Трубное резьбовое соединение - RU2200820C2
Код документа: RU2200820C2
Чертежи


Описание
Изобретение относится к новому резьбовому соединению труб, снабженному приспособлением против перетяга или ослабления во избежание нежелательных и неконтролируемых поворотов одного трубчатого элемента по отношению к другому после того, как два трубчатых элемента соединены против помощи соединения по настоящему изобретению.
Большинство известных соединений не снабжены приспособлением против перетяга или ослабления и достаточно приложить усилие, превышающее усилие, приложенное при сборке двух трубчатых элементов, чтобы вызвать поворот одного элемента относительно другого либо в направлении дополнительного завинчивания, либо в направлении вывинчивания.
Или, при некоторых обстоятельствах необходимо помешать любому повороту одного элемента относительно другого после стяжки соединения требуемым моментом; такой перетяг или ослабление может произойти во время работы из-за усилий и перемещений, которым подвержены трубы и которые могут создать моменты, превышающие момент сил при сборке. Такой перетяг или ослабление может также происходить из-за вибраций с приложением моментов, которые в этих случаях могут быть меньше моментов, использованных при начальной сборке.
Обычно в подобных случаях прибегают к сварным соединениям, которые представляют, конечно, неудобство, связанное с необходимостью в сложном установочном оборудовании, в создании неразъемных соединений и в необходимости использования легко свариваемых материалов.
Соединения согласно изобретению предназначены в особенности, но не исключительно, для нефтяной и газовой промышленности, в которой стальные трубы соединяются между собой упоминаемыми соединениями для образования более или менее длинных трубопроводов различной формы, пригодных для транспортирования различных жидкостей или жидких смесей.
Соединения согласно изобретению особенно приспособлены для образования различных трубопроводов в нефтяной и газовой промышленности, используемых в море, например, для связи буровых платформ или плавающих барж с морским дном или для связи одной точки морского дна с другой.
Основным для получения долговечных и надежных условий эксплуатации нефтяных или газовых морских месторождений является то, что соединения, свинченные один раз контролируемым моментом, не могут быть в процессе работы перетянуты или развинчены неконтролируемым образом.
Известным и классическим способом эти трубопроводы в настоящее время состоят из стальных труб одинаковой длины, например 12 м, соединенных в стык сваркой. Они подвержены различным движениям, вызванным, например, вибрациями, морскими течениями, волнами и перемещением барж-укладчиков относительно труб, движениям, которые порождают усилия и моменты, стремящиеся повернуть участки труб относительно друг друга.
Эти явления относительного движения одних участков труб относительно других могут происходить во время укладки труб или после укладки в стадии эксплуатации.
Соединения согласно изобретению предназначены для замены сварных соединений.
Соединения согласно изобретению, конечно, могут быть использованы для всех других приложений в нефтяной и газовой промышленности или в любой другой отрасли, например геотермии, и особенно интересны для всех случаев применения, где желательно избежать поворотов одного трубчатого элемента относительно другого после их сборки посредством соединений.
Соединение согласно изобретению может служить также для обсадных труб или эксплуатационных труб нефтяных или газовых скважин.
Уже известны резьбовые соединения, соединяющие трубы, снабженные устройствами против перетяга или ослабления после сборки труб. Такое соединение описано в патенте США US-2,318,590 для буровых труб, собранных посредством нарезанных прокладок, и заключается в установке между периферийной наружной поверхностью трубы и внутренней поверхностью каждого свободного конца соединенной муфты в кольцевое пространство, открытое наружу и предусмотренное для этого, кольцевой детали, имеющей снаружи и изнутри насечки, которые входят в соответствующие насечки трубы и муфты, и оказывающейся таким образом собранной с натягом.
Такая кольцевая деталь, которая служит средством блокировки от перетяга или ослабления, может быть расположена непосредственно между трубой и муфтой или с использованием некоторой промежуточной детали, продолжающей муфту. Патент США US -2,318,590 описывает различные варианты, более или менее сложные, которые все состоят в том, чтобы расположить снаружи соединения или в пространстве, открытом наружу соединения, набор дополнительных деталей, механически связывающих трубу и муфту.
Подобная идея отражена в патенте США US -2,797,109, который использует в качестве средства блокировки множество. зубчатых деталей, заключенных в кольцевом пространстве, расположенном на конце соединения и открытом наружу между наружной поверхностью одной трубы и внутренней поверхностью другой трубы; острые ребра зубчатых деталей препятствуют развинчиванию и только развинчиванию труб.
Патент США US-2,845,106 обращается к такому же принципу, но в этот раз кольцевое пространство, открытое снаружи соединения, имеет эксцентричную форму и блокирующая деталь, введенная в это пространство и занимающая примерно 50% периферийной зоны, также эксцентричной формы.
Относительно патента США 2,845,106 и патента США 2,797,109 необходимо отметить, что средства блокировки не препятствуют малым угловым перемещениям одной трубы относительно другой; блокировка происходит только после появления таких перемещений. Нет блокировки в первоначальной позиции свинчивания, она происходит в соседней позиции.
Все устройства, описанные в патентах США 2,318,590, 2,797,109 и 2,845,106, требуют использования для каждого соединения одной или нескольких дополнительных деталей, которые располагаются в кольцевой зоне между трубой и соединением, зоне более или менее сложной формы, механическая обработка которой представляет дополнительную стоимость во время изготовления соединения. Это заставляет иметь отдельно запас дополниительных деталей, соответствующих размерам труб.
Кроме того, область расположения этих дополнительных деталей находится вне соединения и не защищена от окружающей среды, а именно от коррозии. Во время транспортировки соединений и в ходе их укладки необходимо следить за тем, чтобы дополнительные детали оставались на своем месте после того, как их туда установили.
Патент WO 96/29533 описывает другой тип соединения, позволяющего избежать повороты одной трубы относительно другой при сборке.
В этом документе обе трубы соединены механически между собой посредством трубной муфты с широкими нарезанными зубцами на ее соответствующих концах; окончательный монтаж получают, поворачивая до определенной метки муфту, в которой оба конца труб введены таким образом, что эта муфта покрывает на одинаковой длине оба конца труб, резьбы которых имеют цилиндрическую форму. Уплотнительное кольцо, являющееся сменной деталью, расположено посередине муфты, и с каждой стороны муфты предусмотрены уплотнительные поверхности.
Это решение исполнено с цилиндрической резьбой и не может быть применено для соединений цельного типа, то есть без муфты. Кроме того, не предусмотрено никакого устройства, обеспечивающего надежность свинчивания муфты после ее установки.
Ближайшим аналогом является а. с. СССР 1484902, А1, кл. Е 21 В 17/02, 1989, в котором описано трубное соединение, содержащее охватываемую составляющую, снабженную наружной охватываемой резьбой, охватывающую составляющую, снабженную внутренней охватывающей резьбой, соответствующей охватываемой резьбе этой охватываемой составляющей, и средства, обеспечивающие возможность соединения двух этих составляющих при заданном моменте затягивания, причем для этого охватываемая составляющая завинчивается внутрь охватывающей составляющей при заданном моменте затягивания, а охватывающая составляющая содержит на конечной части своей резьбы охватывающий участок, при этом охватываемая составляющая содержит в начальной части своей резьбы охватываемый участок, соответствующий охватываемому участку.
Настоящее изобретение направлено на создание нового резьбового соединения для труб, снабженного устройством против неконтролируемого перетяга или расслабления, которое, в частности, может быть использовано вместо сварных соединений и которое не содержит недостатков решений, описанных выше.
Таким образом, задачей настоящего изобретения является создание нового резьбового соединения, которое не требует применения дополнительных деталей как для надежности свинчивания, так и для обеспечения уплотнения при работе и которое легко монтируется.
Кроме того, задачей изобретения является создание резьбового соединения, которое может быть выполнено как в варианте муфтового соединения, так и в варианте цельного соединения, структура, основные функции и эксплуатационные характеристики которого минимально отличаются от резьбового соединения, не содержащего устройства против перетяга или ослабления.
Задачей настоящего изобретения является также создание резьбового соединения, снабженного устройством перетяга или ослабления, которое может быть адаптировано к различным резьбовым соединениям, уже существующим, и к различным типам резьбы, включающим устройства контроля сборки типа упора при завинчивании и опорной уплотняющей поверхности, или стандартных соединений типа "соединений API".
Задачей настоящего изобретения является создание резьбового соединения, которое, будучи снабжено устройством против перетяга или ослабления, может быть легко демонтировано без того, чтобы это устройство не разрушало или оставляло повреждений на внутренней или наружной поверхностях труб или муфт.
Задачей настоящего изобретения является создание резьбового соединения, которое как максимум требует самой простой дополнительной механической обработки.
Задачей настоящего изобретения является также создание резьбового соединения, которое было бы защищено от воздействия окружающей среды и которое в случае необходимости может иметь внешнее покрытие для защиты против коррозии, особенно в морской среде.
Технический результат достигается тем, что резьбовое трубное соединение содержит охватываемую составляющую, снабженную наружной охватываемой резьбой, охватывающую составляющую, снабженную внутренней охватывающей резьбой, соответствующей охватываемой резьбе этой охватываемой составляющей, и средства, обеспечивающие возможность соединения двух этих составляющих при заданном моменте затягивания, причем для этого охватываемая составляющая завинчивается внутрь охватывающей составляющей при заданном моменте затягивания, а охватывающая составляющая содержит на конечной части своей резьбы охватывающий участок, при этом охватываемая составляющая содержит в начальной части своей резьбы охватываемый участок, соответствующий охватываемому участку. Охватывающий участок снабжен на своем нижнем конце и на своей внутренней стенке охватывающей опорной поверхностью, а охватываемый участок снабжен на своем верхнем конце и на своей наружной стенке охватываемой опорной поверхностью, при этом охватываемая опорная поверхность и охватывающая опорная поверхность входят в опорный контакт друг с другом, причем внутренняя поверхность охватывающего участка, заключенного между концом охватывающей резьбы и охватывающей опорной поверхностью, и наружная поверхность охватываемого участка, заключенная между концом охватываемой резьбы и охватываемой опорной поверхностью, имеет такую геометрическую форму, которая обеспечивает образование кольцевой зоны, по меньшей мере, часть длины которой, измеренная вдоль оси соединения, образует калиброванное кольцевое пространство, в котором клей, заполняющий это калиброванное кольцевое пространство полностью или частично, обеспечивает механическое скрепление между охватывающим участком и охватываемым участком.
Внутренняя поверхность охватывающего участка и наружная поверхность охватываемого участка, которые образуют калиброванное кольцевое пространство, отделены друг от друга радиальным расстоянием, имеющим величину порядка нескольких десятых долей миллиметра.
Внутренняя поверхность охватывающего участка и наружная поверхность охватываемого участка, которые образуют калиброванное кольцевое пространство, представляют собой конические или цилиндрические поверхности или, в более общем случае, вообще поверхности вращения.
Кольцевая зона, расположенная между концами охватываемой и охватывающей резьбами и охватываемой и охватывающей опорными поверхностями, включает карман для смазки, расположенный сразу за резьбой.
Калиброванное кольцевое пространство и карман для смазки выполнены предпочтительно чаще всего на охватывающем участке.
Охватываемый участок и охватывающий участок, предпочтительно охватывающая опорная поверхность, выполнены такой геометрии, при которой исключается контакт внутренней поверхности охватывающего участка, предпочтительно охватывающей опорной поверхности, с наружной поверхностью охватываемого участка во время процесса свинчивания соединения, удерживая радиальное расстояние между этими двумя поверхностями, причем поверхность охватывающего участка вступает в опорный контакт на опорной охватываемой поверхности в конце свинчивания соединения.
Диаметр наружной поверхности охватываемого участка между охватываемой резьбой и охватываемой опорной поверхностью меньше номинального диаметра трубы, на которой выполнена охватываемая составляющая.
Охватываемая и охватывающая опорные поверхности представляют собой поверхности в форме усеченного конуса.
Клей представляет собой клей с управляемым процессом схватывания или представляет собой клей на базе эпоксидной смолы.
Клей может быть нанесен на наружную поверхность охватываемого участка до свинчивания.
Клей может быть сформирован в тонкую пленку посредством перемещения охватывающего участка относительно охватываемого участка во время свинчивания соединения.
Клей может быть введен после свинчивания в калиброванное кольцевое пространство через отверстие, пересекающее охватывающий участок в зоне калиброванного кольцевого пространства, при этом отверстие предпочтительно снабжено закрывающими средствами.
Резьбовое трубное соединение содержит отводной канал.
Охватываемая составляющая и охватывающая составляющая могут быть выполнены на концах труб, подлежащих сборке в соединение цельного типа.
Охватывающая составляющая может быть выполнена на конце с одной стороны муфты, охватываемая составляющая может быть выполнена на трубе, и другая охватывающая составляющая может быть выполнена на конце с другой стороны муфты, а другая охватываемая составляющая может быть выполнена на трубе для муфтового соединения.
Резьбы могут быть коническими, цилиндрическими и двухзаходными.
Охватываемая составляющая и охватывающая составляющая могут содержать пару поверхностей упора ввинчивания или пару опорных уплотнительных поверхностей металл-металл опорных поверхностей охватывающего участка и охватываемого участка.
Резьбовое трубное соединение включает средства, обеспечивающие соединение обеих составляющих при помощи определенного момента, которые представляют собой резьбовые средства или средства, не зависящие от резьбы.
Термины "конец резьбы" и "начало резьбы" использованы в следующем смысле: для охватывающей или охватываемой составляющих "конец резьбы" ориентирован по оси составляющей к свободному концу составляющей, тогда как "начало резьбы" ориентировано вовнутрь составляющей.
Внутренняя поверхность охватывающего участка без резьбы, вышеупомянутый охватывающий участок без резьбы далее будет для простоты называться "охватывающий участок", идущая от конца охватывающей резьбы до охватывающей опорной поверхности и наружная поверхность охватываемого участка без резьбы, вышеупомянутый охватываемый участок без резьбы далее будет для простоты называться "охватываемый участок", идущая от начала охватываемой резьбы до охватываемой опорной поверхности, разделены радиально одна от другой и создают между охватывающим участком и охватываемым участком кольцевую зону без контакта.
Эта кольцевая зона такова, что по крайней мере по части ее длины, измеренной параллельно общей оси составляющих, существует калиброванное кольцевое пространство, в котором клей, заполняющий это кольцевое пространство полностью или частично, обеспечивает механическое скрепление между охватывающим участком и охватываемым участком.
Под калиброванным кольцевым пространством понимают объем, ограниченный внутренней поверхностью охватывающего участка и наружной поверхностью охватываемого участка, расположенными друг против друга. Эти обе поверхности разделены в их различных точках радиальным расстоянием в несколько десятых миллиметра, которое предпочтительно и существенно должно быть постоянным по длине кольцевого пространства. Наружная поверхность охватываемого участка и внутренняя поверхность охватывающего участка преимущественно должны быть цилиндрическими или коническими, или, в общем случае, поверхностями вращения.
Вышеупомянутое радиальное расстояние будет выбрано главным образом в зависимости от диаметра и толщины охватывающей и охватываемой составляющих и характеристик используемого клея таким образом, чтобы иметь возможность нанести на место количество клея, позволяющее обеспечить механическое скрепление двух составляющих.
Можно указать в качестве не ограничивающего значения радиальное расстояние, заключенное между 0,15 мм и 1,0 мм. В общем случае радиальные расстояния должно быть такими, чтобы они позволяли обеспечить эффективность склейки в хороших условиях.
Кольцевая зона и, в частности, калиброванное кольцевое пространство могут быть расположены только на охватывающем участке или охватываемом участке, то есть реализованы только на одной из двух составляющих соединения.
Предпочтительнее их располагать напротив на охватывающем участке и охватываемом участке, то есть выполнять одновременно на охватывающей составляющей и охватываемой составляющей соединения.
Преимущественно кольцевая зона включает кольцевую часть, расположенную сразу за резьбой, сечением в несколько раз превышающим сечение кольцевого калиброванного пространства, занимающую часть осевой длины кольцевой зоны. Эта кольцевая часть предназначена для приема смазки или эквивалентного вещества, могущего быть выдавленным из охватывающей и охватываемой резьб во время свинчивания, которые, как правило, смазаны смазкой или эквивалентным веществом, также как собирать излишки клея, не используемого в калиброванном кольцевом пространстве; клей и смазка могут смешиваться в этом кольцевом пространстве.
Для простоты далее будем называть это кольцевое пространство "карман для смазки", хотя, как объяснено, этот приемник служит не только для смазки.
Таким образом, в кольцевой зоне, преимущественно начиная с конца охватываемой и охватывающей резьб, следуют друг за другом карман для смазки затем до охватываемой и охватывающей опорных поверхностей калибированное кольцевое пространство.
Таким образом, это расположение позволяет избежать проникновения в калиброванное кольцевое пространство смазки, выдавливаемой под давлением во время свинчивания, и нарушать склеивание охватываемого и охватывающего участка. Это позволяет также снять давление смазки, которая может быть выдавлена во время свинчивания, и избежать таким образом создания напряженных областей в этой части соединения.
Этот карман для смазки, имеющий радиальную высоту, которая может достигать порядка от 1 до нескольких мм, будет расположен по преимуществу в более толстой части на охватывающем участке, с тем чтобы не ослаблять эффективности соединения, то есть полезного сечения охватываемой составляющей в его охватываемом участке.
Естественно, следят за тем, чтобы дать колиброванному кольцевому пространству длину, достаточную для обеспечения удовлетворительных условий склеивания.
Весьма предпочтительно, чтобы охватываемый участок, как и охватывающий участок, в частности, охватывающая опорная поверхность, расположенная в конце резьбы охватывающего участка, имели такую геометрию, что внутренняя поверхность охватывающего участка и, в частности, охватывающая опорная поверхность, и наружная поверхность охватываемого участка не были бы в контакте во время фазы свинчивания соединения; поверхность охватывающего участка вступает в опорный контакт на опорной охватываемой поверхности в конце свинчивания соединения.
Опорный контакт охватываемой и охватывающей поверхностей получен вследствие упругой деформации и создает таким образом уплотнение металл-металл на уровне охватываемой и охватывающей опорных поверхностей.
Опорная охватывающая поверхность и опорная охватываемая поверхность будут, следовательно, иметь такую форму, что в свинченном состоянии соединения существует натяг между соответствующими радиальными размерами этих охватывающей и охватываемой опорных поверхностей; этот натяг создает стягивающий эффект.
Таким образом, во время свинчивания соединения охватывающий участок и в особенности охватывающая опорная поверхность никогда не будут в состоянии трения с охватываемым участком и всегда во время фазы свинчивания во всех точках и, в частности, в области калиброванного кольцевого пространства будет существовать радиальный зазор со свободным проходом между охватываемым участком и охватывающей опорной поверхностью. Это обеспечивает легкий монтаж соединения и также избегает бесполезное трение и повреждение, в частности, опорных поверхностей.
Преимущественно придают охватываемой и охватывающей опорным поверхностям форму усеченного конуса, вершина которого расположена в конце резьбы охватываемой составляющей.
Преимущественно угол при вершине может быть заключен между 3 и 10 градусами, длина опорной поверхности вдоль оси соединения преимущественно имеет порядок от 3 до 10 мм.
Конечно, используется клей, пригодный для применения в свинчиваемых соединениях и использования в рабочих условиях.
Среди возможных клеев выбирают преимущественно клей для металлов, выдерживающий удары, сохраняющий при работе способность упруго деформироваться и сопротивляться сдвигу и свойства которого в малой степени изменяются в присутствии смазки, клей, обладающий к тому же некоторым смазывающим эффектом.
Желательно, чтобы используемый клей имел управляемый процесс затвердевания, например, в результате нагрева и желательно также с быстрым схватыванием. Это позволяет обеспечить монтаж соединения контролируемым образом в короткое время и иметь хорошую производительность в процессе укладки труб или в цехе.
Может быть использован клей однокомпонентного типа, затвердевание которого управляется, например, нагревом. Возможно также использовать двухкомпонентный клей, для которого смесь, например, эпоксидной смолы и отвердителя производится непосредственно перед использованием, затвердевание которого управляется, например, нагревом.
В качестве примера можно рассматривать клей на базе эпоксидной смолы с затвердеванием вследствие термического эффекта.
Клей преимущественно наносят в калиброванное кольцевое пространство на место, которое для него предназначено, перед ввинчиванием охватываемой составляющей в охватывающую составляющую.
Для этого покрывают клеем, например, кистью или другим известным способом часть охватываемой составляющей, соответствующую калиброванному кольцевому пространству, и навинчивают охватывающую составляющую на охватываемую составляющую до ее конечного положения. Конец резьбы охватывающего участка на уровне опорной охватывающей поверхности будет снимать излишек клея, излишек, который будет вытеснен за начало резьбы охватываемого участка, при этом опорная охватывающая поверхность, не опираясь на охватываемый участок во время навинчивания, входит с ним в контакт только в конце его, создавая опору на уровне опорной охватываемой поверхности. Таким образом получают калиброванный кольцевой слой клея в кольцевом калиброванном пространстве; клей, который обеспечивает благодаря своим клеющим свойствам фиксацию с определенным моментом внутренней стенки калиброванного кольцевого пространства по отношению к наружной стенке вышеназванного пространства, следовательно, фиксацию охватываемой составляющей по отношению к охватывающей составляющей.
Клей может быть также введен, когда охватываемая составляющая ввернута полностью в свою сборочную позицию в охватывающую составляющую.
В этом случае в охватывающей составляющей предусматривают на уровне калиброванного кольцевого канала как минимум один нагнетающий канал и, желательно, отводной канал; нагнетающий канал, позволяющий ввести, например, нагнетанием под давлением или любым другим известным средством необходимое количество клея в калиброванное кольцевое пространство; канал или каналы нагнетания и отводной канал, если он есть, предпочтительно должны после использования быть закрыты каким-либо средством, способным по своим свойствам обеспечить уплотнение так, как, например, резьбовая пробка с или без уплотнительной площадкой, или любым средством, пригодным для достижения искомого эффекта.
Соединение согласно изобретению может быть цельного типа или муфтового типа.
В случае соединения цельного типа каждая из труб, подлежащих сборке, содержит на одном из своих концов, возможно обжатом и/или увеличенной толщины, охватываемую составляющую, как описано выше, и на своем другом конце, возможно расширенном в диаметре и/или с увеличенной толщиной стенки, охватывающую составляющую, как описано выше; соединение согласно изобретению образуют свинчиванием охватываемой составляющей и охватывающей составляющей, относящихся к двум подлежащим сборке трубам, и склеивают описанным выше способом.
В случае соединения муфтового типа все собираемые трубы содержат на своих концах один и тот же тип составляющих, как правило, охватываемую составляющую; две составляющие разных труб, подлежащих установке встык, должны ввинчиваться в две соответствующие составляющие, как правило, охватывающие составляющие, расположенные на концах связывающей муфты; охватываемая составляющая и охватывающая составляющая изготавливаются так, как уже было описано.
Средства, позволяющие собрать охватываемую составляющую в охватывающую составляющую заданным стягивающим моментом, могут быть средствами, сами образованными резьбой, или средствами, независимыми от резьбы, или комбинацией средств, образованных резьбой, и средств, не связанных с резьбой.
Так, в случае стандартной цилиндрической резьбы, например, согласно профилю API, следовательно, не обжимающей, эти средства будут независимы от резьбы. Речь могла бы идти об известных средствах, таких как упор резьбы или обжимающее кольцо, как, например, поверхности опорных охватываемых и охватывающих участков, если они создают достаточный противодействующий навинчиванию момент, обеспечивающий контакт металл-металл с достаточным противодействующим моментом между охватываемой составляющей и охватывающей составляющей в зоне вне резьбы.
В случае конической резьбы, то есть обжимающей, эти средства создаются непосредственно резьбой и, в частности, вследствие натяга между охватываемой составляющей и охватывающей составляющей в резьбе.
Но эти средства могут быть дополнены в случае конической резьбы независимыми от резьбы средствами, такими как упор резьбы и/или обжимающее кольцо, обеспечивающие контакт металл-металл между охватываемой составляющей и охватывающей составляющей; эти упоры и/или опорные поверхности могут сами по себе выполнять другие функции, помимо обжатия определенным моментом.
Используемые для изобретенного соединения резьбы могут быть различного типа, так, например, цилиндрическая, коническая, одно- или многозаходная, с отрицательным углом.
Предпочтительно, в частности, когда соединение по изобретению предназначено для применения с нефтью или газом и особенно для выполнения морских трубопроводов, снабжают охватываемую составляющую и охватывающую составляющую соединения опорной поверхностью металл-металл, обеспечивающей дополнительное уплотнение соединения, а именно по отношению к жидкости, циркулирующей снаружи. Эти соединения могут также включать упор резьбы.
Так соединение согласно изобретению может быть реализовано, в частности, используя резьбовые соединения, которые уже описаны в европейских патентах или заявках ЕР 0488912, ЕР 0741261, ЕР 0707133.
Изобретение далее будет описано с помощью примера его реализации и соответствующих чертежей.
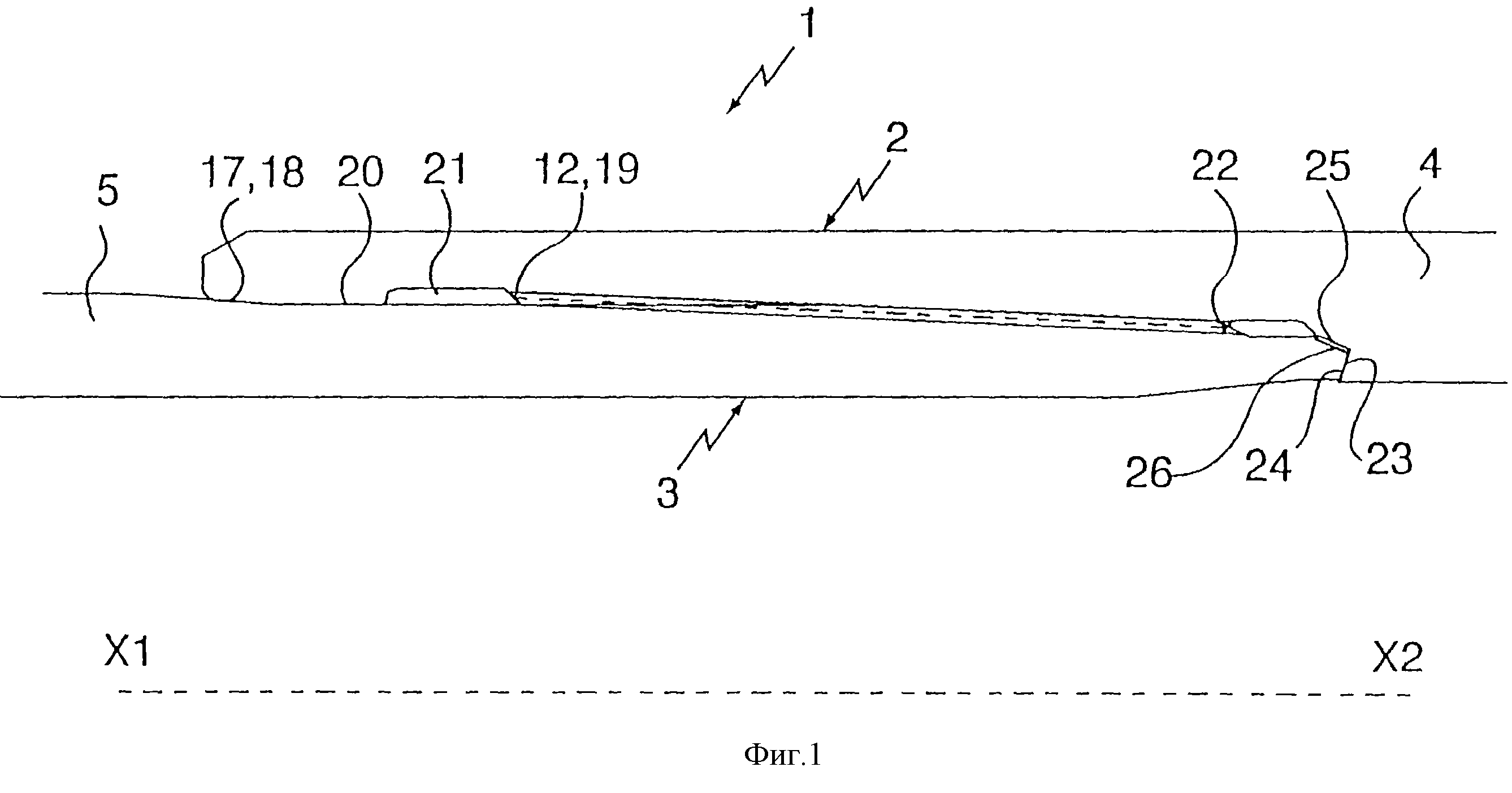
Фиг.1 представляет разрез по оси с большим увеличением соединения согласно изобретению в собранном состоянии; представлена только часть, расположенная выше оси.
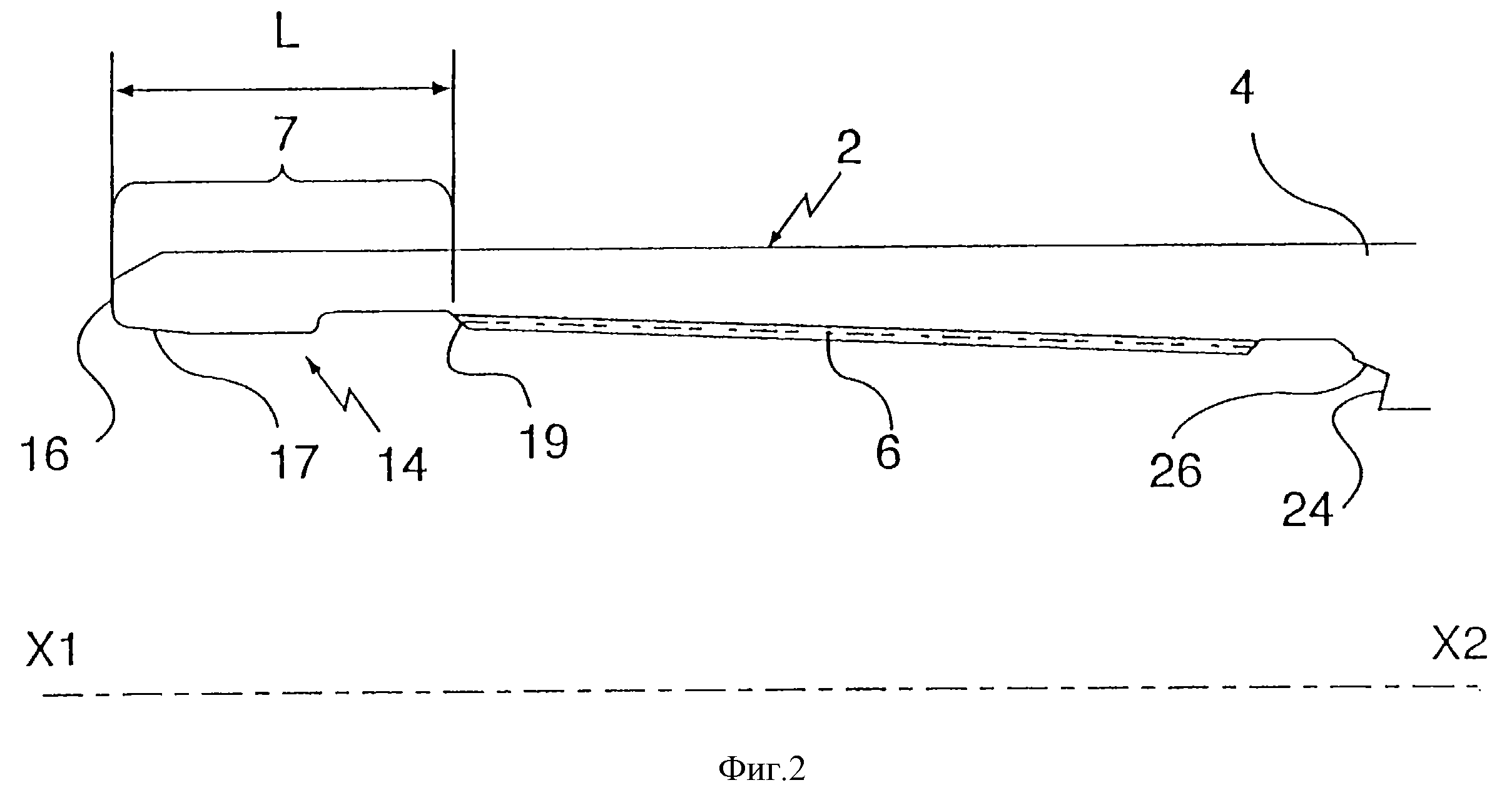
Фиг. 2 представляет разрез по оси охватывающей составляющей соединения согласно фиг.1; представлена только часть, расположенная выше оси.
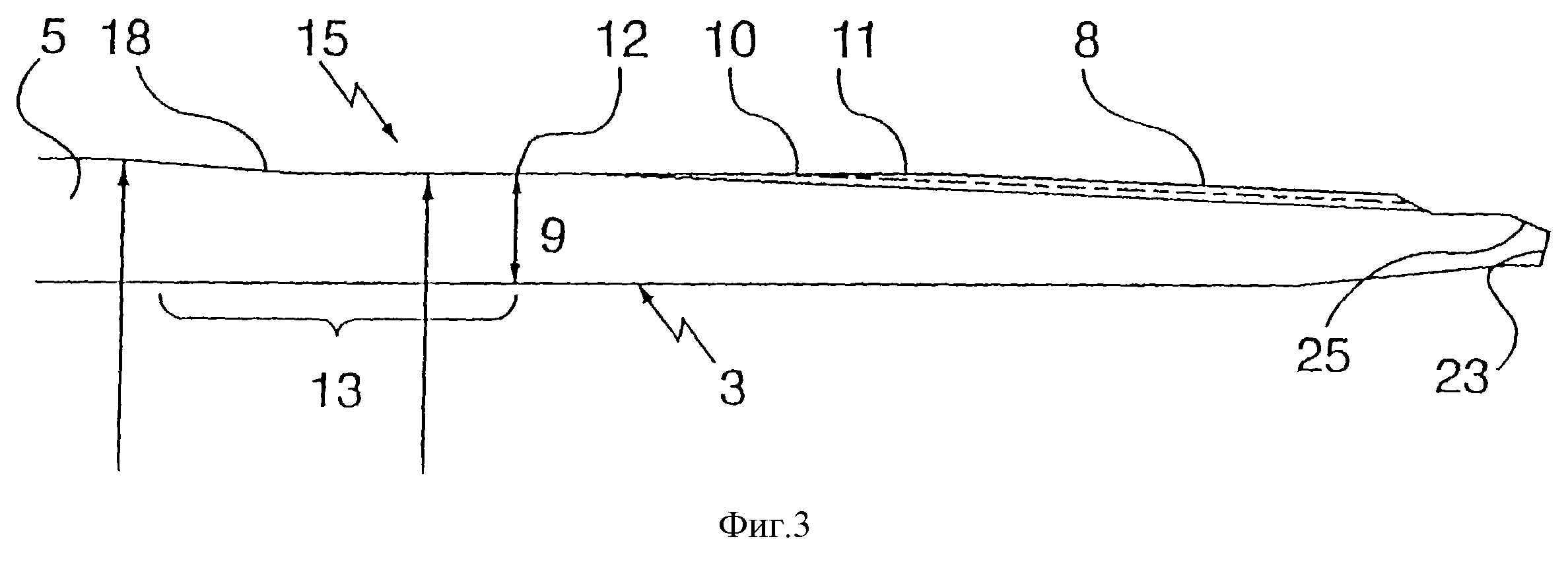
Фиг. 3 представляет разрез по оси охватываемой составляющей соединения согласно фиг.1; представлена только часть, расположенная выше оси.
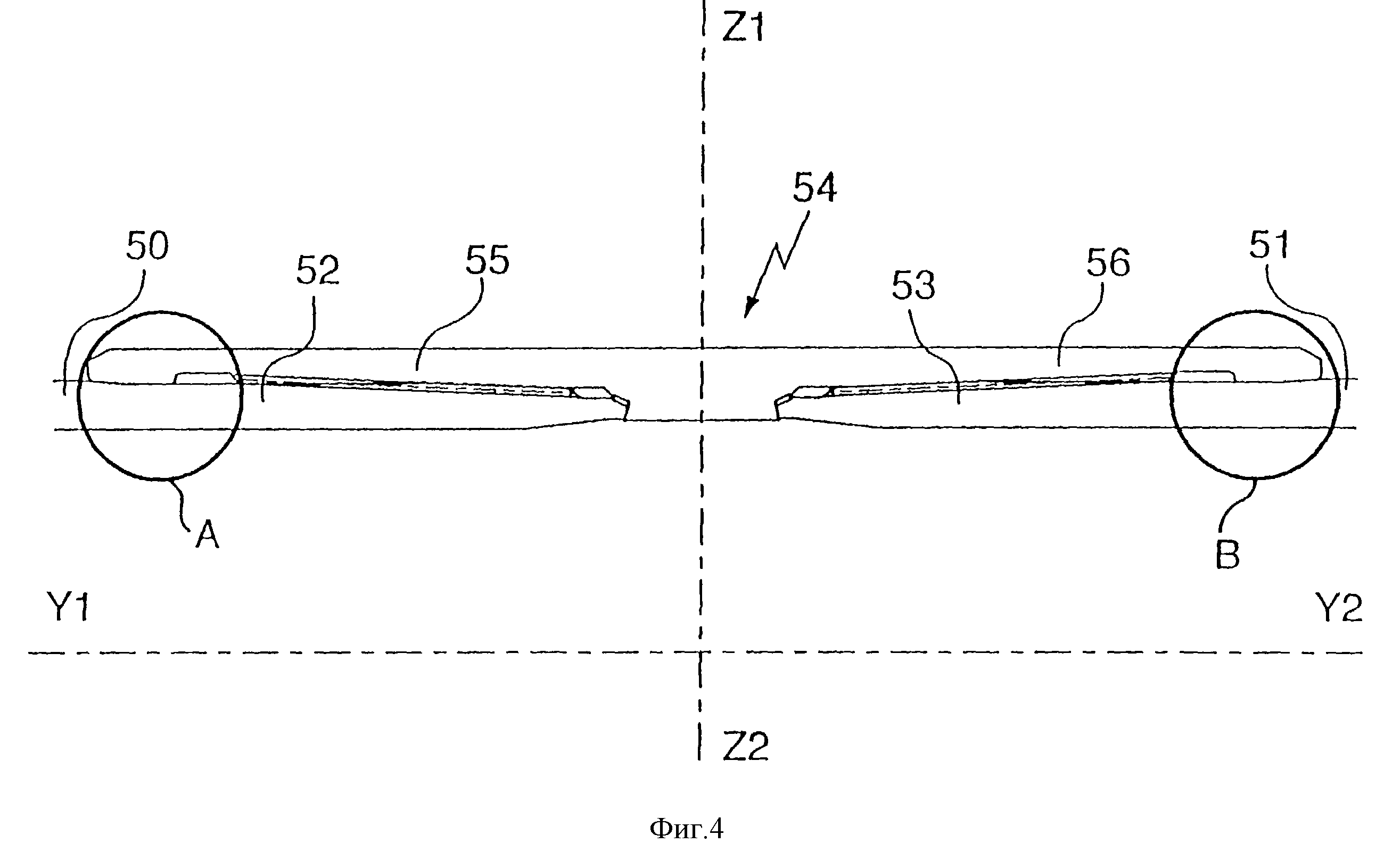
Фиг. 4 представляет разрез по оси соединения; представлена только часть, расположенная выше оси, вариант муфтового соединения согласно фиг.1.
Фиг. 5 представляет разрез по оси соединения; представлена только часть, расположенная выше оси, с большим увеличением по отношению к фиг.3; подготовка до свинчивания зоны охватываемой составляющей в начале ее резьбы.
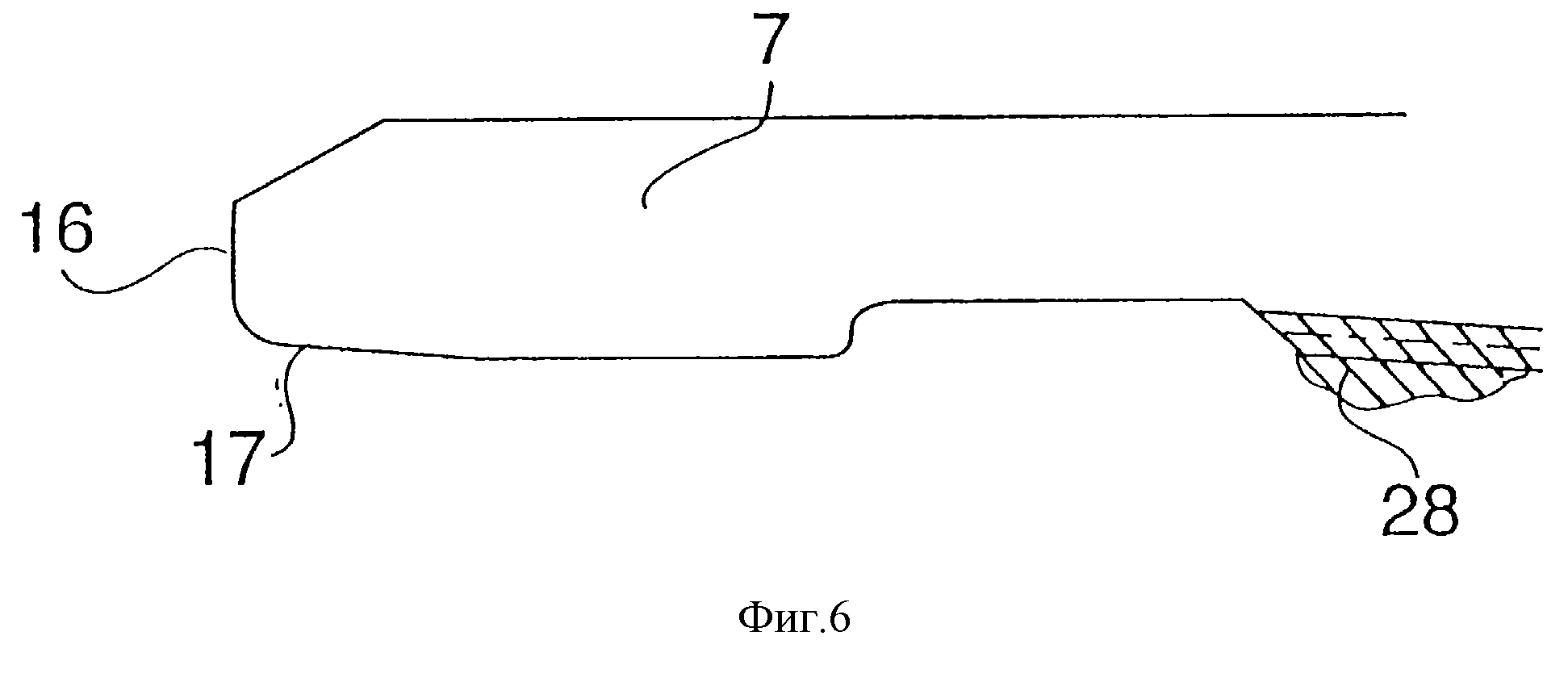
Фиг. 6 представляет разрез по оси соединения; представлена только часть, расположенная выше оси, и сильно увеличенная по отношению к фиг.2 зона охватывающей составляющей, расположенной в конце ее резьбы до свинчивания.
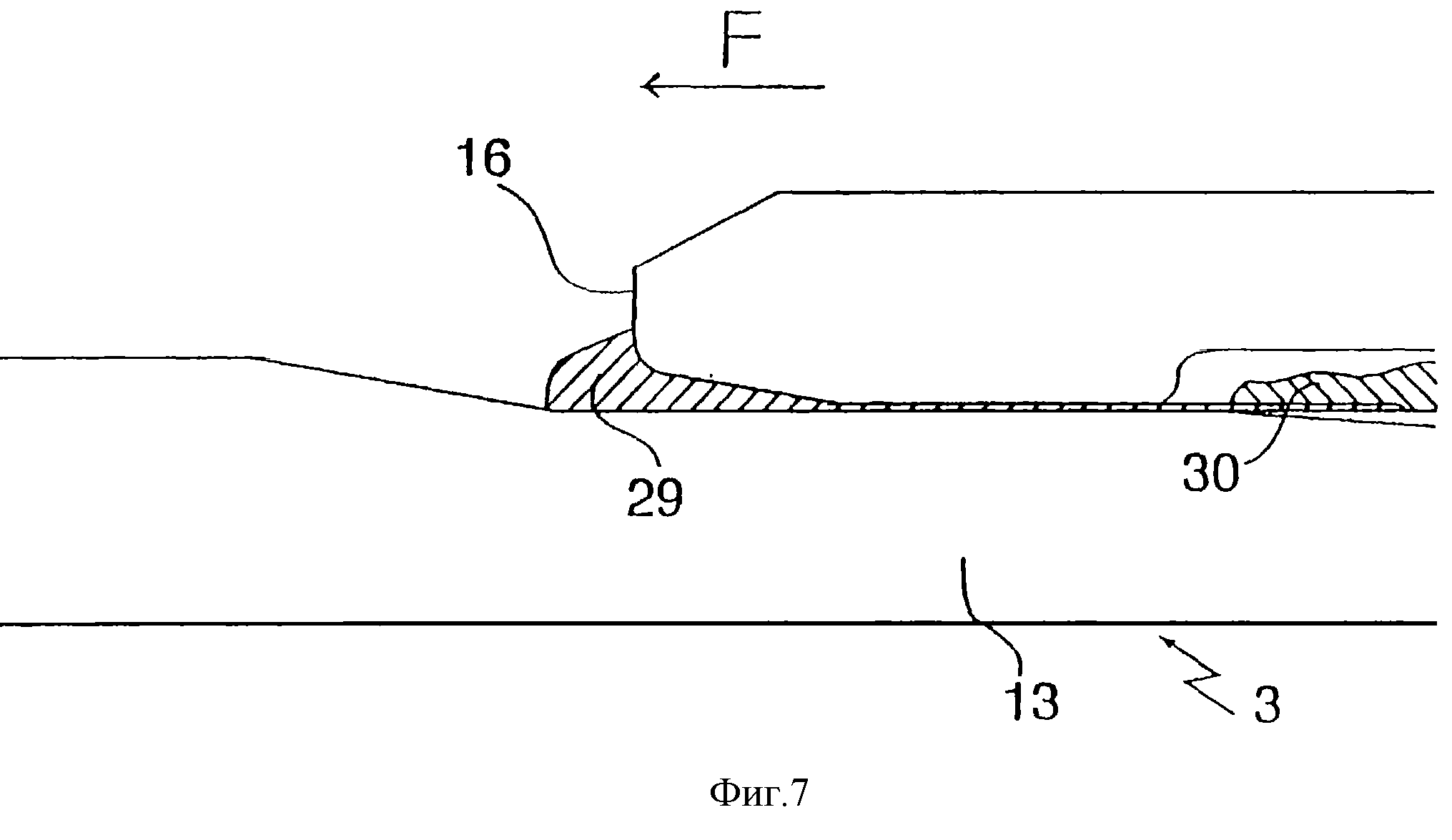
Фиг. 7 представляет разрез по оси соединения; представлена только часть, расположенная выше оси, и сильно увеличенные охватываемая и охватывающая составляющие во время свинчивания в начале охватываемой резьбы.
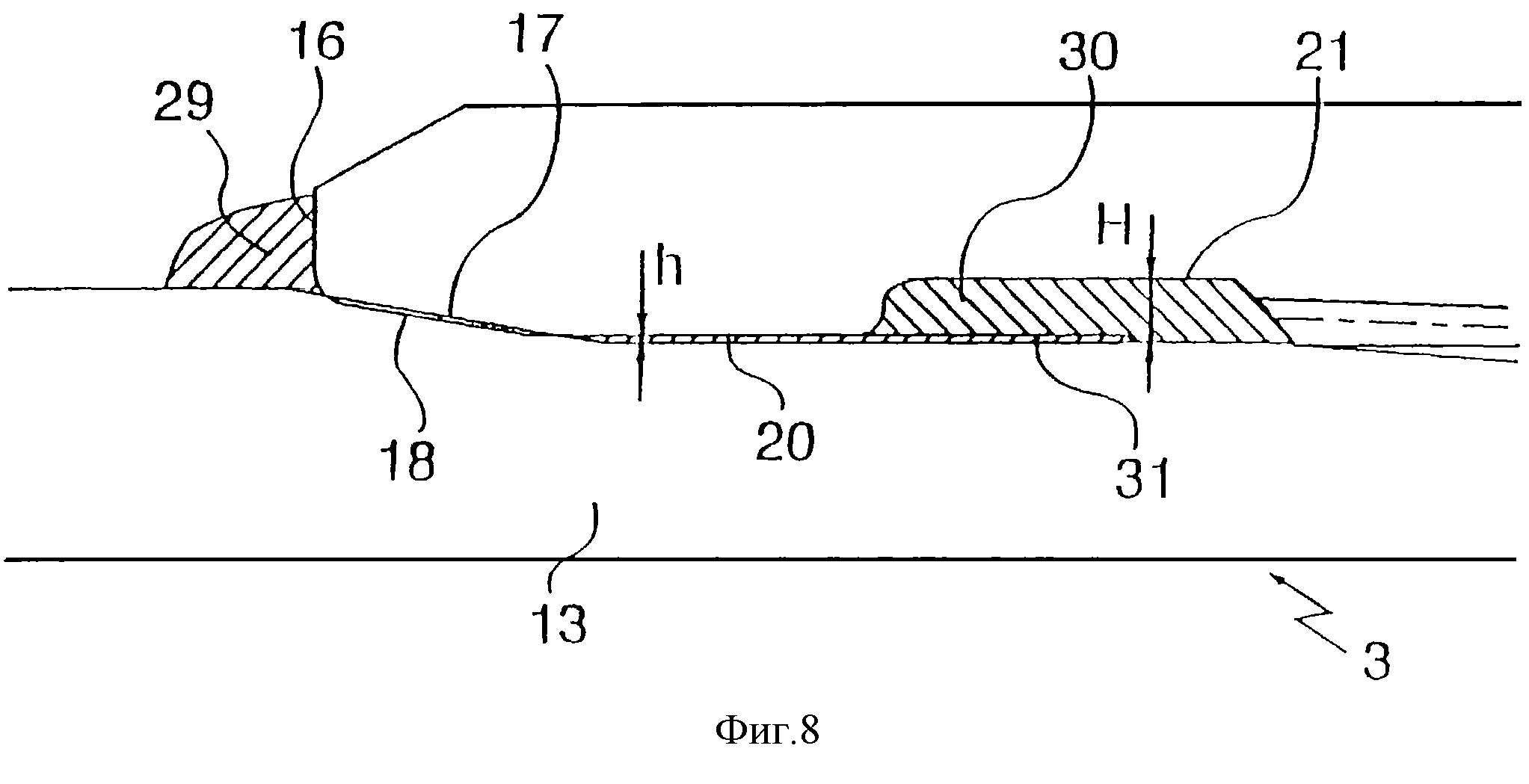
Фиг. 8 представляет разрез по оси соединения; представлена только часть, расположенная выше оси, и сильно увеличенные охватываемая и охватывающая составляющие в конце свинчивания в начале охватываемой резьбы.
Фиг.9 представляет согласно изобретению вариант соединения согласно фиг. 1.
Фиг. 1 представляет в разрезе по своей оси и сильно увеличенное соединение согласно изобретению в собранном состоянии.
Представлена только часть соединения, расположенная выше оси Х1-Х2, ось Х1-Х2 для простоты показана на фигуре, хотя из-за выбранного масштаба изображения эта ось не обязательно должна быть видна.
На этой фиг. видно соединение 1, включающее охватывающую составляющую 2 и охватываемую составляющую 3, ввинченные одна в другую.
Охватывающая составляющая 2 расположена на конце трубы 4 и охватываемая составляющая расположена на конце трубы 5, обе трубы 4 и 5 собраны посредством соединения согласно изобретению.
Охватывающая составляющая 2 включает охватывающую резьбу 6 (фиг.2).
Эта резьба 6 - коническая с классическим трапецеидальным профилем и имеющая наклон к оси Х1-Х2 порядка от 2,5% до 7,5%.
В конце резьбы 6 охватывающая составляющая 2 продолжена охватывающим участком 7, который также видно на фиг.6.
Охватываемая составляющая 3 (фиг.3) включает наружную резьбу 8. Эта резьба 8 также коническая и соответствует охватывающей резьбе 6 охватывающей составляющей 2.
Для того чтобы располагать как можно большим сечением 9 охватываемой составляющей 3 в точке 12, соответствующей верхнему концу резьбы 8, витки охватываемой резьбы уменьшаются по высоте, начиная с точки 11, точки, в которой вершины витков резьбы 8 в своей основной части касаются основной наружной поверхности составляющей 3.
В начале резьбы 12 охватываемая составляющая 3 продолжена охватываемым участком 13, который видно на фиг.8.
На нижнем конце 16 охватывающего участка на внутренней поверхности 14 расположена охватывающая опорная поверхность 17. На наружной поверхности 15 охватываемого участка 13 на верхнем конце этого участка и соответствуя охватывающей опорной поверхности расположена охватываемая опорная поверхность 18.
Эти две кольцевых поверхности 17, 18 и геометрия охватываемого участка 13 и охватывающего 7 таковы, что в собранном свинченном состоянии обе кольцевых поверхности 17, 18 находятся в контакте металл-металл, создавая таким образом некоторое уплотнение резьбового соединения со стороны жидкости, находящейся снаружи труб 4, 5.
Когда охватываемая составляющая 3 ввинчена в конечное положение охватывающей составляющей 2, внутренняя поверхность 14 охватывающего участка 7 между
опорной поверхностью 17 и концом 19 резьбы 6 и наружная поверхность 15 охватываемого участка 13 между опорной поверхностью 18 и началом 12 резьбы 8 создают кольцевую зону, включающую последовательно,
начиная с опорных поверхностей 17, 18:
- калиброванное кольцевое пространство 20 (фиг.8),
- кольцевой приемник 21, называемый для простоты карман для смазки, хотя такое обозначение
характеризует только часть его функций.
Поверхности внутренняя 14 и наружная 15 в 20 и 21 по радиусу отстоят одна от другой и ни в какой точке не опираются одна на другую.
Калиброванное кольцевое пространство 20 (смотри фиг.8) состоит здесь из двух кольцевых цилиндрических поверхностей, выполненных соответственно на внутренней поверхности 14 и на наружной поверхности 15, отстоящих радиально на значение h от 0,1 до 1 мм; это пространство занимает в представленном примере, который ни в коей мере не является ограничивающим, примерно 50% длины, измеряемой вдоль оси Х1-Х2 между опорными поверхностями 17, 18 и концами резьбы 12, 19.
Карман для смазки 21 образован здесь радиальными зазорами, существующими между двумя цилиндрическими поверхностями, отстоящими на значение Н, имеющее порядок величин от 1 до нескольких миллиметров. В качестве примера Н может составлять от 6 до 30 h.
В собранном свинченном состоянии охватывающий участок 7 опирается только на охватываемую несущую поверхность 18 посредством охватывающей опорной поверхности 17. Длина L охватывающего участка 17 составляет порядка от 15 до 40% осевой длины охватывающей составляющей без учета охватывающего участка. Такая балочная конфигурация с точкой опоры улучшает поведение соединения и повышает его сопротивление усталости при изгибе, вследствие уменьшения контактного давления между охватываемой составляющей и охватывающей составляющей на уровне резьбы и изгибных напряжений на уровне концов 12, 19 резьбы по сравнению с соединением, не содержащим охватываемой 13 и охватывающей 7 опорных поверхностей с окончанием 16, опирающимся на охватываемую составляющую.
Преимущественным образом, как и в случае соединений, представленных на фиг. 1-9, придают охватываемому участку 13 и охватывающему участку 7 такую геометрию и размеры, что во время свинчивания соединения 1 внутренняя поверхность 14 охватывающего участка 7 не трется и не опирается ни в какой точке и, в частности, на уровне охватывающей опорной поверхности на наружную поверхность 15 охватываемого участка 13. Таким образом облегчают монтаж соединения и избегают повреждений именно поверхностей калиброванного кольцевого пространства 20 охватывающей опорной поверхности 17.
Только в конце свинчивания, когда охватываемая 3 и охватывающая 2 составляющие приближаются к своим конечным позициям, охватывающая опорная поверхность 17 начинает тереться об охватываемую опорную поверхность 18; эта охватываемая опорная поверхность сконструирована так, чтобы вызвать упругие деформации в зоне нижнего конца 16 охватывающей составляющей; контакт металл-металл 17-18 становится обжимающим. Поэтому радиальное расстояние, разделяющее обе поверхности калиброванного пространства 20, немного увеличивается в конце свинчивания по сравнению с радиальным расстоянием, существовавшим во время свинчивания, это радиальное расстояние достигает значения h.
Опорные поверхности 17, 18 здесь конические, имеющие наклон до 5% по отношению общей оси Х1-Х2 соединения 1.
Этот монтаж виден в увеличенном масштабе на фиг.8, где показан на уровне опорных поверхностей 17 и 18 диаметральный натяг, представляя вышеназванные опорные поверхности до их упругой деформации; радиальный интервал между двумя опорными поверхностями представляет натяг.
Таким образом, видно, что в конце свинчивания радиальный размер h кольцевого пространства 20 слегка увеличен, когда обе опорные поверхности 17, 18 входят в опорный контакт.
Для реализации такого монтажа нужно, чтобы наружный диаметр D1 охватываемой части 13 был меньше номинального наружного диаметра D2 трубы 5, на которой выполнена охватываемая составляющая 3. Чтобы не снижать эффективность соединения из-за изменения толщины трубы на уровне охватываемой составляющей 3, карман для смазки выполнен на охватывающей составляющей 2.
Соединение 1, имеющее конические резьбы 6, 8, естественно бандажирующие с определенным радиальным натягом, и эти резьбы составляют одно из средств, позволяющих собрать охватываемую составляющую и охватывающую составляющую определенным стягивающим моментом.
Кроме того, известным способом соединение 1 снабжено вне пределов резьбы 22 поверхностями упоров резьбы соответственно 23 на охватываемой составляющей и 24 на охватывающей составляющей и второй парой опорных поверхностей соответственно 25 на охватываемой составляющей и 26 на охватывающей составляющей.
Упорные поверхности 23-24 позволяют контролировать обжатие охватываемой резьбой 8 охватывающей резьбы 6 и избежать чрезмерно глубокого завинчивания, контролируя полностью позицию охватываемой составляющей по отношению к охватывающей составляющей. Таким образом, соединение может быть легко свинчено при помощи предварительно определенного контролируемого момента.
Вторая пара опорных поверхностей 25 и 26 обеспечивает уплотнение при помощи контакта металл-металл по отношению к жидкости, циркулирующей снаружи труб 4 и 5.
На фиг. 1 показан радиальный натяг между охватываемой опорной поверхностью 25 и охватывающей 26 двумя линиями, рисующими эти опорные поверхности до их наложения одной на другую.
Упоры 23, 24 и опорные поверхности 25, 26 имеют здесь коническую поверхность.
В качестве примера упоры 23, 24 составляют по отношению к оси Х1-Х2 угол порядка 75o и опорные поверхности 25, 26 составляют по отношению к оси Х1-Х2 угол порядка 20o.
Калиброванное кольцевое пространство 20 заполнено клеем, обеспечивающим жесткое механическое скрепление между охватываемым участком 13 и охватывающим участком 7, то есть между охватываемой составляющей и охватывающей составляющей; эта механическая связь дает противодействующий момент, который составляет часть момента свинчивания соединения.
Фиг.5-8 представляют собой введения клея в калиброванное кольцевое пространство во время свинчивания соединения.
Согласно этому способу наносят, например, кистью или другим способом пленку клея, представленную здесь нарочно утрированно с увеличением на наружной поверхности 15 охватываемого участка 13. Слой смазки 28 одновременно расположен на охватывающей резьбе 6, так же как на упоре 24 и на опорной поверхности 26, чтобы облегчить известным способом свинчивание. Охватывающая составляющая 2, чей охватывающий участок 7 не покрыт клеем, затем надета на охватываемую составляющую 3 и продвигается во время свинчивания как винт, относительным движением между охватываемой и охватывающей составляющими в осевом направлении, указанном стрелкой F на фиг.7.
Таким образом и исходя из того, что охватывающий участок никогда во время свинчивания не входит в контакт с охватываемым участком, как было уже объяснено, во время свинчивания, представленного на фиг.7, нижний конец 16 охватывающей составляющей 2 внутренней поверхности 14 охватывающего участка 7 калибрует слой клея 27, избыток которого 29 оказывается выдавленным перед торцом 16.
Одновременно смазка 30, выдавленная под давлением резьбой, располагается в кармане для смазки 21 и частично его заполняет, как символически показано штриховкой.
На фиг. 8 соединение представлено в собранном виде, свинченное заданным моментом, как на фиг.1, показаны только охватываемый и охватывающий участки.
Избыток клея 29 виден в конце резьбы охватывающей составляющей, так же как и карман для смазки, наполненный в той или иной степени смазкой 30, под которой находится пленка клея 31.
Калиброванное кольцевое пространство заполнено пленкой клея толщиной h, которая не нарушена смазкой и полностью готова выполнить свою склеивающую функцию.
Для данного примера был выбран, что не имеет ограничительного характера, клей на основе эпоксидной смолы, предварительно перемешанный и затвердевающий при нагреве за несколько десятков секунд, имеющий коммерческое название TOPFIX NA 84 от ATOFINDLEY.
Осуществив свинчивание заданным моментом, нагревают известным способом при помощи концентрической индуктивной катушки с частотой несколько килогерц зону охватываемой и охватывающей составляющих, соответствующую калиброванному кольцевому пространству, где находится клей.
Продолжительность нагрева зависит от диаметра и толщины используемых труб. Например, для труб диаметром 4,5 дюйма (114 мм) и толщиной 6,88 мм нагрев проводится примерно 30 сек мощностью 75 кВт.
Опыты позволяют отрегулировать длительность и требуемую мощность для получения хороших результатов склейки.
Таким образом после нагрева клей обеспечивает искомое механическое скрепление.
Возможно, что из-за контактного давления на уровне опорных поверхностей 17, 18 в некоторых случаях между этими опорными поверхностями остается очень тонкий слой клея. Это ни в коей мере не снижает эффективности соединения. Во всех случаях эти опорные поверхности 17, 18 защищают склеенную зону от жидкостей, циркулирующих снаружи труб.
При эксплуатации в тяжелых условиях, например в морской воде, возможно дополнительное покрытие известным способом труб 4, 5 и наружной поверхности охватывающей составляющей 2 защитным покрытием типа эпоксид плюс полипропилен или другим.
В качестве примера было реализовано соединение, как описано на фиг.1-3, и свинчено так, как описано на фиг.5-8, при ниже перечисленных условиях:
- номинальный
наружный диаметр труб 4:4,5 дюйма (114 мм),
- значение h: 0,2 мм,
- значение H: 1,4 мм,
- длина L: 30% длины охватываемой или охватывающей составляющих,
- клей
TOPIFIX NA 84, использованный, как описано выше,
- момент свинчивания: 740 кгм,
- момент, разрушающий клеевое соединение: 350 кгм, то есть 47% от момента свинчивания.
Таким образом, получают соединение, для которого момент, при котором возможен перетяг или ослабление, возрастает примерно на 50% по сравнению с соединением, не оборудованным устройством против перетяга или ослабления.
Кроме того, отметим, что выполнение механической обработкой резьбы 6 соединения 1 облегчается благодаря карману для смазки 21, который образует пространство, удобное для входа обрабатывающего инструмента.
Фиг. 4 представляет вариант с муфтой для соединения, показанного на фиг. 1.
Две трубы 50, 51 с общей осью Y1-Y2, несущие каждая на своем конце охватываемую составляющую 52, 53, объединены муфтой 54, включающей охватывающие составляющие 55, 56, расположенные симметрично относительно плоскости со следами Z1-Z2 и с каждой стороны этой плоскости Z1-Z2.
Каждая пара охватываемой - охватывающей составляющих 52-55, 53-56 выполнена, как описано ранее и показано на фиг.1-3.
Такое соединение, выполненное с помощью муфты 54, имеет два устройства против перетяга или ослабления в зонах, отмеченных буквами А и В на фиг.4, которые выполнены так, как было объяснено для соединения, показанного на фиг. 1.
Фиг. 9 представляет вариант соединения, показанного на фиг.1, в котором клей, вместо того чтобы быть нанесенным до свинчивания, как показано на фиг. 5, внесен после свинчивания соединения заданным моментом.
Это соединение 60 обладает, кроме охватывающего участка 61, теми же характеристиками, что и соединение 1. Охватывающий участок 61 имеет здесь дополнительное отверстие 64, проходящее стенку насквозь и выходящее с одной стороны в калиброванное кольцевое пространство 62, а с другой стороны на наружную поверхность 63 охватывающего участка. Охватывающий участок 61 включает, кроме того, второе резьбовое отверстие, диаметрально противоположное отверстию 64, но меньшего диаметра, не представленное на фигуре, служащее отводным каналом.
Это резьбовое отверстие 64 позволяет нагнетать под желаемым давлением в калиброванное кольцевое пространство 62 клей в количестве считаемым необходимым для наполнения этой зоны; отводной канал позволяет нагнетать клей в хороших условиях.
После нагнетания отверстие 64 закрывают, ввинчивая резьбовую пробку, которая имеет такие размеры, что она не выступает ни в кольцевое пространство 62, ни на поверхность 63, и на резьбу которой нанесен клей. Второе отверстие также закрывается резьбовой пробкой с нанесенным клеем, служащей для обеспечения герметичности соединения во время работы.
Как и для соединения 1, клей нагревают, чтобы закончить установку на место приспособления против перетяга или ослабления.
Конечно, соединение согласно изобретению может быть демонтировано. Для этого преимущественно осуществляют перед развинчиванием разрушение клея нагревом, нагревая его, например, индукционно известным способом до достаточно высокой температуры. Таким образом, не нужно будет прикладывать момент для преодоления сопротивления, вызванного склеиванием двух составляющих. После вывинчивания будет легко очистить покрытые клеем поверхности для повторного использования соединения, если нужно; эти покрытые клеем поверхности совершенно не повреждены и не имеют механических следов. В частности, нет никакой необходимости повторно обрабатывать поверхности калиброванного пространства 20 перед новым использованием.
Соединение согласно настоящему изобретению может быть реализовано в многочисленных вариантах, несколько представленных примеров реализации ни в коей мере не являются ограничивающими.
Реферат
Изобретение относится к резьбовому соединению труб, в частности, в нефтяной и газовой промышленности. Сущность изобретения заключается в том, что соединение включает охватываемую составляющую с наружной охватываемой резьбой и охватывающую составляющую с внутренней резьбой, эти две составляющие могут быть собраны определенным стягивающим моментом. Охватывающий участок, расположенный вне охватывающей резьбы, и охватываемый участок, расположенный вне охватываемой резьбы, образуют между их внутренней и наружной поверхностями кольцевую зону, по меньшей мере часть которой формирует калиброванную зону, в которой клей обеспечивает механическое скрепление между охватывающим участком и охватываемым участком. Изобретение обеспечивает надежное свинчивание и уплотнение при работе. 21 з.п. ф-лы, 9 ил.
Комментарии