Инструмент для нанесения покрытия - RU2687069C2
Код документа: RU2687069C2
Чертежи




Описание
Изобретение относится к инструменту для нанесения покрытия на монолитную фигурную основу. Инструмент является частью установки для нанесения покрытия и служит для удерживания и установки в нужное положение монолитного блока в процессе нанесения покрытия.
Сокращение автомобильных выхлопов приобретает все большую важность по мере стремительного роста числа автомобилей, особенно в странах Восточной Азии. В попытке удержать загрязнение воздуха автомобилями на соответствующем уровне по всему миру принят ряд законов о контроле над загрязнением воздуха. Ужесточение природоохранного законодательства заставляет производителей и поставщиков автомобилей использовать технические средства, направленные на снижение токсичных загрязнителей в выхлопах автомобильных двигателей внутреннего сгорания. Один из таких технических приемов связан с каталитическим сжиганием загрязнителей в выхлопе на так называемом сотовом монолите проточного типа или с проточной стенкой, или в таком монолите.
Обычно такие монолитные блоки выполняются из, например, металла или кордиерита, и должны покрываться слоем, обеспечивающим активную каталитическую нейтрализацию токсичных загрязнений в выхлопе работающего автомобиля. Значительные успехи в этой области были получены путем химического модифицирования слоев, обладающих каталитической активностью в основных окислительных или восстановительных реакциях загрязнителей в условиях выхлопа. Вторым направлением является применение определенных технологий нанесения покрытий для достижения максимально возможной активности используемых материалов. К настоящему времени имеется ряд патентных заявок, относящихся к процессам и устройствам для нанесения покрытий на упомянутые монолитные основы. Приведенные ниже для примера патентные публикации, соответственно, освещают особенности этих процессов, в частности, устройства для осуществления покрытий, методы покрытий, или специальные узлы установок для нанесения покрытий (WO9947260A1; US4550034; US4039482; WO9748500A1; US6478874B1; US20020178707A1; DE19781838T1; WO2011080525A1; US4191126; US6627257B1; US6548105B2; US20080107806A1; US6149973; US6753294B1).
Для дальнейшего усовершенствования технологии покрытия монолитных блоков (сокращенно, монолитов) должны быть разработаны способы нанесения покрытия, позволяющие с высокой точностью покрывать нужный монолит за кратчайшее время для обеспечения высокой активности с одновременным снижением производственных расходов.
Эта задача может быть решена путем установки специальных диффузоров в инструменте для нанесения покрытия, расположенном в напылительной камере соответствующего устройства для нанесения покрытия. Инструмент для нанесения покрытия, в соответствии с изобретением, включает:
первые средства (1) для обратимого (с возможностью снятия) удерживания и фиксирования (в нужном положении) каталитического монолита, для нанесения на него покрытия типа "washcoat" (называемое далее, как покрытие из пористого оксида (алюминия));
вторые средства (2) для управления потоком оксида, входящего в монолит, причем
вторые средства (2) прикреплены к первым средствам (1) так, что в процессе нанесения покрытия эти вторые средства (2) входят в соприкосновение с оксидом до того, как он достигнет монолита;
вторые средства (2) имеют форму пластины с отверстиями (3), у которых, в процессе использования, впускная сторона обращена к оксиду, а выпускная сторона обращена к монолиту, и имеются каналы, соединяющие впускную сторону с выпускной стороной для обеспечения сквозного прохождения оксида;
при этом по меньшей мере часть этих каналов имеют асимметричную ширину канала вдоль оси, с большей шириной на стороне впуска оксида по сравнению с точкой внутри каналов, и эти асимметричные отверстия (3) шире на стороне выпуска оксида по сравнению с точкой внутри каналов, и область, ширина которой меньше, чем на выпускной и впускной сторонах отверстий (3), по меньшей мере для некоторых из отверстий (3) находится ближе к выпускной стороне, чем к впускной стороне.
При использовании такого инструмента для нанесения покрытия, оксид для покрытия на стенках монолита или внутри них сначала продавливается сквозь асимметричные отверстия (3) вторых средств (2), перед тем, как войти в соприкосновение с монолитным блоком основы. Асимметричные отверстия (3) обеспечивают более равномерное распределение в зоне покрытия пористого оксида внутри монолитного блока основы и позволяют значительно ускорить операцию нанесения покрытия. За рабочую смену может быть изготовлено большее число катализаторов, соответствующих требованиям, что позволяет снизить их стоимость.
В предпочтительном варианте выполнения, асимметричные отверстия (3) вторых средств (2) имеют особую форму ближе к выпускному концу. Эти отверстия (3) шире со стороны выпуска оксида, чем в точке внутри каналов. Выпускной стороной в данном случае считается сторона вторых средств (2), в процессе использования обращенная к монолиту. Впускная сторона вторых средств (2), таким образом, обращена к емкости с оксидом. Благодаря тому, что ширина отверстий (3) уменьшается в области между выпускной и впускной сторонами вторых средств (2), при нагнетании сквозь отверстия (3) оксид ускоряется и снова замедляется. Подобное действие по принципу диффузора способствует снижению турбулентностей, которые, в противном случае, делали бы неприемлемой высокую скорость проведения процесса. В наиболее предпочтительном варианте выполнения, область с меньшей шириной по сравнению с шириной с выпускной и впускной сторон отверстия (3) образует цилиндрическую поверхность внутри каналов и располагается в пределах второй половины, если смотреть с впускной стороны.
Для обеспечения функционирования установки, под инструментом для нанесения покрытия, предложенном в настоящем изобретении, в непосредственной близости от него, может быть помещена заслонка. Заслонка открывает или перекрывает сообщение с емкостью, в которой создается разрежение и в которую отсасываются излишки оксида, образовавшиеся после нанесения покрытия. Заслонкой может быть круглая пластина. Однако при открывании заслонки, она может ударить в инструмент для нанесения покрытия. Поэтому, на впускной стороне (со стороны заслонки) инструмент для нанесения покрытия может иметь вогнутую форму для формирования пространства, позволяющего открывать заслонку (фиг. 3). Для этого, внутренняя сфера вторых средств (2) в предпочтительном варианте может включать диск (4). В результате, асимметричные отверстия (3) располагаются только по внешней периферийной части вторых средств (2).
Таким образом, в предпочтительном варианте, вторые средства (2) содержат концентрическую область, диаметр которой меньше диаметра самих вторых средств (2) и которая прикреплена к этим средствам, причем эта область имеет вид диска (4), перфорированного, предпочтительно, однородными отверстиями (10), и представляющего собой плоский перфорированный диск. Дисковидная область прикреплена ко вторым средствам (2) известными способами, например винтами или зажимами, либо может образовывать со вторыми средствами (2) единое целое.
Описанные выше вторые средства (2) прикреплены к первым средствам (1) и отчасти экранируют монолит от попадания оксида. При нагнетании в направлении монолита, оксид может попадать в пространство между монолитом и вторыми средствами (2) только через отверстия вторых средств (2) и, предпочтительно, отверстия плоского диска (4) [отверстия (3) и, предпочтительно, (10), соответственно], испытывая при этом локальное ускорение и замедление в отверстиях (3), что обеспечивает, в конечном итоге, получение более однородного слоя пористого оксида внутри напылительной камеры и, более однородного покрытия на краях зоны покрытия (фиг. 9) в монолите за более короткое время нанесения покрытия (фиг. 8).
Для реализации возможности технологического контроля, в другом предпочтительном варианте выполнения инструмент имеет по меньшей мере одно отверстие, имеющее асимметрию канала (3), ширина которого со стороны впуска оксида больше, чем в точке внутри каналов, и выполненное с возможностью введения в него щупа (6) датчика для мониторинга процесса нанесения покрытия. Измеряется уровень оксида в инструменте для нанесения покрытия, для определения момента достижения датчика оксидом; этот уровень принимается за начало отсчета при нагнетании определенного количества оксида в монолит для получения с высокой точностью заданной высоты зоны пористого оксида в монолите при нанесении покрытия. В качестве щупа (6) датчика может быть использован любой известный специалистам датчик или датчик, выбранный из группы, состоящей из датчиков проводимости, емкости или оптических датчиков. Датчик соединен с узлом управления, управляющим ходом процесса нанесения покрытия. Предпочтительно, в данном случае используется установка для нанесения покрытия, описанная в ЕР2533901А1. Специалисту должно быть понятно, каким образом должна быть организована в данном случае работа аппаратных средств и программного обеспечения.
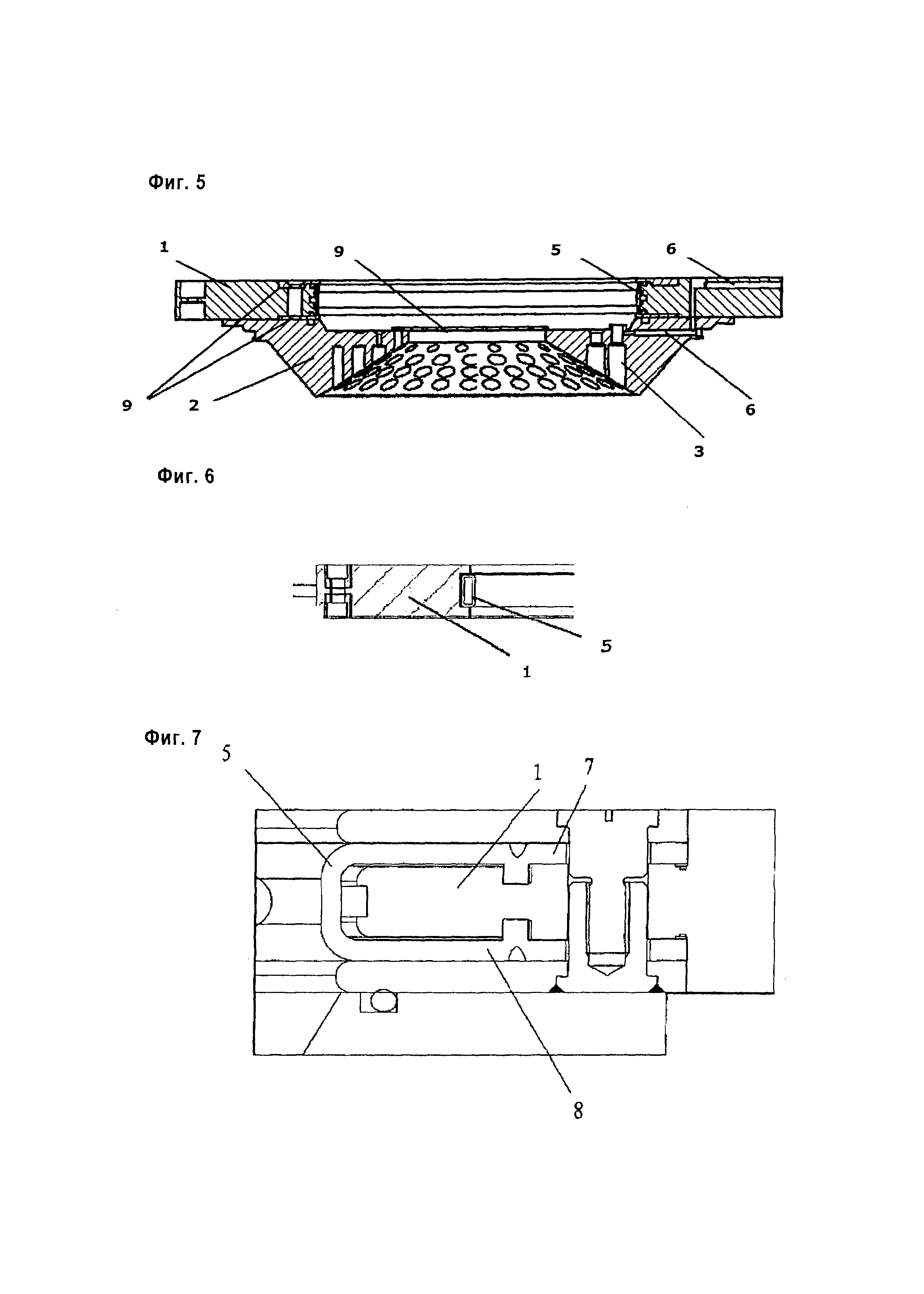
Первые средства (1) инструмента для нанесения покрытия оснащены устройством для удерживания и установки в нужное положение монолитного блока основы. Эта функция предусматривает возможность снятия так, что основа может быть закреплена в первых средствах (1) перед началом шага нанесения покрытия, и может быть снята после завершения процесса нанесения. Для специалиста должно быть очевидным, что средства удерживания должны исключать прохождение оксида через инструмент для нанесения покрытия иначе, как через собственно монолитную основу. Для этого первые средства (1) содержат надувной сильфон (5), который выполнен с возможностью обратимого удерживания и фиксирования в нужном положении монолитного блока основы, путем надувания и сдувания сильфона (5). Сильфон (5) может быть выполнен из, например, любого воздухонепроницаемого резиноподобного материала.
В предпочтительном варианте выполнения, сильфон (5) прикреплен к первым средствам (1) таким образом, чтобы прижиматься к первым средствам с одной стороны и к монолиту с другой стороны в накачанном состоянии, а накачивание выполняется нагнетанием газа сбоку надувного сильфона (5), как у велосипедной камеры. После завершения шага нанесения покрытия, сильфон (5) спускается, что позволяет извлечь монолит из инструмента для нанесения покрытия (фиг. 6). В другом предпочтительном варианте выполнения, используется резиноподобный материал, который прикрепляется к первым средствам (1) воздухонепроницаемым соединением с верхней стороны (7) и с нижней стороны (8) первых средств (1), в то время как сформированный таким образом сильфон открыт сбоку в сторону первых средств (1). В данном случае, при надувании сильфона газ нагнетается в пространство между сильфоном и первыми средствами (1) (фиг. 7).
На фиг.(10) показана часть установки для нанесения покрытия. Монолитные блоки (11) переносятся с одного конца к напылительной камере (13), содержащей инструмент (12) для нанесения покрытия, и затем к следующей технологической операции (например, взвешивания или просушивания). Оксид должен нагнетаться снизу (14) вверх через инструмент (12) для нанесения покрытия, когда монолит (11) закреплен в инструменте (12). После завершения нанесения покрытия, монолитный блок извлекается из инструмента для нанесения покрытия и передается на следующую технологическую операцию.
В результате внедрения нового инструмента для нанесения покрытия:
- остался неизменным допуск по длине зоны по сравнению со стандартным инструментом
- получен осевой/радиальный градиент покрытия, близкий к стандартному
- получены эксплуатационные характеристики, близкие к стандартным (на стендовых испытаниях двигателя, при температуре 200° - 500°С)
- достигнуто существенное улучшение продолжительности производственного цикла (время покрытия сокращено на 20% - 50%; фиг. 8).
Примеры:
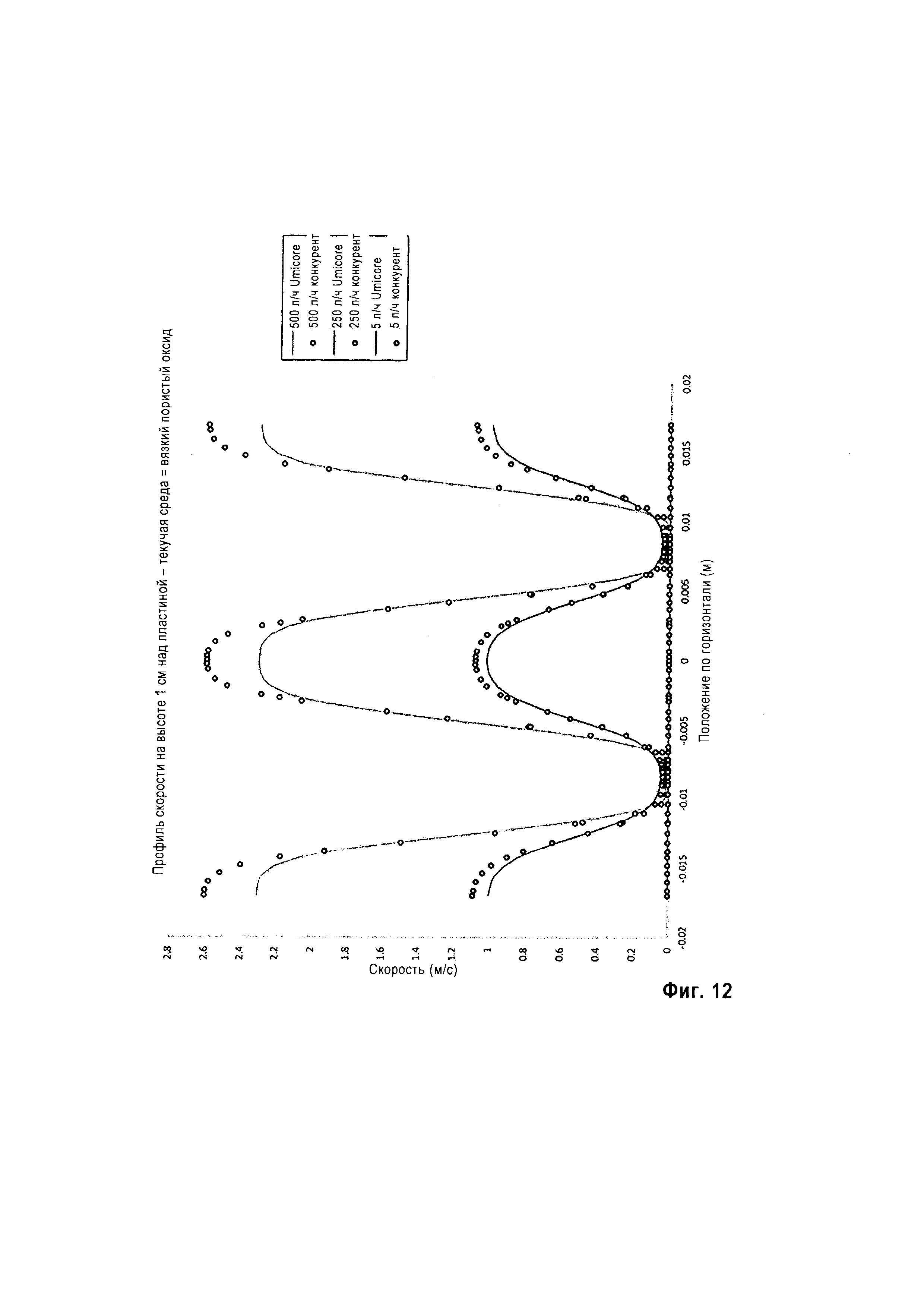
Посредством моделирования, основанного на конструкции канала, показанного на фиг. 11, и использования имеющегося на рынке пакета прикладных программ Ansys Fluent (http://www.ansys.com/Products/Simulation+Technology/Fluid+Dynamics/Fluid+Dynamics+Products/ANSYS+Fluent), были проведены вычисления CFD (вычислительная гидродинамика - от англ. Computational Fluid Dynamics). Вычисления основывались на уравнении Навье-Стокса.
Результаты вычислений, выполненных для каналов, показанных на фиг. 11, приведены ниже в Таблице 1.

Видно, что скорость, с которой оксид выходит из каналов, в каждом случае выше, чем для конструкции канала, предложенной в изобретении. Это означает, что выходящий из каналов оксид меньше склонен к образованию ровной поверхности при попадании в камеру для напыления, чем при более высокой скорости. Это особенно заметно при увеличении плотности оксида. На фиг. 12 значения, полученные моделированием для обоих вариантов выполнения, представлены на графиках распределения скорости по выпускной поверхности каналов для обоих случаев. Скорость на расстоянии от поверхности, равном 1 см, для предложенной в изобретении конструкции всегда меньше в сравнении с каналами известной конструкции. Это выражается в более равномерном распределении по напылительной камере или большей скорости напыления при использовании с каналами, предложенными в изобретении.
Перечень условных обозначений:
1 Первые средства (1)
2 Вторые средства (2)
3 Отверстия с асимметричной шириной
4 Диск концентричной области
5 Сильфон
6 Приспособление для щупа датчика
7 Верхняя сторона крепления сильфона
8 Нижняя сторона крепления сильфона
9 Зажимы
10 Отверстия диска концентрической области
11 Монолитные блоки перед покрытием и после покрытия в напылительной камере
12 Установленный инструмент для нанесения покрытия
13 Напылительная камера
14 Пространство, в котором оксид нагнетается вверх и вниз
15 Заслонка
Изобретение рассмотрено со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 показан инструмент со стороны монолита (с выпускной стороны);
на фиг. 2 инструмент показан на виде сверху-сбоку;
на фиг. 3 инструмент показан на виде снизу-сбоку;
на фиг. 4 инструмент показан снизу;
на фиг. 5 представлен вид поперечного сечения инструмента;
на фиг. 6 представлен увеличенный вид сечения предпочтительного варианта выполнения области сильфона;
на фиг. 7 представлен увеличенный вид сечения предпочтительного варианта выполнения области сильфона;
на фиг. 8 представлена диаграмма иллюстрирующая экономию времени за счет использования инструмента при изготовлении трех разных изделий; цикл 1 означает одноразовое покрытие монолита; цикл 2 указывает на двухразовое покрытие;
на фиг. 9 представлен разрез блока монолита, покрытого с использованием инструмента с диффузором;
на фиг. 10 представлена часть установки для нанесения покрытия с напылительной камерой;
на фиг. 11 представлены известная конструкция диффузора и предложенная в изобретении конструкция, использованные для расчетов;
на фиг. 12 представлен результат вычислений, иллюстрирующий преимущество предложенной в изобретении конструкции в сравнении с известной конструкцией.
Реферат
Изобретение относится к инструменту для нанесения покрытия на монолитную фигурную основу катализатора, включающему: первые средства (1) для обратимого удерживания и фиксирования каталитического монолита, для нанесения на него покрытия из пористого оксида; вторые средства (2) для управления потоком оксида, направляемого в монолит, причем вторые средства (2) прикреплены к первым средствам (1) так, что в процессе нанесения покрытия вторые средства (2) входят в соприкосновение с оксидом до того, как он достигнет монолита; вторые средства (2) имеют форму пластины с отверстиями (3), у которых, в процессе использования, впускная сторона обращена к оксиду, а выпускная сторона обращена к монолиту, и каналы которых соединяют впускную сторону с выпускной стороной для обеспечения сквозного прохождения оксида; и по меньшей мере часть упомянутых каналов имеет асимметричную ширину канала вдоль оси с большей шириной на стороне впуска оксида по сравнению с точкой внутри каналов, и эти асимметричные отверстия (3) шире на стороне выпуска оксида по сравнению с точкой внутри каналов, и область, ширина которой меньше, чем на выпускной и впускной сторонах отверстий (3), по меньшей мере для некоторых отверстий (3) находится ближе к выпускной стороне, чем к впускной стороне. Предлагаемое изобретение позволяет с высокой точностью покрывать нужный монолит за кратчайшее время для обеспечения высокой активности с одновременным снижением производственных расходов. 5 з.п. ф-лы, 12 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Устройство позиционирования и способ с использованием делительно-поворотного стола для автомобильных и химических катализаторов на монолитной основе
Комментарии