Резец и способ его изготовления - RU2522246C2
Код документа: RU2522246C2
Чертежи










Описание
Уровень техники, предшествующий изобретению
Изобретение в целом относится к резцам со сверхтвердыми наконечниками, в частности, но не только, для разрушения твердых или абразивных материалов, таких как, например, камень, асфальт, уголь или бетон, а также к способу их изготовления.
Резцы могут использоваться для разламывания, высверливания или разрушения иным образом структур или материалов, таких как камень, асфальт, уголь или бетон, а также могут использоваться в горнодобывающей отрасли, при строительстве или ремонте дорог. Например, при ремонте дорог множество резцов могут устанавливаться на вращающийся барабан для снятия асфальтового покрытия по мере вращения барабана. Аналогичный подход может использоваться для вскрытия горных пород, например, при добыче угля. Некоторые резцы могут иметь рабочий наконечник из искусственного алмаза, который может обладать более высокой устойчивостью к абразивному износу, чем рабочие наконечники из цементированного карбида вольфрама. Между тем, искусственные или природные алмазные материалы обычно более хрупкие и менее устойчивы к разлому, чем цементированные карбидные материалы, что ограничивает их возможную применяемость при резке. Поэтому существует потребность в резце с увеличенным сроком службы.
В заявке США 2008/0035383 раскрывается инструмент с повышенной ударопрочностью, у которого на подложку из цементированного карбида металла нанесен сверхтвердый материал, подложка из цементированного карбида металла связана с передней кромкой сегмента из цементированного карбида металла, хвостовик которой образован у кромки основания, хвостовик запрессован в канал стального держателя. Стальной держатель вращательно закреплен на барабане, который может вращаться вокруг оси.
Краткое изложение сущности изобретения
По первому аспекту предлагается резец (также именуемый сверхтвердый резец) со вставкой (также именуемой режущей вставкой), помещенной в стальной держатель, у вставки имеется сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида у кромки опорного корпуса, опорный корпус содержит хвостовик (также именуемый просто черенком), в стальном держателе имеется канал, предназначенный для помещения в него хвостовика, а также вал, предназначенный для установки стального держателя в инструментальную оправку, такую как приводная установка для резца; объем опорного корпуса из цементированного карбида составляет, по меньшей мере, 6 см3, по меньшей мере, 10 см3, либо, по меньшей мере, 15 см3. Хвостовик может устанавливаться в канале при помощи горячей посадки. По другому аспекту предлагается комплект компонентов для настоящего резца, комплект находится в разобранном или частично собранном состоянии.
По второму аспекту предлагается способ изготовления резца, способ включает в себя получение вставки и стального держателя для вставки, вставка содержит сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида с хвостовиком; стальной держатель содержит вал, предназначенный для соединения с инструментальной оправкой, а также имеет канал, в который помещается хвостовик; объем хвостовика составляет, по меньшей мере, 15 см3; а также горячую посадку хвостовика в канал стального держателя.
По третьему аспекту предлагается способ демонтажа резца, способ включает в себя нагрев стального держателя для расширения канала и извлечение хвостовика из канала.
Краткое описание чертежей
Неограничивающие типовые компоновки, иллюстрирующие раскрытие настоящего изобретения, будут рассмотрены далее со ссылкой на прилагаемые чертежи.
На фиг.1А схематически, частично в разрезе, при виде сбоку показан пример резца.
На фиг.1В схематически, при виде сбоку показана вставка типового резца по фиг.1А.
На фиг.1C частично в разрезе, при виде в перспективе показан стальной держатель типового резца по фиг.1А.
На фиг.2 схематически, частично в разрезе, при виде сбоку показан пример резца.
На фиг.3 схематически, частично в разрезе, при виде сбоку показан пример резца.
На фиг.4 схематически, частично в разрезе, при виде сбоку показан пример резца, размеры которого указаны в миллиметрах.
На фиг.5 схематически, частично в разрезе, при виде сбоку показан пример резца, размеры которого указаны в миллиметрах.
На фиг.6 схематически, частично в разрезе, при виде сбоку показан пример резца, размеры которого указаны в миллиметрах.
На фиг.7 схематически, в продольном разрезе показан пример сверхтвердого наконечника и часть опорного корпуса одного из любых типовых резцов по фигурам с 1А по 6.
На фиг.8 схематически, при виде сбоку показан пример сверхтвердого наконечника и часть опорного основания одного из любых типовых резцов по фигурам с 1А по 6, с указанием размеров в миллиметрах, а величины углов в градусах.
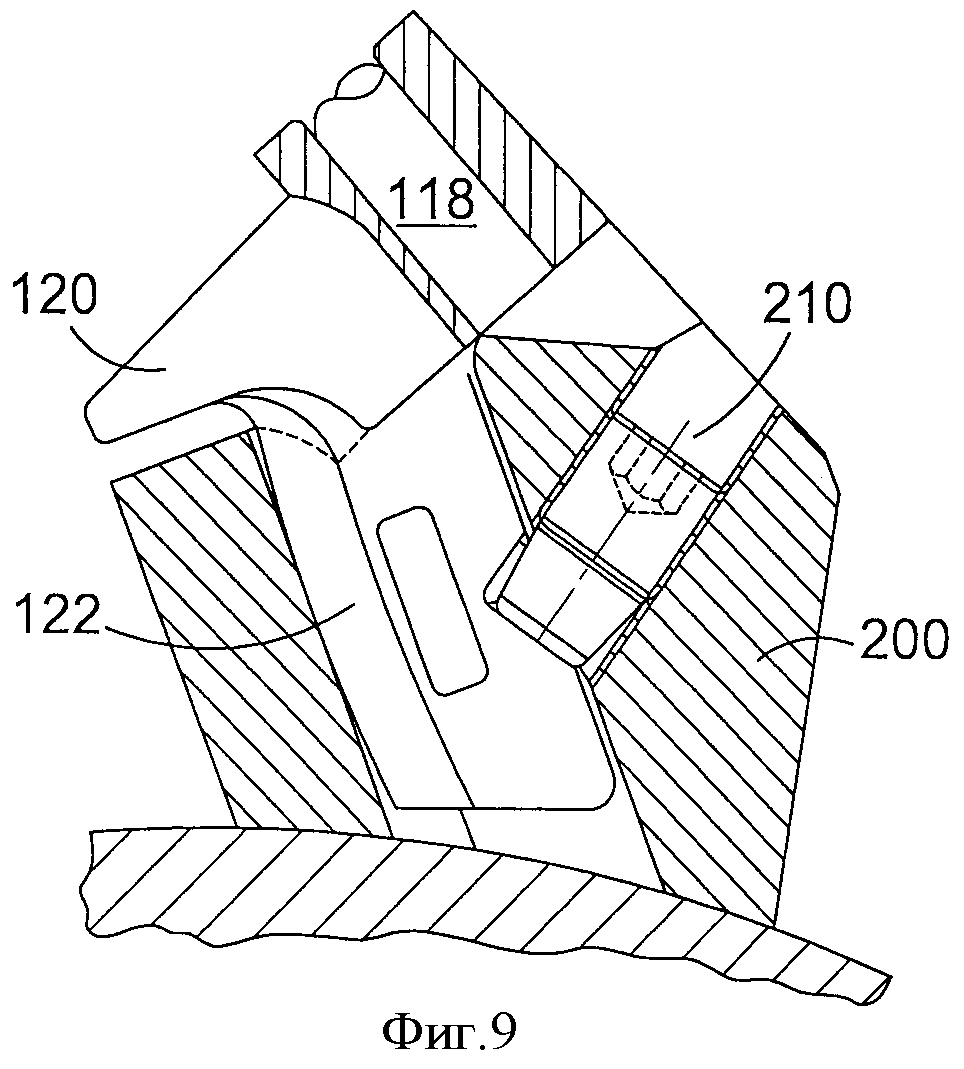
На фиг.9 схематически, частично в разрезе, показан пример типового резца, установленного в корпус оправки, причем видна лишь часть резца.
На фиг.10 схематически, при виде сбоку показан пример резца для другой оправки, отличающейся от изображенной на фиг.9.
На фиг.11 схематически, частично в разрезе, при виде сбоку показан пример резца, с частью стального держателя в изношенном состоянии.
На всех чертежах схожие признаки, в целом, обозначены схожими ссылочными позициями.
Подробное описание изобретения
Используемый здесь термин «сверхтвердый» означает число твердости по Виккерсу, по меньшей мере, в 25 ГПа, а сверхтвердый инструмент, вставка или компонент означает инструмент, вставку или компонент, содержащие подобный сверхтвердый материал.
Примерами сверхтвердых материалов являются искусственный и природный алмаз, поликристаллический алмаз (PCD), кубический нитрид бора (КНБ) и поликристаллический КНБ (ПКНБ). В используемом здесь значении искусственный алмаз, который также называют синтетическим алмазом, является алмазным материалом, изготовленным человеком. В используемом здесь значении поликристаллический алмаз (PCD) содержит массу (совокупное множество) алмазных зерен, существенная часть которых непосредственно связаны друг с другом и в которой содержание алмазов составляет, по меньшей мере, 80 объемных процентов материала. Пустоты между алмазными зернами могут быть, по меньшей мере, частично заполнены связующим материалом, содержащим катализирующий материал для искусственного алмаза, либо же они могут быть, по существу, пустыми. В используемом здесь значении катализирующий материал для искусственного алмаза способствует росту зерен искусственного алмаза либо направляет рост зерен искусственного или природного алмаза при температуре и давлении, при которых искусственный или природный алмаз являются термодинамически стабильными. Примерами катализаторных материалов являются Fe, Ni, Co и Mn, а также отдельные их сплавы. Материалы, содержащие поликристаллический алмаз PCD, могут содержать, по меньшей мере, одну область, в которой катализаторный материал был удален из пустот, оставив промежуточные полости между алмазными зернами. В используемом здесь значении материал ПКНБ содержит зерна кубического нитрида бора (КНБ), диспергированные в матрице, содержащей металл или керамический материал.
Другие примеры сверхтвердых материалов включают в себя отдельные композитные материалы, содержащие зерна алмаза или КНБ, удерживаемые вместе матрицей, содержащей керамический материал, такой как карбид кремния (SiC), или цементированный карбидный материал, такой как связанный кобальтом (Со) карбид вольфрама (например, подобный рассмотренному в патентах США №№5453105 или 6919040). Например, отдельные алмазные материалы, связанные SiC, могут содержать, по меньшей мере, 30 объемных процентов зерен, диспергированных в матрице SiC (которая может содержать небольшое количество Si в иной форме, чем в SiC). Примеры алмазных материалов, связанных SiC, рассмотрены в патентах США №№7008672; 6709747; 6179886; 6447852; а также в заявке WO2009/013713.
Примеры компоновок резцов для разрушения твердых или абразивных материалов или структур описаны со ссылкой на фигуры с 1А по 6.
Примеры резцов 100 содержат вставку 110 и стальной держатель 120 для вставки 110. Вставка 110 содержит сверхтвердый наконечник 112, соединенный с опорным корпусом 114 из цементированного карбида со хвостовиком 118. В данных примерах хвостовики 118, в целом, имеют цилиндрическую форму и средний диаметр D, сверхтвердые наконечники 112 содержат соответствующие структуры 111 из поликристаллического алмаза PCD, связанные с подложками 113 из цементированного карбида, которые соединены с соответствующими опорными корпусами 114 в соответствующих местах 115 сопряжения при помощи твердого припоя, а опорные корпуса 114 имеют, в целом, усеченно-конусные части 116, к которым припаяны сверхтвердые наконечники 112. Стальные держатели 120 содержат валы 122 для соединения с режущим барабанным устройством (не показано), а каналы 126 выполнены с возможностью горячей посадки в них вставных черенков 118. Стальные корпуса 120 могут быть снабжены соответствующими приемными элементами 124 для вставок, в которых образованы каналы 126.
По меньшей мере, часть хвостовика 118 может быть закреплена внутри канала 126 посредством горячей посадки. В используемом здесь значении горячая посадка означает своего рода посадку с натягом между элементами, обеспечиваемую за счет относительного изменения размера, по меньшей мере, одного из компонентов (форма также может незначительно меняться). Обычно это достигается за счет нагрева или охлаждения одного компонента перед сборкой и возврата его к температуре окружающей среды после сборки. Горячая посадка отличается от запрессовки, при которой компонент принудительно помещается в канал или углубление внутри другого компонента, что может быть связано со значительным фрикционным напряжением между компонентами.
Горячая посадка обычно происходит в области (не обозначена) стального держателя 120, примыкающей к каналу 126, находящейся в статичном состоянии окружного растягивающего натяжения. В отдельных примерах резцов область внутри стального держателя, примыкающая к каналу, может находиться в состоянии окружного (или ободного) растягивающего натяжения, составляющего, по меньшей мере, 300 МПа или, по меньшей мере, 350 МПа, а у отдельных резцов окружное статичное растягивающее натяжение может доходить почти до 450 МПа или почти до 500 МПа. В используемом здесь значении состояние статичного напряжения инструмента или элемента относится к состоянию напряжения инструмента или элемента в статичных условиях, таких, которые могут существовать когда инструмент или элемент не используются.
У некоторых типовых резцов часть 119 опорного корпуса 114, включая усеченно-конусную часть 116, может выступать из стального корпуса 120 и выходить за горловину 128 канала 126. В отдельных примерах диаметр выступающей части 119 по всей длине выступающей части может быть максимум на 5% больше или, по существу, не более среднего диаметра D канала 126. В примерах, изображенных на фигурах 1А-6, диаметр выступающей части 119, по существу, не превышает диаметр канала 126.
По одному из вариантов осуществления манжета окружает, по меньшей мере, часть выступающего сегмента опорного корпуса из цементированного карбида, а по другому варианту осуществления манжета может одеваться при помощи горячей посадки на выступающую часть. По одному из вариантов осуществления манжета имеет меньшую твердость и устойчивость к абразивному износу, чем цементированный карбид, а по другому варианту осуществления манжета состоит из стали. В одном из примеров манжета соединена со стальным держателем при помощи пайки. Манжета может выступать в качестве опоры или защищать опорный корпус из цементированного карбида.
Со ссылкой на модификации типового резца, показанные на фигурах 2 и 4, манжета 130 расположена вокруг части выступающего сегмента 119 опорного корпуса 114. Манжета 130 может окружать, по меньшей мере, часть выступающего сегмента 119, а в одном из примеров манжета 130 может быть одета на выступающий сегмент при помощи горячей посадки. Манжета 130 может иметь меньшую твердость и устойчивость к абразивному износу, чем цементированный карбид, и может состоять из стали. По одному из вариантов осуществления манжета 130 соединена со стальным держателем 120 при помощи пайки. Манжета может выступать в качестве опоры и защищать опорный корпус 114 из цементированного карбида. Манжета 130 может иметь различную форму, например, в целом, коническую или в целом закругленную и может быть, по существу, симметричной или несимметричной. По меньшей мере, часть внешней поверхности манжеты 130 может быть защищена при помощи износостойкой твердой поверхности (не показана), например слоя или рукава, содержащего карбид вольфрама. В частности, по меньшей мере, часть 127 внешней поверхности стального держателя 120, примыкающая к горловине 128 канала 126, например поверхностная область приемного элемента 124 для вставки, отходящая от горловины 127 на расстояние до 20 мм, может быть защищена при помощи износостойких средств (не показаны). Примерами подобных средств могут быть слой или рукав, содержащие карбид вольфрама и/или зерна сверхтвердого материала, такого как алмаз или КНБ. В одном из примеров манжета 130 может иметь защитное твердое покрытие, расположенное преимущественно на стороне, которая в большей мере подвержена износу во время использования.
Со ссылкой на фиг.3 большая часть хвостовика 118 закреплена внутри канала 126 стального держателя 120 посредством горячей посадки. В данном примере принимающий элемент 124 для вставки снабжен посадочным местом 129, напротив которого может быть расположен опорный корпус 114. В посадочном месте 129 может иметься сквозное отверстие 1291 для упрощения извлечения вставки 112 или припаивания торца хвостовика 118 к посадочному месту 129. Например, сквозное отверстие 1291 посадочного места 129 может иметь диаметр S, по меньшей мере, 0.6 см и максимум около 2 см. Принимающий элемент 124 для вставки может иметь внешний размер W, который может быть около 4.8 см. В целом, чем больше диаметр D хвостовика 118 опорного корпуса 114, тем тоньше может быть стенка принимающего элемента 124 для вставки, образующая канал 126, поскольку внешние размеры стального держателя 120 могут быть ограничены конструкцией устройства резки (не показано) или потребностями операции резки. Например, чем толще стенка принимающего элемента для вставки, тем более прочным вероятней всего, в целом, будет резец, однако при этом вероятней всего энергопотребление во время использования, а также износ стали будут выше.
В примерах, изображенных на фигурах 1А, 2 и 4, канал 126 может проходить через держатель 120, образуя сквозное отверстие с парой противоположных открытых концов (или горловин) 128. В данных примерах, по меньшей мере, часть хвостовика 118 может проходить, по существу, через принимающий элемент 124 для вставки.
В отдельных примерах резцов соотношение объема опорного корпуса из цементированного карбида к объему сверхтвердой конструкции составляет, по меньшей мере, примерно 1:30, по меньшей мере, примерно 1:40 или, по меньшей мере, примерно 1:50. По отдельным вариантам осуществления соотношение объема опорного корпуса из цементированного карбида к объему сверхтвердой конструкции составляет максимум примерно 1:300, максимум примерно 1:200 или максимум примерно 1:150. По отдельным вариантам осуществления объем сверхтвердой конструкции составляет, по меньшей мере, около 200 мм3 или, по меньшей мере, около 300 мм3. По отдельным вариантам осуществления объем сверхтвердой конструкции составляет максимум около 500 мм или максимум примерно 400 мм.
У отдельных модификаций резцов длина канала может быть, по меньшей мере, равна его диаметру. В одном из примеров диаметр хвостовика и канала могут быть около 2.5 см, а длина канала и вставной части хвостовика может быть около 6 см, следовательно, объем канала и вставной части хвостовика могут быть около 29 см3, а область контакта между внутренней периферийной поверхностью канала и хвостовиком может быть около 47 см2. В другом примере диаметр хвостовика и канала могут быть около 2 см, а длина канала и вставной части хвостовика может быть около 8.3 см, следовательно, объем канала и вставной части хвостовика могут быть около 26 см3, а область контакта между внутренней периферийной поверхностью канала и хвостовиком может быть около 52 см2. В еще одном из примеров диаметр хвостовика и канала могут быть около 3.5 см, а длина канала и вставной части хвостовика может быть около 6.9 см, следовательно, объем канала и вставной части хвостовика могут быть около 66 см3, а область контакта между внутренней периферийной поверхностью канала и хвостовиком может быть около 76 см2.
В отдельных примерах резцов хвостовик может не быть, по существу, цилиндрическим и может иметь любую форму в поперечном сечении. Например, форма хвостовика может быть, в целом, эллиптической, яйцеобразной, клинообразной, квадратной, прямоугольной, многоугольной или полукруглой; либо форма сечения хвостовика может изменяться по длине.
В отдельных примерах черенок может иметь, по существу, цилиндрическую форму и диаметр, по меньшей мере, около 15 мм, по меньшей мере, около 20 мм, по меньшей мере, около 25 мм или, по меньшей мере, 30 мм. По отдельным вариантам осуществления диаметр черенка составляет максимум около 20 мм, максимум около 25 мм, максимум около 30 мм, максимум около 35 мм или даже максимум около 40 мм. По отдельным вариантам осуществления диаметр черенка, по всей его длине, изменяется менее чем примерно на 5 мм, либо диаметр по всей длине, по существу, остается неизменным
В таблице ниже обобщены отдельные типовые комбинации примерных размеров, которые могут использоваться для модификаций резцов. Размеры указывают длину канала и длину вставной части хвостовика, средний диаметр канала и вставной части хвостовика, минимальный объем канала и объем вставной части хвостовика, а также область контакта между периферийной внутренней стенкой канала и соответствующей поверхностью вставной части хвостовика.
По отдельным вариантам осуществления опорный корпус содержит цементированный карбидный материал, имеющий трещиностойкость максимум около 17 МПа·м1/2, максимум около 13 МПа·м1/2, максимум около 11 МПа·м1/2 или даже максимум около 10 МПа·м1/2. По отдельным вариантам осуществления опорный корпус содержит цементированный карбидный материал, имеющий трещиностойкость, по меньшей мере, около 8 МПа·м1/2 или, по меньшей мере, около 9 10 МПа·м1/2. По отдельным вариантам осуществления опорный корпус содержит цементированный карбидный материал, имеющий поперечную прочность на разрыв, по меньшей мере, около 2100 МПа, по меньшей мере, около 2300 МПа, по меньшей мере, около 2700 МПа или даже, по меньшей мере, около 3000 МПа.
По отдельным вариантам осуществления опорный корпус содержит цементированный карбидный материал, содержащий зерна карбида металла со средним размером максимум около 8 микрон или максимум около 3 микрон. По одному из вариантов осуществления опорный корпус содержит цементированный карбидный материал, содержащий зерна карбида металла со средним размером, по меньшей мере, около 0.1 микрона.
По отдельным вариантам осуществления опорный корпус содержит цементированный карбидный материал, содержащий максимум около 13 весовых процентов, максимум около 10 весовых процентов, максимум около 7 весовых процентов, максимум около 6 весовых процентов или даже максимум около 3 весовых процентов связующего металлического материала, такого как кобальт (Со). По отдельным вариантам осуществления опорный корпус содержит цементированный карбидный материал, содержащий, по меньшей мере, около 1 весового процента, по меньшей мере, около 3 весовых процентов или, по меньшей мере, около 6 весовых процентов металлического связующего материала.
По отдельным вариантам осуществления опорный корпус может, по существу, состоять или состоит из цементированного карбидного материала.
В отдельных примерах резцов горячая посадка компонентов может быть обратимой, а стальной держатель и/или хвостовик могут сниматься и повторно использоваться, что, на самом деле, позволяет снизить себестоимость резца и увеличить срок службы стального держателя. Этого можно достичь за счет нагревания стального держателя в непосредственной близости от канала для его расширения относительно хвостовика из цементированного карбида, что позволит вынимать хвостовик из канала.
Предлагается способ изготовления резца, способ включает в себя получение вставки резца, содержащей сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида у торца опорного корпуса, опорный корпус содержит черенок (хвостовик); получение стального держателя с имеющимся у него каналом, предназначенным для помещения в него черенка и содержащим вал, позволяющий устанавливать держатель в инструментальную оправку; а также помещение черенка в канал стального держателя при помощи горячей посадки. Хвостовик может помещаться в канал стального держателя при помощи горячей посадки за счет нагревания, по меньшей мере, части стального держателя, в том числе канала, до температуры около 350 градусов Цельсия, помещения черенка в канал нагретого держателя, а также охлаждения и сжатия стального держателя, тем самым удерживая хвостовик в сжатом состоянии. В примерах, где стальной держатель содержит посадочное место, хвостовик может вставляться в канал полностью таким образом, чтобы вставленный торец упирался в посадочное место.
Натяг между хвостовиком и каналом держателя определяется разницей их размеров, которая может быть выражена в процентом соотношении размеров. Например, по вариантам осуществления, где хвостовик (а также канал) имеют, в целом, круглое сечение, натяг может быть выражен как разница диаметров в процентом соотношении. Размер между хвостовиком и каналом подбирается в зависимости, по меньшей мере, от диаметра хвостовика и может составлять, по меньшей мере, около 0.002 процента от диаметра хвостовика. В одном из примеров диаметр хвостовика составляет около 2.5 см, а натяг между хвостовиком и каналом составляет около 0.08 процента от диаметра хвостовика. Натяг между вставным черенком и каналом может быть максимум около 0.3 процента от диаметра хвостовика. Если натяг будет слишком большим, то предел упругости стального материала держателя может быть превышен, если стальной держатель одевается на хвостовик при помощи горячей посадки, что в результате приведет к определенной пластичной деформации стали рядом с каналом. Если натяг будет слишком слабым, то тогда горячей посадки может быть недостаточно, для того чтобы вставка прочно удерживалась держателем во время использования.
По отдельным вариантам способа точные размеры хвостовика и канала могут выбираться таким образом, чтобы после горячей посадки хвостовика в канал, область внутри стального держателя, примыкающая к каналу, находилась в состоянии окружного (или ободного) статичного растягивающего напряжения, составляющего, по меньшей мере, около 300 МПа или, по меньшей мере, около 350 МПа. По отдельным вариантам осуществления область внутри стального держателя, примыкающая к каналу, находится в состоянии окружного (или ободного) статичного растягивающего напряжения, составляющего, по меньшей мере, около 450 МПа или, по меньшей мере, около 500 МПа.
В качестве неограничивающего примера раскрываемый резец может содержать сверхтвердый наконечник, подобный тому, что описан в опубликованных заявках США 2009/0051211; 2010/0065338; 2010/0065339 или 2010/0071964. Со ссылкой на фиг.7 пример вставки для варианта осуществления резца содержит сверхтвердый наконечник 112 со сверхтвердой структурой 111, в целом, имеющей форму колпака, сцепленного с подложкой 113 из цементированного карбида. Сверхтвердый наконечник 112 соединен с усеченно-конусной частью 116 опорного корпуса 114. Большая часть сверхтвердой конструкции 111 имеет сферически затупленную конусную внешнюю часть со скругленной вершиной 1111, имеющей радиус изогнутости в продольной плоскости и угол к между осью, параллельной продольной оси AL и конусной частью 1112 внешней поверхности сверхтвердой конструкции 111. Сверхтвердая конструкция 111 содержит носовую область 1113 и юбочную область 1114, которая проходит продольно и поперечно в сторону от носовой области 1113. По отдельным версиям примера минимальная продольная толщина юбочной области 1114 может составлять, по меньшей мере, около 1.3 мм или, по меньшей мере, 1.5 мм. По отдельным версиям примера продольная толщина сверхтвердого колпака 111 у вершины 1111 составляет, по меньшей мере, 4 мм или, по меньшей мере, около 5 мм и максимум около 7 мм или максимум около 6 мм. В одной из модификаций примера продольная толщина сверхтвердой конструкции 111 у вершины 1111 находится в радиусе примерно от 5.5 мм до 6 мм. По отдельным версиям примера радиус изогнутости закругленной вершины 1111 составляет, по меньшей мере, около 2 мм и максимум около 3 мм. По отдельным вариантам осуществления угол К конуса составляет максимум 80 градусов или максимум 70 градусов. По отдельным версиям примера угол К конуса составляет, по меньшей мере, 45 градусов или, по меньшей мере, 50 градусов.
Со ссылкой на фиг.8 пример вставки для варианта осуществления резца содержит сверхтвердый наконечник 112 со сверхтвердой структурой 111, связанной с подложкой 113 из цементированного карбида. Сверхтвердый наконечник 112 соединен с усеченно-конусной частью 116 опорного корпуса 114. Радиус R изогнутости сферически затупленной конусной носовой части 1111 составляет около 2.25 мм, а угол К конуса составляет около 42 градусов.
Со ссылкой на фиг.9 часть примера стального держателя 120 резца прикреплена к блоку 200 основания (корпусу оправки) посредством взаимоблокирующего крепежного механизма 210, причем вал 122 стального держателя 120 зафиксирован внутри канала, образованного внутри корпуса 200 оправки. Также показана часть хвостовика 118 типового резца. Вал 122 может быть разъемно соединен с блоком 200 основания, который приварен или иным образом соединен с барабаном. Блок 200 основания и держатель 120, точнее вал 122, может быть выполнен с возможностью обеспечения разъемного взаимного зацепления стального держателя 120 с блоком основания. Вал 122 может быть выполнен с возможностью взаимного зацепления с блоком основания без вращения и может использоваться с инструментальными оправками, раскрытыми, например, в патентах DE 10161713 В4 и DE 102004057302 А1. Инструментальная оправка, такая как блок основания, может быть приварена к компоненту приводного устройства, такого как барабан, для приведения в действие сверхтвердого резца. На фиг.10 при виде сбоку показан резец 100 для другой инструментальной оправки, отличающейся от примера, изображенного на фиг.9, вал 122 стального держателя 120 выполнен иным образом. Резец 100 содержит вставку 110 со сверхтвердым наконечником 112, соединенным с частью 116 опорного корпуса.
Предлагается способ крепления сверхтвердого резца в инструментальной оправке, соединенной с компонентом приводного устройства, способ включает в себя соединение вставки резца со стальным держателем для образования резца, стальной держатель содержит вал, выполненный с возможностью функционального крепления стального держателя в инструментальной оправке, инструментальная оправка содержит средства зацепления, выполненные с возможностью помещения в них вала стального держателя; а затем крепления сверхтвердого резца в инструментальной оправке. По одному из вариантов осуществления способа инструментальная оправка приварена к компоненту приводного устройства, такому как барабан, для приведения в действие сверхтвердого резца.
Во время использования резец может перемещаться приводным устройством, на котором он установлен, вперед, относительно разрушаемой структуры, причем сверхтвердый наконечник находится у ведущего конца. Например, на барабане для разрушения асфальтового покрытия, который может использоваться для снятия полотна при ремонте дорог, может быть установлено множество резцов. Барабан соединен с транспортным средством и приводится во вращение. При приближении барабана к дорожному полотну резцы многократно ударяют о дорожное покрытие по мере вращения барабана, за счет чего ведущие сверхтвердые наконечники вскрывают асфальт. Аналогичный подход может использоваться для вскрытия горных пород при добыче угля.
Со ссылкой на фиг.11 схематически показан типовой резец по фиг.5 в изношенном состоянии, причем за время использования часть 1201 стального держателя 120 была изношена до такой степени, что стала видна поверхность вставного вала 118 вставки, к которому примыкает подобная часть 1201.
Хотя типовой резец, изображенный на фиг.11, показан в изношенном состоянии, отдельные резцы могут оснащаться срезаемой частью 1201 перед использованием. В данной компоновке хвостовик 118 лишь частично окружен каналом 126 в диапазоне осевых положений R по длине L хвостовика 118 (т.е. в диапазоне R осевых положений хвостовик 118 не полностью окружен или охвачен стальным держателем 120).
При проектировании резцов для высокоабразивных операций при разрушении таких материалов, как асфальт, уголь или поташ, желательно соблюдать баланс между себестоимостью инструмента и его устойчивостью к абразивному износу и разламыванию во время использования. Сверхтвердые материалы, такие как искусственный алмаз, обычно обладают повышенной устойчивостью к абразивному износу, но при этом имеют более высокую себестоимость по сравнению с материалами из цементированного карбида, которые в свою очередь обладают более высокой абразивной устойчивостью, но также и более высокой себестоимостью по сравнению со стальными материалами. Один из подходов может заключаться в том, чтобы свести к минимуму содержание в инструменте алмазосодержащих материалов и материалов из цементированного карбида с учетом их относительной себестоимости и подбирать компоненты, содержащие подобные материалы, таким образом, чтобы добиться приемлемого срока службы инструмента.
Опорный корпус из цементированного карбида, занимающий достаточно большой объем, по меньшей мере, около 6 см3, по меньшей мере, около 10 см3 или, по меньшей мере, около 15 см3, расположенный сзади наконечника из поликристаллического алмаза PCD в направлении движения во время использования и заходящий относительно глубоко в стальной держатель, похоже, удивительным образом увеличивает срок службы инструмента, что, вероятно, оправдывает дополнительные затраты на карбидный материал.
Не стремясь ограничиваться определенной теорией, высокая плотность и относительно высокая масса карбидного хвостовика, а также его высокая жесткость могут существенно увеличивать опору для наконечника PCD, предотвращая деформацию или изгиб наконечника при его прижимании к разламываемой структуре. Можно сказать, что хвостовик из карбида образует хребетообразную конструкцию, заходящую относительно глубоко в стальной держатель. Удлиненный хвостовик из карбида также может выполнять роль усилительного хребта, заходящего в стальной держатель и делающего его более прочным.
Было установлено, что резец со сверхтвердым наконечником, в котором используется комбинация из относительно крупного хвостовика и соединение хвостовика при помощи горячей посадки в стальной держатель, имеет увеличенный рабочий ресурс при его использовании для снятия асфальта. Если объем вставной части хвостовика составляет примерно менее 6 см3, примерно менее 15 см3 или даже примерно менее 15 см3, то опоры для сверхтвердого наконечника во время использования может быть недостаточно; при этом если область сопряжения между хвостовиком и каналом будет менее чем примерно 20 см2, то опорный корпус из карбида может недостаточно прочно удерживаться стальным держателем, в который он вставлен при помощи горячей посадки. Если диаметр хвостовика будет менее 2 см, то в этом случае он может не обеспечивать достаточную опору и прочность инструмента, который может разламываться, особенно в суровых условиях, и/или может происходить повышенный износ стального держателя. Если длина опорного корпуса составляет примерно менее 4 см, то он может не обеспечивать достаточной опоры для стального держателя и/или наконечника из поликристаллического алмаза PCD, который может преждевременно разламываться.
В раскрываемых здесь резцах, у которых объем хвостовика и канала, а также контактная область между ними являются достаточно большими, горячая посадка хвостовика в стальной держатель может обеспечивать преимущества по сравнению с запрессовкой. Для горячей посадки относительно крупного хвостовика требуется значительно меньшее усилие по сравнению с его запрессовкой в канал. Одним из аспектов этого может быть достаточно прочное удерживание вставки внутри канала стального держателя без существенного превышения предела упругости стального материала, что позволяет уменьшить пластичную деформацию стального держателя. Не стремясь ограничиваться определенной теорией, одним из аспектов этого может быть то, что область стального держателя, примыкающая к каналу, может подвергаться меньшей деформации и осевому напряжению в результате усилия запрессовки и трения между хвостовиком и поверхностью канала. Компоненты хвостовика также могут испытывать меньшее остаточное напряжение, что в результате может обеспечивать повышенное сопротивление к разлому во время использования. Недостатком горячей посадки является то, что может требоваться более сложное оборудование и технологический процесс.
Горячая посадка позволяет уменьшить зависимость от пайки при соединении вставки со стальным держателем. Это может быть особенно удобно, если сверхтвердый наконечник содержит искусственный или природный алмаз, например поликристаллический алмаз, поскольку происходит меньшее термическое разрушение наконечника при пайке, для которой требуется высокая температура (алмаз, особенно в форме поликристаллического алмаза PCD, обычно имеет относительно низкую термическую стабильность и при высоких температурах превращается в графит). Кроме этого, для пайки может потребоваться специальная печь и специальная атмосфера, что может быть не нужно для горячей посадки.
Ниже приведены примеры резцов. Следующие пункты предлагаются в качестве дополнительного описания раскрываемых резцов.
1. Сверхтвердый резец (для краткости также именуемый просто резец) содержит вставку и стальной держатель для вставки, вставка содержит сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида с хвостовиком; стальной держатель содержит вал, соединяемый с инструментальной оправкой, у стального держателя имеется канал, предназначенный для помещения в него хвостовика; объем опорного корпуса из цементированного карбида составляет, по меньшей мере, 6 см3, по меньшей мере, 10 см3 или, по меньшей мере, 15 см3.
2. Резец, содержащий вставку и стальной держатель для вставки, вставка содержит сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида с хвостовиком; стальной держатель содержит вал, соединяемый с инструментальной оправкой, у стального держателя имеется канал, предназначенный для помещения в него хвостовика; вставная часть хвостовика крепится в канале; вставная часть имеет осевую длину и средний диаметр; осевая длина не меньше среднего диаметра.
3. Резец по п.2, у которого осевая длина вставной части составляет, по меньшей мере, около 4 см, а максимум около 8.5 см.
4. Резец по п.2 или 3, у которого средний диаметр вставной части составляет, по меньшей мере, около 2 см, а максимум около 3.5 см.
5. Резец, содержащий вставку и стальной держатель для вставки, вставка содержит сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида с хвостовиком; стальной держатель содержит вал, соединяемый с инструментальной оправкой, у стального держателя имеется приемный элемент для вставки с имеющимся в нем каналом, предназначенным для помещения в него хвостовика; вставная часть хвостовика крепится в канале и упирается в площадь поверхности канала; величина упорной площади поверхности больше величины объема вставляемой части.
6. Резец по п.5, у которого величина упорной площади поверхности составляет, по меньшей мере, около 20 см2, а объем вставной части составляет, по меньшей мере, около 15 см3.
7. Резец по одному из любых предыдущих пунктов, у которого хвостовик крепится внутри канала при помощи горячей посадки.
8. Сверхтвердый резец (для краткости также именуемый просто «резец»), содержащий резцовую вставку, помещенную в стальной держатель, у резцовой вставки (для краткости также именуемой просто «вставкой») имеется сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида у края опорного корпуса, опорный корпус содержит хвостовик, у стального держателя имеется канал, предназначенный для помещения в него хвостовика, а также вал, предназначенный для установки держателя в инструментальной оправке; хвостовик вставляется в канал стального держателя при помощи горячей посадки.
9. Резец по одному из любых предыдущих пунктов, у которого объем хвостовика составляет, по меньшей мере, 15 см3.
10. Резец по одному из любых предыдущих пунктов, у которого площадь поверхности хвостовика упирается в соответствующую внутреннюю периферийную (боковую) площадь поверхности канала, площадь поверхности составляет, по меньшей мере, 20 см2.
11. Резец по одному из любых предыдущих пунктов, у которого диаметр хвостовика (или средний диаметр) составляет, по меньшей мере, 1.5 см либо, по меньшей мере, 2 см и максимум 4.0 см или максимум 3.5 см.
12. Резец по одному из любых предыдущих пунктов, у которого длина хвостовика и канала, каждая, составляет, по меньшей мере, около 4 см.
13. Резец по одному из любых предыдущих пунктов, у которого соотношение объема опорного корпуса из цементированного карбида к объему сверхтвердого наконечника составляет, по меньшей мере, 1:30 и максимум 1:300, а объем сверхтвердого наконечника составляет, по меньшей мере, 200 мм3 и максимум 500 мм3.
14. Резец по одному из любых предыдущих пунктов, у которого объем сверхтвердой структуры составляет, по меньшей мере, 0.2 см3.
15. Резец по одному из любых предыдущих пунктов, у которого, по меньшей мере, часть хвостовика имеет, по существу, цилиндрическую форму.
16. Резец по одному из любых предыдущих пунктов, у которого длина канала, по меньшей мере, равна его диаметру.
17. Резец по одному из любых предыдущих пунктов, у которого натяг между хвостовиком и каналом составляет, по меньшей мере, 0.002 процента от диаметра хвостовика, и максимум около 0.3 процента от диаметра хвостовика.
18. Резец по одному из любых предыдущих пунктов, у которого область стального держателя, примыкающая к каналу, находится в состоянии окружного (или ободного) статичного растягивающего напряжения, составляющего, по меньшей мере, около 300 МПа и максимум около 500 МПа.
19. Резец по одному из любых предыдущих пунктов, у которого диаметр хвостовика изменяется менее чем примерно на 5 мм по всей длине либо диаметр, по существу, остается неизменным по всей длине.
20. Резец по одному из любых предыдущих пунктов, у которого часть хвостовика лишь частично окружена каналом стального держателя (в диапазоне осевых положений по длине хвостовика).
21. Резец по одному из любых предыдущих пунктов, у которого в стальном держателе имеется посадочное место, в которое помещается торец опорного корпуса из цементированного карбида. Канал может сообщаться с внешней частью стального держателя через проход или отверстие, проходящее сквозь или рядом с посадочным местом.
22. Резец по одному из любых предыдущих пунктов, у которого канал проходит через держатель, образуя сквозное отверстие с парой открытых концов.
23. Резец по одному из любых пунктов с 1 по 21, у которого канал, по существу, закрыт с одного конца.
24. Резец по одному из любых предыдущих пунктов, у которого часть опорного корпуса из цементированного карбида выступает из стального держателя и выходит за пределы горловины канала.
25. Резец по п.24, у которого диаметр выступающей части опорного корпуса из цементированного карбида по всей длине выступающей части максимум на 5% больше диаметра горловины канала, из которого она выступает.
26. Резец по п.24, содержащий манжету, охватывающую или окружающую, по меньшей мере, часть выступающего сегмента.
27. Резец по одному из любых предыдущих пунктов, у которого диаметр хвостовика составляет, по меньшей мере, 15 мм, по меньшей мере, 20 мм, по меньшей мере, 25 мм или даже, по меньшей мере, 30 мм (по отдельным вариантам осуществления диаметр хвостовика может составлять максимум около 20 мм, максимум около 25 мм, максимум около 30 мм, максимум около 35 мм или даже максимум около 40 мм).
28. Резец по одному из любых предыдущих пунктов, у которого сверхтвердый наконечник содержит природный или искусственный алмазный материал или КНБ.
29. Резец по одному из любых предыдущих пунктов, у которого сверхтвердый наконечник содержит структуру из поликристаллического алмаза, связанную с подложкой из цементированного карбида.
30. Резец по одному из любых предыдущих пунктов, у которого сверхтвердый наконечник содержит зерна алмаза в матрице, содержащей SiC, либо зерна алмаза, диспергированные в матрице, содержащей цементированный карбидный материал.
31. Резец по одному из любых предыдущих пунктов, у которого опорный корпус из цементированного карбида содержит цементированный карбидный материал, имеющий трещиностойкость, по меньшей мере, 8 МПа·м1/2 и максимум 17 МПа·м1/2.
32. Резец по одному из любых предыдущих пунктов, у которого опорный корпус из цементированного карбида содержит цементированный карбидный материал, содержащий максимум 13 весовых процентов и, по меньшей мере, 1 весовой процент металлического связующего материала.
33. Резец по одному из любых предыдущих пунктов, у которого опорный корпус содержит сверхтвердый материал (например, опорный корпус может содержать алмаз или зерна КНБ, диспергированные в матрице цементированного карбида).
34. Резец по одному из любых предыдущих пунктов, предназначенный для снятия тротуарного или дорожного покрытия либо для добычи угля или поташа.
35. Резец по одному из любых предыдущих пунктов, у которого инструментальная оправка приварена или может быть приварена к компоненту приводного устройства, такого как барабан, приводящего в действие сверхтвердый резец.
36. Резец по одному из любых предыдущих пунктов, у которого инструментальная оправка содержит или может быть соединена с приводным или приводимым устройством.
37. Способ изготовления резца по одному из любых предыдущих пунктов, способ включает в себя получение вставки и стального держателя для вставки, вставка содержит сверхтвердый наконечник, соединенный с опорным корпусом из цементированного карбида с хвостовиком; стальной держатель содержит вал, предназначенный для соединения с инструментальной оправкой, в стальном держателе имеется канал, в который помещается хвостовик объемом, по меньшей мере, 6 см3, по меньшей мере, 10 см3 или, по меньшей мере, 15 см3; а также горячую посадку хвостовика в канал стального держателя.
38. Способ по п.37, включающий в себя подбор задевания между вставным валом и каналом после горячей посадки вставного вала в канал, область внутри стального держателя, примыкающая к каналу находится в состоянии окружного (или ободного) статичного растягивающего напряжения, составляющего, по меньшей мере, около 300 МПа и максимум около 500 МПа, или, по существу, менее предела упругости стального материала, из которого состоит стальной сердечник.
Ниже один из неограничивающих примеров резца описан более детализировано.
Сверхтвердый наконечник, содержащий поликристаллический алмаз PCD, неразъемно скрепленный с подложкой из цементированного кобальтом карбида вольфрама (Co-WC) по фиг.8, был припаян к опорному корпусу. Объем структуры из поликристаллического алмаза PCD составлял около 382 мм3. Опорный корпус был образован из Co-WC, состоящего из 13 весовых процентов Со, имеющего трещиностойкость около 16.3 МПа·м1/2 и поперечную прочность на разрыв (TRS) около 2200 МПа. В другом примере опорный корпус был образован из Co-WC, состоящего из 8 весовых процентов Со, имеющего трещиностойкость около 14.6 МПа·м1/2 и поперечную прочность на разрыв (TRS) около 2800 МПа. Опорный корпус содержал, по существу, цилиндрический хвостовик и усеченно-конусный концевой сегмент, к которому был припаян наконечник из поликристаллического алмаза PCD. Качество обработки поверхности хвостовика находилось в диапазоне примерно от 0.04 микрон Ra до примерно 0.5 микрон Ra. Диаметр хвостовика составлял 2.5 см, а его длина - 6.7 см.
Был получен стальной держатель, изготовленный из стали марки 42Cr-Мо4 и содержащий принимающий элемент для вставки с имеющимся в нем каналом, диаметр канала составлял около 2.5 см, а его длина составляла около 6.7 см. Снизу канала находилось кольцевое посадочное место. Хвостовик был помещен в канал стального держателя при помощи горячей посадки за счет нагревания принимающего элемента для вставки стального держателя в воздухе до температуры около 350 градусов Цельсия, вал был вставлен в канал нагретого держателя, затем принимающему элементу для вставки дали сесть на хвостовик, тем самым удерживая его в сжатом состоянии. Хвостовик был полностью вставлен в канал таким образом, чтобы вставной торец уперся в кольцевое посадочное место. Объем вставного сегмента хвостовика, таким образом, составлял около 33 см3, а область сопряжения между хвостовиком и периферийной внутренней стенкой канала составила около 53 см2. Натяг между хвостовиком и каналом составило около 0.02 мм, а статичное ободное растягивающее напряжение области стального держателя, примыкающей к каналу, предположительно находилось в диапазоне примерно от 300 МПа до примерно 500 МПа.
Резцы по настоящему примеру прошли испытания при ремонте дорожного покрытия, во время которых они были установлены на барабаны и использовались для снятия дорожного асфальтового покрытия. После снятия около 20 км дорожного покрытия они по-прежнему находились в рабочем состоянии.
Выше были рассмотрены различные варианты осуществления резцов, а также способы их сборки и соединения. Специалистам в данной области будет понятно, что подобные примеры допускают внесение в них изменений и модификаций, не выходя за объем и сущность заявленного изобретения.
Реферат
Изобретение относится к изготовлению резцов из цементированного карбида со сверхтвердыми наконечниками, в частности, для разрушения твердых и абразивных материалов. Резец (100) содержит вставку (110), содержащую сверхтвердый наконечник (112), соединенный с опорным корпусом (114) из цементированного карбида с имеющимся у него хвостовиком (118), и стальной держатель (120) для вставки (110). Стальной держатель (120) содержит вал (122), предназначенный для соединения с инструментальной оправкой (не показана), а также канал (126), предназначенный для помещения в него хвостовика (118). Хвостовик заходит в канал по меньшей мере на 4 см. Объем опорного корпуса (114) из цементированного карбида составляет по меньшей мере 10 см. Площадь поверхности хвостовика прилегает к соответствующей внутренней площади поверхности канала, составляющей по меньшей мере 20 см, диаметр хвостовика - по меньшей мере 1,5 см, максимум 4,0 см. Для получения резца в канал стального держателя устанавливают хвостовик путем горячей посадки с натягом 0,002-0,3%. Обеспечивается повышение прочности инструмента и увеличение срока его службы. 2 н. и 11 з.п. ф-лы, 11 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Вращательный режущий инструмент
Комментарии