Способ окисления алкана, способ получения алкилкарбоксилата и алкенилкарбоксилата с выделением алкенов методом абсорбции, способ получения винилацетата с выделением этилена методом абсорбции - RU2330004C2
Код документа: RU2330004C2
Описание
Настоящее изобретение относится к выделению алкенов из газовых смесей, включающих эти алкены, алканы и кислород, в частности к выделению этилена из смеси этилена, этана и кислорода абсорбцией раствором соли металла.
Настоящее изобретение относится также к применению способа выделения (а) в процессах окисления углеводородов, таких как окисление алкана с С2 по С4, с получением соответствующих алкена и карбоновой кислоты и (б) в объединенных процессах, в которых алкен и карбоновую кислоту, получаемые из процесса окисления углеводородов, в дальнейшем используют в качестве реагентов.
Этилен и уксусная кислота могут быть получены каталитическим окислением этана. В типичном процессе окисления с получением этилена и уксусной кислоты в реактор вводят этан, кислород и необязательно этилен и/или воду. Эти реагенты вводят в контакт с катализатором окисления, таким как молибден/ниобий/ванадийсодержащий катализатор, и они взаимодействуют с образованием выходящего потока, включающего этилен (либо как продукт, либо как непрореагировавший исходный материал), уксусную кислоту, непрореагировавший этан и непрореагировавший кислород. Выходящий из реактора поток отводят, конденсируют и разделяют на газообразный поток и жидкий поток. Газообразный поток, включающий этан, этилен и кислород, может быть в дальнейшем очищен с получением из него этилена. Жидкий поток, включающий уксусную кислоту и воду, также может быть в дальнейшем очищен.
Известно, что выделение этилена из углеводородов, таких как этан, можно осуществлять проведением процессов дистилляции, таких как криогенная дистилляция, и по методам адсорбции, таким как адсорбция с "качающимся" давлением и реакционная адсорбция. Кроме того, когда алкановая/алкеновая газовая смесь включает кислород, в частности газовая смесь, получаемая окислительным дегидрированием этана до этилена так, как изложено, например, в ЕР-А 0262264, перед отделением алкена от алкана традиционно удаляют кислород. Если перед разделением этих углеводородов кислород не удаляют, в процессе разделения может концентрироватся кислород, вследствие чего кислородсодержащий поток становится воспламеняющимся или взрывчатым.
В ЕР-А 0943595 описан способ выделения алкена, такого как этилен, из газовой смеси, включающей алкен и алкан, такой как этан, проведением процесса абсорбции с "качающимся" давлением, включающего стадии пропускания газовой смеси через цеолит типа А, содержащий способные обмениваться натриевые и калиевые ионы, и регенерирования цеолита с получением обогащенного алкеном газа. Такая система для адсорбции с "качающимся" давлением является механически сложной, а за один цикл адсорбции достигают лишь небольшого повышения концентрации этилена. О выделении алкенов из газовых смесей, включающих алкены, алканы и кислород, не говорится ничего.
В WO 00/37399 описан способ автотермического крекинга парафиновых углеводородов с использованием кислорода, причем в этом способе образующийся поток включает этилен, пропен, бутен и моноксид углерода. Этилен и пропен выделяют из образующегося потока введением этого потока в контакт с раствором соли металла, способной селективно абсорбировать этилен и пропен, и из соли металла рекуперируют этилен и/или пропен. Перед обработкой раствором соли металла образующийся поток обрабатывают для удаления таких компонентов, как кислород и диоксид углерода.
Продукты каталитического окисления этана, этилена и уксусной кислоты в последующих процессах можно вводить в реакции с получением алкилкарбоксилатов, таких как этилацетат, или алкенилкарбоксилатов, таких как винилацетат.
Принимая во внимание вышеизложенное, существует потребность в разработке альтернативного и/или усовершенствованного способа выделения алкенов из газовой смеси, включающей упомянутые алкены, алканы и кислород.
При создании настоящего изобретения было установлено, что алкен можно выделять из газовой смеси, включающей упомянутые алкен, алкан и кислород, без необходимости в предварительном удалении кислорода.
Кроме того, при создании настоящего изобретения было установлено, что выделение алкена из газовой смеси, включающей упомянутые алкен, алкан и кислород, можно проводить осуществлением меньшего числа стадий обработки, чем это требовалось в известных способах.
Соответственно, по настоящему изобретению предлагается способ выделения алкена из газовой смеси, включающей упомянутые алкен, алкан и по меньшей мере 0,1 мол.% кислорода, причем этот способ включает следующие стадии:
(а) контактирование указанной газовой смеси с раствором соли металла, способной селективно химически абсорбировать алкен, с получением жидкого потока, богатого химически абсорбированным алкеном;
(б) выделение алкена из раствора соли металла.
Преимущество способа по настоящему изобретению состоит в том, что его осуществление позволяет избежать потребности в дорогостоящем и энергоемком оборудовании для дистилляционного разделения.
Более того, осуществление способа по настоящему изобретению устраняет или по меньшей мере уменьшает потребность в дорогостоящем холодильном оборудовании.
Еще большее преимущество способа по настоящему изобретению состоит в том, что его осуществление позволяет безопасно отделять алкен от алкана в присутствии кислорода.
Способ по настоящему изобретению особенно эффективен при выделении алкена из алканов, когда разделяемые алкен и алкан содержат одинаковое число углеродных атомов.
Способ по настоящему изобретению особенно эффективен при выделении этилена из газовых смесей, содержащих этилен, этан и кислород.
В способе по настоящему изобретению в предпочтительном варианте алкан представляет собой алкан с C2 по С4 или его смеси, такие как этан, пропан, бутан и их смеси.
В предпочтительном варианте алкен представляет собой алкен с С2 по С4 или его смеси, такие как этилен, пропены, бутены и их смеси.
Концентрация кислорода, содержащегося в газовой смеси, составляет по меньшей мере 0,1 мол.%, в частности по меньшей мере 0,2 мол.%. Целесообразная концентрация кислорода в газовой смеси находится в интервале от 0,1 мол.% до концентрации, при которой газовая смесь по составу находится ниже диапазона воспламеняемости. Концентрация кислорода в смеси должна быть такой, при которой богатый алканами образующийся поток также оказывается невоспламеняющимся. В общем специалистам в данной области техники известно, что предел диапазона воспламеняемости частично зависит от давления и температуры смеси. При осуществлении способа по настоящему изобретению газовые смеси по составу не должны входить в диапазон воспламеняемости на любой стадии этого способа. Процесс разделения газов можно эффективно проводить таким образом, чтобы газовая смесь по составу находилась как можно ближе к диапазону воспламеняемости, оставаясь тем не менее невоспламеняющейся.
Целесообразная концентрация кислорода в газовой смеси составляет от 0,1 до 10 мол.%, в частности от 0,2 до 8 мол.%, например от 0,2 до 6 мол.%.
Способ выделения по настоящему изобретению особенно применим к потокам, образующимся в химических процессах. Таким образом, способ по настоящему изобретению особенно эффективен при выделении алкенов из газовой смеси алкенов, алканов и кислорода, образующейся вследствие окисления алкана с C2 по С4.
Соответственно, объектом настоящего изобретения является способ окисления алкана с С2 по С4 с получением соответствующих алкена и карбоновой кислоты, причем этот способ включает следующие стадии:
а) контактирование в окислительной реакционной зоне указанного алкана, содержащего молекулярный кислород газа, необязательно соответствующего алкена и необязательно воды в присутствии по меньшей мере одного катализатора, эффективного при окислении алкана до соответствующих алкена и карбоновой кислоты, с получением первого потока продуктов, включающего алкен, карбоновую кислоту, алкан, кислород и воду;
(б) разделение в первом разделительном средстве по меньшей мере части первого потока продуктов на газообразный поток, включающий алкен, алкан и кислород, и жидкий поток, включающий карбоновую кислоту;
(в) контактирование упомянутого газообразного потока с раствором соли металла, способной селективно химически абсорбировать алкен, с получением жидкого потока, богатого химически абсорбированным алкеном;
(г) выделение из раствора соли металла богатого алкеном потока.
Способ по настоящему изобретению также оказывается особенно эффективным, когда алкен и/или карбоновую кислоту как продукты процесса окисления по меньшей мере отчасти используют в объединенных последующих процессах, например (а) для получения сложного эфира реакцией карбоновой кислоты с алкеном или спиртом или (б) для получения алкенилкарбоксилата реакцией кислородсодержащего газа с карбоновой кислотой и алкеном. Алкен и/или карбоновую кислоту можно выделять из продукта окислительной реакционной зоны и/или дополнительные количества алкена и/или карбоновой кислоты можно использовать в последующем процессе.
Соответственно, объектом настоящего изобретения является объединенный способ получения алкилкарбоксилата, причем этот способ включает следующие стадии:
(а) контактирование в окислительной реакционной зоне алкана, содержащего молекулярный кислород газа, необязательно соответствующего алкена и необязательно воды в присутствии по меньшей мере одного катализатора, эффективного при окислении алкана до соответствующих алкена и карбоновой кислоты, с получением первого невоспламеняющегося потока продуктов, включающего алкен, карбоновую кислоту, алкан, кислород и воду;
(б) разделение в первом разделительном средстве по меньшей мере части первого потока продуктов на газообразный поток, включающий алкен, алкан и кислород, и жидкий поток, включающий карбоновую кислоту;
(в) контактирование по меньшей мере части упомянутого газообразного потока с раствором соли металла, способной селективно химически абсорбировать алкен, с получением жидкого потока, богатого химически абсорбированным алкеном;
(г) выделение из раствора соли металла богатого алкеном потока и
(д) контактирование во второй реакционной зоне по меньшей мере части этого богатого алкеном потока со стадии (г) и карбоновой кислоты в присутствии по меньшей мере одного катализатора, эффективного при получении алкилкарбоксилата, с получением указанного алкилкарбоксилата.
Кроме того, в другом варианте объектом настоящего изобретения является объединенный способ получения алкенилкарбоксилата, причем этот способ включает следующие стадии:
(а) контактирование в окислительной реакционной зоне алкана, содержащего молекулярный кислород газа, необязательно соответствующего алкена и необязательно воды в присутствии по меньшей мере одного катализатора, эффективного при окислении алкана до соответствующих алкена и карбоновой кислоты, с получением первого невоспламеняющегося потока продуктов, включающего алкен, карбоновую кислоту, алкан, кислород и воду;
(б) разделение в первом разделительном средстве по меньшей мере части первого потока продуктов на газообразный поток, включающий алкен, алкан и кислород, и жидкий поток, включающий карбоновую кислоту;
(в) контактирование по меньшей мере части упомянутого газообразного потока с раствором соли металла, способной селективно химически абсорбировать алкен, с получением жидкого потока, богатого химически абсорбированным алкеном;
(г) выделение из раствора соли металла богатого алкеном потока и
(д) контактирование во второй реакционной зоне по меньшей мере части этого богатого алкеном потока, получаемого на стадии (г), карбоновой кислоты и содержащего молекулярный кислород газа в присутствии по меньшей мере одного катализатора, эффективного при получении алкенилкарбоксилата, с получением этого алкенилкарбоксилата.
Способ выделения по настоящему изобретению ниже описан на примере окисления алкана с С2 по С4 с получением потока продуктов, включающего соответствующий алкен, алкан и кислород, и объединенных процессов для его осуществления.
В реакции окисления в предпочтительном варианте алкан с С2 по С4 представляет собой этан, причем соответствующим алкеном является этилен, а соответствующей карбоновой кислотой является уксусная кислота. Эти продукты можно вводить в реакции в последующих процессах с получением этилацетата или с содержащим молекулярный кислород газом с получением винилацетата.
Реакцию окисления, как правило, проводят в гетерогенных условиях, используя твердые катализаторы и реагенты в жидкой фазе. В этом случае концентрации необязательного алкена и необязательной воды в окислительной реакционной зоне можно регулировать парциальными давлениями.
Катализаторы, эффективные при окислении алкана до алкена и карбоновой кислоты, могут включать любые приемлемые катализаторы, известные в данной области техники, например такие, как используемые для окисления этана до этилена и уксусной кислоты, представленные в следующих патентах и заявках: US 4596787, ЕР-А 0407091, DE 19620542, WO 99/20592, DE 19630832, WO 98/47850, WO 99/51339, ЕР-А 1043064, WO 99/13980, US 5300682 и US 5300684, содержание которых включено в настоящее описание в качестве ссылки.
Патент US 4596787 относится к способу низкотемпературного окислительного дегидрирования этана до этилена с применением катализатора, отвечающего эмпирической формуле MoaVbNbcSbdXe, как она представлена в указанном патенте, причем эти элементы содержатся в сочетании с кислородом.
ЕР-А 0407091 относится к способу и катализатору получения этилена и/или уксусной кислоты окислением этана и/или этилена в присутствии катализатора окисления, включающего молибден, рений и вольфрам.
DE 19620542 относится к катализаторам окисления на основе молибдена, палладия и рения для получения уксусной кислоты из этана и/или этилена.
WO 99/20592 относится к способу селективного получения уксусной кислоты из этана, этилена или их смесей и кислорода при высокой температуре в присутствии катализатора, отвечающего формуле MoaPdbXcYd, в которой Х обозначает один или несколько следующих элементов: Cr, Mn, Nb, Та, Ti, V, Те и W; Y обозначает один или несколько следующих элементов: В, Al, Ga, In, Pt, Zn, Cd, Bi, Ce, Co, Rh, Ir, Cu, Ag, Au, Fe, Ru, Os, K, Rb, Cs, Mg, Ca, Sr, Ba, Nb, Zr, Hf, Ni, P, Pb, Sb, Si, Sn, Tl и U, а обозначает 1, b обозначает число от 0,0001 до 0,01, с обозначает число от 0,4 до 1, a d обозначает число от 0, 005 до 1.
DE-A1 19630832 относится к аналогичной каталитической композиции, у которой а обозначает 1, b>0, с>0, d обозначает число от 0 до 2. В предпочтительном варианте а обозначает 1, b обозначает число от 0,0001 до 0,5, с обозначает число от 0,1 до 1,0, a d обозначает число от 0 до 1,0.
WO 98/47850 относится к способу получения уксусной кислоты из этана, этилена или их смесей в присутствии катализатора, отвечающего формуле WaXbYcZd, в которой Х обозначает один или несколько следующих элементов: Pd, Pt, Ag и Au, Y обозначает один или несколько следующих элементов: V, Nb, Cr, Mn, Fe, Sn, Sb, Cu, Zn, U, Ni и Bi, a Z обозначает один или несколько следующих элементов: Li, Na, К, Rb, Cs, Be, Mg, Ca, Sr, Ba, Sc, Y, La, Ti, Zr, Hf, Ru, Os, Co, Rh, Ir, B, Al, Ga, In, Tl, Si, Ge, Pb, P, As и Те, а обозначает 1, b>0, с>0, а d обозначает число от 0 до 2.
WO 99/51339 относится к
каталитической композиции для селективного окисления этана и/или этилена до уксусной кислоты; эта композиция включает в сочетании с кислородом элементы MoaWbAgcIrdXeYf, где Х обозначает элементы Nb и V; Y обозначает один или несколько элементов, выбранных из группы, включающей Cr, Mn, Та, Ti, В, Al, Ga, In, Pt, Zn, Cd, Bi, Се, Со,
Rh, Cu, Au, Fe, Ru, Os, К, Rb, Cs, Mg, Ca, Sr, Ba, Zr, Hf, Ni, P, Pb, Sb, Si, Sn, Tl, U, Re и Pd; а, b, с, d, е и f обозначают такие грамм-атомные соотношения элементов, при которых 0 ЕР-А 1043064 относится к каталитической композиции для окисления этана до этилена
и/или уксусной кислоты и/или для окисления этилена до уксусной кислоты; эта композиция включает в сочетании с кислородом элементы молибден, ванадий, ниобий и золото в отсутствие палладия в
соответствии с эмпирической формулой MoaWbAucVdNbeYf, в которой Y обозначает один или несколько элементов, выбранных из группы,
включающей Cr, Mn, Та, Ti, В, Al, Ga, In, Pt, Zn, Cd, Bi, Ce, Co, Rh, Ir, Cu, Ag, Fe, Ru, Os, K, Rb, Cs, Mg, Ca, Sr, Ba, Zr, Hf, Ni, P, Pb, Sb, Si, Sn, Tl, U, Re, Те и La; a, b, c, d, e и f обозначают
такие грамм-атомные соотношения элементов, при которых 0<а≤1; 0≤b<1 и а+b=1; 10-5<с≤0,02; 0 WO 99/13980 относится к катализатору для селективного окисления этана до уксусной кислоты, отвечающего формуле MoaVbNbcXd, в
которой Х обозначает по меньшей мере один промоторный элемент, выбранный из группы, включающей P, В, Hf, Те и As; а обозначает число в интервале от примерно 1 до примерно 5; b обозначает 1; с
обозначает число в интервале от примерно 0,01 до примерно 0,5, а d обозначает число в интервале от больше 0 до примерно 0,1. US 5300682 относится к применению катализатора окисления
эмпирической формулы VPaMbOx, где М обозначает один или несколько элементов ряда Со, Cu, Re, Fe, Ni, Nb, Cr, W, U, Та, Ti, Zr, Hf, Mn, Pt, Pd, Sn, Sb, Bi, Ce, As, Ag и
Au, а обозначает число от 0,5 до 3, b обозначает 0,1, а х соответствует требованиям валентности. US 5300684 относится к реакции окисления в псевдоожиженном слое с использованием,
например, Mo0,37Re0,25V0,26Nb0,07Sb0,03Ca0,02Ox. Другие приемлемые для использования по настоящему
изобретению катализаторы окисления представлены в заявке WO 99/13980, которая относится к применению катализаторов с элементами, находящимися в сочетании с кислородом, в относительных грамм-атомных
соотношениях MoaVbNbcXd, где Х обозначает P, В, Hf, Те или As; в патенте US 6030920, который относится к применению катализаторов с элементами, находящимися
в сочетании с кислородом, в относительных грамм-атомных соотношениях MoaVbNbcPdd; заявке WO 00/00284, которая относится к применению катализаторов с
элементами, находящимися в сочетании с кислородом, в относительных грамм-атомных соотношениях MoaVbNbcPdd и/или MoaVbLac
Pdd; патенте US 6087297, который относится к применению катализаторов с элементами, находящимися в сочетании с кислородом, в относительных грамм-атомных соотношениях MoaVbPdcLad; заявке WO 00/09260, которая относится к применению катализаторов с элементами, находящимися в сочетании с кислородом, в относительных грамм-атомных соотношениях
MoaVbLacPddNbeXf, где Х обозначает Cu или Cr, а каждый из е и f может обозначать ноль; заявках WO 00/29106 и WO 00/29105, которые
относятся к применению катализаторов с элементами, находящимися в сочетании с кислородом, в относительных грамм-атомных соотношениях MoaVbGacPddNbeXf, где Х обозначает La, Те, Ge, Zn, Si, In или W; и заявке WO 00/38833, которая относится к применению катализаторов с элементами, находящимися в сочетании с кислородом, в
относительных грамм-атомных соотношениях MoaVbLacPddNbeXf, где Х обозначает Al, Ga, Ge или Si, содержание которых включено в настоящее
описание в качестве ссылки. Твердые катализаторы, эффективные при окислении алкана с С2 по С4, могут находиться на носителях и не нанесенными на носители. Примеры
приемлемых носителей включают диоксид кремния, диатомовую землю, монтмориллонит, оксид алюминия, диоксид кремния/оксид алюминия, диоксид циркония, диоксид титана, карбид кремния, активированный уголь
и их смеси. Твердые катализаторы, эффективные при окислении алкана с C2 по C4, могут быть использованы в форме неподвижного или псевдоожиженного слоя. Предполагают, что катализатор окисления обеспечивает, по-видимому, окисление по меньшей мере части любого алкена, направляемого в окислительную реакционную зону, например, до соответствующей
карбоновой кислоты. Содержащим молекулярный кислород газом, используемым в окислительной реакционной зоне, может служить воздух или газ, который богаче или беднее молекулярным
кислородом, чем воздух. Приемлемый газ может представлять собой, например, кислород, разбавленный соответствующим разбавителем, например азотом или диоксидом углерода. Предпочтительный содержащий
молекулярный кислород газ представляет собой кислород. Содержащий молекулярный кислород газ можно направлять в окислительную реакционную зону в виде одного потока исходных материалов, включающего
алкановое сырье. Такой поток алкана/содержащего молекулярный кислород газа может быть получен из процесса выделения алкена из смеси алкена/алкана/газообразного молекулярного кислорода.
В предпочтительном варианте по меньшей мере некоторую часть этого содержащего молекулярный кислород газа направляют в окислительную реакционную зону независимо от подачи алканового и необязательного
алкенового сырья и всех рецикловых материалов. Целесообразная концентрация содержащего молекулярный кислород газа (в виде свежего сырья и/или рециклового компонента) такова, что
концентрация кислорода составляет от выше 0 до и включительно 20 мол.% от общего количества исходного материала, включая рецикловые компоненты, направляемого в окислительную реакционную зону,
предпочтительно от 2 до 15 мол.%. Алкан и алкен, направляемые в окислительную реакционную зону, могут быть практически чистыми или могут быть смешанными, например, с одним или
несколькими такими материалами, как азот, аргон, метан, диоксид углерода, монооксид углерода, водород и небольшие количества алкенов/алканов с С2 по С4.
Целесообразная концентрация алкена (в виде свежего сырья и/или рециклового компонента) составляет от 0 до и включительно 50 мол.% от общего количества материала, включая рецикловые компоненты,
направляемого в окислительную реакционную зону, предпочтительно от 1 до 20 мол.%, более предпочтительно от 1 до 15 мол.%. Целесообразная концентрация воды (в виде свежего сырья и/или
рециклового компонента) составляет от 0 до 50 мол.% включительно от общего количества материала, включая рецикловые компоненты, направляемого в окислительную реакционную зону, предпочтительно от 0 до
25 мол.%. В одном варианте выполнения настоящего изобретения алкен, такой как этилен, и воду вводят в окислительную реакционную зону совместно. Соответственно алкен,
например этилен, и воду можно использовать в массовом соотношении 1:0,1-250, в частности 1:0,1-100 или 1:0,1-50, но предпочтительно в массовом соотношении 1:0,1-10. Когда в
окислительной реакционной зоне используют твердые катализаторы, алкан, соответствующий алкен, содержащий молекулярный кислород газ, необязательную воду и все рецикловые газы в предпочтительном
варианте пропускают через окислительную реакционную зону при продолжительности пребывания в ней, соответствующей совокупной среднечасовой скорости подачи газа (ССПГ) от 500 до 10000 ч-1,
причем ССПГ определяют как объем [рассчитанный при стандартных температуре и давлении (СТД)] газа, проходящего через реактор, деленный на насыпной объем осажденного катализатора.
Реакцию окисления можно эффективно проводить при температуре в интервале от 100 до 400°С, как правило, в интервале от 140 до 350°С. Реакцию окисления можно эффективно
проводить под атмосферным или повышенным давлением, например под манометрическим давлением в интервале от 5 до 27 бар. В ходе проведения реакции окисления по настоящему изобретению, как
правило, может быть достигнуто превращение алкана в интервале от 1 до 99%. В ходе проведения реакции окисления по настоящему изобретению, как правило, может быть достигнуто превращение
кислорода в интервале от 30 до 99,99%. Концентрация кислорода в потоке продуктов обычно в некоторой степени зависит от степени превращения алкана и степени селективности в отношении
продуктов. Высокая степень превращения алкана обычно приводит к низкой концентрации кислорода, содержащегося в потоке продуктов. Высокая селективность в отношении получаемого алкена обычно приводит к
высокой концентрации кислорода в потоке продуктов. Максимальную (безопасную) концентрацию кислорода в потоке продуктов определяют по диапазону воспламеняемости соотношений между
кислородом и алканом после выделения из него алкена. Таким образом, хотя концентрация кислорода, содержащегося в потоке продуктов из окислительной реакционной зоны, может быть ниже 0,1
мол.%, она, как правило, составляет по меньшей мере 0,1 мол.%, в частности по меньшей мере 0,2 мол.%. При условии, что поток продуктов является невоспламеняющимся, целесообразная концентрация
кислорода в потоке продуктов находится в интервале от 0,1 до и включая 10 мол.%, в частности от 0,2 до 8 мол.%, например от 0,2 до 6 мол.%. Приемлемая производительность катализатора в
ходе проведения реакции окисления находится в интервале от 10 до 10000 г карбоновой кислоты, такой как уксусная кислота, в час на килограмм катализатора. Приемлемая производительность
катализатора в ходе проведения реакции окисления находится в интервале от 5 до 5000 г алкена, такого как этилен, в час на килограмм катализатора. Моноксид углерода может оказывать
негативное влияние на некоторые катализаторы, используемые при получении винилацетата. Таким образом, в зависимости от природы используемого катализатора необходимо, чтобы первый поток продуктов
содержал моноксид углерода как побочный продукт в низкой концентрации. Таким образом, также в предпочтительном варианте в окислительной реакционной зоне используют катализатор, который
вызывает образование незначительного количества монооксида углерода как побочного продукта. Для окисления монооксида углерода до диоксида углерода в окислительной реакционной зоне может быть
использован дополнительный каталитический компонент. Этот дополнительный каталитический компонент может присутствовать в катализаторе или катализаторах окисления или во второй реакционной зоне, или
может содержаться в окислительной реакционной зоне как самостоятельный катализатор. Когда в процессе окисления в качестве реагента используют этан, поток продуктов включает уксусную
кислоту, этилен, непрореагировавший этан, кислород и воду и может также содержать инертные газообразные компоненты, такие как аргон и азот, а также побочные продукты - уксусный альдегид, монооксид
углерода и диоксид углерода. Уксусный альдегид и монооксид углерода могут подвергаться превращению содержащим молекулярный кислород газом с образованием соответственно уксусной кислоты и диоксида
углерода либо в последующих в технологической линии процессах, либо после возврата в процесс в окислительной реакционной зоне. Этилен содержится в потоке продуктов реакции окисления в
качестве непрореагировавшего этиленового реагента из исходного материала и/или в качестве продукта окисления этанового реагента. Поток продуктов, отводимый из окислительной реакционной
зоны, в первом разделительном средстве разделяют на газообразный поток, включающий алкен, непрореагировавший алкан и кислород, и жидкий поток, включающий карбоновую кислоту. Можно применять любое
приемлемое разделительное средство, известное в данной области техники, такое как мембранная разделительная установка, конденсаторная установка или дистилляционная установка. В предпочтительном
варианте в качестве разделительного средства применяют конденсатор. Когда поток продуктов из реакции окисления включает уксусную кислоту, этилен, этан, кислород и воду, этот поток
продуктов может быть разделен, и, что предпочтительно, его разделяют конденсацией на головной газообразный поток, включающий этилен, этан и кислород, и нижний жидкий поток, включающий уксусную кислоту
и воду. Обычно газообразный поток также включает оксиды углерода, такие как диоксид углерода. Из потока продуктов реакции окисления могут быть выделены, что необязательно, карбоновая
кислота и/или алкен. Газообразный поток из первого разделительного средства вводят в контакт с раствором соли металла, способной селективно химически абсорбировать алкен, с получением
жидкого потока, богатого химически абсорбированным алкеном. Приемлемыми солями металлов являются те, которые с алкеном способны образовывать комплекс. Когда алкеном
является этилен, приемлемые соли металлов включают хром, медь (I), марганец, никель, железо, ртуть, серебро, золото, платину, палладий, родий, рутений, осмий, молибден, вольфрам и рений. Предпочтительная соль металла включает серебро или медь (I), наиболее предпочтительно серебро. Когда соль металла представляет собой соль серебра, предпочтительной солью
серебра является нитрат серебра или фторборат серебра. Когда соль металла представляет собой соль меди (I), предпочтительной солью меди (I) является ацетат меди (I), нитрат меди (I) или
сульфат меди (I), наиболее предпочтительно нитрат меди (I). Раствор соли металла может быть водным или может включать органическое азотсодержащее соединение, такое как пиридин,
пиперидин, гидроксипропионитрил, диэтилентриамин, ацетонитрил, формамид, ацетамид и их производные. Предпочтительный раствор соли металла представляет собой водный раствор. Когда солью металла является соль меди (I), приемлемая концентрация соли металла относительно азотсодержащего соединения находится в интервале от 1:1 до 1:6, предпочтительно составляет
1:2. Целесообразная концентрация соли металла в растворе составляет по меньшей мере 0,5 моля соли металла на литр растворителя, предпочтительно по меньшей мере 2 моля соли металла на
литр растворителя. Ни алкан, ни кислород, содержащиеся в газообразном потоке, в сколько-нибудь значительной степени комплекс с раствором соли металла не образуют.
Контактирование газообразного потока с раствором соли металла можно осуществлять в любом приемлемом средстве, в частности в абсорбционной колонне. Эта абсорбционная колонна может быть снабжена
тарелками или насадкой, такой как кольца Рашига или структурированная насадка. Предпочтительная абсорбционная колонна снабжена насадкой. Для повышения чистоты алкена абсорбционную
колонну целесообразно оборудовать кипятильником. В предпочтительном варианте процесс в абсорбционной колонне проводят с противоточным истечением потоков газа и раствора соли металла. Целесообразное контактирование можно проводить при температуре в интервале от -10 до 300°С, предпочтительно от 0 до 100°С. Целесообразное контактирование
можно проводить под манометрическим давлением в интервале от 1 до 70 бар, предпочтительно от 3 до 30 бар. Когда контактирование проводят в абсорбционной колонне, раствор соли металла,
включающий комплекс соли металла/алкена, можно удалять из основания абсорбера. Поскольку алкан и кислород комплекса с раствором соли металла в сколько-нибудь значительной степени не
образуют, их отводят из абсорбционной колонны в виде головного потока. Следовые количества кислорода и/или алкана, абсорбированные раствором соли металла, удаляют из раствора главным
образом с алкеном. Богатый алкеном поток может быть выделен из раствора соли металла нагреванием, под пониженным давлением или их сочетанием. В предпочтительном варианте на раствор
воздействуют пониженным давлением, вследствие чего комплекс разлагается с высвобождением алкена. Давление, создаваемое для извлечения богатого алкеном потока из раствора соли металла,
может составлять от 2 до 98% абсолютного давления, создаваемого для получения комплекса соли металла/алкена, предпочтительно от 10 до 80% абсолютного давления, создаваемого для получения комплекса. По другому варианту богатый алкеном поток может быть выделен из раствора соли металла дегазированием при температуре, которая на интервал от 0 до 80°С, предпочтительно на интервал
от 15 до 35°С, превышает температуру образования комплекса. Богатый алкеном поток может быть также выделен из раствора с использованием сочетания пониженного давления и
повышенной температуры. Понижение давления можно осуществлять в один или несколько этапов, например в одной или нескольких установках для мгновенного испарения. Когда
применяют одну или несколько установок для мгновенного испарения, богатый алкеном поток отводят из них в виде головного потока. Этот головной поток перед необязательной сушкой можно сжимать. По
другому варианту головной поток перед сжатием может быть высушен. Когда богатый алкеном поток сжимают, его можно сжимать до давления, приемлемого для подачи во вторую реакционную зону. В
целесообразном варианте его можно сжимать до давления любого дополнительного алкена, подаваемого во вторую реакционную зону. Свободный от алкена комплекс можно возвращать в процесс для
повторного использования в абсорбере. Богатый алкеном поток обычно включает алкен и может включать в низких концентрациях алкан и кислород, а также другие примеси, такие как диоксид
углерода. В целесообразном варианте богатый алкеном поток, такой как богатый этиленом поток, включает по меньшей мере 50% алкена, в частности по меньшей мере 80% алкена. В
предпочтительном варианте богатый алкеном поток включает по меньшей мере 90% алкена, более предпочтительно 95% алкена, а наиболее предпочтительно по меньшей мере 99% алкена. Богатый
алкеном поток может быть выделен из раствора соли металла в одну или несколько стадий абсорбции/десорбции, в частности в одну стадию абсорбции и две стадии десорбции. В целесообразном
варианте применение подачи алкена во вторую реакционную зону, содержащую примеси в пониженных концентрациях, позволяет уменьшить количество продувочного газа, который необходимо сбрасывать в атмосферу
из второй реакционной зоны, и, следовательно, уменьшить также потерю алкена из второй реакционной зоны. Поток алкана и кислорода (богатый алканом поток) может включать в низких
концентрациях алкен и другие примеси, такие как диоксид углерода. Этот богатый алканами поток должен быть невоспламеняющимся. Диапазон воспламеняемости обычно зависит, например, от температуры и
давления богатого алканом потока, однако концентрация кислорода в богатом алканом потоке, как правило, может находиться в интервале от 0,1 до 10 мол.%. При осуществлении способа по
настоящему изобретению перед контактированием с раствором соли металла для удаления таких компонентов, как диоксид углерода и кислородсодержащие вещества, такие как уксусный альдегид, в
предпочтительном варианте газообразный поток алкена/алкана/кислорода (газообразный поток из первого разделительного средства) обрабатывают. Газообразный поток, содержащий алкан и
кислород, в виде одного или нескольких потоков можно направлять в окислительную реакционную зону совместно с дополнительным алканом. Перед подачей в окислительную реакционную зону
поток, содержащий алкан и кислород, можно, что необязательно, разделять на отдельные газообразные потоки алкана и кислорода. Дополнительным алканом может служить свежий алкан и/или им
может служить непрореагировавший алкан из окислительной реакционной зоны, который после первого разделительного средства возвращают в окислительную реакционную зону. Поток
алкана/кислорода и дополнительный алкан можно вводить в окислительную реакционную зону либо в виде отдельных потоков исходных материалов, либо в виде одного потока исходных материалов, включающего как
алкан/кислород, так и дополнительный алкан. Богатый алкеном поток направляют в виде одного или нескольких потоков во вторую реакционную зону совместно с дополнительным содержащим
молекулярный кислород газом, необязательным дополнительным алкеном и карбоновой кислотой с получением алкенилкарбоксилата, такого как винилацетат. Богатый алкеном поток и
дополнительный алкен можно вводить во вторую реакционную зону либо в виде отдельных потоков исходных материалов, либо в виде одного потока исходных материалов, включающего как богатый алкеном поток,
так и дополнительный алкен. Дополнительным алкеном может служить свежий алкен и/или возвращаемый в процесс из второй реакционной зоны алкен, и/или часть потока алкана/алкена из
окислительной реакционной зоны. Дополнительный алкен, вводимый во вторую реакционную зону для получения алкенилкарбоксилата, может быть по существу чистым или может быть смешанным,
например с одним или несколькими такими компонентами, как азот, аргон, метан, диоксид углерода, моноксид углерода, водород и в низких концентрациях другие алкены/алканы с С2 по C4
. Целесообразная концентрация алкена (необязательный дополнительный алкеновый исходный материал и богатый алкеном поток исходного материала), такого как этилен, направляемого во вторую
реакционную зону, составляет по меньшей мере 50 мол.% от общего количества материала, вводимого во вторую реакционную зону, предпочтительно по меньшей мере 55 мол.%, более предпочтительно по меньшей
мере 60 мол.%. Целесообразная концентрация алкена составляет до 85 мол.% от общего количества материала, вводимого во вторую реакционную зону, предпочтительно в интервале от по меньшей мере 50 до 80
мол.%, в частности от по меньшей мере 55 до 80 мол.%. В способе по настоящему изобретению можно применять известные в данной области техники катализаторы получения
алкенилкарбоксилатов. Так, например, катализаторы, эффективные при получении винилацетата, которые при выполнении настоящего изобретения могут быть использованы во второй реакционной зоне, могут
включать, в частности, катализаторы, представленные в GB 1559540, US 5185308 и ЕР-А 0672453, содержание которых включено в настоящее описание в качестве ссылки. В GB 1559540 описан
катализатор, эффективный при получении винилацетата реакцией этилена, уксусной кислоты и кислорода, причем этот катализатор по существу включает (1) катализаторный носитель, диаметр частиц которого
составляет от 3 до 7 мм, а удельный объем пор равен от 0,2 до 1,5 мл/г, причем значение рН суспензии этого катализаторного носителя в воде концентрацией 10 мас.% составляет от 3,0 до 9,0, (2)
палладиевозолотой сплав, распределенный в поверхностном слое катализаторного носителя, причем этот поверхностный слой выступает на расстояние меньше 0,5 мм над поверхностью носителя, палладий в сплаве
содержится в количестве от 1,5 до 5,0 г/л катализатора, а золото содержится в количестве от 0,5 до 2,25 г/л катализатора, и (3) от 5 до 60 г ацетата щелочного металла на литр катализатора. В US 5185308 описан катализатор с пропитанной оболочкой, эффективный при получении винилацетата из этилена, уксусной кислоты и кислородсодержащего газа, причем этот катализатор по существу
включает (1) катализаторный носитель, диаметр частиц которого составляет от примерно 3 до примерно 7 мм, а удельный объем пор равен от 0,2 до 1,5 мл/г, (2) палладий и золото, распределенные в самом
внешнем слое толщиной 1,0 мм частиц катализаторного носителя, и (3) от примерно 3,5 до примерно 9,5 мас.% ацетата калия, где значение массового соотношения между золотом и палладием в катализаторе
находится в интервале от 0,6 до 1,25. В ЕР-А 0672453 описаны палладийсодержащие катализаторы для проведения процессов получения винилацетата в псевдоожиженном слое и их
приготовление. Процесс получения алкенилкарбоксилата, такого как винилацетат, во второй реакционной зоне, как правило, проводят в гетерогенных условиях, причем реагенты находятся в
газовой фазе. Содержащий молекулярный кислород газ, используемый во второй реакционной зоне для получения алкенилкарбоксилата, может включать газ, содержащий непрореагировавший
молекулярный кислород, со стадии (а) и/или дополнительный содержащий молекулярный кислород газ. Дополнительным содержащим молекулярный кислород газом, если его используют, может
служить воздух или газ, который богаче или беднее молекулярным кислородом, чем воздух. Приемлемый дополнительный содержащий молекулярный кислород газ может представлять собой, например, кислород,
разбавленный подходящим разбавителем, например азотом, аргоном или диоксидом углерода. Предпочтительный дополнительный содержащий молекулярный кислород газ представляет собой кислород. В
предпочтительном варианте по меньшей мере некоторую часть этого содержащего молекулярный кислород газа направляют во вторую реакционную зону независимо от подачи в качестве реагентов алкена и
карбоновой кислоты. Карбоновая кислота, подаваемая во вторую реакционную зону для получения алкенилкарбоксилата, может включать свежую и/или возвращаемую в процесс кислоту. В
предпочтительном варианте по меньшей мере часть карбоновой кислоты, вводимой во вторую реакционную зону, включает карбоновую кислоту, получаемую из окислительной реакционной зоны.
Свежую и возвращаемую в процесс карбоновую кислоту можно вводить во вторую реакционную зону либо в виде отдельных потоков исходных материалов, либо в виде одного потока исходных материалов,
включающего как свежую, так и возвращаемую в процесс кислоту. Карбоновая кислота, подаваемая во вторую реакционную зону для получения алкенилкарбоксилата, может включать по меньшей
мере часть кислоты, получаемой в последующих процессах, в частности в процессе выделения кислоты из смеси этой кислоты/алкенилкарбоксилата/воды. По меньшей мере часть карбоновой
кислоты, направляемой во вторую реакционную зону, может быть жидкостью. Когда во второй реакционной зоне для получения алкенилкарбоксилата используют твердые катализаторы, алкен из
второго разделительного средства, карбоновую кислоту, отводимую из окислительной реакционной зоны, весь дополнительный алкен или карбоновую кислоту в качестве реагентов, все рецикловые потоки и
содержащий молекулярный кислород газ в предпочтительном варианте пропускают через вторую реакционную зону при совокупной среднечасовой скорости подачи газа (ССПГ) от 500 до 10000 ч-1. Процесс получения алкенилкарбоксилата во второй реакционной зоне можно эффективно проводить при температуре в интервале от 140 до 200°С. Процесс получения
алкенилкарбоксилата во второй реакционной зоне можно эффективно проводить под манометрическим давлением в интервале от 50 до 300 фунтов/кв. дюйм. Процесс получения алкенилкарбоксилата
во второй реакционной зоне можно эффективно проводить как процесс либо в неподвижном, либо в псевдоожиженном слое. При получении алкенилкарбоксилата во второй реакционной зоне может
быть достигнута степень превращения карбоновой кислоты в интервале от 5 до 80%. При получении алкенилкарбоксилата во второй реакционной зоне может быть достигнута степень превращения
кислорода в интервале от 20 до 100%. При получении алкенилкарбоксилата во второй реакционной зоне может быть достигнута степень превращения алкена в интервале от 3 до 100%. Приемлемая производительность катализатора при получении алкенилкарбоксилата во второй реакционной зоне находится в интервале от 10 до 10000 г алкенилкарбоксилата/ч·кг
катализатора. Когда в способе по настоящему изобретению в качестве алкана используют этан, поток продуктов, отводимый из второй реакционной зоны для получения алкенилкарбоксилата,
может включать винилацетат, воду и уксусную кислоту, а также необязательно непрореагировавшие этилен, этан, кислород, уксусный альдегид, азот, аргон, монооксид углерода и диоксид углерода. Такой поток
продуктов можно разделять азеотропной перегонкой на верхнюю фракцию, включающую винилацетат и воду, и нижнюю фракцию, включающую уксусную кислоту и воду. Нижнюю фракцию отводят из основания
ректификационной колонны в виде жидких кубовых остатков. Кроме того, с одной или нескольких ступеней над основанием колонны можно также отводить пар. Перед такой стадией перегонки из второго потока
продуктов можно удалять этилен, этан, уксусный альдегид, монооксид углерода и диоксид углерода, если они содержатся, целесообразно в виде верхней газообразной фракции скрубберной колонны, из основания
которой отводят жидкую фракцию, включающую винилацетат, воду и уксусную кислоту. Этилен и/или этан можно возвращать в окислительную реакционную зону и/или вторую реакционную зону, и/или второе
разделительное средство. Из верхней фракции выделяют алкенилкарбоксилат, в частности винилацетат, что целесообразно, например, декантацией. При необходимости выделенный
алкенилкарбоксилат, такой как винилацетат, можно подвергать дополнительной очистке по известному методу. Нижнюю фракцию, включающую карбоновую кислоту, такую как уксусная кислота, и
воду, после дополнительной очистки, предпочтительно без очистки, можно возвращать во вторую реакционную зону. По другому варианту из нижней фракции выделяют карбоновую кислоту, которую при
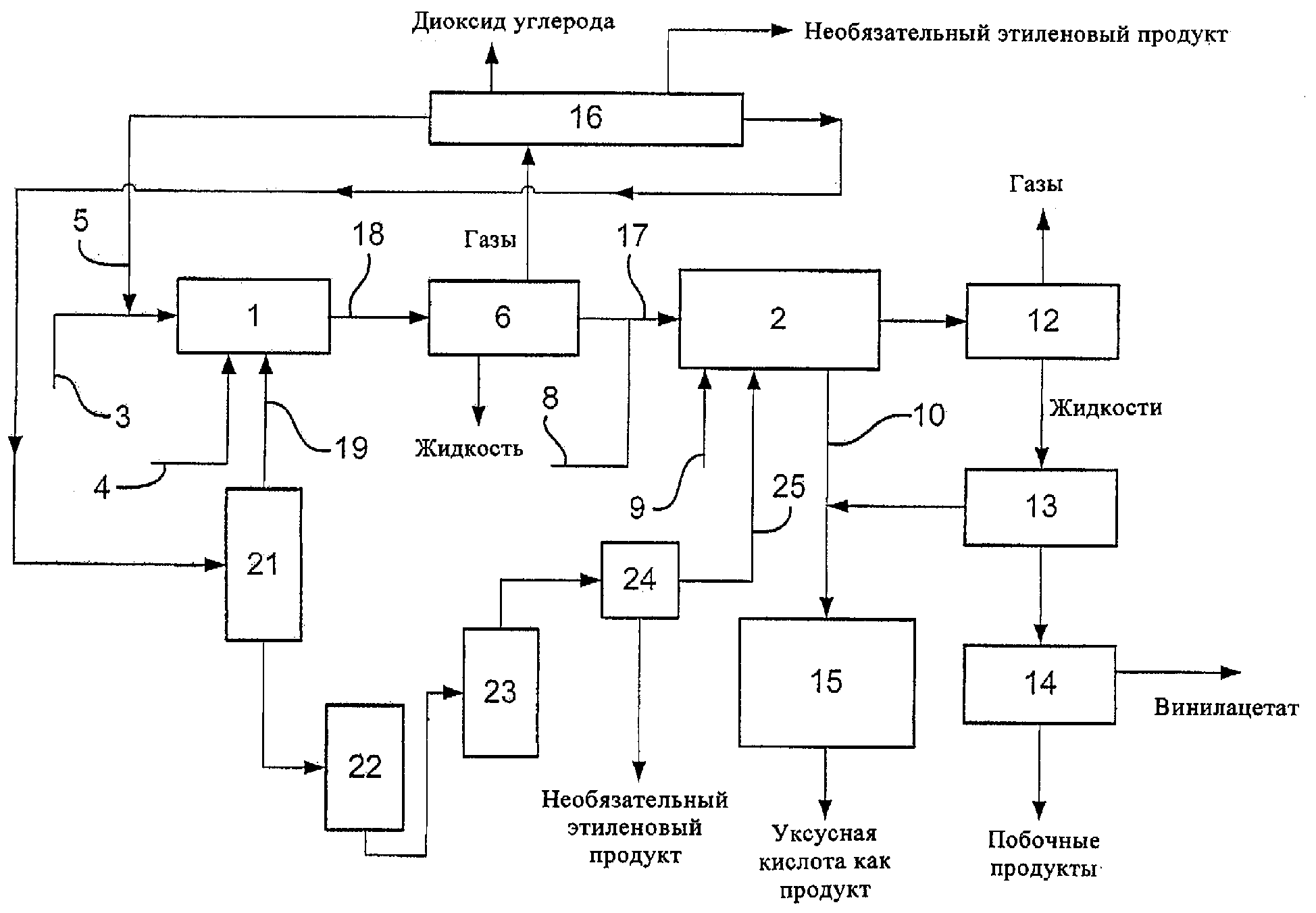
необходимости можно подвергать дополнительной очистке по известному методу, например перегонкой. Изобретение далее проиллюстрировано со ссылкой на чертеж. На этом
чертеже в виде блок-схемы представлена установка, которая приемлема для применения в способе по настоящему изобретению. Эта установка включает окислительную реакционную зону (1),
снабженную средством (3) подачи этана и необязательно этилена, средством (4) подачи содержащего молекулярный кислород газа, средством (5) подачи рециклового газа, включающего этан и этилен, средством
(19) подачи этана и кислорода из колонны (21) для абсорбции этилена/этана/кислорода и выпускным средством (18) для первого потока продуктов. В зависимости от масштаба осуществления способа
окислительная реакционная зона (1) может включать либо единственный реактор, либо несколько реакторов, размещенных параллельно или последовательно. Установка также включает скруббер
(6) для выделения первого потока продуктов в виде газообразного потока, включающего этилен, этан и оксиды углерода, и жидкого потока, включающего уксусную кислоту и воду. Эта установка необязательно
включает средство (не показано) для удаления из уксусной кислоты воды, такое как дистилляционная установка. Установка также включает ряд устройств (22, 23) для мгновенного испарения
(клапаны и барабаны для мгновенного испарения) для воздействия на комплекс этилена/соли металла, получаемый в виде нижней фракции из абсорбционной колонны (21), пониженным давлением и необязательный
компрессор (24) для сжатия богатого этиленом головного потока из устройств (22, 23) для мгновенного испарения. Установка также включает вторую реакционную зону (2) для
ацетоксилирования этилена до винилацетата, которая снабжена средством (17) для транспортировки по меньшей мере части уксусной кислоты из скруббера (6) во вторую реакционную зону, необязательно с
помощью средства для удаления воды из жидкого потока, средством (9) подачи содержащего молекулярный кислород газа, средством (10) подачи рецикловой уксусной кислоты, необязательным средством или
средствами (8) подачи уксусной кислоты и/или этилена и средством (25) подачи этилена из необязательного компрессора (24). В зависимости от масштаба осуществления способа вторая реакционная зона (2)
может включать либо единственный реактор, либо несколько реакторов, размещенных параллельно или последовательно. Установка далее включает скруббер (12) для продукта из второй
реакционной зоны, средство (13) для выделения уксусной кислоты из продукта второй реакционной зоны, средство (14) очистки винилацетата, необязательное средство (15) очистки уксусной кислоты и одно или
несколько разделительных средств (16) для выделения диоксида углерода из газообразного потока, получаемого из скруббера (6), и необязательно для извлечения этиленового продукта. В
процессе эксплуатации окислительную реакционную зону (1) снабжают по меньшей мере одним катализатором, который эффективен при окислении этана с получением уксусной кислоты и этилена. В качестве
катализаторов окисления целесообразно применять твердые катализаторы. Содержащий молекулярный кислород газ подают в окислительную реакционную зону (1) из средства (4) подачи через одно или несколько
впускных отверстий. Газообразный исходный материал, включающий этан и этилен, направляют в окислительную реакционную зону (1) из средства (3) подачи. В окислительную реакционную зону (1) из средства
(5) подачи вводят также рецикловый газ, включающий этан и этилен. Из средства (19) подачи в окислительную реакционную зону (1) направляют этан и кислород, отводимые из абсорбционной колонны (21). Содержащий молекулярный кислород газ, этан, этилен и рецикловый газ подают в окислительную реакционную зону (1) через одно или несколько впускных отверстий раздельно или в частичном или
полном сочетании. По меньшей мере один из потоков, направляемых в окислительный реактор, необязательно включает также воду. В окислительном реакторе получают первый поток продуктов,
который включает этилен (как продукт и/или непрореагировавший исходный материал), уксусную кислоту, воду, необязательно неизрасходованный содержащий молекулярный кислород газ, непрореагировавший этан
и побочные продукты, такие как монооксид углерода, диоксид углерода, инертные компоненты и уксусный альдегид. По меньшей мере часть этого потока продуктов направляют в скруббер (6), из которого
отводят газообразный поток, включающий этилен, этан, кислород и оксиды углерода, и жидкий поток, включающий уксусную кислоту и воду. По меньшей мере часть этого газообразного потока после отделения
побочных продуктов, таких как диоксид углерода, в разделительном средстве (16) и необязательного выделения части этиленового продукта по методам, в данной области техники известным, направляют в
абсорбционную колонну (21) высокого давления. По меньшей мере часть газообразного потока, включающего этилен и этан, из разделительного средства (16) с помощью средства подачи (5) возвращают в
окислительную реакционную зону (1). Газообразный поток, включающий этилен, этан и кислород, направляют в абсорбционную колонну (21), в которой содержится раствор нитрата серебра, с которым
взаимодействует этилен с образованием комплекса нитрата серебра/этилена. Этан и кислород комплекса не образуют, их удаляют из этой колонны в виде головного потока. Из основания абсорбционной колонны
удаляют раствор, содержащий комплекс нитрата серебра/этилена. Этот раствор пропускают через ряд испарительных барабанов (22, 23), где на него воздействуют пониженным давлением. В таких условиях
комплекс нитрата серебра/этилена разлагается с высвобождением этилена. Этилен выделяют в виде головного потока. Перед подачей с помощью средства (25) подачи во вторую реакционную зону (2) головной
поток этилена направляют в компрессор (24). С помощью средства (19) подачи поток этана/кислорода из абсорбционной колонны направляют в окислительную реакционную зону (1). Уксусная
кислота может быть выделена из жидкого потока скруббера (6), например, перегонкой. По меньшей мере часть уксусной кислоты из жидкого потока с помощью средства (17) направляют,
необязательно через средство удаления воды (не показано), во вторую реакционную зону (2), которая снабжена катализатором ацетоксилирования, целесообразно твердым катализатором. Содержащий молекулярный
кислород газ из средства (9) подачи направляют во вторую реакционную зону. Уксусную кислоту направляют во вторую реакционную зону из средства (10) подачи рециклового потока. Дополнительный этилен
и/или уксусную кислоту можно, что необязательно, направлять во вторую реакционную зону из средства или средств (8) подачи. Этилен подают из разделительного средства (21) во вторую реакционную зону с
помощью средства (22) подачи. Уксусную кислоту из жидкого скрубберного потока, содержащий молекулярный кислород газ, рецикловую уксусную кислоту, необязательные дополнительно вводимые количества
этилена и/или уксусной кислоты и этилен из разделительного средства (21) направляют во вторую реакционную зону через одно или несколько впускных приспособлений раздельно или в частичном или полном
сочетании. Во второй реакционной зоне этилен, уксусная кислота и молекулярный кислород взаимодействуют с образованием второго потока продуктов, включающего винилацетат.
Второй реакционный продукт подают в скруббер (12), из которого выделяют газ и жидкость. На одной или нескольких стадиях разделения (не показаны) по методам, которые в данной области техники известны,
из этого газа выделяют диоксид углерода и необязательно рекуперируют этиленовый продукт. Оставшиеся этилен и этан можно возвращать в первую и/или вторую реакционные зоны. Из скрубберной жидкости в
разделительном средстве (13) выделяют уксусную кислоту и с помощью средства (10) подачи возвращают во вторую реакционную зону. Уксусную кислоту как продукт можно (но необязательно) выделять из
рециклового потока с помощью средства (15), например, перегонкой. Винилацетатный продукт выделяют из скрубберной жидкости с помощью средства (14), например, перегонкой.
Реферат
Изобретение относится к усовершенствованному способу окисления алкана с С2 по C4 с получением соответствующих алкена и карбоновой кислоты, причем этот способ включает следующие стадии: (а) контактирование в окислительной реакционной зоне алкана, содержащего молекулярный кислород газа, необязательно соответствующего алкена и необязательно воды в присутствии по меньшей мере одного катализатора, эффективного при окислении алкана до соответствующих алкена и карбоновой кислоты, с получением первого потока продуктов, включающего алкен, карбоновую кислоту, алкан, кислород и воду; (б) разделение в первом разделительном средстве по меньшей мере части первого потока продуктов на газообразный поток, включающий алкен, алкан и кислород, и жидкий поток, включающий карбоновую кислоту; (в) контактирование упомянутого газообразного потока с раствором соли металла, способной селективно химически абсорбировать алкен, с получением жидкого потока, богатого химически абсорбированным алкеном; (г) выделение из раствора соли металла богатого алкеном потока. Изобретение относится также к объединенным способам получения алкилкарбоксилата или алкенилкарбоксилата (например, винилацетата), причем эти способы включают окисление алкана с С2 по С4 с получением соответствующих алкена и карбоновой кислоты, выделение алкена из смеси алкена, алкана и кислорода абсорбцией раствором соли металла и извлечение богатого алкеном потока из раствора соли металла для применения при получении алкилкарбоксилата или алкенилкарбоксилата. 4 н. и 42 з.п. ф-лы, 1 ил.
Комментарии