Способ формования экструдированного жиросодержащего кондитерского вещества и изделия из него - RU2133572C1
Код документа: RU2133572C1
Чертежи


Описание
Настоящее изобретение относится к формованию шоколада в желаемую форму, а конкретнее к способу формования шоколада в твердом или полутвердом состоянии.
Одним из способов формования шоколада в желаемую форму является отливка шоколада. Формование шоколада отливкой обычно осуществляют с шоколадом в жидком состоянии, т.е. отливкой расплавленного шоколада в форму с последующим охлаждением. После охлаждения формованный шоколад обычно довольно легко извлекается из формы благодаря термическому сжатию шоколада при его затвердевании, что дает продукт с привлекательной блестящей поверхностью. Однако недостатками обычного способа формования шоколада являются необходимость в охлаждающих туннелях, занимающих пространство и требующих времени, невозможность немедленного обертывания изделия из-за стадии охлаждения и невозможность достижения точного контроля массы. Формование шоколадных корпусов для "Смарти" /зарегистрированный товарный знак/ в настоящее время предполагает использование вальцев, которые также нуждаются в очень большой холодопроизводительности.
В нашей заявке EP-A-93114251.7, одновременно находящейся на рассмотрении, описан способ пластического экструдирования жиросодержащего кондитерского вещества, который включает в себя подачу жиросодержащего кондитерского вещества в экструдер и приложение давления к жиросодержащему кондитерскому веществу в, по существу, твердом или полутвердом, невыливающемся виде выше по ходу перед сужением потока, при этом температура, давление, относительное сжатие и скорость экструзии таковы, что жиросодержащее кондитерское вещество экструдируется, по существу, изотермически и остается, по существу, в твердом или полутвердом, невыливающемся виде с получением однородного по оси, экструдированного продукта, который временно сохраняет гибкость или пластичность, позволяющую его физически обрабатывать, резать или пластично деформировать, например сгибать, скручивать или нагнетать в форму. В EP-A-93114251.7 описывается также способ инжекционного формования, при котором экструдированный продукт с временной пластичностью формуют под давлением при температуре ниже нормальной точки плавления шоколада. Этот способ инжекционного формования является, по существу, изотермическим, а последующее охлаждение, следовательно, не требуется, так что продукт пригоден для немедленного извлечения из формы после окончания инжекционного формования. Однако, поскольку не требуется последующее охлаждение, то необязательно происходит термическое сжатие, так что при некоторых условиях извлечение из формы и получение высококачественной отделки поверхности могут оказаться трудно достижимыми.
Как нами теперь неожиданно установлено, временно пластичный, твердый или полутвердый, невыливающийся или нетекучий, экструдированный шоколад посредством его сжатия, прессования или деформирования можно формовать в разнообразные формы, имеющие высококачественную отделку поверхности.
Таким образом, согласно настоящему изобретению предлагается способ формования экструдированного жиросодержащего кондитерского вещества, который включает в себя подачу жиросодержащего кондитерского вещества в экструдер и приложение давления к жиросодержащему кондитерскому веществу в, по существу, твердом или полутвердом, невыливающемся или нетекучем виде выше по ходу перед сужением потока, при этом температура, давление, относительное сжатие и скорость экструзии таковы, что жиросодержащее кондитерское вещество экструдируется, по существу, изотермически и остается в, по существу, твердом или полутвердом, невыливающемся или нетекучем виде и имеет временную гибкость или пластичность, отличающийся тем, что пока экструдированный продукт проявляет временную пластичность, его подвергают прямому прессованию, прессованию или деформированию в желаемую форму.
Прессованное изделие по изобретению из экструдированного твердого продукта можно получить, помещая измеренное количество (либо отмеренное взвешиванием, либо отмеренное по длине) экструдированного твердого продукта в полость пресс-формы, закрывая пресс-форму под давлением для прессования экструдированного твердого продукта с приданием ему конфигурации полости пресс-формы, ограниченной верхней и нижней половинами пресс-формы и, наконец, открывая пресс-форму для извлечения из нее формованного изделия. При желании пресс-формы можно охлаждать, чтобы облегчить извлечение изделия из пресс-формы благодаря дополнительному затвердеванию экструдированного твердого продукта. Чтобы облегчить извлечение изделия из пресс-форм и улучшить отделку его поверхности, пресс-формы предпочтительно отполированы или имеют обработанную поверхность, например покрытую тефлоном. Чтобы облегчить извлечение изделия из пресс-формы, возможно факультативное использование устройства для извлечения изделия из пресс-формы, как, например, выталкивающих плит, устройства для выталкивания сжатым воздухом, выталкивающих шпилек и т. д. Прессованное изделие из экструдированного твердого продукта может иметь, например, твердую трехмерную форму в виде полой оболочки, особенно в виде тонкостенной оболочки, например в виде пасхального яйца. При желании изделие, формованное таким образом, затем может быть обернуто или подвергнуто дальнейшей обработке, например начинено одним или большим числом других пищевых продуктов, предпочтительно кондитерским пищевым продуктом, как, например, десертом, вафлями, карамелью, помадой, мороженым и т.п.
Согласно настоящему изобретению предлагается также прессованное изделие из экструдированного твердого продукта в виде полой оболочки, начиненной по меньшей мере одним другим пищевым продуктом, например одним или несколькими такими продуктами, как мороженое, вафли, карамель, помадка, печенье, желе, пралине и т.д.
Далее излагаются некоторые преимущества формования прессованием временно пластичного, твердого экструдированного
продукта согласно настоящему изобретению по сравнению с инжекционным
формованием и другими способами формования:
а/ высокая производительность,
б/ отсутствие потерь из питающих
средств, как, например, при инжекционном формовании.
в/ сравнительно недорогое оборудование, ибо все, что требуется, это - экструдер и простое прессующее устройство.
Пресс может приводиться в действие вручную с помощью рычагов, либо иметь пневматический или гидравлический привод. Давление прессования зависит от степени пластичности экструдированного продукта, которая регулируется режимом экструзии, количества формуемых изделий /т.е. в случае многоместного пресса/, сложности формы изделия и его размера. В некоторых случаях для прессования шоколада с приданием ему конфигурации полости пресс-формы достаточно усилия руки.
Другим преимуществом формования прессованием временно пластичного, твердого экструдированного продукта по
изобретению является возможность применения "упаковки в пресс-форме", при которой
перед введением в пресс-форму порции экструдированного твердого продукта в нее может быть помещен покрывающий
материал, пригодный для использования с пищевыми продуктами, например упаковочная пленка,
как, например, описанная в заявке Великобритании GB-A-95 04686.8, одновременно находящейся на рассмотрении.
После закрывания пресс-формы порцию экструдированного твердого продукта формуют в
покрывающем материале. Преимущества упаковки в пресс-форме:
а/ изделие готово к заворачиванию в обертку,
б/ тонкостенные или хрупкие изделия могут быть легко удалены, так как
упаковочная пленка поддерживает их и предотвращает их повреждение или деформацию,
в/ упаковочная пленка может быть
использована для перенесения изделия через другие последующие операции, как,
например, наполнение мороженым, причем в этом случае упаковочная пленка могла быть затем использована также в качестве
первичной упаковки.
г/ отформованное изделие может быть удалено,
а покрывающий материал для пищевых продуктов может быть повторно использован, возвращен в повторный цикл или выброшен,
и
д/ если упаковочная пленка является достаточно пластичной, то не
требуется ее предварительное формование, так как прямое прессование придавало бы пленке необходимую форму.
Экструдированный твердый продукт может быть также прессован, например, штампованием или обминкой. Экструдированный твердый продукт может быть деформирован пропусканием его через зазор между двумя противоположно вращающимися вальцами, снабженными соответствующими углублениями в их поверхности для пластичного формования экструдированного продукта в форму, соответствующую форме углублений в поверхности, и извлечением формованного изделия из зазора между двумя противоположно вращающимися вальцами.
Противоположно вращающиеся вальцы, пригодные для деформирования экструдированного твердого продукта при способе по настоящему изобретению, обычно применяются в пищевой и фармацевтической промышленности для изготовления ряда изделий, например карамельных изделий, шоколадной чечевицы /корпусов "Смарти"/, сухого печенья и лекарственных таблеток. Полость, образуемая двумя соответствующими углублениями по окружности вальцев, может быть почти любой желаемой формы при условии, что нет никаких "отрицательных углов", которые препятствовали бы высвобождению формованного изделия из полости, например, сферической, яйцевидной, дискообразной или кубической формы. Кроме того, на поверхности полости может быть выгравирован или выдавлен любой желаемый рисунок, который должен быть нанесен на поверхность жиросодержащего кондитерского вещества.
Следует учесть, что временная пластичность экструдированного продукта позволяет физически обращаться с ним или пластично деформировать его, прежде чем он потеряет свою эластичность или пластичность, так что им можно за один прием полностью заполнять полость пресс-формы, не оставляя зазоры и не образуя крошек в пресс-форме.
Формованный продукт выходит из зазора между противоположно вращающимися вальцами в виде ряда формованных изделий, которые обычно (и предпочтительно удерживаются вместе тонкими перемычками из жиросодержащего кондитерского вещества, имеющих, например, толщину от 50 до 100 микрон. Наличие этих перемычек помогает снимать отдельные изделия от снабженной полостями поверхности вальцев. Не является необходимым наличие перемычек для удерживания изделий вместе, однако, если не имелось бы никаких перемычек, то для получения изделий без перемычек между ними вальцы пришлось бы прижимать под очень высоким давлением, а это привело бы к повышенному износу вальцов при их непрерывной работе.
При желании вальцы можно охлаждать, например, до -15oC, предпочтительно до 5 - 15oC, например, посредством циркуляции охлаждающей среды, например воды или смеси воды и гликоля через центральную ось вальца. Однако, поскольку жиросодержащее кондитерское вещество является, по существу, твердым или полутвердым и, следовательно, уже находится при сравнительно низкой температуре, например ниже около 35oC, то не требуется высокая холодопроизводительность. Однако небольшое охлаждение, например вплоть до 5oC, может улучшить высвобождение формованного изделия из полости благодаря устранению прилипания.
После выхода из зазора между противоположно вращающимися вальцами ряд формованных изделий, удерживаемых вместе тонкими перемычками, полезно подвергнуть обработке с целью удаления этих перемычек, например, подачей во вращающееся цилиндрическое сито для удаления перемычек посредством галтовки с высвобождением отдельных изделий. Эти конфеты затем могут быть упакованы или направлены на дальнейшую обработку.
В противоположность большинству других способов формования шоколада готовый продукт не нуждается в охлаждении после формования. Кроме того, формование шоколадных корпусов для "Смарти" /зарегистрированный товарный знак/ можно осуществлять без необходимости в высокой холодопроизводительности, которая требуется для современного вальцевого устройства. Более того, при использовании непрерывно действующих, противоположно вращающихся вальцов формование происходит быстрее, чем при формовании выпрессовыванием изделий одинаковой формы, потому что происходит непрерывное открывание полостей в зазоре между вальцами для доступа в них продукта, их закрывание для формования продукта и открывание для высвобождения формованного изделия.
Вальцы могут быть изготовлены из подходящего твердого материала, как, например, из металла, например стали, или из пластмассы, например поликарбоната.
Форма готового формованного изделия зависит от формы полости и особенностей ее поверхности.
Экструдированный твердый продукт можно формоизменять, например, его изгибанием, например пропусканием вокруг вращающегося валика для придания ему формы, похожей на спираль или рулет: изделие в форме рулета можно при желании делать с начинкой, для чего экструдированный твердый продукт можно пропускать вокруг вращающегося валика вместе со слоем другого продукта, как, например, помады, пралине или мороженого, который образует начинку.
Экструзия жиросодержащего кондитерского продукта подробно описана в нашей одновременно рассматриваемой заявке EP-A-931142251.7, содержание которой включено в настоящее описание посредством ссылки.
Здесь под термином "по существу изотермически" подразумевается, что температура жиросодержащего кондитерского вещества остается, по существу, неизменной во время его экструзии от входа в сужение потока до выхода из него и во время формования, если не имеется никакого внешнего нагревательного или охлаждающего средства: использование внешнего нагревательного или охлаждающего средства исключается, пока экструдируемое вещество остается в, по существу, твердом или полутвердом неотливающемся или нетекучем состоянии в течение всего процесса экструзии и формования. Другими словами, сам процесс экструзии и формования не вызывает значительного повышения температуры жиросодержащего кондитерского вещества.
Жиросодержащим кондитерским веществом могут быть, например, чистый шоколад, белый шоколад, молочный шоколад, либо заменители шоколада, содержащие непосредственные заменители какао-масла, кокосовое масло, пальмовое масло, сливочное масло или их любую смесь; ореховые пасты, как, например, арахисовое масло и жир; пралине; кондитерская глазурь, используемая для глазирования кексов и обычно содержащая заменители шоколада при замене какао-масла более дешевым нетемперирующим жиром; или "Карамак", содержащий жиры без какао-масла, сахар и молоко.
Температура формования может быть от 0oC до около 35oC в зависимости от состава, особенно от количества и вида присутствующего жира. При использовании чистого шоколада (без добавок) в качестве экструдированного исходного вещества температура формования может быть от 10oC до 34oC, обычнее от 15oC до 32oC, предпочтительно от 18oC до 30oC и более предпочтительно от 20oC до 27oC. В случае использования белого шоколада температура формования может быть от 5oC до 28oC, обычнее от 15oC до 27oC, предпочтительно от 17oC до 26oC и более предпочтительно от 19oC до 25oC. В случае использования молочного шоколада температура формования может быть от 5oC до 30oC, обычнее от 15oC до 28oC, предпочтительно от 18oC до 27oC и более предпочтительно от 20oC до 26oC. Следует учесть, что при этом изобретении в случае формования шоколада при температуре от 28oC до 34oC он находится в твердом или полутвердом, невыливающемся или нетекучем состоянии после того, как он ранее затвердел, в противоположность шоколаду, который ранее не затвердел, например, в виде недавно темперированной шоколадной массы, которая при таких температурах обычно остается в пастообразном и выливающемся или текучем состоянии.
Настоящее изобретение далее описывается в
неограничивающем примере со ссылкой на следующие чертежи, на которых
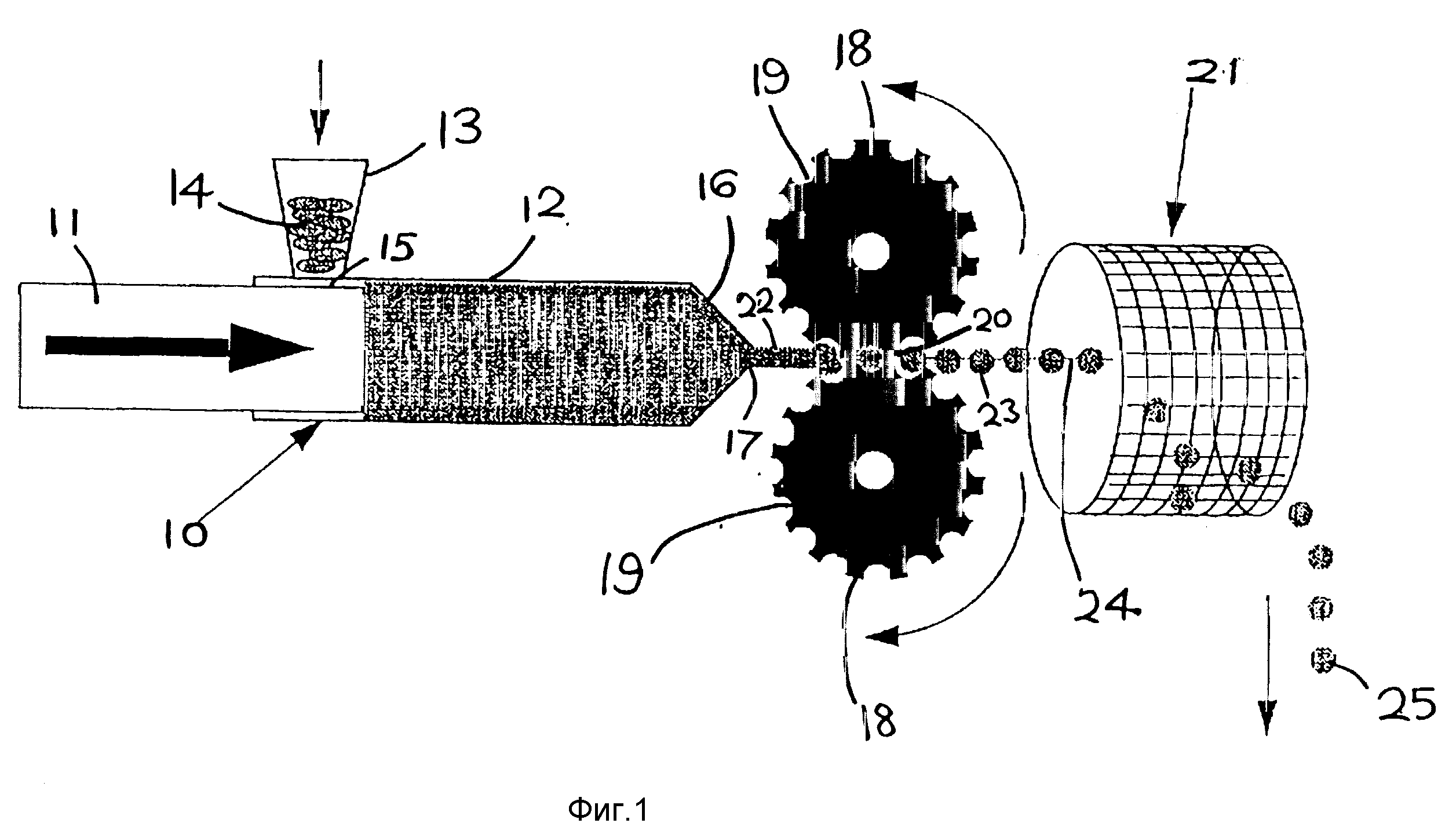
фиг. 1 - устройство для формоизменения продукта, экструдированного
способом по изобретению;
фиг. 2 - стадии
формования прессованием продукта, экструдированного способом по изобретению;
фиг. 3 - стадии формования прессованием продукта,
экструдированного способом по изобретению, в упаковочный
материал.
Как показано на фиг. 1, экструдер 10 содержит плунжер 11 с гидравлическим приводом, цилиндр 12, имеющий внутренний диаметр 25 мм, загрузочную воронку 13, содержащую гранулы шоколада 14, питающее отверстие 15 и экструзионную головку 16 с соплом 17, имеющим в поперечном сечении диаметр 5 мм. Два противоположно вращающихся вальца 18 снабжены по окружности углублениями 19, которые в зазоре между вальцами сочетаются друг с другом с образованием полости 20. За двумя вальцами находится цилиндрическое сито 21, вращающееся на своей горизонтальной оси.
При работе устройства гранулы шоколада 14 через питательное отверстие 15 подают в цилиндр 12, в котором гидравлический плунжер 11 подают вперед под давлением 8 МПа и при температуре 23oC. Через сопло 17 экструдируют полутвердый, нетекучий стержень 22 шоколада диаметром 5 мм, который затем подают в зазор между противоположно вращающимися вальцами 18, где он проходит в полость 20 и формуется, после чего высвобождается из полости в виде ряда формованных изделий 23, удерживаемых вместе шоколадными перемычками 24. При прохождении через вращающееся сито 21 перемычки 24 удаляются вследствие галтовки продукта, при этом разделяются и высвобождаются шоколадные изделия для их упаковки или дальнейшей обработки.
Как показано на фиг. 2, в экструдер 41 подают твердые куски шоколада 40, которые экструдируют способом, сходным с показанным на фиг. 1, с целью производства стержня 42 из временно пластичного, невыливающегося или нетекучего, твердого экструдированного шоколада. Стержень 42 разрезают на заготовки 43, которые помещают в полость 44 пресс-формы 45. Закрывают пресс-форму /положение 46/ и сжимают заготовку 43 так, чтобы она приняла форму 48. Открывают пресс-форму /положение 47/ и выталкивают формованное изделие 48.
На фиг. 3 показан способ, сходный со способом на фиг. 2, за исключением того, в полость пресс-формы перед помещением в нее заготовки 43 укладывают предварительно формованную поливинилхлоридную упаковочную пленку 44 толщиной 400 микрон. В этом случае при закрытой пресс-форме шоколадная заготовка формуется в упаковочном материале и выталкивается из пресс-формы вместе с упаковочным материалом.
При желании извлеченное изделие, формованное по способу либо на фиг. 2, либо на фиг. 3, может быть начинено одним или большим числом продуктов, такими как, например, мороженое, вафли, карамель, помадка, печенье, желе, пралине и т.п., прежде чем оно будет покрыто слоем шоколада.
Реферат
Изобретение касается способа формования экструдированного жиросодержащего кондитерского вещества, предусматривающего подачу жиросодержащего кондитерского вещества в экструдер и приложение давления к жиросодержащему кондитерскому веществу в, по существу, твердом или полутвердом, невыливающемся или нетекучем виде выше по ходу перед сужением потока. При этом температура, давление, относительное сжатие и скорость экструзии таковы, что жиросодержащее кондитерское вещество экструдируется, по существу, изотермически и остается в, по существу, твердом или полутвердом, невыливающемся или нетекучем виде и имеет временную гибкость или пластичность. Пока экструдированный продукт сохраняет временную пластичность, экструдированный продукт подвергают сжатию, прессованию или деформированию в желаемую форму. Реализация способа обеспечивает повышение качества получаемого изделия, снижение затрат и повышение точности контроля массы. 5 с. и 16 з.п. ф-лы, 3 ил.
Комментарии