Способ получения уксусной кислоты и каталитическая система для получения уксусной кислоты - RU2132840C1
Код документа: RU2132840C1
Чертежи





Описание
Изобретение относится к способу получения уксусной кислоты путем карбонилирования метанола или его реакционноспособного производного в присутствии иридиевого катализатора и в качестве промотора по крайней мере одного рутения или осмия.
Способы карбонилирования в присутствии иридиевого катализатора известны и описываются, например, в патенте США N 3772380. Патент Великобритании GB 1276326 описывает приготовление монокарбоновых кислот и их сложных эфиров путем карбонилирования спиртов, галогенидов, простых эфиров, сложных эфиров или 1, 2-эпоксидно-алифатических соединений в присутствии родиевых или иридиевых катализаторов, галогенидных промоторов и воды или спирта, простого эфира или сложного эфира.
Также хорошо известны способы карбонилирования в присутствии рутениевого или осмиевого катализаторов. Так, патенты Великобритании GB 1234641 и GB 1234642 описывают способ получения органической кислоты или сложного эфира путем карбонилирования спирта, галогенида, сложного эфира, простого эфира или фенола в присутствии в качестве катализатора благородного металла, выбранного из иридия, платины, палладия, осмия и рутения и их соединений, и промотора, которым является галоген или галогенсодержащее соединение. Согласно Jenner et al в J. Mol. Catalysis 40 (1987), 71-82, содержащие рутений соединения являются эффективными катализаторами карбонилирования для превращения первичных спиртов в кислоты и сложные эфиры при высоких давлениях CO. В описанных экспериментах использовались стандартные условия с давлением CO в 450 бар и говорилось, что низкие давления CO приводят к высоким выходам углеводородов и к низкому выходу сложного эфира. Патентная заявка Великобритании GB 2029409 описывает способ приготовления алифатических карбоновых кислот и сложных эфиров путем реакции моноксида углерода со спиртами при повышенном давлении в 34 атмосферы или больше в присутствии рутениевого катализатора и галогенсодержащего промотора.
Патент США US 5268505 описывает приготовление адипиновой кислоты путем гидрокарбоксилирования пентеновой кислоты в присутствии родиевого катализатора и сокатализатора по крайней мере из одного иридия, рутения или осмия.
Европейская патентная публикация EP 0031606-A описывает способ совместного получения карбоновых кислот и сложных эфиров путем реакции сложных эфиров и/или простых эфиров с моноксидом углерода и водородом в присутствии каталитической системы, которая содержит соединение рутения, иодид и/или бромид металла группы II или иодид и/или бромид переходного металла и соединение дальнейшего металла группы VIII. Металлом группы VIII называют особенно родий и палладий. В примерах иллюстрируются только эти металлы группы VIII.
Согласно европейским патентным публикациям EP 0075335-A и EP 0075337-A иодид и/или бромид переходного металла или металла группы II в каталитической системе из EP 0031606-A можно заменять метилиодидом, или метилбромидом, или ацетилиодидом, или ацетилбромидом, или же любой их смесью при условии, что реакция проводится в присутствии амина или фосфина соответственно в количестве, не превышающем определенный уровень. Об использовании иридия не сообщается.
Было обнаружено, что рутений и/или осмий оказывают благоприятное воздействие на скорость карбонилирования метанола или его реакционноспособного производного в присутствии иридиевого катализатора.
Таким образом, согласно настоящему изобретению предлагается способ получения уксусной кислоты путем карбонилирования метанола и/или его реакционноспособного производного, причем этот способ включает в себя взаимодействие метанола и/или его реакционноспособного производного с моноксидом углерода в жидкой реакционной системе в реакторе карбонилирования, отличающийся тем, что жидкая реакционная система содержит: (а) уксусную кислоту, (б) иридиевый катализатор, (в) метилиодид, (г) по крайней мере конечную концентрацию воды, (д) метилацетат и (е) в качестве промотора по крайней мере один рутений или осмий.
Кроме того, согласно настоящему изобретению обеспечивается
каталитическая система для получения уксусной кислоты путем карбонилирования либо метанола, либо его реакционноспособного производного в присутствии по крайней мере конечной концентрации воды, причем
эта каталитическая система содержит:
(а) иридиевый катализатор, (б) метилиодид и (в) по крайней мере один рутений или осмий.
Пригодные реакционноспособные производные метанола включают в себя метилацетат, диметиловый эфир и метилиодид. Смесь метанола и его реакционноспособных производных может использоваться в качестве реагентов в способе по настоящему изобретению. Предпочтительно, чтобы в качестве реагентов использовались метанол и/или метилацетат. По крайней мере некоторое количество метанола и/или его реакционноспособного производного будет превращаться в метилацетат (и, следовательно, присутствовать в качестве него) в жидкой реакционной системе путем реакции с продуктом - уксусной кислотой - или растворителем. Концентрация в жидкой реакционной системе метилацетата находится в диапазоне от 1 до 70 вес.%, предпочтительно от 2 до 50 вес.%, наиболее предпочтительно от 3 до 35 вес.%.
Вода может образовываться in situ в жидкой реакционной системе, например, путем реакции эстерификации между метаноловым реагентом и продуктом - уксусной кислотой. Вода может подаваться в реактор карбонилирования вместе с другими компонентами жидкой реакционной системы или отдельно от них. Вода может отделяться от других компонентов реакционной системы, извлекаемых из реактора, и может возвращаться для повторного использования в регулируемых количествах для поддержания требуемой концентрации воды в жидкой реакционной системе. Предпочтительно, чтобы концентрация воды в жидкой реакционной системе находилась в диапазоне от 0,1 до 15 вес.%, желательно от 1 до 15 вес.%, а предпочтительней всего от 1 до 10 вес.%.
Иридиевый катализатор в жидкой реакционной системе может содержать любое содержащее иридий соединение, которое растворимо в жидкой реакционной среде. Иридиевый катализатор может добавляться в жидкую реакционную систему для реакции карбонилирования в любой подходящей форме, которая растворяется в жидкой реакционной среде или способна превращаться в растворимую форму. Примеры подходящих содержащих иридий соединений, которые могут добавляться в жидкую реакционную систему, включают в себя IrCl3, IrI3, IrBr3, [Ir(CO)2I]2, [Ir(CO)2Cl]2, [Ir(CO)2Br]2, [Ir(CO)2I2]-, [Ir(CO)2Br2]-, [Ir(CO)4I2]-, [Ir(CH3)I3(CO)2]-, Ir4(CO)12 IrCl3•4H2O, IrBr3•4H2O, Ir3(CO)12, металлический иридий, Ir2O3, IrO2, Ir(acac)(CO)2, Ir(acac)3, ацетат иридия [Ir3O(OAc)6(H2O)3] [OAc] и гексахлориридиевую кислоту [H2IrCl6] предпочтительно, бесхлоридные комплексы иридия, такие как ацетаты, оксалаты и ацетоацетаты.
Предпочтительно, чтобы концентрация иридиевого катализатора в жидкой реакционной системе находилась в диапазоне от 100 до 6000 весовых частей/млн иридия.
Рутениевый и/или осмиевый промотор может содержать любое соединение, содержащее рутений и/или осмий, которое растворимо в жидкой реакционной системе. Промотор может добавляться к жидкой реакционной системе для реакции карбонилирования в любой подходящей форме, которая растворяется в жидкой реакционной среде или превращается в растворимую форму.
Примеры подходящих соединений, содержащих рутений, которые можно использовать, содержат хлорид рутения (III), тригидрат хлорида рутения (III), хлорид рутения (IV), бромид рутения (III), металлический рутений, оксиды рутения, формиат рутения (III), [Ru(CO)3I3]-H+, тетра(ацето)хлорорутений (II, III), ацетат рутения (III), пропионат рутения (III), бутират рутения (III), пентакарбонил рутения, трирутенийдодекакарбонил и смешанные галоидкарбонилы рутения, такие как димер дихлортрикарбонилрутения (II), димер дибромтрикарбонилрутения (II) и другие органорутениевые комплексы, такие как тетрахлорби(4-цимен)дирутений (II), тетрахлорби(бензол)дирутений (II), полимер дихлор(циклоокта-1,5-диен)рутения (II) и трис(ацетилацетонат)рутений (III).
Примеры подходящих соединений, содержащих осмий, которые можно использовать, содержат гидрат хлорида осмия (III) и безводный хлорид осмия (III), металлический осмий, тетраоксид осмия, триосмийдодекакарбонил, пентахлоро-μ-нитрододиосмий и смешанные галоидкарбонилы, такие как димер трикарбонилдихлоросмия (II), и другие органометаллические комплексы осмия.
Молярное отношение каждого промотора к иридиевому катализатору находится в диапазоне от 0,1:1 до 15:1, предпочтительно от 0,5:1 до 10:1.
Предпочтительно, чтобы концентрация метилиодида в жидкой реакционной системе находилась в диапазоне от 1 до 20 вес.%, предпочтительно от 2 до 15 вес.%.
Реагент моноксида углерода может быть абсолютно чистым или же содержать инертные примеси, такие как диоксид углерода, метан, азот, благородные газы, воду и углеводороды парафинового ряда от C1 до C4. Присутствие водорода в моноксиде углерода и генерируемого in situ реакцией конверсии водяного газа оставалось низким, например, меньше, чем с парциальным давлением 1 бар, так как его присутствие может приводить к образованию продуктов наводороживания. Парциальное давление моноксида углерода в реакции находится в диапазоне от 1 до 70 бар, предпочтительно от 1 до 35 бар, наиболее предпочтительно от 1 до 15 бар.
Каталитическая система по настоящему изобретению оказалась особенно полезной при относительно низких парциальных давлениях моноксида углерода, где скорость реакции может зависеть от парциального давления моноксида углерода. При этих условиях было обнаружено, что каталитическая система по настоящему изобретению обладает преимуществом, заключающимся в обеспечении увеличенной скорости реакции при каталитических системах без промоторов по настоящему изобретению. Это преимущество предусматривает увеличенную скорость реакции при условиях, когда парциальное давление моноксида углерода относительно низко, например, из-за низкого полного давления в реакторе карбонилирования или из-за высокого давления насыщенного пара компонентов жидкой реакционной системы, например, при высокой концентрации метилацетата в жидкой реакционной системе или благодаря высокой концентрации инертных газов (например, азота и диоксида углерода) в реакторе карбонилирования. Каталитическая система может также иметь преимущества, заключающиеся в увеличении скорости карбонилирования, когда скорость реакции уменьшается из-за присутствия моноксида углерода в растворе в жидкой реакционной системе в результате ограничений массопереноса, например, из-за плохого перемешивания.
Предполагается, что при некоторых условиях существует возможность, когда небольшие количества иридиевого катализатора могут быть летучими. Можно предположить, что присутствие по крайней мере рутения может уменьшать летучесть этого иридиевого катализатора. Кроме того, использование рутениевого или осмиевого промотора путем увеличения скорости карбонилирования может дать возможность работы с пониженной концентрацией иридия, которая может быть выгодна из-за пониженного образования побочных продуктов.
Подходящее давление для реакции карбонилирования находится в диапазоне от 10 до 200 бар, предпочтительно от 10 до 100 бар, наиболее предпочтительно от 15 до 50 бар. Подходящая температура реакции карбонилирования находится в диапазоне от 100 до 300oC, предпочтительно в диапазоне от 150 до 220oC.
В качестве растворителя для реакции может использоваться уксусная кислота.
Подверженные коррозии металлы, особенно никель, железо и хром, должны как можно меньше попадать в жидкую реакционную систему, так как они могут оказывать нежелательное воздействие на реакцию.
Способ согласно настоящему изобретению может осуществляться в виде периодического (отдельными порциями) или непрерывного процесса, предпочтительно в виде непрерывного процесса.
Продукт - уксусная кислота - может удаляться из реактора путем извлечения жидкой реакционной системы и отделением продукта - уксусной кислоты - с помощью одного или большего числа каскадов быстрого испарения и/или фракционной перегонки от других компонентов жидкой реакционной системы, таких как иридиевый катализатор, рутениевый и/или осмиевый промотор, метилиодид, вода и другие неизрасходованные реагенты, которые могут повторно использоваться в реакторе для поддержания их концентраций в жидкой реакционной системе. Продукт - карбоновая кислота и/или сложный эфир - также может удаляться из реактора в виде пара.
Далее изобретение проиллюстрировано только путем ссылки на приведенные ниже примеры.
В примерах скорости реакций приводятся в виде числа молей произведенного продукта и/или потребленного реагента на литр холодной дегазированной реакторной среды за час (моль/л/час).
Для серии экспериментов с помощью периодических процессов по карбонилированию использовался 150-миллилитровый автоклав Hastelloy B2 (товарный знак), оборудованный мешалкой Magnedrive (товарный знак) и оборудованием для ввода жидкости. Подача газа в автоклав осуществлялась из газового балластного сосуда, причем подаваемый газ предусматривал поддержание в автоклаве постоянного давления и скорости поглощения газа, рассчитываемой (с точностью +/-1%) по скорости, с которой падает давление в газовом балластном сосуде.
В конце каждого эксперимента образцы жидкости и газа из автоклава подвергались анализу с помощью газовой хроматографии.
Для каждого отдельного эксперимента по периодической схеме для карбонилирования в автоклав загружались рутениевый или осмиевый промотор и жидкие компоненты жидкой реакционной системы, исключая часть загрузки уксусной кислотой и водой, в которой был растворен иридиевый катализатор.
Автоклав один раз продувался азотом и один раз моноксидом углерода и затем нагревался с перемешиванием (1000 оборотов в минуту) до 195oC. Затем после стабилизации системы в течение около 30 минут в автоклав под давлением моноксида углерода вводился иридиевый катализатор в растворе уксусной кислоты и воды. Впоследствии манометрическое давление в автоклаве поддерживалось равным 30 бар посредством моноксида углерода, подаваемого из газового балластного сосуда через оборудование для ввода жидкости.
Поглощение газа из балластного сосуда измерялось каждые 30 секунд и по нему рассчитывалась скорость карбонилирования, выраженная в молях моноксида углерода на литр жидкой реакционной среды за час (моль/л/час). После прекращения поглощения моноксида углерода из балластного сосуда автоклав изолировался от источника газа, охлаждался до комнатной температуры и газы удалялись из автоклава, брались их пробы и проводился анализ. Жидкая реакционная среда выгружалась из автоклава и подвергалась анализу на присутствие жидких продуктов и побочных продуктов.
Для получения надежной основы может оказаться необходимым выполнение некоторого числа одинаковых базовых прогонов до такого состояния автоклава, чтобы получались согласованные скорости. Этот период кондиционирования часто является различным для различных автоклавов и может зависеть от предшествующего характера протекания процесса в автоклаве. Индукционный период также иногда наблюдается, особенно при низком давлении при отсутствии любых промоторов. Этого индукционного периода нет, когда присутствуют промоторы по настоящему изобретению.
Эксперимент A.
Базовый эксперимент выполнялся с автоклавом, загруженным метилацетатом (419 ммолей), водой (383 ммоля), метилиодидом (27 ммолей) и уксусной кислотой (806 ммолей).
Раствор иридиевого катализатора содержал IrCl3•3H2O (0,54 ммоля), растворенный в уксусной кислоте (83 ммоля) и воде (50 ммолей).
Реакция выполнялась при постоянном манометрическом давлении в 30 бар и при температуре 195oC. Скорость реакции, измеряемая через 5 минут после введения раствора иридиевого катализатора, основанная на скорости поглощения моноксида углерода, составляла 9,8 молей/л/час. Наблюдалась высокая степень превращения в уксусную кислоту только с 20 ммолями метилацетата, оставшегося в жидкой реакционной среде в конце эксперимента. Неконденсирующиеся газы в автоклаве при комнатной температуре в конце эксперимента подвергались анализу и обнаружилось, что они содержат по объему 3,6% диоксида углерода и 1,6% метана, причем баланс охватывал водород (не измерялся) и моноксид углерода.
Этот пример не соответствует настоящему изобретению, потому что в жидкой реакционной системе не присутствовало рутениевого или осмиевого промотора.
Эксперимент Б.
Повторялся эксперимент А. Скорость реакции, измеренная так же, как и в эксперименте А, составляла 10,1 молей/л/час. Количество метилацетата, оставшегося в жидкой реакционной среде в конце эксперимента, составляло 25 ммолей.
Удаленный газ в конце эксперимента анализировался, как в эксперименте А, и оказалось, что он содержит 1,5% диоксида углерода и 1,1% метана.
Пример 1.
Эксперимент А повторялся с димером дихлоротрикарбонил рутения (II) (0,54 ммоля), загруженным в автоклав вначале, до добавления раствора иридиевого катализатора. Полное количество загружаемой уксусной кислоты (884 ммоля) регулировалось так, чтобы концентрации в процентах по весу иридиевого катализатора, метилацетата, метилиодида и воды были такими же, как в экспериментах А и Б.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 11,7 молей/л/час, что примерно на 19% и 16% выше, чем скорости, измеренные в экспериментах А и Б соответственно.
Жидкая реакционная среда в конце эксперимента подвергалась анализу и оказалось, что она содержит 17,7 ммолей метилацетата. Оказалось, что газ, удаленный в конце эксперимента, содержит по объему 0,7% метана и 0,6% диоксида углерода.
Этот пример соответствует настоящему изобретению и показывает преимущество присутствия рутения в жидкой реакционной системе в отношении скорости карбонилирования.
Пример 2.
Повторялся пример 1, за исключением того, что в автоклав было загружено 1,6 ммоля димера дихлоротрикарбонил рутения (II) и 880 ммолей уксусной кислоты.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 15,7 молей/л/час, что примерно на 60% и 55,5% выше скоростей, измеренных в базовых экспериментах А и Б соответственно.
Жидкая реакционная среда в конце эксперимента содержала 13,8 ммолей метилацетата.
Газ, удаленный в конце эксперимента, содержал по объему 1,3% метана и 1,9% диоксида углерода.
Этот пример соответствует настоящему изобретению и показывает преимущество дальнейшего увеличения концентрации рутения в жидкой реакционной системе в отношении скорости карбонилирования.
Пример 3.
Повторялся пример 1, за исключением того, что в автоклав было загружено 2,7 ммоля димера дихлоротрикарбонил рутения (II) и 876 ммолей уксусной кислоты.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 16,5 молей/л/час, что примерно на 68% и 63% выше скоростей, измеренных в базовых экспериментах А и Б соответственно.
Жидкая реакционная среда в конце эксперимента содержала 6,4 ммолей метилацетата.
Газ, удаленный в конце эксперимента, содержал по объему 1,1% метана и 1,1% диоксида углерода.
Этот пример соответствует настоящему изобретению и показывает преимущество дальнейшего увеличения концентрации рутения в жидкой реакционной системе в отношении скорости карбонилирования.
Пример 4.
Повторялся пример 1, за исключением того, что в автоклав было загружено 3,8 ммоля димера дихлоротрикарбонил рутения (II) и 871 ммоль уксусной кислоты.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 15,9 молей/л/час, что примерно на 62% и 57,5% выше, чем скорости, измеренные в базовых экспериментах А и Б соответственно.
Жидкая реакционная среда в конце эксперимента содержала 8,7 ммолей метилацетата.
Газ, удаленный в конце эксперимента, содержал по объему 1,5% метана и 2,2% диоксида углерода.
Этот пример соответствует настоящему изобретению и показывает, что по крайней мере при условиях реакции, приведенных в экспериментах А и Б, увеличение скорости реакции при увеличении концентрации рутения достигает максимума.
Пример 5.
Повторялся пример 1, за исключением того, что в автоклав было загружено 5,4 ммоля димера дихлоротрикарбонил рутения (II) и 802 ммоля уксусной кислоты.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 15,1 молей/л/час, что примерно на 54% и 49,5% выше, чем скорости, измеренные в базовых экспериментах А и Б соответственно.
Жидкая реакционная среда в конце эксперимента содержала 5,2 ммолей метилацетата.
Газ, удаленный в конце эксперимента, содержал по объему 1,9% метана и 2,8% диоксида углерода.
Этот пример соответствует настоящему изобретению и показывает, что по крайней мере при условиях реакции, приведенных в экспериментах А и Б, выше определенной концентрации рутения степень повышения скорости начинает падать.
Эксперимент В.
В автоклав загружался метилацетат (420 ммолей), вода (434 ммоля), метилиодид (27 ммолей), уксусная кислота (802 ммоля) и димер дихлоротрикарбонил рутения (II) (4,1 ммоля). Раствор иридиевого катализатора в автоклав не добавлялся.
Автоклав нагревался при 195oC при постоянном манометрическом давлении 30 бар в течение примерно 1 часа, но никакого поглощения газообразного моноксида углерода из балластного сосуда не наблюдалось.
Количество метилацетата в жидкой реакционной среде в конце эксперимента измерялось и составило примерно 338 ммолей (что могло быть в определенной мере результатом ошибки калибровки на этом высоком уровне).
Неконденсирующиеся газы в автоклаве при комнатной температуре в конце эксперимента подвергались анализу, как и ранее, и содержали по объему 0,4% метана и 0,4% диоксида углерода.
Этот пример не соответствует настоящему изобретению, потому что в жидкой реакционной системе не присутствует иридиевый катализатор. Этот пример показывает, что один рутений не действует в качестве катализатора для карбонилирования метилацетата.
Эксперимент Г.
Повторялись эксперименты А и Б с более высокой концентрацией метилиодида. В автоклав загружался метилацетат (420 ммолей), вода (384 ммоля), метилиодид (56 ммолей) и уксусная кислота (737 ммолей). Количество уксусной кислоты регулировалось так, чтобы концентрации в процентах по весу иридиевого катализатора, метилацетата и воды были теми же, что и в экспериментах А и Б.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 12,2 молей/л/час.
Жидкая реакционная среда в конце эксперимента подвергалась анализу и содержала 8,5 ммолей метилацетата.
Газ, удаленный в конце эксперимента, содержал по объему 1,4% метана и 2,4% диоксида углерода.
Этот эксперимент не является примером, соответствующим настоящему изобретению, потому что в жидкой реакционной системе не присутствует промотор.
Пример 6.
Повторялся эксперимент Г с димером дихлоротрикарбонил рутения (II) (5,4 ммолей), загруженным в реактор вначале до добавления катализатора. Полное количество загруженной уксусной кислоты (796 ммолей) регулировалось так, что концентрации в процентах по весу иридиевого катализатора, метилацетата и воды были теми же, что и в эксперименте Г.
Скорость реакции, основанная на поглощении моноксида углерода, измеренная через 5 минут после введения раствора катализатора, составляла 23,9 моля/л/час, что примерно на 96% выше скорости, измеренной в сравнительном эксперименте Г.
Жидкая реакционная среда в конце эксперимента подвергалась анализу и оказалось, что она содержала 7,3 ммолей метилацетата.
Газ, удаленный в конце эксперимента, содержал по объему 1,4% метана и 2,4% диоксида углерода.
Этот эксперимент является примером, соответствующим настоящему изобретению, и показывает, что при более высокой концентрации метилиодида рутений более эффективен в качестве промотора для карбонилирования метилацетата с иридиевым катализатором.
Эксперимент Д.
Автоклав загружался метилацетатом (420 ммолей), водой (430 ммолей), метилиодидом (57 ммолей), уксусной кислотой (871 ммолей) и димером дихлоротрикарбонил рутения (II) (5,4 ммоля). Иридиевый катализатор в автоклав не добавлялся.
Автоклав нагревался при 195oC при постоянном манометрическом давлении 30 бар в течение примерно 1 часа, но никакого поглощения газообразного моноксида углерода из балластного сосуда не наблюдалось.
Количество метилацетата в жидкой реакционной среде в конце эксперимента измерялось как и ранее и составляло примерно 357 ммолей.
Неконденсирующиеся газы в автоклаве при комнатной температуре в конце эксперимента подвергались анализу и оказалось, что они не содержали метана или диоксида углерода.
Этот пример не соответствует настоящему изобретению, потому что в жидкой реакционной системе не присутствует иридиевый катализатор. Этот пример показывает, что в условиях этого эксперимента один рутений не действует в качестве катализатора для карбонилирования метилацетата.
Пример 7.
Автоклав загружался метилацетатом (419 ммолей), водой (434 ммоля), метилиодидом (27 ммолей), уксусной кислотой (864 ммоля) и трихлоридом осмия OsCl3 (0,54 ммоля).
Автоклав нагревался как и ранее при 195oC при постоянном манометрическом давлении 30 бар.
Скорость реакции, измеренная как и ранее, составляла 13,9 молей/л/час. Количество метилацетата в жидкой среде в конце эксперимента измерялось и составило 12,8 ммолей. Как и ранее, измерялись концентрации метана и диоксида углерода, которые составляли 0,9% и 0,8% по объему соответственно.
Этот пример соответствует настоящему изобретению.
Дальнейшие эксперименты с использованием оборудования для ввода твердых веществ.
Эти эксперименты выполнялись с использованием 150-миллилитрового автоклава Hastelloy B2 (товарный знак), оборудованного мешалкой Dispersimax (товарный знак), оборудованием для введения твердых катализаторов и охлаждающими змеевиками. Обеспечивалась подача газа в автоклав из газового балластного сосуда для поддержания в автоклаве постоянного давления. Скорость поглощения газа в определенный момент протекания реакции использовалась для вычисления скорости при определенной реакторной среде (реакторной среде, основанной на холодном дегазированном объеме).
Для каждого периодического эксперимента по карбонилированию в оборудование для подачи помещалась маленькая стеклянная пробирка, загруженная катализатором и при определенных условиях промотором, и это оборудование устанавливалось на нижней стороне крышки автоклава. Автоклав герметично закрывался, причем давление проверялось азотом, и продувался струей моноксида углерода (2 • 3 бара). Затем в автоклав через окошко для добавления жидкости загружались жидкие компоненты реакционной системы. Затем в автоклаве повышалось давление моноксидом углерода (обычно 6 бар) и он нагревался с перемешиванием (1500 оборотов в минуту) до температуры реакции. Затем полное давление повышалось до уровня, примерно на 4 бара ниже требуемого рабочего давления, путем подачи моноксида углерода из балластного сосуда. После достижения стабильной температуры (15 минут) вводились катализатор и, что необязательно, каталитический промотор с помощью избыточного давления моноксида углерода. Давление в реакторе поддерживалось постоянным (+/-0,5 бара) путем подачи газа из балластного сосуда на протяжении всего хода эксперимента. Температура реакции поддерживалась в пределах +/-1oC от требуемой температуры реакции посредством нагревательной оболочки, соединенной с контроллером Eurotherm (товарный знак). Кроме того, излишнее тепло реакции удалялось посредством охлаждающих змеевиков.
В конце каждого эксперимента образцы жидкости и газа из автоклава анализировались с помощью газовой хроматографии и методом Карла Фишера определялись концентрации воды в образцах жидкости.
Эксперименты Е-З показывают то, как влияют на реакцию карбонилирования с иридиевым катализатором пониженное полное давление моноксида углерода и пониженная скорость мешалки.
Эксперимент Е.
Порционный автоклав загружался метилиодидом (7,5 г, 0,053 моля), уксусной кислотой (80 г, 1,
33 моля), метилацетатом (48,1 г, 0,65 моля) и водой (14 г, 0,780 моля). Автоклав продувался струей моноксида углерода и затем посредством моноксида углерода в нем повышалось давление до окружающего
давления в 6 бар. Содержимое автоклава перемешивалось (1500 оборотов в минуту) и нагревалось до 195oC. После стабилизации температуры вводился катализатор (IrCl3-гидрат; 0,289 г,
0,78 ммоля) с использованием избыточного давления моноксида углерода для достижения давления реакции 20 бар. Реакция проводилась при постоянном давлении (20 бар) в течение одного часа. Эксперимент
повторялся и средние значения реакционных сред в конце двух экспериментов были следующими:
85,1% уксусной кислоты,
3,9% метилиодида,
4,4% метилацетата,
5,7%
воды.
Образовывались незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода, водород и метан).
Концентрации метилацетата в жидких реакционных системах во время двух реакций уменьшались и рассчитывались по поглощениям моноксида углерода по мере хода реакций. В этих вычислениях не принималось в расчет разделение жидких реакционных компонентов с паровым пространством автоклава, среды рассчитываются как холодные дегазированные жидкости.
Когда при расчете концентраций метилацетата они составляли 26 вес.%, среднее значение скорости реакции по двум экспериментам при расчете составляло 3,4 моля/л/час. При концентрации метилацетата 16 вес.% средняя скорость реакции составляла 2,9 моля/л/час.
Этот пример не соответствует настоящему изобретению, т.к. не использовался промотор.
Эксперимент Ж.
Повторялся эксперимент Е, за исключением того, что после введения катализатора полное давление в автоклаве поддерживалось равным 28 бар. Реакция проводилась при постоянном давлении (28 бар) в течение одного часа, давая на выходе раствор, содержащий следующее распределение продуктов по весу: 88,5% уксусной кислоты, 3,2% метилиодида, 0,8% метилацетата, 5,3% воды.
Образовывались незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода, водород и метан). Когда при расчете концентрации метилацетата по поглощению газа она составляла 26 вес.%, при расчете скорости реакции она составляла 10,0 молей/л/час. При концентрации метилацетата 16 вес.% скорость реакции составляла 6,0 молей/л/час.
Этот пример не соответствует настоящему изобретению, т.к. не использовался промотор.
Эксперимент З.
Этот эксперимент иллюстрирует влияние скорости мешалки на скорость карбонилирования при полном давлении 28 бар.
Повторялся эксперимент Ж, за исключением того, что скорость мешалки уменьшалась до 750 оборотов в минуту. Когда концентрация метилацетата, вычисляемая по поглощению газа, составляла 26 вес.%, скорость реакции по расчету составляла 6,5 молей/л/час. При 16 вес.% метилацетата скорость реакции составляла 3,8 моля/л/час.
Пример 8.
Этот пример показывает промотирующее действие введения одного молярного эквивалента рутениевого промотора на карбонилирование с иридиевым катализатором при низком полном давлении.
Повторялся эксперимент Е, за исключением того, что некоторое количество загрузки уксусной кислотой (0,20 г) заменялось таким же весом [{Ru(CO)3Cl2}2] (0,39 ммоля), так что полный вес загрузки автоклава оставался постоянным. Рутений вводился вместе с IrCl3-гидрат. Реакция проводилась при постоянном давлении (20 бар) в течение одного часа, давая на выходе раствор, содержащий следующее распределение продуктов по весу: 89,1% уксусной кислоты, 2,8% метилиодида, 3,5% метилацетата, 4,8% воды.
Образовывались незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода, водород и метан).
Когда концентрация метилацетата при расчете по поглощению газа составляла 26 вес.%, скорость реакции при расчете составляла 8,1 молей/л/час. При 16 вес. % метилацетата скорость реакции составляла 5,3 молей/л/час. Указанные скорости являются средними по двум одинаковым экспериментам.
Пример 9.
Этот пример показывает промотирующее действие введения двух молярных эквивалентов рутениевого промотора на карбонилирование с иридиевым катализатором при низком полном давлении.
Повторялся эксперимент Е, за исключением того, что некоторое количество загрузки уксусной кислоты (0,40 г) заменялось равным по весу количеством [{ Ru(CO)3Cl2}2] (0,78 ммоля), так что полный вес загрузки автоклава оставался постоянным. Рутений вводился вместе с IrCl3-гидрат. Реакция проводилась при постоянном давлении (20 бар) в течение одного часа.
Когда при расчете концентрации метилацетата она составляла 26 вес.%, то скорость реакции при расчете составляла 8,7 молей/л/час. При 16 вес.% метилацетата скорость реакции составляла 7,2 молей/л/час.
Пример 10.
Этот пример показывает промотирующее действие введения половины молярного эквивалента рутениевого промотора на карбонилирование с иридиевым катализатором при низком полном давлении.
Повторялся эксперимент Е, за исключением того, что некоторое количество загрузки уксусной кислоты (0,10 г) заменялось равным по весу количеством [{ Ru(CO)3Cl2}2] (0,20 ммоля), так что полный вес загрузки автоклава оставался постоянным. Рутений вводился вместе с IrCl3-гидрат. Реакция проводилась при постоянном давлении (20 бар) в течение одного часа.
Когда при расчете концентрации метилацетата она составляла 26 вес.%, скорость реакции при расчете составляла 5,6 молей/л/час. При 16 вес.% метилацетата скорость реакции составляла 4,5 молей/л/час.
Пример 11.
Этот пример демонстрирует промотирующее действие введения одного молярного эквивалента рутениевого промотора на карбонилирование с иридиевым катализатором при пониженной скорости мешалки (750 об/мин).
Повторялся эксперимент 3, за исключением того, что некоторое количество загрузки уксусной кислоты (0,20 г) заменялось равным по весу количеством [{ Ru(CO)3Cl2}2] (0,39 ммоля), так что полный вес загрузки автоклава оставался постоянным. Рутений вводился вместе с IrCl3-гидрат. Реакция проводилась при постоянном давлении (28 бар), с мешалкой, установленной на 750 об/мин, в течение одного часа, давая на выходе раствор, содержащий следующее распределение продуктов по весу: 91,5% уксусной кислоты, 2,8% метилиодида, 1,9% метилацетата 4,1% воды.
Образовывались незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода, водород и метан). Когда концентрация метилацетата при расчете составляла 26 вес.%, скорость реакции при расчете составляла 10,5 молей/л/час. При 16 вес.% метилацетата скорость реакции составляла 7,3 молей/л/час.
Загрузки реактора приводятся в табл.1 (табл. 1-7 см. в конце описания).
Выходы газообразных и жидких продуктов для сравнительных экспериментов Е-З и примеров 8-11 приводятся в табл. 2а и 2б. Эти выходы продуктов не сопоставимы непосредственно с указанными для сравнительных примеров А-Ж и примеров 1-7, потому что автоклавы были другими, в частности, работали с отличающимися количествами реагентов и имели другие свободные промежутки над реакционной средой и другие скорости мешалки.
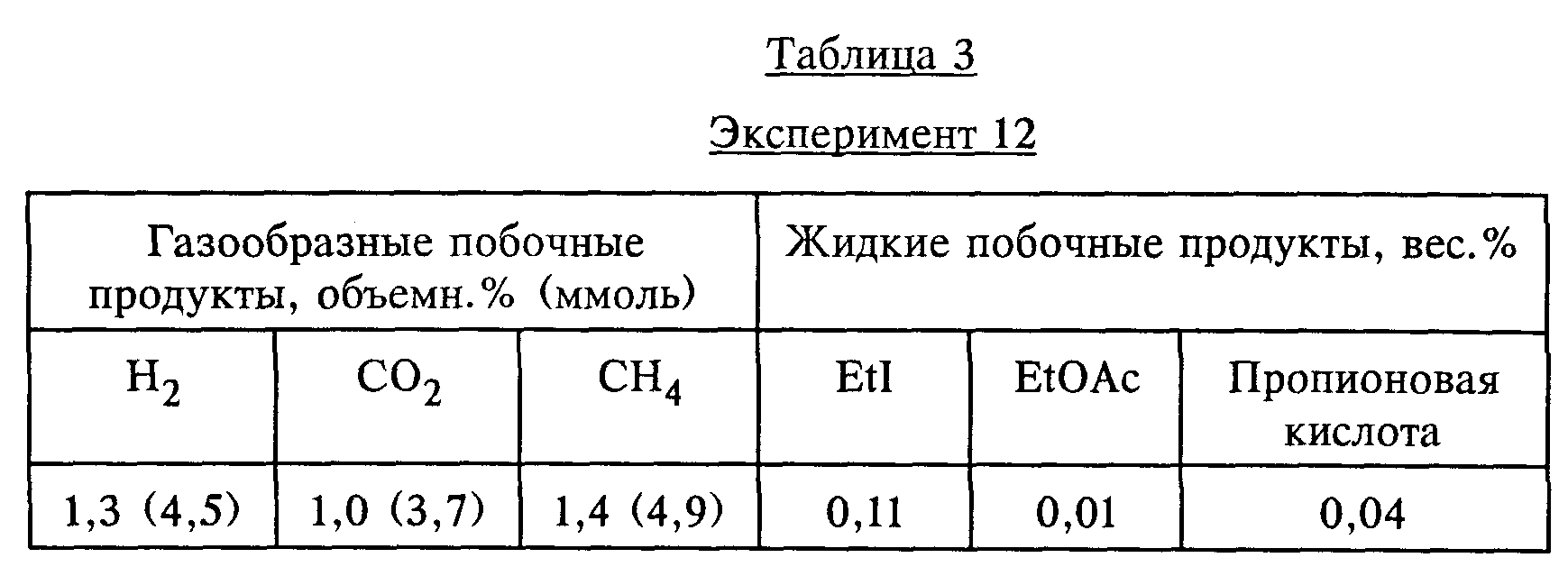
Пример 12.
Этот эксперимент иллюстрирует действие добавления одного молярного эквивалента рутениевого промотора на скорость карбонилирования при полном давлении 28 бар. Эксперимент также иллюстрирует, что относительное промотирующее действие добавления одного молярного эквивалента рутения больше при более низком давлении, таком как 20 бар, чем при более высоких давлениях, таких как 28 бар.
Повторялся эксперимент Ж, за исключением того, что некоторое количество загрузки уксусной кислотой (0,20 г) заменялось равным по весу количеством [{ Ru(CO)3Cl2}2] (0,39 ммоля), так что полная загрузка автоклава оставалась постоянной. Рутений вводился вместе с IrCl3-гидрат. Реакция проводилась при постоянном давлении (28 бар) в течение одного часа, давая на выходе раствор, содержащий следующее распределение продуктов по весу: 88,8% уксусной кислоты, 3,0% метилиодида, 1,9% метилацетата 5,3% воды.
Образовывались незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода, водород и метан). Когда концентрация метилацетата при расчете составляла 26 вес.%, скорость реакции при расчете составляла 11,3 молей/л/час. При 16 вес.% метилацетата скорость реакции составляла 7,9 молей/л/час. Уровни побочных продуктов показаны в табл. 3.
Таким образом, сравнение примера 8 с экспериментом Е показывает, что при манометрическом давлении 20 бар скорость реакции при концентрации метилацетата 26 вес.% в 2,4 раза больше, чем с рутениевым промотором, тогда как при манометрическом давлении 28 бар сравнение примера 12 с экспериментом Ж показывает улучшение при использовании рутения в отношении скорости реакции при концентрации метилацетата 26 вес.% только в 1,1 раза.
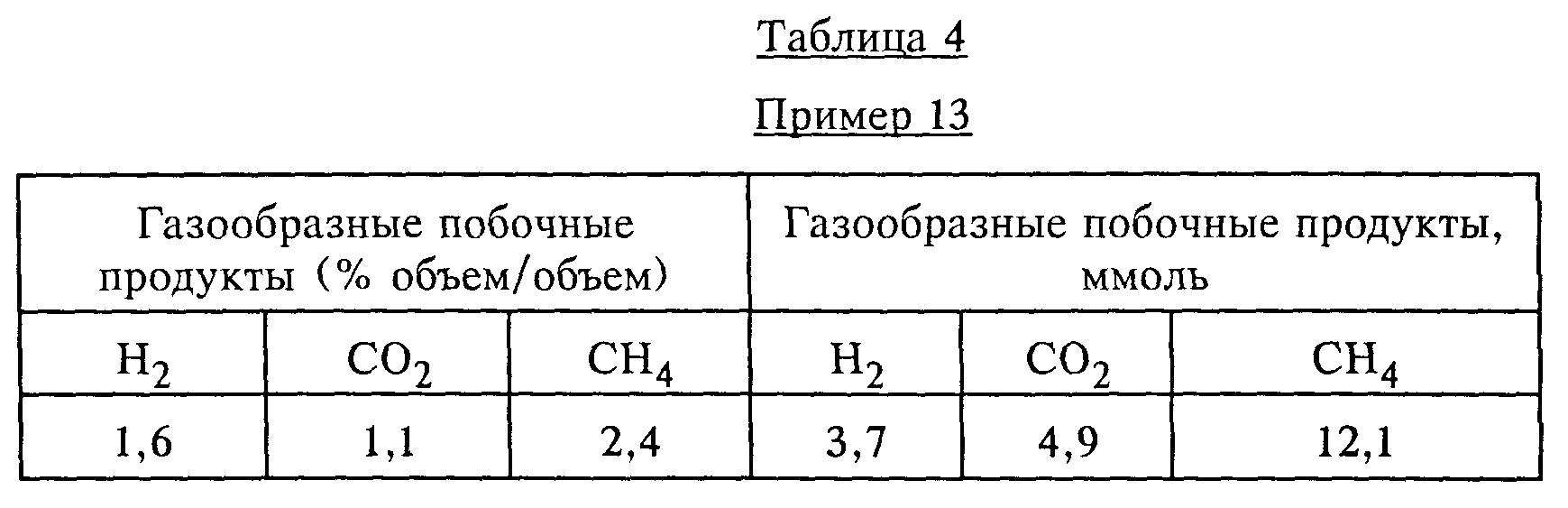
Пример 13.
Этот эксперимент иллюстрирует промотирующее действие введения приблизительно двух молярных эквивалентов осмиевого промотора на карбонилирование с иридиевым катализатором при низком полном давлении.
Повторялся эксперимент Е, за исключением того, что некоторое количество загрузки уксусной кислотой (0,46 г) заменялось равным по весу количеством гидрата трихлорида осмия (0,46 г), так что полная загрузка автоклава оставалась постоянной. Осмий вводился вместе с IrCl3-гидрат. Реакция проводилась при постоянном давлении (20 бар) в течение одного часа, давая на выходе раствор, содержащий следующее распределение продуктов по весу: 89,4% уксусной кислоты, 3,4% метилиодида, 2,2% метилацетата, 5,4% воды.
Образовывались незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода, водород и метан).
Когда концентрация метилацетата при расчете составляла 26 вес.%, скорость реакции при расчете составляла 8,4 молей/л/час. При 16 вес.% метилацетата скорость реакции составляла 6,6 молей/л/час.
Уровни побочных продуктов показаны в табл. 4 и 5.
Дальнейшие эксперименты с использованием оборудования для введения жидкости.
Эти дальнейшие эксперименты проводились с использованием 150-миллилитрового автоклава Hastelloy В2 (товарный знак), оборудованного мешалкой Dispersimax (товарный знак), устройствами подачи жидкого катализатора и охлаждающими змеевиками. Обеспечивалась подача газа в автоклав из газового балластного сосуда для поддержания в автоклаве постоянного давления. Скорость поглощения газа в определенный момент протекания реакции использовалась для вычисления скорости при определенной реакторной среде (реакторной среде, основанной на холодном дегазированном объеме).
Для каждого периодического эксперимента по карбонилированию в устройства для подачи жидкости загружался катализатор, растворенный в части жидкой загрузки реактора уксусной кислотой и водой. Автоклав герметично закрывался, причем давление проверялось азотом, и вентилировался через систему отбора проб. Затем автоклав заполнялся моноксидом углерода (2 • 3 бара). Затем в автоклав через окошко для добавления жидкости загружались жидкие компоненты реакционной системы и при определенных условиях каталитический промотор, за исключением части жидкой реакционной системы, в которой был растворен катализатор. Затем в автоклаве повышалось давление моноксидом углерода (обычно 6 бар) и он нагревался с перемешиванием (1500 оборотов в минуту) до температуры реакции. Затем полное давление повышалось до уровня, примерно на 3 бара ниже требуемого рабочего давления, путем подачи моноксида углерода из балластного сосуда. После достижения стабильной температуры (около 15 минут) вводился раствор катализатора с помощью избыточного давления моноксида углерода. Давление в реакторе поддерживалось постоянным (+/-0,5 бара) за счет подачи газа из балластного сосуда на протяжении всего хода эксперимента. На протяжении всего хода эксперимента с помощью устройств регистрации данных измерялось поглощение газа из балластного сосуда. Температура реакции поддерживалась в пределах +/-1oC от требуемой температуры реакции посредством нагревательной оболочки, соединенной с контроллером Eurotherm (товарный знак). Кроме того, излишнее тепло реакции отводилось с помощью охлаждающих змеевиков.
В конце каждого эксперимента образцы жидкости и газа из автоклава анализировались с помощью газовой хроматографии.
Эксперимент И.
Отдельный автоклав на одну порцию загружался метилиодидом (7,5 г, 0,053 моля), уксусной кислотой (69 г, 1,15 моля), метилацетатом (48,0 г, 0,65 моля) и водой (8,4 г, 0,47 моля). Автоклав продувался струей моноксида углерода и затем посредством моноксида углерода в нем повышалось давление до окружающего давления в 12 бар. Содержимое автоклава перемешивалось (1500 оборотов в минуту) и нагревалось до 190oC. После стабилизации температуры полное давление увеличивалось до 24 бар путем подачи моноксида углерода из балластного сосуда. Затем вводился катализатор (H2IrCl6; 0,97 г, 2,34 ммоля), разведенный в 8,6 г воды и 7,5 г уксусной кислоты с использованием избыточного давления моноксида углерода для достижения давления реакции 27,4 бар. Реакция проводилась при постоянном давлении (27,4 бар) в течение одного часа.
Концентрация метилацетата в жидкой реакционной системе рассчитывалась по поглощению моноксида углерода по мере хода реакции. Когда при расчете концентрации метилацетата она составляла 26 вес.%, скорость реакции при расчете составляла 16,5 молей/л/час. При концентрации метилацетата 16 вес.% скорость реакции составляла 11,8 молей/л/час.
Этот пример не соответствует настоящему изобретению, т.к. не использовался промотор.
Пример 14.
Повторялся эксперимент И, за исключением того, что автоклав загружался [{Ru(CO)3Cl2}2] (0,60 г, 1,17 ммолей), метилиодидом (7,5 г, 0,053 моля), уксусной кислотой (70,9 г, 1,18 молей), метилацетатом (48,0 г, 0,65 моля) и водой (8,4 г, 0,466 моля). Катализатор (H2 IrCl6; 0,97 г, 2,34 ммоля) разводился в 8,6 г воды и 7,0 г уксусной кислоты.
Когда при расчете концентраций метилацетата они составляли 26 вес.%, скорость реакции при расчете составляла 20,9 молей/л/час. При концентрации метилацетата 16 вес.% скорость реакции составляла 15,1 молей/л/час.
Эксперимент К.
Отдельный автоклав на одну порцию загружался метилиодидом (8,6 г, 0,060 моля), уксусной кислотой (67,9 г, 1,13 моля), метилацетатом (48,0 г, 0,65 моля) и водой (8,4 г, 0,47 моля). Автоклав продувался струей моноксида углерода и затем посредством моноксида углерода в нем повышалось давление до окружающего давления в 8 бар. Содержимое автоклава перемешивалось (1500 оборотов в минуту) и нагревалось до 190oC. После стабилизации температуры полное давление увеличивалось до 17 бар путем подачи моноксида углерода из балластного сосуда. Затем вводился катализатор (H2IrCl6; 1,51 г, 3,72 ммоля), разведенный в 8,6 г воды и 7,5 г уксусной кислоты с использованием избыточного давления моноксида углерода для достижения давления реакции 19,6 бар. Реакция проводилась при постоянном давлении (19,6 бар) в течение 36 минут. Концентрация метилацетата в жидкой реакционной среде рассчитывалась по поглощению моноксида углерода по мере хода реакций. Когда при расчете концентраций метилацетата они составляли 26 вес.%, скорость реакции при расчете составляла 15,2 молей/л/час. При концентрации метилацетата 16 вес.% и 6 вес. % скорость реакции составляла 11,0 и 5,6 молей/л/час, соответственно.
Пример 15.
Повторялся эксперимент К, за исключением того, что автоклав загружался [{Ru(СО)3Cl2}2] (0,95 г, 1,19 ммолей), метилиодидом (8, 5 г, 0,06 моля), уксусной кислотой (66,6 г, 1,10 молей), метилацетатом (48,0 г, 0,65 моля) и водой (8,4 г, 0,46 моля). Автоклав продувался струей моноксида углерода и затем посредством моноксида углерода в нем повышалось давление до окружающего давления в 6 бар. Содержимое автоклава перемешивалось (1500 оборотов в минуту) и нагревалось до 190oC. Примерно через 15 минут давление увеличивалось до 17 бар путем подачи моноксида углерода. Затем вводился катализатор (H2IrCl6; 1,51 г, 3,72 ммоля), разведенный в 8,6 г воды и 7,5 г уксусной кислоты с использованием избыточного давления моноксида углерода для достижения давления реакции 19,8 бар. Реакция проводилась при постоянном давлении (19,8 бар) в течение одного часа.
Когда при расчете концентрации метилацетата она составляла 26 вес.%, скорость реакции при расчете составляла 26,5 молей/л/час. При концентрациях метилацетата 16 вес.% и 6 вес.% скорость реакции составляла 20,9 и 12,8 молей/л/час соответственно. Этот эксперимент показывает промотирующее действие промотора даже при низкой (6%) концентрации метилацетата.
Эксперимент Л.
Повторялся эксперимент К с использованием метилиодида (8,6 г, 0,060 моля), уксусной кислоты (67,6 г, 1,13 молей), метилацетата (48,0 г, 0,65 моля) и воды (8,4 г, 0,47 моля). После очищения и повышения давления до 10 бар с помощью моноксида углерода содержимое реактора перемешивалось (1500 оборотов в минуту) и нагревалось до 190oC до повышения давления до 24 бар моноксидом углерода. Вводился катализатор H2IrCl6 (1,51 г, 3,72 моля), разведенный в 8,6 г воды и 7,5 г уксусной кислоты, создавая давление 27,2 бар. Реакция продолжалась в течение 30 минут. Когда при расчете концентрации метилацетата она составляла 26 вес.%, скорость реакции при расчете составляла 24,3 молей/л/час; при концентрации метилацетата 16 вес.% скорость реакции составляла 17,0 молей/л/час. Этот пример не соответствует настоящему изобретению.
Эксперимент с инфракрасной камерой высокого давления.
В следующей серии экспериментов с инфракрасной камерой высокого давления использовалась инфракрасная камера высокого давления, оборудованная устройствами для подачи жидкости. Из газового балластного сосуда обеспечивалась подача газа к инфракрасной камере для поддержания в инфракрасной камере высокого постоянного давления и скорости поглощения газа, рассчитываемой по скорости, с которой падает давление в газовом балластном сосуде.
На всем протяжении хода каждого эксперимента жидкая реакционная среда анализировалась с помощью инфракрасной спектроскопии.
В конце каждого эксперимента жидкие образцы из инфракрасной камеры высокого давления подвергались анализу с помощью газовой хроматографии.
Для каждого эксперимента с инфракрасной камерой высокого давления инфракрасная камера высокого давления загружалась рутениевым промотором и жидкими компонентами жидкой реакционной системы, исключая часть жидких компонентов, в которой разводился иридиевый катализатор.
Инфракрасная камера высокого давления продувалась 3 раза струей моноксида углерода, давление в ней повышалось посредством моноксида углерода до давления 15 бар и она нагревалась до 190oC с перемешиванием. Системе давалась возможность стабилизироваться в течение 15 минут. Раствор иридиевого катализатора загружался в устройства для подачи жидкости и затем вводился в инфракрасную камеру высокого давления под давлением CO. Давление в инфракрасной камере высокого давления впоследствии поддерживалось равным 27,5 бар с помощью моноксида углерода, подаваемого из газового балластного сосуда через регулятор противодавления.
После прекращения поглощения моноксида углерода из газового балластного сосуда содержимое инфракрасной камеры высокого давления охлаждалось до комнатной температуры и для газов, удаляемых из инфракрасной камеры высокого давления, проводился отбор проб и их анализ. Реакционная среда выгружалась из инфракрасной камеры высокого давления и подвергалась анализу на содержание жидких продуктов и побочных продуктов.
Эксперимент М.
Жидкие компоненты начальной жидкой реакционной системы состояли из метилацетата (5,0 г), метилиодида (1,0 г), воды (2,05 г) и уксусной кислоты (16,95 г).
Раствор иридиевого катализатора состоял из IrCl3•4H2O (0,188 г), разведенного в 2-миллилитровой части жидких компонентов жидкой реакционной системы.
Конечная жидкая реакционная среда содержала: 0,23 г метилацетата, 0,92 г метилиодида, 1,09 г воды, 20,99 г уксусной кислоты.
Были обнаружены незначительные уровни жидких побочных продуктов (этилиодид, этилацетат и пропионовая кислота) и газообразных побочных продуктов (диоксид углерода).
Когда при расчете концентрации метилацетата по поглощению газообразного моноксида углерода она составляла 20 вес.%, скорость реакции при расчете составляла 11,55 молей/л/час. При концентрациях метилацетата 15 и 10 вес.% скорость реакции при расчете составляла 10,41 и 8,38 молей/л/час соответственно.
Этот пример не соответствует настоящему изобретению, т.к. не использовался промотор.
Пример 16.
Этот пример иллюстрирует промотирующее действие введения 2 молярных эквивалентов рутениевого промотора на реакцию карбонилирования с иридиевым катализатором.
Повторялся эксперимент М, за исключением того, что [Ru(CO)3Cl2]2 (0,266 г, молярное отношение Ir:Ru составляло 2:1) загружался в инфракрасную камеру высокого давления. Конечная реакционная среда содержала: 0,33г метилацетата, 0,98 г метилиодида, 0,99 г воды, 20,82 г уксусной кислоты.
Скорости реакции при концентрациях метилацетата 20, 15 и 10 вес.% при расчете составляли 13,93, 12,88 и 10,42 молей/л/час соответственно (увеличение скорости на 20,6, 23,0 и 24,3% соответственно по сравнению с соответствующими скоростями при отсутствии рутениевого промотора).
Эксперимент Н.
Повторялся эксперимент М, за исключением того, что начальные жидкие компоненты жидкой реакционной системы состояли из метилацетата (15,0 г), метилиодида (1,5 г), воды (4,42 г) и уксусной кислоты (9,01 г), давая более высокую концентрацию метилацетата. Раствор иридиевого катализатора состоял из IrCl3•4H2O (0,057 г), разведенного в 2-миллилитровой части жидких компонентов жидкой реакционной системы.
Скорости реакции при концентрациях метилацетата 30, 25, 20, 15 и 10 вес. % при расчете составляли 3,11, 2,74, 2,22, 1,75 и 1,28 молей/л/час соответственно.
Пример 17.
Повторялся эксперимент Н, за исключением того, что [{Ru(CO)3Cl2}2] (0,42 г, молярное отношение Ir: Ru составляло 5,5:1) загружался в инфракрасную камеру высокого давления.
Скорости реакции при концентрациях метилацетата 30, 25 и 20 вес.% вычислялись и все составляли 10,5 молей/л/час.
Скорости реакции при концентрациях метилацетата 15 и 10 вес.% вычислялись и составляли 9,5 и 6,43 молей/л/час соответственно.
Этот пример показывает промотирующее действие промотора при высокой концентрации метилацетата.
Дальнейшие эксперименты (непрерывная работа).
Моноксид углерода подавался в 300-миллилитровый автоклав Hastelloy (товарный знак), оборудованный мешалкой Dispersimax (товарный знак), при регулировании давления (то есть, по требованию) от линии подачи моноксида углерода. Жидкая исходная реакционная смесь, содержащая метанол, метилиодид, катализатор, воду, метилацетат, уксусную кислоту и при определенных условиях рутениевый промотор, нагнеталась насосом в автоклав с постоянной скоростью, обычно 250 миллилитров в час, из питающего резервуара. Состав жидкой исходной реакционной смеси выбирался так, чтобы иметь требуемую реакционную систему при установившемся режиме (то есть, при определенных скорости карбонилирования и расходе).
Содержимое автоклава нагревалось электрическими обмотками, причем температура реакции регулировалась до тех пор, пока не достигалась требуемая скорость карбонилирования. Поток жидкой реакционной среды удалялся из реактора при контроле за уровнем. Поток охлаждался перед понижением давления и разделением на жидкую фазу и газообразную фазу, где газовая фаза содержала непрореагировавший моноксид углерода и газообразные побочные продукты. Жидкая фаза собиралась в складской резервуар, а газообразная фаза удалялась после анализа в оперативном режиме посредством газовой хроматографии и охлаждения для удаления части, способной конденсироваться. Периодически в оперативном режиме отбирались пробы жидкой фазы, которые отдельно подвергались анализу с помощью газовой хроматографии.
Для предотвращения сосредоточения инертных газов (от исходной реакционной смеси и газообразных побочных продуктов) в области над жидкостью реактора обеспечивалась отводная вентиляция высокого давления. Газовый поток, удаляемый через отводную вентиляцию высокого давления, охлаждался для удаления части, способной конденсироваться, и удалялся после анализа посредством газовой хроматографии.
Реакция проводилась при требуемых температуре и давлении в течение периода времени от 6 до 7 часов.
Эксперимент О.
Реакция проводилась при постоянном давлении 27,6 бар (парциальные давления моноксида углерода и водорода при расчете составляли 12,5 и 0,17 бар соответственно) и при температуре 194oC. Установившаяся реакционная система при скорости карбонилирования 8,3 молей/л/час была следующей: 14% метилацетата, 7% воды, 2,6% метилиодида, 1000 частей на миллион IrCl3• 3H2O.
Этот пример не соответствует настоящему изобретению, т.к. не использовался промотор.
Пример 18.
Этот пример демонстрирует промотирующее действие введения 0,5 молярного эквивалента рутениевого промотора на реакцию карбонилирования с иридиевым катализатором.
Повторялся эксперимент О, за исключением того, что рутениевый промотор ([Ru(CO)3Cl2]2) добавлялся к жидкой исходной реакционной смеси так, чтобы в реакционной системе молярное отношение иридий:рутений было 1:0, 5.
Температура реакции регулировалась до тех пор, пока скорость карбонилирования не становилась приблизительно такой же, как в эксперименте О. Установившаяся реакционная система была следующей: 14,5% метилацетата, 7,2% воды, 2,2% метилиодида, 1000 частей на миллион иридия.
Оказалось, что при молярном отношении иридий:рутений 1:0,5 для получения скорости карбонилирования 8,0 молей/л/час требовалась температура 191oC по сравнению с температурой 194oС для получения скорости карбонилирования 8,3 молей/л/час при отсутствии рутениевого промотора (эксперимент О).
Уменьшение температуры реакции приводило к увеличению расчетных парциальных давлений моноксида углерода и водорода в реакторе (13,4 и 0,19 бар соответственно).
Пример 19.
Повторялся процесс из примера 18, за исключением того, что молярное отношение Ir: Ru в реакционной системе составляло 1:1. Установившаяся реакционная система была следующей: 15,2% метилацетата, 7,3% воды, 2,1% метилиодида? 1000 частей на миллион иридия.
Оказалось, что при молярном отношении иридий:рутений 1:1 для получения скорости карбонилирования 8,1 молей/л/час требовалась температура 188,5oC по сравнению с температурой 191oC для получения скорости карбонилирования 8,0 молей/л/час из примера 18 (молярное отношение иридий:рутений 1:0,5).
Дальнейшее уменьшение температуры реакции приводило к увеличению расчетного парциального давления моноксида углерода и водорода в реакторе (13,9 и 0,22 бар соответственно).
Пример 20.
Повторялся эксперимент О, за исключением того, что к жидкой исходной реакционной смеси добавлялся рутениевый промотор до получения молярного отношения иридий:рутений 1:1. Парциальные давления моноксида углерода и водорода в реакторе при расчете составляли 12,6 и 0,2 бар соответственно. Скорость 10,4 молей/л/час достигалась при установившейся реакционной системе из: 14,3% метилацетата, 7,3% воды, 2,1% метилиодида, 1000 частей на миллион Ir.
Этот эксперимент оказывает, что при этих условиях присутствие рутениевого промотора при молярном отношении иридий:рутений 1:1 приводило к увеличению скорости карбонилирования от 8,3 до 10,3 молей/л/час (увеличение на 25%).
Скорость образования метана и скорость реакции конверсии водяного газа (КВГ) для эксперимента О и примеров 18-20 приводятся в табл. 6 вместе с расчетной концентрацией пропионовой кислоты в жидкой фазе жидкой реакционной среды (в предположении, что все предшественники пропионовой кислоты, обнаруживаемые в продукте, превращаются в пропионовую кислоту).
Дальнейшие эксперименты (непрерывная работа).
Метанол непрерывно карбонилировался в присутствии иридиевого катализатора карбонилирования, метилиодида, при определенных условиях промотора реакции - иодида карбонила рутения, воды и метилацетата в 6-литровом циркониевом перемешиваемом реакторе с рабочей массой 3,5 кг (измеренной при окружающей температуре без пузырьков) при давлении между 25 и 30 бар (в зависимости от требуемого парциального давления моноксида углерода) и температурой между 189 и 191oC. Температура в реакторе поддерживалась горячей масляной рубашкой. Моноксид углерода подавался в реактор при требуемом давлении с помощью барботирования под мешалкой. Жидкая реакционная среда непрерывно извлекалась из реактора и пропускалась в резервуар быстрого испарения, работающий под давлением 1,48 бар и при температуре около 128oC. Паровая фракция, содержащая продукт - уксусную кислоту, побочный продукт - пропионовую кислоту, метилиодид, метилацетат и воду, пропускался из верха резервуара быстрого испарения через орошаемую секцию и через демистер и подавался в виде пара в дистилляционную колонну. Жидкая фракция из резервуара быстрого испарения, содержащая нелетучий катализатор, нелетучий промотор, уксусную кислоту, воду и остаток метилиодида и метилацетата, снова направлялась в реактор для повторного использования. Для поддержания требуемого парциального давления моноксида углерода в реакторе из верхнего пространства реактора производился при определенных условиях отвод газа.
Устройство работало с системой удаления коррозионных металлов. Поток продукта реактора непрерывно удалялся из реактора перед клапаном быстрого испарения. Поток охлаждался до окружающей температуры и его давление понижалось через регулирующий клапан до 1,48 бар. Поток подавался дальше по ходу течения к слою удаления коррозионных металлов со скоростью 400-5-00 миллилитров в час. Слой содержал приблизительно 300 миллилитров сильнокислотной ионообменной смолы (Amberlyst 15). Слой работал при давлении 1,48 бар и при окружающей температуре. Поток на выходе из слоя объединялся с жидкой фракцией из резервуара быстрого испарения для возврата в реактор. Слоем управляли для поддержания общего уровня коррозионных металлов в реакторе < 100 частей на миллион.
В дистилляционной колонне уксусная кислота удалялась с основания. Метилиодид, метилацетат и вода вместе с некоторым количеством уксусной кислоты пропускались из верхней части и конденсировались в две фазы. Тяжелая фаза, богатая металлическим иодидом, направлялась обратно в реактор для повторного использования. Более легкая, водная фаза расщеплялась: некоторое количество использовалось в качестве орошения для колонны, а остаток направлялся в реактор для повторного использования. Метанол подавался в колонну для реагирования с имеющимся иодидом водорода; получившиеся метилиодид и вода удалялись из верхней части.
Неконденсирующаяся часть из верха колонны сначала охлаждалась для минимизации потерь летучих веществ в процессе. Затем поток отходящего газа пропускался к газоочистителю, где он взаимодействовал со встречным потоком охлажденного метанола. Метанол, отводимый с основания газоочистителя, добавлялся к чистому метанолу и использовался в качестве исходного вещества для реактора.
Результаты (средние составы по крайней мере за 24 часа) экспериментов, проводимых на описанной выше установке, приводятся в табл. 7, которая показывает преимущества использования рутения в качестве промотора реакции в отношении скорости реакции и избирательности реакции.
Реферат
Получение уксусной кислоты карбонилированием метанола или его реакционноспособного производного ведут путем взаимодействия метанола или производного с моноксидом углерода в жидкой реакционной системе, содержащей уксусную кислоту, иридиевый катализатор, метилиодид, воду в количестве 0,1-15 мас.% и метилацетат. Кроме того, используют в качестве промотора по крайней мере одно рутенийсодержащее или осмийсодержащее соединение. Мольное соотношение промотор: иридий от 0,1:1 до 15:1. Каталитическая система включает иридиевый катализатор, метилиодид и в качестве промотора одно рутенийсодержащее или осмийсодержащее соединение. В результате повышается выход конечного продукта. 2 с. и 8 з.п. ф-лы, 8 табл.
Формула
10.09.93 - по пп.1 - 4 и 6 - 10
05.05.94 - по пп.3, 4, 5 и 9.
Комментарии