Устройство и способ для смешивания регенерированного катализатора с науглероженным - RU2510966C2
Код документа: RU2510966C2
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к устройству и способу для смешивания науглероженного катализатора с регенерированным. Изобретение относится к каталитическому крекингу с псевдоожиженным катализатором (FCC).
Уровень техники
Каталитический крекинг с псевдоожиженным катализатором является процессом конверсии углеводородов, осуществляемым при контактировании углеводородов в псевдоожиженной реакционной зоне с катализатором, представляющим собой тонкоизмельченный дисперсный материал. Реакция при каталитическом крекинге, в противоположность гидрокрекингу, проводится, по существу, в отсутствие добавленного водорода или без потребления водорода. Когда протекает реакция крекинга большое количество материала с высоким содержанием углерода, называемого коксом, осаждается на катализаторе, в результате чего катализатор становится закоксованным или науглероженным. Этот науглероженный катализатор обычно называют отработанным катализатором. Однако этот термин может быть неверно истолкован, так как науглероженный катализатор все еще обладает значительной каталитической активностью. В реакторной емкости парообразные продукты отделяются от науглероженного катализатора. Чтобы из науглероженного катализатора удалить захваченные углеводородные газы, науглероженный катализатор может быть подвергнут десорбции инертным газом, например паром. Высокотемпературная регенерация с применением кислорода в регенерационной рабочей зоне приводит к выжиганию кокса из науглероженного катализатора, который уже мог быть подвергнут десорбции.
Несмотря на то, что науглероженный катализатор содержит отложения кокса, он все еще может обладать активностью. В патенте США 3888762 описывается смешивание науглероженного катализатора с регенерированным для контактирования с углеводородным сырьем. Температура регенерированного катализатора может составлять от 593 до 760°C (от 1100 до 1400°F) и температура науглероженного катализатора может составлять от 482 до 621°C (от 900 до 1150°F). В патенте США 5597537 описывается смешивание науглероженного и регенерированного катализаторов в смесительной емкости или смесительной камере, чтобы регенерированный катализатор и науглероженный катализатор могли достигнуть температурного равновесия перед контактированием с углеводородным сырьем. В смешанном катализаторе, имеющем более равномерную температуру, исключаются горячие точки, которые могут вызвать неселективный крекинг, снижающий качество углеводородного продукта.
Имеется необходимость в усовершенствованном устройстве и улучшенных способах смешивания науглероженного и регенерированного катализаторов.
Раскрытие изобретения
Авторы установили, что для технологических установок, которые разработаны для обработки большого количества сырья, требуется смесительная камера очень больших размеров, что повышает капитальные вложения на всю технологическую установку и требует больших запасов катализатора для заполнения всего объема камеры. Однако авторы обнаружили, что науглероженный и регенерированный катализаторы можно смешивать в донной части лифт-реактора при использовании, по меньшей мере, одной перегородки, расположенной ниже распределителя сырья, достигая существенного температурного баланса смеси до контакта катализатора с сырьем, таким образом, исключается потребность в смесительной камере. Авторы также установили, что смешивание катализаторов улучшается при поступлении науглероженного и регенерированного катализаторов в лифт-реактор с противоположных сторон.
Краткое описание чертежей
Фиг.1 - схематичный вид сбоку установки для каталитического крекинга с псевдоожиженным катализатором, содержащей устройство согласно настоящему изобретению.
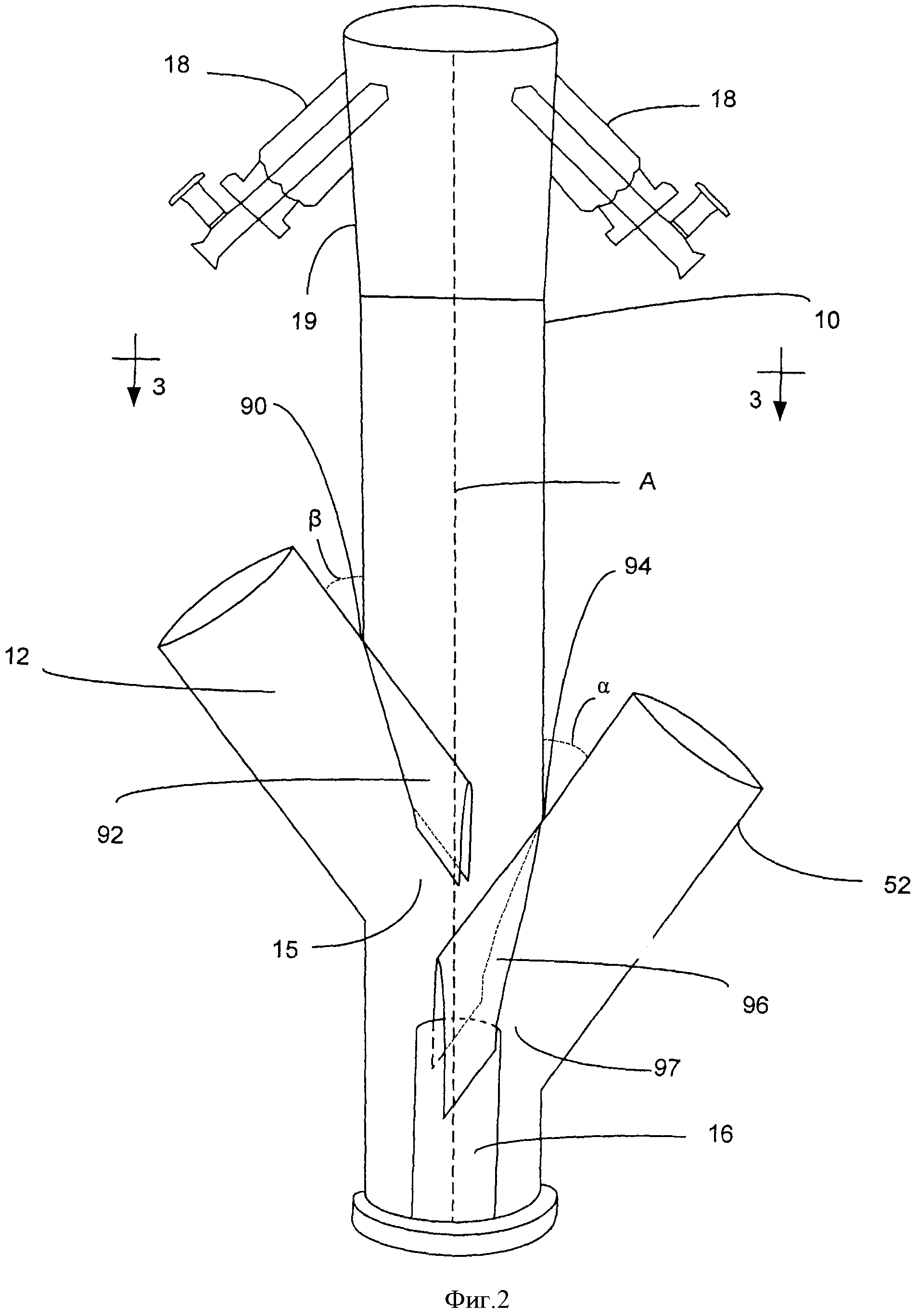
Фиг.2 - вид в перспективе нижней части установки, представленной на фиг.1.
Фиг.3 - вид в разрезе по линии 3-3 нижней части установки, представленной на фиг.2.
Осуществление изобретения
Устройство и способ согласно настоящему изобретению предназначены для контактирования катализатора с углеводородным сырьем или для смешения регенерированного катализатора с науглероженным катализатором для контактирования с углеводородным сырьем. Настоящее изобретение может быть применимо для любого оборудования, в котором твердые частицы контактируют с газом. Однако явное применение изобретение находит в установках каталитического крекинга с псевдоожиженным катализатором. На фиг.1 показана установка 8 для каталитического крекинга с псевдоожиженным катализатором, которая включает реакторную емкость 20 и регенерационную емкость 50. Регенерированный катализатор по трубопроводу 12 регенерированного катализатора передается из регенерационной емкости 50 в лифт-реактор 10 через входное отверстие 15 для регенерированного катализатора, при этом его расход регулируется регулирующим клапаном 14. Псевдоожижающий агент, например пар, подаваемый через форсунку 16, направляет поток катализатора вверх через лифт-реактор 10, при этом катализатор имеет относительно высокую плотность. Углеводородное сырье вводится в лифт-реактор 10 через несколько распределителей 18 сырья в поперечном направлении относительно потока частиц катализатора, что способствует распределению углеводородного сырья в лифт-реакторе 10. Распределители 18 сырья расположены на усеченном конусе 19 лифт-реактора. При контактировании углеводородного сырья с катализатором в лифт-реакторе 10 реактора тяжелое углеводородное сырье подвергается крекингу с получением более легкого газообразного углеводородного продукта, при этом кокс осаждается на частицах катализатора, создавая науглероженный катализатор.
Подходящим сырьем для каталитического крекинга с псевдоожиженным катализатором является обычное исходное сырье и высококипящее углеводородное сырье. Самым распространенным из традиционного сырья является «вакуумный газойль» (VGO), который представляет собой углеводородный материал, обычно кипящий в интервале температур от 343 до 552°C (от 650 до 1025°F) и полученный при вакуумной перегонке атмосферного остатка. Такая фракция, в целом, имеет низкое содержание исходных продуктов для образования кокса и примесей тяжелых металлов, которые могут загрязнить катализатор. Тяжелое углеводородное сырье, для которого может быть применено настоящее изобретение, включает тяжелые остатки сырой нефти, тяжелую битуминозную сырую нефть, сланцевую смолу, экстракт нефтеносных песков, деасфальтированный остаток, продукты сжижения угля, отбензиненную нефть атмосферной и вакуумной перегонки. Вышеприведенный список не является исчерпывающим, и тяжелое сырье, для которого может применяться настоящее изобретение, также включает смеси вышеупомянутых углеводородов. Также предусматривается, что более легкое переработанное или предварительно подвергнутое крекингу сырье, например нафта, может служить подходящим исходным сырьем.
Реакторная емкость 20 расположена после лифт-реактора 10 и сообщается с ним. В реакторной емкости науглероженный катализатор и газообразный продукт отделяются друг от друга. Полученная смесь газообразного углеводородного продукта и науглероженного катализатора проходит вверх через лифт-реактор 10 в реакторную емкость 20, в которой науглероженный катализатор и газообразный продукт отделяются друг от друга. Два выводящих рукава 22 могут тангенциально и горизонтально выгружать смесь газа и катализатора из верхней части лифт-реактора 10 через одно или несколько выходных отверстий 24 (показано только одно) в разделительную камеру 26, в которой производится частичное отделение газов от катализатора. По транспортирующему трубопроводу 28 пары углеводородов, включающие десорбированные углеводороды, десорбирующие среды и захваченный катализатор, переносятся к одному или нескольким циклонам 30 в реакторной емкости 20, в которых науглероженный катализатор отделяется от потока газообразных углеводородов. Разделительная камера 26 частично расположена в реакторной емкости 20 и может рассматриваться как часть реакторной емкости 20. В накопительной камере 34 реакторной емкости 20 собираются отделенные в циклонах 30 потоки газообразных углеводородов и проходят к выходному соплу 36 и, в конечном счете, поступают в зону фракционирования и извлечения (не показана). Катализатор по опускным трубам 38 выгружается из циклонов 30 в располагаемый в реакторной емкости 20 нижний слой 29. Катализатор с адсорбированными или захваченными углеводородами, в конечном счете, может проходить из нижнего слоя 29 в используемую при необходимости десорбционную секцию 40 через отверстия 42, выполненные в стенке разделительной камеры 26. Катализатор, отделенный в разделительной камере 26, может пройти в используемую при необходимости десорбционную секцию 40 непосредственно через слой 41. Инертный псевдоожижающий газ, как правило, пар, поступающий по трубопроводу 45 для псевдоожижающего газа, доставляется в десорбционную секцию 40 через распределитель 46 для псевдоожиженного газа. Десорбционная секция 40 содержит перегородки 43, 44 или другое оборудование, способствующее контактированию десорбирующего газа с катализатором. Из десорбционной секции 40 разделительной камеры 26, являющейся частью реакторной емкости 20, после десорбции выходит науглероженный катализатор с более низкой концентрацией захваченных или адсорбированных углеводородов по сравнению с их концентрацией до входа в десорбционную секцию или до проведения десорбции. Первая часть науглероженного катализатора выходит из разделительной камеры 26 реакторной емкости 20 по трубопроводу 48 отработанного катализатора и проходит в регенерационную емкость 50, причем его расход регулируется шиберной задвижкой 51. Вторая часть науглероженного катализатора, который закоксовался в лифт-реакторе 10, выходит из разделительной камеры 26 реакторной емкости 20 и проходит по трубопроводу 52 науглероженного катализатора назад в лифт-реактор 10, причем его расход регулируется регулирующим клапаном 53. Трубопровод 52 науглероженного катализатора, расположенный после реакторной емкости 20 и сообщающийся с ней, входит в лифт-реактор 10 в точке 94 подсоединения трубопровода науглероженного катализатора. Трубопровод 52 науглероженного катализатора сообщается с лифт-реактором 10 через выходное отверстие 24, после которого он расположен, и через входное отверстие 97 для науглероженного катализатора, перед которым он расположен.
В лифт-реакторе 10 при проведении процесса каталитического крекинга с псевдоожиженным катализатором поддерживается высокая температура, которая, как правило, превышает 425°C (797°F). В одном из вариантов осуществления изобретения реакционная зона поддерживается в условиях крекинга, при которых на выходном отверстии 24 лифт-реактора температура составляет от 480 до 621°C (от 896 до 1150°F) и избыточное давление находится в диапазоне от 69 до 517 кПа (от 10 до 75 фунтов на кв. дюйм), но обычно избыточное давление составляет менее 275 кПа (40 фунтов на кв. дюйм). Отношение катализатор/сырье, т.е. отношение массы катализатора к массе углеводородного сырья, которые поступают в донную часть лифт-реактора, может достигать вплоть до 30:1, но обычно находится в диапазоне от 4:1 до 10:1 и может быть в диапазоне от 7:1 до 25:1. Водород, как правило, не подается в лифт-реактор, хотя в данной области техники известно добавление водорода. Пар может подаваться в лифт-реактор 10 и реакторную емкость 20 в количестве от 2 до 35 мас.% по отношению к общей массе сырья. Однако обычно расход пара составляет от 2 до 7 мас.% для максимального производства бензиновой фракции и от 10 до 15 мас.% для максимального производства легких олефинов. Среднее время пребывания катализатора в лифт-реакторе может составлять менее 5 с. Тип катализатора, используемого в процессе, может быть выбран из множества типов коммерчески доступных катализаторов. Катализатор, включающий цеолитный материал, например Y цеолит, является предпочтительным, но при необходимости можно использовать аморфные катализаторы, которые применялись прежде. Чтобы увеличить производство легких олефинов в состав катализатора дополнительно могут быть включены добавки типа молекулярных сит, такие как ZSM-5.
Регенерационная емкость 50 расположена после реакторной емкости 20 и сообщается с ней. В регенерационной емкости 50 из той части науглероженного катализатора, которая доставлена в регенерационную емкость 50, с целью получения регенерированного катализатора, выжигается кокс в результате контакта науглероженного катализатора с кислородосодержащим газом, например воздухом. Регенерационная емкость 50 может представлять собой регенератор, выполненный по типу камеры сгорания, в которой могут использоваться гибридные турбулентные слои для создания условий быстрого псевдоожижения, чтобы полностью регенерировать науглероженный катализатор в высокоэффективной регенерационной емкости 50. Однако другие регенерационные емкости и другие условия потока могут быть подходящими для настоящего изобретения. По трубопроводу 48 отработанного катализатора через входной желоб 62 для отработанного катализатора в первую или нижнюю камеру 54, ограниченную внешней стенкой 56, подается науглероженный катализатор. Науглероженный катализатор, поступающий из реакторной емкости 20, обычно содержит углерод в количестве от 0,2 до 2 мас.%, который присутствует в виде кокса. Хотя кокс, главным образом, состоит из углерода, он может содержать от 3 до 12 мас.% водорода, а также может содержать серу и другие материалы. Кислородосодержащий горючий газ, обычно воздух, подается в нижнюю камеру 54 регенерационной емкости 50 по трубопроводу 64 и распределяется распределителем 66. В тот момент, когда горючий газ входит в нижнюю камеру 54, он контактирует с науглероженным катализатором, который подается по желобу 62 и поднимает катализатор в нижней камере 54 с поверхностной скоростью, которая может составлять, по меньшей мере, 1,1 м/с (3,5 фута/с), в условиях быстрого псевдоожиженного потока. В одном из вариантов осуществления изобретения в нижней камере 54 плотность катализатора может составлять от 48 до 320 кг/м3 (от 3 до 20 фунтов/фут3) и поверхностная скорость газа может составлять от 1,1 до 2,2 м/с (от 3,5 до 7 футов/с). Кислород горючего газа контактирует с науглероженным катализатором и содержащие углерод осадки выжигаются из катализатора с получением, по меньшей мере, частично регенерированного катализатора и образованием топочного газа.
Согласно одному из вариантов осуществления изобретения для ускорения сгорания кокса в нижней камере 54 горячий регенерированный катализатор из плотного слоя 59 катализатора в верхней или второй камере 70 может быть рециркулирован в нижнюю камеру 54 по внешнему трубопроводу 67 рециркуляционного катализатора при регулировке регулирующим клапаном 69. Горячий регенерированный катализатор входит в нижнюю камеру 54 по входному желобу 63. За счет рециркуляции регенерированного катализатора и смешивания горячего катализатора из плотного слоя 59 катализатора с относительно более холодным науглероженным катализатором, входящим в нижнюю камеру 54 по трубопроводу 48 отработанного катализатора, повышается общая температура катализатора и газовой смеси в нижней камере 54.
Смесь катализатора и горючего газа в нижней камере 54 поднимается через переходную секцию 57, имеющую форму усеченного конуса, к транспортировочной секции 60 лифт-реактора нижней камеры 54. Секция 60 лифт-реактора представляет собой трубу и является, предпочтительно, цилиндрической, продолжаясь, предпочтительно, вверх от нижней камеры 54. В секции 60 лифт-реактора смесь катализатора и газа перемещается с более высокой поверхностной скоростью, чем в нижней камере 54. Благодаря уменьшению поперечного сечения секции 60 лифт-реактора относительно поперечного сечения нижней камеры 54, располагаемой ниже переходной секции 57, происходит увеличение скорости газа. Вследствие этого поверхностная скорость газа обычно может превышать 2,2 м/с (7 футов/с). В секции 60 лифт-реактора плотность катализатора может быть более низкой и может составлять менее 80 кг/м3 (5 фунтов/фут3).
Регенерационная емкость 50 также включает верхнюю или вторую камеру 70. Смесь частиц катализатора и топочного газа из верхней части секции 60 лифт-реактора выгружается в верхнюю камеру 70. Практически полностью регенерированный катализатор может выходить из верхней части транспортировочной секции 60 лифт-реактора, но также рассматриваются схемы, согласно которым из нижней камеры 54 выходит частично регенерированный катализатор. Выгрузка производится через разделительное устройство 72, которое отделяет большую часть регенерированного катализатора от топочного газа. В одном из вариантов осуществления изобретения восходящие в секции 60 лифт-реактора катализатор и газ ударяются в верхнюю эллиптическую крышку 65 секции 60 лифт-реактора и текут в обратном направлении. Катализатор и газ затем выходят через направленные вниз выпускные отверстия 73 разделительного устройства 72. Внезапная потеря импульса и изменение направления потока на обратное заставляет большую часть более тяжелого катализатора падать вниз в плотный слой 59 катализатора, при этом более легкий топочный газ и незначительная часть катализатора, все еще захваченного топочным газом, поднимается вверх в верхнюю камеру 70. Циклоны 82, 84 дополнительно отделяют катализатор от поднимающегося газа, и катализатор осаждается через опускные трубы 85, 86 в плотный слой 59 катализатора. Топочный газ выходит из циклонов 82, 84 и собирается в камере 88, затем проходит к выходной форсунке 89 регенерационной емкости 50 и далее может поступать в систему топочного газа или систему рекуперации энергии (не показано). В плотном слое 59 катализатора обычно сохраняется плотность катализатора в диапазоне от 640 до 960 кг/м3(от 40 до 60 фунтов/фут3). Трубопровод 74 для псевдоожижающего газа доставляет псевдоожижающий газ, обычно воздух, к плотному слою катализатора 59 через распределитель 76 для псевдоожижающего газа. В плотный слой 59 катализатора, находящегося в регенераторе типа камеры сгорания, через распределитель 76 для псевдоожижающего газа входит не более 2% общего потребляемого в процессе газа. Согласно указанному варианту осуществления изобретения здесь газ добавляют не с целью сжигания, а только с целью псевдоожижения, в результате чего катализатор выходит через трубопроводы 67 и 12 катализатора в псевдоожиженном состоянии. Псевдоожиженный газ, добавляемый через распределитель 76 для псевдоожиженного газа, может быть горючим газом. В случае, когда в нижней камере 54 производится частичное сгорание, большее количество горючего газа будет подаваться в верхнюю камеру 70 по трубопроводу 74 для псевдоожиженного газа.
От 10 до 30 мас.% катализатора, выгруженного из нижней камеры 54, находится в газах, вышедших через выходные отверстия 73 из секции 60 лифт-реактора, и входит в циклоны 82, 84. Для регенерационной емкости 50 обычно может потребоваться 14 кг воздуха на 1 кг кокса, удаленного при проведении полной регенерации. Чем больше катализатора регенерируется, тем большее количество сырья может быть обработано в обычном лифт-реакторе. Регенерационная емкость 50 обычно имеет температуру от 594 до 704°C (от 1100 до 1300°F) в нижней камере 54 и от 649 до 760°C (от 1200 до 1400°F) в верхней камере 70. Трубопровод 12 регенерированного катализатора расположен после регенерационной емкости 50, сообщается с ней и входит в лифт-реактор 10 в точке 90 подсоединения трубопровода регенерированного катализатора. Регенерированный катализатор из плотного слоя 59 катализатора транспортируется по трубопроводу 12 регенерированного катализатора из регенерационной емкости 50 через регулирующий клапан 14 назад в лифт-реактор 10 реактора, где он снова контактирует с сырьем, поскольку процесс каталитического крекинга с псевдоожиженным катализатором продолжается.
Перегородка 92 регенерированного катализатора расположена в лифт-реакторе 10 выше входного отверстия 15 для регенерированного катализатора, ниже распределителей 18 сырья и вблизи точки 90 подсоединения трубопровода регенерированного катализатора. Перегородка 92 регенерированного катализатора частично создает препятствие восходящему потоку регенерированного катализатора в лифт-реакторе 10, чтобы производилось перемешивание регенерированного катализатора в лифт-реакторе до контактирования с углеводородным сырьем, инжектируемым распределителями 18 сырья в лифт-реактор 10. В одном из вариантов осуществления изобретения перегородка 92 регенерированного катализатора расположена в лифт-реакторе 10 в точке 90 подсоединения трубопровода регенерированного катализатора или выше нее. В дополнительном варианте осуществления изобретения перегородка 92 регенерированного катализатора расположена в лифт-реакторе 10 выше входного отверстия 15 для регенерированного катализатора.
Авторы также установили, что когда поток науглероженного катализатора и поток регенерированного катализатора одновременно подаются в лифт-реактор 10, они имеют тенденцию не смешиваться перед контактированием с углеводородным сырьем. Соответственно, сырье может сталкиваться с катализатором при разных температурах, что приводит к неселективному крекингу и получению композиции, содержащей относительно большое количество нежелательных продуктов. В предпочтительном варианте осуществления изобретения, чтобы обеспечить смешивание науглероженного катализатора с регенерированным катализатором, в дополнение к вышеупомянутой перегородке 92 регенерированного катализатора размещена вторая перегородка 96 науглероженного катализатора, расположенная в лифт-реакторе выше входного отверстия 97 для науглероженного катализатора, ниже распределителей сырья 18 и вблизи точки 94 подсоединения трубопровода науглероженного катализатора. Перегородка 96 науглероженного катализатора в лифт-реакторе 10 частично создает препятствие восходящему потоку науглероженного катализатора, чтобы производилось смешивание катализаторов с целью получения смешанного катализатора, состоящего из науглероженного и регенерированного катализаторов. В одном из вариантов осуществления изобретения перегородка 96 науглероженного катализатора расположена в указанном лифт-реакторе в точке 94 подсоединения трубопровода указанного науглероженного катализатора или выше нее.
Перегородка 96 науглероженного катализатора и перегородка 92 регенерированного катализатора способствуют смешиванию горячего регенерированного катализатора с холодным науглероженным катализатором, который не подвергался циклу горячей регенерации в регенерационной емкости 50. В описании операции смешивания каждая из перегородок 92 и 96 будет упоминаться как нижняя или верхняя перегородка, а каждый из трубопроводов катализатора будет упоминаться как нижний или верхний трубопровод катализатора в зависимости от требуемого размещения. При размещении, представленном на чертежах, трубопровод 12 регенерированного катализатора является верхним трубопроводом катализатора, трубопровод 52 науглероженного катализатора является нижним трубопроводом катализатора, перегородка 92 регенерированного катализатора является верхней перегородкой, а перегородка 96 науглероженного катализатора является нижней перегородкой. Нижняя из перегородок 92, 96 собирает поднимающийся псевдоожижающий газ от форсунки 16 и воздействует на катализатор, подаваемый по нижнему из трубопроводов 12, 52 катализаторов в горизонтальном направлении. Подаваемый по нижнему трубопроводу катализатор и псевдоожижающий газ направляются к противоположной стенке лифт-реактора 10 и, поднимаясь вертикально, контактируют с катализатором, подаваемым по верхнему из трубопроводов 52, 12 катализаторов. Верхняя из перегородок 96, 92, расположенная, предпочтительно, выше точки 90, 94 подсоединения верхнего трубопровода катализатора к лифт-реактору 10, не только заставляет два потока катализаторов смешиваться в горизонтальном направлении, но также вызывает дополнительное смешивание посредством формирования перемешивающего вихря между потоком катализатора, поднимаемым псевдоожижающим газом, и потоком катализатора, подаваемым верхним трубопроводом катализатора. Смешивание производится для выравнивания температуры соответствующих потоков катализатора и для получения гомогенного состава катализатора перед его столкновением с углеводородным сырьем, чтобы в результате крекинга была получена желательная продукция.
В одном из вариантов осуществления изобретения точка 90 подсоединения трубопровода регенерированного катализатора к лифт-реактору расположена выше точки 94 подсоединения трубопровода науглероженного катализатора к лифт-реактору, и входное отверстие 15 для регенерированного катализатора расположено выше входного отверстия 97 для науглероженного катализатора. Пар может оказывать деалюминирующее воздействие на цеолитный катализатор и это деалюминирующее воздействие усиливается пропорционально увеличению температуры. Когда холодный науглероженный катализатор подается в лифт-реактор между псевдоожижающим газом, который обычно является паром из форсунки 16, и регенерированным катализатором, подаваемым по трубопроводу 12 регенерированного катализатора, науглероженный катализатор может охладить регенерированный катализатор прежде, чем поток регенерированного катализатора столкнется с паром. Следовательно, с паром сталкивается регенерированный катализатор, имеющий пониженную температуру, при которой минимизируется эффект деалюминирования.
На фиг.2 представлен вид в перспективе вырезанной нижней части лифт-реактора 10. В одном из вариантов осуществления изобретения перегородка 92 регенерированного катализатора расположена выше входного отверстия 15 для регенерированного катализатора. Кроме того, согласно одному из вариантов осуществления изобретения перегородка 96 науглероженного катализатора расположена выше входного отверстия 97 для науглероженного катализатора. В одном из вариантов осуществления изобретения перегородка 92 регенерированного катализатора является продолжением трубопровода 12 регенерированного катализатора. Кроме того, в одном из вариантов осуществления изобретения перегородка 96 науглероженного катализатора является продолжением трубопровода 52 науглероженного катализатора. В одном из вариантов осуществления изобретения горизонтальный компонент перегородки 92 регенерированного катализатора продолжается в лифт-реакторе 10, по меньшей мере, на половину диаметра лифт-реактора. В дополнительном варианте осуществления изобретения горизонтальный компонент перегородки 92 регенерированного катализатора продолжается в лифт-реакторе 10 не более чем на две трети диаметра лифт-реактора. В дополнительном варианте осуществления изобретения, горизонтальный компонент перегородки 96 науглероженного катализатора продолжается в лифт-реакторе 10, по меньшей мере, на половину диаметра лифт-реактора. Согласно одному из дополнительных вариантов осуществления изобретения горизонтальный компонент перегородки 96 науглероженного катализатора продолжается в лифт-реакторе 10 не более чем на две трети диаметра лифт-реактора. Перегородки 92 и 96, как продолжение трубопроводов в лифт-реакторе 10, представляют собой только полуцилиндрическое продолжения трубопроводов, и каждая перегородка является непрерывной только с верхней половиной трубопровода. Нижняя половина трубопровода не связана с перегородкой. Верхняя половина трубопровода, фактически, может продолжаться в лифт-реакторе 10, или перегородки 92, 96 могут быть приварены к внутренней стенке лифт-реактора в точке подсоединения трубопроводов к лифт-реактору 10. Горизонтальный компонент обоих перегородок может продолжаться лифт-реакторе 10, несколько выступая за центральную линию А. Внутренние концы каждой из перегородок 92, 96 могут быть обрезаны в вертикальной плоскости. Точка 90 подсоединения трубопровода регенерированного катализатора и точка 94 подсоединения трубопровода науглероженного катализатора являются самыми верхними точками подсоединения соответствующих трубопроводов к лифт-реактору 10. В одном из вариантов осуществления изобретения точка 90 подсоединения трубопровода регенерированного катализатора к лифт-реактору находится выше точки 94 подсоединения трубопровода науглероженного катализатора к лифт-реактору и расстояние между ними составляет от 0,5 до 2,0 диаметров лифт-реактора. Предпочтительно, точка 90 подсоединения трубопровода регенерированного катализатора к лифт-реактору расположена выше точки 94 подсоединения трубопровода науглероженного катализатора таким образом, что расстояние между ними равно одному диаметру лифт-реактора. Кроме того, распределители 18 сырья могут быть расположены на усеченном конусе 19 выше верхней точки подсоединения трубопровода катализатора, которая, как показано на фиг.2, является точкой 90 подсоединения трубопровода регенерированного катализатора, и расстояние между ними составляет приблизительно от 1 до 3 диаметров лифт-реактора. В одном из вариантов осуществления изобретения распределители 18 сырья расположены, по меньшей мере, на 3 диаметра лифт-реактора выше верхней точки подсоединения трубопровода катализатора, но не выше верхней части усеченного конуса 19. Трубопровод 52 науглероженного катализатора может подходить к лифт-реактору 10 в точке 94 подсоединения трубопровода науглероженного катализатора под острым углом α, составляющим от 30 до 55° и, предпочтительно, составляющим от 40 до 50°. Трубопровод 12 регенерированного катализатора может подходить к лифт-реактору под острым углом, который меньше угла, образуемого трубопроводом науглероженного катализатора с лифт-реактором. Трубопровод 12 регенерированного катализатора может подходить к лифт-реактору в точке 90 подсоединения трубопровода регенерированного катализатора под острым углом β, составляющим от 15 до 50° и, предпочтительно, от 25 до 35°. Следовательно, регенерированный катализатор по трубопроводу 12 регенерированного катализатора подается в лифт-реактор 10 под острым углом β, составляющим от 15 до 50°, предпочтительно, от 25 до 35° по отношению к лифт-реактору 10. Могут использоваться другие углы подачи катализатора. Перегородки 92 и 96 могут входить в лифт-реактор под острыми углами α и β, которые соответствующие им трубопроводы 12, 52 катализатора образуют с лифт-реактором 10. Форсунка 16 входит в нижнее входное отверстие и в одном из вариантов осуществления изобретения, как показано на фиг.2, может достигать входного отверстия 97 для науглероженного катализатора и находиться выше центра входного отверстия.
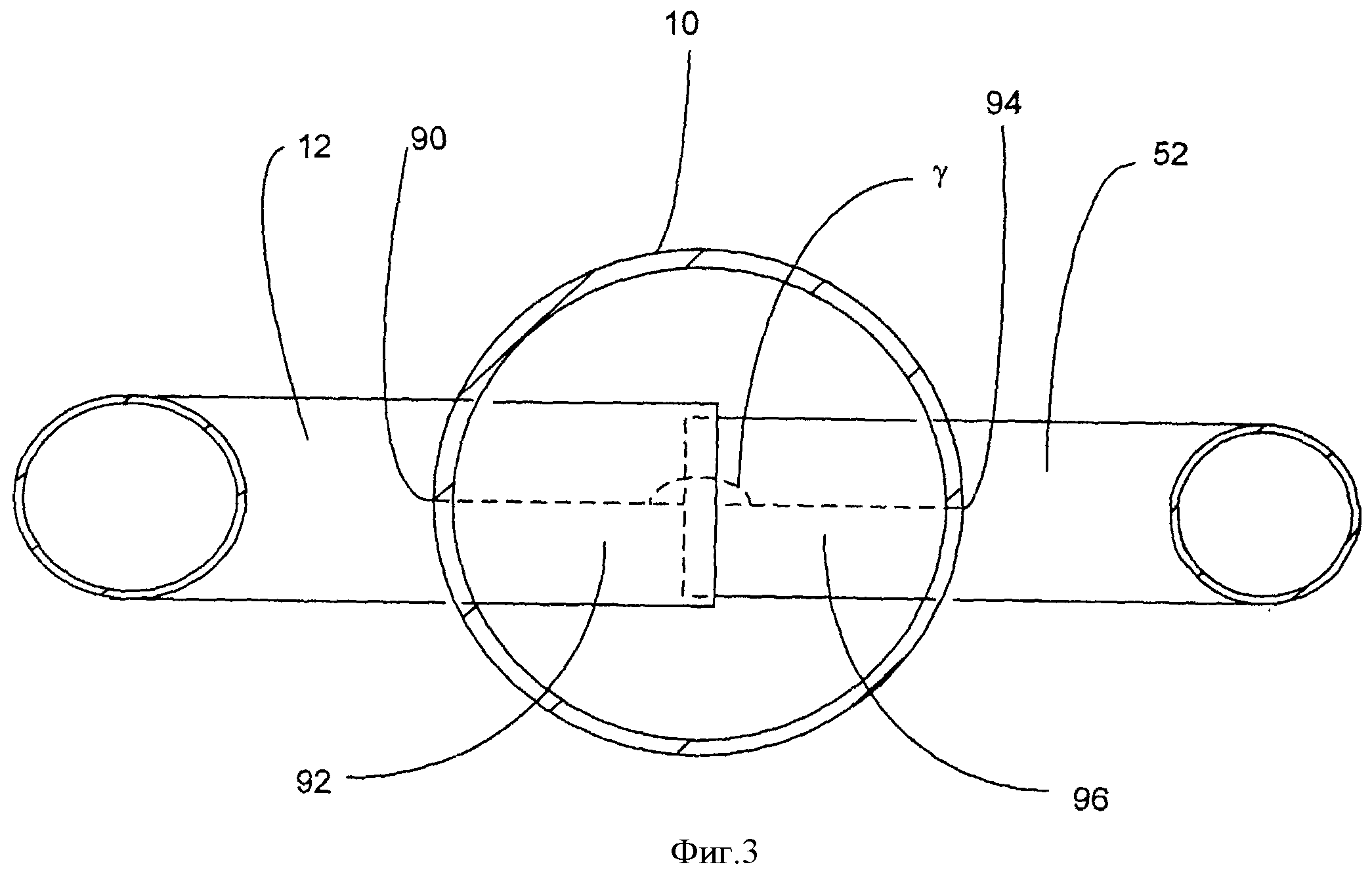
Наилучшее смешивание катализаторов производится, когда трубопровод 52 науглероженного катализатора и трубопровод 12 регенерированного катализатора подсоединяются к лифт-реактору с противоположных сторон. На фиг.3 представлена в разрезе по линии 3-3 нижняя часть лифт-реактора, показанная на фиг.2. Трубопровод 52 науглероженного катализатора соединяется с лифт-реактором 10 в точке 94 подсоединения трубопровода науглероженного катализатора. Перегородка 96 науглероженного катализатора, являясь продолжением верхней половины трубопровода 52 науглероженного катализатора, входит в лифт-реактор вблизи точки 94 подсоединения трубопровода науглероженного катализатора, как показано на фиг.3. Горизонтальный компонент перегородки 96 науглероженного катализатора продолжается в лифт-реакторе 10 более чем на половину диаметра лифт-реактора, как показано пунктиром. Трубопровод 12 регенерированного катализатора соединяется с лифт-реактором 10 в точке 90 подсоединения трубопровода регенерированного катализатора. Расход регенерированного катализатора обычно больше расхода науглероженного катализатора, поэтому диаметр трубопровода регенерированного катализатора обычно больше диаметра трубопровода науглероженного катализатора. Перегородка 92 регенерированного катализатора, являясь продолжением верхней половины трубопровода 12, входит в лифт-реактор вблизи точки 90 подсоединения трубопровода регенерированного катализатора, как показано на фиг.3. Горизонтальный компонент перегородки 92 регенерированного катализатора продолжается в лифт-реакторе 10 более чем на половину диаметра лифт-реактора и располагается, предпочтительно, выше перегородки 96 науглероженного катализатора. Для защиты лифт-реактора 10 от абразивного износа может использоваться огнеупорная футеровка, которая на чертежах не показана. Как показано на фиг.3, трубопровод 12 регенерированного катализатора и трубопровод 52 науглероженного катализатора, которые соединяются с лифт-реактором в соответствующих точках 90, 94, образуют между собой горизонтальный тупой угол γ, составляющий, по меньшей мере, 135°, и перегородки 92, 96 могут образовывать между собой тот же самый угол. Как показано на фиг.3, угол γ, образуемый трубопроводом 12 регенерированного катализатора и трубопроводом науглероженного катализатора, которые соединяются с лифт-реактором в соответствующих точках 90, 94 подсоединения, составляет 180°.
Пример
Было использовано компьютерное моделирование динамики текучих сред (CFD) для оценки ожидаемых эксплуатационных характеристик установки, в которой науглероженный катализатор и регенерированный катализатор подаются в лифт-реактор по трубопроводам без каких-либо перегородок. При моделировании входное отверстие для регенерированного катализатора располагали ниже входного отверстия для науглероженного катализатора. Для науглероженного катализатора принималось: содержание кокса на катализаторе 1 мас.%, расход катализатора 23092921 фунт/ч (10474771 кг/ч), расход газа 11112 фунтов/ч (5040 кг/ч) и температура 1020°F (549°C). Для регенерированного катализатора принималось: содержание кокса на катализаторе 0 мас.%, расход катализатора 23092921 фунт/ч (10474771 кг/ч), расход газа 11112 фунтов/ч (5040 кг/ч) и температура 1367°F (742°C). Для распределителя пара принималось, что он обеспечивает подачу пара с расходом, составляющим 90701 фунт/ч (41141 кг/ч), при температуре 310°F (154°C). Принималось, что плотность катализатора составляет 90 фунтов/фут3 (1442 кг/м3), и принималось, что газ имеет плотность 0,106 фунтов/фут3 (1,7 кг/м3) и вязкость 0,036 сП. Принималось, что теплоемкость газа составляет 0,24 БТЕ/фунт-°F (1 кДж/кг-°K) и теплоемкость катализатора составляет 0,275 БТЕ/фунт-T (1,15 кДж/кг-°K).
Результаты показали, что каждый из потоков катализаторов, по существу, оставался в лифт-реакторе с той стороны, с которой он подавался, а псевдоожижающий пар, вводимый через донную часть лифт-реактора, протекал вверх между этими двумя потоками в центральной области, где плотность была более низкой. Псевдоожижающий пар представлял собой барьер, препятствующий смешиванию двух потоков катализаторов. В результате моделирования был получен расчетный перепад температур, составляющий 59°C (106°F) между самыми горячими и самыми холодными областями в лифт-реакторе на высоте 4 м от точки подсоединения трубопровода науглероженного катализатора к лифт-реактору. Этот перепад температур указывает на неравномерное распределение науглероженного катализатора в поперечном направлении лифт-реактора и, следовательно, на плохое качество получаемого продукта.
Затем было выполнено компьютерное моделирование динамики текучих сред в установке с применением в лифт-реакторе перегородок согласно настоящему изобретению. Каждая из перегородок была расположена выше входного отверстия в лифт-реакторе для каждого из трубопроводов катализатора. Перегородки в лифт-реакторе моделировали как продолжение верхней полуцилиндрической половины трубопроводов катализаторов в соответствии с одним из вариантов осуществления настоящего изобретения. В результате моделирования был получен расчетный перепад температур в лифт-реакторе устройства согласно настоящему изобретению, который составлял только 9°C (17°F) между самыми горячими и самыми холодными областями в лифт-реакторе на высоте 4 м от точки подсоединения трубопровода науглероженного катализатора к лифт-реактору. Этот перепад температур свидетельствует о хорошем распределении потоков катализаторов. На той же самой высоте результирующий градиент концентрации кокса на катализаторе составлял 0,054 мас.%. На высоте, составляющей 7 м над точкой подсоединения трубопровода науглероженного катализатора к лифт-реактору, которая соответствует 3 диаметрам лифт-реактора, расчетный перепад температур составлял 6°C (10°F) и градиент концентрации кокса на катализаторе составлял 0,032 мас.%. Следовательно, надлежащее смешивание науглероженного и регенерированного катализаторов может быть достигнуто без использования отдельной емкости для смешивания.
Реферат
Изобретение относится к смешиванию регенерированного и науглероженного катализаторов. Изобретение касается устройства для контактирования регенерированного катализатора с углеводородным сырьем, содержащего лифт-реактор, в котором указанное углеводородное сырье контактирует с частицами катализатора для каталитического крекинга углеводородов в указанном углеводородном сырье, в результате чего получается газообразный продукт, состоящий из более легких углеводородов, и науглероженный катализатор; распределитель сырья; реакторную емкость; регенерационную емкость; трубопровод регенерированного катализатора; перегородку регенерированного катализатора; и трубопровод науглероженного катализатора. Изобретение также касается способа контактирования регенерированного катализатора с углеводородным сырьем. Технический результат - повышение качества углеводородного продукта за счет создания препятствия восходящему потоку с получением более равномерной температуры и однородной смеси катализаторов перед контактированием с сырьем. 2 н. и 7 з.п. ф-лы, 3 ил., 1 пр.
Формула
лифт-реактор, в котором указанное углеводородное сырье контактирует с частицами катализатора для каталитического крекинга углеводородов в указанном углеводородном сырье, в результате чего получается газообразный продукт, состоящий из более легких углеводородов, и науглероженный катализатор;
распределитель сырья для распределения углеводородного сырья в указанном лифт-реакторе;
реакторную емкость, сообщающуюся с указанным лифт-реактором, предназначенную для разделения науглероженного катализатора и газообразного продукта;
регенерационную емкость, сообщающуюся с указанной реакторной емкостью, предназначенную для выжигания углерода из науглероженного катализатора при использовании кислородосодержащего газа, чтобы получить регенерированный катализатор;
трубопровод регенерированного катализатора, сообщающийся с указанным регенератором и соединяющийся с указанным лифт-реактором в точке подсоединения трубопровода регенерированного катализатора, чтобы транспортировать регенерированный катализатор в указанный лифт-реактор;
перегородку регенерированного катализатора, расположенную в указанном лифт-реакторе выше входного отверстия для регенерированного катализатора, ниже указанного распределителя сырья и вблизи указанной точки подсоединения трубопровода регенерированного катализатора к лифт-реактору и предназначенную для перемешивания регенерированного катализатора; и
трубопровод науглероженного катализатора, сообщающийся с указанной реакторной емкостью, причем, указанный трубопровод науглероженного катализатора соединяется с указанным лифт-реактором в точке подсоединения трубопровода науглероженного катализатора, чтобы транспортировать науглероженный катализатор в указанный лифт-реактор.
подъем указанного регенерированного катализатора вверх в лифт-реакторе под действием псевдоожижающего газа;
контактирование указанного углеводородного сырья с указанным регенерированным катализатором в указанном лифт-реакторе для каталитического крекинга указанного углеводородного сырья, в результате чего получаются более легкие газообразные углеводороды и кокс осаждается на катализаторе с образованием науглероженного катализатора;
отделение указанных газообразных углеводородов от указанного науглероженного катализатора;
контактирование, по меньшей мере, части указанного науглероженного катализатора с кислородом для выжигания кокса из указанного катализатора для получения регенерированного катализатора;
подачу указанного регенерированного катализатора в указанный лифт-реактор;
создание частичного препятствия восходящему потоку указанного регенерированного катализатора в указанном лифт-реакторе, способствующего перемешиванию указанного регенерированного катализатора в указанном лифт-реакторе перед контактированием с указанным углеводородным сырьем; и
подачу второй части указанного науглероженного катализатора в указанный лифт-реактор.
Комментарии