Способ управления множеством измерительных машин и устройство в сборе, содержащее по меньшей мере две измерительные машины - RU2728500C2
Код документа: RU2728500C2
Чертежи



Описание
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу управления множеством измерительных машин, а также к устройству в сборе, содержащему по меньшей мере две измерительные машины.
Предшествующий уровень техники настоящего изобретения
Производительность и точность являются важными аспектами металлорежущих станков. В связи со стремительным ростом требований к точности, приобрели большое значение мониторинг производственного процесса и испытание изделий. Вопросы рентабельности также рассматриваются наряду с точностью.
Осуществление мониторинга станка и происходящего в нем производственного процесса является широко распространенной практикой, направленной на то, чтобы обеспечить оперативное вмешательство в процесс или работу станка, например, в случае возникновения ошибки. Из уровня техники известны металлообрабатывающие станки, предназначенные для производства, например, зубчатых колес, которые соединены с измерительной машиной таким образом, чтобы изделия, обработанные металлообрабатывающим станком, автоматически поступали в измерительную машину. После того как изделия поступили в измерительную машину, она измеряет или испытывает изделия, при этом в случае возникновения, например, отклонений, машина может подать сигнал обратной связи в металлообрабатывающий станок. Этот подход известен под названием система с обратной связью.
На сегодняшний момент существует необходимость в усовершенствовании известных процессов и устройств, в частности, при крупносерийном производстве аналогичных деталей.
Приведенные выше положения лежат в основе задачи настоящего изобретения, которая заключается в разработке подхода, позволяющего дополнительно увеличить эффективность машин, при этом рассматриваются машины, которые, в частности, применяют для мониторинга производства или обработки зубчатых колес.
Согласно настоящему изобретению предлагается способ, признаки которого раскрыты в пункте 1 формулы изобретения.
Согласно настоящему изобретению также предлагается устройство в сборе, признаки которого раскрыты в пункте 7 формулы изобретения.
Предлагаемое устройство в сборе предпочтительно содержит средство внутримашинного обмена данными, которое позволяет обеспечивать сопоставление текущих технических условий на изделие индивидуальных измерительных машин одного типа друг с другом (например, измерительных машин, которые являются частью группы или батареи машин или обрабатывающей группы), чтобы обеспечить автоматическое выявление отличий, например, в измерении, определении, производительности или протекании процесса работы измерительных машин. Эти отличия будут именоваться в настоящем документе отличиями в результатах.
Настоящее изобретение предпочтительно находит применение в измерительных машинах для контроля зубчатых колес, которые находятся в конце производственной цепочки. Таким образом, фактически возможно в последний момент предотвратить попадание некондиционных изделий к потребителям.
В зависимости от вариантов осуществления настоящего изобретения измерительные машины одного типа обмениваются информацией между собой для того, чтобы обеспечить сравнение результатов во время прямого обмена друг с другом, или используют центральный модуль (именуемый в настоящем документе сравнивающим модулем), который принимает информацию от всех измерительных машин одинакового типа и соединяет их друг с другом. В первом случае одна из измерительных машин одного типа может принять на себя функции главной машины, тогда как другие измерительные машины одного типа функционируют в качестве подчиненных машин. В этом случае измерительная машина, используемая в качестве главной машины, оснащена сравнивающим модулем (например, в форме программного обеспечения, которое загружено в контроллер указанной измерительной машины).
Все варианты осуществления настоящего изобретения могут быть структурированы в модульную систему. Это позволяет выполнить установку соответствующих программных модулей для того, чтобы адаптировать соответствующие измерительные машин к задачам измерения или определения. Следовательно, измерительные машины для контроля зубчатых колес согласно настоящему изобретению могут быть оснащены сравнивающим модулем, например, который обеспечивает передачу данных между измерительными машинами и сопоставление соответствующей информации, чтобы, тем самым, выявить отличия в результатах.
Все варианты осуществления настоящего изобретение могут быть оснащены аналитическим программным обеспечениям для того, чтобы обеспечить осуществление дальнейших оценок. Аналитическое программное обеспечение может, например, определить тенденции возникновения ошибок применительно к серийному производству аналогичных деталей. Вследствие этого может быть осуществлено вмешательство в производственный процесс, если измерительная машина отбраковывает меньше аналогичных деталей по сравнению с другими измерительными машинами, что может быть вызвано, например, ошибкой в этой измерительной машине.
Все варианты осуществления настоящего изобретения могут быть оснащены записывающим программным обеспечением для записи данных (например, в форме ежедневных отчетов). Записанные данные могут также быть релевантными в отношении контроля качества.
Настоящее изобретение предпочтительно используют во всех вариантах осуществления применительно к так называемым измерениям приемки и браковки, которые реализуются измерительными машинами. Упомянутый выше сравнивающий модуль является устройством высшего уровня или низшего уровня для измерений приемки и браковки.
Предпочтительные дополнительные варианты осуществления раскрыты в соответствующих зависимых пунктах формулы изобретения.
Краткое описание фигур
Дальнейшие подробности и преимущества настоящего изобретения будут описаны ниже со ссылками на варианты осуществления, изображенные на фигурах, где:
на фиг. 1 представлен схематический вид спереди зуборезного станка, взаимодействующего с измерительной машиной, в которой может быть применен способ согласно настоящему изобретению;
на фиг. 2A представлен схематический вид спереди устройства в сборе с двумя обрабатывающими группами, при этом каждая из обрабатывающих групп содержит зуборезный станок и измерительную машину, и способ согласно настоящему изобретению реализован в сравнивающем модуле (в этом случае каждый зуборезный станок закреплен за измерительной машиной);
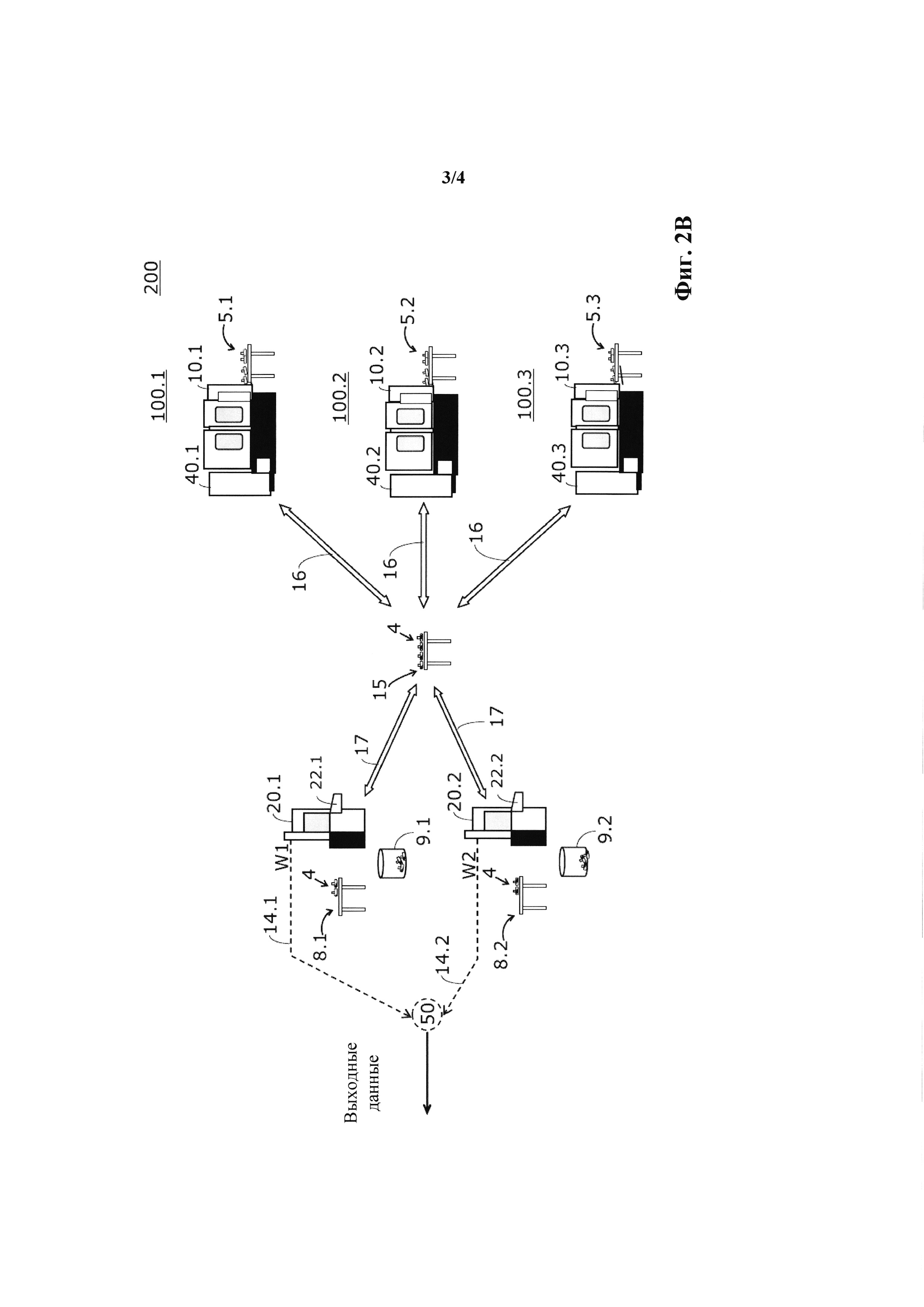
на фиг. 2B представлен схематический вид спереди дополнительного устройства в сборе, содержащего три зуборезных станка и две измерительные машины, при этом способ согласно настоящему изобретению реализован в сравнивающем модуле (в этом случае отсутствует прямое закрепление зуборезных станков за измерительными машинами);
на фиг. 3 представлена блок-схема, на которой представлены релевантные стадии способа согласно настоящему изобретению;
на фиг. 4 представлена блок-схема, на которой представлены иллюстративные стадии подпроцесса согласно настоящему изобретению.
Подробное раскрытие настоящего изобретения
Термины, используемые в релевантных публикациях и патентах, также используют в настоящем описании. Однако следует отметить, что эти термины используют лишь с целью лучшего понимания сути настоящего изобретения. Суть и объем правовой защиты настоящего изобретения не должны ограничиваться конкретно выбранными терминами. Настоящее изобретение может быть перенесено на другие системы и/или специализированные области. В других специализированных областях использование терминов будет аналогичным.
Термин «измерительная машина для контроля зубчатых колес» будет использован в настоящем документе для обозначения измерительных машин, измерительных установок, испытательных стендов, установок для испытаний, установок для испытаний конических зубчатых колес, испытательных устройств для проверки кинематической точности при однопрофильном обкате, испытательных устройств для проверки кинематической точности при двухпрофильном обкате, испытательных машин и испытательных устройств, которые могут быть использованы для измерения и/или определения одного или нескольких параметров зубчатого зацепления.
В контексте настоящего изобретения будут использоваться машины, в частности, измерительные машин для контроля зубчатых колес, которые сконструированы, кроме прочего, для следующих действий:
- определение положения установки зубчатых колес/пары зубчатых колес;
- определение одного или нескольких размеров (например, ширины зубцов) зубчатого колеса (что также известно как проверка геометрических размеров зубчатых зацеплений);
- определение эксплуатационных характеристик зубчатых колес/пары зубчатых колес;
- определение несущей способности зубчатых колес; и/или
- определение рельефа (например, конфигурация боковой поверхности зубцов) зубчатых колес.
Кроме того, в настоящем документе используют термин «машины одного типа». Это касается машин, которые идентичны механически и/или электронно, а также машин, релевантные элементы/компоненты которых равны или идентичны.
Кроме того, в настоящем документе используют термин «аналогичные детали». Под этим следует понимать изделия, которые являются идентичными (если не учитывать производственные отклонения/допуски). В частности, рассматриваются зубчатые колеса или группы зубчатых колес (например, девяти дюймовые зубчатые колеса с передаточным отношением 3,373), которые являются идентичными.
На фиг. 1 представлен схематический вид первого устройства 100 согласно настоящему изобретению. Устройство 100 содержит зуборезный станок 10 и измерительную машину 20 для контроля зубчатых колес. Зуборезный станок 10 и измерительная машина 20 для контроля зубчатых колес соединены друг с другом, что показано двойной стрелкой 13. Термин «соединение» используют, чтобы указать на то, что зуборезный станок 10 и измерительная машина 20 для контроля зубчатых колес соединены друг с другом, по меньшей мере, для передачи и приема информации (т.е. для обмена данными). Указанное соединение для передачи и приема информации требует, чтобы зуборезный станок 10 и измерительная машина 20 для контроля зубчатых колес «понимали» один и тот же или совместимый протокол обмена данными и следовали определенными правилам в отношении обмена данными. Соединение для передачи и приема информации, установленное между измерительной машиной 20 для контроля зубчатых колес и зуборезным станком 10, позволяет осуществлять, например, автоматическое вычисление и передачу по каналу обратной связи корректирующих данных в зуборезный станок 10. Это способствует поддержанию стабильности и оптимального качества изделий 4 и не является объектом настоящего изобретения.
Согласно иллюстрации, представленной на фиг. 1, зуборезный станок 10 непосредственно закреплен за измерительной машиной 20 (которая обозначена в этом случае как первая измерительная машина 20.1 для контроля зубчатых колес). Аналогичный подход также изображен на фиг. 2A. Настоящее изобретение может также быть использовано в конфигурации, представленной на фиг. 2B, где отсутствует прямое закрепление между зуборезными станками 10.1, 10.2, 10.3 и измерительными машинами 20.1, 20.2.
Далее будет приведено описание компонентов устройства 100, которое следует рассматривать лишь в качестве иллюстрации. Согласно изображенному на фигуре примеру зуборезный станок 10 оснащен подающим устройством 5. Подающее устройство 5 предназначено для подачи в зуборезный станок 10 заготовок 1, которые будут подвергнуты механической обработке в зуборезном станке 10. Согласно представленному на фигуре примеру справа от зуборезного станка 10 можно увидеть четыре заготовки 1. Согласно представленной иллюстрации две заготовки 1 перемещаются системой 2 подачи во внутренне пространство зуборезного станка 10, а две других заготовки 1 лежат на столе 3, ожидая своей очереди. Фактическая камера для механической обработки зуборезного станка 10, например, расположена за дверьми 11, которые могут быть оснащены смотровыми окнами 12.
Согласно настоящему изобретению обработанные заготовки 1, которые именуют после обработки изделиями 4, перемещают из зуборезного станка 10 прямо (см. фиг. 2A) или непрямо (см. фиг. 2B) в измерительную машину 20.1 для контроля зубчатых колес. Это может происходить, согласно всем вариантам осуществления настоящего изобретения, либо вручную, либо автоматически (например, при помощи робота или системы подачи). Измерительная машина 20.1 для контроля зубчатых колес может быть использована для определения одного или нескольких размеров зубчатого зацепления обработанных изделий 4, чтобы проверить соответствие изделия 4 спецификации. Для этого измерительная машина 20.1 для контроля зубчатых колес может содержать, например, измерительный датчик.
Так называемый процесс сравнения используют во всех вариантах осуществления настоящего изобретения, при этом подробности указанного процесса будут приведены ниже со ссылками на примеры. Процесс сравнения может быть реализован во всех вариантах осуществления настоящего изобретения, например, в сравнивающем модуле 50.
Например, согласно всем вариантам осуществления сравнивающий модуль 50 может быть частью измерительного контроллера 22 измерительной машины 20.1. Сравнивающий модуль 50 может быть расположен снаружи машины, как изображено на фиг. 1.
Согласно всем вариантам осуществления сравнивающий модуль 50 может быть сконфигурирован, например, для осуществления следующих функций:
- участие в осуществлении обмена данными сравнения в соответствии с настоящим изобретением;
- выполнение процесса сравнения в соответствии с настоящим изобретением;
- участие в выполнении процесса сравнения в соответствии с настоящим изобретением; и/или
- управление выполнением процесса сравнения (в качестве устройства высшего уровня) в соответствии с настоящим изобретением.
На фиг. 1 представлен сравнивающий модуль 50 высшего уровня, который соединен при помощи (двустороннего) соединения 7 для обмена данными с измерительной машиной 20.1 для контроля зубчатых колес. Сравнивающий модуль 50 может быть соединен по меньшей мере с еще одной измерительной машиной 20.2 для контроля зубчатых колес одного типа при помощи соответствующих дополнительных (двусторонних) соединений 6 для обмена данными, что схематически показано на фиг. 1.
Под термином «соединение» следует понимать, что зуборезный станок 10 и измерительная машина 20.1 для контроля зубчатых колес механически соединены или полностью интегрированы друг с другом. Изделия 4 могут также быть переданы из зуборезного станка 10 в измерительную машину 20.1 для контроля зубчатых колес при помощи необязательного механического соединения, обозначенного двойной стрелкой на фиг. 1. Например, манипулятор робота или система подачи могут быть использованы во всех вариантах осуществления в качестве механического соединения.
Подробности иллюстративного способа согласно настоящему изобретению будут описаны со ссылками на фиг. 2A и 2B. На фиг. 2A представлено устройство 200 в сборе, включающее в себя две конструкции (именуемые также обрабатывающими группами), каждая из которых содержит станок 10 и измерительную машину 20 для контроля зубчатых колес. На фиг. 2B представлено устройство 200 в сборе, включающее в себя три станка 10 и две измерительные машины 20 для контроля зубчатых колес.
Обратимся к описанию фиг. 1. К элементам устройства 200 в сборе будут добавлены индексы 1, 2 или 3 для того, чтобы можно различать отдельные машины и станки, изображенные на фиг. 2A и 2B.
Каждая из обрабатывающих групп, изображенных на фиг. 2A, содержит хранилища 8.1 и 8.2 готовой продукции. Готовые изделия 4, которые прошли проверку и были одобрены машиной 20.1, хранятся в хранилище 8.1 готовой продукции. Готовые изделия 4, которые прошли проверку и были одобрены машиной 20.2, хранятся в хранилище 8.2 готовой продукции. Поскольку не каждое изделие 4 отвечает заданным критериям, непригодные (не соответствующие требованиям) изделия 4 отсортировывают. На фиг. 2A каждая из обрабатывающих групп содержит контейнеры (или подходящие хранилища) 9.1 и 9.2, которые используются для размещения бракованных изделий 4. Согласно схематическому примеру, изображенному на фиг. 2A, только два изделия расположены в хранилище 8.1 готовой продукции, тогда как в хранилище 8.2 готовой продукции находятся четыре изделия. При этом три изделия расположены в первом контейнере 9.1 для бракованных изделий и лишь одно изделие расположено во втором контейнере 9.2 для бракованных изделий. Очевидно, что верхняя обрабатывающая группа, входящая в состав устройства 200 в сборе, производит больше бракованных изделий по сравнению с нижней обрабатывающей группой. Это является исходной точкой для настоящего изобретения.
Настоящее изобретение предоставляет способ, который предназначен для управления машинами 20.1, 20.2 для контроля зубчатых колес и/или мониторинга работы указанных машин. Машины 20.1, 20.2 являются машинами одного типа, при этом они разработаны для измерения аналогичных деталей (изделий 4). Предлагаемый способ предусматривает следующие стадии:
А1. измерение первого количества аналогичных деталей 4 при помощи первой измерительной машины 20.1 из множества измерительных машин 20.1, 20.2;
А2. измерение второго количества аналогичных деталей 4 при помощи второй машины 20.2 из множества машин 20.1, 20.2;
A3. осуществление процесса сравнения (например, при помощи сравнивающего модуля 50). При этом в рамках указанного процесса сравнения и согласно настоящему изобретению
a. по меньшей мере одно значение для первого количества сопоставляют по меньшей мере с одним соответствующим значением для второго количества, и
b. определяют отклонения между измерением первой машины 20.1 и измерением второй машины 20.2.
Далее будет приведено подробное описание упомянутого выше процесса сравнения. На фиг. 2A схематически показано, что измерительная машина 20.1 и измерительная машина 20.2 передают значения W1, W2 через соединения 14.1 и 14.2 для обмена данными в сравнивающий модуль 50. В сравнивающем модуле 50 осуществляют сопоставление значений W1, W2, как описано на стадии A3.a. Это сопоставление используют для того, чтобы обеспечить возможность определения на стадии A3.b., имеются ли отклонения между протеканием процесса измерения в первой измерительной машине 20.1 и протеканием процесса измерения во второй измерительной машине 20.2.
В целом, все варианты осуществления относятся к автоматическому распознаванию отличий в измерении, определении, производительности или протекании процесса работы измерительных машин 20.1, 20.2. Эти отличия именуются в настоящем документе отличиями в результате.
Определение отличий в результате не имеет отношения к сравнению измеренных значений, которые определены первой измерительной машиной 20.1 при измерении первой аналогичной детали и второй измерительной машиной 20.2 при измерении второй аналогичной детали. Это скорее имеет отношение, например, к информации высшего уровня о бракованных изделиях (например, количество или процент брака) или статистической информации (например, максимальному гауссовому распределению по всем измеренным аналогичным деталям).
Согласно примеру, изображенному на фиг. 2A, значение W1 может указывать, например, на то, что три изделия 4 были отбракованы из пяти изделий 4. Это соответствует проценту брака 60%. Согласно примеру, изображенному на фиг. 2A, значение W2 будет указывать на то, что отбраковано одно изделие 4 из пяти изделий 4. Это соответствует проценту брака 20%. Сравнивающий модуль 50 реализован таким образом, чтобы, например, два значения W1, W2 были сопоставлены в рамках процесса сравнения. В данном случае два значения W1 и W2 явно отличаются друг от друга, т.е. измерительные машины 20.1, 20.2 показывают различные отличия в результате. В этом случае сравнивающий модуль 50 может выдать выходные данные, которые обозначают в настоящем документе как OUT. Эти выходные данные OUT могут быть переданы в систему высшего уровня (например, систему управления процессом или производством).
Исходя из этого, может быть сделан вывод в отношении устройства 200 в сборе, изображенного на фиг. 2A, о том, что верхняя обрабатывающая группа (устройство 100.1) характеризуется отчетливо более высоким процентом брака по сравнению с нижней обрабатывающей группой (устройство 100.2). При этом без дополнительной оценки невозможно сказать, вызвано ли это сбоями в работе измерительной машины 20.1 или станка 10.1.
Исходя из конфигурации, изображенной на фиг. 2B, далее будет описан еще один пример реализации согласно настоящему изобретению. В устройстве 200 в сборе, изображенном на фиг. 2B, отсутствует прямое закрепление между тремя станками 10.1, 10.2, 10.3 и двумя измерительными машинами 20.1, 20.2. Три станка 10.1, 10.2, 10.3 производят/обрабатывают изделия 4, после чего их перемещают в промежуточный складской блок 15. В этом случае перемещение в промежуточный складской блок 15 осуществляют по так называемым путям 16 транспортировки (например, при помощи роботов или систем подачи). Аналогичные детали 4 перемещают в две измерительные машины 20.1, 20.2, как показано при помощи путей 17 транспортировки (например, при помощи роботов или систем подачи).
Существуют две альтернативные возможности для конфигурации, представленной на фиг. 2B. Аналогичные детали 4 не могут более закрепляться за станками 10.1, 10.2, 10.3 или они могут быть закреплены за станками 10.1, 10.2, 10.3 в результате применения идентификаторов. Согласно первому подходу можно также предположить, что закрепление аналогичных деталей 4 за измерительными машинами 20.1, 20.2 является произвольным, поскольку закрепление аналогичных деталей 4 от промежуточного складского блока 15 к станкам 10.1, 10.2, 10.3 выполняют произвольно в зависимости от свободной мощности измерительных машин 20.1, 20.2. Если согласно другому походу закрепление осуществляют на основе идентификации аналогичных деталей 4, могут быть получены более конкретные выводы.
Далее будет приведено подробное описание упомянутого выше процесса сравнения. На фиг. 2A схематически показано, что измерительная машина 20.1 и измерительная машина 20.2 передают значения W1, W2 через соединения 14.1 и 14.2 для обмена данными в сравнивающий модуль 50. В сравнивающем модуле 50 осуществляют сопоставление значений W1, W2, как описано на стадии A3.а. Это сопоставление используют для того, чтобы обеспечить возможность определения на стадии A3.b., имеются ли отклонения между протеканием процесса измерения в первой измерительной машине 20.1 и протеканием процесса измерения во второй измерительной машине 20.2.
Согласно примеру, изображенному на фиг. 2B, значение W1 может указывать, например, на то, что из пяти изделий 4 были отбракованы три изделия 4. Это соответствует проценту брака 60%. Согласно примеру, изображенному на фиг. 2B, значение W2 будет указывать на то, что из пяти изделий 4 было отбраковано одно изделие 4. Это соответствует проценту брака 20%. Сравнивающий модуль 50 реализован таким образом, чтобы, например, два значения W1, W2 были сопоставлены в рамках процесса сравнения. В этом случае также два значения W1 и W2 явно отличаются друг от друга, т.е. измерительные машины 20.1, 20.2 показывают различные отличия в результате. В этом случае сравнивающий модуль 50 может выдать выходные данные, которые обозначают в настоящем документе как OUT. Эти выходные данные OUT могут быть переданы в другую систему высшего уровня (например, центральный компьютер) или любой другой процесс устройства 200 в сборе.
Исходя из этого, может быть сделан вывод в устройстве 200 в сборе, изображенном на фиг. 2B, о том, что верхняя измерительная машина 20.1 характеризуется отчетливо более высоким процентом брака по сравнению с нижней измерительной машиной 20.2.
Согласно всем вариантам осуществления настоящего изобретения основанный на системе правил процесс 60 принятия решения предпочтительно реализован в сравнивающем модуле 50 (аппаратном и/или программном). В случае схематического примера, представленного на фиг. 2A, 2B, процесс 60 принятия решения может быть реализован путем, представленным на фиг. 3 и 4 на основе простых блок-схем.
Процесс 60 принятия решения может быть запущен, например, при получении двух соответствующих значений W1, W2 при помощи линий 14.1, 14.2. Все параметры могут быть приравнены нулю на стадии инициализации S0. На этой стадии устанавливают OUT=0. На первой стадии S1 осуществляют сравнение, чтобы определить, отличаются ли значения W1 и W2. Если два значения являются идентичными (т.е. если W1=W2), процесс 60 принятия решения ответвляется влево, и выполняется стадия S2. Выходные данные OUT на стадии S2 могут быть установлены, например, OUT=0. Интерпретация выходных данных OUT=0 может означать для других систем/процессов устройства 200 то, что все в норме (процент брака обеих обрабатывающих групп является одинаковым). Если на стадии S1 определяют, что значение W1 отличается от W2, то на стадии S3 может быть использован подпроцесс или подмодуль M1.
Иллюстративные подробности, касающиеся подпроцесса или подмодуля M1, представлены на фиг. 4. Все параметры могут быть приравнены нулю на стадии инициализации 4. На этой стадии устанавливают SW=0. SW является пороговым значением. На стадии S5 используемое на текущий момент пороговое значение SW может быть взято из запоминающего устройства. Указанное пороговое значение SW используют для того, чтобы сделать процесс 60 принятия решения нечувствительным к нормальным колебаниям, вызванным системой. Согласно представленному примеру предварительно задано пороговое значение SW=10. На стадии S6 определяют, является ли величина разницы между W1 и W2 большей или равной пороговому значению SW. Если два значения W1, W2 отличаются лишь незначительно, процесс 60 принятия решения ответвляется влево, и осуществляется стадия S7. Выходные данные OUT на стадии S7 могут быть установлены (как на стадии S2) OUT=0. В других случаях процесс переходит на стадию S8, из чего следует, что в этом случае выходные данные OUT устанавливают равными 1. Выходные данные OUT=1 могут быть интерпретированы для других систем/процессов устройства в сборе 200, например, таким образом, что возникла ситуация, которая требует принятия (ответных) мер или запускает обратное действие. Если OUT=1, то существуют так называемые отличия в результате.
Процесс сравнения выполняют во всех вариантах осуществления таким образом, что не только определяют отличия в результатах, но и наличие отличий в результатах может быть закреплено за одной из машин 20.1 или 20.2. Согласно вышеупомянутому примеру в подпроцессе или подмодуле могут определить, например, является ли величина значения W1 больше величины значения W2.
В левой части фиг. 2A показано, что сравнивающий модуль 50 может быть присоединен при помощи средств передачи данных к еще одной системе или процессу устройства 200 в сборе для того, чтобы обеспечить запуск или осуществление (ответных) мер в качестве обратного действия, например, в случае выходных данных OUT=1. Согласно фиг. 2B выходные данные OUT=1 могут быть переданы в главную систему, чтобы, например, запустить или осуществить (ответные) меры в качестве обратного действия. Эти положения следует понимать исключительно в качестве примеров.
Применительно к примерам, описанным в настоящем документе, был выбран выходной сигнал OUT, который может иметь только два значения - 0 или 1. Выходные данные OUT, которые выдает сравнивающий модуль 50 и/или процесс сравнения, также могут быть значительно более сложными.
Существуют многочисленные возможности формирования процесса 60 принятия решения. Основанный на системе 60 правил процесс принятия решения предпочтительно используют во всех вариантах осуществления. Правила такого основанного на системе правил процесса 60 принятия решения могут быть заранее заданы, или может допускаться возможность их настройки. Согласно всем вариантам осуществления настоящего изобретения указанная настройка правил может быть ограничена установкой значений (пользователь может определить, например, пороговое значение SW), или может быть предусмотрено программное обеспечение, которое позволяет пользователю настраивать правила или формулировать свои собственные правила. Кроме того, согласно всем вариантам осуществления существует возможность создать библиотеку правил, что позволит пользователю выбрать и использовать предопределенные процессы 60 принятия решения.
Процесс 60 принятия решения, как изображено в качестве примера на фиг. 3 и 4, может быть сформирован значительно более сложным способом. Это в большей степени зависит от совокупности требований пользователя машины. Далее описаны несколько примеров, которые могут быть реализованы соответствующим образом во всех вариантах осуществления.
Если предполагается временно отстранить от производства измерительную машину 20 для контроля зубчатых колес (например, машину 20.1 на фиг. 2B, так как она отбраковывает слишком много изделий), когда она отбраковывает слишком много изделий, сравнивающий модуль 50 или процесс сравнения может осуществить сравнение с абсолютным фиксированным значением, которое заранее задано или будет заранее задано. Условие на стадии S6 может быть, например, следующим: если W1>5% или W2>5%, то запуск отстранения от производства соответствующей измерительной машины 20.1 или 20.2. Альтернативно может быть осуществлено относительное сравнение, как описано со ссылкой на фиг. 3 и 4. Такое относительное сравнение нескольких измерительных машин 20.1, 20.2 одного типа обеспечивает преимущество, заключающееся в том, что оно является менее жестким. Например, в результате воздействия условий окружающей среды (например, в результате высокой влажности) все измерительные машины 20.1, 20.2 для контроля зубчатых колес могут демонстрировать незначительно более высокий процент брака, нежели обычно. В этом случае производство и измерения (стадии A1 и A2) могут быть продолжены, так как опыт показывает, что такое протекание процесса измерения является нормальным.
Если пользователь желает провести статистические оценки (например, для построения графиков распределения вероятностей, отображения функций или гистограмм измерений), согласно всем вариантам осуществления каждая измерительная машина 20.1 и 20.2 для контроля зубчатых колес может индивидуально выполнить вычислительные оценки и/или вычислительные оценки могут быть выполнены модулем высшего уровня или системой/процессом высшего уровня. Результат этих вычислительных оценок может быть направлен в сравнивающий модуль 50 (аналогично иллюстрации, представленной на фиг. 2A). В этом случае рассматриваются так называемые метаданные, которые сопоставляют и сравнивают. Например, значение W1 может представлять собой пару параметров максимальной величины для гауссова распределения для измерительной машины 20.1, а значение W2 может представлять собой пару параметров максимальной величины для гауссова распределения для измерительной машины 20.2. В этом случае эти две пары параметров будут сопоставлены друг с другом. Теперь условие на стадии 6 может быть, например, следующим: если W1=28 микрорадиан ± 1 микрорадиан и если W2=28 микрорадиан ± 1 микрорадиан, то устанавливают OUT=0. В этом случае определяют в рамках основанного на системе правил процесс 60 принятия решения, лежит ли максимум гауссовых кривых измерительных машин 20.1, 20.2 в диапазоне от 27 микрорадиан до 29 микрорадиан. Таким образом, в этом случае рассматривают абсолютную оценку. Кроме того, относительное сравнение, например, двух максимумов гауссовых кривых измерительных машин 20.1, 20.2 может быть дополнительно осуществлено.
Варианты осуществления, представленные на фиг. 2A, относятся к конструкции 200 в сборе, в которой металлообрабатывающий станок совместно с измерительной машиной формирует обрабатывающую группу. В этом случае металлообрабатывающий станок 10.1 функционирует во взаимодействии с измерительной машиной 20.1 для контроля зубчатых колес, а металлообрабатывающий станок 10.2 функционирует во взаимодействии с измерительной машиной 20.2 для контроля зубчатых колес. Если процесс 60 сравнения выдает результаты, свидетельствующие о том, что обрабатывающая группа 10.1, 20.1 (устройство 100.1) выдает больший процент брака по сравнению с обрабатывающей группой 10.2, 20.2 (устройством 100.2), могут быть сделаны выводы, например, о наличии проблемы в первой обрабатывающей группе 10.1, 20.1 (устройстве 100.1). Для того чтобы сделать заключение о том, что является источником проблемы - металлообрабатывающий станок 10.1 или измерительная машина 20.1 для контроля зубчатых колес, может быть запущена более точная оценка данных. В рамках более точной оценки могут быть выполнены одна или несколько из следующих стадий:
- анализ характера изменения температуры металлообрабатывающего станка 10.1;
- анализ характера изменения вибраций металлообрабатывающего станка 10.1;
- анализ характера изменений шума металлообрабатывающего станка 10.1;
- анализ изменения цвета изделий и/или металлической стружки, поступающих из металлообрабатывающего станка 10.1;
- повтор измерений изделий, которые были отбракованы одной из измерительных машин для контроля зубчатых колес (например, 20.1), этой же измерительной машиной для контроля зубчатых колес (например, 20.1), и/или
- передача изделий, которые были отбракованы одной из измерительных машин для контроля зубчатых колес (например, 20.1), другой измерительной машине для контроля зубчатых колес (например, 20.2), чтобы обеспечить осуществление сравнительных измерений этих изделий.
Измерительные машины 20 для контроля зубчатых колес согласно одному варианту осуществления настоящего изобретения могут относиться к испытательным машинам для проверки кинематической точности при однопрофильном обкате или при двухпрофильном обкате, при этом несколько таких машин могут быть установлены рядом друг с другом в конце производственной линии (система 200 в сборе). Отклонения в измерениях могут возникнуть в этих машинах для проверки кинематической точности при однопрофильном обкате или при двухпрофильном обкате, например, в результате погрешностей при установке и наладке. Погрешности при установке могут возникнуть, например, в результате износа зажимных устройств, предназначенных для фиксации изделия. Кроме того, первая измерительная машина 20.1 может отличаться от второй измерительной машины 20.2 одного типа, так как они собраны из элементов, которые могут слегка отличаться друг от друга. Хотя они минимальны, эти ошибки могут отчетливо влиять на прием или браковку изделий, если рассматривать большое количество измеряемых аналогичных деталей.
Например, может случиться, что некоторое количество аналогичных деталей будет отбраковано, хотя они фактически соответствуют техническим параметрам. Это приведет к тому, что эти детали будут либо полностью отбракованы, либо повторно обработаны, хотя фактически в этом нет необходимости. Кроме того, также может случиться, что аналогичные детали, которые фактически должны быть отбракованы, успешно пройдут заключительные испытания. Затем эти детали, которые фактически не соответствуют техническим параметрам, будут использованы, например, в коробке передач. Если с коробкой передач возникнут проблемы, это повлечет за собой большие расходы, так как транспортное средство, например, будет нуждаться в ремонте.
Легенда


Реферат
Предложенная группа изобретений относится к средствам для управления измерительными машинами для контроля зубчатых колес. Предложен способ управления множеством измерительных машин для контроля зубчатых колес (20.1, 20.2), предусматривающий следующие стадии: измерение первого количества аналогичных деталей (4) в первой измерительной машине (20.1) из множества измерительных машин (20.1, 20.2); измерение второго количества аналогичных деталей во второй измерительной машине (20.2) из множества измерительных машин (20.1, 20.2); осуществление процесса сравнения, при этом в рамках указанного процесса сравнения по меньшей мере одно значение (W1) для первого количества сопоставляют по меньшей мере с одним соответствующим значением (W2) для второго количества для того, чтобы на основании этого определить отклонения между измерениями первой измерительной машины (20.1) и измерениями второй измерительной машины (20.2), при этом значение (W1) для первого количества и соответствующее значение (W2) для второго количества относятся к статистическим значениям или метаданным, которые характеризуют протекание процесса измерения в первой измерительной машине (20.1) и второй измерительной машине (20.2). Указанный способ реализован при помощи соответствующего устройства. Данная группа изобретений позволяет повысить эффективность мониторинга зубчатых колес при помощи соответствующих измерительных машин. 2 н. и 6 з.п. ф-лы, 5 ил.
Формула

Комментарии