Автоматическое раздаточное устройство для выдачи балансировочных грузиков - RU2747825C2
Код документа: RU2747825C2
Чертежи



Описание
Область техники, к которой относится изобретение
Изобретение относится к автоматическому раздаточному устройству (диспенсеру) для выдачи балансировочных грузиков, предпочтительно самоклеящихся балансировочных грузиков. Такие балансировочные грузики могут использоваться для балансировки колес транспортных средств.
Уровень техники
Для балансировки колес транспортных средств используют балансировочные грузики. Самоклеящиеся балансировочные грузики включают сегменты из материала с высокой удельной массой, каковым материалом может быть металл, такой как цинк или сталь, и снабжены с одной стороны самоклеящейся лентой, при помощи которой материал с высокой удельной массой может крепиться к ободу колеса. Множество фрагментов, или сегментов, такого материала с высокой удельной массой совместно закреплены на полоске клейкой ленты, образуя цепочку или ленту балансировочных грузиков. Со стороны, противоположной таким балансировочным грузикам-сегментам, самоклеящаяся лента снабжена защитной пленкой. Перед установкой балансировочного грузика на обод колеса защитную пленку снимают.
В публикации US 3960409 раскрыта такая лента балансировочных грузиков, которая может иметь значительную длину и для упрощения ее хранения может сматываться в спираль.
В публикации ЕР 1253414 А2 раскрыто сложное раздаточное устройство для выдачи балансировочных грузиков. При эксплуатации этого устройства с самоклеящейся ленты снимается защитная пленка, затем от ленты отрезаются балансировочные грузики-сегменты, которые сразу подаются в установочное устройство. Это раздаточное устройство предназначено для систем автоматической балансировки колес после установки шины.
В шиномонтажных мастерских масса, необходимая для балансировки колеса, определяется балансировочным станком, после чего от ленты балансировочных грузиков вручную отрезают соответствующее число балансировочных грузиков-сегментов. Затем снимают защитную пленку и устанавливают балансировочный грузик на обод. Выполняемые вручную операции подсчета числа необходимых балансировочных грузиков-сегментов и их отрезания связаны с большими затратами времени и подвержены ошибкам. Для выполнения операций с балансировочными грузиками вручную балансировочные грузики-сегменты должны иметь минимальный размер, который может соответствовать 10 или 5 граммам. Меньшие массы сложны в обращении с ними ввиду малого размера сегментов грузиков. Это ведет к ограничению разрешающей способности по весу, а значит, к ограничению точности балансировки.
В публикации ЕР 3040578 раскрыто автоматическое раздаточное устройство для выдачи балансировочных грузиков. Лента из балансировочных грузиков-сегментов на самоклеящейся ленте перемещается транспортерной лентой к кромке режущего устройства. После прохождения этой кромки выбранным числом балансировочных грузиков-сегментов к кромке прижимается контрупор с образованием между двумя балансировочными грузиками-сегментами угла 90 градусов. Затем через кромку под контрупором перемещают режущий нож для разрезания ленты и отделения от нее выбранного числа балансировочных грузиков-сегментов.
В публикации JP 2014184544 раскрыто автоматизированное раздаточное устройство для выдачи балансировочных грузиков, имеющее режущее устройство для отрезания от ленты балансировочных грузиков заданного числа балансировочных грузиков. Балансировочные грузики направляются направляющей к режущему устройству и транспортируются путем протягивания защитной пленки.
В публикации US 2006/016309 А1 раскрыто устройство для выдачи заданного количества грузиков на самоклеящейся ленте.
В публикации ЕР 3040578 А1 раскрыто автоматическое раздаточное устройство для выдачи балансировочных грузиков, содержащее узел транспортировки и узел резки. Узел резки имеет нож, установленный с возможностью перемещения от первой стороны ко второй стороне ленты балансировочных грузиков для разделения ленты балансировочных грузиков между двумя отдельными балансировочными грузиками-сегментами у кромки режущего устройства.
В публикации JP 2014185761 А раскрыто устройство для переноса балансировочных грузиков с использованием прилипающего фиксатора, что обеспечивает снижение затрат при установке балансировочного грузика на колесо.
Раскрытие сущности изобретения
Решаемая изобретением задача заключается в разработке простого и недорогого раздаточного устройства для выдачи балансировочных грузиков, содержащих по меньшей мере один балансировочный грузик-сегмент на клейкой ленте, снабженной защитной пленкой. Такое раздаточное устройство должно быть выполнено с возможностью выдачи самоклеящихся балансировочных грузиков-сегментов выбранной массы с высокой скоростью и должно обеспечивать возможность работы с малыми балансировочными грузиками-сегментами. Кроме того, на самоклеящейся ленте отрезанного грузика должна оставаться защитная пленка, чтобы с грузиком можно было работать руками.
Решения указанной задачи описаны в независимых пунктах формулы изобретения. В зависимых пунктах формулы охарактеризованы частные варианты осуществления изобретения.
Предлагаемое в изобретении раздаточное устройство содержит узел транспортировки и узел резки. Узел транспортировки предназначен для транспортировки ленты балансировочных грузиков, чтобы обеспечить наличие определенного количества или числа балансировочных грузиков-сегментов, отрезаемых от ленты узлом резки. Узел транспортировки содержит по меньшей мере один ведущий ролик для перемещения ленты за счет трения. С целью повышения трения может быть предусмотрен(-а) прижимной ролик или прижимная лента для прижатия ленты балансировочных грузиков к ведущему ролику. Прижимная лента может удерживаться и/или приводиться в движение первым шкивом и вторым шкивом.
Для дополнительного повышения трения предпочтительно, чтобы ведущий ролик имел множество зубцов, предпочтительно расположенных на его наружной боковой поверхности. Эти зубцы предпочтительно имеют такие диаметр и длину, чтобы проникать через защитную пленку в клейкую ленту. Наиболее предпочтительно, чтобы зубцы не касались балансировочных грузиков-сегментов и/или не повреждали их. Эксперименты показали, что такое решение позволяет создавать трение (сцепление), достаточное для того, чтобы с точностью протягивать длинную ленту, перемещая ее вверх из запаса балансировочных грузиков, расположенного на значительно более низком уровне по сравнению с узлом привода. Масса балансировочных грузиков, которые приходится поднимать из такого запаса, может составлять несколько килограммов. Зубцы всегда обеспечивают точную транспортировку даже при минимальном обратном проскальзывании ленты. Точность транспортировки важна для быстрого и точного отрезания в узле резки, так как режущий нож должен входить точно в промежуток, или зазор, между соседними грузиками-сегментами. Узел резки в показанном на чертежах исполнении более чувствителен к неточностям положения ленты, так как угол изгиба ленты балансировочных грузиков меньше, чем известный из уровня техники угол 90°, а значит, промежуток между соседними балансировочными грузиками меньше. Еще одно преимущество зубцов состоит в том, что они проделывают в защитной пленке мелкие отверстия, уменьшая сцепление защитной пленки с основой, что значительно упрощает снятие защитной пленки перед установкой балансировочного грузика на обод.
Для улучшения контакта ленты балансировочных грузиков с ведущим роликом, а соответственно, для обеспечения высокого трения для транспортировки ленты балансировочных грузиков прижимную ленту и/или прижимной ролик предпочтительно прижимать к ведущему ролику, для чего предпочтительно может использоваться натяжитель, расположенный у ленты либо у одного или обоих шкивов.
Также предпочтительно прижимать ленту балансировочных грузиков ко второму ведущему ролику посредством по меньшей мере второго прижимного ролика, который может быть подпружинен.
Ведущий ролик предпочтительно приводится во вращение двигателем, наиболее предпочтительно - шаговым двигателем. Между двигателем и роликом может быть предусмотрен передаточный механизм. Предпочтительной может быть червячная передача, так как при неработающем двигателе она за счет самоторможения способна удерживать ленту от обратного сползания под весом балансировочных грузиков, находящихся между запасом балансировочных грузиков и узлом привода.
Лента балансировочных грузиков-сегментов предпочтительно содержит множество балансировочных грузиков-сегментов, совместно закрепленных на клейкой ленте, предназначенной для крепления балансировочных грузиков-сегментов к ободу колеса. Балансировочные грузики-сегменты также могут совместно удерживаться дополнительным носителем, таким как полимерная или металлическая пленка или стержень.
Также предпочтительно, чтобы лента балансировочных грузиков была снабжена защитной пленкой для защиты клеевой поверхности клейкой ленты со стороны, противоположной балансировочным грузикам.
Также предпочтительно, чтобы клейкая лента для повышения ее прочности на срез имела по меньшей мере один усиливающий слой, что упрощает транспортировку ленты узлом транспортировки.
Предпочтительно, чтобы лента балансировочных грузиков была смотана в спираль, из которой лента балансировочных грузиков подается в узел транспортировки.
Предпочтительно, чтобы узел транспортировки вытягивал балансировочные грузики в составе ленты балансировочных грузиков из запаса, которым может служить свернутая в спираль лента балансировочных грузиков, и продвигал балансировочные грузики в узел резки. Предпочтительно иметь направляющую скольжения, которая может быть частью узла резки и по которой балансировочные грузики могут скользить горизонтально.
Также предпочтительно, чтобы узел транспортировки образовывал угол, предпочтительно составляющий от 70 до 110 градусов и наиболее предпочтительно равный 90 градусам. Балансировочные грузики предпочтительно входят в узел транспортировки в вертикальном направлении, а затем изменяют направление своего движения на горизонтальное. Это может достигаться изгибанием ленты балансировочных грузиков по меньшей мере частично вокруг ведущего ролика. Хотя раскрытые в данном описании горизонтальное и вертикальное направления движения ленты балансировочных грузиков являются предпочтительными, возможны и другие варианты осуществления изобретения.
Для выдачи требуемого числа балансировочных грузиков-сегментов можно либо измерять длину транспортируемой ленты, либо подсчитывать число балансировочных грузиков-сегментов. Оба этих метода могут использоваться совместно для получения дополнительной проверочной информации и повышения надежности. Для определения длины протянутой ленты балансировочных грузиков предпочтительно иметь диск с прорезями, имеющий множество прорезей, которые могут регистрироваться и/или подсчитываться посредством фотоэлектрического датчика. Диск с прорезями предпочтительно соединен с ведущим роликом, но также может быть соединен с любым другим роликом или лентой. Вместо диска с прорезями могут использоваться любые другие средства для регистрации вращения, такие как круговой датчик положения или угловой энкодер (устройство, преобразующее угол поворота вращающегося вала в электрические сигналы). Также может быть предусмотрен приводной двигатель, приводящий в движение по меньшей мере один из роликов, наиболее предпочтительно - второй ведущий ролик, причем такой приводной двигатель предпочтительно имеет угловой энкодер или может быть шаговым двигателем. В случае шагового двигателя число шагов является мерой длины протянутого отрезка ленты балансировочных грузиков.
В качестве альтернативы или дополнения может быть предусмотрено по меньшей мере одно средство для подсчета числа балансировочных грузиков-сегментов. Подсчет числа сегментов можно обеспечивать, регистрируя промежутки между балансировочными грузиками-сегментами, например посредством фотоэлектрического датчика или любого оптического датчика. Для увеличения ширины промежутка между сегментами целесообразно изгибать ленту балансировочных грузиков. Ленту балансировочных грузиков целесообразно изгибать вокруг ведущего ролика, подсчитывая балансировочные грузики, проходящие по указанному первому прижимному ролику.
Предпочтительно, чтобы узел резки содержал направляющую ленты, к которой лента балансировочных грузиков подается узлом транспортировки. Направляющая ленты предпочтительно является дугообразной и задает кривую для изгиба ленты балансировочных грузиков в таком направлении, чтобы промежуток между соседними балансировочными грузиками-сегментами увеличивался и режущее устройство могло проходить между указанными соседними сегментами для разрезания ленты на отрезки, предпочтительно путем перерезания клейкой ленты и/или защитной пленки. Направляющая ленты обеспечивает непрерывное придание ленте балансировочных грузиков изогнутой формы, что осуществляется гораздо быстрее и сопряжено с меньшими затратами времени, чем придвигание к этой ленте контрупора для придания ленте требуемой формы. Благодаря непрерывному движению ленты балансировочных грузиков по ее направляющей и отсутствию приложенной к ленте силы прижима вероятность повреждений, таких как царапины на поверхности балансировочных грузиков-сегментов, становится гораздо меньшей.
Предпочтительно, чтобы направляющая ленты была выполнена дугообразной формы. Направляющая ленты может иметь внутренний контур в форме отрезка дуги, который может направлять движение балансировочных грузиков-сегментов. Радиус отрезка дуги может быть в 2…20 раз, предпочтительно в 5…10 раз, больше толщины и/или длины балансировочного грузика-сегмента. Угловая протяженность отрезка дуги предпочтительно составляет от 30° до 150°, наиболее предпочтительно равна 90°. Дуга предпочтительно имеет такую форму, чтобы лента балансировочных грузиков, транспортируемая в горизонтальной плоскости, отклонялась вниз. При этом изгибу ленты способствует сила тяжести. Кроме того, предпочтительно, чтобы узел резки и/или направляющая ленты были выполнены таким образом, чтобы отделяемые балансировочные грузики удалялись под действием силы тяжести, или выпадали из узла резки и/или направляющей ленты. Предпочтительно обходиться без формоизменяющего инструмента, удерживающего ленту балансировочных грузиков в узле резки.
Режущее устройство предпочтительно должно легко проходить между разделяемыми соседними балансировочными грузиками. Это позволяет использовать меньшее режущее усилие и избегать повреждения поверхности балансировочных грузиков-сегментов. Балансировочные грузики-сегменты отрезаются с внешних сторон, которые впоследствии видны после установки грузиков на колесо. Поэтому не должно оставаться никаких царапин или иных следов воздействия на поверхность.
Режущее устройство имеет ножевую направляющую, удерживающую нож с возможностью его перемещения от одной стороны к другой стороне ленты балансировочных грузиков. Нож может направленно перемещаться между двумя балансировочными грузиками-сегментами. Нож предпочтительно способен разрезать только клейкую ленту (в том числе защитную пленку), соединяющую балансировочные грузики-сегменты. Он не рассчитан на резку материала балансировочных грузиков-сегментов, которым может быть сталь, алюминий или любой другой металл.
Во избежание образования заторов в раздаточном устройстве и/или повреждений ножа предпочтительно иметь датчик положения для обнаружения промежутков между соседними балансировочными грузиками. Датчик положения предпочтительно расположен поверх или вблизи места нахождения ножа и/или траектории режущего движения ножа, благодаря чему он может обнаруживать (регистрировать) промежуток, используемый ножом для резки. Датчик положения также может быть расположен на расстоянии, равном ширине по меньшей мере одного балансировочного грузика, от места нахождения ножа. Если датчик положения отстоит от ножа слишком далеко, расстояния между обнаруживаемым им положением и раскрывшимся промежутком (между соседними балансировочными грузиками) могут меняться из-за механических допусков и/или растяжения ленты. Датчик положения предпочтительно представляет собой оптический датчик, но может быть и магнитным датчиком, индуктивным датчиком или любым другим датчиком, подходящим для регистрации балансировочного грузика-сегмента и/или промежутка между балансировочными грузиками-сегментами.
Для выдачи балансировочных грузиков определенной массы сначала может быть вычислено требуемое число балансировочных грузиков-сегментов, если только оно уже не известно. Затем можно включить двигатель на определенное время или - в случае шагового двигателя - на определенное число шагов для подачи требуемого числа балансировочных грузиков-сегментов к направляющей ленты. Движение выходного звена двигателя предпочтительно останавливают, если прошло требуемое число балансировочных грузиков-сегментов и датчик положения обнаружил промежуток. Затем предпочтительно приводится в действие нож, который перемещается через промежуток и отделяет от ленты требуемое число балансировочных грузиков-сегментов.
Изгибание ленты балансировочных грузиков направляющей ленты также уменьшает напряжения в клейкой ленте. Если просто раздвинуть балансировочные грузики-сегменты для получения промежутка между двумя балансировочными грузиками-сегментами, сравнительно эластичная самоклеящаяся лента или пеноматериал растянется в длину, тогда как менее эластичная защитная пленка разорвется или, по меньшей мере, отделится от клейкой ленты. Этому препятствует раскрытое выше изгибание ленты балансировочных грузиков. Для того, чтобы с отрезанными балансировочными грузиками-сегментами можно было работать вручную, важно, чтобы защитная пленка оставалась на месте. Иначе отрезанные сегменты будут сразу приклеиваться к лотку, в который раздаточное устройство выдает отрезанные сегменты.
После того как режущее устройство отрезало определенное число балансировочных грузиков-сегментов, они могут соскользнуть и/или упасть вниз под действием силы тяжести вдоль стороны, предпочтительно вертикальной, основы режущего устройства, и попасть в лоток, из которого их можно достать и прикрепить к ободу колеса.
Узел резки и узел транспортировки предпочтительно используются совместно, как это описано в описании. В качестве альтернативы может быть предпочтительным использовать узел резки без узла транспортировки или с другим узлом транспортировки. Например, узел транспортировки может быть упрощен и в нем может использоваться только первый ведущий ролик и первый прижимной ролик для создания необходимого трения с лентой балансировочных грузиков.
Рассматриваемые в описании варианты осуществления изобретения обеспечивают возможность автоматического отрезания требуемых грузиков-сегментов от лента балансировочных грузиков. Благодаря автоматической транспортировке и резке достигается высокая скорость работы, и за короткий интервал времени может быть обработано большое число балансировочных грузиков. Кроме того, изобретение позволяет обрабатывать балансировочные грузики-сегменты стандартного размера, а также меньшие и даже значительно меньшие сегменты. Это обеспечивает гораздо более высокую разрешающую способность по массе балансировочных грузиков по сравнению с ручной обработкой. Обычные балансировочные грузики-сегменты часто разрабатываются таким образом, чтобы по своему размеру быть простыми в обращении. Поэтому легкие по весу сегменты могут быть сравнительно тонкими, в результате чего они будут иметь большую поверхность, за которую можно взяться рукой, или они могут изготавливаться из материала малой плотности, в результате чего они будут иметь больший размер. Благодаря изобретению в рассматриваемых вариантах его осуществления балансировочные грузики-сегменты могут иметь очень малые размеры, так как размер не требуется увеличивать для того, чтобы с любым сегментом можно было работать руками.
Благодаря автоматизированной резке может использоваться более прочная и жесткая клейкая лента. Она даже может иметь в своей структуре прочный несущий слой. Если вручную может быть невозможно выполнить чистый рез при отделении сегментов, при автоматизированной резке направленное движение ножа и фиксация балансировочных грузиков в заданном положении у кромки режущего устройства позволяет получить точный рез. Кроме того, размер балансировочных грузиков-сегментов может быть уменьшен до таких размеров, как 5 г, 2 г, 1 г или менее. Это повышает разрешающую способность по массе, а соответственно, и точность балансировки. Обращаться с балансировочными грузиками столь малых размеров может только автоматизированное раздаточное устройство, поскольку они слишком малы для работы с ними вручную.
Еще одним объектом изобретения является способ выдачи отрезанных балансировочных грузиков-сегментов. Предлагаемый способ включает шаги подачи определенного числа балансировочных грузиков-сегментов, являющихся частью ленты балансировочных грузиков, на направляющую ленты, изгибания ленты балансировочных грузиков с раскрытием промежутка между двумя соседними балансировочными грузиками-сегментами и перемещения ножа от одной стороны ленты балансировочных грузиков к другой стороне ленты балансировочных грузиков с отсечением от ленты балансировочных грузиков отрезка с отделяемыми балансировочными грузиками.
Краткое описание чертежей
Ниже изобретение рассматривается на примерах его осуществления, не ограничивающих общий изобретательский замысел и поясняемых чертежами, на которых показано:
на фиг. 1 - предпочтительный вариант осуществления изобретения;
на фиг. 2 - альтернативный вариант осуществления изобретения;
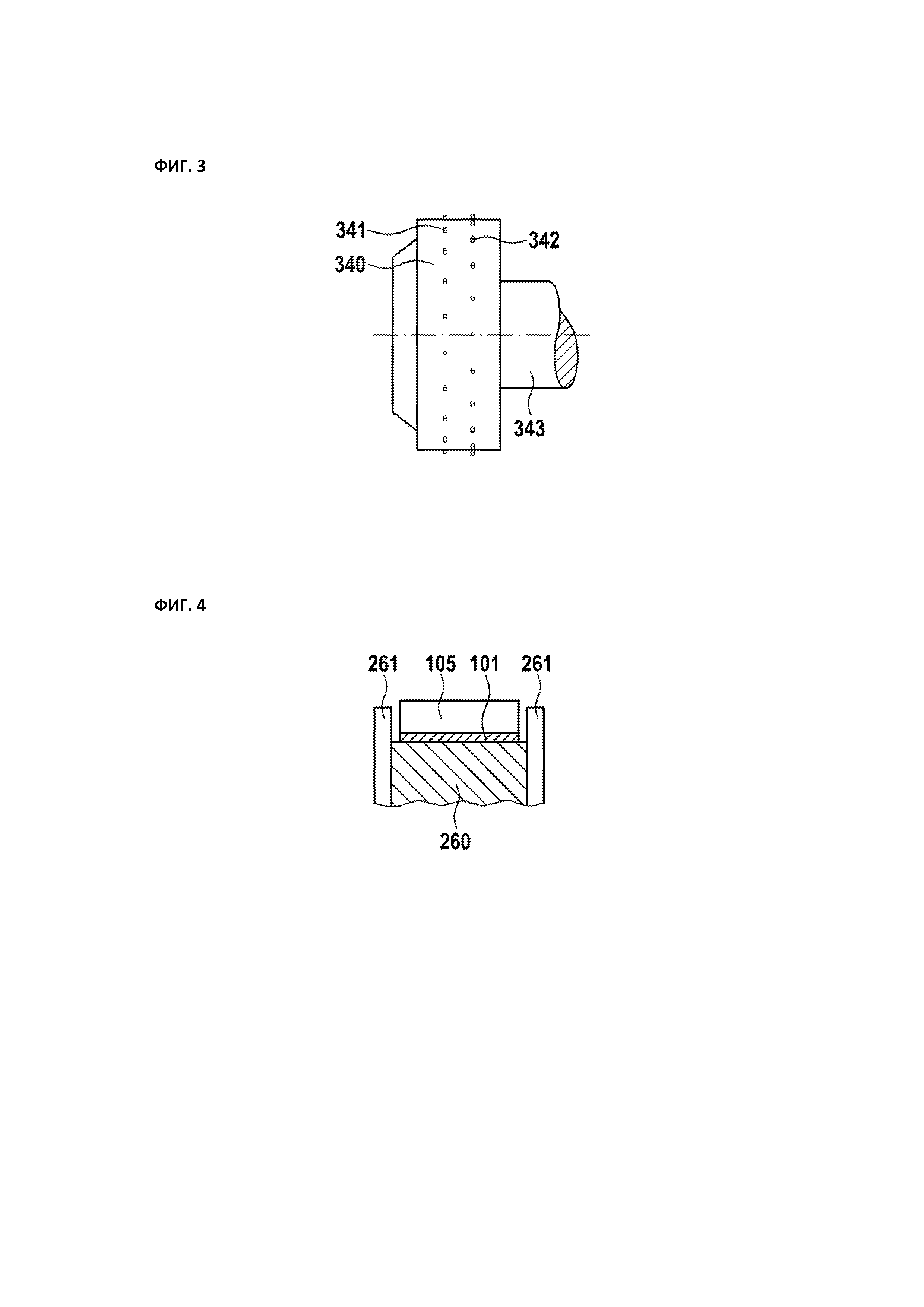
на фиг. 3 - отдельное подробное изображение ведущего ролика;
на фиг. 4 - вид направляющей скольжения в разрезе;
на фиг. 5 - режущее устройство в процессе работы;
на фиг. 6 - режущее устройство в исходном состоянии.
Осуществление изобретения
На фиг. 1 в виде сбоку показан предпочтительный вариант осуществления изобретения. Раздаточное устройство содержит узел 300 транспортировки и узел 200 резки. Лента 100 балансировочных грузиков подается приводным механизмом к режущему устройству, где от этой ленты отрезаются порции материала с высокой удельной массой. В этом варианте осуществления изобретения лента 100 балансировочных грузиков, содержащая множество отдельных балансировочных грузиков-сегментов 105, предпочтительно подается в узел транспортировки раздаточного устройства в направлении 102 подачи с левой (на чертежах) стороны. Там в качестве запаса балансировочных грузиков может быть расположена свернутая в спираль лента (на чертежах не показана). В состав узла транспортировки предпочтительно входит ведущий ролик 340, обеспечивающий транспортировку ленты, имеющей балансировочные грузики-сегменты, предпочтительно с изменением направления транспортировки с приблизительно вертикального на приблизительно горизонтальное для более легкой резки. Лента 100 балансировочных грузиков предпочтительно прижимается к ведущему ролику 340 прижимной лентой 320, предпочтительно надетой на первый шкив 310 и второй шкив 330, чем обеспечивается трение ведущего ролика с лентой балансировочных грузиков. Это трение может быть дополнительно увеличено применением на ведущем ролике зубцов 341, 342. Предпочтительно, чтобы по меньшей мере ведущий ролик 340 приводился в движение двигателем (на чертежах не показан). Для определения точного количества материала поданных балансировочных грузиков может быть предусмотрен угловой энкодер или счетчик.
После прохождения ведущего ролика балансировочные грузики предпочтительно продвигаются в приблизительно горизонтальном направлении и направляются направляющей 260 скольжения. Направляющая 260 скольжения предпочтительно имеет концевой участок 263 и искривленный участок 262, расположенный непосредственно перед концевым участком 263. Резание предпочтительно выполняется ножом 215, проходящим вблизи концевого участка 263. Нож предпочтительно удерживается держателем 216 и может быть зафиксирован на держателе прижимом 217.
Перед резанием участок ленты с отрезаемыми балансировочными грузиками 120, загибается на угол, предпочтительно составляющий 90° или менее, предпочтительно путем продвижения ленты по изогнутой направляющей 220 ленты. Изгибанию ленты также может способствовать искривленный участок 262 направляющей 260 скольжения, а также предпочтительно может способствовать сила тяжести.
Благодаря изгибу ленты между соседними балансировочными грузиками раскрывается промежуток, что позволяет ножу 215 пройти между двумя соседними балансировочными грузиками. После образования угла или изгиба режущее устройство, содержащее нож 215, перемещается через ленту балансировочных грузиков от одной ее стороны к другой, разрезая клейкую ленту между двумя балансировочными грузиками-сегментами, не задевая и не повреждая сами балансировочные грузики-сегменты и, соответственно, отделяя от ленты 100 балансировочных грузиков участок с отрезаемыми балансировочными грузиками 120.
Для транспортировки и/или позиционирования ленты балансировочных грузиков таким образом, чтобы нож предпочтительно точно проходил через промежуток между соседними балансировочными грузиками, предпочтительно предусмотреть датчик 270 положения, который может крепиться на держателе 271. Датчик предпочтительно расположен таким образом, чтобы обнаруживать промежуток, используемый ножом, или соседний промежуток. Датчик может быть оптическим или магнитным датчиком.
После разрезания ленты ее отрезок с отрезанными балансировочными грузиками 120 соскальзывает или падает вниз, предпочтительно вдоль боковой стенки 261, в обозначенном стрелкой 103 направлении и может попасть в лоток, из которого либо робот, либо человек может взять балансировочный грузик для его установки на колесо.
На фиг. 2 показан альтернативный вариант осуществления изобретения, подобный рассмотренному выше варианту. В этом варианте вместо прижимной ленты предусмотрен прижимной ролик 350.
На фиг. 3 приведено отдельное подробное изображение ведущего ролика. Ведущий ролик 340 предпочтительно приводится во вращение приводным валом 343 от двигателя (на чертежах не показан) посредством опционального передаточного механизма (на чертежах не показан). Ведущий ролик предпочтительно выполнен цилиндрической формы. В наиболее предпочтительном исполнении он имеет на своей наружной боковой поверхности множество зубцов 341, 342 или шипов. Эти зубцы проникают в клейкую ленту ленты балансировочных грузиков и повышают трение для точной транспортировки ленты. Зубцы предпочтительно расположены несколькими рядами, которые могут быть смещены относительно друг друга.
На фиг. 4 показан вид в разрезе направляющей скольжения. Направляющая 260 скольжения может иметь по меньшей мере одну боковую стенку 261, препятствующую соскальзыванию ленты балансировочных грузиков с направляющей скольжения. Поверх направляющей скольжения ведущим роликом 340 может продвигаться лента балансировочных грузиков, содержащая множество балансировочных грузиков-сегментов 105 на клейкой ленте 101.
На фиг. 5 показано режущее устройство 250, содержащее держатель 216 ножа с прикрепленным к нему ножом 215, в процессе работы. Это изображение представляет собой вид справа показанного на фиг. 1 режущего устройства без контрупора. Вследствие изгиба ленты балансировочных грузиков у кромки 202 режущего устройства образуется промежуток 106, через который в направлении 253 от первой стороны 107 ко второй стороне 108 ленты балансировочных грузиков движется прикрепленный к держателю 216 нож 215 для отделения от ленты 100 балансировочных грузиков ее участка с отрезаемыми балансировочными грузиками 120.
На фиг. 6 режущее устройство 250 показано в исходном состоянии, когда нож 215 находится снаружи ленты балансировочных грузиков.
Перечень ссылочных обозначений
100 лента балансировочных грузиков
101 клейкая лента
102 направление подачи балансировочных грузиков
103 направление выдачи балансировочных грузиков
105 балансировочный грузик-сегмент
106 промежуток между балансировочными грузиками-сегментами
107 первая сторона
108 вторая сторона
120 отрезанные балансировочные грузики
200 узел резки
202 кромка режущего устройства
215 нож
216 держатель ножа
217 прижим ножа
220 направляющая ленты
250 режущее устройство
253 движение режущего устройства
260 направляющая скольжения
261 боковая стенка
262 искривленный участок
263 концевой участок
270 датчик положения
271 держатель датчика
300 узел транспортировки
310 первый шкив
320 прижимная лента
330 второй шкив
340 ведущий ролик
350 прижимной ролик
341 первые зубцы
342 вторые зубцы
343 приводной вал.
Реферат
Изобретение относится к машиностроению. Раздаточное устройство содержит узел транспортировки и узел резки. Узел транспортировки содержит ведущий ролик, имеющий на своей наружной боковой поверхности множество зубцов, создающих трение с лентой балансировочных грузиков. Лента содержит множество отдельных балансировочных грузиков-сегментов. Узел резки содержит дугообразную направляющую для придания ленте криволинейной формы с раскрытием промежутка между соседними балансировочными грузиками-сегментами. Узел резки также содержит нож, установленный с возможностью перемещения от первой стороны ко второй стороне ленты. Нож разделяет ленту в промежутке между двумя отдельными балансировочными грузиками-сегментами. Достигается упрощение конструкции раздаточного устройства, способного выдавать грузики выбранной массы с высокой скоростью и работать с грузиками, содержащими клейкую ленту, а также с малыми грузиками-сегментами. 6 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Система и способ приема депозитов в банкомате, выдающем наличные
Патенты аналоги
Система и способ приема депозитов в банкомате, выдающем наличные
Комментарии