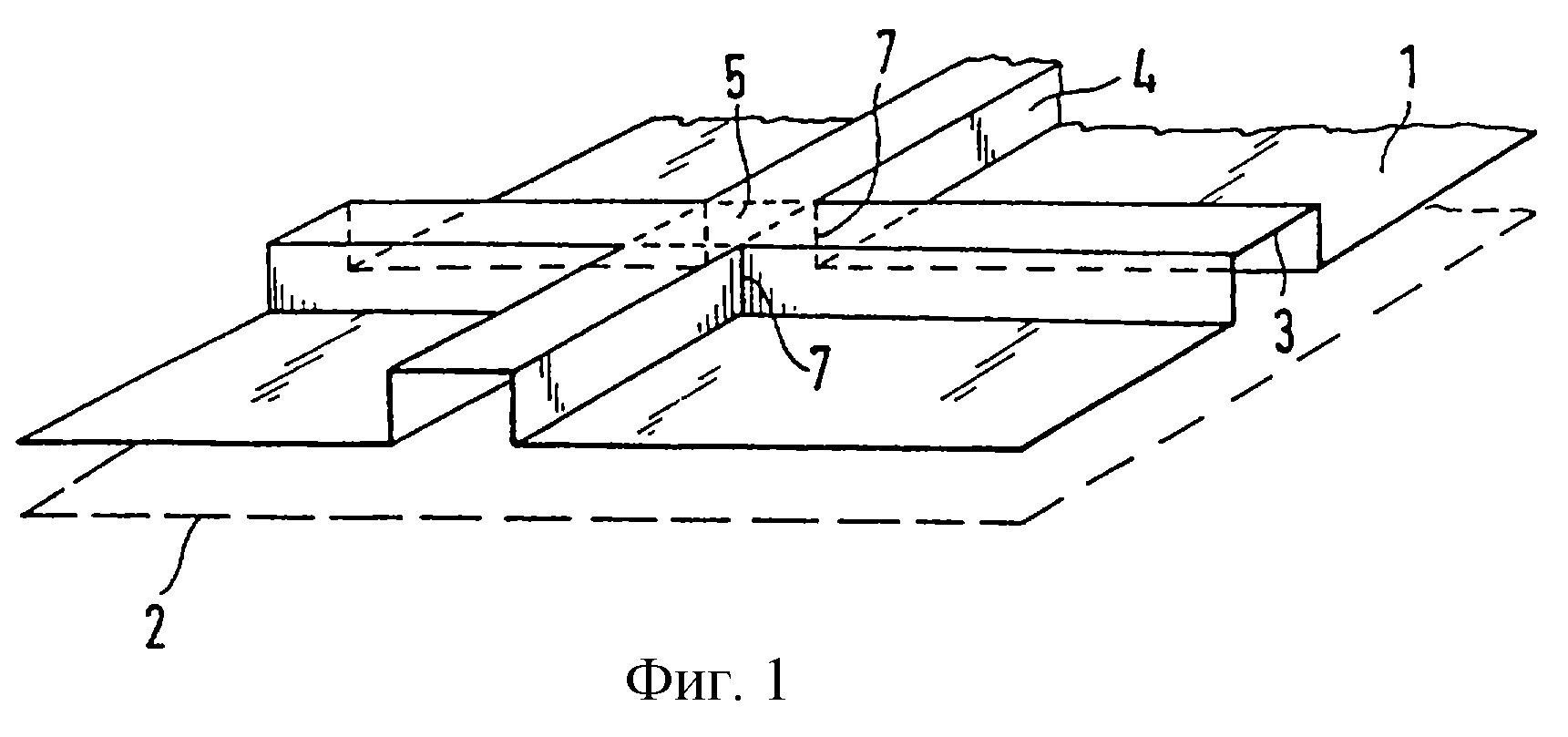
На фиг.1 схематично показан в перспективе лист металлической фольги 1 со структурами 3, 4. Эти структуры 3, 4 выполнены отстоящими от базовой поверхности 2. Сама базовая поверхность 2 выполнена в основном параллельной листу металлической фольги 1 в неструктурированном виде. Базовая поверхность 2 показана на фиг.1 прерывистой линией.
В рассматриваемом примере структуры 3, 4 имеют в сечении в основном прямоугольную форму. Однако они могут иметь в сечении и иную форму. Конкретную форму поперечного сечения можно выбирать в соответствии с требованиями, предъявляемыми к металлической фольге 1.
Как показано на фиг.1, структуры 3, 4 взаимно накладываются на участке 5. Этот участок 5 показан прерывистой линией. Для упрощения изготовления металлической фольги со структурами 3, 4, а также для повышения гибкости металлической фольги 1 в изобретении предлагается проделывать на участке 5 не показанное на чертеже сквозное отверстие. Размеры этого сквозного отверстия предпочтительно подбирают таким образом, чтобы они по меньшей мере соответствовали размерам участка 5, что позволяет удалить расположенные между структурами 3, 4 ребра 7 и сделать тем самым структуры 3, 4 не соединяющимися друг с другом.
На фиг. 2 показана металлическая фольга 1 со структурами 3, 4, которые имеют в основном V-образное сечение. Эти структуры имеют определенную продольную протяженность. На участке 5, на котором структуры 3, 4 должны были бы наложиться друг на друга, выполнено сквозное отверстие 6, по существу исключающее наличие у структур 3, 4 общего ребра.
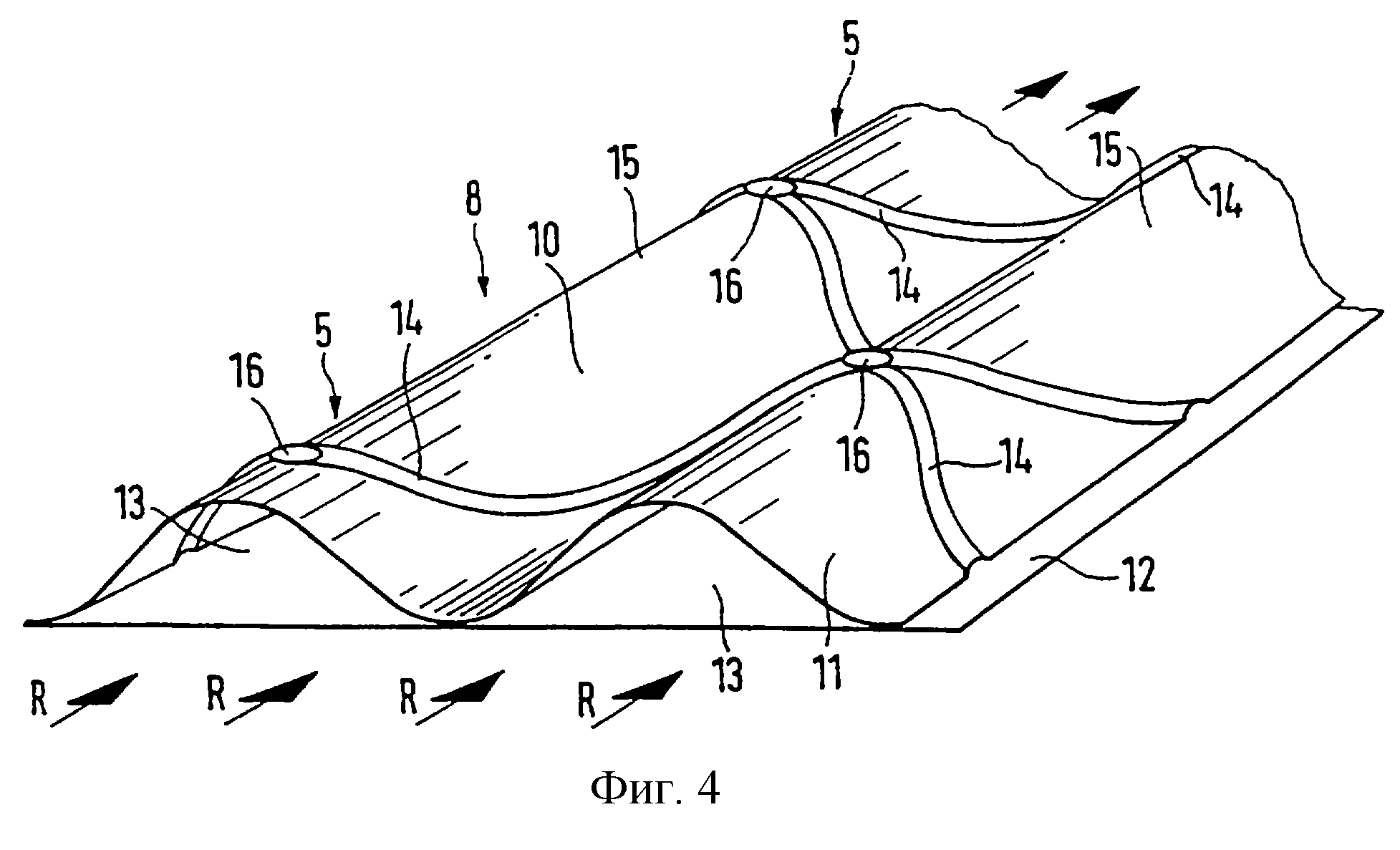
Показанные на фиг.1 и 2 структуры имеют в сечении в основном одинаковую форму. На фиг. 4 и 5 показаны листы металлической фольги 8, 9, снабженные первичными структурами 10, 11. Эти структуры 10, 11 придают металлической фольге 8 соответственно 9 в основном гофрированную или волнистую форму. Структуры 10, 11 вместе с гладким листом металлической фольги 12 образуют стенки каналов 13, сквозь которые в направлении R проходит поток текучей среды.
Металлическая фольга 8 снабжена, кроме того, вторичной структурой 14. Такая вторичная структура 14 образована пересекающимися рельефными выступами, выдавленными узкими полосами в металлической фольге 8. Высота вторичных структур 14 меньше высоты первичных структур 10, 11. Как показано на фиг.4, вторичные структуры 14 пересекаются на вершинах 15 гофр, которыми образованы первичные структуры 10, 11. На участках пересечения вторичных структур 14 проделаны сквозные отверстия 16.
На фиг. 5 показан вариант выполнения структурированной металлической фольги и гладкой металлической фольги 12, несколько отличающийся от варианта по фиг. 4. Металлическая фольга 9 отличается от показанной на фиг.4 металлической фольги 8 тем, что вторичные структуры 14 пересекаются не только на вершинах 15, но и во впадинах 17 гофр, а также на боковых поверхностях 18 первичных структур. При этом пересекающиеся вторичные структуры расположены под некоторым углом к направлению R потока текучей среды F. На каждом из участков пересечения, соответственно взаимного наложения вторичных структур 14, проделаны сквозные отверстия 16, благодаря чему у вторичных структур 14 отсутствуют общие соединительные ребра.
Листы металлической фольги в представленном на фиг.4 и 5 исполнении и расположении могут образовывать часть металлического сотового элемента.
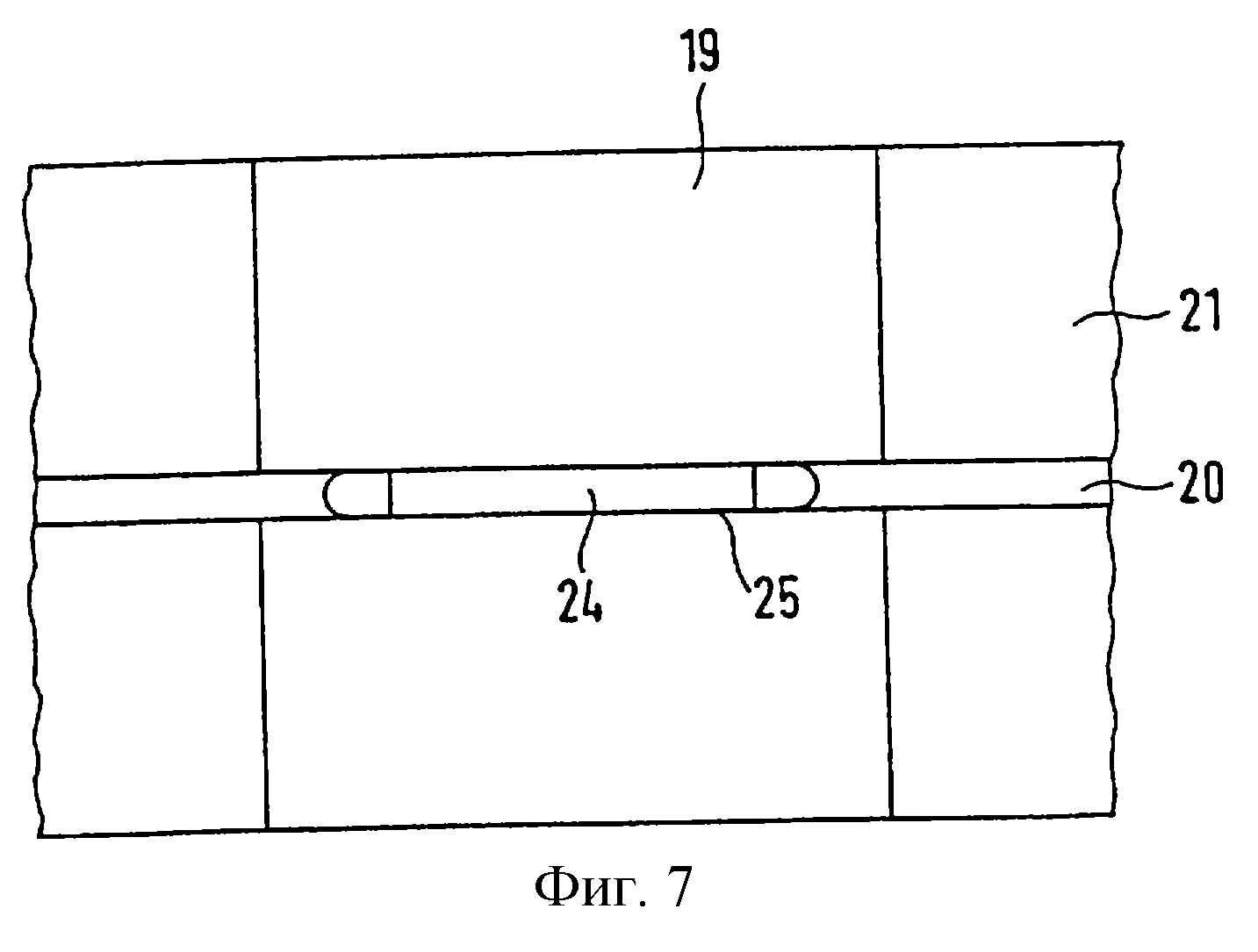
На фиг. 6 показан вариант с размещением структурированного листа металлической фольги 21 между двумя гладкими листами металлической фольги 22, 23. Структурированная металлическая фольга 21 имеет первичную структуру 19 и вторичную структуру 20, которая проходит в основном поперечно продольной протяженности первичной структуры 19. Часть первичной структуры 19, а также вторичной структуры 20 удалена вырубкой с образованием сквозного отверстия 24. Прерывистой линией на фиг.6 показана форма вторичной структуры 20, которую она имела до процесса вырубки. Сквозное отверстие 24 выполнено на том участке 5, на котором общая теоретическая высота Н накладывающихся друг на друга структур 19, 20, измеренная от базовой поверхности 2, больше высоты h структуры 19 на этом участке 5. Сквозное отверстие 24 имеет край 25, расстояние А от которого до базовой поверхности 2 меньше теоретической высоты Н.
Металлическая фольга 22 на участке 5 расположения сквозного отверстия 24 прилегает к стенке первичной структуры 19 и вторичной структуры 20, благодаря чему между этой гладкой металлической фольгой 22 и структурированной металлической фольгой 21 обеспечивается надежный контакт, наиболее пригодный для соединения пайкой между собой структурированной металлической фольги 21 и гладкой металлической фольги 22.
Листы металлической фольги 8, 9 в представленном на фиг.4 и 5 исполнении также обеспечивают возможность их надежного соединения с гладким листом металлической фольги, прилегающим к ним.
Реферат
Металлическая фольга и сотовый элемент предназначены для корпуса-носителя каталитического нейтрализатора отработавших газов в системах выпуска двигателей внутреннего сгорания. Металлическая фольга имеет, по меньшей мере, две отстоящие от базовой поверхности, частично накладывающиеся друг на друга, пересекающиеся структуры, при этом они имеют, по меньшей мере, одно сквозное отверстие, выполненное на участке наложения друг на друга указанных структур. Сотовый элемент содержит множество проточных каналов для прохождения сквозь них в заданном направлении потока текучей среды, которые ограничены, по меньшей мере, одной металлической фольгой, имеющей, по меньшей мере, две отстоящих от базовой поверхности, по меньшей мере, частично накладывающихся друг на друга пересекающихся структуры, при этом структуры имеют, по меньшей мере, одно сквозное отверстие, выполненное, по меньшей мере, на том участке, на котором структуры накладываются друг на друга. Технический результат - повышение надежности и упрощение конструкции. 2 с. и 24 з.п. ф-лы, 7 ил.
Комментарии