Установка для сушки и/или обжига гипса - RU2316517C2
Код документа: RU2316517C2
Чертежи

Описание
Настоящее изобретение относится к установке для обжига и, в частности к установке для обжига двухводного сульфата кальция (гипса) в полуводный сульфат кальция (алебастра).
В патенте FR-A-2493826 описан способ обжига гипса, в котором слой гипса нагревают прямым введением горячего газа и поддерживают при температуре, требуемой для получения полуводного сульфат кальция, при этом воду диспергируют вгорячих газах, пока они не входят в контакт с гипсом.
В патенте EP-A-230793 описаны способ и устройство для обжига двухводного сульфата кальция. Согласно данному документу газообразные продукты горения вводят непосредственно через первый трубопровод, расширяющийся книзу, в слой продукта, подлежащего обжигу. Очень горячие газообразные продукты горения охлаждают перед тем, как привести их в контакт с обжигаемым материалом слоя. Для этого менее горячие рециркулированные газы, гипс или и то, и другое вводят во второй трубопровод, частично окружающий первый трубопровод, что приводит к поглощению части тепла горячих газов за счет теплопроводности через стенку первого трубопровода. Гипс вступает в контакт с материалом слоя перед тем, как вновь войти в контакт с горячими газами.
Данное устройство имеет ряд недостатков. Гипс, вводимый между двумя трубопроводами, имеет тенденцию отлагаться на трубопроводах и задерживаться, блокируя таким образом устройство для обжига. Данная проблема является особенно актуальной, когда обжигаемый материал представляет собой синтетический гипс, например, десульфогипс.
Устройство для обжига, описанное в патенте EP-A-0284464, содержит первый трубопровод для введения горячего воздуха в обжигаемый материал слоя. Упомянутый первый трубопровод окружен вторым трубопроводом. Первичный материал, предназначенный для обжига, проходит через промежуточное пространство между первым и вторым трубопроводами. Между первым и вторым трубопроводами на пути первичного материала расположены перегородки.
Описанное устройство имеет ряд недостатков. Данное устройство подразумевает необходимость предварительной сушки гипса перед его введением в устройство для обжига для того, чтобы избежать забивания. Кроме того, данное устройство использует дробленый природный гипс, который следует измельчать на выходе из печи; таким образом, данное устройство является неприспособленным для десульфогипса и вообще для синтетических гипсов.
Упомянутые устройства имеют также общие недостатки. Дегидратация гипса является недостаточной и неоднородной. Кроме того, тепловой коэффициент полезного действия данных устройств является низким. Повышенное давление внутри упомянутых устройств требует, кроме того, мер безопасности и дополнительных материалов, таких как вспомогательные компрессоры для повышения давления с высокими стоимостями установки и ремонта. Кроме того, время обжига гипса в данных устройствах является значительным, что снижает их производительность, в противовес их размеру, и реакционную способность полученного полугидрата.
В этой связи задачей изобретения является устранениеодного или нескольких из вышеупомянутых недостатков известных устройств.
Задача решается тем, что предложена установка для сушки/обжига гипса, содержащая:
- пространство обжига;
- первый канал, имеющий вход, соединенный с источником горячих газов, и выход, открывающийся в пространство обжига;
- второй канал, имеющий вход, соединенный с источником гипса, и выход, открывающийся в пространство обжига, при этом второй канал является концентрическим по отношению к первому каналу;
- подающий винт, расположенный, по меньшей мере, частично, во втором канале, при этом вышеупомянутый винт перемещает гипс в пространство обжига.
Согласно варианту осуществления второй канал окружает первый канал на части его длины.
Согласно варианту осуществления второй канал окружает первый канал на значительной части его длины.
Согласно варианту осуществления пространство обжига соответствует камере, окружающей, по меньшей мере, частично, первый и второй каналы.
Согласно варианту осуществления пространство обжига совпадает, по меньшей мере, частично, с внутренней частью второго канала.
Согласно варианту осуществления пространство обжига распределено между внутренней частью второго канала и камерой.
Согласно варианту осуществления пространство обжига совпадает с внутренней частью второго канала.
Согласно варианту осуществления первый канал выполнен с возможностью вращения по отношению ко второму каналу, и приводит в движение подающий винт, с которым он объединен.
Согласно варианту осуществления шаг винта изменяется по длине винта.
Согласно варианту осуществления винт снабжен мешалкой, расположенной на конце винта.
Согласно варианту осуществления подающий винт приводится во вращение, по меньшей мере, двумя центрирующими рычагами, объединенными с мешалкой.
Согласно варианту осуществления мешалка снабжена дефлектором, расположенным напротив выхода первого канала.
Согласно варианту осуществления мешалка имеет ось, расположенную на ее конце.
Согласно варианту осуществления мешалка при вращении направляется подшипниками, объединенными с камерой.
Согласно варианту осуществления каналы являются вертикальными.
Согласно варианту осуществления вход второго канала имеет коническую форму, соответствующую, по меньшей мере, частично, подающему винту.
Согласно варианту осуществления второй канал имеет форму и конструкцию, обеспечивающие возможность измельчения.
Согласно варианту осуществления подающий винт имеет форму и строение, обеспечивающие возможность измельчения.
Предметом изобретения является также способ обжига гипса, согласно которому:
(i) подают горячие газы на вход первого канала;
(ii) подают гипс на вход второго канала, концентрического с первым каналом;
(iii) перемещают гипс во втором канале при помощи подающего винта;
(iv) обеспечивают косвенный теплообмен между гипсом и горячими газами, и
(v) обжигают гипс в алебастр.
Согласно варианту осуществления гипс представляет собой десульфогипс и/или природный гипс.
Согласно варианту осуществления стадии (iii) перемещения гипса и (iv) косвенного теплообмена включают в себя сушку гипса.
Согласно варианту осуществления стадии (iii) перемещения гипса и (iv) косвенного теплообмена включают в себя сушку и, по меньшей мере, частично, обжиг (v) гипса в алебастр.
Согласно варианту осуществления обжиг (v) включает в себя приведение гипса в контакт с горячими газами, при этом обжиг является обжигом импульсного типа.
Согласно варианту осуществления промежуток времени между контактированием гипса и его полным обжигом составляет менее 10 с.
Согласно варианту осуществления обжиг (v) включает в себя приведение гипса в контакт с горячими газами, при этом обжиг осуществляют в псевдоожиженном слое.
Согласно варианту осуществления стадия обжига включает в себя перемещение гипса от выхода второго канала за счет увлечения горячими газами.
Согласно варианту осуществления время пребывания гипса и/или алебастра во втором канале находится в диапазоне от 30 секунд до 5 минут.
Согласно варианту осуществления стадия косвенного теплообмена между гипсом и горячими газами включает в себя стадию обжига.
Согласно варианту осуществления стадии (iii) перемещения гипса и (iv) косвенного теплообмена включают в себя сушку и, по меньшей мере, частично, обжиг (v) гипса в алебастр, при этом обжиг (v) завершают приведением гипса в контакт с горячими газами, причем завершаемый обжиг является обжигом импульсного типа, при этом продолжительности стадий (iii) и (iv) находятся в интервале от 30 секунд до 5 минут, а продолжительность обжига контактированием с горячими газами находится в интервале от 1 до 10 секунд.
Согласно другому варианту осуществления продолжительность стадий (iii) и (iv) находится в интервале от 1 до 2 минут, при этом продолжительность обжига контактированием с горячими газами находится в интервале от 2 до 5 секунд.
Согласно варианту осуществления способ согласно изобретению дополнительно содержит стадию (iiib) измельчения гипса во время стадии перемещения (iii).
Согласно варианту осуществления способ осуществляют в установке для сушки/обжига согласно изобретению.
Предметом изобретения является также алебастр, который может быть получен способом согласно изобретению. Упомянутый алебастр обладает, кроме того, специфическими характеристиками, которые будут описаны ниже.
В дальнейшем изобретение поясняется описанием вариантов его осуществления, приводимых в качестве примера со ссылками на чертежи в числе которых:
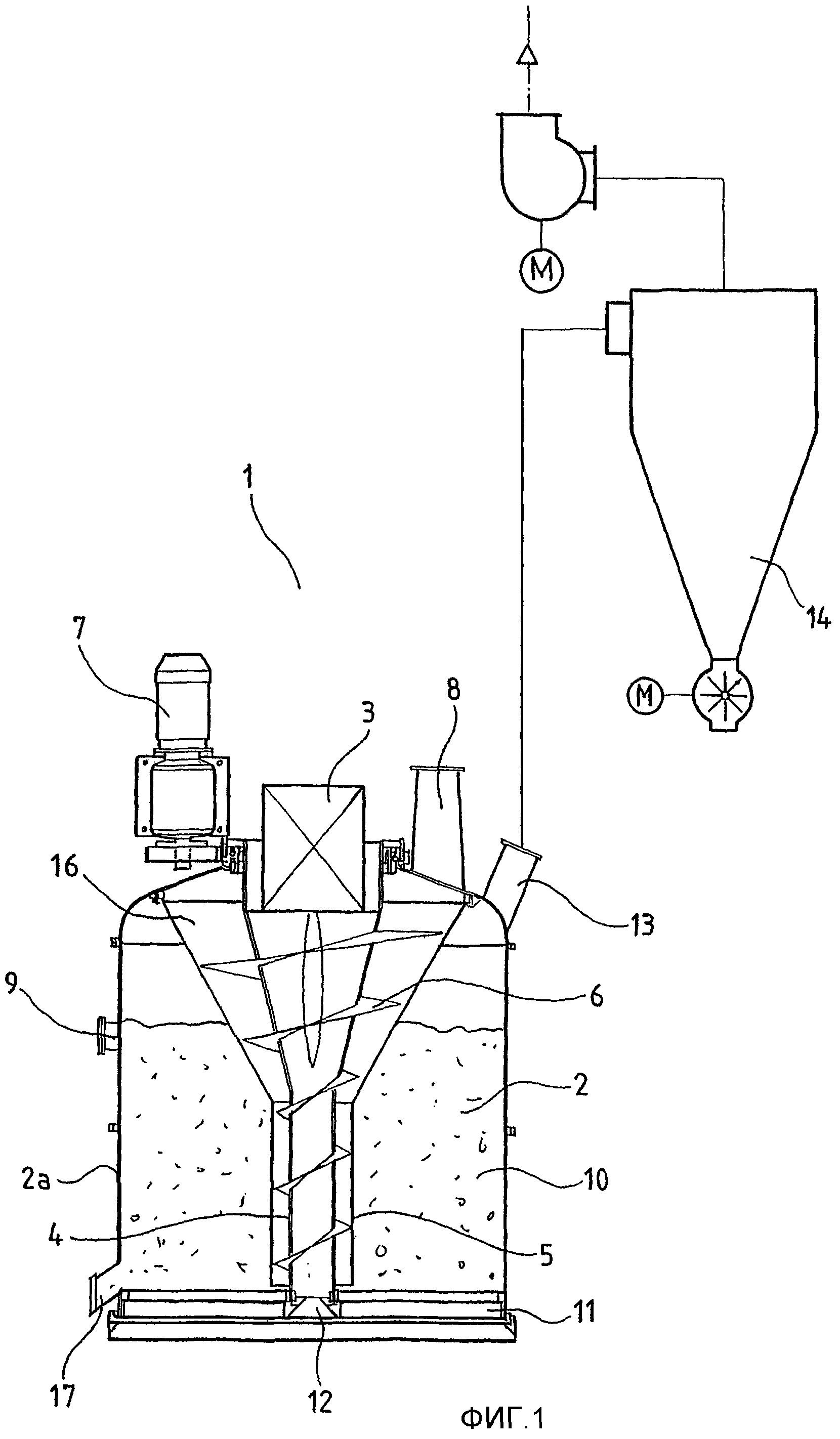
фиг.1 изображает поперечный разрез установки для сушки и обжига согласно первому варианту осуществления изобретения;
фиг.2 представляет схематическое изображение примера винта, используемого в установке по фиг.1.
Изобретение предлагает расположить подающий винт в канале для подачи гипса. Данный канал является концентрическим по отношению к другому каналу, служащему камерой горения горелки и каналом для подачи горячих газов. Таким образом, канал горячего газа может представлять собой внутренний канал или внешний канал; ниже будет описан вариант, в котором канал горячего газа является внутренним каналом, но изобретение применимо при внесении необходимых изменений (mutatis mutandi),к случаю, в котором канал горячего газа является внешним каналом.
Газообразные продукты горения нагревают гипс внешнего канала для того, чтобы его высушить и, в известных случаях, частично или полностью дегидратировать (т.е. обжечь).
Газообразные продукты горения входят затем в контакт с материалом для осуществления полного или частичного обжига.
Фиг.1 представляет поперечный разрез установки 1 для сушки/обжига согласно первому способу осуществления изобретения. Данная установка для сушки/обжига имеет камеру 2а, предназначенную для размещения двухводного сульфата кальция, предназначенного для обжига (или для продолжения обжига).
Горелка 3 расположена в верхней части реактора, при этом выход горелки 3 размещен в первом канале 4 для транспортировки горячих газов. Первый канал 4 открывается приблизительно у основания камеры 2а. Второй канал 5 окружает первый канал 4. Подающий винт 6 расположен между двумя каналами 4 и 5. Данный винт приводится во вращение двигателем 7, используя подходящую трансмиссию. Форма и размеры данного винта точно подогнаны и рассчитаны для того, чтобы обеспечить хорошее протекание гипса и высокий тепловой выход. Подвод двухводного сульфата кальция 8 выходит в пространство между каналами 4 и 5. Таким образом, установку для сушки/обжига запитывают при помощи источника двухводного сульфата кальция. Соответствующие приспособления предусмотрены для обеспечения герметичности камеры снаружи.
Можно использовать соответствующие горелки, например, с более или менее длинным пламенем, в частности, описанные в известном уровне техники. Горелка генерирует горячие газы, используемые одновременно для сушки гипса (испарение влаги или свободной воды, содержащейся в гипсе) и для превращения двухводного сульфата кальция высушенного гипса в полуводный сульфат кальция или алебастр, то есть для его обжига.
Горячие газы проходят через канал 4, расположенный, предпочтительно, в реакторе вертикально. Канал 4 простирается от горелки точно до дна камеры. Горячие газы, проходящие через канал, вводятся, таким образом, приблизительно на уровень дна камеры 2а. Для того чтобы обжечь двухводный сульфат кальция, горячие газы можно вводить в любом подходящем месте реактора. Можно также предусматривать использование канала, наклоненного по отношению к вертикали установки для сушки/обжига.
Внешний канал 5 окружает внутренний канал 4, при этом упомянутые каналы, предпочтительно, расположены в камере вертикально. Упомянутый внешний канал 5, а также подающий винт 6 позволяют направлять гипс от входа 8 точно в камеру.
Гипс, проходящий по каналу 5, поглощает тепло газов, проходящих по каналу 4. Теплообмены между газом внутреннего канала 4 и гипсом внешнего канала 5 позволяют обеспечить испарение свободной влаги гипса до его прямого контактирования с газообразными продуктами горения. Концентрическое расположение внешнего канала 5 и внутреннего канала 4 позволяет осуществить эффективный теплообмен между гипсом и горячими газами. Указанный теплообмен основан на таких явлениях, как конвекция, излучение и, особенно, теплопроводность. Подающий винт отчасти способствует теплообмену, в частности, за счет того, что он, предпочтительно, приварен к каналу 4, образуя таким образом его ось, а также благодаря размерам лопастей, обеспечивающих значительную поверхность контакта с гипсом.
Влагу удаляют через выпускной патрубок 13, расположенный, предпочтительно, в верхней части камеры, причем для этого приспособлено пространство между верхней частью канала 5 у основания входа 8 и выпускным патрубком 13. Можно также предусмотреть патрубок 13а (не представлен), расположенный на уровне упомянутого приспособленного пространства, при этом указанный патрубок при необходимости может выпускать весь водяной пар, или часть водяного пара, или, напротив, служить для дополнительного инжектирования водяного пара (или любого другого газа, в случае необходимости).
Упомянутые теплообмены позволяют не только сушить гипс, но, в случае необходимости, начать реакцию превращения двухводного сульфата кальция в полуводный. Таким образом, установка для сушки/обжига имеет пространство обжига 2 гипса, который способен начаться даже внутри внешнего канала 5 с последующим продолжением в камере 2а и, в известных случаях, в трубопроводах на выходе из реактора.
Подающий винт 6 расположен между каналами 4 и 5. Данный винт приводится во вращение двигателем 7, предпочтительно, посредством канала 4, с которым он неразрывно связан. Винт позволяет подавать гипс во внешний канал 5. Данный винт простираетсяот направляющего входа для гипса 16 внешнего канала 5, имеющего коническую форму, форму которого может принимать винт.Винт позволяет также избежать забивания канала 5 гипсом, или вследствие увлечения им гипсовой массы, или за счет соскабливания лопастями винта гипса с внутренних стенок внешнего канала 5. Равным образом, винт гомогенизирует первичный материал в результате его размешивания. Разность температуры между первичным материалом вблизи внутреннего канала 4 и первичным материалом вблизи внешнего канала 5 является таким образом уменьшенной, что дополнительно улучшает испарение свободной влаги.Это выгодно, когда материал содержит десульфогипс, так как данный продукт имеет особенно значительное содержание свободной влаги. Скорость вращения винта регулируют в зависимости от выбранной производительности. Образующийся водяной пар отводят через верхнюю часть системы. Установка для сушки/обжига согласно изобретению позволяет избежать забивания гипсом, в частности влажным десульфогипсом, во время работы. В то же время, предпочтительно, предусмотреть зазор между винтом 6 и каналом 5.
На уровне конца внутреннего канала 4 газообразные продукты горения приходят в контакт с материалом. В результате уже упоминавшихся теплообменов температура газообразных продуктов горения уменьшается, когда они достигают конца канала 4 и приходят в контакт с материалом. Можно таким образом обжигать (или завершать обжиг) материал, выходящий из внешнего канала 5 при соответствующей температуре газа, например, находящейся в интервале от 300 до 600°С. Избегают таким образом образования во время обжига нежелательных производных, таких как ангидрит II.
Характеристические размеры установки для обжига согласно изобретению являются, например, (при производительности 5 т/ч) следующими:
- высота реактора: 2500 мм;
- диаметр реактора: 2100 мм;
- диаметр нижнего основания внешней трубы: 700 мм;
- диаметр верхнего основания внешней трубы: 1710 мм;
- диаметр внутренней трубы: 500 мм.
Данные размеры совместимы также с транспортировкой в морском контейнере, что облегчает транспортировку установки, в частности, на большие расстояния.
Согласно варианту установки для сушки/обжига можно предусмотреть, чтобы канал 5 окружал канал 4 на части его длины или на всей его длине.
Подающий винт имеет, например, длину, составляющую от 70 до 90% от полной высоты реактора. Винт имеет одну или несколько лопастей, простирающихся радиально по спирали. В примере, изображенном на чертеже, винт содержит единственную лопасть, длина которой в точности соответствует длине внутреннего канала 4. Когда канал 4 начинается на более высоком уровне (в частности, когда верхняя часть канала служит камерой горения), длина винта может составлять только часть длины вышеупомянутого канала 4 (например, 80%). Предпочтительно, винт 6 имеет длину, в точности соответствующую длине внешнего канала 5. Вышеупомянутая лопасть изготовлена, предпочтительно, из металла (например, нержавеющего) или из материала, обладающего хорошей теплопроводностью.
Предпочтительно, подающий винт объединен с внутренним каналом 4 для газообразных продуктов горения. Можно, например, использовать канал 4 в качестве трансмиссионного вала подающего винта 6. Подающий винт может также иметь мешалку/центрирующий элемент 11. Например, упомянутая мешалка закреплена на нижнем конце канала 4, когда винт объединен с ним (но она могла бы быть объединена с каналом 5, или может быть независима от обоих каналов и.т.д.). Данная мешалка/центрирующий элемент играет роль центрирующего элемента винта в канале 5.
В данном варианте канал 4 смонтирован в таком случае вращающимся по отношению к камере 2а. Данный вариант позволяет таким образом получить подающий винт с упрощенным изготовлением. Равным образом, при помощи винта улучшенатеплопроводность между горячими газами и гипсом во внешнем канале 5.
Фиг.2 иллюстрирует пример осуществления подающего винта 6. Фасонный профиль, например, крестообразного сечения 15, использован для передачи крутящего момента от канала 4 к мешалке/центрирующему элементу 11. Она может иметь, в известных случаях, несколько лопастей, перемешивающих, в случае необходимости, слой, возможно, присутствующий, или осадок продукта, находящийся на дне реактора. Мешалка позволяет, в зависимости от типа обжига, применяемого в установке для сушки/обжига, гомогенизировать материал слоя и распределить материал, поступающий из канала 5, в слой или удалить возможные осадки, вновь направляя их в поток горючего газа. Данная мешалка позволяет таким образом облегчить опорожнение реактора в случае необходимости (представлено цифрой 17 на фиг.1).
Можно также предусмотреть, чтобы лопасть, или лопасти у выхода из каналов имели шаг, который был бы меньше, чем у входного загрузочного отверстия, как это представлено в примере, проиллюстрированном на фиг.2. Переменный шаг позволяет легко получить эффект пробки на конце винта, при этом горячие газы не могут, следовательно, вновь подняться в материал внутри канала 5.
Можно также предусмотреть конический винт точно по его длине, в данном случае изменения шага не требуется. Можно также предусмотреть винт с постоянным шагом и даже, в случае необходимости, с увеличивающимся шагом.
Мешалка/центрирующий элемент11 может представлять собой дефлектор 12 (представлен на фиг.1) для улучшения аэродинамики.Данный дефлектор размещен напротив выхода канала 4 для горячих газов.
Согласно варианту осуществления газы, в известных случаях, загрязненные, извлекаемые через выход 13, затем повторно используют. Они могут также проходить в циклонный сепаратор или фильтр 14, который отделяет частицы пыли от извлеченных газов. Равным образом можно предусмотреть повторное использование газов, извлеченных через выход 9. Остаточные газы в последствии направляют в камеру сгорания горелки, увеличивая таким образом тепловой коэффициент полезного действия установки для сушки/обжига.
В зависимости от выбранного режима и типа обжига частицы полугидрата (алебастра) могут быть собраны в нижней части установки для обжига (в случае опорожнения через патрубок 17), в газах, выходящих через патрубок 13 или через боковой выход 9 на уровне верхней части образующегося, в известных случаях, псевдоожиженного слоя 10. Обжиг будет описан более детально ниже.
Вообще можно различить три способа обжига; при этом обжиг описан более детально ниже.
Согласно первому способу гипс целиком обжигают при помощи прямого контакта с газообразными продуктами горения, простаясушка имеет место на уровне косвенного контакта с горячими газами на уровне пространства между каналами 4 и 5. Пространство обжига гипса простирается в таком случае от выхода пространства, расположенного между каналами 4 и 5 и включает в себя камеру 2а (в данном случае совпадающую с реактором).Предпочтительно, на выходе из канала 5 осуществляется обжиг, называемый «импульсным». Можно также осуществлять обычный обжиг в слое, что аналогично производимому в описанном выше известном уровне техники. В зависимости от температур газов на выходе, обжиг может, в известных случаях, заканчиваться после выхода из камеры 2а, в частности, в каналах до фильтра, пока температура является достаточно высокой. В известных случаях может осуществляться обжиг, который называется пост-обжигом (взаимодействие между горячими и влажными газами и продуктом во время охлаждения). Установлено, что чем более коротким было время обжига, тем более реакционноспособным был полученный полуводный сульфат кальция или алебастр. Практически было установлено, что реакционная способность полученного полугидрата увеличивалась с его скоростью обжига. Таким образом, особенно выгодно осуществлять обжиг немедленно после сушки в форме импульсного обжига.
Согласно второму способу обжиг частично осуществляют уже в канале 5, и обжиг продолжается в камере 2а. Зона обжига 2 включает в себя в таком случае часть пространства, расположенного между каналами 4 и 5 и камерой 2а. Как и в первом способе обжиг может, в известных случаях, заканчиваться после выхода из камеры 2а, и такжеимпульсный обжиг является также предпочтительным.
Обычно обжиг осуществляется согласно второму способу. Степень обжига на выходе из канала 5 составляет обычно от 20 до 70%, предпочтительно от 30 до 60%, преимущественно приблизительно 50%.
Упомянутый второй способ получают, например, со следующими временными значениями цикловперемещения: цикл перемещения или сушки в наружном канале 5 составляет от 30 секунд до 5 минут, предпочтительно, от 1 до 2 минут; цикл обжига контактированием продукта и газообразных продуктов горения составляет от 1 до 10 секунд, предпочтительно, от 2 до 5 секунд.
Данный способ реализуют, например, используя описанную выше установку для обжига с винтом, вращающимся со скоростью в диапазоне от 2 до 12 оборотов в минуту, синтетический гипс с гранулометрией 50 мкм, такой как десульфогипс, и тепловую мощность от 1,5 до 2,0 МВт.
Согласно третьему способу функционирования установки для сушки/обжига, пространство обжига совпадает с пространством, расположенным между каналами 4 и 5 (то есть внутренняя часть наружного канала 5). В данном случае весь гипс обжигают до его выхода из наружного канала 5. В данном случае не требуется никакой камеры 2а и она может быть опущена.
Различие между тремя способами определяетсянесколькими факторами, связанными с самой установкой, операционными условиями (тепловая мощность и производительность) и характеристиками гипса.
При обработке синтетического гипса он имеет очень мелкую гранулометрию (средний диаметр составляет несколько десятков микрометров). В целом, существует возможность сушки и частичной дегидратации в пространстве между двумя трубами (второй способ действия). Степень дегидратации изменяется в зависимости от расхода гипса и мощности горелки. На выходе из канала завершение обжига осуществляется, предпочтительно, «импульсно» за несколько секунд (например, от 2 до 10 секунд). Тогда продукт увлекается в поток газообразных продуктов горения до фильтра, где его извлекают.
В случае обработки измельченного природного гипса он имеет относительно мелкую гранулометрию (средний диаметр до нескольких сотен микрометров). Вообще, данный тип гипса (природный), не обладающий высокой влажностью, можно сушить на уровне подающего винта. Степень обжига на выходе винта тоже является переменной. В случае низкой степени обжига аэродинамические условия будут выбраны (см. ниже) таким образом, чтобы образовать псевдоожиженный слой 10, извлечение алебастра осуществляется через верхний выход 9. В случае высокой степениаэродинамические условия будут выбраны (см. ниже) таким образом, чтобы образовать псевдоожиженный слой 10 только на очень малой высоте, извлечение алебастра осуществляется через нижний выход 9, который почти совмещается с выходом 17 для опорожнения. В данном случае импульсный обжиг отсутствует, при этом время пребывания продукта в слое превышает несколько десятков секунд. Положение выхода зависит от степени обжига на выходе винта.
В случае природного гипса можно предусмотреть высокоэффективный способ осуществления. Согласно данному способу осуществления установка согласно изобретению обеспечивает функцию измельчения, исходя из дробленого природного гипса (имеющего диаметр частиц, обычно, 3 мм). Согласно данному способу осуществления второй канал и/или подающий винт имеет (имеют) форму и строение, подходящие для измельчения. В самом деле, можно выбрать абразивные поверхности и регулировать зазоры между деталями таким образом, чтобы получить условия истирания, позволяющие таким способом измельчить дробленый природный гипс до частиц, имеющих диаметр, например, в диапазоне от 50 до 500 мкм. В целом, в установке функция измельчения предусмотрена после функции сушки.
Условия (аэродинамические, термические и другие), создаваемые в камере 2а, являются, в частности, функцией размера частиц высушенного и более или менее дегидратированного гипса, выходящего из канала 5, и скорости газов (в пустом корпусе)в камере. Известны номограммы для определения, при данных температуре и степени влажности, в каком режиме транспортировки будет находиться продукт.
Следует рассматривать два случая. В первом случае частицы увлекаются горячими газами. Происходит явление переноса твердых веществ газами. В данном случае алебастр выделяют после отделения от газов, например, в циклонном сепараторе 14 (можно использовать любой другой обычно используемый тип сепаратора). В таком случае можно регулировать тепловую мощность горелки и расход горячих газов, получаемых для осуществления импульсного обжига в течение короткого времени. Данный вариант осуществления является предпочтительным, в частности, для получения алебастра, который будет использован для изготовления алебастровых пластин. Во втором случае частицы оседают и образуют в таком случае псевдоожиженный слой. В таком случае, алебастр может быть извлечен в камеру 2а на более или менее высоком уровне через выход 9, который в предельных условиях может совпасть с выходом 17 для опорожнения.
В случае импульсного обжига камера 2а служит, главным образом, направляющим трубопроводом для полученного полугидрата. В таком случае камера может иметь любую подходящую форму, и не обязательно цилиндрическую, как это было в случае установок для обжига известного уровня техники. В случае обжига со слоем материала, камера 2а выполняет свою обычную функцию.
Способ согласно изобретению дает еще несколько преимуществ по отношению к известному уровню техники. Это непрерывный и очень стабильный процесс (качество производимого алебастра является постоянным). Тепловые и аэродинамические равновесия устанавливаются очень быстро (обычно менее чем за 15 минут), что упрощает процесс управления. Наконец, установка для осуществления способа согласно изобретению является компактной и простой, что позволяет сократить затраты.
Согласно изобретению можно получить (в частности, со способом обжига, использующим импульсный обжиг) алебастр, обладающий следующими свойствами.
Упомянутый алебастр особенно хорошо подходит для изготовления алебастровых пластин, алебастровых плиток, алебастров, называемых промышленными, покрытий.
Алебастр согласно изобретению обладает очень специфическими характеристиками по сравнению с алебастрами, известными из уровня техники. Упомянутые характеристики алебастра приведены ниже:
(i) повышенная реакционноспособность с очень высокой скоростью схватывания;
(ii) низкая потребность в воде;
(iii) высокая текучесть.
Скорость схватывания измеряется различными методами.
Согласно первому варианту начало схватывания по Гилмору находится в диапазоне от 4,5 до 6 мин. Для данного измерения применяют стандарт ASTM C266.
Согласно второму варианту окончание схватывания по Викату находится в диапазоне от 10 до 12 мин. Для данного измерения применяют стандарт ASTM C472.
Согласно третьему варианту, который является предпочтительным, начало схватывания ножа меньше 6 минут, предпочтительно меньше 5 минут. Для определения применяют стандарт NF B 12-401 или ISO DIN 3050 (Кольцо Шмидта: внутренний диаметр 60 мм, высота 50 мм). При измерении, когда определяют начало схватывания быстрого алебастра, процесс модифицируют в соответствии с предписаниями для быстрых алебастров следующим образом: после распыления алебастра в воде в течение 15 с и паузы в течение 30 с для набухания порошка, перемешивают в течение 30 с перед заполнением кольца Шмидта и поднимают кольцо Шмидта через 1 мин 15 с для измерения схватывания ножа.
Потребность в воде связана, в частности, с замешиваемой долей при насыщении. Она составляет более 140 частей алебастра на 100 частей воды. Для ее определения применяют стандарт NF B 12-401 или ISO DIN 3050. Для сравнения, обычный алебастр имеет замешиваемую долю при насыщении порядка 125 частей алебастра на 100 частей воды.
Текучесть является отличной (что тоже связано с потребностью в воде). Она измеряется растеканием, при замешиваемой доле 0,75, по меньшей мере, 205 мм, предпочтительно, по меньшей мере, 240 мм. Указанные величины неожиданно оказались достаточно высокими, когда алебастр получен импульсным обжигом. В самом деле, алебастры импульсного обжига согласно известному уровню техники характеризуются очень средней текучестью, что вынуждает использовать большое количество добавок. Применяют стандарт NF B 12-401 или ISO DIN 3050 (Кольцо Шмидта: внутренний диаметр 60 мм, высота 50 мм). После распыления алебастра в воде в течение 15 с и паузы в течение 30 с для набухания порошка, перемешивают в течение 30 с перед заполнением кольца Шмидта и поднимают кольцо Шмидта через 1 мин 15 с для измерения растекания.
Алебастр согласно изобретению не растрескивается в воде. Поверхность БЭТ (стандарт NF X 11-621) алебастра согласно изобретению обычно больше 8 м2/г. Такая величина не соответствует обычным характеристикам алебастра, который не растрескивается в воде (например, состарившийся алебастр обычно имеет поверхность БЭТ меньше 4 м2/г и не растрескивается в воде). По поводу определения растрескивания в воде можно обратиться к публикации "Eclatement des grains de platre au contact de l'eau", Jean-Claude Weiler, in Ciments, Betons, Platres, Chaux, No. 774, 5/88. Способность алебастра согласно изобретению к растрескиванию, принимая определение, данное в упомянутой публикации, обычно меньше 5%.
Характеристики алебастра согласно изобретению позволяют получить интересные свойства.
Малое время схватывания позволяет избежать добавления ускорителя отверждения, такого как гипс (который может представлять собой остаточный обожженный гипс или добавленный гипсовый камень). Таким образом, алебастр согласно изобретению не содержит гипса (обычно содержание гипса меньше 0,4, даже 0,2% мас.).
Низкая потребность в воде (замешиваемая доля при насыщении и текучесть) позволяет добавлять меньше воды при изготовлении алебастровой массы данной консистенции. Это является преимуществом, потому что при установке алебастровых пластин, или плитки, например, необходимо высушивать избыток воды, используемой при замешивании. Таким образом удается сократить и энергопотребление. Низкая потребность в воде позволяет также получить конечные продукты (промышленные алебастры или алебастровые плиты) повышенной твердости и/или обладающие высокой механической прочностью.
Применяют способ согласно изобретению и получают, при параметрах, входящих в точно определенные интервалы, алебастры с нижеследующими характеристиками. Пример 4 представляет обычный алебастр.
Настоящее изобретение не ограничено описанными и изображенными примерами и способами осуществления, но подразумевает наличие многочисленных вариантов, доступных специалисту. В частности, был описан канал 5 для подачи свежего двухводного сульфата кальция, окружающий канал 4 для подачи горячих газов, однако, в объеме изобретения можно также предусмотреть, что канал 4 для подачи горячих газов окружает канал 5 для подачи первичного двухводного сульфата кальция. Изобретение может также применяться к любому порошкообразному продукту, который должен быть высушен и/или обожжен.
Реферат
Изобретение относится к способу обжига гипса и полуводного гипса, который может быть получен данным способом. Способ обжига гипса, включающий стадии, на которых: (i) подают горячие газы на вход первого канала; (ii) подают гипс на вход второго канала, концентричного с первым каналом; (iii) перемещают гипс во втором канале посредством подающего винта; (iv) обеспечивают косвенный теплообмен между гипсом и горячими газами, и (v) обжигают гипс в полуводный гипс, причем стадии (iii) перемещения гипса и (iv) косвенного теплообмена включают в себя сушку и частично обжиг (v) гипса в полуводный гипс, при этом обжиг (v) завершают приведением гипса в контакт с горячими газами, причем завершаемый обжиг является обжигом импульсного типа, при этом продолжительности стадий (iii) и (iv) находятся в интервале от 30 секунд до 5 минут, причем продолжительность обжига посредством контакта с горячими газами находится в интервале от 1 до 10 секунд. Охарактеризованы: установка для реализации указанного способа и получаемый продукт. Технический результат: повышение производительности и качества продукта. 3 н. и 24 з.п. ф-лы, 2 ил., 1 табл.
Комментарии