Искусственная древесная мука, способ и устройство для ее получения, плита, полученная на основе искусственной древесной муки, способ и устройство экструзионного формования такой плиты (варианты) - RU2129485C1
Код документа: RU2129485C1
Чертежи









Описание
Изобретение относится к искусственной древесной муке, включающей сюда целлюлозный измельченный материал в качестве основного формуемого материала, способ ее получения и устройство для его осуществления и плиты, которые формуют из искусственной древесной муки, а также способ переработки муки экструзионным формованием и устройство для осуществления этого способа. Более конкретно изобретение относится к искусственной древесной муке, которую соответствующим образом применяют для смешения целлюлозного измельченного материала с термопластичным полимерным материалом (в дальнейшем упрощенно называемым полимерным материалом) в экструдере с получением в головке экструдера профилированного материала заданной толщины; к способу ее получения и устройству для его осуществления, а также к плите из искусственной древесины, отформованной с помощью вышеуказанного экструдера, к способу переработки зкструзионным формованием и устройству для осуществления этого способа.
Что касается вышеупомянутых измельченного целлюлозного материала и полимерных материалов, то сейчас в виде повседневной посуды и прочей утвари в очень больших количествах применяют и выбрасывают в отходы материалы самых различных типов и самого различного назначения. Такие отходы термопластичных формованных продуктов утилизируют как полимерные материалы с применением такого способа, как предлагаемый в описании к американскому патенту N 5323971, и тому подобных. Объектом настоящего изобретения является создание древесной муки, в которой эти отходы используют совместно с измельченными вышеупомянутыми целлюлозными материалами для изготовления строительных материалов или материалов, применяемых в производстве различной пластмассовой формованной продукции, в частности пластмассовых листовых материалов или полимерных пленок, или же в качестве наполнителей или окрашивающего компонента. Другой аспект настоящего изобретения состоит в разработке способа повторного применения отходов в форме просто искусственных деревянных плит или искусственных деревянных плит, которые сами по себе могут быть изготовлены путем повторного применения отходов или совместно с первичными другими гранулированными пластмассами.
До сих пор с целью повышения водостойкости, улучшения теплоизоляционных свойств и тому подобного были осуществлены различные усовершенствования в области производства формованной полимерной продукции на основе древесной муки такого типа. Особенно большое влияние на совершенствование полимерных материалов, приемлемых для использования в качестве материалов покрытий или пленочных материалов, предназначенных для отделки мебели и повседневной утвари; искусственной древесной муки в составе стройматериалов и плит из искусственной древесины, отформованных с применением искусственной древесной муки, для придания поверхностных свойств, идентичных свойствам натуральной древесины, оказали современные требования, в частности необходимость сохранения лесных ресурсов как часть глобального сохранения окружающей среды, необходимость учитывать растушую стоимость пиломатериалов и необходимость считаться с серьезными требованиями, которые глубоко укоренились в значении продукции из дерева.
Однако в обычном процессе экструзионного формования такой плиты из искусственной древесины, когда ее формуют путем смешения измельченного целлюлозного материала, в частности древесной муки и тому подобного, изготовленной измельчением древесины, соломы, багассы, мелкой стружки или целлюлозной массы, определенно существенное влияние на экструзионное формование оказывают свойства этого измельченного целлюлозного материала, например свойства древесной муки, в частности свойства подвижности или диспергируемости древесной муки и полимерного материала.
То есть при истечении измельченный целлюлозный материал, в частности древесная мука и тому подобное, оказывают большое сопротивление процессу за счет трения, поэтому измельченный целлюлозный материал и полимерный материал плохо соответствуют друг другу, вследствие чего распределение древесной муки в формованной плите из искусственного дерева оказывается неравномерным, что вызывает неравномерность плотности. Кроме того, после подачи в экструдер древесной муки и полимерного материала при нагревании из находящейся в смеси древесной муки выделяются большие количества водяного пара иди газообразного древесного уксуса, что вызывает коррозию поверхности стенок экструдера и износ пресс-формы или формы, или же огрубление поверхности, появление пузырьков или полостей в отформованной плите из искусственной древесины. Таким образом, в процессе экструзионного формования возникают различные проблемы.
В таких измельченных целлюлозных материалах, как древесная мука, полученная измельчением древесных материалов, в частности вышеупомянутых строительных отходов, древесных материалов, в частности вышеупомянутых строительных отходов, древесных опилок, которые образуются в процессах резки пиломатериалов или профилированной продукции из дерева, или других лесоматериалов, с помощью мельницы, в работе которой используются усилия удара, сдвига или трения, в частности ножевой дробилки или шаровой мельницы, частицы могут подвергаться распушиванию и часто содержат удлиненные и волокнистые включения. Кроме того, такая древесная мука при смешении с полимерными материалами, растворителем или раствором проявляет исключительно слабые свойства диспергируемости. Во время хранения древесной муки эта последняя может легко коагулироваться, причем она проявляет особенно заметный дефект коагулирования в процессе формования искусственных деревянных плит. По этим причинам волокна с шероховатыми кромками, выступающими участками и ворсистые волокна в древесной муке подвергают обработке измельчением с использованием сил трения шаров в мельнице с целью изменить их форму и придать конфигурацию сферических или квазисферических частиц, что позволяет при формовании использовать древесную муку с улучшенными свойствами подвижности и диспергируемости частиц. Однако по свойствам подвижности древесная мука отличается от полимерных материалов, даже если иметь в распоряжении такую улучшенную древесную муку, поэтому полностью избежать влияния древесной муки на условия протекания процесса формовки невозможно. Таким образом, для соответствия влиянию древесной муки на условия протекания процесса формования важным фактором, который в настоящее время принимают во внимание, является выбор метода формования.
В дополнение к тому усовершенствованию свойств самой древесной муки в отношении ее подвижности и способности диспергироваться, о которых сказано выше, искусственные древесные плиты формуют таким образом, чтобы при этом обеспечивалось хорошее соответствие древесной муки и полимерного материала, которое сохраняет необходимое пластицированное состояние. Это также является важным фактором для формования искусственной древесной плиты, обладающей однородной и высокой плотностью благодаря снижению коэффициента трения древесной муки относительно полимерного материала, фрикционное сопротивление которого ниже фрикционного сопротивления частиц древесной муки. Однако в обычной технике улучшение такого соответствия между древесной мукой и полимерным материалом так и осталось неразрешенной проблемой.
При осуществлении известных способов формования искусственной древесной плиты прибегают к таким обычным методам, как каландрирование, экструзионное формование и горячее прессование.
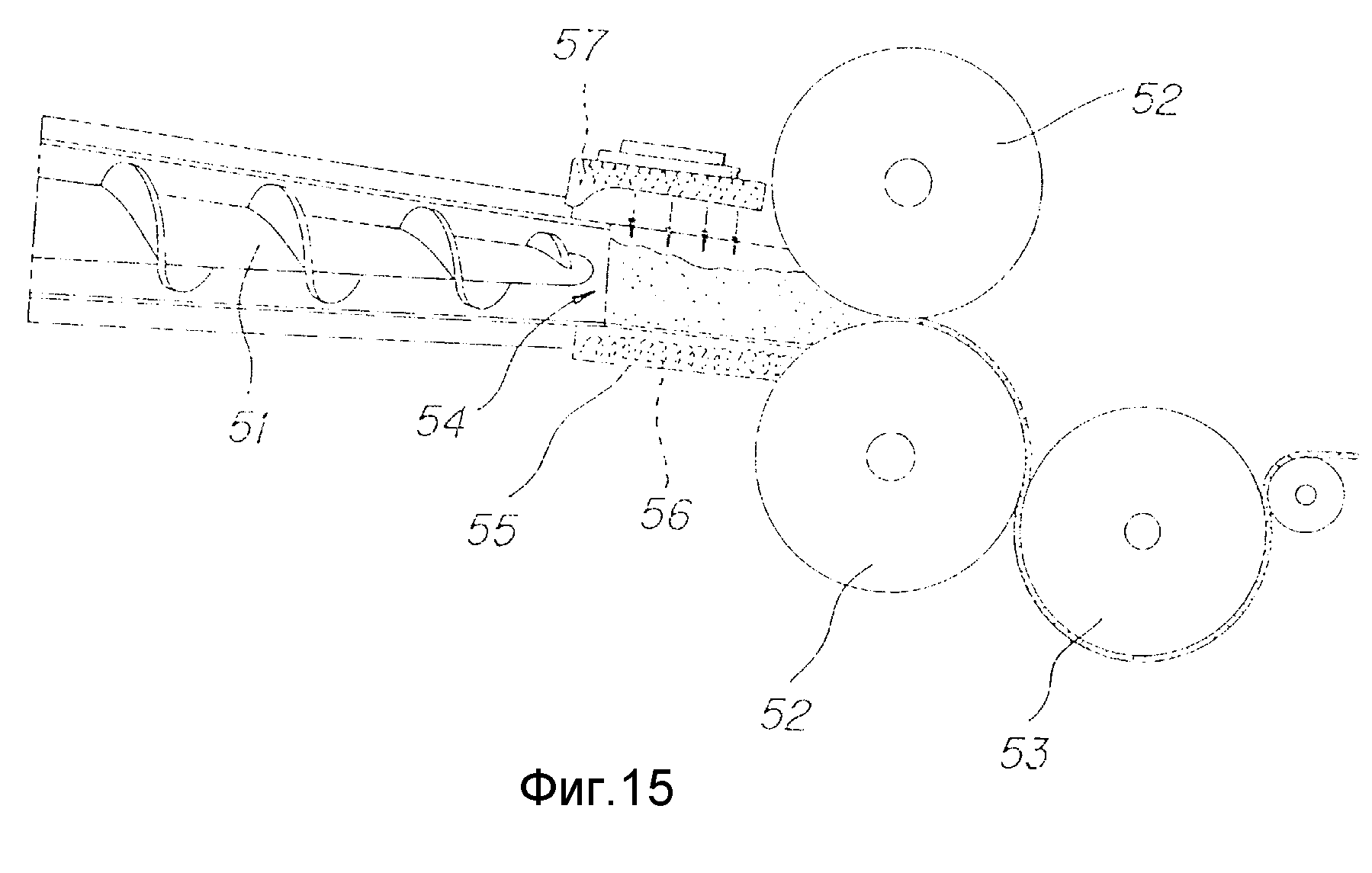
Способ каландрирования для искусственной древесной плиты, например такой, как представленный в японской патентной публикации KOKOKU N H4 (1992)-7283 (фиг. 15), включает в себя нижеследуюшие стадии: порошок или гранулы древесной муки и полимерного материала, диаметр частиц которых находится в интервале от 80 до 300 меш (0,177-0,050 мм), направляют непосредственно в бункер экструдера; древесную муку смешивают с термопластичным полимерным материалом и оба эти материала нагревают и перемешивают в экструдере открытого типа или же древесную муку и полимерный материал, диаметр частиц которых находится в интервале от 80 до 300 меш (0,177-0,050 мм), подают в смеситель, в котором их в достаточной мере перемешивают между собой; затем смешанный материал пластицируют в замесочной машине, в частности в машине для перемешивания под давлением или в смесителе Бенбери; этот пластицированный материал через бункер направляют в экструдер и экструдируют с помощью шнека 51 в направлении пары нагревательных валков 52, как это представлено на фиг. 15, и экструдированный материал нагревают и формуют его вальцеванием до заданной толщины с помощью нагревательных валков 52. У экструдера открытого типа предусмотрено наличие простого экструзионного отверстия 54 без формующей головки и направляющего приспособления 55, которое соединяет отверстие 54 и нагревательные валки 52 и которое включает в себя приемную нижнюю плиту и боковые плиты, причем каждый из этих элементов снабжен нагревательным средством, в частности электронагревателем 56 или тому подобным, и инфракрасный нагреватель 57, установленный в его верхней части.
Экструдируемый материал поддерживают в горячем состоянии до нагревательных валков 52, что позволяет избежать таких деформаций, как коробление и искривления. Эти деформации происходят в тех случаях, когда экструдируемый материал находится в состоянии, в котором он не аккумулировал достаточного количества тепла, из-за чего кромки экструдируемой ленты быстро охлаждаются и лишь ее средняя часть проталкивается в виде большой массы к нагревательным валкам 52, вследствие чего в формуемом материале возникают складки. Кроме того, состав отформованного изделия оказывается при этом неоднородным, что может также вызвать коробление и искривление.
Экструдируемый материал подвергают достаточному вальцеванию и подают далее с помощью нагревательных валков 52 в форме плиты, после чего неоднородности плотности и состава, которые вызваны вальцеванием, изменяют с помощью коррекционного валка 53, что позволяет предотвратить возникновение у формуемого изделия короблений, а затем корректирование с целью избежать возникновение короблений и искривлений формуемого изделия достигается с помощью множества валков (не показаны), которые поочередно сдавливают верхнюю и нижнюю поверхности с выдержкой соответствующего зазора.
Кроме того, можно применять как одночервячный, так и двухчервячный экструдеры.
Следующий известный способ экструдирования для формования искусственной древесной плиты, предлагаемый, например, в японской патентной публикации KOKOKU N H3 (1991)-59804, включает в себя нижеследующие стадии: древесную муку смешивают с полимерным материалом; смешанный материал нагревают и перемешивают в экструдере, с помощью которого смешанный материал экструдируют в форме трубы через оформляющую головку 61, смонтированную в выпускном отверстии зкструдера, как это представлено на фиг.16(a), отформованное изделие режут режущим инструментом 62, в частности резаком или тому подобным, в направлении экструдирования и это отформованное изделие, разрезанное режущим инструментом 62, разгибают, получая разогнутое отформованное изделие 63 в виде плиты, как это показано на фиг.16(b). Затем, после ввода разогнутого отформованного изделия 63 между нагревательными валками 64, 64 для его прессования покоробленные участки разогнутого отформованного изделия, образование которых обусловлено напряжениями в результате стремления принять первоначальную трубоподобную форму, ликвидируют коррекционным валком 65, за которым покоробленные и искривленные участки отформованного изделия устраняют с помощью нескольких валков 66, которые поочередно сдавливают верхнюю и нижнюю стороны отформованного изделия, благодаря соответствующему зазору. Как следует из указанного выше, соответствие древесной муки полимерному материалу все еще остается проблемой.
Более того, когда порошок или гранулы древесной муки и полимерного материала направляют непосредственно в бункер экструдера или когда древесную муку и полимерный материал смешивают в замесочной машине, в частности в смесителе, машине для перемешивания под давлением или в смесителе Бенбери, с цепью подачи смешанного материала через бункер в экструдер, используют древесную муку, которую предварительно измельчают до тонкодисперсного порошка с диаметром частиц от 80 до 300 меш (0, 177-0,050 мм). Фрикционное сопротивление древесной муки оказывает определенный нежелательный эффект, например такой, как обугливание и склеивание экструдируемого материала, из-за чего продукт характеризуется неоднородностью состава или образуются деформированные участки, в частности коробление и искривления, вследствие чего использование древесной муки с более крупными частицами становится невозможным. Все это сопряжено с возникновением дополнительных проблем, поскольку измельчение древесной муки до тонкодисперсного порошка отнимает много времени, а измельчение древесной муки до более тонкодисперсного порошка, чем это необходимо, вызывает неудовлетворительное соответствие древесной муки полимерному материалу.
Как указано выше, в известной технологии возникают нижеследуюшие проблемы.
(1) Что касается проблемы в процессе формования, которая вызвана большим фрикционным сопротивлением при перемещении древесной муки полимерному материалу, то для соединения отверстия 54 с нагревательными валками 52 без оформляющей головки предусмотрено направляющее приспособление 55, а горячее состояние экструдируемого материала в процессе истечения поддерживают подогревом, что позволяет снизить фрикционное сопротивление древесной муки. Далее экструдируемый материал вальцуют с помощью нагревательных валков 52, 52, благодаря чему материал, экструдируемый экструдером, может проходить между нагревательными валками 52, 52 с коротким интервалом, то есть расстояние поверхностей валков 52, 52, входящих в контакт с экструдируемым материалом, может быть уменьшено. В результате фрикционный эффект между древесной мукой и нагревательными валками сведен к минимальному, благодаря чему устраняется возможность неоднородности состава формуемой искусственной древесной плиты. Однако в том, что касается способа каландрирования, искусственная древесная плита не формуется приложением усилия давления на экструдируемый материал, этот экструдируемый материал выталкивается только за счет истечения в соответствии с направлением вращения нагревательных валков.
Таким образом, возможность формования искусственной древесной плиты высокой плотности ограничена.
(2) При осуществлении способа с направляющим приспособлением, соединяющим экструдер с нагревательными валками, как предлагается в описании к японской патентной публикации KOKOKU N H4 (1992)-7283, такое соединение осуществляют с использованием одночервячного экструдера 51 или двухчервячного экструдера, вследствие чего ширина направляющего приспособления имеет предел. Таким образом, в таком варианте проблема состоит в том, что изготовление широкой искусственной древесной плиты оказывается невозможным.
(3) У формуемого изделия, которое вальцуют с помощью нагревательных валков 52 и направляют далее, неоднородность состава, возникающая в процессе вальцевания, устраняют посредством коррекционного валка 53, что позволяет избежать формования изделия с участками коробления, после чего покоробленные или искривленные участки формуемого изделия корректируют множеством коррекционных валков, которые поочередно оказывают давление на верхнюю и нижнюю стороны за счет соответствующего зазора. Однако в действительности корректировка покоробленных и искривленных участков формуемого изделия в достаточной мере невозможна, из-за чего в отформованном изделии возникают внутренние и остаточные напряжения. Из-за этих внутренних и остаточных напряжений возникают искривления, в частности происходит коробление или скручивание отформованного изделия, которое сопровождается усадкой при старении или расширением и сжатием при изменении температуры, что происходит с изделием после его формования. Это проявляется в особой степени, когда изделие подвергают вторичной переработке, например в случае, когда переработку проводят с горячим прессованием. При этом внутренние и остаточные напряжения вызывают в большей мере, чем ожидалось, искривление отформованного изделия.
(4) Процесс каландрирования необходимо сочетать с серьезной заботой о связанных с ним устройствах, отличных от других литьевых машин, из-за чего возникает проблема, обусловленная тем, что стоимость оборудования резко возрастает в сравнении со стоимостью производственного оборудования для экструзионного формования.
Ниже приведен перечень проблем, которые необходимо разрешить, при осуществлении другого известного способа с использованием оформляющей головки.
(1) Обычно полагают, что прямое формование изделий, включающих в себя большое количество древесной муки с высоким фрикционным сопротивлением, посредством оформляющей головки, предусмотренной у экструдера, сопряжено с затруднениями технологического порядка. С другой стороны, при осуществлении способа экструзионного формования, который предлагается в описании к японской патентной публикации KOKOKU N H3 (1991)-59804, оформляющая головка формует материал в виде трубы, причем форма выпускного отверстия этой оформляющей головки является круглой, а переход от ее выпускного отверстия до выпускного отверстия экструдера относительно короток, благодаря чему в процессе экструзионного формования максимально возможно уменьшается фрикционное сопротивление, что позволяет обеспечить равномерность и быстроту прохождения оформляющей головки при экструзионном формовании полимерного материала. Однако при экструдировании искусственной древесной плиты с помощью Т-образной оформляющей головки для прямого формования широкого профилированного изделия, фрикционное сопротивление древесной муки оказывается высоким, что в значительной мере затрудняет равномерное истечение экструдируемого материала на относительно большом расстоянии внутри оформляющей головки, ширина которой в начале велика, а к концу становится слишком малой.
(2) Поскольку при осуществлении способа экструзионного формования, который предлагается в описании к японской патентной публикации KOKOKU N H3 (1991)-59804, после ввода разогнутого отформованного изделия между нагревательными валками для его обжима участки коробления этого разогнутого отформованного изделия под действием напряжений стремятся вновь принять форму трубы, такие участки коробления необходимо устранить с помощью коррекционного валка, вследствие чего корректирование участков коробления у этого формуемого изделия в достаточной мере, как это происходит в вышеописанном случае каландрирования, на практике оказывается невозможным, что приводит к возникновению в отформованном изделии внутренних и остаточных напряжений. Более того, внутренние и остаточные напряжения вызывают искривление, в частности коробление и скручивание, которое сопровождает изменения при старении и, кроме того, искривление отформованного изделия в большей степени, чем ожидалось, когда это отформованное изделие подвергают переработке прессованием с применением метода горячего прессования.
(3) При осуществлении способа экструзионного формования, предлагаемого в описании к японской патентной публикации KOKOKU N H3 (1991)-59804, предусмотрена необходимость устранения участков коробления, которые обусловлены возникновением усилий, направленных на принятие формуемым изделием своей первоначальной, трубоподобной формы, не путем соответствующей модификации способа экструзионного формования, а с помощью коррекционного валка, как это упомянуто в разделе (2), что приводит к резкому удорожанию оборудования в сравнении со стоимостью обычного технологического оборудования для экструзионного формования.
(4) Способ экструзионного формования, предлагаемый в описании к японской патентной публикации KOKOKU N H3 (1991)-59804, предусмотрен для применения при формовании искусственной древесной плиты, отличной от обычной полимерной пленки и тому подобного. При его осуществлении экструдируемому материалу сообщают форму трубы, после чего трубоподобный материал раскрывают, придавая ему конфигурацию плиты, из-за чего формование изделия в виде толстой плиты сопряжено со значительными затруднениями технологического порядка.
(5) Кроме того, при экструдировании искусственной древесной плиты 12-миллиметровой толщины или тому подобного изделия с применением Т-образной оформляющей головки условия истечения формуемого материала в такой оформляющей головке ухудшаются, из-за чего плотность формуемой плиты оказывается неоднородной, и в конечном счете поверхность формуемой плиты может стать волнистой или же ее форма может изменяться и она может приобрести неопределенную конфигурацию, вследствие чего свойственная такой технологии проблема состоит в том, что у продукции отсутствует товарный вид.
(6) Более того, при экструдировании искусственной древесной плиты с применением Т-образной оформляющей головки из-за обугливания древесной муки в формуемом материале под действием нагревателей оформляющей головки формуемый материал загрязняется коричневыми включениями, вследствие чего проблема данной технологии состоит и во внешнем виде продукции, и в ухудшении ударопрочности материала и тому подобных свойств.
Для разрешения вышеупомянутых проблем целями настоящего изобретения являются создание искусственной древесной муки, которая характеризуется своей улучшенной способностью диспергироваться при ее смешении в растворителе или растворе, в частности в красочном растворе или растворе для нанесения покрытий, которая не выпадает в осадок и не коагулируется в красочном растворе, которая способна устойчиво удерживать полимерный материал в фиксированном термо- и химически стабильном состоянии на своих частицах; искусственной древесной муки с улучшенной подвижностью, благодаря которой сохраняется постоянство свойств смешения и диспергирования этой искусственной древесной муки и полимерного материала; разработка способа и создание устройства для получения этой искусственной древесной муки; и, кроме того, искусственной древесной плиты, включающей в себя вышеупомянутую искусственную древесную муку, поддерживающей в себе необходимое соответствие между древесной мукой и полимером и предотвращающей образование пузырьков и полостей вокруг частиц этой древесной муки, причем толщину этой плиты можно варьировать в широком интервале от тонкой плиты до толстой плиты, сохраняя равномерную и высокую плотность между гранулами древесной муки; а также разработка способа экструзионного формования искусственной древесной плиты.
Особыми целями настоящего изобретения являются создание искусственной древесной плиты, толщина которой составляет 10 мм и более, а также разработка способа экструзионного формования и создание экструдера для его осуществления.
Еще одной целью настоящего изобретения является разработка способа экструзионного формования для изготовления формованием широкой искусственной древесной плиты с небольшими внутренними и остаточными напряжениями, а также создание экструдера для осуществления такого способа.
Для достижения вышеуказанных целей в соответствии с настоящим изобретением получают искусственную древесную муку, влагосодержание которой поддерживают в пределах до 15 вес.%, после чего от 25 до 80 вес.% первого исходного материала, представляющего собой полимерный материал, смешивают с 20-65 вес. % измельченного целлюлозного материала, средний размер частиц которого составляет 20 меш (0,84 мм) или менее, этот смешанный материал подвергают перемешиванию или пластикации до образования геля, пластицированный материал охлаждают, измельчают и подвергают классификации до диаметра частиц 10 мм или менее.
Далее способ получения искусственной древесной муки включает в себя стадии смешения сырого материала с применением смесительных и ударных лопастей, пластикации до образования геля за счет теплоты трения, охлаждения и измельчения пластицированного материала и регулирования размеров частиц измельченного материала в диапазоне до 10 мм или менее.
Более того, устройство для получения искусственной древесной муки включает в себя средства смешения и пластикации в технологическом потоке, снабженные перемешивающими и ударными лопастями для смешения первого исходного материала и пластикации смешанного материала до образования геля за счет теплоты трения, гранулирующие средства с охлаждением, снабженные перемешивающими и измельчающими лопастями для гранулирования перемешанного материала, а также входное и выходное отверстия для охлаждающей воды в рубашке и средства регулирования размера для регулирования диаметра частиц измельченной древесной муки в пределах до 10 мм или менее.
В соответствии с другим аспектом настоящего изобретения изготовляют искусственную древесную плиту, входящую в состав которой вышеупомянутую искусственную древесную муку нагревают, измельчают и нагнетают в оформляющую головку с помощью шнека, выдавливаемый из нее материал охлаждают, одновременно прилагая к нему регулирующее давление, противостоящее давлению выдавливаемого материала, что позволяет поддерживать высокую плотность материала.
Первый способ экструзионного формования искусственной древесной плиты включает в себя по меньшей мере стадии, на которых первый исходный материал смешивают с помощью перемешивающих и ударных лопастей, смешанный материал пластицируют до образования геля за счет теплоты трения, пластицированный материал охлаждают и измельчают, размеры частиц измельченного материала регулируют таким образом, что они составляют 10 мм или менее, получая искусственную древесную муку, искусственную древесную муку с отрегулированными размерами частиц нагревают, измельчают и продавливают под высоким давлением в оформляющую головку с помощью шнека, после чего выдавленный материал охлаждают, одновременно прилагая к нему регулирующее давление, противостоящее давлению выдавливаемого материала, что позволяет поддерживать высокую плотность материала.
Затем второй способ экструзионного формования искусственной древесной плиты включает в себя стадии, на которых второй исходный материал готовят смешением измельченного целлюлозного материала, например древесной муки, в количестве 20 - 75 вес.%, предпочтительнее 30 - 70 вес.%, с полимерным материалом; второй исходный материал нагревают, измельчают и продавливают под большим давлением в оформляющую головку 10 с помощью шнека; и выдавленный материал 79 продавливают под большим давлением в формующий участок 21 оформляющей головки 10, снабженный слоем на внутренней стенке, который выполнен в виде плакировки внутренней стенки из полимерного листового материала 24, в частности из полифторэтилена или тому подобного (в данном описании носит название фторполимера), обладающего превосходными свойствами теплостойкости и низким фрикционным сопротивлением, или покрытием на внутренней стенке из фторполимера, отделку которого можно осуществить до заданной толщины, с постепенным охлаждением на формующем участке 21 в процессе экструдирования.
Кроме того, полимерные материалы, используемые в качестве второго исходного материала, представляют собой термопластичные полимерные формуемые материалы, в частности ПВХ (поливинилхлорид), ПЭ (полиэфир) или ПП (полипропилен), и источниками всех таких полимерных материалов являются пластмассы, рекуперированные из полимерных отходов, или рекуперированные пластические материалы, смешанные с первичными пластмассовыми гранулами в соответствующем соотношении, например 1:1. Соотношение в смеси второго исходного материала и измельченного целлюлозного материала является нижеследующим.
(1) В случае ПП полимерного материала.
Измельченный целлюлозный материал может быть смешан в количестве, находящемся в пределах 75 вес.%, а интервал его смешиваемого количества составляет 20 - 75 вес.%, предпочтительнее 30 - 70 вес.%, более предпочтительно 30 - 65 вес.%.
(2) В случае ПЭ полимерного материала.
Измельченный целлюлозный материал может быть смешан в количестве, находящемся в пределах 75 вес.%, а интервал его смешиваемого количества составляет 20 - 60 вес.%, предпочтительнее 35 - 50 вес.%.
(3) В случае ПВХ полимерного материала.
Интервал смешения древесной муки составляет 30 - 60 вес.%, предпочтительнее 25 - 45 вес.%.
В соответствии с другим способом экструзионного формования искусственной древесной плиты в дополнение к тому, что включает в себя второй способ экструзионного формования, в нем предусмотрены стадии, на которых создают регулируемое усилие, противостоящее усилию выдавливания под большим давлением, которое воздействует на формуемое изделие 29 в процессе выдавливания под большим давлением второго исходного материала с помощью тормозящих средств, причем усилие сопротивления выдавливающему усилию через изделие 29 воздействует на экструдируемый материал 79 в камере формования 22 таким образом, что при этом формуемому материалу 79 на участке формования сообщается высокая плотность.
Кроме того, экструдируемый материал 79 можно продавливать под высоким давлением в формующий участок оформляющей головки 10 за счет нагревания на впускном участке 11 оформляющей головки 10.
Экструдер для формования искусственной древесной плиты в соответствии с настоящим изобретением, включающий в себя экструзионную головку 78 экструдера, который продавливает второй исходный материал с помощью шнека или шнеков после нагревания и измельчения этого второго исходного материала, соединен с оформляющей головкой 10, у которой предусмотрены впускной участок 11 для нагревания экструдируемого материала 79, выходящего из экструзионной головки, и оформляющий участок 21, снабженный формующей камерой 22 для формования экструдируемого материала 79, продавливаемого из впускного участка 11, с заданной толщиной. Более того, на поверхности внутренней стенки оформляющего участка 21 имеется слой, который выполнен из фторполимера или тому подобного материала, а в оформляющей головке предусмотрены охлаждающие средства для охлаждения оформляющей камеры 22.
Помимо того, что экструдер для изготовления вышеупомянутой искусственной древесной плиты снабжен устройством для получения вышеупомянутой искусственной древесной муки, экструзионная головка такого экструдера, который продавливает искусственную древесную муку с помощью шнека или шнеков после нагревания и измельчения искусственной древесной муки, соединена с оформляющей головкой, у которой имеются впускной участок для нагревания экструдируемого материала, выходящего из экструзионной головки, и оформляющий участок, снабженный формующей камерой для формования экструдируемого материала, выдавливаемого из впускного участка 11, заданной толщины, причем на поверхности внутренней стенки этого оформляющего участка предусмотрен слой, который выполнен из фторполимера или тому подобного материала; оформляющая головка снабжена также охлаждающими средствами для охлаждения формующей камеры.
Кроме того, 60 - 75 вес.% древесной муки, которую используют в качестве измельченного целлюлозного материала первого исходного материала, предпочтительнее смешивать с 25-40 вес.% полимерного материала, в частности полипропилена или полиэтилена.
Подобным же образом от 60 до 65 вес.% древесной муки, которую используют в качестве измельченного целлюлозного материала, предпочтительнее смешивать с 35-40 вес.% одного или нескольких полимерных материалов, выбираемых из поликарбоната, нейлона и ПВХ.
В качестве фторполимера, помимо прочего, можно использовать политетрафторэтилен (Teflon TFE; TM фирма "Дюпон Лтд."), фторэтиленпропиленовый сополимер (Teflon FEP), политрифторэтиленхлорид (Teflon CTFE), полифторвинилиден (Teflon VdF).
Кроме того, благодаря простоте внесения изменений и простоте в технологическом отношении для нанесения покрытии на поверхность внутренней стенки формующей камеры 22 и поверхность направляющей пластины предпочтительнее применять способ, включающий в себя стадии плакирования листовым материалом 24, который получают нанесением покрытия из фторполимерного слоя на стеклоткань, что позволяет достичь превосходной прочности. Вместо стеклоткани можно применять нетканый текстильный материал из стеклянного волокна.
Далее, хотя внутренний слой на поверхности стенки формующей камеры 22 можно формовать на поверхностях внутренней стенки этой формующей камеры 22, обращенных к верхней и нижней сторонам формуемого изделия, фторполимерным листовым материалом желательно плакировать всю поверхность внутренней стенки формующей камеры 22.
Внутри оформляющей головки 10 в качестве охлаждающих средств для охлаждения формующей камеры 22 предусмотрены, кроме того, охлаждающие трубки 25 для циркуляции в них охлаждающей воды, проходящие вокруг формующей камеры 22, причем в предпочтительном варианте охлаждающие трубки 25 размещены таким образом, чтобы расстояние между этими трубками 25 постепенно уменьшалось в направлении, в котором проходят оформляющий участок 21. Однако рамки настоящего изобретения такой конструкцией не ограничиваются.
Кроме того, для приложения регулируемого усилия, противостоящего усилию выдавливания формуемого изделия, которое выдавливается из оформляющей головки, могут быть предусмотрены тормозящие средства.
Когда в соответствии с настоящим изобретением нагретое состояние экструдируемого материала 79 во впускном участке 11 поддерживают его подогревом с целью сохранить текучесть и его соответствующее пластицированное состояние в том случае, если предусмотрена направляющая пластина 15, эта направляющая пластина 15 предотвращает изменение молекулярной ориентации экструдируемого материала 79, находящегося во впускном участке 11, вызываемое той причиной, что коэффициенты линейного расширения в конечной части и центральной части в направлении движения оказываются разными и зависят от конкретно используемого исходного материала, обеспечивая однородность линейного расширения в сочетании с регулируемой молекулярной ориентацией, поэтому экструдируемый материал 79 равномерно поступает в формующую камеру 22 оформляющего участка 21, благодаря чему плотность экструдируемого материала оказывается однородной. Поверхность внутренней стенки формующей камеры 22 снабжена внутренним слоем, выполненным из фторполимера с небольшим коэффициентом трения, благодаря чему измельченный целлюлозный материал в экструдируемом материале 79 истекает равномерно, не встречая большого сопротивления, что позволяет достичь равномерности экструдирования в сочетании с высокой плотностью. В процессе экструдирования через формующую камеру 22 экструдируемый материал 79 медленно охлаждается охлаждающей средой, в частности водой или маслом, до нормальной температуры или до 60 - 90oC, в результате чего формуется изделие 29. Поскольку коэффициент теплопроводности фторполимера ниже коэффициента теплопроводности металлов, а его теплостойкость оказывается исключительно высокой, экструдируемый материал 79 медленно охлаждается, вследствие чего деформация, вызываемая охлаждением сводится к минимальной, что позволяет формовать искусственную древесную плиту, которая соответствует изделию 29, с минимальной деформацией и однородной и высокой плотностью.
Более того, в соответствии с настоящим изобретением контрольное усилие, направленное против усилия выдавливания из экструдера, воздействует на изделие 29 через тормозящие средства 30, причем тормозящее усилие, противодействующее усилию выдавливания, передается через изделие 29 экструдируемому материалу 79 в формующей камере 22. Так, например, с использованием пары роликов 31a и 31b для сдавливания и захвата изделия 29, удержание верхней и нижней его поверхностей обеспечивается фрикционным элементом, который плотно прижимается к цилиндру 33, предусмотренному с одного конца пары валков 31a и 31b, благодаря чему удается регулировать вращение валков 31a и 31b за счет усилия выдавливания изделия 29, что обеспечивает возможность воздействия на изделие 29 валками 31a и 31b с регулирующим усилием, противодействующим усилию выдавливания.
Затем регулирующее усилие через изделие 29 передает усилие сопротивления экструдируемому материалу 79 на оформляющем участке 21 и на впускном участке 11, противодействуя усилию выдавливания материала 79, которое этот последний получает от экструдера в формующей камере 22, благодаря чему достигаются более равномерная и высокая плотность по всей массе материала 79. Таким образом обеспечиваются дополнительные однородность и высокая плотность формуемой искусственной древесной плиты, включающей в себя большое количество измельченного целлюлозного материала.
Цели и достоинства
настоящего изобретения станут
очевидными из нижеследующего подробного описания предпочтительных вариантов его осуществления в сочетании с прилагаемыми чертежами, на которых идентичные элементы
обозначены идентичными позициями и
где:
на фиг.1 в частичном разрезе представлен вид спереди смесителя (средства смешения и пластикации), применяемого в варианте практического воплощения
настоящего изобретения;
на
фиг. 2 в частичном разрезе представлен вид спереди охлаждаемого смесителя (средства гранулирования с охлаждением), применяемого в варианте практического воплощения
настоящего изобретения;
на
фиг.3 с частичным разрезом представлено аксонометрическое изображение ножевой мельницы (средства регулирования размеров), применяемой в варианте практического
воплощения настоящего изобретения;
на фиг.4 в частичном разрезе представлен вид спереди экструдера, применяемого в варианте практического воплощения настоящего изобретения;
на фиг. 5
в частичном вертикальном разрезе
представлен вид спереди оформляющей головки и тормозящих средств, применяемых в варианте практического воплощения настоящего изобретения;
на фиг.6 в частичном
разрезе представлен вид спереди
оформляющей головки и тормозящих средств, применяемых в варианте практического воплощения настоящего изобретения;
на фиг.7 представлен вид спереди детали
тормозящих средств, применяемых в
варианте практического воплощения настоящего изобретения;
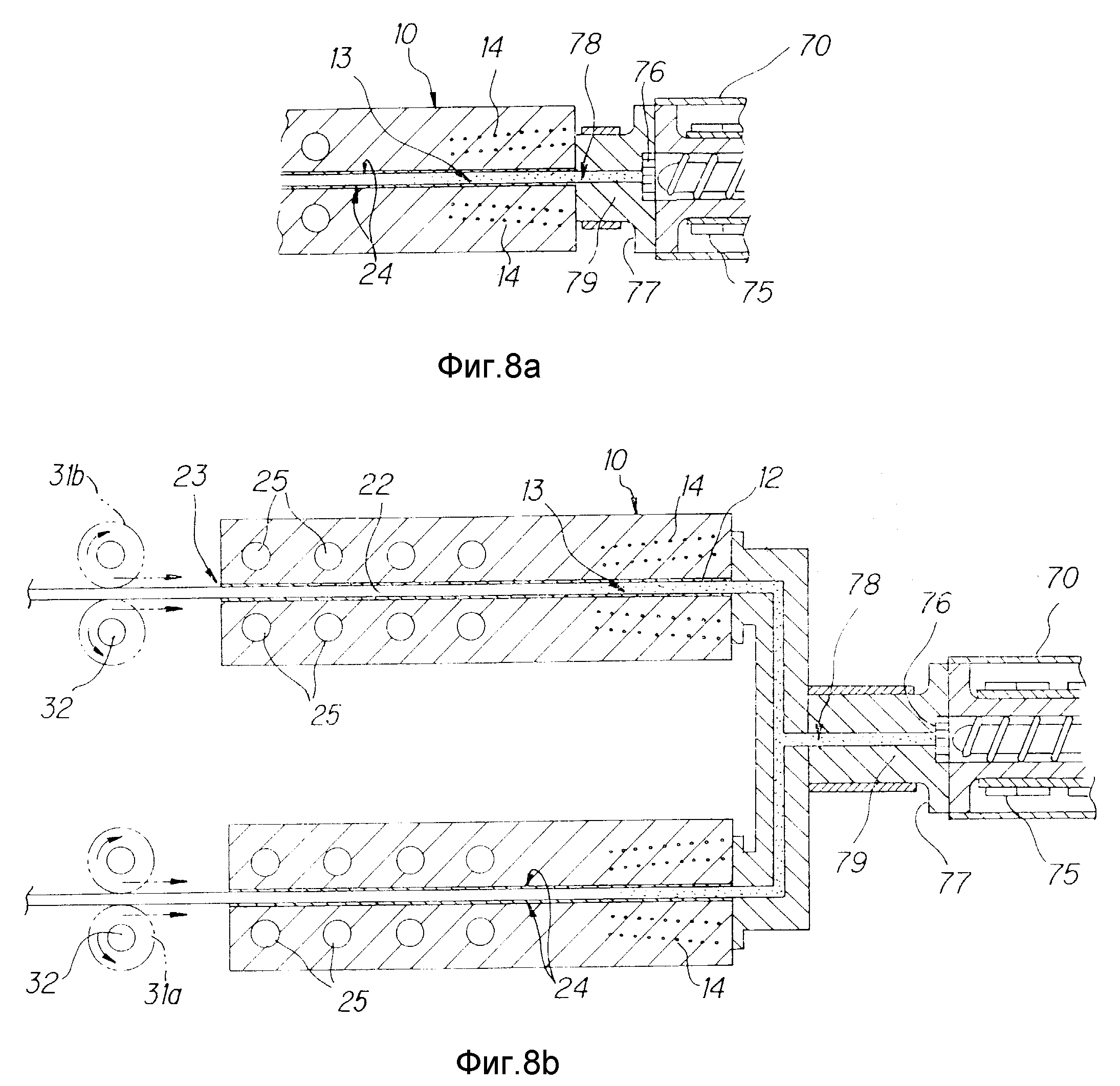
на фиг.8 (a) и (b) в частичном разрезе представлены изображения другого варианта в соответствии с
настоящим изобретением;
на фиг. 9 в частичном разрезе представлен вид спереди оформляющей головки, применяемой в варианте фиг.8 (a) и (b);
на фиг. 10 представлено вертикальное
сечение по линии J-J варианта,
приведенного на фиг.9;
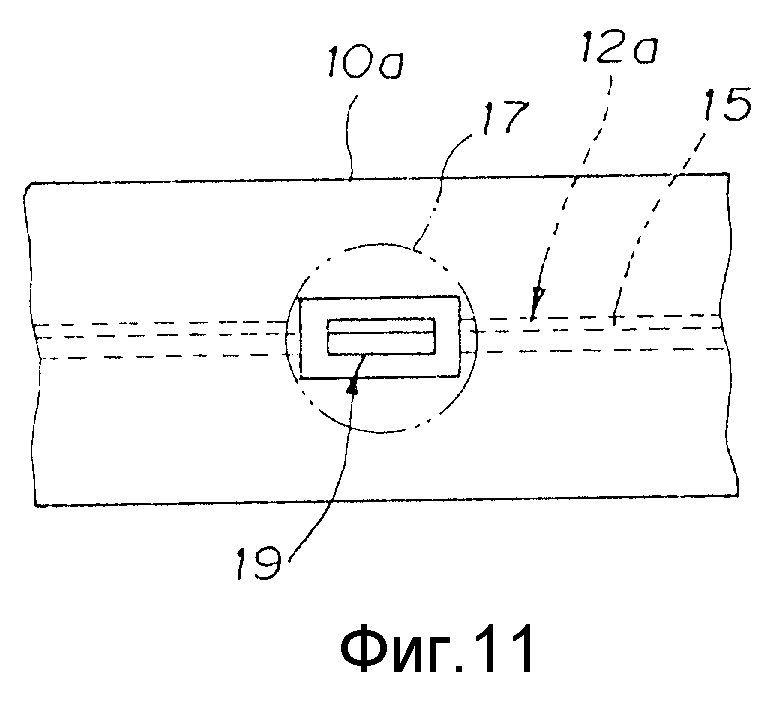
на фиг. 11 приведен вертикальный разрез по линии K-K варианта, показанного на фиг.9;
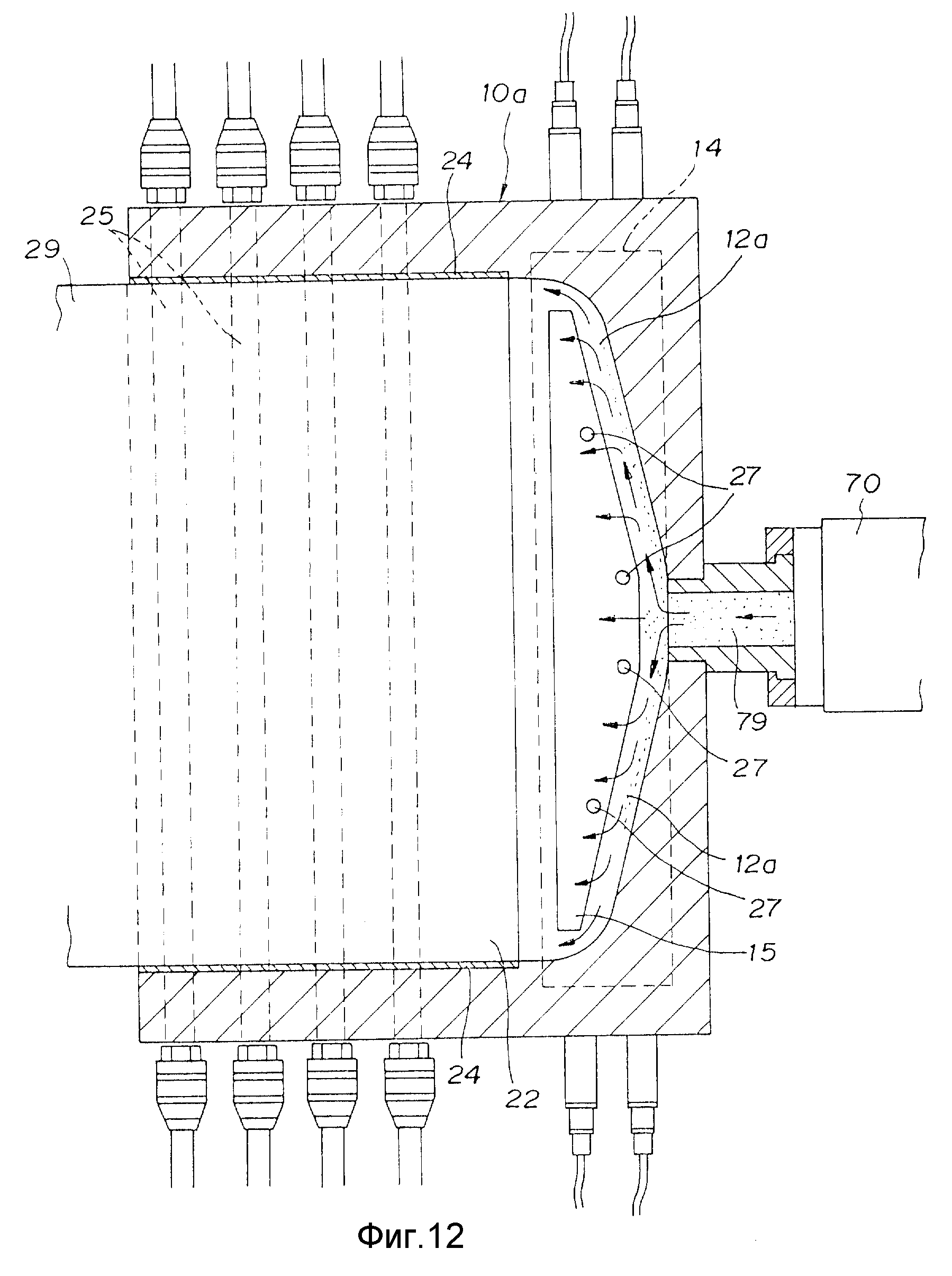
на фиг. 12 в частичном разрезе представлен
вид сверху оформляющей головки,
применяемой в другом варианте воплощения настоящего изобретения;
на фиг.13 в частичном разрезе представлен вид сверху тормозящих средств, применяемых в другом
варианте воплощения настоящего
изобретения;
на фиг. 14 представлено вертикальное сечение по линии N-N варианта, показанного на фиг.13;
на фиг. 15 представлен вид спереди устройства,
которое иллюстрирует известный
способ каландрирования;
на фиг. 16 (a) показан вид спереди, иллюстрирующий известный способ экструзионного формования, а на фиг. 16 (b) представлено
схематическое изображение состояния
формуемого изделия, а именно: трубообразная форма и разогнутый вид формуемого изделия в соответствии с известным способом экструзионного формования.
На фиг. 1 позицией 80 обозначены средства непрерывного смешения и пластикации для приготовления "пластицированного материала" путем смешения и пластикации исходных материалов, на которое в дальнейшем для удобства ссылаются как на "смеситель".
У корпуса смесителя 81 имеется кожух емкостью 300 л цилиндрической формы, который снабжен размещенным в его верхней части отверстием. Это отверстие служит загрузочным люком 94 для подачи исходных материалов в корпус смесители 81 и снабжено верхней крышкой 82, которую можно открывать и закрывать. Верхняя крышка 82 соединена с газоотводной трубкой 95 для удаления больших количеств отходящих водяного пара или древесного газообразного уксуса, который выделяет древесная мука внутри корпуса смесителя 81. Кроме того, сбоку и возле днища корпуса смесителя 81 предусмотрено наличие выпускного отверстия 88, у которого имеется крышка 39, находящаяся на конце стержня цилиндра 91, приспособленная для открывания и закрывания выпускного отверстия 88 в соответствии с работой цилиндра 91. Кроме того, выпускное отверстие 88 сообщается с выпускным патрубком 93.
Вал 83 размещен в центре поверхности днища корпуса смесителя 81 и проходит от нее вверх, опираясь на не представленные на чертежах средства привода во вращательное движение, включающие в себя электромотор постоянного тока мощностью 37 кВт, позволяющий вращать вал с максимальной скоростью 820 об/мин. Вал 83 оборудован скребком 84 и перемешивающими и ударными лопастями 85, 86 и 87, которые смонтированы последовательно в направлении от днища и закреплены зажимной гайкой 92, навинченной на конец вала 83. Хотя в данном варианте исполнения формы перемешивающих и ударных лопастей 85, 86 и 87 характеризуются двухлопастной конфигурацией, симметричной относительно центра вала 83, этой конкретной конфигурацией они не ограничиваются. Как показано на фиг.1, в данном варианте исполнения предусмотрено три пары перемешивающих и ударных лопастей, включающих в себя в общей сложности шесть лопастей, которые размещены в вертикальной проекции под равными углами (60o), которые делят 360o окружности на шесть равных частей. Кроме того, даже в случае использования множества перемешивающих и ударных лопастей, отличных от упомянутых трех пар, в предпочтительном варианте их следует размещать таким образом, чтобы они были сориентированы относительно друг друга под равными углами, делящими 360o окружности на равные части, что позволяет эффективно перемешивать исходные материалы.
Скребок 84 вращается со слабым скольжением о поверхность днища корпуса смесителя 81 и соскребает пластицированные исходные материалы, не оставляя их на поверхности днища этого смесителя 81 и обеспечивая циркуляцию исходных материалов.
Исходные материалы, которые включают в себя древесную муку, подают через загрузочное отверстие 94 после открывания верхней крышки, причем они состоят из измельченного целлюлозного материала, полимерного материала и таких агентов, как мочевина, карбонат кальция, окись титана или пигменты.
Добавление карбоната кальция позволяет обеспечить стабильность соответствующих размеров искусственной древесной плиты настоящего изобретения и заметно содействует уменьшению расширения и сжатия в соответствии с колебаниями температуры, благодаря чему предотвращается деформация формованных изделий в процессе экструзионного формования. Кроме того, достоинством карбоната кальция является низкая стоимость.
Добавление двуокиси титана сообщает соответствующее свойство подвижности и диспергируемости в растворе и заметно содействует уменьшению расширения и сжатия при температурных колебаниях.
В качестве полимерного материала можно использовать один из следующих проектов или их сочетание: ПВХ (поливинилхлорид), ПЭ (полиэфир), ПП (полипропилен), ПК (поликарбонат) и нейлон, которые рекуперируют непосредственно из вышеупомянутых выбрасываемых в отход формованных полимерных изделий в качестве исходного материала. По другому варианту этот сырой полимерный материал рекуперируют из полимерных изделий, включая сюда полимерные пленочные покрытия на них, причем такие полимерные изделия измельчают на мелкие кусочки, после чего такие мелкие кусочки подвергают дальнейшему измельчению с целью отделить их полимерное пленочное покрытие посредством эффекта компрессионного дробления, дробленые кусочки подвергают прессованию и измельчению за счет компрессионных ударных нагрузок при вибрации с малой амплитудой, и в таком процессе постоянно удаляют кусочки полимерного пленочного покрытия, отделяемые под действием давления измельчения.
Более того, в качестве исходного полимерного материала можно использовать полимерный материал, который возвращается в виде вторичного полимерного материала, утилизируемого из отходов производства термопластичных формованных изделий, в котором применяют первичные термопластичные полимерные материалы или в котором используют смеси утилизируемых полимерных материалов с первичными термопластичными полимерными материалами в соответствующем соотношении, например 1:1.
Количественный интервал, в котором древесная мука способна желатинизировать каждый из полимерных материалов в качестве первого исходного материала, приведен ниже.
В случае ПП количество древесной муки составляет 35 - 75 вес.%, а количество ПП - 25 - 65 вес.%, предпочтительнее 60 - 75 вес,% древесной муки и 25 - 40 вес.% ПП.
В случае ПЭ интервал варьирования количества древесной муки тот же самый, что и для случая с ПП.
В случае ПК количество древесной муки составляет 40 - 70 вес.%, тогда как количество ПК равно 30 - 60 вес.%, предпочтительнее 60 - 65 вес.% древесной муки и 35 - 40 вес.% ПП, а более предпочтительное соотношение составляет 64 вес.% древесной муки на 36 вес.% ПК.
В случае ПВХ количество древесной муки составляет 35 - 65 вес.%, тогда как количество ПВХ равно 35 - 70 вес.%, предпочтительнее 45 - 55 вес.% древесной муки и 45 - 55 вес.% ПВХ.
В случае нейлона интервал варьирования количества древесной муки тот же самый, что и для случая с ПК.
На фиг. 2 позицией 100 обозначены средства гранулирования с охлаждением для приготовления "гранулированной древесной муки" путем смешения и перемешивания пластицируемого материала, описанного выше, которые в данном варианте исполнения называются "охлаждаемым смесителем".
Корпус смесителя 101 представляет собой резервуар, который выполнен в форме перевернутого конуса и снабжен верхним боковым отверстием. С другой стороны, на конце корпуса смесителя 101 предусмотрено разгрузочное отверстие 107, в котором предусмотрен затвор 106, который позволяет открывать и закрывать разгрузочное отверстие 107. Вокруг боковой поверхности смесителя 101 имеется рубашка 102, в которую охлаждающая вода подается по патрубку для подачи воды 108 и из которой она отводится по выпускному патрубку 109, причем при охлаждении температура исходного материала в охлаждаемом смесителе поддерживается на уровне, который близок к точке плавления полимерного материала. Кроме того, предусмотрен не показанный на чертеже отводной патрубок для отходящего водяного пара или газообразного древесного уксуса, выделяющегося в охлаждаемом смесителе 100, сообщающийся с пространством охлаждаемого смесителя 100 через верхнюю стенку корпуса 101 этого охлаждаемого смесителя.
В центре верхней стенки корпуса 101 охлаждаемого смесителя смонтирован рычаг 103. Этот рычаг 103 установлен аксиально и проходит горизонтально внутри корпуса 101 охлаждаемого смесителя с приводом от электромотора 111 через редуктор 112, обеспечивающем его вращение со скоростью 3 об/мин. Вращающийся вал рычага 103 представляет собой полый вал, внутри которого имеется другой вал, вращающийся независимо от вала рычага 103 и соединенный с выходным валом электромотора 105. С другой стороны, на конце рычага 103 смонтирована перемешивающая и измельчающая пластина 104, которая в данном варианте выполнена спирально, в форме шнека, и ось вращения которой проходит до нижнего конца корпуса 101 охлаждаемого смесителя вдоль его боковой стенки и практически параллельно этой последней. Перемешивающая и измельчающая пластина 104 соединена с вращающимся валом, который соединен с выходным валом электромотора 105 посредством механизма передачи вращательного движения, состоящего из шестерен или тому подобных элементов, предусмотренных внутри рычага 103, и который приводится во вращение со скоростью 90 об/мин.
Кроме того, на верхней стенке корпуса 101 охлаждаемого смесителя предусмотрено загрузочное отверстие 113, с которым соединен выпускной патрубок 93 смесителя 80.
Перемешанный или пластицированный материал, приготовленный в смесителе 80, по отводному патрубку 93 направляют из загрузочного отверстия 113 охлаждаемого смесителя 100 в корпус 101 охлаждаемого смесителя. Перемешивающая и измельчающая пластина 104 приводится во вращение от электромотора 105 со скоростью 90 об/мин, в то время как рычаг 103 приводится во вращение усилием электромотора 111, скорость вращения которого снижается редуктором 112, в горизонтальном положении со скоростью 3 об./мин, вследствие чего перемешивающая и измельчающая пластина 104 вращается, образуя коническую фигуру вдоль поверхности внутренней стенки корпуса 101 охлаждаемого смесителя, обеспечивая, таким образом, перемешивание пластицированного материала внутри охлаждаемого смесителя 100. Пластицированный материал охлаждается на поверхности внутренней стенки корпуса 101 охлаждаемого смесителя охлаждающей водой внутри рубашки 102, благодаря чему образуется "гранулированная древесная мука", причем диаметр ее частиц за счет гранулирования становится равным 25 мм или менее. После этого гранулированную древесную муку выгружают через разгрузочное отверстие 107, открываемое затвором 106.
Кроме того, пластицированный материал, который охлаждается в охлаждаемом смесителе 100, предпочтительнее охлаждать до точки замерзания, то есть до температуры ниже точки плавления полимерного материала, входящего в состав исходного материала, однако понижать температуру до уровня, который ниже его точки плавления, нет необходимости, поскольку в него при перемешивании вводят древесную муку, и этого может быть вполне достаточно для охлаждения до температуры, при которой возможна на практике выгрузка гранулированной древесной муки через разгрузочное отверстие 107, то есть до уровня, который на 10oC выше точки плавления полимерного материала, входящего в состав исходного материала.
Так, например, в случае использования ПП в качестве полимерного материала температура плавления этого ПП составляет 165oC, вследствие чего пластицированный материал, который находится в желатинизированном состоянии, охлаждают до температурного интервала от 90 до 100oC в течение приблизительно от 10 до 15 мин после загрузки в охлаждаемый смеситель 100, эффективно осуществляя процесс гранулирования с охлаждением в охлаждаемом смесителе. Что касается охлаждающей воды, циркулирующей внутри рубашки 102, то температура воды, поступающей из питающего водопровода 108, составляет 30oC, тогда как температура воды, отводимой по выпускному патрубку 109, равна 40oC.
Кроме того, охлаждаемые гранулирующие средства настоящего изобретения не ограничиваются таким устройством, как охлаждаемый смеситель, поскольку могут быть использованы и другие устройства, которые снабжены перемешивающей пластиной для перемешивания пластицированного материала внутри корпуса смесителя и рубашкой вокруг боковой стенки корпуса этого смесителя, как это указано выше, обеспечивающей охлаждение пластицированного материала внутри корпуса смесителя посредством охлаждающей воды, которая циркулирует внутри такой рубашки.
Кроме того, полагают, что пластицированный материал, образующийся в смесителе 80, может быть охлажден просто перемешиванием внутри обычного смесителя, не имеющего рубашки 102, однако в этом случае даже при возможности охлаждения до температуры, которая на 10oC превышает температуру плавления полимерного материала, входящего в состав пластицированного материала, само охлаждение отнимает примерно 30 мин, вследствие чего гранулированную древесную муку было бы желательно готовить с помощью таких средств гранулирования с охлаждением, как упомянутые выше для данного варианта воплощения.
Размеры частиц гранулированной древесной муки, приготовленной с помощью средств гранулирования с охлаждением, регулируют в интервале до 10 мм или меньше, получая, таким образом, "искусственную древесную муку".
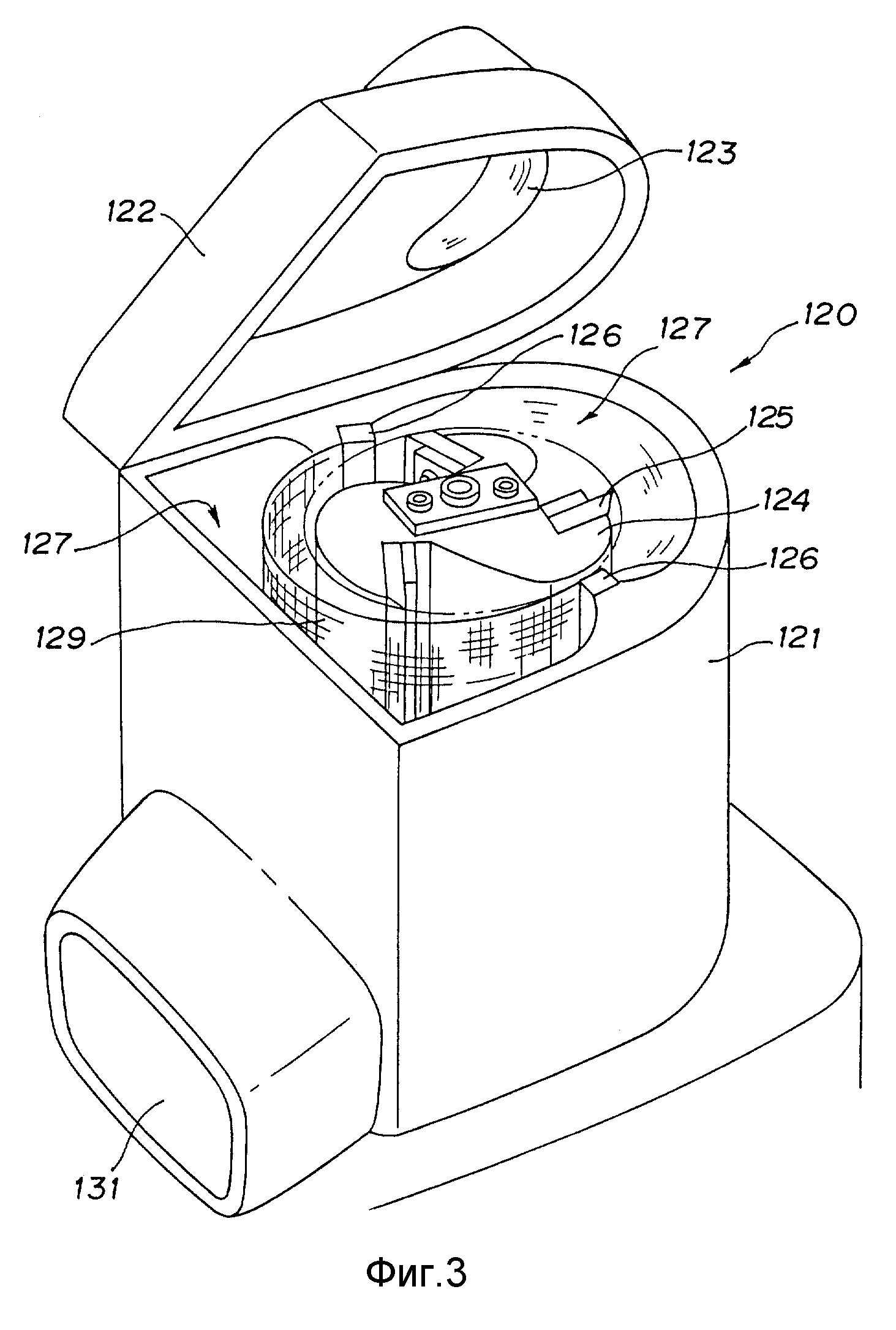
На фиг.3 позицией 120 обозначены средства регулирования размеров частиц гранулированной древесной муки, которые в данном варианте воплощения носят название "ножевой мельницы".
В корпусе 121 ножевой мельницы предусмотрен резервуар цилиндрической формы, который снабжен находящимся на его верхней стороне отверстием 122. Отверстие 122 представляет собой загрузочный люк 123 для подачи гранулированной древесной муки в корпус ножевой мельницы 121, снабженный крышкой 122, которая его может открывать и закрывать.
Кроме того, на поверхности днища корпуса ножевой мельницы 121 предусмотрен опорный корпус для ножей 124, который с помощью не показанного на чертеже средства привода во вращение может вращаться в горизонтальном положении и на котором смонтировано три роторных ножа 125, проходящих вертикально и размещенных вокруг его внешней поверхности таким образом, что между ними в направлении вращения опорного корпуса для ножей 124 образуются равные углы в 120oC, а их режущие кромки образуют одинаковые кривые вращения. Более того, на корпусе ножевой мельницы 121 неподвижно смонтированы два ножа 126, которые размещены практически симметрично относительно кривой вращения роторных ножей 125 и которые отстоят от кривой вращения роторных ножей 125 таким образом, что при этом между ними и этой кривой остается незначительный зазор. Необходимо также отметить, что два неподвижных ножа 126 и опорный корпус для ножей 124 с роторными ножами 125 делят корпус ножевой мельницы 121 на две зоны, одной из которых служит загрузочная камера 127, а другой - камера регулирования размеров частиц 128. Загрузочное отверстие, наличие которого предусмотрено в крышке 122, сообщается с загрузочной камерой 127. Кроме того, существует простая возможность регулировать зазоры между двумя неподвижными ножами 126 и роторными ножами 125, что позволяет регулировать размеры частиц гранулированной древесной муки, доводя их до желаемых. Кроме того, камера регулирования размеров частиц 128 разделена между двумя неподвижными ножами 126 вокруг кривой вращения роторных ножей 125 с помощью сита 129. В данном варианте исполнения сито 129 изготовлено из сетки, через ячейки которой могут проходить гранулы "искусственной древесной муки", размеры которых отрегулированы в интервале примерно 8 мм. Помимо этого, с нижней стороны камеры регулирования размеров частиц 128 в корпусе ножевой мельницы 121 предусмотрено разгрузочное отверстие 131 для выгрузки из ножевой мельницы 120 гранул регулируемого размера.
После загрузки в вышеупомянутую ножевую мельницу 120 через загрузочное отверстие 123 в крышке 122 гранулированной древесной муки, приготовленной в охлаждаемом смесителе 100, с помощью средств привода во вращение, которые на чертеже не показаны, опорный корпус для ножей 124 приводят во вращение, что обеспечивает возможность регулирования размеров частиц гранулированной древесной муки в интервале от 0,1 до 8 мм между роторными ножами 125, предусмотренными на опорном корпусе для ножей 124, и неподвижными ножами 126, благодаря чему в качестве первого исходного материала образуется искусственная древесная мука. Это позволяет, таким образом, получать искусственную древесную муку, которая обладает соответствующей подвижностью, обеспечивающей постоянство свойств смешения и диспергирования между полимерным материалом и этой древесной мукой, то есть дает возможность постоянно удерживать полимерный материал в фиксированном состоянии на частицах термически и химически стойкой древесной муки, что не зависит от протекающих химических реакций и адгезии в сочетании с процессами конденсации и восстановления. Затем искусственная древесная мука проходит через сетку сита 129, предусмотренную в камере регулирования размеров частиц 128, выгружается через разгрузочное отверстие 131 и направляется в экструдер 70 для последующего процесса.
На фиг. 4 позицией 70 обозначен одношнековый экструдер. Обычно типичные экструдеры снабжены одним или несколькими размещенными в нем шнеками. Экструдеры как правило грубо разделяют на два класса, а именно: одношнекового типа и многошнекового типа, причем среди них имеются различные видоизмененные и комбинированные варианты. Для воплощения настоящего изобретения могут бить использованы любые из таких экструдеров.
Экструдер 71 является устройством одношнекового типа, который приводится от не показанного на чертеже электромотора через редуктор 72 и вращается внутри цилиндра 74. С помощью вращающегося шнека 71 измельченный целлюлозный материал и полимерный материал для второго исходного материала, поступающие из бункера 73, подвергаются пластикации и проталкиваются к передней части шнека 71. На внешней поверхности цилиндра 74 предусмотрены ленточные нагреватели 75 для нагрева измельченного целлюлозного материала и полимерного материала, благодаря чему измельченный целлюлозный материал и полимерный материал постепенно плавятся, одновременно поступательно перемещаясь по канавке шнека 71, и перемешиваются или пластицируются, продавливая пластицированный материал в качестве экструдируемого материала через сетку 76 и мундштук 77 из экструзионной головки 78 мундштука 77 в оформляющую головку 10.
Исходными материалами, направляемыми в бункер 73, являются измельченный, целлюлозный материал и полимерный материал в качестве второго исходного материала. Древесная мука образует, особенно в исходных материалах, тонкодисперсный материал, размеры частиц которого находятся в интервале 50 - 300 меш (0,297-0,050 мм), предпочтительнее 60 (минимум, 0,250 мм) - 150 меш (максимум, 0,069 мм), что позволяет добиться хорошего соответствия полимерному материалу и уменьшить фрикционное сопротивление древесной муки в процессе экструзионного формования, благодаря чему предотвращаются износ и повреждение экструдера. Влагосодержание древесной муки поддерживают в пределах 15 вес. %, предпочтительнее в пределах 11 вес.%, а более предпочтительно в интервале 3 - 5 вес.%, что дает возможность удаления газообразного древесного уксуса, выделяющегося в процессе формования, и избежать образования водяного пара и пузырьков, предотвращая загрубление поверхности изделия.
С целью дальнейшего улучшения свойств древесной муки можно использовать другой способ приготовления древесной муки, при осуществлении которого такой материал, как древесную щепу или тому подобное погружают или добавляют в мочевиновый полимерный клей и отверждают нагреванием, после чего отвержденный материал измельчают до образования порошка, диаметр частиц которого находится в интервале 50 - 300 меш (0, 297-0,050 мм). В соответствии с таким способом приготовления древесной муки газообразный древесный уксус, выделяемый древесной мукой, быстро удаляют нейтрализующими и испарительными действиями, производимыми в процессе термического отверждения, в особенности в сочетании с нейтрализацией в мочевиновом полимерном клее, а затем вокруг частиц древесной муки образуется слой отвержденного клея, что дает возможность эффективно предотвратить повышение влагосодержания, благодаря чему повышается способность частиц древесной муки к скольжению и особенно снижается фрикционное сопротивление в процессе экструзионного формования.
В качестве полимерного материала можно использовать один из следующих продуктов или их сочетание: ПВХ (поливинилхлорид), ПЭ (полиэфир), ПП (полипропилен) и тому подобное, которые рекуперируют непосредственно из вышеупомянутых выбрасываемых в отход формованных полимерных изделий в качестве исходного материала. По другому варианту этот сырой полимерный материал рекуперируют из полимерных изделий, включая сюда полимерные пленочные покрытия на них, причем такие полимерные изделия измельчают на мелкие кусочки, после чего такие мелкие кусочки подвергают дальнейшему измельчению с целью отделить их полимерное пленочное покрытие посредством эффекта компрессионного дробления, дробленые кусочки подвергают прессованию и измельчению за счет компрессионных ударных нагрузок при вибрации с малой амплитудой, и в таком процессе постоянно удаляют кусочки полимерного пленочного покрытия, отделяемые под действием давления измельчения.
В случае использования ПП в качестве полимерного материала древесную муку в процессе смешения можно использовать в количествах до 75 вес.%. Количество древесной муки, приемлемое для смешения с полимерным материалом, составляет 20 - 75 вес.%, предпочтительнее 30 - 70 вес.%.
Подмешиваемое количество древесной муки определяют в соответствии с определяющими свойствами, в частности свойствами износостойкости и тому подобными. В соответствии с настоящим изобретением количество подмешиваемой древесной муки может быть обильным, поскольку устранены различные нежелательные эффекты, проявляющиеся в процессе формования.
В случае ПЭ количество используемой для смешения древесной муки может достигать 60 вес.%, однако предпочтительный интервал для смешения составляет 20 - 60 вес.%.
В случае ПВХ количество вводимой при смешении древесной смолы составляет 30 - 60 вес.%, предпочтительнее 45 вес.%.
Более того, в процессе экструзионного формования в вышеупомянутый энструдер можно вводить полимерный материал, который возвращается в виде вторичного полимерного материала, утилизируемого из отходов производства термопластичных формованных изделий, или первичный термопластичный полимерный материал, или утилизируемый полимерный материал, смешанный с первичным термопластичным полимерным материалом в соответствующем соотношении, например 1:1.
Помимо этого, в зависимости от конечной цели применения для окраски изделий можно добавлять пигменты.
В дополнение к вышеизложенному следует отметить, что когда искусственную древесную муку, приспособленную для использования согласно настоящему изобретению, направляют в бункер 73 экструдера 70, дополнительно повышается соответствие этой древесной муки и полимерного материала, что дает возможность уменьшить фрикционное сопротивление древесной муки, благодаря чему образуется соответствующий пластицированный материал.
Представленный на фиг.9 мундштук 17 снабжен впускным отверстием 18, из которого экструдируемый материал 79, пластицированный в экструдере 70, переходит в экструзионную головку 19, после чего экструдируемый материал 79 поступает в оформляющую головку 10a, которая описана ниже. Кроме того, у мундштука 17 на конце этого последнего имеется выступающий участок прямоугольного сечения. Экструзионной головке 19 сообщают форму удлиненного прямоугольника, ширина которого составляет 50 мм, а высота равна 12 мм, тогда как на конце выступающего участка толщина составляет 8 мм (см. фиг.10). Впускному отверстию 18 придают круглую форму; это отверстие переходит в соединительное отверстие с постепенным изменением формы поперечного сечения в направлении экструзионной головки 19. Кроме того, размеры впускного отверстия 18 идентичны размерам выпускного отверстия экструдера 70, которое характеризуется круглым сечением. С другой стороны, в предпочтительном варианте ширина прямоугольной экструзионной головки 19 должна быть равна диаметру впускного отверстия 18, а его высота должна быть равной высоте формующей камеры 22 оформляющей головки 10a, которая описана ниже.
Кроме того, в зависимости от размеров экструдера 70 мундштук 17 может характеризоваться различными размерами, например в том случае, когда диаметр впускного отверстия 18 составляет 150 мм, у экструзионной головки 19 прямоугольного сечения ширина может быть равной 150 мм, а высота - 12 мм, то есть равной высоте формующей камеры 22.
Задний конец мундштука 17 закреплен на поверхности конца сеточного участка 16, который снабжен сеткой 76, с помощью такого крепежного средства, как болт или тому подобное, посредством арматуры 28, которая блокирует мундштук 17, охватывая его, благодаря чему впускное отверстие 18 мундштука 17 сочетается с выпускным отверстием сеточного участка 16 экструдера 70. С другой стороны, практически в центре поверхности заднего конца оформляющей головки 10a предусмотрен вогнутый участок прямоугольного поперечного сечения, в который входит выступающий участок прямоугольного поперечного сечения на конце мундштука 17, благодаря чему обеспечивается сочетание экструзионной головки 19 с ее охватывающим впускным отверстием 12a оформляющей головки 10a.
Кроме того, в соответствии с данным вариантом внутри стенки, окружающей участок с соединительным отверстием мундштука 17, размещен нагреватель.
Экструдируемый материал 79, выдавливаемый из выпускного отверстия сеточного участка 16 экструдера 70, поступает во впускное отверстие 18 мундштука 17 и из экструзионной головки через соединительное отверстие поступает во впускное отверстие 12 оформляющей головки 10a, оставаясь горячим благодаря подогреву. Хотя поперечное сечение этого соединительного отверстия в направлении от впускного отверстия 18 к экструзионной головке 19 изменяется и оно довольно быстро сужается, это изменение касается только высоты, благодаря чему соответствующее состояние истечения экструдируемого материала 79 не усложняется. Кроме того, впускное отверстие экструзионной головки 19 больше впускных отверстий обычных головок, что позволяет подавать более значительные количества расплавленной искусственной древесной муки. Помимо всего, форма экструзионной головки 19 позволяет упростить достижение плотности за счет сжатия, предотвращая заполнение головки, как это происходит в случае обычных головок.
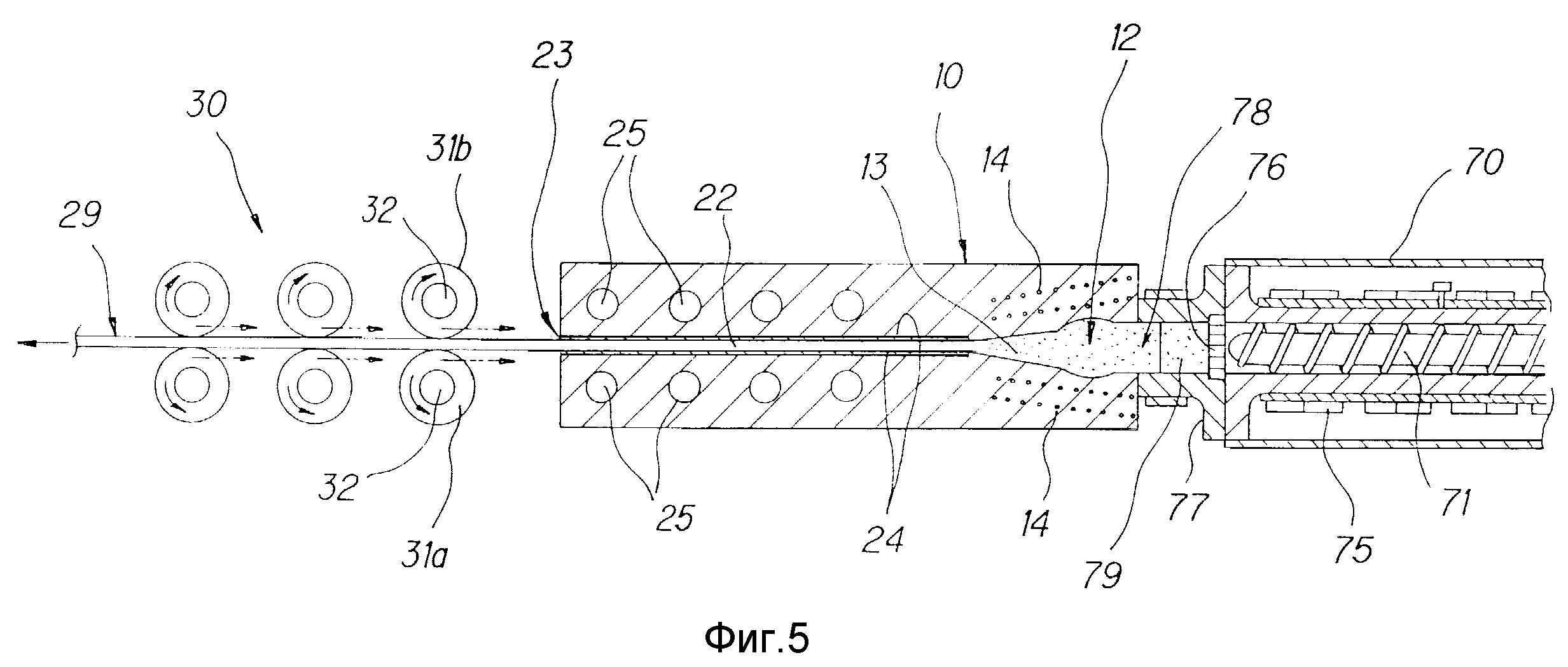
Представленной на фиг.5 оформляющей головке 10 сообщают форму, которая идентична форме Т-образной головки; эта оформляющая головка снабжена впускным каналом 11, в котором за счет подогрева экструдируемый материал поддерживается в горячем состоянии и продавливается под большим давлением, сохраняя свою текучесть; у оформляющей головки предусмотрен оформляющий участок 21, включающий в себя формующую камеру 22, в которой из экструдируемого материала 79 формуется плита большой ширины и заданной толщины.
Впускной канал 11 снабжен впускным отверстием 12 и впускной камерой 13, а форма его поперечного сечения быстро изменяется в направлении от экструзионной головки 78, поперечному сечению которой придают круглую форму и диаметр которой составляет приблизительно 65 мм, к впускному отверстию формующей камеры 22, поперечному сечению которой придают форму удлиненного прямоугольника шириной 910 мм и высотой 12 мм. Расстояние между экструзионной головкой 78 и впускным отверстием формующей камеры 22 (длина впускного канала 11 в направлении выдавливания) составляет приблизительно 200 мм.
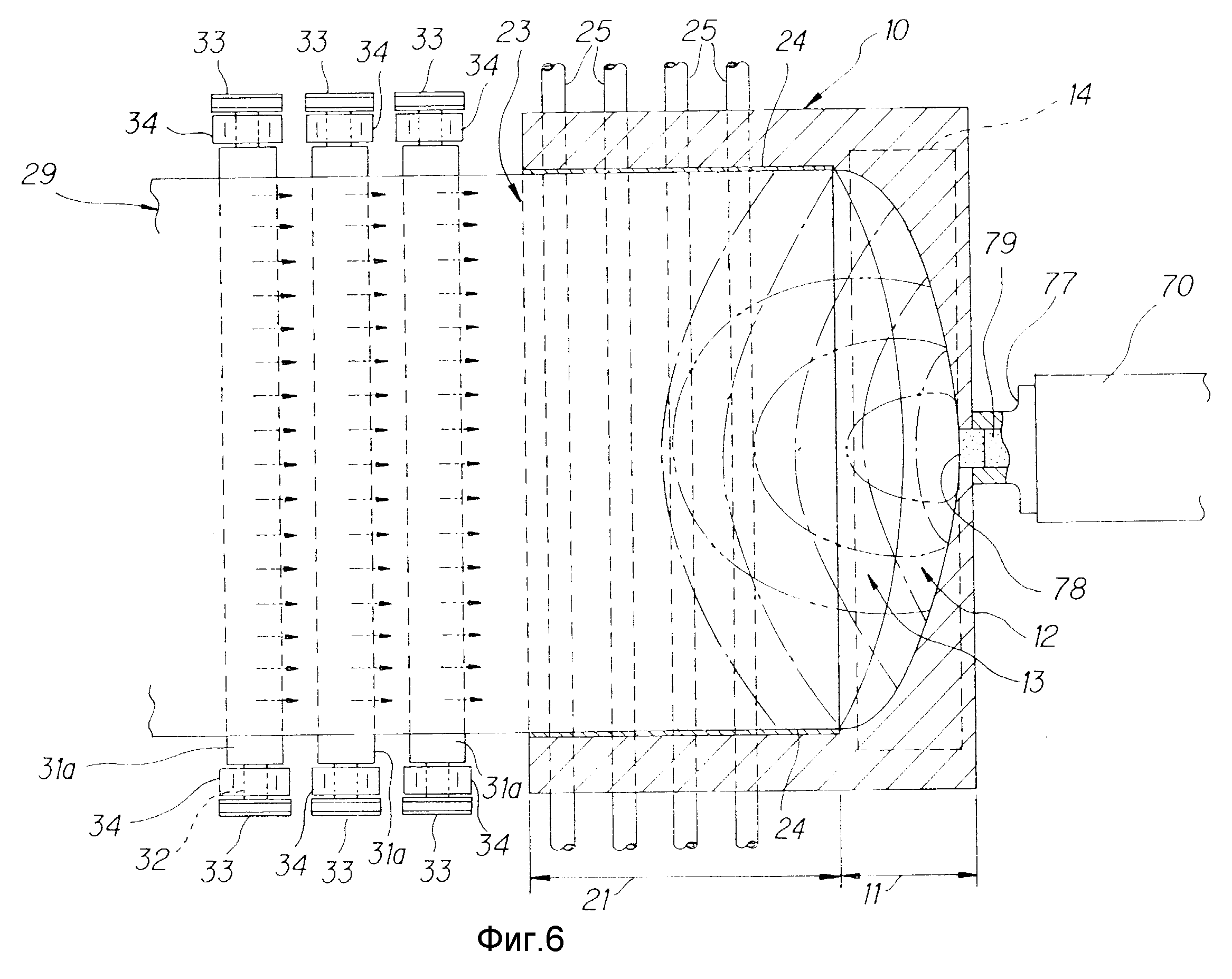
Впускное отверстие 12 предусмотрено внутри оформляющей головки 10 в направлении ее ширины за счет эллиптического расширения вертикального сечения, как это представлено на фиг.5, благодаря чему оно практически равно или даже несколько превышает размеры экструзионной головки 78. Горизонтальное сечение впускного отверстия 12 искривлено в сторону оформляющей головки 10 в направлении ее ширины, как это показано на фиг.6, причем оба конца криволинейного сечения приближаются к обоим краям прямоугольного сечения формующей камеры 22 в направлении длинной стороны. То есть впускному отверстию 12 сообщается форма типа вешалки-плечиков и оно сообщается с экструзионной головкой 78 экструдера 70 в практически центральном положении в направлении ее длинной стороны. Пространство между впускным отверстием 12 и впускным отверстием формующей камеры образует впускную камеру 13, которая характеризуется таким треугольным сечением, что вертикальное сечение постепенно сужается.
Кроме того, впускному отверстию 12 можно придать форму типа вешалки-плечиков, где оба конца прямоугольного сечения впускного отверстия формующей камеры 22 в направлении длинной стороны соединяются с экструзионной головкой 78 экструдера 70 в вертикальном сечении по прямой линии и где магистрали прямолинейного типа можно придать форму прямой линии в направлении ширины оформляющей головки 10. Из них особенно предпочтительным вариантом является впускное отверстие типа вешалки-плечиков с криволинейным сечением, поскольку текучесть экструдируемого материала, движущегося между впускным отверстием 12 и внутри впускной камеры 13, становится высокой.
Более того, если не сообщать впускному отверстию 12 и впускной камере 13 форму эллиптически расширяющегося вертикального сечения, то их вертикальному сечению можно придать форму треугольного сечения, в направлении треугольника которых вертикальное сечение постепенно сужается при переходе от экструзионной головки 78 к формующей камере, или же впускному отверстию 12 и впускной камере 13 можно придать упрощенную форму, когда высоты впускного отверстия 12 и впускной камеры 13 равны не только внутреннему диаметру экструзионной головки 78, но также и высотам формующей камеры 22 и пластины 24. Пластина 24 выполнена из фторполимера, описанного ниже и нанесенного в виде плакировки на формующую камеру с образованием пленки на внутренней стенке.
Роль нагревательных средств выполняет нагреватель 14, в частности электронагреватель или тому подобное, который может быть предусмотрен извне и вокруг внешней стенки впускного отверстия 12 и впускной камеры 13. Однако в данном варианте нагреватель 14 размещен внутри окружающей стенки, на участке наилучшего нагревательного эффекта, и благодаря этому можно поддерживать нагретое состояние экструдируемого материала 79, протекающего внутри впускного отверстия и впускной каморы 13, вследствие чего сохраняется его текучесть.
Кроме того, с помощью не показанных на чертежах металлических распорок, включая сюда две верхние и нижние боковые металлические пластины, снабженные нагревательными и охлаждающими средствами, которые соответственно размещены вокруг кромок с обоих боков, поперечному сечению формующей камеры 22 можно сообщить квадратную форму, благодаря чему имеется возможность регулировать до делаемой толщину искусственной древесной плиты и путем замены распорок изготовлять плиты двух или большего числа типов.
Вертикальному сечению оформляющей головки 10 можно сообщить форму удлиненного прямоугольника, ширина которого составляет 910 мм, высота равна 12 мм (в направлении ее ширины), а расстояние между впускным и выпускным отверстиями формующей камеры 22 (расстояние оформляющего участка 21 в направлении выдавливания) равно 500 мм.
Представленная на фиг.12 оформляющая головка 10a характеризуется такой же формой, что и оформляющая головка 10, которая описана выше; она снабжена впускным участком 11а, в котором за счет подогрева поддерживается горячее состояние экструдируемого материала, благодаря чему выдавливаемый материал сохраняет свою текучесть, и оформляющим участком 21, аналогичным тому, который предусмотрен у вышеописанной оформляющей головки. У впускного участка 11а предусмотрено впускное отверстие 12a типа вешалки-плечиков, причем форма поперечного сечения впускного отверстия 12a быстро изменяется от экструзионной головки 19, поперечному сечению которой сообщают форму прямоугольника шириной 900 мм и высотой 12 мм. Впускное отверстие 12a эквивалентно впускному отверстию 12, а высота впускной камеры 13 оформляющей головки 10, описанной выше, аналогична высоте формующей камеры 22.
Поверхности внутренних стен формующей камеры 22 со всех боков плакированы листовым материалом 24 толщиной 0,25 мм, выполненным из фторполимера. По другому варианту на поверхность внутренних стенок можно наносить покрытия из фторполимера, однако особенно предпочтительно плакировать листовым материалом 24 из фторполимера, принимая во внимание не только его надежность, но и простоту замены и обработки.
Более предпочтительно изготовлять листовой материал 24 нанесением слоя фторполимера на поверхность стеклоткани, причем в качестве вышеупомянутого фторполимера применяют тефлон TFE, тефлог FEP, тефлон CTFE, тефлон VdF или тому подобное. Помимо стеклоткани можно использовать нетканые текстильные материалы из стекловолокна.
Хотя покрытие из фторполииера можно наносить на поверхности внутренних стенок с верхней и нижней сторон, то есть на поверхности внутренних стенок, соответствующих поверхностям, которые оформляют верхнюю и нижнюю поверхности формуемого изделия, покрытие из фторполимера можно предусмотреть также на всех поверхностях внутренней стенки формующей камеры 22.
Примерами охлаждающих средств для охлаждения оформляющего участка 11 оформляющей головки 10 могут служить охлаждающие трубки 25, которые предусмотрены внутри этой оформляющей головки 10, а также каждое приемлемое свободное пространство, которое имеется с верхней, и нижней сторон формующей камеры 22 и в котором циркулирует охлаждающая жидкость в качестве охлаждающей среды, в частности вода при нормальной температуре, вода или масло при температуре в диапазоне от 70 до 80oC, что позволяет охлаждать экструдируемый материал 79, выдавливаемый через формующую камеру 22. Охлаждающие трубки или каналы можно размещать таким образом, чтобы расстояние между охлаждающими трубками 25 от участка вблизи впускного отверстия формующей камеры 22 в направлении выпускного отверстия 23 головки постепенно уменьшалось, что позволило бы улучшить эффект медленного охлаждения экструдируемого материала 79, который выдавливается из формующей камеры 22, или же их можно разместить во внутренней стенке оформляющего участка оформляющей головки 10. Однако смысл охлаждающих трубок состоит лишь в необходимом охлаждении экструдируемого материала 79 внутри формующей камеры 22, вследствие чего их компоновка не ограничена данным вариантом их размещения.
Как показано на фиг. 12, направляющая пластина 15 представляет собой пластину толщиной 7 мм, которая выполнена в форме бисимметричной трапеции с длиной короткой стороны 200 мм, длиной длинной стороны 850 мм и высотой 100 мм и которая плакирована листовым материалом толщиной от 0,1 до 0,5 мм, состоящим из фторполимера, в частности из тефлона или тому подобного, со всех ее внешних сторон. Кроме того, на поверхность направляющей пластины 15 можно непосредственно наносить покрытие из фторполимера. Процессы плакирования листовым фторполимерным материалом и нанесения покрытия из фторполимера аналогичны тем, что проводят в случае с листовым материалом 24, предусмотренным для формующей камеры 22 вышеупомянутой оформляющей головки 10. Направляющая пластина 15 установлена практически в центре впускного отверстия 22, высота которого составляет 12 мм, а ширина равна 90 мм, таким образом, что от обоих краев впускного отверстия 12a в ширину остаются зазоры по 25 мм. Одновременно с этим задняя сторона направляющей пластины 15 размещена таким образом, что она находится на практически равном расстоянии от поверхности задней стенки впускного отверстия 12a. Наконец эта направляющая пластина 15 закреплена на оформляющей головке 10a с помощью четырех болтов 27, как показано на фиг. 12, таким образом, что она соответствует нижней поверхности впускного отверстия 12a. Таким образом, между верхней поверхностью направляющей пластины 15 и верхней поверхностью впускного отверстия 12a образуется зазор в 5 мм.
Кроме того, каждый из габаритов направляющей пластины 15 предпочтительнее подобрать в соответствии с размерами впускного отверстия 12a таким образом, чтобы ее толщина составляла 90% или меньше от диаметра впускного отверстия 12a, а ее ширина оставалась в интервале приблизительно от 70 до 95% от диаметра этого впускного отверстия 12a.
Направляющую пластину 15 можно также размещать практически в центре впускного отверстия 12a по его высоте таким образом, чтобы на ее верхней и нижней поверхностях образовывались зазоры, которые идентичны зазорам на верхней и нижней поверхностях впускного отверстия 12a.
В случае, когда направляющая пластина 155 в соответствии с данным вариантом воплощения находится по высоте практически в центре впускного отверстия 12a, ее следует размещать практически в центре этого впускного отверстия 12a по вертикали, благодаря чему образуются зазоры в 2,5 мм вверх и вниз, и закреплять на оформляющей головке 10a четырьмя болтами.
Как показано на фиг.6, экструдируемый материал 79, выдавливаемый из экструзионной головки 78 экструдера 70, истекает вдоль впускного отверстия 12, растекаясь в оформляющей головке 10 в ширину, и продвигается в направлении выдавливания через впускную камеру 13 в формующую камеру 22. Другими словами, экструдируемый материал 79 истекает в направлении формирования широкого кольца, которое размещено в центре экструзионной головки экструдера 70, как это обозначено на фиг.6 пунктирными линиями.
В это время впускной участок 11 обогревается нагревателем 14, что позволяет сохранить текучесть экструдируемого материала 73. Кроме того, впускное отверстие 12 и впускная камера 13 характеризуются большой высотой, и быстро увеличивающейся шириной, благодаря чему экструдируемый материал 79, поступающий во впускное отверстие 12 и впускную камеру 13, имеет возможность выдавливаться, сохраняя соответствующее пластицированное состояние. Далее экструдируемый материал 79 выдавливается из формующей камеры 22, которой придано поперечное сечение в форме удлиненного прямоугольника длиной 910 мм и высотой 12 мм. В процессе прохождения через формующую камеру 22 экструдируемый материал 79 охлаждается охлаждающей водой, которая циркулирует по охлаждающим трубкам 25, и затвердевает, благодаря чему в качестве формуемого изделия формуется искусственная древесная плита 29 толщиной 12 мм.
В процессе истекания экструдируемого материала 79 в формующей камере 22 экструдируемый материал 79 выдавливается равномерно, подвергаясь постепенному охлаждению, поскольку окружающие поверхности внутренней стенки формующей камеры 22 плакированы листовым материалом 24, изготовленным из фторполимера, который образует покрытие на внутренней стенке.
Применяемый фторполимер обладает нижеследующими свойствами: (1) его теплостойкость позволяет ему выдерживать температуру 300oC, (2) его поверхность является ровной, коэффициент трения мал и (3) его теплопроводность ниже теплопроводности металлов, благодаря чему он проявляет следующие действия в отношении экструдируемого материала 79.
(1) Поскольку фторполимер обладает ровной поверхностью и исключительно низким коэффициентом трения, древесная мука в массе экструдируемого материала 79 может перемещаться по формующей камере 22 без нежелательного эффекта, который может быть вызван большим коэффициентом трения, благодаря чему сохраняется соответствующее пластицированное состояние экструдируемого материала 79. Все это позволяет формовать высококачественную искусственную древесную плиту с равномерной плотностью и без каких-либо полостей, с гладкой поверхностью.
Обычно текучесть экструдируемого материала 79 понижают охлаждением экструдируемого материала 79 на оформляющем участке 21, вследствие чего фрикционное сопротивление древесной муки в экструдируемом материале 79 становится больше, чем у содержащегося в нем полимерного материала. В обычной Т-образной оформляющей головке фрикционное сопротивление внутренних поверхностей оформляющей головки также оказывается особенно большим, из-за чего древесная мука, движущаяся в контакте с внутренней поверхностью оформляющей головки испытывает настолько большое сопротивление, что ровное истечение становится невозможным, следствием чего являются нежелательные воздействия, приводящие к неоднородности пластицированного состояния экструдируемого материала 79 и образованию полостей. Однако в оформляющей головке 10 настоящего изобретения на поверхностях внутренней стенки формующей камеры 22 предусмотрен слой из плакирующего листового фторполимерного материала 24, который характеризуется гладкой поверхностью и исключительно малым коэффициентом трения, благодаря чему древесная мука в экструдируемом материале 79 не испытывает действия большого сопротивления со стороны внутренних поверхностей формующей камеры 22, что служит причиной отсутствия каких-либо из вышеупомянутых воздействий, и выдавливание экструдируемого материала из формующей камеры 22 происходит с сохранением равномерной и высокой его плотности в сочетании с сохранением соответствующего пластицированнного состояния.
Кроме того, как указано выше, усилие сопротивления экструдируемого материала 79, которое направлено против древесной муки, уменьшается, благодаря чему происходит формирование экструдируемого материала 79 с равномерной плотностью и благодаря чему удается формовать в качестве продукции искусственную древесную плиту 29 с уже отделанной, ровной поверхностью, без загрубленных участков.
В ранее известной технологии древесная мука, входящая в состав экструдируемого материала 79, не в состоянии равномерно перемещаться внутри оформляющей головки, из-за чего под действием тепла нагревателя происходит обугливание древесной муки и окраска материала становится темно-коричневой. С другой стороны, как указано выше, в соответствии с настоящим изобретением обеспечивается равномерное перемещение древесной муки в составе экструдируемого материала 79, благодаря чему исключается возможность обугливания древесной муки и ухудшения ударопрочности и тому подобных свойств.
(2) Фторполимер обладает более низким коэффициентом теплопроводности, чем у металлов, вследствие чего наблюдается явление медленного охлаждения, что позволяет подавлять деформацию в процессе охлаждения экструдируемого материала 79.
Хотя формующая камера 22 оформляющей головки 10 охлаждается охлаждающей водой, циркулирующей по охлаждающим трубкам 25, низкая температура формующей камеры 22 не в состоянии привести к непосредственному и быстрому охлаждению поверхности внутренней стенки, поскольку коэффициент теплопроводности фторполимера ниже, чем у металлов, благодаря чему происходит медленное охлаждение экструдируемого материала 79 в формующей камере 22, без резких падений температуры. Таким образом предотвращается возникновение серьезных деформаций экструдируемого материала 79, свойственных условиям резкого охлаждения, благодаря чему в качестве формуемого изделия 29 в процессе формования из экструдируемого материала 79 удается изготовлять искусственную древесную плиту с гладкой поверхностью.
Более того, поскольку на оформляющем участке 21 оформляющей головки 10 предусмотрены такие охлаждающие средства, как охлаждающие трубки 25 или тому подобное, отсутствует необходимость в охлаждении формуемого изделия охлаждающими валками или тому подобным или в применении коррекционного валка или тому подобного после формования, что является обязательным при осуществлении обычной технологии, в частности экструзионного формования или каландрирования. Таким образом, в процессе выдавливания экструдируемого материала 79 из выпускного отверстия 23 головки обеспечивается возможность формования в качестве готовой продукции искусственной древесной плиты с уменьшенными внутренними и остаточными напряженными. Следовательно, процесс экструзионного формования искусственной древесной плиты в соответствии с настоящим изобретением позволяет исключить возможность образования покоробленных участков или искривлений при старении, свойственных обычному способу экструзионного формования или каландрирования в процессе изготовления искусственной древесной плиты.
В процессе экструзионного формования, в котором применяют головку Т-образного типа, пластицированный экструдируемый материал 79 истекает по впускному участку, на котором форма поперечного сечения быстро изменяется в направлении от экструзионной головки 78 с относительно малым диаметром к оформляющему участку с поперечным сечением в форме прямоугольника с увеличенными длиной и шириной, а затем истекает внутри оформляющего участка относительно большого продольного размера, вследствие чего становится невозможным формование полимерного материала, смешанного с большим количеством древесной муки при осуществлении известного способа экструзионного формования с использованием оформляющей головки Т-образного типа. С другой стороны, как это указано выше, наилучшее использование превосходных свойств фторполимера позволяет осуществлять экструзионное формование искусственной древесной плиты из материала, включающего в себя большое количество древесной муки, с помощью оформляющей головки Т-образного типа.
В случае сочетания вышеуказанной экструзионной головки 19 с впускным отверстием 12a оформляющей головки 10a, экструдируемый материал 79, вылавливаемый из выпускного отверстия сеточного участка 16 экструдера 70, необходимо поддерживать в горячем состоянии подогревом и обеспечивать его истечение через соединительное отверстие из экструзионной головки 19 во впускное отверстие 12a оформляющей головки 10a. Поскольку поперечное сечение этого соединительного отверстия меняется только по высоте, состояние истечения экструдируемого материала 79 не затруднено. Более того, высота впускного отверстия 12a равна высоте формующей камеры 22, а поперечное сечение впускного отверстия 12a меняется только в ширину, поэтому состояние истечения экструдируемого материала 79 во впускном отверстии 12a оформляющей головки 10a не затруднено в сравнении с тем, что происходит в случае оформляющей головки 10 в соответствии с вышеупомянутым вариантом воплощения, в котором поперечное сечение впускного отверстия 12 и впускной камеры 13 меняется как по высоте, так и по ширине. Таким образом, состояние истечения экструдируемого материала 79 в экструзионной головке 19 и впускном отверстии 12a оформляющей головки 10a и в дальнейшем оказывается приемлемым.
Другие эффекты являются идентичными тем, что описаны для вышеупомянутой оформляющей головки 10.
Как показано на фиг.12, в том случае, когда во впускном отверстии 12a предусмотрена направляющая пластина 15, поток экструдируемого материала 79, выходящего из экструзионной головки 19 мундштука 17, направление которого показано на фиг. 12 стрелками, ударяется о заднюю поверхность направляющей пластины 15, а затем экструдируемый материал 78 проходит по обеим сторонам впускного отверстия 12a через проход, который образуется между задним краем направляющей пластины 15 и поверхностью задней стенки впускного отверстия 12a, в то время как некоторое количество экструдируемого материала истекает в направлении формующей камеры 22 по пространству между направляющей пластиной 15 и поверхностью верхней стенки впускного отверстия 12a. Таким образом, наличие направляющей пластины 15, предусмотренной во впускном отверстии 12a, создает возможность относительно простого истечения экструдируемого материала 79, благодаря чему предотвращается неоднородная молекулярная ориентация экструдируемого материала 79, вызванная разницей линейного расширения у порций каждого исходного материала, находящихся в средней части и по краям массы экструдируемого материала 79 в направлении выдавливания. Это является попыткой добиться равномерного линейного расширения и регулируемой молекулярной ориентации, благодаря которой достигается равномерное поступление потока экструдируемого материала 79 в формующую камеру 22 оформляющего участка 21. То есть поток экструдируемого материала 79 равномерно поступает в формующую камеру 22 оформляющего участка 21 внутри оформляющей головки 11a, что позволяет выдавливать экструдируемый материал 79 с более равномерной плотностью.
Кроме того, поскольку на поверхности направляющей пластины 15 за счет наклеивания фторполимерного листового материала предусмотрен слой для плакирования внутренней стенки, усилие сопротивления, направленное против экструдируемого материала 79, проходящего по направляющей пластине 15, ослаблено, компоненты, в особенности древесная мука, входящая в состав экструдируемого материала, характеризующаяся большим фрикционным сопротивлением, не испытывает на себе большого сопротивления на поверхности направляющей пластины 15, благодаря чему обеспечивается равномерное истечение потока, вследствие чего возникает возможность выдавливания экструдируемого материала в формующую камеру 22 оформляющей головки с сохранением пластицированного состояния экструдируемого материала, который в результате обладает равномерной и высокой плотностью.
В случае, если экструзионное формование настоящего изобретения проводят с использованием искусственной древесной муки настоящего изобретения, поскольку такую искусственную древесную муку готовят с налипанием полимера на всю поверхность каждой частицы древесной муки, экструдируемый материал 79 получают в таком хорошем пластицированном состоянии, когда полимер пропитывает пространство между всеми без исключения частицами древесной муки внутри экструдера 70, экструдируемый материал 79, в особенности древесная мука, содержащаяся в нем, не испытывает большого сопротивления на поверхности стенки экструдера и оформляющей головки, благодаря чему достигается равномерное истечение потока и, следовательно, формуемая искусственная древесная плита приобретает дополнительно однородную и высокую плотность.
Более того, дополнительное усилие сопротивления на формуемое изделие 29, которое экструдируют из выпускной головки 23 оформляющей головки в направлении, обратном направлению экструдирования, оказывают тормозящие средства, которые описаны ниже для другого варианта воплощения, в результате чего обеспечивается формование искусственной древесной плиты, которая обладает равномерной и высокой плотностью.
Как показано на фиг.5-7, усилие сопротивления движению формуемого изделия 29, которое экструдируют из выпускной головки 23 оформляющей головки 10, дополняется действием тормозящих средств, направленным противоположно движению экструдируемого материала, что позволяет регулировать усилие, воздействующее на формуемое изделие 29. Ниже со ссылкой на прилагаемые чертежи описан вариант исполнения тормозящих средств 30.
Такими средствами служат представленные на фиг.5 прижимные ролики 31a и 31b, которые представляют собой резиновые ролики. При этом пара прижимных роликов 31a и 31b находится в контакте с верхней и нижней поверхностями формуемого изделия 29, удерживая его по всей ширине. Оба конца этих роликов 31a и 31b посредством подшипников 34, 34 опираются на соответствующие валы 32, 32.
Подшипники 34, предусмотренные по обоим концам ролика 31a, закреплены на станине 36 для установки подшипников. По обе стороны каждого из подшипников 34 предусмотрено по паре направляющих валов 38, 38, которые опираются на станину 36; на каждом из этих направляющих валов имеется по пружине 43.
По обоим концам ролика 31b предусмотрено по подшипнику 34, которые неподвижно закреплены на раме 37, причем эта рама 37 способна перемещаться вверх и вниз, она снабжена сквозными отверстиями по ее обоим концам и находится в контакте с пружинами 43, когда направляющие валы 38 проходят через соответствующие сквозные отверстия.
Кроме того, центры валов роликов соответственно 31a и 31b находятся на линии, параллельной направляющим валам 38; ролик 31b размещен с возможностью входить в контакт и отделяться от ролика 31a, благодаря чему формуемое изделие 29 практически сориентировано в направлении касательной линии, проходящей между внешними поверхностями ролика 31b и ролика 31a.
В данном случае пружины 43 выполняют функции прижимных пружин, оказывая давление на раму 37, воздействующее на нее в таком направлении, чтобы между роликами 31a и 31b образовывался зазор, в который можно было бы ввести отформованное изделие 29. Более того, по концам направляющих валов 38 предусмотрены прижимные пружины 44, 44, давление которых превышает давление пружин 43 и которые удерживаются на валах 38 гайками 49, 49, обеспечивающими прижатие пружин 44, оказывающих на раму 37 давление в таком же направлении, что и рама 37, то есть ролик 31b стремится войти в контакт и прижаться к ролику 31a. Такая конструкция дает возможность ролику 31b входить в контакт с роликом 31a и отделяться от него. Кроме того, раму 37 можно и непосредственно прижимать только одними гайками 49, без пружин 44.
Кроме того, по обоим концам ролика 31a предусмотрены цилиндры 33, которые снабжены V-образными канавками для укладки ремней 35 снаружи ролика 31a, и фрикционные средства, в частности ремни 35 или тому подобное, которые охватывают V-образные канавки на половину оборота снаружи цилиндров. Каждый из ремней 35 снабжен держателем 39, предусмотренным с одного из его концов, позволяющих закреплять этот держатель 39 на валу 41, который неподвижно смонтирован на боковой стенке станины 36, а на другом конце ремня имеется стержень 40 с фланцем. Конец стержня 40 вставлен в сквозное отверстие держателя 46, неподвижно закрепленного на боковой стенке и удерживающего эксцентрический кулачок, у которого имеется рычаг 48.
В дополнение к этому между фланцем стержня 40 и держателем 46 имеется пружина, стремящаяся своим воздействием освободить ремень 35, который охватывает цилиндр 33. В данном варианте исполнения при повороте кулачка с помощью рычага 48 против часовой стрелки, как показано на фиг.7, ремень 35 затягивается вниз, что очевидно из фиг.7, противодействуя усилию пружины 45, передаваемому посредством стержня 40, поскольку упомянутый кулачок 47 смонтирован эксцентрично.
То есть ремень 35 затягивается в таком направлении, что этот ремень 35 укладывается в V-образную канавку цилиндра 33. Укладывание ремня 35 в V-образную канавку цилиндра 33 позволяет препятствовать вращению цилиндра 33. Когда же кулачок 47 поворачивают путем поворота рычага 48 в направлении часовой стрелки, как показано на фиг.7, стержень 40 толкает ремень 35 вверх, что очевидно из фиг.7, что обеспечивается освобождающимся усилием пружины 45, удаляя его от V-образной канавки цилиндра 33, а это позволяет устранить препятствие вращению цилиндра 33.
В зависимости от того фиксированного положения, в которое приводят кулачок 47 путем его поворота, что позволяет, таким образом, регулировать усилие, посадка ремня 35 в V-образную канавку цилиндра 33 становится ослабленной или плотной.
Вместо кулачка 47 на конце стержня 40 можно закрепить зажимную гайку, вращение которой позволяет регулировать плотность посадки ремня 35 в V-образнои канавке цилиндра 33 и, таким образом, регулировать усилие, которое необходимо для вращения цилиндра 33.
Хотя в данном варианте исполнения предусмотрены три пары вышеупомянутых роликов 31a и 31b, отстоящих друг от друга в направлении экструдирования формуемого изделия 29 на соответствующее расстояние, как это проиллюстрировано на фиг. 5 и 6, рамки настоящего изобретения не ограничиваются данным числом пар роликов, поскольку с той же целью можно применять любое число пар этих роликов, лишь бы все устройство оставалось работоспособным.
Кроме того, хотя в данною варианте исполнения вышеупомянутые тормозящие средства предусмотрены по обоим концам ролика 31a, они могут быть использованы и с одного из концов ролика 31a. Однако с точки зрения полноты регулирования вращения ролика 31a предпочтительнее монтировать тормозящие средства по обоим концам ролика 31a.
Более того, в другом варианте исполнения тормозящих средств предусмотрено применение пары тормозных колес, длина которых может быть равной всей ширине формуемого изделия 29, способных входить в контакт и выходить из зацепления с верхней и нижней поверхностями формуемого изделия 29, благодаря чему усилие экструдирования формуемого изделия 29 можно регулировать введением пары тормозных колес в контакт с этими верхней и нижней поверхностями и прижатием к ним пары тормозных колес. Помимо этого тормозные колеса могут быть выполнены путем закрепления эластичных элементов в форме листовых материалов из каучука или резины на рамах, изготовленных из стали или дерева, что позволяет вводить в контакт и прижимать поверхности эластичных элементов к формуемому изделию 29. Необходимо также добавить, что число используемых тормозных средств, представляющих собой пару тормозных колес, не ограничено.
Эффект регулирования экструдирования формуемых изделий.
Гайки 49, 49 при завинчивании преодолевают усилие сопротивления пружин 43, 43. При этом они толкают раму 37 вниз, как показано на фиг.7, посредством пружин 44, 44 и ролик 31b входит в контакт с роликом 31a через формуемое изделие 29, прижимаясь к этому последнему. Ролики 31a и 31b вращаются в направлении, которое на фиг.5 указано стрелками, за счет усилия экструдирования формуемого изделия 29, а затем совместно с вращением ролика 31a начинается вращение цилиндра 33.
Поворотом рычага 48 против часовой стрелки вызывают вращение кулачка 47, как показано на фиг.7, ремень 35 стягивается вниз, как показано на фиг.7, в направлении, противоположном направлению действия усилия пружины 45 на стержень 40, что позволяет противодействовать вращающему усилию цилиндра 33, в результате чего формуемое изделие 29, выдавливаемое из выпускной головки 23 оформляющей головки 10, протискивается между роликами 31a и 31b, благодаря чему удается противостоять усилию экструдирования формуемого изделия 29, зажатого между роликами 31a и 31b.
Как обозначено на фиг. 5 и 6 стрелками в виде линий из двухпунктирных цепочек, регулирующее усилие, противостоящее усилию экструдирования формуемого изделия 29, создается роликами 31a и 31b, которые передают это усилие экcтрудируемому материалу 79 на оформляющем участке 21 оформляющей головки 10 и на впускном участке 11, причем такое усилие действует в направлении, противоположном направлению экструдирования. В это время экструдируемый материал 79 находится в таком состоянии, в котором перед охлаждением он все еще сохраняет высокую текучесть, вследствие чего экструдируемый материал 79, выходящий из экструзионной головки 78, как показано на фиг.6 однопунктирными линиями, экструдируется под регулируемым усилием в таком состоянии, что его поток не столько движется в направлении экструдирования, сколько расходится в ширину по всей оформляющей головке 10. В таком состоянии плотность древесной муки достигает исключительно высокой величины.
В том случае, если регулирующее усилие не прилагать к формуемому изделию 29, которое формуют экструзионным формованием по настоящему изобретению, как это изложено выше, скорость истечения экструдируемого материала 79, движущегося в направлении экструдирования, становится большой, как это показано на фиг. 6 двухпунктирными линиями. Таким образом, если сопоставлять случай приложения регулирующего усилия к формуемому изделию 29 со случаем, когда такое усилие к формуемому изделию 29 не прилагают, становится совершенно очевидным, что оба экструдируемых материала 79 заметно различаются между собой по состоянию истечения.
Осуществление способа формования искусственной древесной плиты в случае приложения регулирующего усилия к формуемому изделию 29 позволяет в еще большей степени повысить плотность древесной муки в экструдируемом материале 79 в сравнении с тем, что достигается при осуществлении способа формования искусственной древесной плиты в случае, когда к формуемому изделию 29 регулирующего усилия не прилагают, в результате чего в качестве формуемого изделия 29 формуют искусственную древесную плиту, получая продукцию с еще более равномерной и более высокой плотностью по всей ширине оформляющей головки 10. Кроме того, скорость экструдирования в случае приложения регулирующего усилия к формуемому изделию 29 составляет от 4 до 5 м/ч.
Таким образом, хотя при осуществлении обычной технологии экструдирование экструдируемого материала 79 из экструзионной головки 78, характеризующейся относительно малым диаметром оформляющей головки 10 с быстрым изменением формы поперечного сечения в направлении формующей камеры 22, которой сообщают поперечное сечение в форме прямоугольника с большими длиной и шириной, сохранение однородной и высокой плотности в пластицированном состоянии сопряжено со значительными затруднениями, при осуществлении способа экструзионного формования искусственной древесной плиты в соответствии с настоящим изобретением возможно формование искусственной древесной плиты, обладающей более однородной и высокой плотностью, в случае не только варианта приложения регулирующего усилия к формуемому изделию 29, но даже и в случае, когда регулирующее усилие к формуемому изделию 29 не прилагают.
Как показано на фиг.13 и 14, другой вариант исполнения тормозящих средств описан ниже. При этом те же самые узлы и детали, что применяются в этих тормозящих средствах, аналогичные узлам и деталям тормозящих средств вышеописанного варианта, обозначены теми же самыми позициями.
Согласно фиг.13 и 14 подшипники 34a, на которые опираются оба конца валов трех роликов 31b, соответственно закреплены на станине 36, ролики 31a движутся в зацеплении с шестеренками 116, которые предусмотрены у соответствующих валов, и шестеренками 117, которые находятся в зацеплении с шестеренками 116, а входной вал механического тормоза 115 связан с валом, соответствующим одному из трех роликов 31a. Механический тормоз 115 является разновидностью электромагнитного тормоза, обеспечивающего электрическое и тонкое регулирование фрикционного вращающего момента.
На станине 36 установлены рамы 114. На поверхностях стенок соответствующих рам 114 предусмотрены соответствующие направляющие элементы 119 в виде блоков с направляющими канавками, что позволяет направлять центральные валы направляющих элементов 119 вверх и вниз практически параллельно друг другу. Для возможности перемещаться вверх и вниз по направляющим канавкам направляющих элементов предусмотрены подшипники 34b, на которые опираются оба конца соответствующих трех роликов 31b, причем эти подшипники 34b соответственно соединены с концами стержней трех пневматических цилиндров 118, смонтированных на верхней поверхности рам 114.
Таким образом, ролики 31b через формуемое изделие 29 соответственно прижимаются к роликам 31a, вращение вала, соответствующее одному из трех роликов 31a, регулируется механическим тормозом 115, шестерня 116, которая предусмотрена на валу соответствующего ролика 31a, вращение которого регулируется механическим тормозом 115, входит в зацепление с другими шестернями 116, 116, которые смонтированы на других валах, соответствующих другим роликам 31a, 31a, посредством шестеренок 117, 117, вследствие чего к трем роликам 31a прилагается одно и то же регулирующее вращение усилие, создаваемое фрикционным крутящим моментом механического тормоза 115.
В данном варианте давление цилиндра 118, воздействующее на каждый из роликов 31a, регулируют в зависимости от делаемой толщины формуемого изделия 29. Подобным же образом фрикционный крутящий момент для регулирования вращения ролика 31a механическим тормозом 115 также регулируют в зависимости от желаемой толщины формуемого изделия 29.
Так, например, в данном варианте исполнения в случае 12-миллиметровой толщины формуемого изделия 29 и давления воздуха в цилиндре 118, равное от 5 до 4 кг/см2, нагрузка, с которою один из роликов 31b через формуемое изделие 29 воздействует на соответствующий ролик 31a, составляет приблизительно 1000 кг. Таким образом, в общей сложности нагрузка, которая прилагается тремя роликами 3b на формуемое изделие, становится равном 3000 кг.
Кроме того, фрикционный крутящий момент механического тормоза 115 равен 10 кг/м.
В том случае, когда толщина формуемого изделия 29 составляет 30 мм, давление воздуха в цилиндре 118 равно от 8 до 10 кг/см2, нагрузка, с которой один из роликов 31b воздействует на соответствующий ролик 31a, равна примерно 2000 кг. Таким образом, тремя роликами 31b на формуемое изделие 29 воздействует общая нагрузка в 6000 кг.
Кроме того, фрикционный крутящий момент механического тормоза 115 равен 20 кг/м.
Таким образом, фрикционный крутящий момент механического тормоза 115 сообщает регулирующее усилие, противодействующее усилию экструдирования формуемого изделия 29, благодаря чему обеспечивается возможность перевода экструдируемого материала 79 в оформляющей головке 10 и на оформляющем участке 11 оформляющей головки 10a в более однородное и плотное состояние. В таких условиях однородный и плотный экструдируемый материал 79 движется под действием усилия экструдирования, создаваемого экструдером 70, противодействующим регулирующему усилию тормозных средств, и охлаждается внутри формующей камеры 22, что в общем обеспечивает возможность формования изделия 29. Формуемое изделие 29 движется, преодолевая регулирующее усилие механического тормоза 115, препятствующее вращению роликов 31a и 31b.
Как указано выше, тормозящие средства 30 в соответствии с данным вариантом исполнения, позволяют легко регулировать давление, прилагаемое цилиндрами 118 через ролики 31b в соответствии с желаемой толщиной формуемого изделия. Помимо тормозящих средств 30a, в данном варианте предусмотрена возможность простого регулирования усилия роликов 31a с использованием механического тормоза 115, благодаря чему можно предположить, что тормозящие средства в соответствии с таким вариантом исполнения, предпочтительнее тормозящих средств 30 в соответствии с первым вариантом исполнения.
После этого искусственную древесную плиту, которая представляет собой отформованное изделие 29 как целевой продукт, режут на разрезной машине, в частности на обрезном станке, механических ножницах или механической пиле, на куски желаемой длины. В случае формования изделия 29 малой толщины применяют такую разрезную машину, как обрезной станок или тому подобное. В случае формования изделия 29 толщиной 12 мм или тому подобное, применяют такую разрезную машину, как механические ножницы или механическая пила.
На фиг. 8 (b) представлен еще один вариант воплощения настоящего изобретения, целью которого является повышение производительности и в котором оформляющие головки 10, 10 практически такие же, как показанные на фиг.8 (a), сочетаются с экструзионной головкой 78, соединенной с экструдером 70.
Первый пример получения искусственной древесной муки.
В эксперименте данного примера исходный материал, доля которого составляет 55 вес.%, включает в себя 30 кг древесной муки, средний диаметр частиц которой составляет 20 меш (0,84 мм) или менее, а насыпной объем равен 0,2 (содержит 8 вес. % влаги), 0,3 кг мочевинового раствора концентрацией 40%, который состоит из аммиака, фенола или меламина и который служит контрреагентом для древесного газообразного уксуса (количество мочевины составляет 1% от количества древесной муки), и 3 кг карбоната кальция. Остальные 45 вес.% приходятся на 27 кг ПП (полипропилена), используемого в качестве полимерного материала.
Более того, средний размер частиц древесной смолы указывает на то, что диаметр 50 вес.% частиц древесной муки входит в диапазон совокупного весового процентного распределения.
Процесс перемешивания (пластикации) с применением вышеупомянутого смесителя 80 описан ниже.
(1) Смесительные и ударные лопасти 85, 86 и 87 и скребок 84 приводятся в высокоскоростное вращение от электромотора, через загрузочное отверстие 94 после открывания верхней крышки 82 подают 30 кг древесной муки и постепенно добавляют к ней 0,3 кг мочевины.
(2) По истечении приблизительно 1 мин добавляют 3 кг карбоната кальция, что соответствует доле карбоната кальция 5 - 10 вес.%, и перемешивают примерно 10 - 20 мин. Далее добавляют карбонат кальция и окись титана, удельный вес исходного материала становится большим, вследствие чего вращение перемешивающих и ударных лопастей с высокой скоростью создает большое усилие сдвига, вследствие чего за счет такого усилия сдвига увеличивается количество выделяющейся теплоты трения. В результате содержимое смесителя 80 подвергается сушке при температуре 180 - 190o C, приводящей к снижению влагосодержания исходного материала до 1 вес.% или меньше, предпочтительнее до 0,3 вес. % или меньше. В этом случае в данном варианте воплощения по истечении 17 мин и 9 с с момента загрузки древесной муки температура корпуса смесителя 81 составляла 190oC, а влагосодержание достигло 1 вес.%. Более того, вращение перемешивающих и ударных лопастей 85, 86 и 87 с высокой скоростью вызывает измельчение древесной муки, поэтому по газоотводной трубке 95, предусмотренной на верхней крышке 82, из смесителя удаляются большие количества водяного пара и древесного газообразного уксуса.
(3) Затем внутрь корпуса смесителя 81 в качестве полимерного материала загружают 25 кг ПП (полипропилена) и перемешивание продолжают в течение приблизительно от 5 до 8 мин (в данном варианте 8 мин). В данном варианте воплощения полимер используют в виде гранул, размеры которых составляют приблизительно 3 мм.
Кроме того, температура плавления ПП полимерного материала в ходе проведения данного эксперимента составляла 165oC, а температура корпуса смесителя 81 была равной 186oC.
Таким образом, древесная мука, которая входила в состав исходного материала, не образовывает больших кусков полимерного материала, а коагулируется в процессе смешения и диспергирования, из-за чего перемешиваемый материал переходит в состояние гелеобразной глины, образуя, следовательно, "пластицированный материал" в форме кусков, диаметр которых составляет приблизительно от 10 до 100 мм. То есть кусок формируется за счет налипания термопластичного полимерного материала на всю поверхность гранулы древесной муки, которая состоит из единственной разновидности древесной муки, и объединяет гранулы древесной муки с образованием массы таким образом, что взаимосвязь между гранулами древесной муки не обладает никакими адгезионными свойствами, поэтому этот кусок оказывается достаточно хрупким. Следовательно, пластицированный материал, образующийся в ходе проведения такого процесса, является приемлемым материалом, который можно подвергать дальнейшей эффективной пластикации в экструдере 70 на последующей стадии, которая описана ниже и осуществление которой может привести к конкретному ослаблению фрикционного сопротивления древесной муки в процессе экструзионного формования.
Более того, в случае, когда в ходе проведения данного эксперимента в качестве полимерного материала используют ПП, а количество древесной муки становится равным 35 вес.% или меньше от общего количества исходного материала, полимер образует большие куски, поэтому доля древесной муки должна составлять 35 вес.% или больше. В случае количества древесной муки 75 вес.% или меньше исходный материал можно перевести в гелеобразное состояние, однако при ее содержании в количестве более 75 вес.% древесная мука подвергается обугливанию и становится непригодной для соответствующего использования.
(4) Электромотор переводят в режим малых оборотов, крышку 89 вводом в действие цилиндра 91 отводят назад, открывая, таким образом, разгрузочное отверстие 88. Исходный материал, который внутри корпуса смесителя 81 был переведен в гелеобразное состояние, выгружают через разгрузочное отверстие 88 и разгрузочный патрубок 93 и направляют на следующую стадию. В данном случае в процессе выгрузки температура составляла 186oC, а весь процесс обработки от момента загрузки, исходного материала до выгрузки готового продукта занял 25 мин и 54 с времени.
Кроме того, когда электромотор работает с низкой скоростью, температура в корпусе смесителя 81 опускается до уровня, который на 10oC превышает температуру плавления полимерного материала, входящего в состав исходного материала, пластицированный материал в смесителе 80 охлаждается и гранулируется с образованием гранул крупного размера, который составляет приблизительно 25 мм или меньше, в результате чего образуется гранулированная древесная мука. В этом случае последующую операцию в средствах гранулирования с охлаждением можно отменить, тогда как искусственную древесную муку можно готовить регулированием размеров частиц вышеуказанной гранулированной древесной муки таким образом, чтобы они составляли 10 мм или менее, в средствах регулирования размеров частиц в последующей операции процесса.
Второй пример получения древесной муки.
В эксперименте данного примера исходный материал в количестве 64 вес.% включает в себя 26 кг древесной муки, средний диаметр частиц которой составляет 20 меш (0,084 мм) или меньше, а насыпной объем равен 0,2, 0,3 моечевинового раствора концентрацией 40% и 3 кг, а не от 5 до 20 вес.%. Остальные 36 вес.% в качестве полимерного материала включают в себя 16 кг ПК (поликарбоната).
Если исходный материал перемешивают в смесителе 80, упомянутом выше, можно осуществлять те же технологические приемы, что и описанные в первом примере. В данном варианте по истечении 17 мин и 30 c с момента загрузки древесной муки температура корпуса смесителя 81 составляла 159oC, тогда как перемешанный материал, который был переведен в гелеобразное состояние, по истечении 26 мин и 15 c с момента загрузки ПК выгружали при температуре 223oC.
(5) Гранулирование с охлаждением.
Пластицированный материал, образующийся в смесителе 80, упомянутом выше, по разгрузочному патрубку 93 через загрузочное отверстие охлаждаемого смесителя 100 поступает в корпус смесителя 101. Перемешивающая и измельчающая пластина 104 приводится во вращение от электромотора 105 со скоростью вращения 90 об/мин, в то время как рычаг 103 вращается в горизонтальном положении со скоростью 3 об/мин.
Пластицированный материал охлаждают на поверхности внутренней стенки корпуса охлаждаемого смесителя 101 посредством охлаждающей воды, циркулирующей в рубашке 102, в результате чего гранулированием получают "гранулированную древесную муку" с диаметром частиц до 25 мм или менее. Затем путем открывания затвора 106 гранулированную древесную муку выгружают через разгрузочное отверстие 107.
Кроме того, температура плавления ПП полимерного материала была равной 165oC, и пластицированный материал охладили до температуры от 90 до 100oC по истечении от 10 до 15 мин с момента перевода в смесителе 80 загруженного пластицированного материала при температуре 180oC в гелеобразное состояние, как описано выше, эффективно осуществив, таким образом, в соответствии с этим вторым примером операцию гранулирования в охлаждаемом смесителе. Что касается охлаждающей воды, циркулирующей в рубашке 102, то температура воды, подаваемой из питающего водопровода 108, составляла 30oC, тогда как температура воды, сливаемой по выпускному патрубку 109, составляла 40oC.
(6) Регулирование размеров частиц.
Размеры частиц гранулированной древесной муки, приготовленной с помощью охлаждаемых гранулирующих средств, доводят до диапазона 10 мм или менее с использованием ножевой мельницы в таких условиях, которые необходимы для приготовления "искусственной древесной муки".
Размеры гранул гранулированной древесной муки доводят до диапазона от 0,1 до 8 мм обработкой между роторными ножами 125, которые предусмотрены на опорном корпусе для ножей 124, и неподвижно установленными ножами 126 в таких условиях, которые необходимы для приготовления "искусственной древесной муки". Затем такую искусственную древесную муку пропускают через сито из сетки 129, предусмотренное в камере классификации по размерам 128, и выгружают через разгрузочное отверстие 131.
Сравнительный пример искусственной древесной плиты выполненной с использованием искусственной древесной муки
Различные испытания на определение
физических свойств были проведены в отношении нижеследующих изделий из древесины: искусственная древесная плита, изготовленная в промышленной установке,
представленной на фиг.4 и с 11 по 14, с
применением искусственной древесной муки, приготовленной согласно вышеприведенному второму примеру воплощения настоящего изобретения, причем материал этой
плиты включал в себя 50% древесной муки и 50%
полимерного материала (толщина - 12,0 мм) (ниже носит обозначение "по примеру A") фанера A, которая состояла из трех слоев листовой древесины (толщина
- 11,2 мм); фанера B, которая состояла из пяти
слоев листовой древесины (толщина - 11,6 мм); фанера C, которая состояла из семи слоев листовой древесины (толщина - 15,3 мм).
(1) Испытание на модуль упругости при изгибе и сопротивление изгибу (табл. 1).
Условия испытания:
Расстояние между точками опоры мм, - 100
Скорость испытания, мм/мин
- 5
Как указано в табл. 1, в случае
сопоставления данных модуля упругости при изгибе и сопротивления изгиба материала примера A в вертикальном направлении и в горизонтальном направлении с
соответствующими данными для фанеры A и фанеры B
материал примера A проявляет более слабые показатели, чем у фанеры A и фанеры B.
С другой стороны, при сопоставлении с фанерой C материал примера A проявляет относительно близкие показатели сопротивления изгибу в вертикальном направлении. В отношении модуля упругости при изгибе в вертикальном направлении и горизонтальном направлении и сопротивления изгибу в горизонтальном направлении материалу A характерны более высокие показатели, чем проявляемые фанерой C.
Таким образом, можно добиться такого приемлемого результата, когда искусственная древесная плита в соответствии с настоящим изобретением проявляет модуль упругости при изгибе и сопротивление изгибу, эквивалентные аналогичным данным для некоторых фанер.
(2). Испытание на поверхностную ударопрочность (табл. 2).
Условия проведения испытания: 10 м/с.
Как указано в табл. 2, в отношении поверхностной ударопрочности материал примера A в соответствии с настоящим изобретением проявляет более высокие показатели, чем показатели любой из сопоставленных с ним фанер.
(3) Испытание на твердость по Роквеллу (табл. 3).
Условия проведения испытания:
Вдавливаемый элемент - Стальной шарик диаметром 12,700 мм
Нагрузка при испытании, кгс
- 60
Как указано в табл. 3, в отношении
твердости по Роквеллу материал примера A проявляет более высокие показатели, чем показатели других материалов, сопоставляемых фанер. Искусственная
древесная плита по настоящему изобретению
характеризуется таким превосходным показателем твердости, который приблизительно в 1,4 раза превосходит твердость фанеры A, примерно в 1,93 раза - твердость
фанеры B и примерно в 3,4 раза - твердость
фанеры C.
(4) Испытание на влагопоглощение (табл. 4).
Условия проведения испытания: каждый испытуемый образец погружают в деионизованную воду и по истечении 24 ч выдержки при 25oC измеряют изменение массы (влагопоглощение).
Как видно из табл. 4, для влагопоглощения материал примера A демонстрирует крайне низкую величину в отличие от других материалов сопоставленных с ним фанер. С увеличением влагопоглощения степень расширения и сжатия плиты увеличивается, то есть изменения размеров плиты в зависимости от изменений в окружающей среде, в частности влажности и тому подобного, становятся значительнее, вследствие чего возможно растрескивание плиты или изменение размеров.
Искусственная древесная плита в соответствии с настоящим изобретением проявляет крайне низкое влагопоглощение, составляющее всего 1/153 влагосодержания фанеры A, которой свойственно самое низкое влагопоглощение среди трех вышеприведенных фанер, благодаря чему независимо от изменений условий окружающей среды, в частности влажности и тому подобного, предлагаемый материал характеризуется крайне высокой стабильностью размеров.
(5) Испытание на сопротивление вытягиванию гвоздя (табл. 5).
Условия испытания: скорость испытания 5 мм/мин.
Как видно из табл. 5, показатель сопротивления вытягиванию гвоздя для материала примера A в соответствии с настоящим изобретением является минимальным для всех примеров. Обычно это является недостатком, общим для фанер всех типов, проявляющих как правило слабое сопротивление при вытягивании гвоздя. Полагают, что сопротивление вытягиванию гвоздя обусловлено, по-видимому, силой трения древесной ткани вокруг гвоздя. Поскольку материал искусственной древесной плиты включает в себя полимер, характеризующийся низким коэффициентом трения, который обуславливает низкое сопротивление вытягиванию гвоздя, можно считать естественным, что испытание на сопротивление вытаскаванию гвоздя для искусственной древесной плиты в соответствии с настоящим изобретением дает более низкие величины, чем этот же показатель для других, сопоставляемых с ней фанер, которые состоят из древесных листовых материалов, обладающих более высоким коэффициентом трения. Однако испытание материала примера A позволяет достичь такого приемлемого результата, как показатель, достигающий примерно 72% от показателя сопротивления вытаскиванию гвоздя для фанеры C.
В случае искусственной древесной плиты ее сопротивление вытаскиванию гвоздя можно увеличить повышением плотности между соответствующими частицами древесной муки. Поскольку материал примера A обладает высокой плотностью, в таком испытании достигается приемлемый результат, указанный выше.
(6) Испытание с шурупом (табл. 6).
Условия испытания: скорость испытания 5 мм/мин.
Как указано в табл. 6, сопротивление извлечению шурупа из материала примера A в соответствии с настоящим изобретением характеризуется максимальными показателями для всех образцов. Кроме того, показатели сопротивления разрушению шурупом в вертикальном направлении и горизонтальном направлении превышают те же параметры для фанер A, B и C.
Полагают, что сопротивление извлечению шурупа связано с усилием сдвига в древесной ткани вокруг шурупа, отличного от силы трения древесной ткани о гвоздь, в случае сопротивления извлечению шурупа отражает адгезию, возникающую между древесной тканью, находящейся в шурупе, и другой тканью.
Поскольку древесная мука, входящая в состав материала искусственной древесной плиты, характеризуется однородной и высокой плотностью, в случае искусственной древесной муки в соответствии с настоящим изобретением адгезия между соответствующими частицами древесной муки настолько прочна, что при этом достигаются такие приемлемые результаты, как сопротивление извлечению шурупа и прочность материала примера А на разрушение шурупом, которые превышают достигаемые в случае других сопоставляемых материалов.
Как очевидно из результатов соответствующих испытаний, искусственная древесная плита настоящего изобретения проявляет приемлемые характеристики, которые ее сближают с некоторыми фанерами по модулю упругости при изгибе, сопротивлению изгибу и сопротивлению извлечения гвоздя и которые превосходят по поверхностной ударопрочности, влагосодержанию, сопротивлению извлечения шурупа и прочности разрушения шурупом аналогичные показатели для фанер различных типов.
Пример приготовления материала покрытия.
Раствор готовят совмещением 60 вес.ч. растворителя, содержащего диметилформамид и метилэтилкетон в соотношении 1: 1, и 20 вес.ч. уретановой смолы. Уретановую смолу в растворе и искусственную древесную муку настоящего изобретения смешивают в соотношении (в пересчете на содержание сухого вещества) 1: 1 и подвергают перемешиванию в шаровой мельнице в течение приблизительно 10 мин, получая материал для покрытий. Готовый материал для покрытий проявляет предпочтительные свойства диспергируемости в растворителе и растворе в качестве красочного материала и материала для покрытий благодаря соответствующим свойствам текучести и диспергируемости искусственной древесной муки, исключая, таким образом, дисперсию в материале покрытия.
Пример изготовления другой искусственной древесной плиты.
С помощью оборудования, представленного на фиг. 4 - 7, в экструдер загружают и пластицируют в нем с нагреванием следующие исходные материалы. Перемешиваемый материал нагревают на впускном участке оформляющей головки и выдавливают шнеком в формующую часть оформляющей головки, в которой на поверхность внутренней стенки наклеен фторполимерный листовой материал. Затем перерабатываемый материал постепенно охлаждают на формующем участке и экструдируют с формованием плиты, поддерживая верхнюю и нижнюю поверхность отформованной плиты таким образом, чтобы она была зажата парой роликов и чтобы к ней было приложено регулирующее усилие, противостоящее усилию выдавливания формуемой плиты, создаваемое цилиндрами, которые предусмотрены по концам валов этих роликов.
Первый пример другой искусственной древесной плиты.
Экструдер: диаметр 65 мм, одночервячный.
Зазор: 0,2 мм (между шнеком 71 и цилиндром 74).
Оформляющая головка: ширина - 910 мм, высота 12 мм (вертикальное сечение по ширине), длина оформляющей головки - 500 мм (от входа в формующую камеру до выхода из головки).
Производительность: 80 кг/ч (перерабатываемого материала).
Полимерный материал: ПЭ.
Целлюлозный измельченный материал (древесная мука): смешиваемое количество 51 вес. %, диаметр частиц 80 меш (0,177 мм), влагосодержание 5 вес.%, стабилизатор - карбонат кальция.
Производительность установки: приблизительно 5 м/ч.
Искусственную древесную плиту, которая представляет собой отформованное изделие 29 в качестве вышеупомянутой продукции и ширина которой составляет 910 мм, а толщина - 12 мм, разрезают на механической пиле на куски размером по 1820 мм каждый и в дальнейшем применяют в качестве конкретной панели бежевой окраски и весом 18 кг. Искусственную древесную плиту толщиной примерно 10 - 12 мм применяют также в качестве материала для изготовления мебели, в частности письменных столов или парт, обеденных столов или посудных полок. Кроме того, в случае, когда применяют оформляющую головку 10 высотой 20 - 30 мм, формуют искусственную древесную плиту толщиной 20 - 30 мм, которую можно применять в качестве доски для рубки или других целей. Таким образом, толщина формуемой искусственной древесной плиты не ограничивается вышеприведенными примерами.
Второй пример другой искусственной древесной плиты (способ и технологическое оборудование для его осуществления, применяемые в эксперименте этого второго примера, аналогичны способу и оборудованию, указанным в первом примере).
Экструдер: диаметр 65 мм, одночервячный.
Зазор: 0,2 мм (между шнеком 71 и цилиндром 74).
Оформляющая головка 10: ширина - 910 мм, высота 3 мм (вертикальное сечение по ширине), длина оформляющей головки 500 мм (от входа в формующую камеру до выхода из головки).
Производительность: 45 кг/ч (перерабатываемого материала).
Полимерный материал: ПВХ.
Целлюлозный измельченный материал (древесная мука): смешиваемое количество 45 вес.%, диаметр частиц 150 меш (0,097 мм), влагосодержание 4 вес.%, стабилизатор - мочевиновая смола 10 вес.%.
Производительность установки: 20 м/ч или больше.
Искусственную древесную плиту, которая представляет собой отформованное изделие 29 в качестве вышеупомянутой продукции и ширина которой составляет 910 мм, а толщина - 3 мм, разрезают механическими ножницами на куски размером по 1820 мм каждый и в дальнейшем применяют в качестве искусственной древесной плиты весом 18 кг.
Эту искусственную древесную плиту как тонкую плиту применяют в различных целях, в частности в качестве строительного материала любого типа, материалов для изготовления мебели или в производстве деталей оборудования. Так, например, эту тонкую искусственную древесную плиту используют в качестве строительного материала, в частности декоративного ламинированного листового материала для отделки внутренних частей дома или тому подобного, или для покрытий полов, например блоков для настилки полов, когда плиту разрезают на квадратные куски размером по 300 мм каждый, или для тому подобных целей. Такую тонкую искусственную древесную плиту применяют также в качестве материала для отделки интерьера автомобилей, например в виде декоративных ламинированных листовых материалов вокруг приборной доски и коробки передач или внутренних стенок автомобиля при изготовлении дорогих вариантов автомобилей. В качестве деталей оборудования такую плиту применяют при изготовлении щитовых панелей электрооборудования и тому подобного или в виде декоративных ламинированных листовых материалов при изготовлении щитов другого оборудования.
Как указано выше, в соответствии со способом экструзионного формования настоящего изобретения различные искусственные древесные плиты могут быть отформованы в широком диапазоне толщин: от тонкой плиты до толстой плиты, которые приемлемы для использования в самых различных целях.
Искусственная древесная плита, отформованная в соответствии со способом экструзионного формования настоящего изобретения, характеризуется высокой плотностью, поскольку ее формуют совмещением с большим количеством подмешиваемой в материал древесной муки. Поскольку стоимость получаемой для этой цели древесной муки составляет половину или меньше цены термопластичной смолы, себестоимость формования этой искусственной древесной плиты может быть очень низкой. Кроме того, искусственная древесная плита, в материал которой подмешивают большое количество древесной муки, характеризуется превосходными свойствами, аналогичными свойствам плиты из натуральной древесины.
Искусственную древесную плиту настоящего изобретения можно также формовать с применением формования горячим прессованием путем допрессовывания с нагревом и извлечением из формы после охлаждения. Однако в искусственной древесной плите, формуемой по способу экструзионного формования настоящего изобретения, внутренние и остаточные напряжения слишком малы в сравнении с теми, которые свойственны плитам, отформованным обычным каландрированием или обычным экструзионным формованием, вследствие чего в дальнейшем они не вызывают никаких деформаций плиты.
Искусственная древесная мука настоящего изобретения состоит из порошка измельченного целлюлозного материала, средние размеры частиц которого составляют 20 меш (0,84 мм) или меньше, хорошо соответствующего полимерному материалу, что обуславливает адгезию полимерного материала ко всей поверхности частиц измельченного целлюлозного материала без его коагуляции в процессе желатинизирующей пластикации и в процессе смесительного диспергирования, в результате чего образуется искусственная древесная мука с соответствующей текучестью, которая способна устойчиво удерживать полимерный материал, фиксированный на термически и химически стойкой древесной муке, что обеспечивает устойчивое сохранение состояния смешения и диспергирования между древесной мукой и полимерным материалом и что не зависит от химической реакции или адгезии после конденсационного воздействия вследствие эффекта охлаждения и восстановления.
Применение такой искусственной древесной муки позволяет получать в экструдере экструдируемый материал в соответствующем пластицированном состоянии, благодаря чему в процессе экструдирования уменьшается фрикционное сопротивление измельченного целлюлозного материала, что дает возможность избежать износа и повреждения искусственной древесной муки и формовать искусственную древесную плиту, обладающую однородной и высокой плотностью. В известной технологии применяют измельченный целлюлозный материал, размеры частиц которого составляют от 80 до 300 меш (0,177-0,050 мм), тогда как в соответствии с настоящим изобретением можно получать искусственную древесную муку с возможностью применять измельченные целлюлозные материалы из частиц крупного размера, со средним диаметром частиц 20 меш (0,84 мм) или меньше.
Более того, применение искусственной древесной муки настоящего изобретения позволяет поддерживать влагосодержание измельченного целлюлозного материала в пределах до 15 вес.%, благодаря чему предотвращается загрубление поверхности отформованного изделия из-за древесного газообразного уксуса, способного испаряться, и водяного пара или пузырьков, которые могут образовываться в процессе желатинизирующего перемешивания и в процессе формования.
Кроме того, размеры частиц искусственной древесной смолы настоящего изобретения регулируют таким образом, чтобы они составляли 10 мм или меньше, что позволяет предотвратить обугливание древесной муки, а также избежать износа и повреждения экструдера за счет ослабления фрикционного сопротивления древесной муки.
Осуществление способа приготовления искусственной древесной муки настоящего изобретения дает возможность получать вышеупомянутую искусственную древесную муку, к которой полимерный материал прилипает по всей поверхности частиц измельченного целлюлозного материала без коагуляции пластицируемой смеси, что позволяет, таким образом, перевести материал в состояние геля с относительно малыми гранулами.
Искусственную древесную плиту формуют с применением такой искусственной древесной смолы в соответствии со способом настоящего изобретения, получая искусственную древесную плиту, обладающую однородной и высокой плотностью, таким образом, что экструдируемый материал, пластицированный с нагреванием, выдавливают в оформляющую головку, в таком соответствующим образом пластицированном состоянии, в котором полимерный материал равномерно проникает между всеми гранулами измельченной целлюлозы, и в таком состоянии, в котором фрикционное сопротивление измельченного целлюлозного материала оказывается ослабленным, в сочетании с приложением к экструдируемому материалу регулирующего усилия, противодействующего усилию выдавливания.
Более того, искусственную древесную плиту настоящего изобретения, в материале которой измельченный целлюлозный материал в количестве 20 - 75 вес.% смешан с полимерным материалом и пластицирован с нагреванием, экструдируют с заданной толщиной, и пластицированный материал выдавливают шнеком в оформляющий участок оформляющей головки. Затем экструдируемый материал медленно охлаждают на оформляющем участке оформляющей головки. При этом в оформляющем участке предусмотрено покрытие внутренней стенки слоем, который представляет собой плакировку из фторполимерного листового материала на ее внутренней поверхности, или получают прямым нанесением на нее покрытия из фторполимера. Поскольку фторполимер обладает низкой теплопроводностью, обеспечивая тем самым медленное охлаждение, возникает возможность ослабить деформацию отформованного изделия в процессе охлаждения экструдируемого материала. Все это позволяет формовать высококачественную искусственную древесную плиту со слабыми внутренними и остаточными напряжениями, поэтому отсутствует необходимость в применении коррекционного валка или тому подобного с целью предотвратить деформацию формованного изделия.
Поскольку фторполимер обладает небольшим коэффициентом теплопроводности, появляется возможность уменьшить усилие сопротивления измельченному целлюлозному материалу, входящему в состав экструдируемого материала, что обеспечивает истечение этого экcтрудируемого материала с сохранением приемлемого пластицированного состояния измельченного целлюлозного материала и полимерного материала. Таким образом, широкую и однородную искусственную древесную плиту высокого качества можно формовать непосредственно выдавливанием экструдируемого материала из оформляющей головки в приемлемом пластицированном состоянии. По этой причине непосредственным экструдированием из оформляющей головки можно изготовлять толстую искусственную древесную плиту.
Кроме того, поскольку измельченный целлюлозный материал истекает в приемлемых условиях, этот измельченный целлюлозный материал не может подвергаться обугливанию под действием нагревателя, предусмотренного в оформляющей головке, тогда как во время постепенного движения обычного измельченного целлюлозного материала под влиянием нагревателя происходит его обугливание. По этой причине окраска формуемой искусственной древесной плиты не может измениться на темно-коричневую и предотвращается ухудшение таких свойств, как ударопрочность и тому подобное, что отличает эту продукцию от обычной плиты.
Так как фрикционное сопротивление фторполимера оказывается низким, измельченный целлюлозный материал и полимерный материал получают возможность истечения в приемлемом пластицированном состоянии, благодаря чему искусственную полимерную плиту, которая в качестве формованного изделия представляет собой продукцию, можно формовать таким образом, чтобы ее поверхность была ровной, свободной от затрубленных участков.
К формуемому изделию, выдавливаемому из оформляющей головки, прилагают регулирующее усилие, противостоящее усилию экструдируемого материала, что позволяет, таким образом, повысить плотность экструдируемого материала, находящегося на оформляющем участке оформляющей головки, поэтому искусственную древесную плиту можно экструдировать таким образом, чтобы при этом достигалась ее более однородная и высокая плотность.
Поскольку экструдируемый материал нагревают на впускном участке оформляющей головки и выдавливают в оформляющий участок оформляющей головки, возникает возможность равномерного выдавливания экструдируемого материала на оформляющем участке оформляющей головки, благодаря чему сохраняется его текучесть, то есть поддерживается соответствующее пластицированное состояние.
В соответствии с настоящим изобретением предлагается экструдер для формования высококачественной искусственной древесной плиты, которая обладает однородной и высокой плотностью и ровной поверхностью.
В экструдере настоящего изобретения на впускном участке оформляющей головки предусмотрена направляющая пластина, ширина которой составляет от 70 до 95% всей ширины впускного участка, а высота составляет 70% или меньше высоты этого впускного участка, благодаря чему такая направляющая пластина обеспечивает равномерное продвижение экструдируемого материала от впускного участка в формующую камеру оформляющего участка, вследствие чего предотвращается неоднородность молекулярной ориентации экструдируемого материала 79, вызванная разницей линейного расширения в центральной части и периферийных частях каждого из исходных материалов в направлении выдавливания. Такая конструкция предусмотрена с целью сообщить равномерность линейного расширения и отрегулировать молекулярную ориентацию, что обеспечивает, таким образом, равномерное продвижение и выдавливание экструдируемого материала 79 в формующую камеру 22 оформляющего участка 21 с сохранением однородной плотности.
Более того, на поверхности направляющей пластины путем ее плакирования фторполимерным листовым материалом или непосредственным нанесением на нее фторполимерного покрытии предусмотрен настенный внутренний слой, благодаря которому обеспечивается равномерное истечение измельченного целлюлозного материала, входящего в состав экструдируемого материала, движущегося по поверхности направляющей пластины, без создания большого сопротивления, что позволяет формовать искусственную древесную плиту с однородной и высокой плотностью.
Практическое применение экструзионного формования искусственной древесной плиты, описанной выше, дает возможность в соответствии с настоящим изобретением изготовлять различные материалы или изделия, которые могут найти самое разнообразное применение, например в качестве полимерных материалов дли подмешивания в красочные материалы или материалы для нанесения покрытий, в производстве стеновых панелей или настилов для полов (блоки для настилов полов), в качестве строительных материалов всех типов, в частности декоративных ламинированных листовых материалов для отделки внутренних стен или тому подобного, материалов для изготовления мебели, частей оборудования любых типов, в частности панелей щитов электрооборудования, или материалов любого типа для внутренней и внешней отделки автомобилей, например в качестве декоративных ламинированных листовых материалов для внутренней отделки автомобилей.
Более того, применение экструзионного формования по настоящему изобретению позволяет формовать искусственные древесные плиты повышенной плотности, что дает возможность подмешивать древесную муку в более значительном количестве на единицу веса, а это, в свою очередь, - возможность с низкими затратами формовать высококачественные искусственные древесные плиты.
Инжекционному отверстию оформляющей головки вышеуказанного экструдера сообщают форму квадрата, высота которого равна или меньше высоты отверстия формующей камеры на оформляющем участке оформляющей головки, а площадь его поперечного сечения в направлении инжекционного отверстия постепенно уменьшается, что позволяет выпускать более значительные количества искусственной древесной муки в расплаве, повышая таким образом, плотность и предотвращая перегрузку головки.
Таким образом, максимальные рамки нижеприведенной формулы изобретения не определяют конкретной конфигурации устройства. Наоборот, эти максимальные рамки предназначены для защиты существа достоинств настоящего изобретения. Совершенно очевидно, что существо настоящего изобретения является новым и полезным. Более того, оно не является очевидным для любого специалиста в данной области к моменту его создания, если его рассматривать в целом и принять во внимание известный уровень техники.
Кроме того, если учесть революционную природу настоящего изобретения, совершенно очевидно, что оно является пионерским. Нижеприведенная формула изобретения обуславливает возможность очень широкой интерпретации, позволяющей на законном основании защищать существо настоящего изобретения.
Таким образом ясно, что вышеперечисленные цели и те, которые вытекают из вышеприведенного описания, могут быть эффективно достигнуты, а поскольку в представленную выше конструкцию можно вносить определенные изменения, не выходя при этом за рамки настоящего изобретения, это означает, что все существо, содержащееся в вышеприведенном описании, следует интерпретировать как иллюстративный, а не ограничивающий материал.
Совершенно очевидно также, что нижеприведенная формула изобретения предназначена для того, чтобы охватить все родовые и конкретные отличительные признаки вышеописанного изобретения, которые можно рассматривать как подпадающие под ее рамки.
Реферат
Изобретение относится к деревообрабатывающей промышленности. Искусственную древесную муку термопластичного полимерного материала в количестве 25 - 80 вес. % получают смешиванием с измельченным целлюлозным материалом в количестве 20 - 70 вес.% с влагосодержанием в пределах до 15 вес.% и средним диаметром частиц не более 0,84 мм, затем смешанный материал подвергают пластикации с переводом в гелеобразное состояние. После этого пластицированный материал охлаждают и измельчают с последующим регулированием размеров частиц до их диаметра не более 10 мм. Далее искусственную древесную муку в качестве измельченного целлюлозного материала смешивают в количестве 20 - 75 вес.% с полимерным материалом. Смешанный материал пластицируют с нагреванием и выдавливают шнеком или шнеками через экструзионную головку. Когда экструдируемый материал проходит по поверхности внутренней стенки экструзионной головки, которая плакирована имеющимся на ней фторполимерным листовым материалом, измельченный целлюлозный материал, входящий в состав экструдируемого материала, экструдируется равномерно, не испытывая серьезного усилия сопротивления. Предложенные технические решения позволяют получать однородную древесную плиту с высокой плотностью. 9 с. и 20 з.п. ф-лы, 16 ил., 6 табл.

Комментарии