Режущие структуры для бурового долота с закрепленными режущими инструментами - RU2628359C2
Код документа: RU2628359C2
Чертежи














Описание
УРОВЕНЬ ТЕХНИКИ
[0001] При бурении буровой скважины в земле, такой, как для добычи углеводородов или для других применений, распространенной практикой является присоединение бурового долота к нижнему концу сборки секций бурильных труб, соединенных конец к концу с формированием «бурильной колонны». Долото вращается посредством вращения бурильной колонны на поверхности или посредством приведения в действие забойных двигателей или турбин или посредством обоих способов. При нагружении бурильной колонны вращающееся долото входит в контакт с геологической формацией, побуждая долото прорезаться через материал формации посредством трения, дробления, или срезающего действия или с помощью комбинации всех режущих способов, тем самым формируя буровую скважину по заранее определенной траектории в направлении к целевой зоне.
[0002] Были разработаны и найдены полезными в бурении таких буровых скважин много различных типов буровых долот. Двумя преобладающими типами буровых долот являются шарошечное коническое долото и буровое долото с закрепленными резцами (или вращающееся долото режущего типа). Большинство конструкций долота с закрепленными резцами содержит множество лопастей, разнесенных в угловом направлении вокруг поверхности долота. Лопасти радиально выступают наружу от корпуса долота с формированием между ними протоков. Кроме того, режущие элементы обычно сгруппированы и смонтированы на нескольких лопастях в радиально проходящих рядах. Конфигурация или топология этих режущих элементов на лопастях может в значительной степени различаться, в зависимости от нескольких факторов, таких как подлежащая бурению формация.
[0003] Режущие элементы, расположенные на лопастях долота с закрепленными резцами, обычно сформированы из высокотвердых материалов. В обычном долоте с закрепленными режущими элементами каждый режущий элемент содержит удлиненную и в целом цилиндрическую подложку из карбида вольфрама, которая обычно размещена в углублении, сформированном в поверхности одной из указанных лопастей, и закреплена в нем. Режущие элементы обычно содержат твердый режущий слой из поликристаллического алмаза (PCD, polycrystalline diamond) или других сверхизносостойких материалов, таких как термостабильный алмаз или поликристаллический кубический нитрид бора. Для удобства, как использовано в настоящем документе, ссылка на «PCD долото» или «PCD резцы» относится к долоту с закрепленными резцами или режущему элементу, в которых использован твердый режущий слой из поликристаллического алмаза или других сверхизносостойких материалов.
[0004] Обратимся к фиг. 1 и 2, на которых показано обычное долото 10 с закрепленными режущими элементами или долото режущего типа, выполненное с возможностью бурения через скальные формации для формирования буровой скважины. Долото 10 в целом содержит корпус 12 долота, шейку 13 и резьбовое соединение или стержень 14 на стержневом конце 16 для соединения долота 10 с бурильной колонной (не показана), которую используют для вращения долота для того, чтобы бурить буровую скважину. Поверхность 20 долота поддерживает режущую структуру 15 и сформирована на конце долота 10, который противоположен стержневому концу 16. Долото 10 дополнительно содержит центральную ось 11, вокруг которой долото 10 вращается в направлении резки, представленном стрелками 18.
[0005] Режущая структура 15 расположена на поверхности 20 долота 10. Режущая структура 15 содержит множество разнесенных под углом основных лопастей 31, 32, 33 и вспомогательных лопастей 34, 35, 36, каждая из которых проходит от поверхности 20 долота. Основные лопасти 31, 32, 33 и вспомогательные лопасти 34, 35, 36 проходят в целом радиально по поверхности 20 долота и затем по оси по части периферии долота 10. Однако, вспомогательные лопасти 34, 35, 36 проходят радиально по поверхности 20 долота от местоположения, которое является удаленной частью от оси 11 долота, к периферии долота 10. Таким образом, как использовано в настоящем документе, термин «вспомогательная лопасть» может быть использован для ссылки на лопасть, которая начинается на некотором расстоянии от оси долота и проходит в целом радиально по поверхности долота к периферии этого долота. Основные лопасти 31, 32, 33 и вспомогательные лопасти 34, 35, 36 разделены направлениями 19 потока буровой текучей среды.
[0006] Как показано на фиг. 1 и 2, каждая основная лопасть 31, 32, 33 содержит верхние части 42 лопасти для монтажа множества режущих элементов, а каждая вспомогательная лопасть 34, 35, 36 содержит верхние части 52 лопасти для монтажа множества режущих элементов. В частности, режущие элементы 40, каждый из которых имеет режущую поверхность 44, смонтированы в углублениях, сформированных в верхних частях 42, 52 каждой основной лопасти 31, 32, 33 и каждой вспомогательной лопасти 34, 35, 36, соответственно. Режущие элементы 40 расположены смежно друг с другом в радиально проходящих рядах вблизи переднего края каждой основной лопасти 31, 32, 33 и каждого вспомогательной лопасти 34, 35, 36. Каждая режущая поверхность 44 имеет самый дальний от середины режущий конец 44а, самый удаленный от верхних частей 42, 52, на которых смонтированы режущие элементы 40.
[0007] Обратимся теперь к фиг.3, на которой показан профиль долота 10, как он будет виден со всеми лопастями (например, основными лопастями 31, 32, 33 и вспомогательными лопастями 34, 35, 36) и режущими поверхностями 44 всех режущих элементов 40, повернутыми в один повернутый профиль. В повернутом профильном виде верхние части 42, 52 всех лопастей 31-36 долота 10 формируют и задают комбинированный или составной лопастной профиль 39 лопасти, который проходит радиально от оси 11 долота к наружному радиусу 23 долота 10. Таким образом, как использовано в настоящем документе, фраза «составной профиль лопасти» относится к профилю, проходящему от оси долота к наружному радиусу долота и сформированному верхними частями всех лопастей долота, повернутых в один повернутый профиль (т.е. в повернутый профильный вид).
[0008] Обычный составной профиль 39 лопасти (наиболее ясно показан в правой половине долота 10 на фиг. 3) может в целом быть разделен на три участка, условно обозначенные конический участок 34, плечевой участок 25 и калибровочный участок 26. Конический участок 24 содержит радиально самый внутренний участок долота 10 и составной профиль 39 лопасти, проходящий в целом от оси 11 долота к плечевому участку 25. Как показано на фиг. 3, в большинстве обычных долот с закрепленными резцами конический участок 24 в целом вогнутый. К коническому участку 24 прилегает плечевой (или перевернутый криволинейный) участок 25. В большинстве обычных долот с закрепленными резцами плечевой участок 25 в целом выпуклый. Двигаясь радиально наружу, к плечевому участку 25 прилегает калибровочный участок 26, который проходит параллельно оси 11 долота на наружной радиальной периферии составного профиля 39 лопасти. Таким образом, составной профиль 39 лопасти обычного долота 10 содержит один вогнутый участок, конический участок 24, и один выпуклый участок, плечевой участок 25.
[0009] Самая нижняя точка в осевом направлении выпуклого плечевого участка 25 и составного профиля 39 лопасти задает выступ 27 профиля лопасти. В выступе 27 профиля лопасти наклон касательной 27а к выпуклому плечевому участку 25 и составному профилю 39 лопасти равен нулю. Таким образом, как использовано в настоящем документе, термин «выступ профиля лопасти» относится к точке на выпуклом участке составного профиля лопасти долота в повернутом профильном виде, в которой наклон касательной к составному профилю лопасти равен нулю. Для большинства обычных долот с закрепленными резцами (например, долота 10) составной профиль лопасти содержит только один выпуклый плечевой участок (например, выпуклый плечевой участок 25) и только один выступ профиля лопасти (например, выступ 27). Как показано на фиг. 1-3, режущие элементы 40 расположены в рядах вдоль лопастей 31-36 и помещены по поверхности 20 долота на участках, описанных ранее, как конический участок 24, плечевой участок 25 и калибровочный участок 26 составного профиля 39 лопасти. В частности, режущие элементы 40 смонтированы на лопастях 31-36 в заранее определенных радиально разнесенных положениях относительно центральной оси 11 долота 10.
[0010] Независимо от типа долота стоимость бурения буровой скважины пропорциональна периоду времени, которые занимает бурение этой буровой скважины требуемой глубины и в требуемом местоположении. На время бурения в свою очередь в значительной степени оказывает влияние количество замен бурового долота, выполненных до достижения целевой формации. Это имеет место, поскольку каждый раз, когда заменяют долото, необходимо извлекать из буровой скважины всю бурильную колонну секция за секцией, которая может быть длиной в милю. После того, как была извлечена бурильная колонна, и было установлено новое долото, необходимо опускать долото на дно буровой скважины на бурильной колонне, которая снова должна быть сконструирована секция за секцией. Это процесс, известный как «спускоподъемная операция» бурильной колонны, часто требует значительного времени, усилий и издержек. Следовательно, требуется использовать буровые долота, которые будут бурить быстрее и дольше, а также выполнены с возможностью использования в более широком диапазоне твердости различных формаций.
[0011] Период времени, в течение которого можно использовать буровое долото до его замены зависит от скорости проходки («ROP», rate of penetration), а также от срока службы или способности поддерживать высокую или допустимую скорости проходки. Дополнительно, требуемые характеристики долота таковы, что оно «стабильно» к нежелательной вибрации и сопротивляется ей, наиболее жестким типом или режимом которой является «вихревое», что является термином, используемым для описания такого явления, когда буровое долото вращается на дне буровой скважины вокруг оси вращения, которая смещена от геометрического центра этого бурового долота. Такое вихревое движение подвергает режущие элементы на долоте увеличенной нагрузке, что вызывает преждевременный износ или разрушение режущих элементов и потерю скорости проходки. Таким образом, предупреждение или снижение нежелательной вибрации долота и поддержание стабильности PDC долот долго было требуемой задачей, но которая не всегда была достигнута. Нежелательная вибрация долота обычно может возникать в любом типе формации, но является наиболее вредной в более твердых формациях.
[0012] В последние годы PDC долото стало промышленным стандартом для резки формаций мягкой и средней твердости. Однако, поскольку PDC долото было разработано для использования в более твердых формациях, стабильность долота становится возрастающей сложной задачей. Как было описано ранее, избыточная нежелательная вибрация долота во время бурения стремится затупить долото и/или может в некоторой степени повреждать долото, в результате чего возникнет необходимость в досрочной спускоподъемной операции бурильной колонны.
[0013] Существует некоторое количество альтернативных конструкций, предложенных для PDC режущих структур, которые были предназначены для обеспечения PDC долота, выполненного с возможностью бурения через формации разнообразной твердости с эффективной скоростью проходки и с допустимым сроком службы долота или долговечностью. К сожалению, многие из этих конструкций долота, предназначенных для минимизации вибрации, требуют, чтобы бурение проводилось с нагрузкой на буровое долото («WOB», weight-on-bit) по сравнению с долотами более ранних конструкций. Например, некоторые долота были сконструированы с резцами, смонтированными под менее агрессивными передними углами в продольной плоскости таким образом, что они требуют увеличенной нагрузкой на долото для того, чтобы проходить материал формации на требуемом протяжении. Бурения с увеличенной или тяжелой нагрузкой на долото, как правило, избегают, если это возможно. Увеличение нагрузки на долото выполняют посредством добавки утяжеленных бурильных труб к бурильной колонне. Эта дополнительная нагрузка увеличивает нагрузку и напряжение некоторых или всех компонентов бурильной колонны, вызывая больший износ стабилизаторов и менее эффективную их работу, а также увеличивает гидравлический напор в бурильной колонне, требуя использования более высокопроизводительных (и обычно более дорогостоящих) насосов для циркуляции буровой текучей среды. Дополнительно смешивая проблемы, увеличенная нагрузка на долото вызывает более быстрые износ и затупление долота, чем это было бы в ином случае. Для того, чтобы отсрочить спускоподъемную операцию бурильной колонны, обычной практикой является дополнительная добавка WOB и продолжение бурения с частично изношенным и тупым долотом. Взаимосвязь между износом долота и нагрузкой на долото является не линейной, а экспоненциальной, так что при превышении конкретного значения нагрузки на долото для заданного долота очень небольшое увеличение нагрузкой на долото вызовет огромное увеличение износа долота. Таким образом, добавка большей нагрузки на долото таким образом, чтобы бурить с частично изношенным долотом, дополнительно усугубит износ долота и других компонентов бурильной колонны.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0014] Настоящее раскрытие предоставлено для введения выбора идей, которые будут дополнительно описаны ниже в подробном описании. Это раскрытие не предназначено для идентификации ключевых или существенных признаков заявленного объекта изобретения, а также не предназначено для использования в качестве содействия в ограничении объема заявленного объекта изобретения.
[0015] В соответствии с некоторыми вариантами осуществления режущий инструмент содержит корпус инструмента и множество лопастей, проходящих от корпуса инструмента. Множество основных режущих элементов и множество вспомогательных режущих элементов находятся на каждой из указанного множества лопастей, при этом вспомогательные режущие элементы находятся сзади и на приблизительно одинаковом радиальном расстоянии от оси корпуса инструмента, как соответствующий основной режущий элемент. Указанное множество основных режущих элементов содержит режущие элементы, имеющие первую неплоскую форму, а указанное множество вспомогательных режущих элементов содержит режущие элементы, имеющие вторую отличную неплоскую форму.
[0016] В соответствии с некоторыми вариантами осуществления режущий инструмент содержит корпус инструмента и множество лопастей, проходящих от корпуса инструмента. Множество основных режущих элементов и множество вспомогательных режущих элементов находятся на каждом из указанного множества лопастей, при этом вспомогательные режущие элементы находятся сзади и на приблизительно одинаковом расстоянии от оси корпуса инструмента, как соответствующий основной режущий элемент. Указанное множество основных режущих элементов содержит гребенчатые режущие элементы, а указанное множество вспомогательных режущих элементов содержит остроконечные режущие элементы.
[0017] В соответствии с некоторыми вариантами осуществления режущий инструмент содержит корпус инструмента и множество лопастей, проходящих от корпуса инструмента. Множество неплоских режущих элементов на каждом из указанного множества лопастей формирует по меньшей мере часть режущего профиля в повернутом виде указанного множества неплоских режущих элементов в одной плоскости. Режущий профиль содержит конический участок, выступающий участок, плечевой участок и калибровочный участок, а указанное множество неплоских режущих элементов содержит гребенчатый режущий элемент по меньшей мере на одном из конического участка, выступающего участка, плечевого участка и калибровочного участка и остроконечный режущий элемент по меньшей мере на одном другом участке.
[0018] Другие аспекты и преимущества заявленного объекта изобретения будут понятны из нижеследующего описания и сопутствующей формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] На фиг. 1 показано известное буровое долото.
[0020] На фиг. 2 показан вид сверху известного бурового долота.
[0021] На фиг. 3 показан вид в поперечном сечении известного бурового долота.
[0022] На фиг. 4 показан вид сверху бурового долота в соответствии с одним вариантом осуществления изобретения.
[0023] На фиг. 5 показан режущий профиль в соответствии с одним вариантом осуществления изобретения.
[0024] На фиг. 6 показан вид в поперечном сечении конического режущего элемента.
[0025] На фиг. 7 показан вид в поперечном сечении остроконечного режущего элемента, имеющую выпуклую боковую поверхность.
[0026] На фиг. 8 показан вид в поперечном сечении остроконечного режущего элемента, имеющую вогнутую боковую поверхность.
[0027] На фиг. 9 показаны резцы в соответствии с одним или большим количеством вариантов осуществления.
[0028] На фиг. 10 показаны конические режущие элементы в соответствии с одним или большим количеством вариантов осуществления.
[0029] На фиг. 11 показан конический режущий элемент в соответствии с одним или большим количеством вариантов осуществления.
[0030] На фиг. 12 показаны резцы в соответствии с одним или большим количеством вариантов осуществления.
[0031] На фиг. 13 показаны виды сверху конических режущих элементов в соответствии с одним или большим количеством вариантов осуществления.
[0032] На фиг. 14 показаны виды сбоку конических режущих элементов в соответствии с одним или большим количеством вариантов осуществления.
[0033] На фиг. 15 показан перспективный вид режущего элемента, имеющего поверхность в форме параболического цилиндра.
[0034] На фиг. 16 показан вид сбоку режущего элемента, показанного на фиг. 15.
[0035] На фиг. 17 показан перспективный вид режущего элемента, имеющего поверхность в форме гиперболического параболоида.
[0036] На фиг. 18 показан частичный вид сверху бурового долота в соответствии с одним вариантом осуществления.
[0037] На фиг. 19 показан частичный вид сбоку бурового долота в соответствии с одним вариантом осуществления.
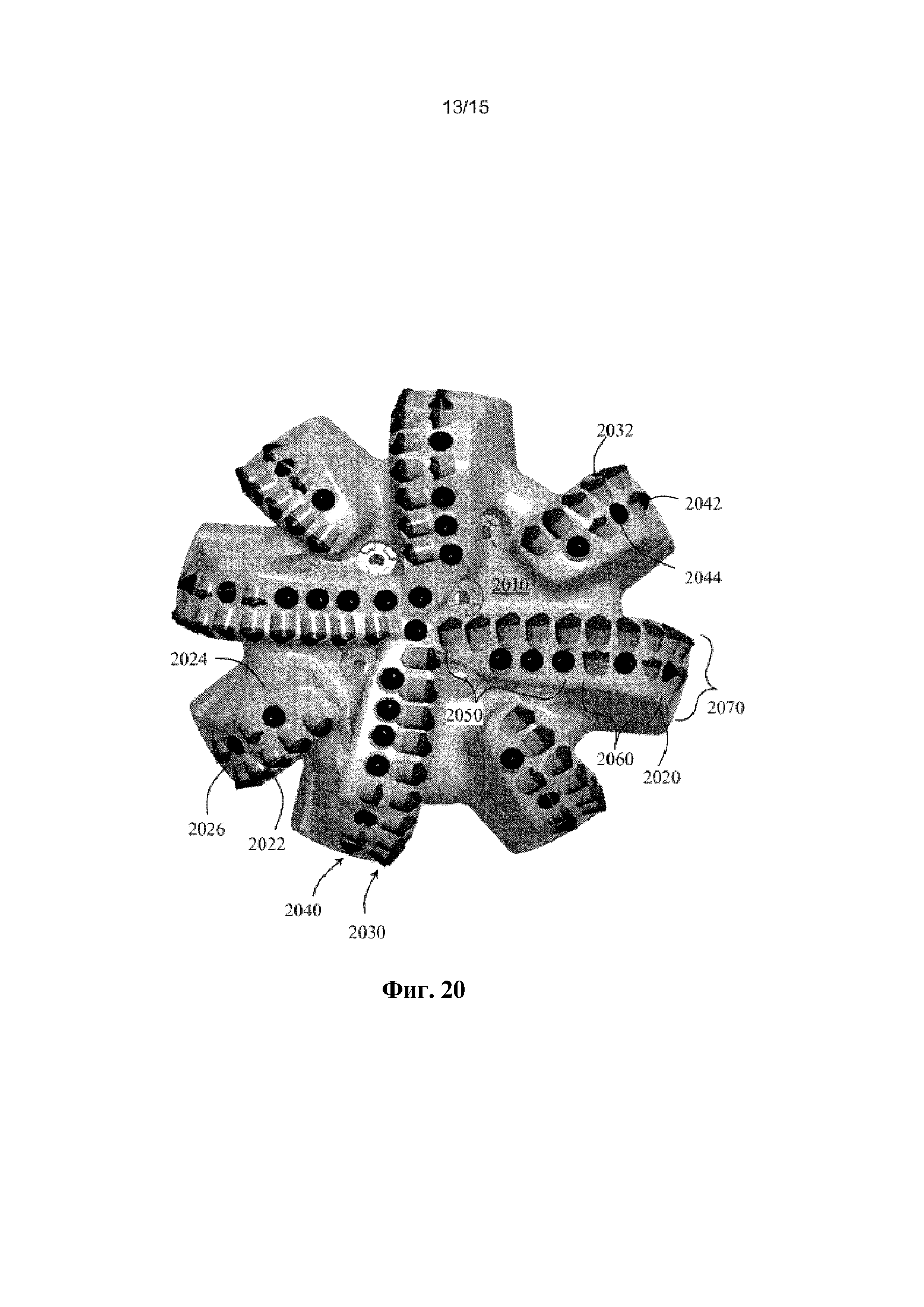
[0038] На фиг. 20 показан вид сверху бурового долота в соответствии с одним вариантом осуществления.
[0039] На фиг. 21 показан перспективный вид бурового долота, показанного на фиг. 20.
[0040] На фиг. 22 показан наддолотный расширитель в соответствии с одним или большим количеством вариантов осуществления.
ПОДРОБНОЕ ОПИСАНИЕ
[0041] В аспектах настоящего изобретения варианты осуществления относятся к буровым долотам с закрепленными резцами или другим скважинным режущим инструментам, содержащим режущие элементы с неплоскими режущими поверхностями. В частности, варианты осуществления, раскрытые в настоящем документе, относятся к буровым долотам, содержащим два или большее количество неплоских режущих элементов, при этом указанные по меньшей мере два режущих элемента имеют различные геометрические или размерные профили. Другие варианты осуществления, раскрытые в настоящем документе, относятся к буровым долотам с закрепленными резцами, содержащим такие режущие элементы, включая размещение таких режущих элементов на долоте и модификации режущих элементов, которые могут быть использованы для оптимизации или улучшения бурения.
[0042] В соответствии с одним или большим количеством вариантов осуществления изобретения могут быть использованы различные неплоские режущие элементы, а выбранная геометрия может быть основана на местоположении конкретного неплоского режущего элемента по режущему профиль, как задано, например, со ссылкой на фиг. 3. Обратимся теперь к фиг. 4, где показан вид сверху варианта осуществления бурового долота. Как показано на фиг. 4, буровое долото 40 может содержать множество лопастей 42, проходящих радиально от корпуса 44 долота. Каждый из неплоских режущих элементов 46 находится в углублении 48 для резца на указанном множестве лопастей 42. Хотя на фиг. 4 иллюстрированы только неплоские режущие элементы, в пределах объема настоящего изобретения также находится вариант осуществления, в котором одна или большее количество лопастей могут содержать на себе один или большее количество плоских или по существу плоских режущих элементов. Обратимся теперь к фиг. 5, на которой показан режущий профиль (где все режущие элементы долота показаны повернутыми с размещением в одной плоскости). Аналогично режущему профилю, показанному выше на фиг. 3, режущий профиль 50, показанный на фиг. 5, содержит конический участок 53, выступающий участок 57, плечевой участок 55 и калибровочный участок 56; однако, в соответствии с вариантом осуществления, показанным на фиг. 5, режущий профиль сформирован из неплоских режущих элементов. Дополнительно, хотя неплоские режущие элементы, показанные на фиг. 5, являются коническими режущими элементами, настоящее изобретение ими не ограничено. Напротив, один или большее количество, или все из режущих элементов, формирующих режущий профиль в соответствии с настоящим изобретением могут содержать неплоские режущие элементы, отличные от конических режущих элементов. Например, обратимся теперь к фиг. 6-8, 15 и 16, на которых показаны иллюстрации разнообразных неплоских режущих элементов, которые могут быть использованы в вариантах осуществления настоящего изобретения.
[0043] Для простоты проведения различий между множеством типов режущих элементов термин «режущие элементы» будет в общем относится к любому типу режущего элемента, тогда как термин «резец» будет относится к тем режущим элементам с плоской режущей поверхностью, как было описано выше со ссылкой на фиг. 1 и 2, а термин «неплоский режущий элемент» будет относится к таким режущим элементам, которые имеют неплоскую поверхность, такую как в целом остроконечный режущий конец («остроконечный режущий элемент») или в целом коническому режущему элементу, который имеет гребенчатый режущий участок («гребенчатый режущий элемент»), например, имеющий режущее концевое завершение в виде в вершины, которые могут содержать режущие элементы, имеющие конический режущий конец (показанные на фиг. 6), пулеобразному режущему элементу (показанному на фиг. 7) или в целом коническому режущему элементу, имеющему гребень (например, вершину или гребень), проходящий поперек диаметра этого режущего элемента (показанного на фиг. 15), например. Как использовано в настоящем документе, термин «конические режущие элементы» относится к режущим элементам, имеющим в целом конический режущий конец 62 (содержащий либо прямые конусы, либо косые конусы), т.е. коническую боковую стенку 64, которая завершается закругленной вершиной 66, как показано на фиг. 6. В отличие от геометрических конусов, которые завершаются остроконечной вершиной, конические режущие элементы в соответствии с настоящим изобретением обладают вершиной, имеющей кривизну между боковыми поверхностями и этой вершиной. Кроме того, в соответствии с одним или большим количеством вариантов осуществления может быть использован пулеобразный режущий элемент 70. Термин «пулеобразный режущий элемент» относится к режущему элементу, имеющему вместо в целом конической боковой поверхности в целом выпуклую боковую поверхность 78, завершенную закругленной вершиной 76.В соответствии с одним или большим количеством вариантов осуществления вершина 76 имеет значительно меньший радиус кривизны, чем выпуклая боковая поверхность 78. Как конические режущие элементы, так и пулеобразные элементы являются «остроконечными режущими элементами», имеющими остроконечный конец, который может быть закруглен. Однако, также предполагается, что неплоские режущие элементы в соответствии с настоящим изобретением могут также содержать другие формы, включая, например, остроконечный режущий элемент, который может иметь вогнутую боковую поверхность, завершающуюся закругленной вершиной, как показано на фиг. 8. Термин «гребенчатый режущий элемент» относится к режущему элементу, который в целом является цилиндрическим и имеет гребень (например, гребень или вершину), проходящий на некоторую высоту над подложкой, и по меньшей мере один углубленный участок, проходящий в сторону от гребня. Вариант осуществления гребенчатого режущего элемента отображен на фиг. 15, где верхняя поверхность режущего элемента имеет форму параболического цилиндра. Также можно использовать вариации гребенчатого элемента и, например, хотя углубленный участок (участки) может быть показан, как по существу плоский, этот углубленный участок (участки) также может быть выпуклым или вогнутым. Хотя гребень показан, как проходящий по существу линейно по своей длине, он также может быть выпуклым или вогнутым и может содержать по меньшей мере один пик и/или впадину, включая один или большее количество углубленных или выпуклых участков (например, углубления в гребне). В соответствии с некоторыми вариантами осуществления гребенчатый режущий элемент может иметь верхнюю поверхность, которая имеет уменьшенную высоту между двумя режущими краевыми частями, тем самым формируя по существу седлообразную форму или гиперболический параболоид (как показано на фиг. 17).
[0044] Более подробно, варианты осуществления гребенчатых режущих элементов могут содержать режущий элемент 300, имеющий неплоскую верхнюю поверхность 305, как показано на фиг. 15. В частности, режущий элемент 300 имеет сверхтвердый слой 310, расположенный на подложке 320 на стыке 330, где геометрия неплоской верхней поверхности 305 сформирована на этом сверхтвердом слое 310. Сверхтвердый слой 310 имеет периферический край 315, окружающий верхнюю поверхность 305 (и задающий ее границы). Верхняя поверхность 305 имеет режущий гребень 312, проходящий на высоте 314 над подложкой 320 (на периферии режущего элемента), и по меньшей мере один углубленный участок, проходящий в сторону от гребня 312. Как использовано в настоящем документе, гребень относится к части неплоского режущего элемента, который содержит пик (пики) или наибольшую высоту (высоты) режущего элемента, который проходит в целом линейным образом или вдоль диаметра этого режущего элемента. Наличие гребня 312 приводит волнообразному периферическому краю 315, имеющему пики и впадины. Часть периферического края 315, которая является ближней к гребню 312, формирует режущую краевую часть 316. Как показано, режущий гребень 312 также может проходить поперек диаметра сверхтвердого слоя таким образом, что две режущие краевые части 316 формируются на противоположных частях этого сверхтвердого слоя. Верхняя поверхность 305 дополнительно содержит по меньшей мере один углубленный участок 318, непрерывно уменьшающийся по высоте в направлении от режущего гребня 312 до другой части периферического края 315, который является впадиной волнообразного периферического края 315. Режущий гребень 312 и углубленные участки 318 в соответствии с показанным вариантом осуществления формируют верхнюю поверхность 305, имеющую форму параболического цилиндра, где режущий гребень 312 имеет форму подобно параболе, которая проходит поперек диаметра сверхтвердого слоя 310 и/или подложки 320. Хотя это не показано специально, специально предполагается, что по меньшей мере часть периферического края (например, режущая краевая часть и проходящая вокруг часть края, которая приходит в контакт с формацией для ожидаемой глубины резки) может быть скошенной или скругленной. В соответствии с другими вариантами осуществления весть периферический край может быть скошенным.
[0045] В соответствии с одним или большим количеством вариантов осуществления режущий гребень 312 может проходить менее, чем по диаметру подложки 320, или даже больше, чем по диаметру подложки 320. Например, сверхтвердый слой 310 может формировать клиновидную боковую стенку по меньшей мере вблизи режущей краевой части, например, формируя угол с линией, параллельной оси этого режущего элемента, который может быть в диапазоне от -5 градусов (формируя больший диаметр, чем подложка 320) до 20 градусов (формируя меньший диаметр, чем подложка 320). В зависимости от размера режущего элемента высота 314 режущего гребня 312 может быть в диапазоне, например, от приблизительно 0,1 дюйма (2,54 мм) до 0,3 дюйма (7,62 мм). Дополнительно, если не указано иное, высоты сверхтвердого слоя (или режущих гребней) относятся к самой низкой точке стыка сверхтвердого слоя и подложки. На фиг. 16 показан вид сбоку режущего элемента 300. Как показано, режущий гребень 312 имеет выпуклую форму в поперечном сечении (просматриваемую в плоскости, перпендикулярной длине режущего гребня поперек диаметра сверхтвердого слоя), где самая верхняя точка гребня имеет радиус кривизны 313, которая переходит на противоположные стороны под углом 311. В соответствии с вариантами осуществления настоящего изобретения верхняя поверхность режущего элемента может иметь режущий гребень с радиусом кривизны в диапазоне от 0,02 дюйма (0,51 мм) до 0,300 дюйма (7,62 мм) или, в соответствии с другим вариантом осуществления, в диапазоне от 0,06 дюйма (1,52 мм) до 0,18 дюйма (4,57 мм). Кроме того, хотя в иллюстрированном варианте осуществления показан режущий гребень 312, имеющий кривизну на своем верхнем пике, в пределах объема настоящего изобретения находится вариант осуществления, в котором режущий гребень 312 может иметь плато или по существу плоскую поверхность по меньшей мере вдоль части диаметра, по оси над углубленными участками 318, разнесенными в сторону на расстояние от режущего гребня 312. Таким образом, в соответствии с таким вариантом осуществления режущий гребень может иметь по существу бесконечный радиус кривизны. В соответствии с такими вариантами осуществления указанное плато может иметь переход с радиусом на боковые стенки, которые проходят для формирования углубленных участков 318. Кроме того, в соответствии с некоторыми вариантами осуществления по поперечному сечению режущего гребня 312, проходящего в сторону углубленных участков 318, режущий гребень может иметь угол 311, сформированный между боковыми стенками, проходящими к углубленным участкам 318, который может быть в диапазоне от 110 градусов до 160 градусов. Дополнительно, в зависимости от типа геометрии верхней поверхности также предполагается, что другие гребневые углы, включая до 90 градусов, также могут быть использованы.
[0046] На фиг. 17 показан другой пример режущего элемента 700, имеющего неплоскую верхнюю поверхность 705. Режущий элемент 700 имеет сверхтвердый слой 710, расположенный на подложке 720 на стыке 730, где геометрия неплоской верхней поверхности 705 сформирована на этом сверхтвердом слое 710. Сверхтвердый слой 710 имеет периферический край 715, окружающий верхнюю поверхность 705. Верхняя поверхность 705 имеет неравномерный режущий гребень 712. То есть, гребень 712 имеет нелинейный профиль (в плоскости y-z или в профильном виде гребня)таким образом, что гребень 712 проходит по изменяющейся высоте 714 по своей длине над стыком подложки 720 и сверхтвердого слоя 710 ( на периферии режущего элемента 700). Режущий гребень 712 пересекает часть периферического края 715 для формирования режущей краевой части 716. По меньшей мере один углубленный участок 718 непрерывно понижается по высоте в направлении от режущей краевой части 716 к другой части периферического края 715. Кроме того, как упомянуто, гребень 712 имеет изменяющуюся высоту, самая высокая точка которой находится на пересечении с периферическим краем 715, а самая низкая точка вблизи центральной оси режущего элемента (т.е. верхняя поверхность 705 имеет уменьшенную высоту между двумя режущими краевыми частями, тем самым формируя по существу седлообразную форму или гиперболический параболоид). Как показано, полный высотный дифференциал верхней поверхности (между гребнем и углубленным участком) равен глубине 717. В соответствии с некоторыми вариантами осуществления седлообразная верхняя поверхность режущего элемента может иметь высотный дифференциал 717 в диапазоне от 0,04 дюйма (1,02 мм) и 0,2 дюйма (5,08 мм) в зависимости от полного размера режущего элемента. Например, высотный дифференциал 717 относительно диаметра режущего элемента может быть в диапазоне от 0,1 до 0,5 или от 0,15 до 0,4 в соответствии с другими вариантами осуществления. Дополнительно, в соответствии с одним или большим количеством вариантов осуществления высота алмаза на периферическом крае вблизи углубленного участка 718 (т.е. на стороне режущего элемента, имеющей самую низкую высоту алмаза) может быть по меньшей мере 0,04 дюйма (1,02 мм).
[0047] В соответствии с каждым из таких вариантов осуществления (остроконечные режущие элементы и/или гребенчатые режущие элементы) неплоские режущие элементы могут иметь гладкий переход между боковой поверхностью и закругленной вершиной или гребнем (т.е. боковая поверхность или боковая стенка по касательной соединяется с кривизной этой вершины или гребня), но в соответствии с некоторыми вариантами осуществления может присутствовать негладкий переход (т.е. касательная боковой поверхности пересекается с касательной вершины или гребня под углом, не равным 180 градусам, таким как, например, угол в диапазоне от приблизительно 120 градусов до менее чем 180 градусов). Кроме того, в соответствии с одним или большим количеством вариантов осуществления неплоские режущие элементы могут содержать любые формы, имеющий любой режущий конец, проходящий над захватывающим или базовым участком, где режущий конец проходит на высоте, которая составляет по меньшей мере 0,25 от диаметра этого режущего элемента, или по меньшей мере 0,3, 0,4, 0,5 или 0,6 от диаметра в соответствии с одним или большим количеством вариантов осуществления.
[0048] В соответствии с вариантами осуществления настоящего изобретения режущие элементы, имеющие сверхтвердый слой с неплоской верхней поверхностью, такие как описанные выше, могут иметь неплоский стык, сформированный между сверхтвердым слоем и подложкой. Например, в соответствии с вариантами осуществления настоящего изобретения гребенчатый режущий элемент может содержать подложку, верхняя поверхность подложки содержит гребень, проходящий по меньшей мере по большей части диаметра этой подложки, верхняя поверхность переходит от гребня к углубленному участку, а сверхтвердый слой расположен на верхней поверхности подложки, тем самым формируя между ними неплоский стык. Верхняя поверхность сверхтвердого слоя может иметь по меньшей мере один гребень, проходящий от режущей краевой части периферического края верхней поверхности радиально внутрь к центральной оси, периферический край уменьшается по высоте в направлении от указанного по меньшей мере одного режущего гребня и режущей краевой части к другой части периферического края. Режущий гребень и углубленный участок (участки) сверхтвердого слоя могут соответствовать гребню и углубленному участку (участкам) подложки. Однако, любой плоский и неплоский стык можно использовать с любым неплоским стыком.
[0049] В соответствии с некоторыми вариантами осуществления гребенчатый режущий элемент может иметь подложку с боковой поверхностью, гребень и по меньшей мере один углубленный участок, где высота подложки у гребня больше, чем высота этой положки вдоль указанного по меньшей мере одного углубленного участка. Гребень и указанный по меньшей мере один углубленный участок могут задавать поверхность стыка подложки или верхнюю поверхность, имеющую по существу форму гиперболического параболоида или параболического цилиндра. Режущий элемент может дополнительно иметь сверхтвердый слой, расположенный на поверхности стыка подложки, тем самым формируя неплоский стык, где сверхтвердый слой имеет периферический край, окружающий верхнюю поверхность, при этом верхняя поверхность имеет по меньшей мере один режущий гребень, проходящий на высоте над частью подложки вдоль части периферического края для формирования первой режущей краевой части и по меньшей мере один углубленный участок, который имеет непрерывно уменьшающуюся высоту от высоты режущего гребня, при этом высота уменьшается в направлении от режущего гребня к другой части периферического края.
[0050] Различные варианты осуществления настоящего изобретения могут использовать режущие элементы различных форм (таких, как показанные на фиг. 6-8, 15 и 16) по режущему профилю. Например, в соответствии с одним вариантом осуществления конический участок может содержать один или большее количество остроконечных режущих элементов, тогда как выступающий, плечевой и калибровочный участки могут содержать один или большее количество неплоских режущих элементов, которые не являются остроконечными режущими элементами, такими как гребенчатый режущий элемент. В соответствии с конкретными вариантами осуществления конический участок может содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов, а выступающий, плечевой и калибровочный участки могут содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида.
[0051] В соответствии с другим вариантом осуществления конический и выступающий участки могут содержать один или большее количество остроконечных режущих элементов, тогда как плечевой и калибровочный участки могут содержать один или большее количество неплоских режущих элементов, которые не являются остроконечными режущими элементами, такими как гребенчатый режущий элемент. В соответствии с конкретными вариантами осуществления конический и выступающий участки могут содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов, а плечевой и калибровочный участки могут содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида.
[0052] В соответствии с другим вариантом осуществления конический, выступающий и плечевой участки могут содержать один или большее количество остроконечных режущих элементов, тогда как калибровочный участок может содержать один или большее количество неплоских режущих элементов, которые не являются остроконечными режущими элементами, такими как гребенчатый режущий элемент. В соответствии с конкретными вариантами осуществления конический, выступающий и плечевой участки могут содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов, а калибровочный участок может содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида.
[0053] В соответствии с одним вариантом осуществления конический участок может содержать один или большее количество гребенчатых режущих элементов, тогда как выступающий, плечевой и калибровочный участки могут содержать один или большее количество неплоских режущих элементов, которые не являются гребенчатыми режущими элементами, такими как остроконечный режущий элемент. В соответствии с конкретными вариантами осуществления конический участок может содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида, а выступающий, плечевой и калибровочный участки могут содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов.
[0054] В соответствии с другим вариантом осуществления конический и выступающий участки могут содержать один или большее количество гребенчатых режущих элементов, тогда как плечевой и калибровочный участки могут содержать один или большее количество неплоских режущих элементов, которые не являются гребенчатыми режущими элементами, такими как остроконечный режущий элемент. В соответствии с конкретными вариантами осуществления конический и выступающий участки могут содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида, а плечевой и калибровочный участки могут содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов.
[0055] В соответствии с другим вариантом осуществления конический, выступающий и плечевой участки могут содержать один или большее количество гребенчатых режущих элементов, тогда как калибровочный участок может содержать один или большее количество неплоских режущих элементов, которые не являются гребенчатыми режущими элементами, такими как остроконечный режущий элемент. В соответствии с конкретными вариантами осуществления конический, выступающий и плечевой участки могут содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида, а калибровочный участок может содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов.
[0056] Кроме того, в соответствии с другим вариантом осуществления конический и плечевой участки могут иметь одинаковые выбранные формы, при этом выступающий участок имеет отличную форму. Например, в соответствии с одним вариантом осуществления конический и плечевой участки могут содержать один или большее количество гребенчатых режущих элементов, тогда как выступающий участок может содержать один или большее количество неплоских режущих элементов, которые не являются гребенчатыми режущими элементами, такими как остроконечный режущий элемент. В соответствии с конкретными вариантами осуществления конический и плечевой участки могут содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида, а выступающий участок может содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов. Также в пределах объема настоящего изобретения находится вариант осуществления, в котором калибровочный участок также может иметь один или большее количество (или все) гребенчатых режущих элементов.
[0057] В соответствии с другим вариантом осуществления конический и плечевой участки могут содержать один или большее количество остроконечных режущих элементов, тогда как выступающий участок может содержать один или большее количество неплоских режущих элементов, которые не являются остроконечными режущими элементами, такими как гребенчатый режущий элемент. В соответствии с конкретными вариантами осуществления конический и плечевой участки могут содержать один или большее количество (или все) конических режущих элементов, пулеобразных режущих элементов и/или вогнутых режущих элементов, а выступающий участок может содержать один или большее количество (или все) режущих элементов в форме параболического цилиндра и/или цилиндрических режущих элементов в форме гиперболического параболоида. Также в пределах объема настоящего изобретения находится вариант осуществления, в котором калибровочный участок также может иметь один или большее количество (или все) остроконечных режущих элементов, один или большее количество (или все) гребенчатых режущих элементов или один или большее количество (или все) плоских режущих элементов.
[0058] Один или большее количество из режущих элементов в первом ряду могут содержать режущий элемент, имеющий неплоскую верхнюю поверхность, такой как описанный выше. Режущие элементы в первом ряду могут иметь любую форму и могут быть, например, любой из форм, показанных на фиг. 6-8, 15-17. Долото также может иметь второй ряд режущих элементов, расположенных по верхней поверхности указанной по меньшей мере одной лопасти и с тыльной стороны первого ряда. Один или большее количество из режущих элементов во втором ряду могут содержать режущий элемент, имеющий неплоскую верхнюю поверхность, такой как описанный выше. Режущие элементы во втором ряду могут иметь любую форму и могут быть, например, любой из форм, показанных на фиг. 6-8, 15-17. Один или большее количество режущих элементов во втором ряду могут иметь неплоскую форму верхней поверхности, которая отлична от формы для первого ряда. Например, в соответствии с одним вариантом осуществления режущий элемент в первом ряду может быть таким, как показано на фиг. 15 (например, гребенчатым режущим элементом), а режущий элемент во втором ряду может быть таким, как показано на фиг. 6 (например, остроконечным режущим элементом).
[0059] На фиг. 18 показан частичный вид бурового долота в соответствии с вариантами осуществления настоящего изобретения. Буровое долото 1800 имеет корпус 1810 долота и по меньшей мере одну лопасть 1820, проходящую от корпуса 1810 долота. Каждая лопасть 1820 имеет режущую поверхность 1822, которая обращена в направлении вращения долота, заднюю поверхность 1824, противоположную режущей поверхности 1822, и верхнюю поверхность 1826. Первый ряд 1830 режущих элементов расположен у режущей поверхности 1822 указанной по меньшей мере одной лопасти 1820. Один или большее количество режущих элементов в первом ряду 1830 могут содержать режущий элемент 1832 (который может быть любым из описанных выше режущих элементов). Например, режущий элемент 1832 может содержать подложку, имеющую верхнюю поверхность с сформированным на ней гребнем, при этом гребень переходит в углубленный участок, и сверхтвердый слой на указанной верхней поверхности, тем самым формируя неплоский стык между сверхтвердым слоем и подложкой. В соответствии с другим вариантом осуществления верхняя поверхность сверхтвердого слоя имеет по меньшей мере один режущий гребень, проходящий по диаметру от режущей краевой части волнообразного периферического края. В соответствии с показанным вариантом осуществления режущий гребень по верхней поверхности режущего элемента 1832 формирует по существу форму параболического цилиндра. Кроме того, в соответствии с одним или большим количеством вариантов осуществления любая из геометрий верхней поверхности может быть использована в комбинации с любой из поверхностных геометрий стыка/подложки.
[0060] Долото 1800 дополнительно содержит второй ряд 1840 режущих элементов, расположенный по верхней поверхности 1826 лопасти 1820 с тыльной стороны первого ряда 1830. Другими словами, первый ряд 1830 режущих элементов расположен по лопасти 1820 на режущей поверхности 1822, тогда как второй ряд 1840 режущих элементов расположен по верхней поверхности 1826 лопасти 1820 в положении, удаленном от режущей поверхности 1822. Один или большее количество режущих элементов во втором ряду 1840 может содержать режущий элемент 1842 в соответствии с вариантами осуществления настоящего изобретения. Например, как показано, режущий элемент 1842 имеет неплоскую верхнюю поверхность и неплоский стык (не показан), сформированный между сверхтвердым слоем и подложкой режущего элемента, такой как описанный выше. Режущий элемент либо в первом ряду 1830, либо во втором ряду 1840 или в обоих рядах 1830 и 1840 может быть гребенчатым режущим элементом (например, режущим элементом, имеющим форму параболического цилиндра или гиперболического параболоида). Кроме того, другие режущие элементы, имеющие плоские или неплоские верхние поверхности, могут быть в первом ряду и/или втором ряду на лопасти. Например, как показано на фиг. 18, второй ряд 1840 режущих элементов может также содержать остроконечные режущие элементы 1844. Остроконечные режущие элементы 1844 могут быть расположены на лопасти 1820 таким образом, что центральная или продольная ось режущего элемента 1844 находится под углом к верхней поверхности 1826 лопасти 1820, где указанный угол может быть в диапазоне, например, от более, чем 0 градусов до 90 градусов. Аналогично, другие режущие элементы, имеющие плоские или неплоские верхние поверхности, могут иметь центральную или продольную ось под углом к верхней поверхности лопасти в диапазоне от больше, чем 0 градусов до 90 градусов. Как показано на фиг. 18, гребенчатые режущие элементы 1832, 1842 в соответствии с вариантами осуществления настоящего изобретения могут быть расположены на лопасти 1820 под углом (сформированным между линией, параллельной оси долота, и линией, проходящей через радиальные концы режущего гребня) в диапазоне от более, чем 0 градусов до 40 градусов (или по меньшей мере 5, 10, 15, 20, 25, 30 и 35 градусов в соответствии с различными вариантами осуществления). В соответствии с одним или большим количеством вариантов осуществления остроконечные режущие элементы 1844 расположены на лопасти 1820 под углом (сформированным между линией, параллельной оси долота, и центральной осью режущего элемента) в диапазоне от 0 градусов до 20 градусов, где верхушка режущего элемента вращательно ведет свою подложку, т.е. точки в направлении ведущей поверхности.
[0061] Кроме того, в соответствии с вариантом осуществления, показанным на фиг.18, режущие элементы во втором ряду 1840 могут быть расположены с тыльной стороны режущих элементов в первом ряду 1830 таким образом, что один или большее количество режущих элементов во втором ряду 1840 разделяют радиальное положение с одним или большим количеством режущих элементов в первом ряду. Режущие элементы, разделяющие одинаковое положение на лопасти, расположены на одинаковом в радиальном направлении расстоянии от центральной или продольной оси долота таким образом, что по мере вращения долота режущие элементы режут вдоль одинаковой радиальной траектории. Режущий элемент во втором ряду 1840 и режущий элемент в первом ряду 1830, разделяющие одинаковое радиальное положение, могут называться вспомогательным режущим элементом и основным режущим элементом, соответственно. Другими словами, как использовано в настоящем документе, термин «вспомогательный режущий элемент» используют для описания режущего элемента, который следует за любым другим режущим элементом на той же лопасти, когда долото вращается в направлении резки, а термин «основной режущий элемент» используют для описания режущего элемента, обеспеченного на ведущем крае лопасти. Таким образом, когда долото вращается вокруг своей центральной оси в направлении резки, «основной режущий элемент» не следует ни за какими другими режущими элементами на той же лопасти. Другие режущие элементы во втором ряду 1840 могут частично перекрывать радиальное положение режущих элементов в первом ряду 1830, или могут быть расположены в радиально смежном положении к режущим элементам в первом ряду (т.е. где режущий элемент во втором ряду расположен с тыльной стороны режущего элемента в первом ряду и не разделяет радиальное положение по лопасти долота). Кроме того, хотя в иллюстрированном варианте осуществления показан первый ряд 1830, полностью заполненный гребенчатыми режущими элементами 1842, также предполагается, что меньшее количество, чем все режущие элементов в первом ряду 1830 имеют такую геометрию и могут содержать остроконечные режущие элементы или плоские режущие элементы. Такое смешивание типов режущих элементов также может предполагаться для второго ряда, или второй ряд может содержать режущие элементы того же типа.
[0062] На фиг. 19 показан частичный вид бурового долота в соответствии с вариантами осуществления настоящего изобретения. Буровое долото 1900 имеет корпус 1910 долота и по меньшей мере одну лопасть 1920, проходящую от корпуса 1910 долота. Каждая лопасть 1920 имеет режущую поверхность 1922, которая обращена в направлении вращения долота, заднюю поверхность, противоположную режущей поверхности 1922, и верхнюю поверхность 1926. Первый ряд 1930 режущих элементов расположен по режущей поверхности 1922 указанной по меньшей мере одной лопасти 1920. Один или большее количество режущих элементов в первом ряду 1930 могут содержать гребенчатый режущий элемент 1932. Например, режущий элемент 1932 может содержать подложку, имеющую верхнюю поверхность с сформированным на ней гребнем, при этом гребень переходит в углубленный участок, и сверхтвердый слой на указанной верхней поверхности, тем самым формируя неплоский стык между сверхтвердым слоем и подложкой. Кроме того, верхняя поверхность сверхтвердого слоя имеет режущий гребень, проходящий поперек диаметра режущего элемента и уменьшается по высоте, проходя в сторону от режущего гребня. В соответствии с показанным вариантом осуществления режущий гребень по верхней поверхности режущего элемента 1932 формирует форму параболического цилиндра.
[0063] Долото 1900 дополнительно содержит второй ряд 1940 режущих элементов, расположенный по верхней поверхности 1926 лопасти 1920 с тыльной стороны первого ряда 1930. Режущие элементы во втором ряду 1940 содержат по меньшей мере один гребенчатый режущий элемент 1942 и по меньшей мере один остроконечный режущий элемент 1944. Остроконечные режущие элементы 1944 могут быть расположены в чередующемся расположении с гребенчатыми режущими элементами 1942 вдоль второго ряда 1940. В соответствии с другими вариантами осуществления один типа режущего элемента (например, гребенчатый режущий элемент, остроконечный режущий элемент или режущий элемент, имеющий плоскую верхнюю поверхность) могут быть расположены смежно друг другу в ряду режущих элементов. Например, как показано на фиг. 18, часть второго ряда 1840 содержит множество остроконечных режущих элементов 1844, расположенных смежно друг к другу, а другая часть второго ряда 1840 содержит остроконечные режущие элементы 1844 в чередующемся расположении с гребенчатыми режущими элементами 1842. Кроме того, весь первый ряд 1830 режущих элементов может содержать множество гребенчатых режущих элементов 1832.
[0064] Например, на фиг. 20 и 21 показан вид снизу и вид сбоку бурового долота 2000 в соответствии с вариантами осуществления настоящего изобретения, имеющего корпус 2010 долота и множество лопастей 2020, проходящее от него. Каждая лопасть 2020 имеет ведущую поверхность 2022, заднюю поверхность 2024, противоположную ведущей поверхности, и верхнюю поверхность 2026. Первый ряд 2030 режущих элементов расположен вдоль ведущего края (где ведущая поверхность переходит в верхнюю поверхность) по меньшей мере одной лопасти, где режущие элементы 2032 в первом ряду являются гребенчатыми режущими элементами. Второй ряд 2040 режущих элементов расположен вдоль верхней поверхности долота с тыльной стороны первого ряда 2030 режущих элементов, где второй ряд 2040 содержит гребенчатые режущие элементы 2042 и остроконечные режущие элементы 2044. Второй ряд 2040 режущих элементов вдоль конического участка 2050 лопасти 2020 содержит остроконечные режущие элементы 2044, а второй ряд 2040 режущих элементов вдоль плечевого участка 2060 лопасти 2020 содержит чередующееся расположение остроконечных режущих элементов 2044 и гребенчатых режущих элементов 2042. Кроме того, второй ряд 2040 режущих элементов вдоль калибровочного участка 2070 лопасти 2020 содержит один или большее количество гребенчатых режущих элементов 2042. Однако, в соответствии с другими вариантами осуществления различные комбинации типов режущих элементов могут быть расположены в ряду вдоль конического участка, плечевого участка и калибровочного участка лопасти, как описано выше. Дополнительно, различные комбинации типов режущих элементов могут быть расположены в ряду вдоль конического участка, плечевого участка и калибровочного участка каждого из первого и второго ряда режущих элементов (например, различные основные и вспомогательные режущие элементы могут быть использованы в каждом из описанных выше участков).
[0065] Как упомянуто выше, вершина неплоского режущего элемента (как остроконечных режущих элементов, так и гребенчатых режущих элементов) может иметь кривизну, включая радиус кривизны. В соответствии с одним или большим количеством вариантов осуществления радиус кривизны может быть в диапазоне от приблизительно 0,050 до 0,125. В соответствии с одним или большим количеством других вариантов осуществления могут использовать радиус кривизны с нижним пределом, равным любому значению из 0,050, 0,060, 0,075, 0,085 или 0,100, и верхним пределом, равным любому значению из 0,075, 0,085, 0,095, 0,100, 0,110 или 0,0125, где любой нижний предел может быть использован с любым верхним пределом. В соответствии с некоторыми вариантами осуществления кривизна может иметь изменяющийся радиус кривизны, часть параболы, часть гиперболы, часть цепной линии или параметрического сплайна. Кроме того, в соответствии с одним или большим количеством вариантов осуществления различные кривизны вершины могут быть использованы в режущих элементах (одинакового геометрического типа или различного геометрического типа) по режущему профилю. Это может содержать, например, различные варианты осуществления, описанные выше, а также варианты осуществления, содержащие все конические режущие элементы или все пулеобразные режущие элементы или все режущие элементы в форме параболического цилиндра и т.п. по режущему профилю. В частности, «тупой» режущий элемент может содержать любой типа неплоского режущего элемента, имеющего больший радиус кривизны по сравнению с другим, «острым» неплоским режущим элементом на одном и том же долоте. Таким образом, термины «тупой» и «острый» означают относительно друг друга, а радиус кривизны каждого может быть выбран из любой точки по диапазону радиусов, обсужденных выше.
[0066] Например, в соответствии с одним вариантом осуществления конический участок может содержать один или большее количество (или все) тупых режущих элементов, а выступающий, плечевой и калибровочный участки могут содержать один или большее количество (или все) острых режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая защита от ударов на коническом участке.
[0067] В соответствии с другим вариантом осуществления конический и выступающий участки могут содержать один или большее количество (или все) тупых режущих элементов, а плечевой и калибровочный участки могут содержать один или большее количество (или все) острых режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая защита от ударов на коническом и выступающем участках.
[0068] В соответствии с другим вариантом осуществления конический, выступающий и плечевой участки могут содержать один или большее количество (или все) тупых режущих элементов, а калибровочный участок может содержать один или большее количество (или все) острых режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая защита от ударов на коническом, выступающем и плечевом участках.
[0069] Например, в соответствии с одним вариантом осуществления конический участок может содержать один или большее количество (или все) острых режущих элементов, а выступающий, плечевой и калибровочный участки могут содержать один или большее количество (или все) тупых режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая защита от ударов на выступающем, плечевом и калибровочном участках.
[0070] В соответствии с другим вариантом осуществления конический и выступающий участки могут содержать один или большее количество (или все) острых режущих элементов, а плечевой и калибровочный участки могут содержать один или большее количество (или все) тупых режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая защита от ударов на плечевом и калибровочном участках.
[0071] В соответствии с другим вариантом осуществления конический, выступающий и плечевой участки могут содержать один или большее количество (или все) острых режущих элементов, а калибровочный участок может содержать один или большее количество (или все) тупых режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая защита от ударов на калибровочном участке.
[0072] Кроме того, в соответствии с другим вариантом осуществления конический и плечевой участки могут иметь одинаковую тупость или остроту, с различным радиусом на выступающем участке. Например, в соответствии с одним вариантом осуществления конический и плечевой участки могут содержать один или большее количество (или все) острых режущих элементов, а выступающий участок может содержать один или большее количество (или все) тупых режущих элементов. В пределах объема настоящего изобретения также находится вариант осуществления, в котором калибровочный участок может также иметь один или большее количество (или все) тупых режущих элементов.
[0073] В соответствии с другим вариантом осуществления конический и плечевой участки могут содержать один или большее количество (или все) тупых режущих элементов, а выступающий участок может содержать один или большее количество (или все) острых режущих элементов. В пределах объема настоящего изобретения также находится вариант осуществления, в котором калибровочный участок может также иметь один или большее количество (или все) острых режущих элементов.
[0074] Кроме того, в соответствии с одним или больших количеством других вариантов осуществления диаметр неплоского режущего элемента может изменяться вдоль режущего профиля. Например, диаметр неплоских режущих элементов в целом может быть в диапазоне от 9 мм до 20 мм, такие как 9 мм, 11 мм, 13 мм, 16 мм, 19 мм и 22 мм. Выбор различных размеров по режущему профилю может позволить изменение в количестве режущих элементов на конкретном участке лопастей. В частности, «большой» режущий элемент может содержать любой тип неплоского режущего элемента, имеющего больший диаметр по сравнению с другим, «маленьким» неплоским элементом на одном и том же долоте. Таким образом, термины «большой» и «маленький» означают относительно друг друга, а диаметр каждого может быть выбран из любой точки по диапазону диаметров, обсужденных выше. Кроме того, в пределах объема настоящего изобретения также находится вариант осуществления, в котором режущий элемент одинакового диаметра может быть использован в любом из описанных выше вариантов осуществления, а требуемый размер может быть выбран, например, на основании типа формации, подлежащей бурению. Например, для более мягких формаций может потребоваться использование большего режущего элемента, тогда как для более твердых формаций может потребоваться использование меньшего режущего элемента.
[0075] Например, в соответствии с одним вариантом осуществления конический участок может содержать один или большее количество (или все) маленьких режущих элементов, а выступающий, плечевой и калибровочный участки могут содержать один или большее количество (или все) больших режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая плотность алмазов и распределение ударных нагрузок на коническом участке.
[0076] В соответствии с другим вариантом осуществления конический и выступающий участки могут содержать один или большее количество (или все) маленьких режущих элементов, а плечевой и калибровочный участки могут содержать один или большее количество (или все) больших режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая плотность алмазов и распределение ударных нагрузок на коническом и выступающем участках.
[0077] В соответствии с другим вариантом осуществления конический, выступающий и плечевой участки могут содержать один или большее количество (или все) маленьких режущих элементов, а калибровочный участок может содержать один или большее количество (или все) больших режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая плотность алмазов и распределение ударных нагрузок на коническом, выступающем и плечевом участках.
[0078] В соответствии с одним вариантом осуществления конический участок может содержать один или большее количество (или все) больших режущих элементов, а выступающий, плечевой и калибровочный участки могут содержать один или большее количество (или все) маленьких режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая плотность алмазов и распределение ударных нагрузок на выступающем, плечевом и калибровочном участках.
[0079] В соответствии с другим вариантом осуществления конический и выступающий участки могут содержать один или большее количество (или все) больших режущих элементов, а плечевой и калибровочный участки могут содержать один или большее количество (или все) маленьких режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая плотность алмазов и распределение ударных нагрузок на плечевом и калибровочном участках.
[0080] В соответствии с другим вариантом осуществления конический, выступающий и плечевой участки могут содержать один или большее количество (или все) больших режущих элементов, а калибровочный участок может содержать один или большее количество (или все) маленьких режущих элементов. Такой вариант осуществления может быть выбран, например, когда требуется большая плотность алмазов и распределение ударных нагрузок на калибровочном участке.
[0081] Кроме того, в соответствии с другим вариантом осуществления конический и плечевой участки могут иметь одинаковый выбранный диаметр, с различным размером на выступающем участке. Например, в соответствии с одним вариантом осуществления конический и плечевой участки могут содержать один или большее количество (или все) больших режущих элементов, а выступающий участок может содержать один или большее количество (или все) маленьких режущих элементов. В пределах объема настоящего изобретения также находится вариант осуществления, в котором калибровочный участок может также иметь один или большее количество (или все) маленьких режущих элементов.
[0082] В соответствии с другим вариантом осуществления конический и плечевой участки могут содержать один или большее количество (или все) маленьких режущих элементов, а выступающий участок может содержать один или большее количество (или все) больших режущих элементов. В пределах объема настоящего изобретения также находится вариант осуществления, в котором калибровочный участок может также иметь один или большее количество (или все) больших режущих элементов.
[0083] Кроме того, в пределах объема настоящего изобретения, в частности, находится вариант осуществления, в котором различные комбинации различных форм, радиусов и диаметров могут быть использованы вместе вдоль режущего профиля. Например, в соответствии с одним или большим количеством конкретных вариантов осуществления режущие элементы могут содержать обе различные формы режущего конца, а также различные диаметры вдоль режущего профиля. То есть, режущий элемент на коническом участке может первую форму и первый диаметр, режущий элемент на выступающем участке может иметь вторую форму и первый (или второй) диаметр, режущий элемент на плечевом участке может иметь вторую форму и первый (или второй) диаметр, а режущий элемент на калибровочном участке может иметь вторую форму и второй диаметр. Дополнительно, режущий элемент на коническом участке может первую форму и первый диаметр, режущий элемент на выступающем участке может иметь первую форму и первый (или второй) диаметр, режущий элемент на плечевом участке может иметь вторую форму и первый (или второй) диаметр, а режущий элемент на калибровочном участке может иметь вторую форму и второй диаметр. Наконец, режущий элемент на коническом участке может первую форму и первый диаметр, режущий элемент на выступающем участке может иметь первую форму и первый (или второй) диаметр, режущий элемент на плечевом участке может иметь первую форму и первый (или второй) диаметр, а режущий элемент на калибровочном участке может иметь вторую форму и второй диаметр. Другие комбинации также можно представить в свете вышеприведенного раскрытия.
[0084] Кроме того, в пределах объема настоящего изобретения, в частности, находится вариант осуществления, в котором один или большее количество плоских режущих элементов, т.е. срезанные резцы, могут быть использованы в любом местоположении по режущему профилю в основных и/или вспомогательных положениях для резцов. Таким образом, также существуют вариации вышеприведенных вариантов осуществления, в которых один или большее количество из указанных участков могут содержать один или большее количество (или все) срезанных резцов. Например, в соответствии с одним вариантом осуществления представляется, что в особенности скошенные резцы могут использовать, например, по калибровочному участку. Однако, также можно представить другие варианты осуществления, заменяющие режущие элементы по другим участкам. Кроме того, в соответствии с некоторыми вариантами осуществления один или большее количество неплоских режущих элементов и/или плоских режущих элементов могут быть вращающимися и качающимися режущими элементами (т.е. плоскими режущими элементами, которые выполнены с возможностью вращения вокруг своих продольных осей). Такие качающиеся режущие элементы могут быть использованы на одном или большем количестве участков. Например, в соответствии с некоторыми вариантами осуществления в качестве основного режущего элемента на участках с высоким износом, таких как плечевой участок или любой другой участок с высоким износом используют один или большее количество качающихся режущих элементов.
[0085] Неплоские режущие элементы, обеспеченные на буровом долоте или расширителе (или другом режущем инструменте в соответствии с настоящим изобретением), содержат алмазный слой на подложке (такой как сцементированной подложке из карбида вольфрама), где алмазный слой формирует неплоскую алмазную рабочую поверхность. Неплоские режущие элементы могут быть сформированы с помощью процесса, аналогичного процессу, используемому в формировании алмазных улучшенных вставок (используемых в шарошечных конических долотах) или могут быть сформированы посредством пайки твердым припоем компонентов, или могут быть сформированы любым подходящим способом. Стык между алмазным слоем и подложкой может быть неплоским и неоднородным, например, для способствования в снижении количества случаев отслоения алмазного слоя от подложки при работе и для улучшения прочности и устойчивости к ударам этого элемента. Специалистам в области техники будет понятно, что стык может содержать одну или большее количество выпуклых или вогнутых участков, как известно в области неплоских стыков. Дополнительно, специалистам в области техники будет понятно, что использование некоторых неплоских стыков может обеспечить возможность большей толщины алмазного слоя на верхушке гребенчатого участка этого слоя. Кроме того, это может потребоваться для создания геометрии стыка, такой, что алмазный слой является самым толстым в зоне, которая охватывает контактную зону между алмазным улучшенным элементом и формацией (например, основную контактную зону или критическую зону). Дополнительные формы и стыки, которые могут использовать для алмазных улучшенных элементов в соответствии с настоящим изобретением, содержат описанные в Патентной публикации США № 2008/0035380, которая полностью включена в настоящий документ посредством ссылки.
[0086] В соответствии с одним или большим количеством вариантов осуществления алмазный слой остроконечных режущих элементов может иметь толщину от 0,100 до 0,500 дюймов от вершины до самого тонкого участка положки, а в соответствии с одним или большим количеством вариантов осуществления такая толщина может быть в диапазоне от 0,125 до 0,275 дюймов. Алмазный слой и сцементированная металл-карбидная подложка остроконечных режущих элементов могут иметь общую толщину от 0,200 до 0,700 дюймов от вершины до основания сцементированной металл-карбидной подложки. Однако, также могут использовать другие размеры и толщины.
[0087] Кроме того, алмазный слой может быть сформирован из поликристаллического сверхизносостойкого материала, включая среди прочего поликристаллический алмаз, поликристаллический кубический нитрид бора, термостабильный поликристаллический алмаз (сформированный либо посредством обработки поликристаллического алмаза, сформированного из металла, такого как кобальт, или поликристаллического алмаза, сформированного с помощью металла, имеющего более низкий коэффициент теплового расширения, чем кобальт). Кроме того, в соответствии с одним или большим количеством вариантов осуществления тип алмаза (т.е. смесь алмазного порошка, включающая размер зерна и/или металлический компонент) может изменяться в пределах алмазного слоя. Например, в соответствии с одним или большим количеством вариантов осуществления участок алмазного слоя, примыкающий к подложке, может отличаться по свойствам материала (и типу алмаза) от участка алмазного слоя на вершине режущего элемента. Такие вариации могут быть сформированы множеством пошаговых слоев или постепенным переходом.
[0088] Таким образом, в соответствии с одним или большим количеством вариантов осуществления более износоустойчивые алмазные слои могут быть сформированы из сверхтвердых материалов (таких как алмаз), имеющих изменяющиеся уровни термической стабильности. Обычный поликристаллический алмаз стабилен при температурах до 700-750°С, выше которых наблюдаемое увеличение температуры может приводить к постоянному повреждению и разрушению структуры поликристаллического алмаза. Такое повреждение поликристаллического алмаза происходит вследствие значительной разницы коэффициентов теплового расширения связующего материала, кобальта, и алмаза. При нагреве поликристаллического алмаза кобальтовая и алмазная решетки будут расширяться с различными скоростями, что может вызывать формирование трещин в структуре алмазной решетки и приводить к повреждению поликристаллического алмаза. Такой сверхтвердый материал может содержать обычную поликристаллическую алмазную пластину (пластину из взаимосвязанных алмазных частиц, имеющих пространство между этими частицами, в котором может находиться металлический компонент (такой как металлический катализатор), термостабильный алмазный слой (т.е. имеющий термическую стабильность выше, чем обычный поликристаллический алмаз, 750°С), сформированный, например, посредством удаления по существу всего металла из пространства между взаимосвязанными алмазными частицами или из состава алмаз/карбид кремния или другого сверхтвердого материала, как кубический нитрид бора.
[0089] Как известно из области техники, термостабильный алмаз может быть сформирован различными способами. Например, для «выщелачивания» кобальта из структуры поликристаллической алмазной решетки (либо тонкого объема поликристаллического алмаза, либо по существу всего поликристаллического алмаза) могут использовать кислоты для по меньшей мере уменьшения повреждения, наблюдаемого при нагреве состава из алмаза и кобальта с различными скоростями. Примеры «выщелачивающего» процесса можно найти, например, в Патентной заявке США № 4288248 и 4104344. Вкратце, сильную кислоту, обычно фтороводородную кислоту или комбинации нескольких сильных кислот, могут применять для обработки алмазной пластины, удаляя по меньшей мере часть сокатализатора из PCD состава. Подходящие кислоты содержат азотную кислоту, фтороводородную кислоту, соляную кислоту, серную кислоту, фосфорную кислоту или хлорную кислоту или комбинации этих кислот. Дополнительно, каустики, такие как гидроксид натрия и гидроксид калия, были использованы в карбидовой промышленности для извлечения металлических элементов из карбидовых составов. Кроме того, другие кислотные или основные выщелачивающие агенты могут использовать, как потребуется. Специалистам в области техники будет понятно, что молярность выщелачивающего агента может регулироваться в зависимости от времени, требуемого для выщелачивания, соображений относительно факторов риска и т.п. Посредством выщелачивания кобальта может быть сформирован термостабильный поликристаллический (TSP) алмаз. В соответствии с некоторым вариантом осуществления выщелачивают только выбранную часть алмазного состава для того, чтобы получить термостабильность без потери удароустойчивости. Как использовано в настоящем документе, термин TSP содержит оба из вышеприведенных (т.е. частично и полностью выщелоченных) состава. Пространство между частицами, оставшееся после выщелачивания, может быть уменьшено либо дополнительной консолидацией, либо заполнением пространства вспомогательным материалом, посредством такого процесса, известного из уровня техники и описанного в Патентной заявке США № 5127923, которая полностью включена в настоящий документ посредством ссылки.
[0090] В соответствии с некоторыми вариантами TSP может быть формирован посредством формирования алмазного слоя в прессе с использованием связующего, отличного от кобальта, какого как кремний, который имеет коэффициент теплового расширения более подобный коэффициенту теплового расширения алмаза, чем кобальт. Во время производственного процесса большая часть, от 80 до 100 объемных процентов, кремния реагирует с алмазной решеткой с формированием карбида кремния, который также имеет тепловое расширение подобно алмазу. При нагреве какой-либо ставшийся кремний, карбид кремния и алмазная решетка будут расширяться с более подобными скоростями по сравнению со скоростями расширения алмаза и кобальта, что приведет к более термостабильному слою. Поликристаллические алмазные компактные резцы, имеющие TSP режущий слой, имеют относительно низкие скорости износа, даже когда температуры резки достигают 1200°С. Однако, специалистам в области техники будет понятно, что термостабильный алмазный слой может быть сформирован другими способами, известными из уровня техники, включая среди прочего изменяющиеся условия обработки при формировании алмазного слоя, такие как увеличение давления до выше, чем 50 КБар при температуре выше, чем 1350°С.
[0091] Режущие элементы в соответствии с настоящим изобретением могут быть ориентированы под любым передним углом в продольной плоскости или в рабочей плоскости. В целом, при позиционировании режущих элементов (в частности, резцов) на лопасти долота или расширителя, резцы могут вставлять в углубления для резцов (или отверстия в случае конических режущих элементов) для изменения угла, под которым резцы ударяют формацию. В частности, передний угол в продольной плоскости (т.е. вертикальная ориентация) и передний угол в рабочей плоскости (т.е. боковая ориентация) резца могут регулироваться. В целом, передний угол в продольной плоскости задан, как угол α, сформированный между режущей плоскостью резца 142 и линией, нормальной к материалу разрезаемой формации. Как показано на фиг. 9, при обычном резце 142, имеющем нулевой передний угол в продольной плоскости, режущая поверхность по существу перпендикулярна или нормальна к материалу формации. Резец 142, имеющий отрицательный передний угол α в продольной плоскости, имеет режущую поверхность, которая взаимодействует с материалом формации под углом, меньшим 90°, как измерено от материала формации. Аналогично, резец 142, имеющий положительный передний угол α в продольной плоскости, имеет режущую поверхность, которая взаимодействует с материалом формации под углом, большим 90°, как измерено от материала формации. Передний угол в рабочей плоскости задан, как угол между режущей плоскостью резца 142 и радиальной плоскостью долота (x-z плоскость). При просмотре вдоль оси z отрицательный передний угол в рабочей плоскости происходит от вращения резца в направлении против часовой стрелки, а положительный передний угол в рабочей плоскости происходит от вращения резца в направлении по часовой стрелке. В соответствии с конкретным вариантом осуществления передний угол в продольной плоскости обычных резцов может быть в диапазоне от -5 до -45, а передний угол в рабочей плоскости от 0 до 30. Гребенчатые режущие элементы могут быть ориентированы на долоте таким образом, что периферический край режущего элемента, смежный с гребнем сконфигурирован с возможностью взаимодействия с формацией. Остроконечные режущие элементы могут быть ориентированы на долоте таким образом, что вершина режущего элемента сконфигурирована с возможностью взаимодействия с формацией.
[0092]Хотя гребенчатые режущие элементы могут быть описаны, как имеющие передний угол в продольной плоскости и передний угол в рабочей плоскости аналогично плоским режущим элементам, остроконечные режущие элементы не имеют режущей поверхности, и, таким образом, ориентация остроконечных режущих элементов будет задана различно. При рассмотрении ориентации остроконечных режущих элементов в дополнение к вертикальной или боковой ориентации корпуса режущего элемента, остроконечная геометрия режущего конца также влияет на то, как и под каким углом остроконечный режущий элемент ударяет формацию. В частности, в дополнение к переднему углу в продольной плоскости, влияющему на агрессивность взаимодействия неплоский режущий элемент – формация, геометрия режущего конца (в частности, угол вершины и радиус кривизны) в значительной степени влияют на агрессивность, в которой остроконечный режущий элемент атакует формацию. В контексте остроконечного режущего элемента, как показано на фиг. 10, передний угол в рабочей плоскости задан, как угол α, сформированный между осью остроконечного режущего элемента 144 ( в частности, осью остроконечного режущего конца) и линией, к нормальной к материалу разрезаемой формации. Как показано на фиг.10, при остроконечно режущем элементе 144, имеющем нулевой передний угол в продольной плоскости, ось остроконечного режущего элемента 144 по существу перпендикулярна или нормальна к материалу формации. Остроконечный режущий элемент 144, имеющий отрицательный передний угол α в продольной плоскости, имеет ось, которая взаимодействует с материалом формации под углом, меньшим 90°, как измерено от материала формации. Аналогично, остроконечный режущий элемент 144, имеющий положительный передний угол α в продольной плоскости, имеет ось, которая взаимодействует с материалом формации под углом, большим 90°, как измерено от материала формации. В соответствии с некоторыми вариантами осуществления передний угол в продольной плоскости остроконечного режущего элемента может быть равен нулю, или в соответствии с некоторыми вариантами осуществления он может быть отрицательным. В соответствии с некоторыми вариантами осуществления передний угол в продольной плоскости остроконечного режущего элемента может быть в диапазоне от -10 до 10, от нуля до 10 и/или от -5 до 5.
[0093] В дополнение к ориентации оси относительно формации агрессивность остроконечных режущих элементов также может зависеть от угла вершины или, в особенности, угла между формацией и ведущей частью остроконечного режущего элемента. Из-за формы режущего конца остроконечных режущих элементов здесь не существует ведущего края; однако, ведущая линия остроконечной режущей поверхности может быть определена по самым первым точкам остроконечного режущего элемента на каждой осевой точке по неплоской поверхности режущего конца по мере вращения долота. Говоря о другом способе, поперечное сечение может быть получено из остроконечного режущего элемента по плоскости в направлении вращения долота, как показано на фиг. 11. Ведущая линия 145 остроконечного режущего элемента 144 в такой плоскости может рассматриваться относительно формации. Угол удара остроконечного режущего элемента 144 задан углом α, сформированным между ведущей линией 145 остроконечного режущего элемента 144 и разрезаемой формацией.
[0094] Обычно для поликристаллических алмазных компактных резцов передний угол в рабочей плоскости задают, как угол между режущей поверхностью и радиальной плоскостью долота (x-z плоскостью), как показано на фиг. 12. При просмотре вдоль оси z отрицательный передний угол β в рабочей плоскости происходит от вращения резца в направлении против часовой стрелки, а положительный передний угол β в рабочей плоскости происходит от вращения резца в направлении по часовой стрелке. В соответствии с конкретным вариантом осуществления передний угол в рабочей плоскости резцов может быть в диапазоне от -30 до 30, а в соответствии с другими вариантами осуществления от 0 до 30.
[0095] Однако, остроконечные режущие элементы не имеют режущей плоскости, и, таким образом, ориентация остроконечных режущих элементов будет задана различно. В контексте остроконечного режущего элемента, как показано на фиг. 13 и 14, передний угол в рабочей плоскости задан, как угол β, сформированный между осью остроконечного режущего элемента (в частности, осью остроконечного режущего конца) и линией, параллельной центральной линии долота, т.е. оси z. Как показано на фиг. 13 и 14B, при остроконечно режущем элементе 144, имеющем нулевой передний угол в рабочей плоскости, ось остроконечного режущего элемента 144 по существу параллельна центральной линии долота. Остроконечный режущий элемент, имеющий отрицательный передний угол β в рабочей плоскости, имеет ось, которая направлена от направления центральной линии долота. Напротив, остроконечный режущий элемент, имеющий положительный передний угол β в рабочей плоскости, имеет ось, которая направлена к направлению центральной линии долота. Передний угол в рабочей плоскости остроконечных режущих элементов может быть в диапазоне от приблизительно -30 до 30 в соответствии с различными вариантами осуществления и от -10 до 10 в соответствии с другими вариантами осуществления. Дополнительно, передний угол в рабочей плоскости остроконечных режущих элементов в соответствии с вариантами осуществления настоящего изобретения может быть выбран из этих диапазонов.
[0096] Как описано на протяжении настоящего раскрытия, комбинации режущих элементов и режущих структур могут использовать как на буровом долоте с закрепленными резцами, так и на буровом расширителе. На фиг.15 показана общая конфигурация бурового расширителя 830, который содержит один или большее количество неплоских режущих элементов в соответствии с настоящим изобретением. Буровой расширитель 830 содержит корпус 832 инструмента и множество лопастей 838, расположенных на выбранных азимутальных местоположениях вокруг его периферии. Буровой расширитель 830 в целом содержит соединения 834, 836 (например, резьбовые соединения) таким образом, что буровой расширитель 830 можно соединять со смежными буровыми инструментами, которые содержат среди прочего бурильную колонну и/или нижнюю часть бурильной колонны (BHA, bottom hole assembly) (не показано). Корпус 832 инструмента в целом содержит проходное отверстие, проходящее через него таким образом, что буровая текучая среда может протекать через буровой расширитель 830 по мере ее накачки от поверхности (например, с помощью поверхностного бурового насоса (не показан)) на дно ствола скважины (не показано).
[0097] Лопасти 838, показанные на фиг. 15, являются спиральными лопастями и в целом расположены по существу на равных угловых интервалах вокруг периметра корпуса инструмента такого, как буровой расширитель 830. Такое расположение не является ограничением для объема настоящего изобретения, но оно использовано только для иллюстративных целей. Специалистам в области техники будет понятно, что можно использовать любое скважинное режущий инструмент. Хотя на фиг. 15 не показано подробно местоположение неплоских режущих элементов, их расположение на указанном инструменте может быть в соответствии со всеми вариациями, описанными выше.
[0098] Хотя выше было описано только небольшое количество вариантов осуществления, специалистам в области техники будет легко понятно, что в соответствии с вариантами осуществления возможны многие модификации без существенного отхода от настоящего раскрытия. Соответственно, все такие модификации предполагаются включенными в объем настоящего изобретения. В формуле изобретения предполагается, что пункты относительно средств и функций покрывают структуры, описанные в настоящем документе, как выполняющие перечисленные функции и не только структурные эквиваленты, то также эквивалентные структуры. Таким образом, хотя гвоздь и винт могут не быть структурными эквивалентами в том, что гвоздь использует цилиндрическую поверхность для скрепления вместе деревянных деталей, тогда как винт использует винтовую поверхность, в среде крепежа деревянных деталей гвоздь и винт могут быть эквивалентными структурами. Это является выраженным намерением заявителя не ссылаться на ст. 35 Свода законов США §112, параграф 6 для какого либо ограничения формулы изобретения настоящего документа, за исключением тех, в которых пункт формулы изобретения использует слова «средства для» вместе со связанной функцией.
Реферат
Группа изобретений относится к режущим инструментам. Технический результат заключается в обеспечении эффективной скорости проходки и приемлемого срока службы долота. Режущий инструмент содержит корпус инструмента, множество лопастей, проходящих от корпуса инструмента, и множество неплоских режущих элементов на каждом из множества лопастей. Множество неплоских режущих элементов образует режущий профиль в повернутом виде указанного множества неплоских режущих элементов в одной плоскости. Режущий профиль содержит конический участок, выступающий участок, плечевой участок и калибровочный участок. Указанное множество неплоских режущих элементов содержит первую форму по меньшей мере на коническом участке, но не на плечевом участке или калибровочном участке, и вторую, имеющую отличную форму, на по меньшей мере одном из выступающего участка, плечевого участка и калибровочного участка, но не на коническом участке. 3 н. и 16 з.п. ф-лы, 22 ил.
Комментарии