Способ отверждения композитного изделия с использованием перепада вакуума - RU2687438C1
Код документа: RU2687438C1
Чертежи








Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение в целом относится к изготовлению композитных изделий и, в частности, к способу отверждения композитной укладки или стопы слоев композиционных материалов (composite layup), выполняемом не в автоклаве.
УРОВЕНЬ ТЕХНИКИ
[002] Изготовление армированных волокном композитных изделий может включать выкладку композитных слоев поверх формовочного приспособления с образованием композитной укладки. Композитная укладка может быть подвергнута нагреву и воздействию давления для ее консолидации и отверждения с получением отвержденного композитного изделия. Обычные способы отверждения композитной укладки могут включать использование автоклава для подачи тепла и давления сжатия к композитной укладке для получения необходимых механических характеристик в отвержденном композитном изделии. Приложение давления сжатия может облегчать удаление захваченных влаги, воздуха и/или летучих веществ из композитной укладки во время консолидации и отверждения таким образом, что в отвержденном композитном изделии достигается низкая пористость и высокая прочность.
[003] К сожалению, использование автоклава для изготовления композитного изделия может потребовать продолжительного нагревания композитной укладки до необходимых температур консолидации и отверждения и продолжительного охлаждения композитной укладки до температуры окружающей среды после отверждения. Время, необходимое для обработки и отверждения композитной укладки в автоклаве, может препятствовать созданию программ крупномасштабного производства, требующих высокой производительности изготовления деталей. Кроме того, автоклавы в целом дороги в изготовлении и эксплуатации. Кроме того, внутренний размер автоклава может обусловливать верхний предел размера композитной укладки, которая может быть обработана. Еще одним недостатком, связанным с использованием автоклавов, является то, что внутри композитной укладки после отверждения частично могут оставаться влага, воздух и/или летучие вещества.
[004] Обработка на основе сдвоенного вакуумного мешка обеспечивает возможность консолидации и отверждения композитной укладки без использования автоклава. В некоторых примерах система со сдвоенным вакуумным мешком может включать в себя внутренний и внешний вакуумные мешки, наложенные поверх композитной укладки и загерметизированные относительно оправки для выкладки, приспособления для отверждения или формовочного приспособления. Может быть использован внешний кожух, чтобы заменить внешний вакуумный мешок для охватывания внутреннего вакуумного мешка кожухом и внутренним мешком, загерметизированным относительно формовочного приспособления. Сборка со сдвоенным вакуумным мешком может быть установлена в печь для нагревания композитной укладки. Поскольку в процессе эксплуатации сдвоенного вакуумного мешка используют только давление вакуума, или разрежения, для консолидации и удаления влаги, воздуха и/или летучих веществ из композитной укладки, давление сжатия на композитную укладку может быть меньшим, чем давление сжатия, развиваемое в автоклаве. Зависимость консолидации композитной укладки от давления вакуума предполагает необходимость наличия эффективного уплотнителя внутренней камеры мешка между вакуумным мешком и формовочным приспособлением, чтобы обеспечить качество отвержденного композитного изделия. Любое просачивание через уплотнитель внутренней камеры мешка между внутренним и внешним вакуумными мешками и формовочным приспособлением во время консолидации и/или отверждения может уменьшить величину давления сжатия, которое может быть приложено к композитной укладке во время отверждения. Кроме того, просачивание через уплотнитель внутренней камеры мешка может привести к пористости и поступлению воздуха в композитную укладку во время отверждения.
[005] В связи с этим, в данной области техники существует необходимость в способе обеспечения целостности и эффективности уплотнителя внутренней камеры мешка в процессе отверждения композитной укладки при отверждении с использованием сдвоенного вакуумного мешка.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[006] Указанные выше требования, связанные с отверждением композитных укладок специально учтены и смягчены в рамках настоящего изобретения, в котором предложен способ отверждения композитной укладки с использованием одноэтапной обработки для отверждения. Способ может включать приложение давления вакуума внутреннего мешка к внутренней камере мешка и давления внешнего вакуума к внешней вакуумной камере. Вакуумный мешок, покрывающий композитную укладку, может быть загерметизирован относительно формовочного приспособления с помощью уплотнителя внутренней камеры мешка с образованием внутренней камеры мешка. Давление вакуума внутреннего мешка может быть не меньше, чем давление внешнего вакуума. Способ может включать увеличение температуры композитной укладки до повышенной температуры для инициирования периода выдерживания при температуре. Способ может дополнительно включать вентилирование внешней вакуумной камеры соединением с атмосферой для инициирования периода вентилирования внешней вакуумной камеры в течение периода выдерживания при температуре и приложение давления сжатия к уплотнителю внутренней камеры мешка в течение периода вентилирования внешней вакуумной камеры. Способ может дополнительно включать повторное приложение давления внешнего вакуума к внешней вакуумной камере для завершения периода вентилирования внешней вакуумной камеры. Удаление влаги, воздуха и/или летучих веществ из композитной укладки может продолжаться на протяжении цикла одноэтапной обработки для отверждения.
[007] Также раскрыт способ изготовления композитного изделия с использованием двухэтапной обработки для отверждения, который может включать набрасывание мешка на композитную укладку с ее размещением под внутренней камерой вакуумного мешка, загерметизированной относительно формовочного приспособления с помощью уплотнителя внутренней камеры мешка с образованием внутренней камеры мешка. Способ может дополнительно включать герметизацию жесткого кожуха относительно формовочного приспособления таким образом, что кожух покрывает вакуумный мешок с образованием внешней вакуумной камеры, и приложение давления вакуума внутреннего мешка к внутренней камере мешка и давления внешнего вакуума к внешней вакуумной камере. Давление вакуума внутреннего мешка может быть не меньше, чем давление внешнего вакуума. Способ может дополнительно включать увеличение температуры композитной укладки до промежуточной температуры для инициирования периода выдерживания при промежуточной температуре и откачивание влаги, воздуха и/или летучих веществ из композитной укладки по направлению к вакуумному отверстию мешка в течение периода выдерживания при промежуточной температуре.
[008] Способ может также включать вентилирование внешней вакуумной камеры соединением с атмосферой для инициирования периода вентилирования внешней вакуумной камеры в течение периода выдерживания при промежуточной температуре и приложение давления сжатия к уплотнителю внутренней камеры мешка в течение периода вентилирования внешней вакуумной камеры. В дополнение способ может включать повторное приложение давления внешнего вакуума к внешней вакуумной камере для завершения периода вентилирования внешней вакуумной камеры и продолжение удаления влаги, воздуха и/или летучих веществ из композитной укладки в течение периода выдерживания при промежуточной температуре. Способ может включать повторное вентилирование внешней вакуумной камеры соединением с атмосферой при одновременном поддержании давления вакуума внутреннего мешка на внутреннюю камеру мешка, и приложение давления сжатия вакуумного мешка к композитной укладке при повторном вентилировании внешней вакуумной камеры соединением с атмосферой для консолидации композитной укладки. Способ может дополнительно включать увеличение температуры композитной укладки от промежуточной температуры до температуры отверждения для инициирования периода выдерживания при температуре отверждения для отверждения композитной укладки. Удаление влаги, воздуха и/или летучих веществ из композитной укладки может продолжаться на протяжении двухэтапного цикла отверждения.
[009] Еще в одном варианте реализации изобретения раскрыт способ изготовления композитного изделия, включающий набрасывание мешка на композитную укладку с ее размещением под внутренней камерой вакуумного мешка, загерметизированной относительно формовочного приспособления с помощью уплотнителя внутренней камеры мешка с образованием внутренней камеры мешка, образованной в виде пространства между вакуумным мешком и формовочным приспособлением. Способ может также включать герметизацию жесткого кожуха относительно формовочного приспособления таким образом, что кожух покрывает вакуумный мешок и образует внешнюю вакуумную камеру, образованную в виде пространства между вакуумным мешком и кожухом. Давление вакуума внутреннего мешка может быть приложено к внутренней камере мешка на уровне, не превышающем давления внешнего вакуума, приложенного к внешней вакуумной камере. Способ может включать нагревание композитной укладки до промежуточной температуры для инициирования периода выдерживания при промежуточной температуре и откачивание влаги, воздуха и/или летучих веществ из композитной укладки по направлению к вакуумному отверстию мешка в течение периода выдерживания при промежуточной температуре.
[0010] Способ может дополнительно включать вентилирование внешней вакуумной камеры соединением с атмосферой для инициирования периода вентилирования внешней вакуумной камеры в течение периода выдерживания при промежуточной температуре, при одновременном приложении давления сжатия к уплотнителю внутренней камеры мешка в течение периода вентилирования внешней вакуумной камеры. Период вентилирования внешней вакуумной камеры может быть завершен посредством повторного приложения давления внешнего вакуума к внешней вакуумной камере для продолжения или возобновления удаления влаги, воздуха и/или летучих веществ из композитной укладки в течение периода выдерживания при промежуточной температуре. Способ может дополнительно включать повторное вентилирование внешней вакуумной камеры соединением с атмосферой по завершении периода выдерживания при промежуточной температуре при одновременном поддержании давления вакуума внутреннего мешка на внутреннюю камеру мешка, и приложение давления сжатия на композитную укладку при повторном вентилировании внешней вакуумной камеры соединением с атмосферой для консолидации композитной укладки. Температура композитной укладки может быть увеличена от промежуточной температуры до температуры отверждения для инициирования периода выдерживания при температуре отверждения. Способ может включать поддержание давления сжатия, воздействующего на композитную укладку, в течение периода выдерживания при температуре отверждения до тех пор, пока не произойдет отверждения композитной укладки с образованием отвержденного композитного изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Эти и другие признаки настоящего изобретения станут более очевидными при ссылке на чертежи, на которых одинаковые номера относятся к одинаковым элементам и на которых:
[0012] на ФИГ. 1 приведено схематическое изображение системы со сдвоенным вакуумным мешком для консолидации и отверждения композитной укладки;
[0013] на ФИГ. 2 приведен вид сбоку примера системы со сдвоенным вакуумным мешком;
[0014] на ФИГ. 3 приведена иллюстрация блок-схемы с одной или более операциями, которые могут быть включены в способ отверждения композитной укладки при одноэтапной обработке;
[0015] на ФИГ. 4 приведена иллюстрация графика температуры, времени и давления вакуума на примере одноэтапной обработки для отверждения композитной укладки;
[0016] на ФИГ. 5 приведен вид сбоку отвержденного композитного изделия, имеющего толщину отвержденного изделия;
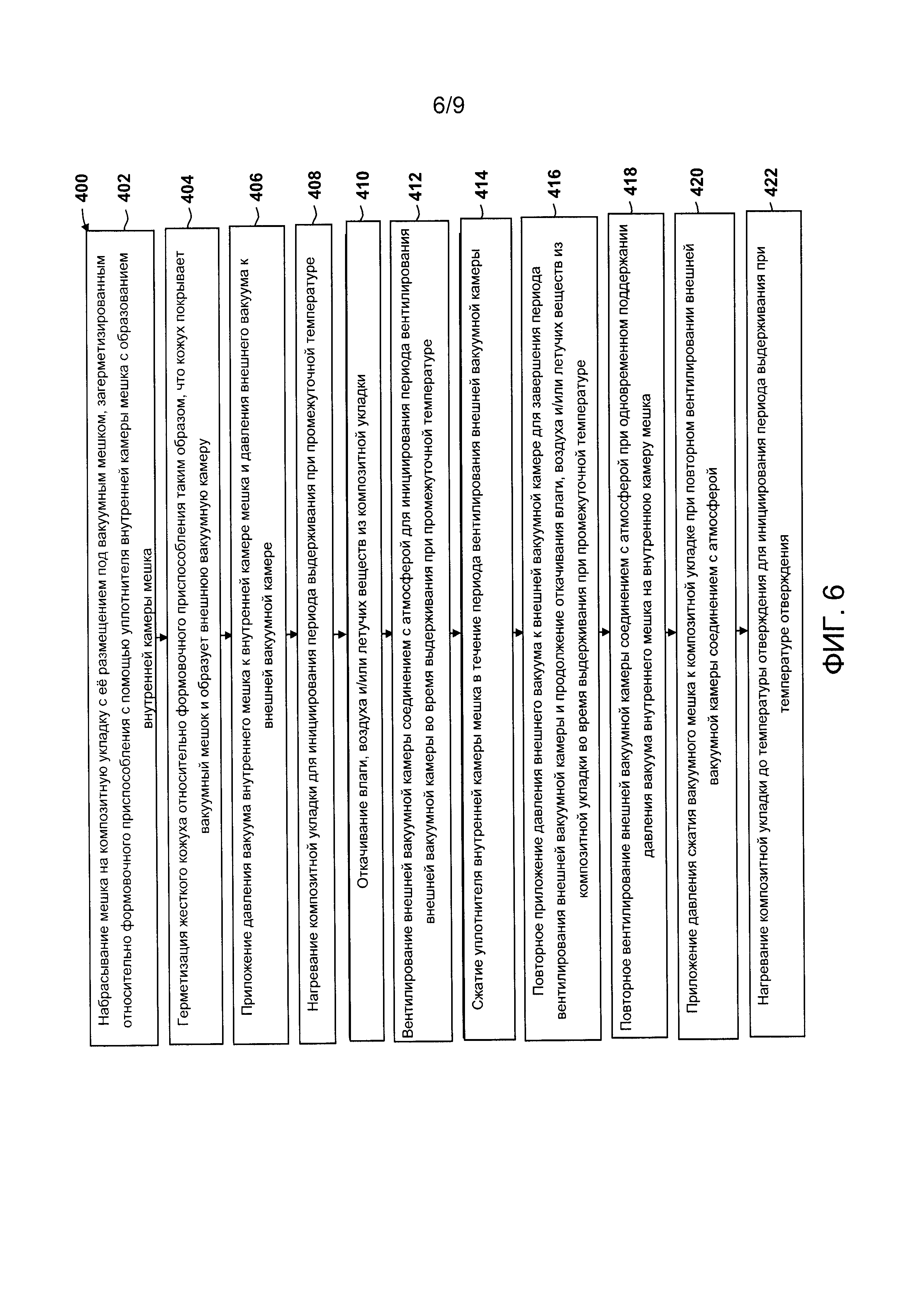
[0017] на ФИГ. 6 приведена иллюстрация блок-схемы с одной или более операциями, которые могут быть включены в способ отверждения композитной укладки при двухэтапной обработке;
[0018] на ФИГ. 7 приведена иллюстрация графика температуры, времени и давления вакуума на примере двухэтапной обработки для отверждения композитной укладки;
[0019] на ФИГ. 8 приведено схематическое изображение воздушного летательного аппарата, включающего в себя одно или более композитных изделий, которые могут быть изготовлены с помощью одного или более показанных в качестве примеров способов, раскрытых в настоящем документе;
[0020] на ФИГ. 9 приведена иллюстрация блок-схемы способа изготовления и обслуживания воздушного летательного аппарата; и
[0021] на ФИГ. 10 приведено схематическое изображение воздушного летательного аппарата.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0022] Далее в целях иллюстрации со ссылкой на фигуры чертежей показаны различные варианты реализации настоящего изобретения, на ФИГ. 1 приведено схематическое изображение системы 100 со сдвоенным вакуумным мешком, которая может быть реализована для консолидации и отверждения композитной укладки 106 на формовочном приспособлении, оправке для выкладки или приспособлении для отверждения, в целом называемыми в настоящем документе формовочным приспособлением 104. Система 100 со сдвоенным вакуумным мешком может включать в себя относительно гибкий вакуумный мешок 150, который может быть наложен поверх композитной укладки 106, состоящей из материала на основе полимерной матрицы, армированной волокнами (не показано). Одна или более термопар 122 могут быть включены в систему 100 со сдвоенным вакуумным мешком (например, установленной на композитной укладке) для текущего контроля температуры композитной укладки 106 во время консолидации и отверждения. Вакуумный мешок 150 может иметь периметр 160 (ФИГ. 2), который может быть загерметизирован относительно формовочного приспособления 104 с использованием уплотнителя 158 внутренней камеры мешка с образованием внутренней камеры 166 мешка, которая может быть образована в виде пространства между вакуумным мешком 150 и формовочным приспособлением 104. Внутренняя камера 166 мешка может быть соединена с источником 154 вакуума для мешка посредством вакуумного отверстия 152 для мешка. Источник 154 вакуума для мешка может быть выполнен с возможностью приложения давления 156 вакуума внутреннего мешка к внутренней камере 166 мешка.
[0023] Снова со ссылкой на ФИГ. 1, система 100 со сдвоенным вакуумным мешком может дополнительно включать относительно жесткий кожух 180, который может покрывать вакуумный мешок 150. Кожух 180 может иметь периметр 190 (ФИГ. 2), который может быть загерметизирован относительно формовочного приспособления 104 с использованием уплотнителя 188 кожуха с образованием внешней вакуумной камеры 194. Внешняя вакуумная камера 194 может быть образована в виде пространства, ограниченного вакуумным мешком 150, формовочным приспособлением 104 и жестким кожухом 180. Внешняя вакуумная камера 194 может быть соединена с источником 184 вакуума для кожуха посредством вакуумного отверстия 182 для кожуха. В начале цикла отверждения (например, момент времени t0 по ФИГ. 4 и 7), источник 184 вакуума для кожуха может подавать давление 186 внешнего вакуума к внешней вакуумной камере 194 вместе с приложением давления 156 вакуума внутреннего мешка к внутренней камере 166 мешка так, чтобы откачивать захваченные влагу 112, воздух 114 и/или летучие вещества 116 из композитной укладки 106 и из вакуумного отверстия 152 для мешка. Композитная укладка 106 может быть нагрета до повышенной температуры 212 в течение периода 220 выдерживания при температуре (например, t1-t5 по ФИГ. 4) для уменьшения вязкости смолы (не показано) в композитной укладке 106 и облегчения удаления влаги 112, воздуха 114 и/или летучих веществ 116 вследствие уменьшенной вязкости смолы (не показано).
[0024] Как более подробно описано ниже, в течение периода 220 выдерживания при температуре (ФИГ. 4), кожух 180 может быть провентилирован в течение некоторого промежутка времени соединением с атмосферой 102 (например, в момент времени t2 по ФИГ. 4 и 7) в течение периода 226 вентилирования внешней вакуумной камеры (например, t2-t3 по ФИГ. 4 и 7) перед повторным приложением давления 186 внешнего вакуума (например, в момент времени t3 по ФИГ. 4 и 7) для продолжения откачивания влаги 112 (ФИГ. 1), воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) из композитной укладки 106 (ФИГ. 1). Временное вентилирование кожуха 180 (ФИГ. 1) в течение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 4) в предпочтительных вариантах реализации приводит к приложению давления 164 сжатия (например, ФИГ. 2 - атмосферного давления) на уплотнитель 158 внутренней камеры мешка (ФИГ. 2), которое может облегчить удаление воздуха 114 (ФИГ. 1) и летучих веществ 116 (ФИГ. 1) из уплотнителя 158 внутренней камеры мешка и обеспечить консолидацию уплотнителя 158 внутренней камеры мешка под давлением 164 сжатия (ФИГ. 2). Консолидация уплотнителя 158 внутренней камеры мешка может улучшить целостность и/или эффективность уплотнителя 158 внутренней камеры мешка, что может обеспечить возможность поддержания полного вакуума (не показано) во внутренней камере 166 мешка и соответствующего увеличения давления 164 сжатия (ФИГ. 2) на композитную укладку 106 при еще одной вентиляции кожуха 180 (например, в момент времени t4 по ФИГ. 4 и 7) соединением с атмосферой 102 для консолидации и отверждения композитной укладки 106 во время оставшейся части цикла отверждения.
[0025] На ФИГ. 2 приведен пример системы 100 со сдвоенным вакуумным мешком, которая может быть реализована для отверждения композитной укладки 106 с использованием одного или более примеров раскрытых в настоящем документе способов 300, 400 отверждения со сдвоенным вакуумным мешком (ФИГ. 3 и 6). Как обозначено выше, система 100 со сдвоенным вакуумным мешком включает в себя жесткий кожух 180, который может быть загерметизирован относительно формовочного приспособления 104 по периметру 190 кожуха с использованием уплотнителя 188 кожуха. Кожух 180 может быть выполнен имеющим любые из различных размеров, форм и конфигураций, обеспечивающих возможность полного охватывания композитной укладки 106, накрытой вакуумным мешком, и образования внешней вакуумной камеры 194 между вакуумным мешком 150 и кожухом 180. Кожух 180 может быть выполнен из любых непроницаемых или низкопроницаемых материалов или сочетания материалов, включая, помимо прочего, металлический материал и/или полимерный материал (например, композиционный материал), обладающий достаточной прочностью и/или женскостью во время отверждения композитной укладки 106 для сопротивления по меньшей мере атмосферному давлению (не показано), которое может быть приложено к кожуху 180 в результате откачивания с созданием давления 186 внешнего вакуума, воздействующего на внешнюю вакуумную камеру 194.
[0026] Со ссылкой на ФИГ. 2, уплотнитель 188 кожуха может быть многоразовым уплотнителем (не показано), выполненным из каучука, силикона или другого эластомера, обеспечивающего возможность образования по существу непроницаемого для вакуума уплотнения между кожухом 180 и формовочным приспособлением 104. В одном примере уплотнитель 188 кожуха может быть адгезивно прикреплен и/или механически соединен (например, прикреплен постоянно) к формовочному приспособлению 104 или к периметру 190 кожуха. В альтернативном варианте реализации уплотнитель 188 кожуха может быть выполнен в виде уплотнителя с одноразовым использованием (например, одноразового уплотнителя - не показано). Например, уплотнитель 188 кожуха может быть выполнен в виде синтетического каучука, обладающего способностью отверждения (не показано), например одноразовой герметизирующей ленты (не показано) или другого материала, который может быть нанесен по периметру 190 кожуха и/или на формовочное приспособление 104 для герметизации кожуха 180 относительно формовочного приспособления 104.
[0027] На ФИГ. 2, кожух 180 может включать в себя по меньшей мере один вакуумное отверстие 182 для кожуха, через который посредством источника 184 вакуума для кожуха может быть произведено откачивание с созданием давления 186 внешнего вакуума, воздействующего на внешнюю вакуумную камеру 194. Источник 184 вакуума для кожуха может быть обеспечен в виде вакуумного насоса (не показано) или любого другого устройства, обеспечивающего возможность создания давления 186 внешнего вакуума, воздействующего на внешнюю вакуумную камеру 194. Для текущего контроля давления 186 внешнего вакуума во внешней вакуумной камере 194 может использоваться вакуумметр 185 кожуха.
[0028] В показанном примере вакуумное отверстие 182 для кожуха может также обеспечивать возможность вентилирования внешней вакуумной камеры 194 соединением с атмосферой 102. Например, вакуумное отверстие 182 для кожуха может включать в себя клапан кожуха (не показано), который может быть открыт для вентилирования внешней вакуумной камеры 194 соединением с атмосферой 102 и закрыт, когда источник 184 вакуума для кожуха включен для обеспечения возможности откачивания с созданием давления 186 внешнего вакуума, воздействующего на внешнюю вакуумную камеру 194. В непоказанном альтернативном варианте реализации изобретения кожух 180 может включать в себя первый вакуумное отверстие кожуха (не показано), соединенный с источником 184 вакуума для кожуха для создания давления 186 внешнего вакуума, воздействующего на внешнюю вакуумную камеру 194, и второй вакуумное отверстие кожуха (не показано) для вентилирования внешней вакуумной камеры 194 соединением с атмосферой 102.
[0029] На ФИГ. 2 показан гибкий вакуумный мешок 150, наложенный поверх композитной укладки 106. Вакуумный мешок 150 может быть выполнен из гибкого материала, обеспечивающего возможность соответствия по форме и контуру композитной укладки 106. В одном примере вакуумный мешок 150 может быть выполнен в виде одноразового мешка Nylon™. При этом вакуумный мешок 150 может быть выполнен из любого из множества других типов эластомерного материала (не показано), при этом мешок может быть многоразовым или одноразовым. Вакуумный мешок 150 может быть выполнен материала, который предпочтительно обеспечивает низкую воздухопроницаемость или является непроницаемым, например для давления 156 вакуума внутреннего мешка до по меньшей мере одной атмосферы (например 14,7 фунт на кв. дюйм (101,4 кПа)). Вакуумный мешок 150 может быть выполнен с возможностью поддержания такой низкой воздухопроницаемости или непроницаемости при температурах обработки, связанных с отверждением композитной укладки 106.
[0030] Как показано на ФИГ. 2, вакуумный мешок 150 может быть загерметизирован относительно формовочного приспособления 104 по периметру 160 мешка с использованием уплотнителя 158 внутренней камеры мешка. В некоторых примерах уплотнитель 158 внутренней камеры мешка может быть одноразовым. Уплотнитель 158 внутренней камеры мешка может быть выполнен из эластомера, который может быть нанесен между формовочным приспособлением 104 и вакуумным мешком 150. В одном примере уплотнитель 158 внутренней камеры мешка может быть выполнен в виде каучука, обладающего способностью отверждения. В одном из вариантов каучук, обладающий способностью отверждения, может представлять собой бутилкаучуковый герметик (не показано), такой как липкая лента Tacky Таре™, доступная на рынке от компании ITW Polymer Sealants, Ирвинг, Техас. При этом уплотнитель 158 внутренней камеры мешка может быть выполнен из любого материала, обеспечивающего возможность образования по существу непроницаемого для вакуума уплотнения с формовочным приспособлением 104 и поддержания такого непроницаемого для вакуума уплотнения при температурах, связанных с консолидацией и отверждением композитной укладки 106.
[0031] Как показано на ФИГ. 2, система 100 со сдвоенным вакуумным мешком может включать в себя вакуумное отверстие 152 для мешка, через который посредством источника 154 вакуума для мешка может быть произведено откачивание с созданием внутри мешка давления 156 вакуума, воздействующего на внутреннюю камеру 166 мешка. В показанном примере вакуумное отверстие 152 для мешка может проходить через формовочное приспособление 104, чтобы соединить по текучей среде внутреннюю камеру 166 мешка с источником 154 вакуума для мешка. При этом вакуумное отверстие 152 для мешка может быть установлен в любом месте, которое обеспечивает для источника 154 вакуума для мешка возможность откачивания с созданием давления 156 вакуума внутреннего мешка, воздействующего на внутреннюю камеру 166 мешка. Источник 154 вакуума для мешка может быть выполнен в виде вакуумного насоса (не показано) или другого устройства, обеспечивающего возможность создания давления 156 вакуума внутреннего мешка, воздействующего на вакуумный мешок 150. Вакуумметр 155 мешка может быть соединен по текучей среде с внутренней камерой 166 мешка (например, посредством вакуумного отверстия 152 для мешка) для обеспечения средств текущего контроля давления 156 вакуума внутреннего мешка во внутренней камере 166 мешка.
[0032] Со ссылкой на ФИГ. 2 композитная укладка 106 может быть выполнена из одного или более композитных слоев 110 материала на основе полимерной матрицы, армированной волокнами, который может быть выложен на формовочное приспособление 104. В одном примере композитные слои 110 могут представлять собой слои препрега (не показано), содержащие армированные волокна (не показано), например углеродные волокна (не показано), предварительно пропитанные смолой (не показано), такой как эпоксидная смола (не показано). При этом раскрытый в настоящем документе способ может быть реализован для консолидации и отверждения композитной укладки 106, образованной любой из множества различных систем материалов полимерной матрицы, армированной волокнами, и не ограничен отверждением композитной укладки 106, образованной из слоев препрега на основе эпокси и углерода. Например, композитная укладка 106 может состоять из сухого волокнистого материала (не показано), такого как сухая тканая заготовка (не показано), которая может быть выложена на формовочное приспособление 104 и пропитана смолой, например во время влажной выкладки (не показано) или иного процесса пропитывания смолой (не показано), перед консолидацией и/или отверждением композитной укладки 106 с использованием одного или более из раскрытых в настоящем документе способов. Система 100 со сдвоенным вакуумным мешком может включать в себя один или более дополнительных слоев материала, размещенных между вакуумным мешком 150 и композитной укладкой 106 для облегчения консолидации и/или отверждения композитной укладки 106. Например, дышащий слой (не показано), впитывающий слой (не показано), открепляемая пленка (не показано), один или более слоев снимаемого слоя (не показано), промежуточная плита (не показано) и/или другие материалы (не показано) могут быть включены в композитную укладку 106 или нанесены поверх нее для облегчения консолидации и отверждения композитной укладки 106.
[0033] Как показано на ФИГ. 2, система 100 со сдвоенным вакуумным мешком может включать в себя одно или более устройств для измерения температуры (не показано) или другие средства текущего контроля температуры композитной укладки 106, расположенные в различных местах. В показанном примере такие устройства для измерения температуры могут быть выполнены в виде термопар 122, которые могут быть установлены в различных местах на композитной укладке 106 для измерения температуры композитной укладки 106 во время выполнения раскрытых в настоящем документе способов. Хотя это не показано, компоненты (не показано) системы 100 со сдвоенным вакуумным мешком, отличные от композитной укладки 106, могут включать в себя одну или более термопар 122. Например, система 100 со сдвоенным вакуумным мешком может включать в себя термопары (не показано) для измерения температуры воздуха (не показано) во внутренней камере 166 мешка, и/или термопары (не показано) могут быть выполнены расположенными в любом месте внутри системы 100 со сдвоенным вакуумным мешком для обеспечения средств текущего контроля температуры таких других компонентов, которые образуют систему 100 со сдвоенным вакуумным мешком. Хотя в настоящем раскрытии проиллюстрированы термопары 122, установленные на композитной укладке 106, для текущего контроля температуры композитной укладки 106 и/или других компонентов системы 100 со сдвоенным вакуумным мешком могут быть реализованы другие средства (не показано).
[0034] В одном из аспектов описанных в настоящем документе способов 300, 400 (ФИГ. 4 и 7) термопары 122 могут обеспечивать средства определения точки для инициирования временного периода 226 вентилирования внешней вакуумной камеры (например, t1-t3 по ФИГ. 4 и 7) во время цикла отверждения. В одном примере, описанном ниже, такой период 226 вентилирования внешней вакуумной камеры может быть инициирован, когда по существу все места композитной укладки 106 находятся в пределах заданного диапазона (например, в пределах 10°F (5,5°С)) повышенной температуры 212 (ФИГ. 4) композитной укладки 106. В течение периода 226 вентилирования внешней вакуумной камеры 194 она может быть временно провентилирована соединением с атмосферой 102, чтобы вызвать приложение давления 164 сжатия (например, атмосферного давления) к уплотнителю 158 внутренней камеры мешка для консолидации уплотнителя 158 внутренней камеры мешка. Как описано ниже, консолидация уплотнителя 158 внутренней камеры мешка в течение периода 226 вентилирования внешней вакуумной камеры может улучшить эффективность уплотнителя 158 внутренней камеры мешка в отношении поддержания непроницаемого для вакуума уплотнения между вакуумным мешком 150 и формовочным приспособлением 104 во время оставшейся части цикла отверждения.
[0035] Хотя это не показано на ФИГ. 2, система 100 со сдвоенным вакуумным мешком может включать в себя источник тепла (не показано) для нагревания композитной укладки 106 до повышенной температуры 212 (ФИГ. 4 и 7). Повышенная температура 212 может быть температурой, при которой влага 112, воздух 114 и/или летучие вещества 116 могут быть удалены из композитной укладки 106, и/или повышенная температура 212 (ФИГ. 4 и 7) может быть температурой для отверждения смолы (не показано) в композитной укладке 106. В одном примере система 100 со сдвоенным вакуумным мешком может быть установлена в печь (не показано) для нагревания композитной укладки 106 от температуры 210 окружающей среды (ФИГ. 4 и 7) до повышенной температуры 212 (ФИГ. 4 и 7), такой как промежуточная температура 214 (ФИГ. 7) и/или температура 216 отверждения (ФИГ. 7). Дополнительно или в качестве альтернативы композитная укладка 106 может быть нагрета с использованием локального нагревательного устройства (не показано), такого как нагревательные элементы (не показано) для нагревания формовочного приспособления 104, или композитная укладка 106 может быть нагрета с применением нагревания облучением (не показано), нагревания с принудительной подачей горячего воздуха (не показано) или любых из множества других нагревательных систем или устройств (не показано).
[0036] На ФИГ. 3 приведена иллюстрация блок-схемы с одной или более операциями, которые могут быть включены в способ 300 отверждения композитной укладки 106 при одноэтапной обработке 302. Как упомянуто выше и как более подробно описано ниже, раскрытый в настоящем документе процесс обработки на основе сдвоенного вакуумного мешка может включать в себя по меньшей мере период 226 вентилирования внешней вакуумной камеры (например, t2-t3 по ФИГ. 4 и 7), во время которого кожух 180 (ФИГ. 1) может быть временно провентилирован соединением с атмосферой 102 (ФИГ. 1) перед повторным приложением давления 186 внешнего вакуума (например, в момент времени t3 по ФИГ. 4 и 7) для продолжения откачивания влаги 112 (ФИГ. 1), воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) из композитной укладки 106 (ФИГ. 1). В течение периода 226 вентилирования внешней вакуумной камеры давление 164 сжатия (например, ФИГ. 2 - атмосферное давление) может быть приложено к уплотнителю 158 внутренней камеры мешка (ФИГ. 1) для облегчения удаления воздуха 114 (ФИГ. 1) и летучих веществ 116 (ФИГ. 1) из уплотнителя 158 внутренней камеры мешка и обеспечения возможности консолидации уплотнителя 158 внутренней камеры мешка, что может улучшить эффективность уплотнителя 158 внутренней камеры мешка при установлении и/или поддержании по существу непроницаемого для вакуума уплотнения между вакуумным мешком 150 и формовочным приспособлением 104 (ФИГ. 1).
[0037] Улучшение эффективности уплотнителя 158 внутренней камеры мешка (ФИГ. 1) может сократить количество воздуха, которое может попасть в композитную укладку 106 (ФИГ. 13) во время отверждения, и может обеспечить возможность увеличения давления 164 сжатия (например, полного атмосферного давления) на композитную укладку 106 (ФИГ. 1) при еще одной вентиляции кожуха 180 (ФИГ. 1) (например, в момент времени t4 по ФИГ. 4 и 7) соединением с атмосферой 102 (ФИГ. 1) и поддержании давления 156 вакуума внутреннего мешка (ФИГ. 1) на внутреннюю камеру 166 мешка (ФИГ. 1). Увеличение давления 164 сжатия (ФИГ. 2) на композитную укладку 106 (ФИГ. 2) в результате консолидации уплотнителя 158 внутренней камеры мешка в течение периода 226 вентилирования внешней вакуумной камеры (например, t2-t3 по ФИГ. 4 и 7) может приводить к увеличению количества влаги 112, воздуха 114 и/или летучих веществ 116, которые могут быть удалены из композитной укладки 106 во время цикла отверждения. Уменьшение утечек воздуха через уплотнитель 158 внутренней камеры мешка и увеличение удаления влаги 112, воздуха 114 и/или летучих веществ 116 из композитной укладки 106 может приводить к уменьшению или исключению пустот в отвержденном композитном изделии 118 (ФИГ. 5) и соответствующему улучшению механических характеристик отвержденного композитного изделия 118, например увеличению удельной прочности и/или удельной жесткости.
[0038] Далее пример способа 300 по ФИГ. 3 описывается со ссылкой на ФИГ. 4, на которой показана взаимосвязь между температурой 200, временем 202 и давлением 204 вакуума во время одноэтапной обработки 302 для отверждения композитной укладки 106 (ФИГ. 1). Способ 300 может включать размещение композитной укладки 106 на формовочное приспособление 104. Например, способ 300 может включать выкладку одного или более композитных слоев 110 препрега на формовочное приспособление 104 перед консолидацией и отверждением композитной укладки 106 с использованием раскрытого в настоящем документе способа. В альтернативном варианте реализации изобретения способ 300 может включать выкладку одного или более слоев на основе сухого волокна (не показано) с образованием композитной укладки 106, а затем композитную укладку 106 пропитывают смолой перед консолидацией и отверждением с использованием раскрытого в настоящем документе способа.
[0039] Этап 302 способа 300 по ФИГ. 3 может включать набрасывание мешка на композитную укладку 106 (ФИГ. 1) с ее размещением под вакуумным мешком 150 (ФИГ. 1). Как обозначено выше, этап набрасывания мешка на композитную укладку 106 может включать наложение дополнительных слоев, таких как дышащий слой (не показано), разделительная пленка (не показано), промежуточная плита (не показано) поверх композитной укладки 106. Вакуумный мешок 150 может быть загерметизирован относительно формовочного приспособления 104 с помощью уплотнителя 158 внутренней камеры мешка (ФИГ. 1), который может быть размещен по периметру 160 (ФИГ. 2) вакуумного мешка 150. Вакуумный мешок 150 может образовывать внутреннюю камеру 166 мешка (ФИГ. 1), которая может быть образована в виде пространства между вакуумным мешком 150 и формовочным приспособлением 104 и которая может содержаться в композитной укладке 106 (ФИГ. 1) и других слоях. Вакуумный мешок 150 может быть одноразовым мешком (например, мешком Nylon™), или вакуумный мешок 150 может быть многоразовым, как указано выше. Уплотнитель 158 внутренней камеры мешка (ФИГ. 1) первоначально может быть выполнен в виде композиции на основе неотвержденного герметика, который отверждается с течением времени и/или при повышенной температуре 212 (ФИГ. 4 и 7). В одном примере неотвержденный герметик может представлять собой бутилкаучуковый герметик, доступный на рынке в виде липкой ленты Tacky Таре™, как упомянуто выше.
[0040] Этап 304 способа 300 по ФИГ. 3 может включать герметизацию кожуха 180 (ФИГ. 1) относительно формовочного приспособления 104 (ФИГ. 1) с использованием уплотнителя 188 кожуха (ФИГ. 1). Как обозначено выше, кожух 180 может быть выполнен из материала, обеспечивающего возможность сопротивления атмосферному давлению во время консолидации и отверждения композитной укладки 106 (ФИГ. 1). Уплотнитель 188 кожуха может быть выполнен в виде эластомерного материала, который может быть съемным образом или с фиксацией прикреплен к периметру 190 кожуха (ФИГ. 2) и/или к формовочному приспособлению 104 (ФИГ. 2). В одном примере уплотнитель 188 кожуха может быть многоразовым уплотнителем (не показано), который может быть прикреплен к периметру 190 кожуха и адгезивно прикреплен к формовочному приспособлению 104. Кожух 180 может быть выполнен имеющим такие размеры и такую конфигурацию, что когда кожух 180 загерметизирован относительно формовочного приспособления 104, периметр 190 кожуха находится за периметром 160 вакуумного мешка 150. Кожух 180 может покрывать вакуумный мешок 150 с образованием внешней вакуумной камеры 194 (ФИГ. 2), образованной в виде пространства между вакуумным мешком 150 и кожухом 180.
[0041] Этап 306 способа 300 по ФИГ. 3 может включать приложение давления 156 вакуума внутреннего мешка (ФИГ. 4) к внутренней камере 166 мешка (ФИГ. 1) и давления 186 внешнего вакуума (ФИГ. 4) к внешней вакуумной камере 194 (ФИГ. 1), как показано в момент времени t0 по ФИГ. 4, на которой давление 186 внешнего вакуума показано пунктирной линией, а давление 156 вакуума внутреннего мешка показано сплошной линией. Давление 186 внешнего вакуума (ФИГ. 4) может быть приложено посредством включения источника 184 вакуума для кожуха (ФИГ. 1) для воздействия давлением 186 внешнего вакуума на внутреннюю камеру 166 мешка (ФИГ. 1) посредством вакуумного отверстия 182 для кожуха (ФИГ. 1). Схожим образом, давление 156 вакуума внутреннего мешка (ФИГ. 4) может быть приложено посредством включения источника 154 вакуума для мешка (ФИГ. 1) и приложения давления 156 вакуума внутреннего мешка (ФИГ. 4) на внутреннюю камеру 166 мешка (ФИГ. 1) посредством вакуумного отверстия 152 для мешка (ФИГ. 1).
[0042] Этап приложения давления 156 вакуума внутреннего мешка (ФИГ. 4) и давления 186 внешнего вакуума (ФИГ. 4) может включать приложение давления 156 вакуума внутреннего мешка на внутреннюю камеру 166 мешка (ФИГ. 1) на уровне, который не меньше, чем давление 186 внешнего вакуума, приложенное к внешней вакуумной камере 194 (ФИГ. 1). Приложение давления 156 вакуума внутреннего мешка на уровне, который не меньше, чем давление 186 внешнего вакуума, обеспечивает возможность оттягивания вакуумного мешка 150 от композитной укладки 106 за счет давления вакуума во внешней вакуумной камере (ФИГ. 1) и/или обеспечивает возможность не допустить нарушения целостности уплотнителя 158 внутренней камеры мешка. В некоторых примерах этап приложения давления 156 вакуума внутреннего мешка и давления 186 внешнего вакуума может включать приложение давления 156 вакуума внутреннего мешка на уровне, равном давлению 186 внешнего вакуума, чтобы избежать какого-либо давления 164 сжатия (ФИГ. 2) на композитную укладку 106, которое в противном случае может ограничить удаление влаги 112, воздуха 114 и/или летучих веществ 116 из композитной укладки 106. При этом в других примерах давление 156 вакуума внутреннего мешка, приложенное к внутренней камере 166 мешка, может быть выше, чем давление 186 внешнего вакуума, приложенное к внешней вакуумной камере 194, менее чем на 2 дюйма (25,4 мм) ртутного столба выше, чтобы обеспечить небольшое давление 164 сжатия (ФИГ. 2) на композитную укладку 106 для предотвращения перемещения композитной укладки 106 и/или уплотнителя 158 внутренней камеры мешка относительно формовочного приспособления 104 во время дегазации с выпуском влаги 112, воздуха 114 и/или летучих веществ 116 из композитной укладки 106 (ФИГ. 1). В одном примере давление 156 вакуума внутреннего мешка может быть на 0,5-1,5 дюймов (12,7-38,1 мм) ртутного столба выше (например, перепад 192 давления по ФИГ. 4), чем давление 186 внешнего вакуума.
[0043] Этап 308 способа 300 по ФИГ. 3 может включать увеличение температуры 200 (ФИГ. 4) композитной укладки 106 (ФИГ. 1) до повышенной температуры 212 (ФИГ. 4). Как обозначено выше, температура композитной укладки 106 может быть увеличена посредством нагревания композитной укладки 106 с использованием любого из множества других нагревательных средств, включающих в себя, помимо прочего, печь, элементы для резистивного нагрева или другие нагревательные устройства. На ФИГ. 4 показано увеличение температуры композитной укладки 106 во время первого линейного изменения 206 температуры (ФИГ. 4) от температуры 210 окружающей среды (например, комнатной температуры 68-72°F (20-22,2°С)) до повышенной температуры 212, которая может быть определена, по меньшей мере частично, на системе материалов композитной укладки 106. Например, указанная повышенная температура 212 (ФИГ. 4) для эпоксидной смолы может находиться в диапазоне приблизительно 150-170°F (65,6-76,7°С). Нагревание композитной укладки 106 (ФИГ. 1) может быть инициировано одновременно или после (например, в пределах нескольких минут) воздействия давлением 156 вакуума внутреннего мешка (ФИГ. 4) и давления 186 внешнего вакуума (ФИГ. 4) на соответствующие внутреннюю камеру 166 мешка (ФИГ. 1) и внешнюю вакуумную камеру 194 (ФИГ. 1).
[0044] Нагревание композитной укладки 106 (ФИГ. 1) до повышенной температуры 212 (ФИГ. 4) может быть выполнено непрерывно по существу с постоянной скоростью на временном промежутке t0-t1 по ФИГ. 4. В зависимости от системы материалов композитной укладки 106 (ФИГ. 1), промежуток времени (например, на временном промежутке t0-t1 по ФИГ. 4), необходимый для выполнения линейного изменения 206 температуры (ФИГ. 4) композитной укладки 106 от температуры 210 окружающей среды (ФИГ. 4) до повышенной температуры 212 (ФИГ. 4), может составлять приблизительно 30-90 минут. Способ 300 по ФИГ. 3 может включать выдерживание композитной укладки 106 (ФИГ. 1) при повышенной температуре 212 (ФИГ. 4) в течение периода 220 выдерживания при температуре, как показано на ФИГ. 4. Нагревание композитной укладки 106 до повышенной температуры 212 может инициировать и/или облегчить полимеризацию смолы с образовыванием поперечной связи (не показано), чтобы способствовать отверждению смолы.
[0045] Этап 310 способа 300 по ФИГ. 3 может включать откачивание влаги 112 (ФИГ. 1), воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) из композитной укладки 106 (ФИГ. 1) по направлению к вакуумному отверстию 152 для мешка (ФИГ. 1) при одновременном выдерживании композитной укладки 106 при повышенной температуре 212 (ФИГ. 4) и поддержании давления 156 вакуума внутреннего мешка (ФИГ. 4) на внутреннюю камеру 166 мешка (ФИГ. 1) и давления 186 внешнего вакуума (ФИГ. 4) на внешнюю вакуумную камеру 194 (ФИГ. 1). Повышенная температура 212 композитной укладки 106 может вызывать расширение влаги 112 (ФИГ. 1), воздуха 114 (ФИГ. 1) и летучих веществ 116 (ФИГ. 1) внутри композитной укладки 106 и их удаление благодаря пониженной вязкости смолы (не показано) с минимальным или отсутствующим сопротивлением вследствие пренебрежимого (например, менее чем 1 фунт-сила на квадратный дюйм (6,9 кПа)) или отсутствующего чистого давления 164 сжатия (ФИГ. 2) на композитную укладку 106 вследствие минимального перепада 192 давления (ФИГ. 4) между давлением 156 вакуума внутреннего мешка (ФИГ. 4) и давлением 186 внешнего вакуума (ФИГ. 4). В зависимости от системы материалов композитной укладки 106 (ФИГ. 1) продолжительность периода 220 выдерживания при температуре (например, временной промежуток t1-t4 по ФИГ. 4) может составлять приблизительно от 30 минут до 2 часов или более. Посредством выдерживания композитной укладки 106 при повышенной температуре 212 (ФИГ. 4) вязкость смолы (не показано) может поддерживаться на относительно низком уровне, который может облегчить удаление влаги 112, воздуха 114 и/или летучих веществ 116 из внутренней части (не показано) композитной укладки 106 (ФИГ. 1) и из вакуумного отверстия 152 для мешка (ФИГ. 1) под действием давления 156 вакуума внутреннего мешка (ФИГ. 1), приложенного посредством источника 154 вакуума для мешка (ФИГ. 1).
[0046] Этап 312 способа 300 по ФИГ. 3 может включать вентилирование внешней вакуумной камеры 180 (ФИГ. 1) соединением с атмосферой 102 (ФИГ. 1) для инициирования периода 226 вентилирования внешней вакуумной камеры, начинающегося в момент времени t2 по ФИГ. 4. Хотя на ФИГ. 4 показан один период 226 вентилирования внешней вакуумной камеры, способы 300, 400 (ФИГ. 3 и 6) могут включать любое количество периодов 226 вентилирования внешней вакуумной камеры для дегазации уплотнителя 158 внутренней камеры мешка для улучшения эффективности уплотнителя 158 внутренней камеры мешка. Кожух 180 может быть провентилирован соединением с атмосферой 102 посредством открытия вакуумного отверстия 182 для кожуха (ФИГ. 1). Источник 184 вакуума для кожуха (ФИГ. 1 - например, вакуумный насос) также может быть выключен, чтобы остановить приложение давления 186 внешнего вакуума (ФИГ. 4) к внешней вакуумной камере 194 (ФИГ. 1). Период 226 вентилирования внешней вакуумной камеры может быть инициирован в момент, не ранее чем когда композитная укладка 106 (ФИГ. 1) достигнет повышенной температуры 212 (ФИГ. 1). В одном из вариантов температура композитной укладки 106 может быть измерена в различных местах с использованием множества термопар 122, установленных в различных местах на композитной укладке 106. После того как все из термопар 122 на композитной укладке 106 по существу будут иметь повышенную температуру 212, кожух 180 может быть провентилирован соединением с атмосферой 102 (ФИГ. 1) при одновременном поддержании давления 156 вакуума внутреннего мешка (ФИГ. 4) на внутреннюю камеру 166 мешка (ФИГ. 1). Например, период 226 вентилирования внешней вакуумной камеры (t1-t2 по ФИГ. 4) может быть инициирован не раньше, чем все места композитной укладки 106 будут находиться в пределах 10°F (5,5°С) повышенной температуры 212.
[0047] Этап 314 способа 300 по ФИГ. 3 может включать приложение давления 164 сжатия (ФИГ. 2 - например, атмосферного давления) к уплотнителю 158 внутренней камеры мешка (ФИГ. 1) и композитной укладке 106 (ФИГ. 1) в течение периода 226 вентилирования внешней вакуумной камеры (например, на временном промежутке t2-t3 по ФИГ. 4) в результате вентилирования внешней вакуумной камеры 194 (ФИГ. 1) соединением с атмосферой 102 (ФИГ. 1). Приложение давления 164 сжатия (ФИГ. 2) может приводить к откачиванию и/или вытеснению воздуха 114 (ФИГ. 1) и летучих веществ 116 (ФИГ. 1) из неотвержденного уплотнителя 158 внутренней камеры мешка и консолидации уплотнителя 158 внутренней камеры мешка, что может привести к улучшению герметизирующих свойств уплотнителя 158 внутренней камеры мешка. Этот воздух 114 и/или эти летучие вещества 116 могут предварительно находиться в уплотнителе 158 внутренней камеры мешка и/или воздух 114, и/или летучие вещества 116 могут образовываться уплотнителем 158 внутренней камеры мешка, расширяться за счет уплотнителя или возникать благодаря ему, в результате приложения 186 давления внешнего вакуума (ФИГ. 4) к внешней вакуумной камере 194 (ФИГ. 1) и/или в результате нагревания неотвержденного уплотнителя 158 внутренней камеры мешка во время нагревания композитной укладки 106. Воздух 114 и летучие вещества 116 из уплотнителя 158 внутренней камеры мешка могут быть откачаны по направлению к вакуумному отверстию 152 для мешка (ФИГ. 1) и/или вакуумному отверстию 182 для кожуха (ФИГ. 1) в течение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 4) и могут быть выпущены в атмосферу 102 (ФИГ. 1).
[0048] Способ 300 по ФИГ. 3 может включать выдерживание композитной укладки 106 (ФИГ. 1) приблизительно при повышенной температуре 212 (ФИГ. 4 - например, в пределах 10°F (5,5°С) в течение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 4) для облегчения дегазации с выпуском воздуха 114 (ФИГ. 1) и летучих веществ 116 (ФИГ. 1) из уплотнителя 158 внутренней камеры мешка и облегчения консолидации уплотнителя 158 внутренней камеры мешка (ФИГ. 1), что может быть обеспечено посредством дегазации уплотнителя 158 внутренней камеры мешка. Продолжительность периода 226 вентилирования внешней вакуумной камеры (ФИГ. 4) может быть определена эмпирически (например, в лаборатории) перед инициированием отверждения с использованием сдвоенного вакуумного мешка для композитной укладки 106 и может быть основана, по меньшей мере частично, на системе материалов композитной укладки 106 и/или композиции уплотнителя 158 внутренней камеры мешка. Период 226 вентилирования внешней вакуумной камеры может быть достаточно длинным, чтобы обеспечить возможность дегазации с выпуском большей части воздуха 114 (ФИГ. 1) и летучих веществ 116 (ФИГ. 1) из уплотнителя 158 внутренней камеры мешка (ФИГ. 1), и достаточно коротким, чтобы предотвратить излишнюю консолидацию композитной укладки 106 (ФИГ. 1) перед ее окончательным отверждением (ФИГ. 1). Например, способ может включать продолжение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 4) до тех пор, пока скорость дегазации с выпуском воздуха 114 и/или летучих веществ 116 из уплотнителя 158 внутренней камеры мешка не уменьшится до уровня, который составляет менее 50% от максимальной скорости дегазации уплотнителя 158 внутренней камеры мешка. Такая максимальная скорость дегазации уплотнителя 158 внутренней камеры мешка может быть определена эмпирически в лабораторных условиях перед инициированием процесса обработки на основе сдвоенного вакуумного мешка, согласно раскрытому в настоящем документе способу 300. Дополнительно или в качестве альтернативы период 226 вентилирования внешней вакуумной камеры может иметь такую продолжительность, что первоначальная толщина 108 (ФИГ. 2) композитной укладки 106 (например, перед моментом времени t0 по ФИГ. 4) уменьшается (например, консолидирована) до уровня, не превышающего 20% от общей величины консолидации отвержденного композитного изделия 118, как представлено толщиной 120 (ФИГ. 5) отвержденного композитного изделия 118 (ФИГ. 5). Общая величина консолидации отвержденного композитного изделия 118 может быть определена эмпирически посредством тестирования одного или более образцов композитной укладки (не показано), выполненных из одной и той же системы материалов (например, одной и той же смоляной композиции и волоконной композиции) и имеющих такую же последовательность укладки слоев (не показано), как композитная укладка 106, и посредством воздействия на такие образцы укладок такими же давлениями и температурами, которые используют при отверждении композитной укладки 106.
[0049] Еще в одних вариантах реализации изобретения уплотнитель 158 внутренней камеры мешка (ФИГ. 1) может быть выполнен из композиции (не показано), которая вспенивается (не показано) по меньшей мере, когда уплотнитель 158 внутренней камеры мешка открыт воздействию давления 186 внешнего вакуума (ФИГ. 1) и/или когда уплотнитель 158 внутренней камеры мешка нагревают, например, до повышенной температуры 212 (ФИГ. 4). Вспенивание (не показано) уплотнителя 158 внутренней камеры мешка может свидетельствовать о расширении воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) в уплотнителе 158 внутренней камеры мешка и выпуске или удалении такого воздуха 114 и/или летучих веществ 116 из уплотнителя 158 внутренней камеры мешка. Период 226 вентилирования внешней вакуумной камеры (ФИГ. 4) может иметь такую продолжительность, которая обеспечивает возможность удаления воздуха 114 и летучих веществ 114 из уплотнителя 158 внутренней камеры мешка по мере консолидации уплотнителя 158 внутренней камеры мешка и может продолжаться до тех пор, пока уплотнитель 158 внутренней камеры мешка не прекратит вспенивание, или по меньшей мере до тех пор, пока вспенивание уплотнителя 158 внутренней камеры мешка не уменьшится до уровня менее 50% от максимального вспенивания уплотнителя 158 внутренней камеры мешка. Максимальное вспенивание уплотнителя 158 внутренней камеры мешка может быть определено заранее (например, в лаборатории) и может быть представлено в виде максимального объемного расхода для дегазации с выпуском (не показано) воздуха 114 и/или летучих веществ 116 из уплотнителя 158 внутренней камеры мешка при давлениях вакуума и/или при повышенной температуре (повышенных температурах) 212, которые могут воздействовать на уплотнитель 158 внутренней камеры мешка во время консолидации и отверждения композитной укладки 106. Объемный расход или скорость для дегазации уплотнителя 158 внутренней камеры мешка может быть описана как объем воздуха 114 и/или летучих веществ 116, выпускаемый в единицу времени (например, в минуту) уплотнителем 158 внутренней камеры мешка. Дополнительно или в качестве альтернативы период 226 вентилирования внешней вакуумной камеры может быть продолжен до тех пор, пока уплотнитель 158 внутренней камеры мешка не прекратит вспенивание, как может быть определено посредством визуального наблюдения за уплотнителем 158 внутренней камеры мешка и/или посредством измерения скорости дегазации уплотнителя 158 внутренней камеры мешка с помощью одного или более датчиков скорости дегазации (не показано).
[0050] В некоторых примерах продолжительность периода 226 вентилирования внешней вакуумной камеры (например, t2-t3 по ФИГ. 4) может составлять менее 10 минут. Например, период 226 вентилирования внешней вакуумной камеры продолжительностью от 1 до 5 минут может обеспечить возможность удаления воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) из уплотнителя 158 внутренней камеры мешка (ФИГ. 1) и одновременную консолидацию уплотнителя 158 внутренней камеры мешка вследствие приложения давления 164 сжатия (ФИГ. 2) во время дегазации с выпуском воздуха 114 и/или летучих веществ 116 в течение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 4). Как обозначено выше, продолжительность периода 226 вентилирования внешней вакуумной камеры может быть выбрана для обеспечения баланса между предоставлением достаточного времени для удаления воздуха 114 и/или летучих веществ 116 из уплотнителя 158 внутренней камеры мешка и ограничением продолжительности периода 226 вентилирования внешней вакуумной камеры, чтобы предотвратить излишнюю консолидацию композитной укладки 106 (ФИГ. 1). Излишняя консолидация композитной укладки 106 в течение периода 226 вентилирования внешней вакуумной камеры может уменьшить удаляемость влаги 112, воздуха 114 и/или летучих веществ 116 из композитной укладки 106 после завершения периода 226 вентилирования внешней вакуумной камеры и во время оставшейся части процесса отверждения композитной укладки 106.
[0051] Этап 316 способа 300 по ФИГ. 3 может включать завершение периода 226 вентилирования внешней вакуумной камеры (например, в момент времени t3 по ФИГ. 4) посредством остановки вентилирования внешней вакуумной камеры 194 (ФИГ. 1) и выпуска в атмосферу 102 (ФИГ. 1) и повторного приложения давления 186 внешнего вакуума (ФИГ. 4) к внешней вакуумной камере 194 для продолжения удаления влаги 112 (ФИГ. 1), воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) из композитной укладки 106 (ФИГ. 1) в течение периода 220 выдерживания при температуре (ФИГ. 4). Давление 186 внешнего вакуума может быть возвращено по существу на такой же уровень, как перед периодом 226 вентилирования внешней вакуумной камеры. Внутренняя камера 166 мешка может поддерживаться по существу при таком давлении 156 вакуума внутреннего мешка, как давление вакуума перед периодом 226 вентилирования внешней вакуумной камеры и/или в течение этого периода. В этом отношении, давление 156 вакуума внутреннего мешка, приложенное к внутренней камере 166 мешка, может быть не меньше, чем давление 186 внешнего вакуума. Например, как обозначено выше, давление 156 вакуума внутреннего мешка (ФИГ. 4) может быть на 0,5-1,5 дюймов (12,7-38,1 мм) ртутного столба выше (например, перепад 192 давления по ФИГ. 4), чем давление 186 внешнего вакуума (ФИГ. 4), чтобы минимизировать давление 164 сжатия (ФИГ. 2) на композитную укладку 106 (ФИГ. 1) и, в результате этого, способствовать удалению или выпуску влаги 112, воздуха 114 и/или летучих веществ 116 из композитной укладки 106. В зависимости от системы и геометрических характеристик материалов (например, толщины 108 укладки - не показано) композитной укладки 106, давление 186 внешнего вакуума и давление 156 вакуума внутреннего мешка может поддерживаться в течение заданного периода времени для обеспечения возможности удаления влаги 112, воздуха 114 и/или летучих веществ 116. В одном примере, давление 186 внешнего вакуума и давление 156 вакуума внутреннего мешка могут поддерживаться в течение 30-180 минут для обеспечения возможности дегазации композитной укладки 106 на временном промежутке t0-t4 по ФИГ. 4.
[0052] Этап 318 способа 300 по ФИГ. 3 может включать повторное вентилирование внешней вакуумной камеры 194 соединением с атмосферой 102 (например, в момент времени t4 по ФИГ. 4) в течение периода 220 выдерживания при температуре (ФИГ. 4). Внешняя вакуумная камера 194 (ФИГ. 1) может быть провентилирована соединением с атмосферой 102 (ФИГ. 1) посредством открытия вакуумного отверстия 182 для кожуха (ФИГ. 1) и выключения источника 184 вакуума для кожуха (ФИГ. 1), чтобы остановить приложение давления 186 внешнего вакуума (ФИГ. 4) на внешнюю вакуумную камеру 194 (ФИГ. 1). Давление 156 вакуума внутреннего мешка (ФИГ. 4) на внутреннюю камеру 166 мешка (ФИГ. 1) может поддерживаться. В цикле одноэтапной обработки для отверждения по ФИГ. 4, композитная укладка 106 (ФИГ. 1) может поддерживаться при повышенной температуре 212 (ФИГ. 4) при повторном вентилировании внешней вакуумной камеры 194 соединением с атмосферой 102. Композитная укладка 106 может поддерживаться с такой же повышенной температурой 212, что и перед периодом вентилирования 226 внешней вакуумной камеры. В некоторых примерах повышенная температура 212 по ФИГ. 4 может быть температурой 216 отверждения композитной укладки 106.
[0053] Этап 320 способа 300 может включать приложение давления 164 сжатия (ФИГ. 2 - например, атмосферного давления) вакуумного мешка 150 (ФИГ. 1) к композитной укладке 106 (ФИГ. 1) при повторном вентилировании внешней вакуумной камеры 194 (ФИГ. 1) соединением с атмосферой 102 (ФИГ. 1). В предпочтительных вариантах реализации изобретения описанные выше дегазация и консолидация уплотнителя 158 внутренней камеры мешка (ФИГ. 1) в течение периода 226 вентилирования внешней вакуумной камеры (например, t2-t3 по ФИГ. 4) могут улучшить эффективность уплотнителя 158 внутренней камеры мешка при поддержании целостности внутренней камеры 166 мешка в отношении вакуума, что может привести к уменьшению количества воздуха, поступившего в композитную укладку 106 (ФИГ. 1) во время отверждения и может привести к увеличению величины давления 164 сжатия (ФИГ. 2), которое может быть приложено к композитной укладке 106 (ФИГ. 1) при повторном вентилировании внешней вакуумной камеры 194 соединением с атмосферой 102 в момент времени t4 по ФИГ. 4. Приложение давления 164 сжатия (ФИГ. 2) на композитную укладку 106 может быть продолжено до завершения консолидации и отверждения композитной укладки 106. На ФИГ. 4 композитная укладка 106 может поддерживаться при повышенной температуре 212 до начала периода 218 уменьшения температуры в момент времени t5. Во время периода 218 уменьшения температуры на временном промежутке t5-t6 по ФИГ. 4 температура композитной укладки 106 может быть уменьшена от повышенной температуры 212 до температуры 210 окружающей среды. Период 218 уменьшения температуры композитной укладки 106 (ФИГ. 1) может быть непрерывным и может быть реализован по существу с постоянной скоростью от повышенной температуры 212 до температуры 210 окружающей среды, при которой отверждение композитной укладки 106 может быть по существу завершено с получением, в результате, отвержденного композитного изделия 118 (ФИГ. 5).
[0054] ФИГ. 6 является иллюстрацией блок-схемы с одной или более операциями, которые могут быть включены в способ 400 (ФИГ. 7) отверждения композитной укладки 106 (ФИГ. 1) при двухэтапной обработке 402, и соответствует ФИГ. 7, которая иллюстрирует график температуры 200, времени 202 и давления вакуума 204 в примере двухэтапной обработки 402. Двухэтапная обработка 402, показанная на ФИГ. 6-7, сходна с описанной выше одноэтапной обработкой 302, показанной на ФИГ. 3-4, с той разницей, что при одноэтапной обработке (ФИГ. 3-4), композитную укладку 106 (ФИГ. 1) нагревают до одной повышенной температуры 212 (ФИГ. 4) для консолидации и отверждения, а при двухэтапной обработке 402 (ФИГ. 6-7) композитную укладку 106 сначала нагревают до промежуточной температуры 214 (ФИГ. 7) для дегазации композитной укладки 106, а затем осуществляют линейное изменение температуры до температуры 216 отверждения (ФИГ. 7) для консолидации и отверждения композитной укладки 106, как более подробно описано ниже. Как описано выше, способ 400 (ФИГ. 7) при двухэтапной обработке 402 для отверждения может включать выкладку одного или более композитных слоев 110 (ФИГ. 1 - например, композитных слоев препрега) на формовочное приспособление 104 (ФИГ. 1) с образованием композитной укладки 106 (ФИГ. 1). В альтернативных вариантах реализации изобретения, как обозначено выше, композитная укладка 106 может быть выполнена из сухих волокнистых слоев (не показано), которые позже могут быть пропитаны смолой (не показано) перед инициированием двухэтапной обработки 402, показанной на ФИГ. 6-7.
[0055] Этап 402 способа 400 по ФИГ. 6 может включать набрасывание мешка на композитную укладку 106 (ФИГ. 1) с ее размещением под гибким вакуумным мешком 150 (ФИГ. 1), как описано выше для этапа 302 (ФИГ. 3), и может включать дополнительные слои (не показано), такие как дышащий слой (не показано), разделительная пленка (не показано), промежуточная плита (не показано), и/или другие материалы или слои. Вакуумный мешок 150 может быть загерметизирован относительно формовочного приспособления 104 (ФИГ. 1) с помощью уплотнителя 158 внутренней камеры мешка (ФИГ. 1) с образованием внутренней камеры 166 мешка (ФИГ. 1), образованной в виде пространства между вакуумным мешком 150 и формовочным приспособлением 104, как описано выше. Этап 404 способа 400 по ФИГ. 6 может включать герметизацию жесткого кожуха 180 (ФИГ. 1) относительно формовочного приспособления 104 с использованием уплотнителя 188 кожуха (ФИГ. 1), как описано выше для этапа 304 (ФИГ. 3). Этап 406 способа 400 может включать приложение давления 156 вакуума внутреннего мешка (ФИГ. 7) к внутренней камере 166 мешка (ФИГ. 1) и давления 186 внешнего вакуума (ФИГ. 7) к внешней вакуумной камере 194 (ФИГ. 1), причем давление 156 вакуума внутреннего мешка не меньше, чем давление 186 внешнего вакуума, как показано в момент времени t0 по ФИГ. 7 и описано выше для этапа 306 (ФИГ. 3). Как показано на ФИГ. 7 и описано выше, в некоторых примерах давление 156 вакуума внутреннего мешка может быть по существу равным давлению 186 внешнего вакуума. При этом, чтобы избежать возможного оттягивания вакуумного мешка 150 от формовочного приспособления 104 в том случае, когда давление 186 внешнего вакуума немного выше, чем давление 156 вакуума внутреннего мешка, и чтобы обеспечить продолжение герметизации уплотнителя 158 внутренней камеры мешка относительно формовочного приспособления 104, давление 156 вакуума внутреннего мешка может быть приложено на уровне, который на 0,5-1,5 дюймов (12,7-38,1 мм) ртутного столба выше (например, перепад 192 давления по ФИГ. 7), чем давление 186 внешнего вакуума, как описано выше.
[0056] Этап 408 способа 400 по ФИГ. 6 может включать увеличение температуры композитной укладки 106 (ФИГ. 1) во время первого линейного изменения 206 температуры (например, на временном промежутке t0-t1 по ФИГ. 7) от температуры 210 окружающей среды (например, 68-72°F (20-22,2°С)) до промежуточной температуры 214, как показано на ФИГ. 7, и которая может быть меньше, чем температура 216 отверждения (ФИГ. 7). В одном примере, промежуточная температура 214 может быть меньше, чем температура, при которой смола (не показано) в композитной укладке 106 начинает образовывать поперечную связь и полимеризоваться. Для данной системы материалов (не показано) композитной укладки 106 промежуточная температура 214 может находиться в диапазоне приблизительно 100-220°F (37,8-104,4°С) (например, между 155-165°F (68,3-73,9°С) для эпоксидной смолы), а температура 216 отверждения может находиться в диапазоне от 300 до 400°F (148,9-204,4°С) (например, между 345-365°F (173,9-185°С) для эпоксидной смолы). При этом для системы материалов композитной укладки 106 (ФИГ. 1) может требоваться промежуточная температура 214, которая может находиться за пределами диапазона 100-220°F (37,8-104,4°С), и температура 216 отверждения, которая может находиться за пределами диапазона 250-400°F (121,1-204,4°С). Композитная укладка 106 может быть нагрета одновременно (например, в момент времени t0 по ФИГ. 7) или сразу после (например, в течение нескольких минут) приложения давления 156 вакуума внутреннего мешка к внутренней камере 166 мешка и давления 186 внешнего вакуума к внешней вакуумной камере 194, способом, сходным с описанным выше для этапа 308 (ФИГ. 3). Способ 400 может включать выдерживание композитной укладки 106 (ФИГ. 1) при промежуточной температуре 214 на протяжении периода 222 выдерживания при промежуточной температуре (например, на временном промежутке t1-t4 по ФИГ. 7), во время которого вязкость смолы в композитной укладке 106 может быть уменьшена.
[0057] Этап 410 способа 400 по ФИГ. 6 может включать откачивание влаги 112 (ФИГ. 1), воздуха 114 (ФИГ. 1) и/или летучих веществ 116 (ФИГ. 1) из композитной укладки 106 (ФИГ. 1) по направлению к вакуумному отверстию 152 для мешка (ФИГ. 1), как описано выше для этапа 306 (ФИГ. 3) при одновременном поддержании температуры композитной укладки 106 при промежуточной температуре 214 (ФИГ. 7) и при одновременном поддержании давления 156 вакуума внутреннего мешка (ФИГ. 7) на внутреннюю камеру 166 мешка (ФИГ. 1) и давления 186 внешнего вакуума (ФИГ. 7) на внешнюю вакуумную камеру 194 (ФИГ. 1). Как описано выше для этапа 306, увеличенная температура (например, промежуточная температура 214) композитной укладки 106 (ФИГ. 1) может вызывать расширение воздуха 114 (например, содержащего влагу 112) и летучих веществ 116 в композитной укладке 106 и их удаление благодаря пониженной вязкости смолы (не показано) при небольшом (например, менее чем 1 фунт на кв. дюйм (6,9 кПа)) или отсутствующем чистом давлении 164 сжатия (ФИГ. 2) на композитную укладку 106 в течение периода 222 выдерживания при промежуточной температуре (например, на временном промежутке t0-t4 по ФИГ. 7).
[0058] Этап 412 способа 400 по ФИГ. 6 может включать вентилирование внешней вакуумной камеры 180 (ФИГ. 1) соединением с атмосферой 102 (например, в момент времени t2 по ФИГ. 7) для инициирования периода 226 вентилирования внешней вакуумной камеры (например, на временном промежутке t2-t3 по ФИГ. 7) в течение периода 222 выдерживания при промежуточной температуре (например, на временном промежутке t1-t4 по ФИГ. 7). Как описано выше для этапа 312, кожух 180 может быть провентилирован соединением с атмосферой 102 (ФИГ. 1) посредством открытия вакуумного отверстия 182 для кожуха (ФИГ. 1) и выключения источника 184 вакуума для кожуха (ФИГ. 1), благодаря чему прекращают прикладывать давление 186 внешнего вакуума (ФИГ. 7) к внешней вакуумной камере 194 (ФИГ. 1). Также, как описано выше для этапа 312, период 226 вентилирования внешней вакуумной камеры (ФИГ. 7) может быть инициирован, когда все места композитной укладки 106 (ФИГ. 1) будут находиться в пределах заданного диапазона промежуточной температуры 214. Например, для композитной укладки 106, оснащенной термопарами 122 (ФИГ. 1) в множестве мест на композитной укладке 106, период 226 вентилирования внешней вакуумной камеры может быть инициирован не раньше, чем когда температура, измеренная каждой термопарой, будет находиться в пределах 10°F (5,5°С) (например, 155°F (68,3°С)) промежуточной температуры 214 (например, 165°F (73,9°С)). Этап 412 по ФИГ. 6 может включать выдерживание композитной укладки 106 приблизительно при промежуточной температуре 214 (например, в пределах 10°F (5,5°С)) в течение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 7).
[0059] Этап 414 способа 400 по ФИГ. 6 может включать приложение давления 164 сжатия (ФИГ. 2 - например, атмосферного давления) к уплотнителю 158 внутренней камеры мешка (ФИГ. 1) и композитной укладке 106 (ФИГ. 1) в течение периода 226 вентилирования внешней вакуумной камеры (например, на временном промежутке t2-t3 по ФИГ. 7) таким же образом, как описано выше для этапа 312 по ФИГ. 300. Как упомянуто выше, приложение давления 164 сжатия (ФИГ. 2) может облегчить дегазацию или выпуск воздуха 114 и/или летучих веществ 116 из уплотнителя 158 внутренней камеры мешка (ФИГ. 2), которые могут образовываться с течением времени или в результате нагревания уплотнителя 158 внутренней камеры мешка. Воздух 114 и/или летучие вещества 116 из уплотнителя 158 внутренней камеры мешка могут быть откачаны по направлению к вакуумному отверстию 152 для мешка и/или вакуумному отверстию 182 для кожуха в течение периода 226 вентилирования внешней вакуумной камеры. Как обсуждалось выше для этапа 312, период 226 вентилирования внешней вакуумной камеры (ФИГ. 7) может быть продолжен в течение заданного периода времени, во время которого уплотнитель 158 внутренней камеры мешка (ФИГ. 1) может быть подвергнут дегазации и консолидации, чтобы таким образом улучшить эффективность уплотнителя 158 внутренней камеры мешка при поддержании непроницаемого для вакуума уплотнения вакуумного мешка 150 с помощью формовочного приспособления 104 в течение двухэтапного цикла 402 отверждения (ФИГ. 7). Как указано выше, улучшение эффективности уплотнителя 158 внутренней камеры мешка в течение периода 226 вентилирования внешней вакуумной камеры (ФИГ. 7) может уменьшить количество воздуха, поступающего в композитную укладку 106 (ФИГ. 1) во время отверждения, и может привести к увеличению величины давления 164 сжатия (ФИГ. 2), которое может быть приложено к композитной укладке 106 во время оставшейся части двухэтапного цикла 402 отверждения. Уменьшение утечек воздуха и увеличение давления 164 сжатия (ФИГ. 2) на композитную укладку 106 во время отверждения может приводить к уменьшению пустот (не показано) в композитной укладке 106 и соответствующему увеличению механических характеристик отвержденного композитного изделия 118, как описано выше.
[0060] Этап 416 способа 400 по ФИГ. 6 может включать остановку вентилирования внешней вакуумной камеры 194 (ФИГ. 1) соединением с атмосферой 102 (ФИГ. 1) и повторное приложение давления 186 внешнего вакуума (ФИГ. 7) к внешней вакуумной камере 194 (например, в момент времени t3 по ФИГ. 7) для завершения периода 226 вентилирования внешней вакуумной камеры (ФИГ. 7), тем же образом, как описано выше для этапа 316 по ФИГ. 3. Давление 186 внешнего вакуума (ФИГ. 7) может быть приложено на том же уровне, что и перед периодом 226 вентилирования внешней вакуумной камеры для достижения такого же перепада 192 давления (ФИГ. 7) с помощью внутренней камеры 166 мешка (ФИГ. 1), как перед периодом 226 вентилирования внешней вакуумной камеры. Завершение периода 226 вентилирования внешней вакуумной камеры может обеспечить возможность удаления влаги 112, воздуха 114 и/или летучих веществ 116 из композитной укладки 106 (ФИГ. 1) для продолжения по меньшей мере оставшейся части периода 222 выдерживания при промежуточной температуре (например, по меньшей мере до момента времени t4 по ФИГ. 7). В течение периода 222 выдерживания при промежуточной температуре, температура композитной укладки 106 может поддерживаться относительно постоянной при значении промежуточной температуры 214.
[0061] Этап 418 способа 400 по ФИГ. 6 может включать повторное вентилирование внешней вакуумной камеры 194 (ФИГ. 1) соединением с атмосферой 102 (например, приблизительно в момент времени t4 по ФИГ. 7) для завершения периода 222 выдерживания при промежуточной температуре (ФИГ. 7) посредством открытия вакуумного отверстия 182 для кожуха (ФИГ. 1) при одновременном поддержании давления 156 вакуума внутреннего мешка (ФИГ. 7) на внутреннюю камеру 166 мешка (ФИГ. 1), способом, сходным с описанным выше для этапа 318 по ФИГ. 3. Источник 184 вакуума для кожуха (ФИГ. 1) может быть выключен, чтобы остановить приложение давления 186 внешнего вакуума (ФИГ. 7) на внешнюю вакуумную камеру 194. Этап 420 способа 400 может включать приложение давления 164 сжатия (ФИГ. 2 - например, атмосферного давления) вакуумного мешка 150 (ФИГ. 2) к композитной укладке 106 (ФИГ. 2) при повторном вентилировании внешней вакуумной камеры 194 (ФИГ. 2) соединением с атмосферой 102, способом, сходным с описанным выше для этапа 320 по ФИГ. 3. Как обозначено выше, дегазация и консолидация уплотнителя 158 внутренней камеры мешка в течение периода 226 вентилирования внешней вакуумной камеры предпочтительно улучшает эффективность и целостность уплотнителя 158 внутренней камеры мешка для обеспечения возможности приложения полного давления вакуума к композитной укладке 106 без просачивания через уплотнитель 158 внутренней камеры мешка во время оставшейся части двухэтапного цикла 402 отверждения (ФИГ. 7).
[0062] Этап 422 способа 400 по ФИГ. 6 может включать увеличение температуры композитной укладки 106 (ФИГ. 1) от промежуточной температуры 214 (ФИГ. 7) до температуры 216 отверждения (ФИГ. 7) и выдерживание композитной укладки 106 при температуре 216 отверждения в течение периода 224 выдерживания при температуре отверждения (ФИГ. 7). На этапе 422 температура композитной укладки 106 может быть увеличена по существу с постоянной скоростью во время второго линейного изменения 208 температуры (например, на временном промежутке t4-t5 по ФИГ. 7) до температуры 216 отверждения. Второе линейное изменение 208 температуры с повышением до температуры 216 отверждения может занимать от 30 минут до 1 часа или более, хотя возможна большая или меньшая продолжительность времени. Как упомянуто выше, температура 216 отверждения может быть специфичной для данной системы материалов (например, смоляной композиции) композитной укладки 106. В примере, в котором композитная укладка 106 включает в себя эпоксидную смолу (не показано), температура 216 отверждения может находиться в пределах приблизительно 345-365°F (173,9-185°С).
[0063] Способ 400 может включать выдерживание композитной укладки 106 при температуре 216 отверждения (ФИГ. 7) в течение периода 224 выдерживания при температуре отверждения (например, на временном промежутке t5-t6по ФИГ. 7). В зависимости от системы материалов период 224 выдерживания при температуре отверждения (ФИГ. 7) может иметь продолжительность приблизительно 1-3 часа или более, как может оказаться необходимым для продолжения отверждения композитной укладки 106 (ФИГ. 1) до завершения. Способ 400 может включать уменьшение температуры композитной укладки 106 (например, на временном промежутке t6-t7 по ФИГ. 7) от температуры 216 отверждения (ФИГ. 7) до температуры 210 окружающей среды (ФИГ. 7) во время периода 218 уменьшения температуры (ФИГ. 7), которое может быть выполнено непрерывно и по существу с постоянной скоростью и с получением, в результате, отвержденного композитного изделия 118 (ФИГ. 5).
[0064] На ФИГ. 8 приведена иллюстрация перспективного вида воздушного летательного аппарата 516, содержащего одно или более композитных изделий 118 (ФИГ. 3), которые могут быть изготовлены с использованием одного или более примеров способов 300, 400 (ФИГ. 3 и 6), раскрытых в настоящем документе. Воздушный летательный аппарат 516 может включать в себя фюзеляж 518, имеющий нос 520 в передней части и хвостовое оперение 522 в задней части. Хвостовое оперение 522 может включать в себя вертикальное хвостовое оперение 526 и один или более элементов 524 горизонтального хвостового оперения. В дополнение, воздушный летательный аппарат 516 может включать в себя пару крыльев 530, проходящих наружу от фюзеляжа 518. Одна или более движительных или силовых установок 528 могут быть включены в воздушный летательный аппарат 516. Например, движительные установки 528 могут быть установлены на крыльях 530.
[0065] Хотя на ФИГ. 8 показан в целом пример коммерческого воздушного летательного аппарата 516, способы 300, 400 (ФИГ. 3 и 6), раскрытые в настоящем документе, могут быть реализованы для изготовления композитных изделий 118 (ФИГ. 5) для воздушного летательного аппарата любого типа, включая коммерческие, гражданские и военные воздушные летательные аппараты, в том числе воздушный летательный аппарат с фиксированным крылом, винтокрылый летательный аппарат и любой другой тип воздушных транспортных средств. Кроме того, способы 300, 400 (ФИГ. 3 и 6), раскрытые в настоящем документе могут быть реализованы для изготовления композитных изделий 118 (ФИГ. 5), которые могут быть использованы на космических летательных аппаратах, включая, помимо прочего, реактивные снаряды, ракеты, ракеты-носители, спутники. В дополнение, способы 300, 400 (ФИГ. 3 и 6) могут быть реализованы для изготовления композитных изделий 118 (ФИГ. 5) для транспортных средств наземного базирования, включая моторные транспортные средства любого типа и гидроциклы любого типа. В связи с этим способы 300, 400 (ФИГ. 3 и 6) могут быть реализованы для изготовления композитных изделий 118 (ФИГ. 5) для применения в любой области транспортных и нетранспортных средств, без ограничения, включая системы, узлы, подузлы или конструкции любого типа, включая здания или иные конструкции наземного базирования.
[0066] Со ссылкой на ФИГ. 9 варианты реализации настоящего изобретения могут быть описаны в контексте способа 500 изготовления и обслуживания воздушного летательного аппарата, как показано на ФИГ. 9, и воздушного летательного аппарата 516, как показано на ФИГ. 10. Во время подготовки к производству показанный в качестве примера способ 500 может включать разработку спецификации и проектирование 502 воздушного летательного аппарата 516 и материальное снабжение 504. Во время производства осуществляют изготовление 506 компонентов и сборочных узлов и интеграцию 508 систем воздушного летательного аппарата 516. После этого воздушный летательный аппарат 516 может проходить этапы сертификации и доставки 510 для постановки на обслуживание 512. В процессе эксплуатации 512 заказчиком воздушный летательный аппарат 516 подпадает под регламентное техобслуживание и текущий ремонт 514 (которые также могут включать в себя модернизацию, перенастройку, переоборудование и так далее).
Как упомянуто ниже, раскрытые в настоящем документе способы 300, 400 (ФИГ. 3 и 6) могут быть реализованы во время производства 506 компонентов и сборочных узлов. Например, способы 300, 400 (ФИГ. 3 и 6) могут быть реализованы во время изготовления компонентов и сборочных узлов, модификации, перенастройки и/или восстановлении любого из различных компонентов (не показано) воздушного летательного аппарата 516, включая, помимо прочего, корпус 630 и/или внутреннюю часть 632 воздушного летательного аппарата 516.
[0067] Каждый из процессов иллюстративного способа 500 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей настоящего описания системный интегратор может включать в себя, помимо прочего, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, помимо прочего, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[0068] Как показано на ФИГ. 10, воздушный летательный аппарат 516, изготовленный согласно приведенному в качестве примера способу 500, может включать в себя корпус 630 с множеством высокоуровневых систем 634 и внутреннюю часть 632. Примеры высокоуровневых систем 634 включают в себя одну или больше движительных систем 636, систему 638 электроснабжения, гидравлическую систему 640, систему 642 управления окружающей средой. Может быть включено любое количество других систем 634. Раскрытые в настоящем документе способы 300, 400 (ФИГ. 3 и 6) могут быть реализованы во время производства, изготовления 506 компонентов и/или сборочных узлов воздушного летательного аппарата 516 (ФИГ. 10) и/или во время интеграции 508 систем воздушного летательного аппарата 516. Например, способы 300, 400 (ФИГ. 3 и 6) могут быть реализованы для изготовления композитных изделий 118 (ФИГ. 5), которые могут быть включены в корпус 630, например фюзеляж 518 (ФИГ. 8), вертикальное хвостовое оперение 526 (ФИГ. 8), горизонтальное хвостовое оперение 524 (ФИГ. 8) и/или крылья 530 (ФИГ. 8). Способы 300, 400 (ФИГ. 3 и 6) также могут быть реализованы для изготовления любого из одного или более компонентов воздушного летательного аппарата, которые могут быть включены в одну или более высокоуровневых систем 634 и/или внутреннюю часть 632 воздушного летательного аппарата 516. Хотя показан пример, относящийся к аэрокосмической отрасли, принципы изобретения применимы к другим отраслям, например, автомобильной промышленности.
[0069] Устройства и способы, представленные в настоящем документе, могут быть использованы во время любых одного или более этапов способа 500 изготовления и обслуживания (ФИГ. 9). Например, компоненты или сборочные узлы, относящиеся к процессу изготовления, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготовленным во время эксплуатации воздушного летательного аппарата 516 (ФИГ. 8). Также, один или более вариантов реализации устройства, вариантов реализации способа или их комбинаций могут быть использованы во время этапов производства и, например, с существенным ускорением сборки или снижением стоимости воздушного летательного аппарата 516. Аналогично, один или более вариантов реализации устройства или вариантов реализации способов или их комбинаций могут быть использованы во время эксплуатации воздушного летательного аппарата 516, например, без ограничения, во время его эксплуатации, регламентного техобслуживания и ремонта 514 (ФИГ. 9).
Таким образом, подводя итог, согласно первому аспекту настоящего изобретения раскрыт:
А1. Способ предотвращения просачивания через уплотнитель (158) внутренней камеры вакуумного мешка (150) во время отверждения композитной укладки (106), включающий:
приложение давления (156) вакуума внутреннего мешка к внутренней камере (166) мешка и давления (186) внешнего вакуума к внешней вакуумной камере (194), причем внутренняя камера (166) мешка образована вакуумным мешком (150), покрывающим композитную укладку (106) и загерметизированным относительно формовочного приспособления (104), а давление (156) вакуума внутреннего мешка не меньше, чем давление (186) внешнего вакуума;
увеличение температуры (200) композитной укладки (106) до повышенной температуры (212) для инициирования периода (220) выдерживания при температуре;
вентилирование внешней вакуумной камеры (194) соединением с атмосферой (102) для инициирования периода (226) вентилирования внешней вакуумной камеры в течение периода (220) выдерживания при температуре;
приложение давления (164) сжатия к уплотнителю (158) внутренней камеры мешка в течение периода (226) вентилирования внешней вакуумной камеры; и
повторное приложение давления (186) внешнего вакуума к внешней вакуумной камере (194) для завершения периода (226) вентилирования внешней вакуумной камеры.
А2. Также предложен способ по параграфу А1, дополнительно включающий: набрасывание мешка на композитную укладку (106) с ее размещением под внутренней камерой (166) вакуумного мешка.
A3. Также предложен способ по параграфу А1, дополнительно включающий: герметизацию жесткого кожуха (180) относительно формовочного приспособления
(104) таким образом, что кожух (180) покрывает вакуумный мешок (150) с образованием внешней вакуумной камеры (194).
А4. Также предложен способ по параграфу А1, дополнительно включающий:
откачивание влаги (112), воздуха (114) и/или летучих веществ (116) из композитной укладки (106) по направлению к вакуумному отверстию (152) мешка в течение периода (220) выдерживания при температуре.
А5. Также предложен способ по параграфу А1, согласно которому:
уплотнитель (158) внутренней камеры мешка первоначально представляет собой неотвержденный герметик, который отверждается с течением времени (202).
А6. Также предложен способ по параграфу А5, согласно которому:
неотвержденный герметик представляет собой бутилкаучуковый герметик.
А6. Также предложен способ по параграфу А1, согласно которому этап приложения давления (156) вакуума внутреннего мешка и давления (186) внешнего вакуума включает:
приложение давления (156) вакуума внутреннего мешка на уровне, равном давлению (186) внешнего вакуума.
А7. Также предложен способ по параграфу А1, согласно которому этап приложения давления (156) вакуума внутреннего мешка и давления (186) внешнего вакуума включает:
приложение давления (156) вакуума внутреннего мешка на уровне, который на 0,5-1,5 дюймов (12,7-38,1 мм) ртутного столба выше, чем давление (186) внешнего вакуума.
А8. Также предложен способ по параграфу А1, согласно которому этап вентилирования внешней вакуумной камеры (194) соединением с атмосферой (102) включает:
инициирование периода (226) вентилирования внешней вакуумной камеры, когда все места композитной укладки (106) находятся в пределах 10°F (5,5°С) указанной повышенной температуры (212).
А9. Также предложен способ по параграфу А1, согласно которому композитная укладка (106) включает в себя термопары (122), установленные в различных местах на композитной укладке (106), этап вентилирования внешней вакуумной камеры (194) соединением с атмосферой (102) включает:
инициирование периода (226) вентилирования внешней вакуумной камеры, когда температура (200), измеренная всеми термопарами (122), достигает указанной повышенной температуры (212).
А10. Также предложен способ по параграфу А1, согласно которому этап приложения давления (164) сжатия к уплотнителю (158) внутренней камеры мешка в течение периода (226) вентилирования внешней вакуумной камеры включает:
откачивание воздуха (114) и летучих веществ (116) из уплотнителя (158) внутренней камеры мешка по направлению к вакуумному отверстию (152) мешка и/или вакуумному отверстию (182) кожуха.
А11. Также предложен способ по параграфу А1, согласно которому уплотнитель (158) внутренней камеры мешка вспенивается по меньшей мере во время приложения давления (186) внешнего вакуума,
причем этап приложения давления (164) сжатия к уплотнителю (158) внутренней камеры мешка включает:
продолжение периода (226) вентилирования внешней вакуумной камеры до прекращения вспенивания уплотнителя (158) внутренней камеры мешка.
А12. Также предложен способ по параграфу А1, согласно которому этап приложения давления (164) сжатия к уплотнителю (158) внутренней камеры мешка включает:
продолжение периода (226) вентилирования внешней вакуумной камеры до тех пор, пока не произойдет консолидация композитной укладки (106) до уровня, не превышающего 20% от общей величины консолидации отвержденной композитной укладки (106).
А13. Также предложен способ по параграфу А1, согласно которому этап повторного приложения давления (186) внешнего вакуума к внешней вакуумной камере (194) включает:
повторное приложение давления (186) внешнего вакуума к внешней вакуумной камере (194) на том же уровне, что и перед периодом (226) вентилирования внешней вакуумной камеры.
А14. Также предложен способ по параграфу А1, дополнительно включающий:
повторное вентилирование внешней вакуумной камеры (194) соединением с атмосферой (102) после завершения периода (226) вентилирования внешней вакуумной камеры.
Согласно дополнительным аспектам настоящего изобретения предложено:
В1. Композитное изделие (118), сформованное с использованием способа по п. А1.
Согласно дополнительным аспектам настоящего изобретения предложен:
С1. Способ изготовления композитного изделия (118), включающий:
набрасывание мешка на композитную укладку (106) с ее размещением под вакуумным мешком (150), загерметизированным относительно формовочного приспособления (104) с помощью уплотнителя (158) внутренней камеры мешка с образованием внутренней камеры (166) мешка;
герметизацию жесткого кожуха (180) относительно формовочного приспособления (104) таким образом, что кожух (180) покрывает вакуумный мешок (150) с образованием внешней вакуумной камеры (194);
приложение давления (156) вакуума внутреннего мешка к внутренней камере (166) мешка и давления (186) внешнего вакуума к внешней вакуумной камере (194), при этом давление (156) вакуума внутреннего мешка не меньше, чем давление (186) внешнего вакуума;
увеличение температуры (200) композитной укладки (106) до промежуточной температуры (214) для инициирования периода (222) выдерживания при промежуточной температуре;
откачивание влаги (112), воздуха (114) и/или летучих веществ (116) из композитной укладки (106) по направлению к вакуумному отверстию (152) мешка в течение периода (222) выдерживания при промежуточной температуре;
вентилирование внешней вакуумной камеры (194) соединением с атмосферой (102) для инициирования периода (226) вентилирования внешней вакуумной камеры в течение периода (222) выдерживания при промежуточной температуре;
приложение давления (164) сжатия к уплотнителю (158) внутренней камеры мешка в течение периода (226) вентилирования внешней вакуумной камеры;
повторное приложение давления (186) внешнего вакуума к внешней вакуумной камере (194) для завершения периода (226) вентилирования внешней вакуумной камеры и продолжения удаления влаги (112), воздуха (114) и/или летучих веществ (116) из композитной укладки (106) в течение периода (220) выдерживания при температуре;
повторное вентилирование внешней вакуумной камеры (194) соединением с атмосферой (102) при одновременном поддержании давления (156) вакуума внутреннего мешка на внутреннюю камеру (166) мешка;
приложение давления (164) сжатия вакуумного мешка (150) к композитной укладке (106) при повторном вентилировании внешней вакуумной камеры (194) соединением с атмосферой (102) для консолидации композитной укладки (106) и
увеличение температуры (200) композитной укладки (106) от промежуточной температуры (214) до температуры (200) (216) отверждения для инициирования периода (224) выдерживания при температуре отверждения для отверждения композитной укладки (106).
Согласно еще одному аспекту настоящего изобретения предложено:
С2. Также предложен способ по параграфу С1, согласно которому: уплотнитель (158) внутренней камеры мешка первоначально представляет собой неотвержденный герметик, который отверждается с течением времени (202).
С3. Также предложен способ по параграфу С1, согласно которому этап вентилирования внешней вакуумной камеры (194) соединением с атмосферой (102) включает:
инициирование периода (226) вентилирования внешней вакуумной камеры, когда все места композитной укладки (106) находятся в пределах 10°F (5,5°С) промежуточной температуры (214).
С4. Также предложен способ по параграфу С1, согласно которому этап приложения давления (164) сжатия к уплотнителю (158) внутренней камеры мешка включает:
откачивание воздуха (114) и летучих веществ (116) из уплотнителя (158) внутренней камеры мешка по направлению к вакуумному отверстию (152) мешка и/или вакуумному отверстию (182) кожуха.
С5. Также предложен способ по параграфу С1, согласно которому уплотнитель (158) внутренней камеры мешка вспенивается по меньшей мере во время приложения давления (186) внешнего вакуума,
причем этап приложения давления (164) сжатия к уплотнителю (158) внутренней камеры мешка включает:
продолжение периода (226) вентилирования внешней вакуумной камеры до прекращения вспенивания уплотнителя (158) внутренней камеры мешка.
С6. Также предложен способ по параграфу С1, согласно которому этап приложения давления (164) сжатия к уплотнителю (158) внутренней камеры мешка включает:
продолжение периода (226) вентилирования внешней вакуумной камеры до тех пор, пока не произойдет консолидация композитной укладки (106) до уровня, не превышающего 20% от общей величины консолидации отвержденной композитной укладки (106).
Согласно еще одному аспекту настоящего изобретения предложен:
D1. Способ изготовления композитного изделия (118), включающий:
набрасывание мешка на композитную укладку (106) с ее размещением под вакуумным мешком (150), загерметизированным относительно формовочного приспособления (104) с помощью уплотнителя (158) внутренней камеры мешка с образованием внутренней камеры (166) мешка, образованной в виде пространства между вакуумным мешком (150) и формовочным приспособлением (104), причем уплотнитель (158) внутренней камеры мешка первоначально представляет собой неотвержденный герметик;
герметизацию жесткого кожуха (180) относительно формовочного приспособления (104) таким образом, что кожух (180) покрывает вакуумный мешок (150) и образует внешнюю вакуумную камеру (194), образованную в виде пространства между вакуумным мешком (150) и кожухом (180);
приложение давления (156) вакуума внутреннего мешка к внутренней камере (166) мешка и давления (186) внешнего вакуума к внешней вакуумной камере (194), при этом давление (156) вакуума внутреннего мешка выше, чем давление (186) внешнего вакуума;
нагревание композитной укладки (106) до промежуточной температуры (214) для инициирования периода (222) выдерживания при промежуточной температуре;
откачивание влаги (112), воздуха (114) и/или летучих веществ (116) из композитной укладки (106) по направлению к вакуумному отверстию (152) мешка в течение периода (222) выдерживания при промежуточной температуре;
вентилирование внешней вакуумной камеры (194) соединением с атмосферой (102) для инициирования периода (226) вентилирования внешней вакуумной камеры в течение периода (222) выдерживания при промежуточной температуре;
приложение давления (164) сжатия к уплотнителю (158) внутренней камеры мешка в течение периода (226) вентилирования внешней вакуумной камеры;
повторное приложение давления (186) внешнего вакуума к внешней вакуумной камере (194) для завершения периода (226) вентилирования внешней вакуумной камеры;
повторное вентилирование внешней вакуумной камеры (194) соединением с атмосферой (102) для завершения периода (222) выдерживания при промежуточной температуре при одновременном поддержании давления (156) вакуума внутреннего мешка на внутреннюю камеру (166) мешка;
приложение давления (164) сжатия вакуумного мешка (150) к композитной укладке (106) при повторном вентилировании внешней вакуумной камеры (194) соединением с атмосферой (102);
нагревание композитной укладки (106) от промежуточной температуры (214) до температуры (200) (216) отверждения для инициирования периода (224) выдерживания при температуре отверждения и
поддержание давления сжатия на композитную укладку в течение периода выдерживания при температуре отверждения до тех пор, пока не произойдет отверждения композитной укладки с образованием отвержденного композитного изделия.
Дополнительные модификации или усовершенствования настоящего изобретения могут быть очевидными специалистам в данной области техники. Таким образом, конкретная комбинация частей, описанных в настоящем документе, предназначена только для иллюстрации определенных вариантов реализации настоящего изобретения и не предназначена для ограничения альтернативных его вариантов реализации или устройств, находящихся в пределах сущности и объема изобретения.
Реферат
Изобретение относится к способу предотвращения просачивания через уплотнитель внутренней камеры вакуумного мешка. Техническим результатом является обеспечение целостности и повышение эффективности уплотнителя внутренней камеры мешка в процессе отверждения композитной укладки. Технический результат достигается способом предотвращения просачивания через уплотнитель внутренней камеры вакуумного мешка во время отверждения композитной укладки, который включает приложение давления вакуума внутреннего мешка к внутренней камере мешка и давления внешнего вакуума к внешней вакуумной камере. При этом внутренняя камера мешка образована вакуумным мешком, покрывающим композитную укладку и загерметизированным относительно формовочного приспособления, а давление вакуума внутреннего мешка не меньше, чем давление внешнего вакуума. Температура композитной укладки увеличивается до повышенной температуры для инициирования периода выдерживания при температуре. Вентилирование внешней вакуумной камеры соединением с атмосферой для инициирования периода вентилирования внешней вакуумной камеры в течение периода выдерживания при температуре. Приложение давления сжатия к уплотнителю внутренней камеры мешка в течение периода вентилирования внешней вакуумной камеры. Повторное приложение давления внешнего вакуума к внешней вакуумной камере для завершения периода вентилирования внешней вакуумной камеры. 14 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления профиля из волоконного композиционного материала
Многослойный гибкий плоский материал
Комментарии