Способ изготовления мембранного узла датчика давления - SU1374067A1
Код документа: SU1374067A1
Чертежи
Описание
(.i
Изобретение относится к измерительной технике и может быть использовано в авиационной и других отраслях промьшшенности.
Целью изобретения является обеспечение возможности использования тонкостенных мембран.
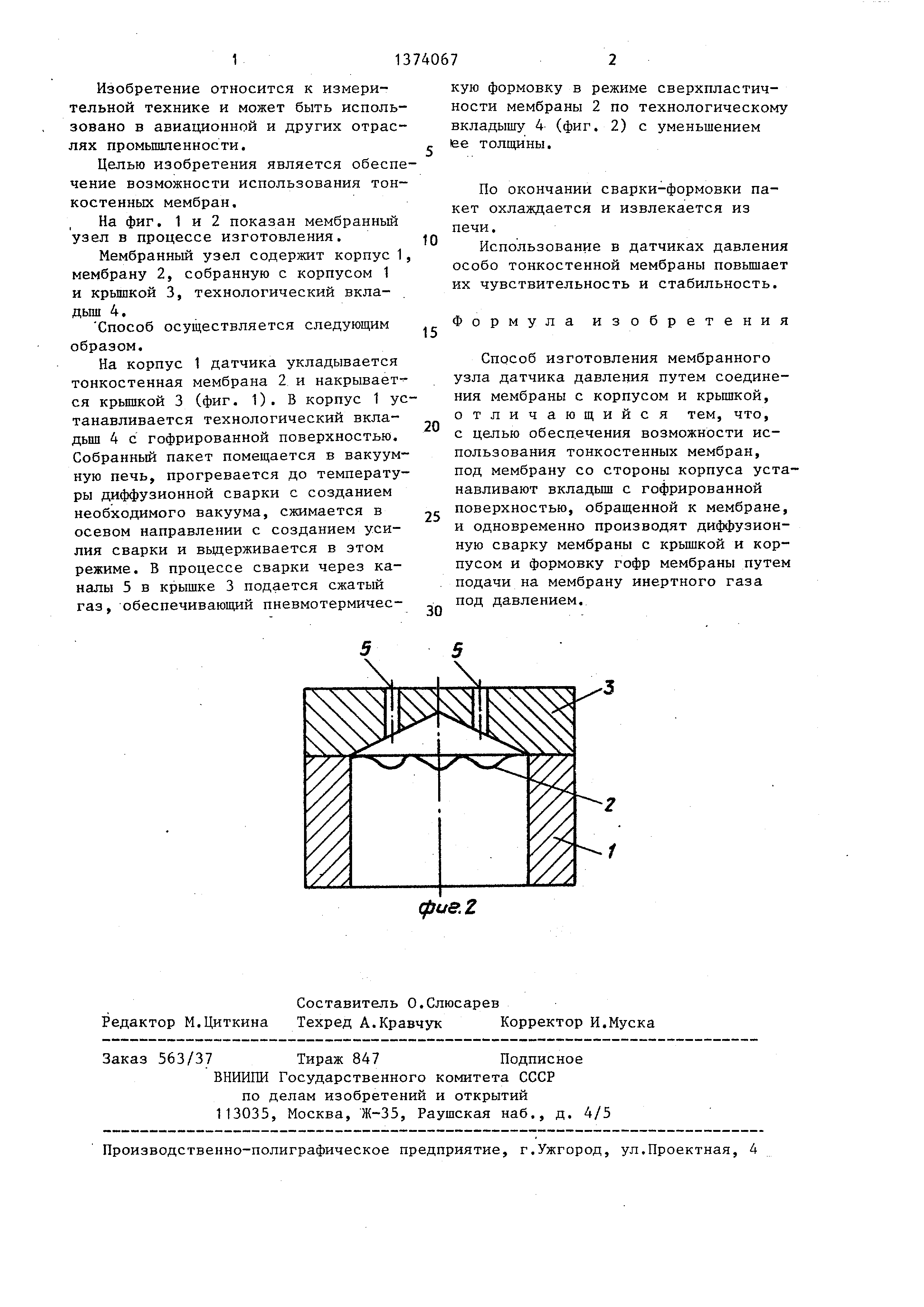
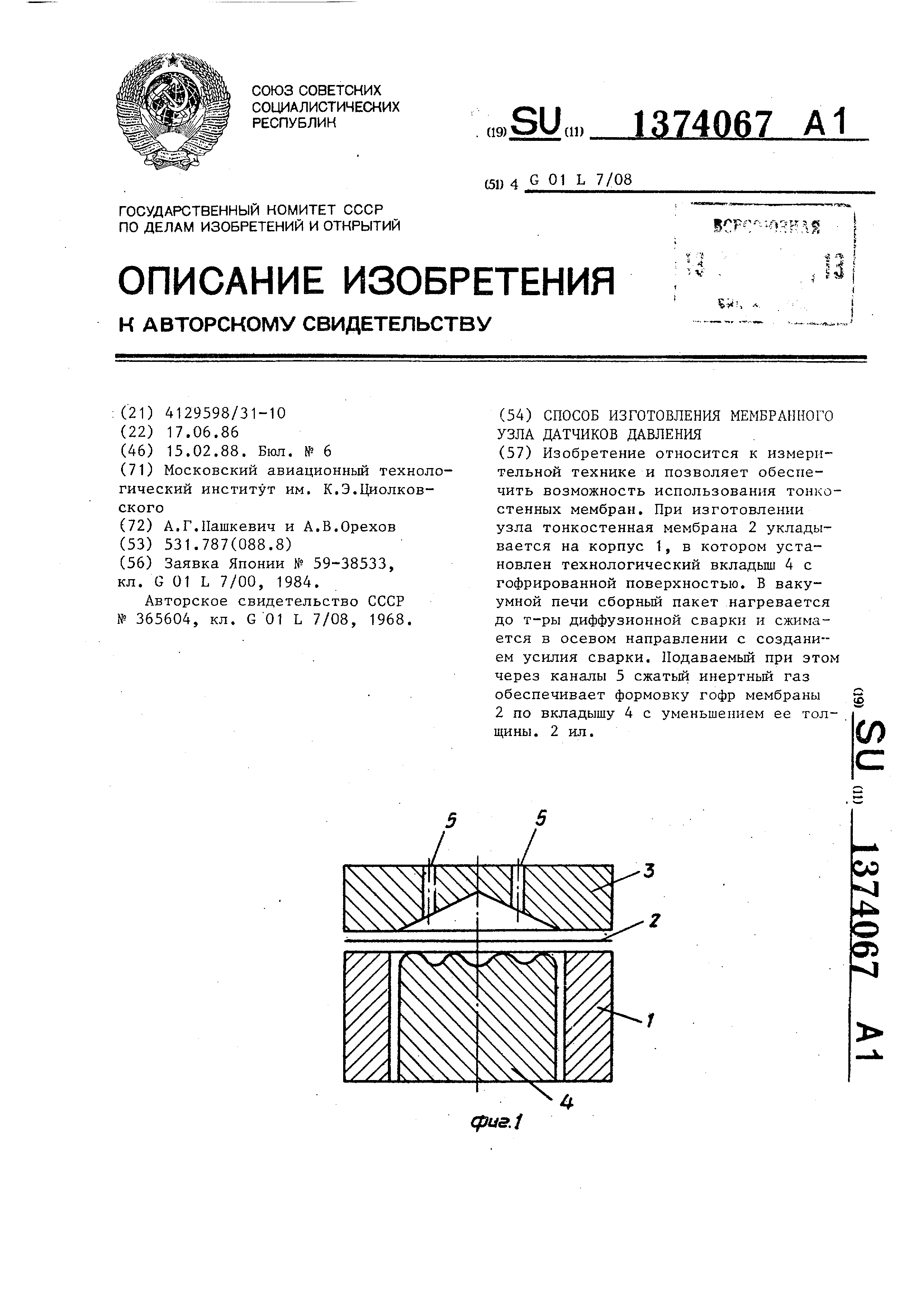
На фиг. 1 и 2 показан мембранный узел в процессе изготовления.
Мембранный узел содержит корпус 1 мембрану 2, собранную с корпусом 1 и крьшкой 3, технологический вкла- дьш 4.
Способ осуществляется следующим
образом.
На корпус 1 датчика укладывается тонкостенная мембрана 2 и накрывает- ся крышкой 3 (фиг. 1). В корпус 1 устанавливается технологический вкла- дьш 4 с гофрированной поверхностью. Собранный пакет помещается в вакуумную печь, прогревается до температуры диффузионной сварки с созданием необходимого вакуума, сжимается в осевом направлении с созданием усилия сварки и выдерживается в этом режиме. В процессе сварки через каналы 5 в крышке 3 подается сжатый газ, обеспечивающий пневмотермическую формовку в режиме сверхпластичности мембраны 2 по технологическому вкладышу; 4- (фиг. 2) с уменьшением lee толщины.
По окончании сварки-формовки пакет охлаждается и извлекается из печи.
Использование в датчиках давления особо тонкостенной мембраны повьшхает их чувствительность и стабильность.
Формула изобретения
0
Способ изготовления мембранного узла датчика давления путем соединения мембраны с корпусом и крьппкой, отличающийся тем, что, с целью обеспечения возможности использования тонкостенных мембран, под мембрану со стороны корпуса устанавливают вкладьш с гофрированной - поверхностью, обращенной к мембране, и одновременно производят диффузионную сварку мембраны с крьш1кой и корпусом и формовку гофр мембраны путем подачи на мембрану инертного газа под давлением.
Реферат
Изобретение относится к измерительной технике и позволяет обеспечить возможность использования тонкостенных мембран. При изготовлении узла тонкостенная мембрана 2 укладывается на корпус 1, в котором установлен технологический вкладьш 4 с гофрированной поверхностью. В вакуумной печи сборный пакет нагревается до т-ры диффузионной сварки и сжимается в осевом направлении с созданием усилия сварки. Подаваемьш при этом через каналы 5 сжатый инертньй газ обеспечивает формовку гофр мембраны 2 по вкладышу 4 с уменьшением ее тол- . щины. 2 ил. (Л
Формула
Комментарии