Способ регенерации катализатора ароматизации, включающий стадию декоксования в интервале между добавлением хлора и фтора - RU2720230C1
Код документа: RU2720230C1
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
Данное описание относится к способам регенерации отработанных катализаторов и, в частности, относится к регенерации отработанных катализаторов, содержащих переходный металл, например, платину, и подложку катализатора.
УРОВЕНЬ ТЕХНИКИ
Каталитическая конверсия неароматических углеводородов в ароматические соединения, часто называемая ароматизацией или риформингом, является важным промышленным процессом, который может быть применен для получения бензола, толуола, ксилолов и тому подобного. Процесс ароматизации или риформинга часто проводят в реакторной системе, которая может включать один или более реакторов, содержащих катализаторы на основе переходных металлов. Указанные катализаторы могут повышать селективность по отношению к желаемым ароматическим соединениям и/или степень конверсии в желаемые ароматические соединения. Однако в коммерческих условиях реакции указанные катализаторы медленно теряют свою активность, на что часто указывает потеря селективности по отношению к желаемым ароматическим соединениям и/или снижение скорости конверсии. Такие катализаторы часто называют «отработанными» катализаторами после преодоления экономических или эксплуатационных порогов.
Из-за их коммерческой важности и затрат, понесенных при производстве свежего катализатора для замены отработанного катализатора, существует постоянная потребность в улучшенных способах восстановления каталитической активности для отработанных катализаторов ароматизации. Соответственно, именно на эти цели в общем направлено данное описание.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способы регенерации отработанных катализаторов, содержащих переходный металл и подложку катализатора, предложены и описаны в данном документе. Один такой способ регенерации отработанного катализатора в металлическом реакторе может включать (1) приведение в контакт отработанного катализатора с хлорсодержащим потоком, содержащим хлорсодержащее соединение, для получения хлорированного отработанного катализатора; (2) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащего кислород, для получения декоксованного катализатора; и (3) приведение в контакт декоксованного катализатора с фторсодержащим потоком, содержащим фторсодержащее соединение.
Другой способ регенерации отработанного катализатора в металлическом реакторе в соответствии с данным описанием может включать (i) приведение в контакт отработанного катализатора с хлорсодержащим потоком, содержащим хлорсодержащее соединение, для получения хлорированного отработанного катализатора; (ii) приведение в контакт хлорированного отработанного катализатора с продувочным потоком хлора, содержащим инертный газ; (iii) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащего кислород, для получения декоксованного катализатора; (iv) приведение в контакт декоксованного катализатора с фторсодержащим потоком, содержащим фторсодержащее соединение, для получения декоксованного и фторированного катализатора; и (v) приведение в контакт декоксованного и фторированного катализатора с продувочным потоком фтора, содержащего инертный газ, который может быть таким же или отличаться от инертного газа, применяемого на стадии (ii), например, азот.
Данный документ также охватывает различные способы риформинга углеводородов. Иллюстративный способ может включать (А) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, в условиях риформинга в металлической реакторной системе для получения ароматического продукта; (В) выполнение стадии (А) в течение периода времени, достаточного для образования отработанного катализатора; (С) приведение в контакт отработанного катализатора с хлорсодержащим потоком, содержащим хлорсодержащее соединение, для получения хлорированного отработанного катализатора; (D) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащим кислород, для получения декоксованного катализатора; и (Е) приведение в контакт данного декоксованного катализатора с фторсодержащим потоком, содержащим фторсодержащее соединение.
И вышеизложенная сущность изобретения, и последующее подробное описание являются только пояснительными и приведены в качестве примеров. Соответственно, вышеизложенная сущность изобретения и последующее подробное описание не должны рассматриваться как ограничивающие. Дополнительно, признаки или варианты могут быть предложены в дополнение к изложенным в данном документе. Например, определенные аспекты могут быть направлены на различные комбинации и подкомбинации признаков, изображенные в подробном описании.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
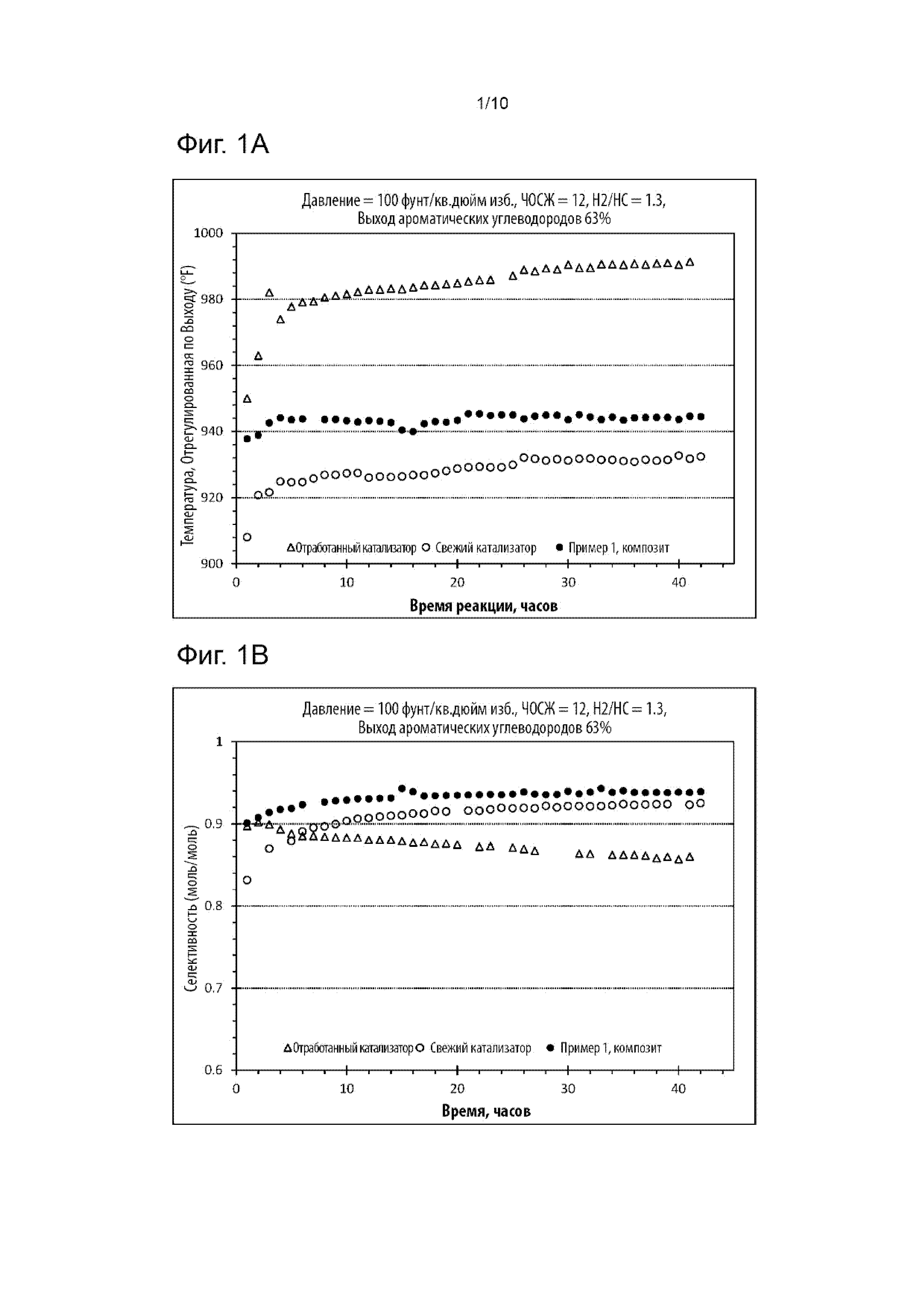
На ФИГ. 1А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 1, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 1В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 1, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 2А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 2, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 2В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 2, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 3А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 3, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 3В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 3, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 4А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 4, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 4В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 4, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 5А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 5, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 5В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 5, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 6А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 6, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 6В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 6, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 7А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 7, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 7В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 7, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 8А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 8, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 8В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 8, по сравнению со свежим катализатором и отработанным катализатором.
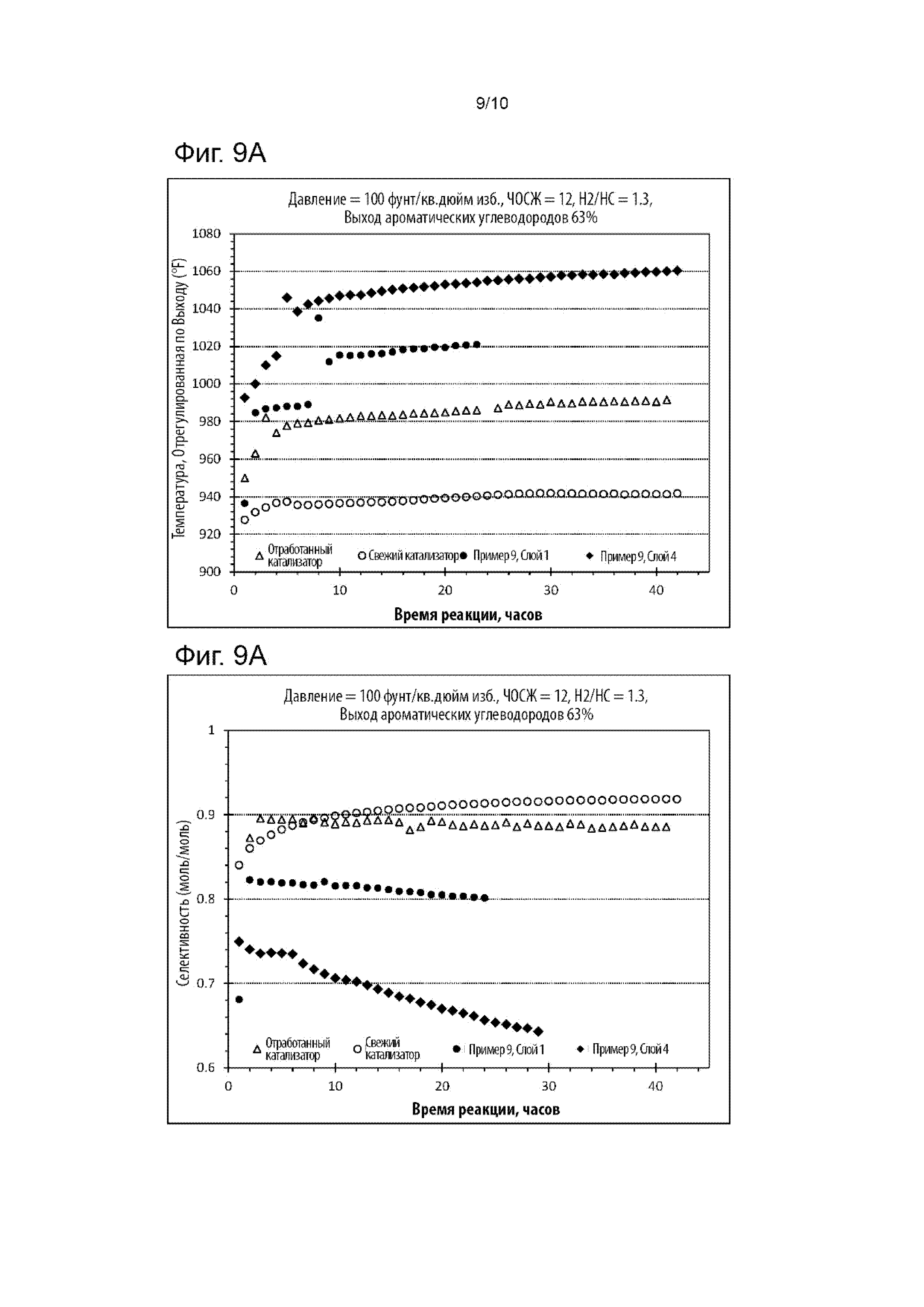
На ФИГ. 9А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 9, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 9В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 9, по сравнению со свежим катализатором и отработанным катализатором.
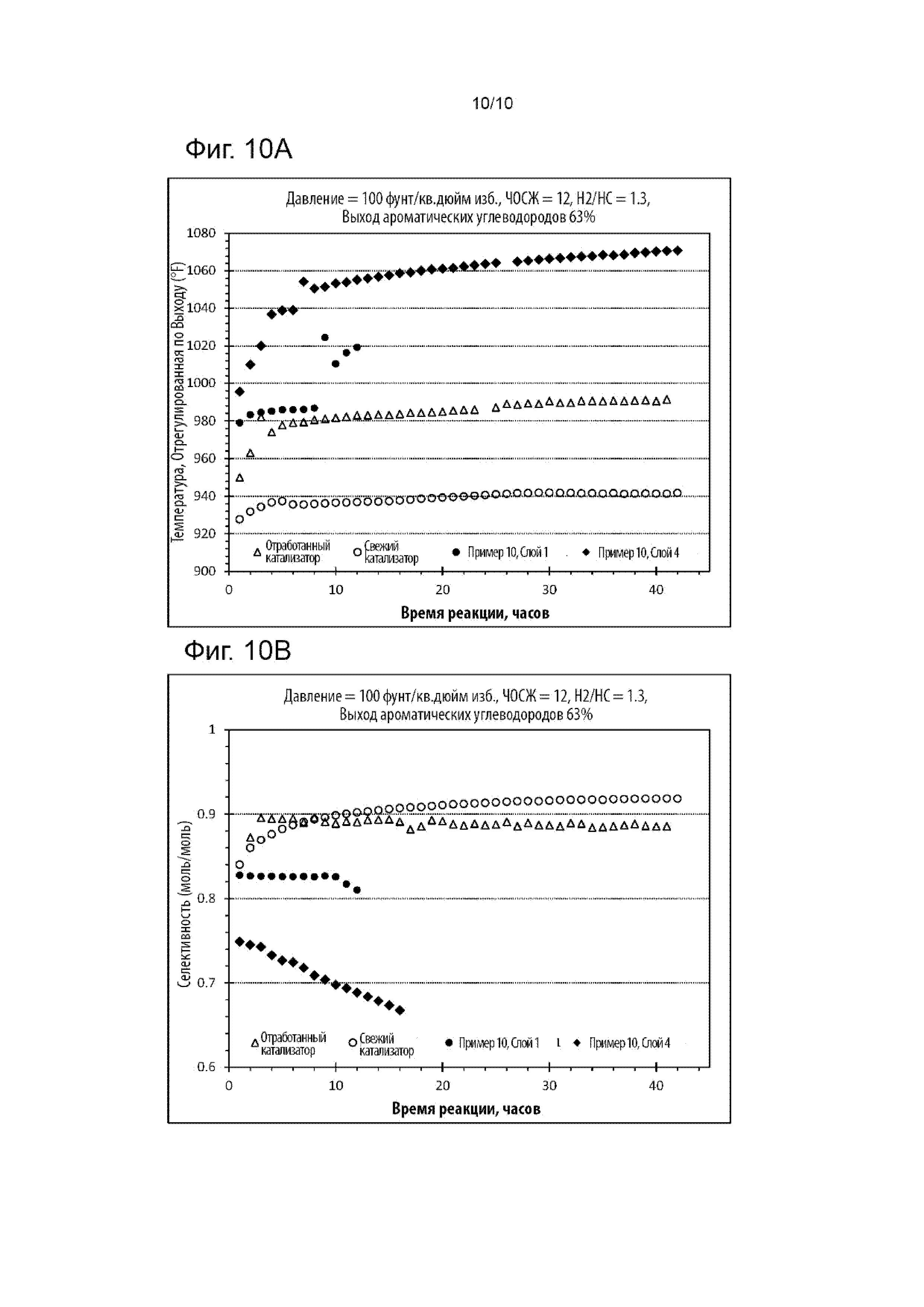
На ФИГ. 10А представлен график зависимости температуры, отрегулированной по выходу, от времени реакции для регенерированного катализатора из Примера 10, по сравнению со свежим катализатором и отработанным катализатором.
На ФИГ. 10В представлен график зависимости селективности катализатора от времени реакции для регенерированного катализатора из Примера 10, по сравнению со свежим катализатором и отработанным катализатором.
ОПРЕДЕЛЕНИЯ
Для более четкого определения терминов, применяемых в данном документе, предложены следующие определения. Если не указано иное, следующие определения применимы к данному описанию. Если термин применяется в данном описании, но не определен в данном документе конкретно, применяется определение из IUPAC Compendium of Chemical Terminology, 2nd Ed (1997), если такое определение не противоречит любому другому описанию или определению, применяемому в данном документе, или делает неопределенным или недействительным любой пункт формулы изобретения, к которому применено данное определение. В тех случаях, когда любое определение или применение, предложенное любым документом, включенным в данный документ посредством ссылки, вступает в противоречие с определением или применением, предложенным в данном документе, определение или применение, предложенное в данном документе, является контрольным.
В данном документе признаки объекта изобретения описаны так, что в конкретных аспектах предусматривается комбинация разных признаков. Для всех без исключения аспектов и всех без исключения признаков, описанных в данном документе, все комбинации, которые не оказывают вредного влияния на структуры, составы, процессы или способы, описанные в данном документе, рассматриваются с конкретным описанием конкретной комбинации, или без него. Дополнительно, если явно не указано иное, любой аспект или признак, описанный в данном документе, может находиться в комбинации с целью описания разработанных структур, составов, процессов или способов, в соответствии с данным описанием.
В данном описании, хотя составы и способы часто описывают в терминах «содержащий» различные компоненты или стадии, составы и способы также могут «состоять по существу из» или «состоять из» различных компонентов или стадий, если не указано иное.
Единственное число предназначено для включения альтернатив во множественном числе, например, по меньшей мере, одной. Например, описание «переходного металла» или «галогенсодержащего соединения» подразумевает включение одного, или нескольких, или комбинаций более чем одного переходного металла или галогенсодержащего соединения, если не указано иное.
Различные катализаторы описаны в данном документе. «Отработанный» катализатор, как правило, относится к катализатору, который имеет одну или более неприемлемых характеристик, выбранных из активности катализатора, конверсии углеводородного сырья, выхода желаемого продукта (продуктов), селективности в отношении желаемого продукта (продуктов), или рабочего параметра, такого как выход/производительность или температура риформинга, хотя определение того, что катализатор является «отработанным» не ограничивается только данными признаками. В некоторых аспектах «свежий» катализатор может иметь активность X, «отработанный» катализатор может иметь активность Z, а «регенерированный» катализатор или «реактивированный» катализатор может иметь активность Y, так что Z Количества любых компонентов или материалов, присутствующих на катализаторах, описанных в данном документе (например, на свежем катализаторе, отработанном катализаторе, регенерированном катализаторе или реактивированном катализаторе), указаны в весовых единицах, таких как мас. % или мас. ч./млн (ч./млн по массе), если не указано иное. Такие компоненты или материалы могут включать, например, количество углерода, количество фтора, количество хлора, количество платины и так далее. Кроме того, такие количества рассчитаны на основе «сухого» катализатора, где соответствующий катализатор (например, свежий катализатор, отработанный катализатор, регенерированный катализатор или реактивированный катализатор) высушен до содержания растворителя/воды менее 10 мас. %. «Металлический реактор» относится к любому резервуару (или резервуарам), который может быть применен в способе регенерации катализатора, как описано в данном документе, и который содержит металлический материал. Металлический реактор может содержать любой пригодный металлический материал (в отличие от реактора или резервуара, изготовленного только из неметаллических материалов, таких как стекло или кварц, и тому подобное), неограничивающие примеры которого могут включать аустенитные нержавеющие стали, включая 304, 316, 321, 347, 410S, 600 или 800 нержавеющую сталь, и тому подобное. Кроме того, покрытие или слой, содержащий любой пригодный материал, соединение, сплав или металл, такой как олово, может быть применено на любой поверхности реактора/резервуара, и данное покрытие или слой может обеспечивать устойчивость к цементации и металлическому запыливанию. Типичные пригодные металлические материалы и материалы защитного слоя, которые могут быть применены в «металлическом реакторе» в соответствии с данным изобретением, описаны в патентах США №5866743, 6548030, 8191203 и 9085736, которые включены в данный документ посредством ссылки в полном объеме. Металлургические термины, применяемые в данном документе, должны иметь их общие металлургические значения, как указано в РУКОВОДСТВЕ ПО МЕТАЛЛАМ Американского общества металлов, включенном в данный документ посредством ссылки. Как используется в данном документе, термин «углеродистые стали» означает такие стали, которые не имеют определенного минимального количества любого легирующего элемента (кроме общепринятых количеств марганца, кремния и меди) и содержат только несущественное количество любого элемента кроме углерода, кремния, марганца, меди, серы и фосфора. Как используется в данном документе, термин «малоуглеродистые стали» означает углеродистые стали с максимальным содержанием углерода около 0,25 мас. %. Как используется в данном документе, термин «легированные стали» означает такие стали, которые содержат определенные количества легирующих элементов (кроме углерода и общепринятых количеств марганца, меди, кремния, серы и фосфора) в пределах, признанных для конструкционных легированных сталей, добавляемых для изменения механических или физических свойств. Легированные стали будут содержать менее чем около 10 мас. % хрома. Как используется в данном документе, термин «нержавеющая сталь» означает любую из нескольких сталей, содержащих по меньшей мере около 10 мас. %, в альтернативном варианте около 12 мас. % и до около 30 мас. % хрома как основного легирующего элемента. Как используется в данном документе, термин «аустенитные нержавеющие стали» означает такие стали, которые имеют аустенитную микроструктуру. Такие стали известны в данной области техники. Примеры включают нержавеющие стали серии 300, такие как 304, 310, 316, 321 и 347. Аустенитные нержавеющие стали, как правило, содержат от около 16 мас. % до около 20 мас. % хрома и от около 8 мас. % до около 15 мас. % никеля. Стали с содержанием никеля менее чем около 5 мас. % менее подвержены коррозионному растрескиванию под действием галогенидных напряжений. Пригодные субстраты могут содержать одно или более вышеупомянутых металлургических изделий. Как правило, группы элементов обозначают с помощью системы нумерации, указанной в версии периодической таблицы элементов, опубликованной в Chemical and Engineering News, 63(5), 27, 1985. В некоторых случаях группу элементов обозначают с помощью тривиального названия, присвоенного группе; например, щелочные металлы для элементов Группы 1, щелочноземельные металлы для элементов Группы 2, переходные металлы для элементов Группы 3-12 и галогены или галоиды для элементов Группы 17. Для любого конкретного соединения или группы, описанной в данном документе, любое представленное название или структура (общая или специфическая) предполагает охват всех конформационных изомеров, региоизомеров, стереоизомеров и их смесей, которые могут возникнуть из определенного набора заместителей, если не указано иное. Название или структура (общая или специфическая) также охватывает все энантиомеры, диастереомеры и другие оптические изомеры (если таковые имеются) в энантиомерной или рацемической формах, а также смеси стереоизомеров, что было бы признано специалистом в данной области техники, если не указано иное. Например, общая ссылка на гексан включает н-гексан, 2-метилпентан, 3-метилпентан, 2,2-диметилбутан и 2,3-диметилбутан; а общая ссылка на бутильную группу включает н-бутильную группу, втор-бутильную группу, изобутильную группу и трет-бутильную группу. В одном аспекте химическая «группа» может быть определена или описана в соответствии с тем, как данная группа формально получена из эталонного или «исходного» соединения, например, по количеству атомов водорода, удаленных из исходного соединения для создания данной группы, даже если данную группу не синтезируют буквально таким образом. Такие группы могут быть применены в качестве заместителей, или они могут быть координированы или связаны с атомами металла. В качестве примера, «алкильная группа» формально может быть получена путем удаления одного атома водорода из алкана. Описание того, что заместитель, лиганд или другой химический фрагмент может составлять определенную «группу» подразумевает, что соблюдаются хорошо известные правила химических формул и связей, когда данная группа применяется, как описано. При описании группы как «производной путем», «производной от», «образованной путем» или образованной из», такие термины применяют в формальном смысле и они не предназначены для отражения каких-либо конкретных способов или методик синтеза, если не указано иное или контекст не требует иного. В данном документе описаны различные числовые диапазоны. Когда в данном документе описан или заявлен диапазон любого типа, цель состоит в том, чтобы описать или заявить индивидуально каждое возможное число, которое такой диапазон обоснованно охватывает, включая конечные точки данного диапазона, а также любые поддиапазоны и комбинации поддиапазонов, включенные в него, если не указано иное. В качестве показательного примера, данная заявка раскрывает, что в методах, представленных в данном документе, можно применять или получать катализатор, содержащий Cl и F при мольном соотношении Cl:F в диапазоне от около 0,5:1 до около 4:1 в определенных аспектах. При описании мольного соотношения Cl:F, находящегося в диапазоне от около 0,5:1 до около 4:1, целью является повторение того, что мольное соотношение может быть любым мольным соотношением в пределах диапазона и, например, может быть равно около 0,5:1, около 0,6:1, около 0,7:1, около 0,8:1, около 0,9:1, около 1:1, около 2:1, около 3:1 или около 4:1. Кроме того, мольное соотношение Cl:F может находиться в любом диапазоне от около 0,5:1 до около 4:1 (например, указанное мольное соотношение может находиться в диапазоне от около 0,5:1 до около 2:1), и это также включает любую комбинацию диапазонов от около 0,5:1 до около 4:1. Аналогично, все другие диапазоны, описанные в данном документе, следует интерпретировать аналогично указанному примеру. Термин «около» обозначает, что количества, размеры, составы, параметры и другие величины и характеристики не являются и не должны быть точными, но могут быть приблизительными, включая большие или меньшие значения, по сравнению с целевыми, отображая допуски, коэффициенты пересчета, округления, ошибки измерения и тому подобное, а также другие факторы, известные специалистам в данной области техники. В общем, количество, размер, состав, параметр или другая величина или характеристика характеризуются «около» или «приблизительно», независимо от того, явно ли это указано. Термин «около» также охватывает количества, которые отличаются из-за различных условий равновесия для композиции, получаемой из конкретной исходной смеси. Независимо от того, модифицирован ли термин с помощью «около», пункты формулы изобретения включают эквиваленты величин. Термин «около» обозначает значения в пределах 10% от указанного числового значения, предпочтительно в пределах 5% от указанного числового значения. Как используется в данном документе, термин «углеводород» относится к соединению, содержащему только атомы углерода и водорода. Можно применять другие идентификаторы для указания присутствия определенных групп, если таковые имеются, в углеводороде (например, галогенированный углеводород указывает на присутствие одного или нескольких атомов галогена, замещающих эквивалентное число атомов водорода в углеводороде). «Ароматическое» соединение представляет собой соединение, содержащее циклически сопряженную систему двойных связей, которая соответствует правилу Хюккеля (4n+2) и содержит (4n+2) пи-электронов, где n представляет собой целое число от 1 до 5. Ароматические соединения включают «арены» (углеводородные ароматические соединения, например, бензол, толуол и ксилол) и «гетероарены» (гетероароматические соединения, формально полученные из аренов путем замены одного или нескольких метановых (-С=) атомов углерода циклически сопряженных систем двойных связей трехвалентными или двухвалентными гетероатомами таким образом, чтобы сохранить непрерывную пи-электронную систему, характерную для ароматической системы, и число пи-электронов вне плоскости, соответствующее правилу Хюккеля (4n+2)). Как описано в данном документе, термин «замещенный» может быть использован для описания ароматической группы, арена или гетероарена, причем неводородный фрагмент молекулы формально замещает атом водорода в соединении, и он не предназначен для ограничения, если не указано иное. Как используется в данном документе, термин «алкан» относится к насыщенному углеводородному соединению. Можно применять другие идентификаторы для указания наличия определенных групп, если таковые имеются, в алкане (например, галогенированный алкан указывает на присутствие одного или нескольких атомов галогена, замещающих эквивалентное число атомов водорода в алкане). Термин «алкильная группа» используется в данном документе в соответствии с определением IUPAC: одновалентная группа, образованная удалением из алкана атома водорода. Алкан или алкильная группа является линейной или разветвленной, если не указано иное. «Циклоалкан» представляет собой насыщенный циклический углеводород с боковыми цепями или без них, например, циклобутан, циклопентан, циклогексан, метилциклопентан и метил циклогексан. Можно применять другие идентификаторы для указания наличия определенных групп, если таковые имеются, в циклоалкане (например, галогенированный циклоалкан указывает на присутствие одного или нескольких атомов галогена, замещающих эквивалентное количество атомов водорода в циклоалкане). Термин «галоген» имеет свое обычное значение. Примеры галогенов включают фтор, хлор, бром и иод. Термин «приведение в контакт» используется в данном документе для описания способов и композиций, в которых компоненты контактируют друг с другом в любом порядке, любым способом и в течение любого периода времени, если не указано иное. Например, компоненты контактируют путем смешивания в твердом или жидком состоянии. Дополнительно, если не указано иное, приведение в контакт любого компонента происходит в присутствии или в отсутствие любого другого компонента из способов и композиций, описанных в данном документе. Добавление дополнительных материалов или компонентов выполняют любым пригодным способом. Кроме того, «приведение в контакт» двух или более компонентов может привести к получению раствора, суспензии, смеси, реакционной смеси или продукта реакции. Молярные селективности определены как:
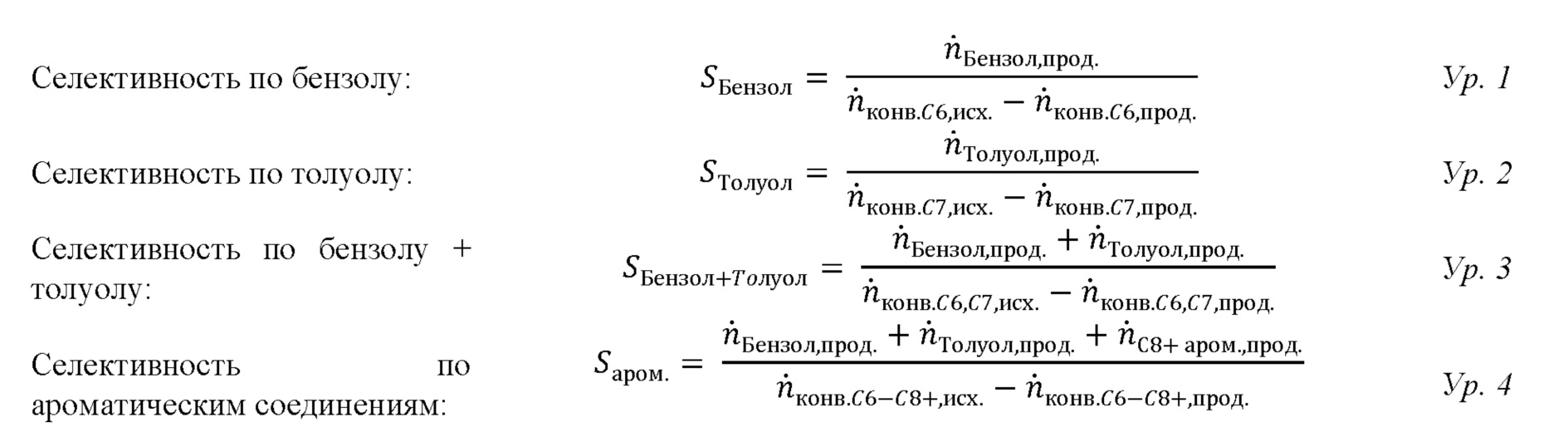
Конверсия определяется как количество молей, подвергшихся конверсии, на моль исходных «конвертируемых» подаваемых компонентов:

В данных уравнениях

Как используется в данном документе, термин «конвертируемый углеводород», «конвертируемое С6 соединение» или «конвертируемое C7 соединение» относится к углеводородному соединению, которое легко вступает в реакцию с образованием ароматических углеводородов в условиях процесса ароматизации. «Не конвертируемый углеводород» представляет собой высокоразветвленный углеводород, который не вступает в реакцию с образованием ароматических углеводородов в условиях процесса ароматизации. «Не конвертируемый углеводород» может содержать высокоразветвленные углеводороды, имеющие шесть или семь атомов углерода с внутренним четвертичным углеродом, или углеводороды, имеющие шесть атомов углерода и два смежных внутренних третичных углерода, или их смеси. «Конвертируемое С6 соединение» представляет собой углеводород, содержащий шесть атомов углерода без внутреннего четвертичного углерода или двух соседних внутренних третичных атомов углерода, например, н-гексан, 2-метилпентан, 3-метилпентан, циклогексан и метилциклопентан. «Конвертируемое C7 соединение» представляет собой углеводород, содержащий семь атомов углерода без внутреннего четвертичного углерода, например н-гептан, 2-метилгексан, 3-метилгексан, 2,3-диметилпентан, 2,4-диметилпентан, метилциклогексан и диметил циклопентан. Высокоразветвленные углеводороды с шестью или семью атомами углерода и внутренним четвертичным углеродом могут включать, например, 2,2-диметилбутан, 2,2-диметилпентан, 3,3-диметилпентан и 2,2,3-триметилбутан. Высокоразветвленные углеводороды с шестью атомами углерода и смежным внутренним третичным углеродом могут включать, например, 2,3-диметилбутан. Не конвертируемые высокоразветвленные углеводороды не превращаются легко в ароматические продукты, а вместо этого имеют тенденцию превращаться в легкие углеводороды в условиях процесса ароматизации.
Хотя при практическом применении или испытании данного изобретения применяют любые способы и материалы, аналогичные или эквивалентные тем, которые описаны в данном документе, в данном документе описаны типичные способы и материалы.
Все публикации и патенты, упомянутые в данном документе, включены в данный документ посредством ссылки с целью описания и раскрытия, например, концепций и методологий, описанных в публикациях, которые могут применяться в связи с данным описанным изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В данном документе описаны способы регенерации отработанного катализатора, такого как отработанный катализатор ароматизации, в металлическом реакторе. Также описаны связанные процессы риформинга. Преимущественно, по сравнению с другими способами регенерации отработанного катализатора, способы, описанные в данном документе - например, стадия хлорирования перед стадией декоксования или выжигания углерода и стадия фторирования после стадии декоксования или выжигания углерода - приводят к регенерированному катализатору с неожиданно улучшенной активностью и селективностью катализатора, а также к сниженной коррозионной активности в обычных реакторах из металла или нержавеющей стали.
Не желая ограничиваться следующей теорией, полагают, что способы регенерации отработанного катализатора с применением неметаллического реактора (например, стеклянного или кварцевого) упускают из виду тот факт, что для промышленной переработки отработанных катализаторов требуется металлический реактор, такой как реактор из нержавеющей стали. Конкретный метод регенерации отработанного катализатора может показаться успешным при использовании в кварцевом реакторе, но общее воздействие хлора, фтора, кислорода и/или влаги при повышенных температурах может привести к катастрофической коррозии, когда этот же метод применяют в металлическом реакторе. Кроме того, активность и селективность регенерированного катализатора может подвергаться отрицательному влиянию после обработки в металлическом реакторе, тогда как такого же влияния не наблюдается при использовании кварцевых или других неметаллических реакторов, типичных для контролируемых лабораторных сред.
СПОСОБЫ РЕГЕНЕРАЦИИ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ
Раскрыты и описаны различные способы регенерации отработанных катализаторов, содержащих переходный металл и подложку катализатора, в металлическом реакторе. Один из таких способов регенерации отработанного катализатора в металлическом реакторе может включать (или состоять по существу или состоять из):
(1) приведение в контакт отработанного катализатора с хлорсодержащим потоком, который содержит хлорсодержащее соединение, для получения хлорированного отработанного катализатора;
(2) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащего кислород, для получения декоксованного катализатора; и
(3) приведение в контакт декоксованного катализатора с фторсодержащим потоком, который содержит фторсодержащее соединение.
Как правило, признаки любого из способов, описанных в данном документе (например, металлический реактор, отработанный катализатор, переходный металл, подложка катализатора, фторсодержащий поток, хлорсодержащий поток, условия, при которых проводят стадию фторирования, условия, при которых проводят стадию хлорирования, поток газа декоксования, условия, при которых проводят стадию декоксования, среди прочего) описаны здесь независимо, и данные признаки могут быть объединены в любой комбинации для дальнейшего описания раскрытых способов. Кроме того, если не указано иное, другие стадии способа выполняют до, во время и/или после любой из стадий, перечисленных в описанных способах. Дополнительно, регенерированные катализаторы или реактивированные катализаторы, полученные в соответствии с любым из описанных способов/процессов, находятся в пределах объема данного описания и охвачены в данном документе.
Стадии данных способов, в которых применяют фторсодержащий поток, как правило, могут упоминаться как стадии фторирования, в то время как стадии данных способов, в которых применяют хлорсодержащий поток, как правило могут упоминаться как стадии хлорирования. Предполагается, что любые атрибуты состава фторсодержащего потока и хлорсодержащего потока относятся к соответствующему входящему фторсодержащему потоку и хлорсодержащему потоку до контакта с катализатором, если прямо не указано иное. Специалист в данной области техники легко поймет, что исходящий фторсодержащий поток и хлорсодержащий поток после контакта с катализатором и металлическим реактором могут значительно отличаться по составу от соответствующего входящего фторсодержащего потока и хлорсодержащего потока.
По отношению к стадии (1), хлорсодержащее соединение в хлорсодержащем потоке может представлять собой любое пригодное хлорсодержащее соединение или любое хлорсодержащее соединение, описанное в данном документе. Например, иллюстративные примеры хлорсодержащих соединений могут включать, но не ограничиваясь ими, соляную кислоту, газообразный хлор (Cl2), четыреххлористый углерод, тетрахлорэтилен, хлорбензол, метилхлорид, метиленхлорид, хлороформ, аллилхлорид, трихлорэтилен, хлорамин, оксид хлора, хлорную кислоту, диоксид хлора, монооксид дихлора, гептоксид дихлора, хлорноватую кислоту, хлорную кислоту, хлорид аммония, хлорид тетраметиламмония, хлорид тетраэтиламмония, хлорид тетрапропиламмония, хлорид тетрабутиламмония, хлорид метилтриэтиламмония и тому подобное, или любую их комбинацию. Другие пригодные хлорсодержащие соединения могут включать арены и алкилзамещенные арены (например, бензол, толуол и ксилолы), где по меньшей мере один атом водорода заменен атомом О.
В некоторых аспектах хлорсодержащее соединение может включать (или состоять по существу из, или состоять из) соляную кислоту; в альтернативном варианте, газообразный хлор (Cl2); в альтернативном варианте, четыреххлористый углерод; в альтернативном варианте, тетрахлорэтилен; в альтернативном варианте, хлорбензол; в альтернативном варианте, метилхлорид; в альтернативном варианте, метиленхлорид; в альтернативном варианте, хлороформ; в альтернативном варианте, аллилхлорид; в альтернативном варианте, трихлорэтилен; в альтернативном варианте, хлорамин; в альтернативном варианте, оксид хлора; в альтернативном варианте, кислоту хлора; в альтернативном варианте, диоксид хлора; в альтернативном варианте, монооксид дихлора; в альтернативном варианте, гептоксид дихлора; в альтернативном варианте, хлорноватую кислоту; в альтернативном варианте, хлорную кислоту; в альтернативном варианте, хлорид аммония; в альтернативном варианте, хлорид тетраметиламмония; в альтернативном варианте, хлорид тетраэтиламмония; в альтернативном варианте, хлорид тетрапропиламмония; в альтернативном варианте, хлорид тетрабутиламмония; или в альтернативном варианте, хлорид метилтриэтиламмония.
В других аспектах, хлорсодержащее соединение может содержать (или состоять по существу из, или состоять из) газообразного хлора (Cl2). В дополнении к хлорсодержащему соединению, хлорсодержащий поток может дополнительно содержать инертный газ, такой как гелий, неон, аргон, азот или комбинации двух или более из данных материалов. В определенных аспектах, хлорсодержащий поток может содержать (или состоять по существу из, или состоять из) хлорсодержащего соединения и инертного газа, и инертный газ может представлять собой или может содержать азот. В дополнительном аспекте, хлорсодержащий поток может содержать (или состоять по существу из, или состоять из) газообразный хлор (Cl2) и азот.
В числе прочего, количество хлора (Cl) в хлорсодержащем потоке, как правило, может быть менее, чем около 15% по объему. Например, хлорсодержащий поток может содержать количество хлорсодержащего соединения, которое находится под контролем, чтобы получить концентрацию в об. ч./млн (ч./млн по объему) Cl в хлорсодержащем потоке менее, чем около 100000; в альтернативном варианте, об. ч./млн Cl менее чем около 50000; в альтернативном варианте, об. ч./млн Cl менее чем около 25000; в альтернативном варианте, об. ч./млн Cl менее чем около 10000. Пригодные диапазоны концентрации Cl могут включать, но не ограничиваются ими, следующие диапазоны: от около 50 до около 100000 об. ч./млн, от около 50 до около 50000 об. ч./млн, от около 50 до около 25000 об. ч./млн, от около 100 до около 20000 об. ч./млн, от около 250 до около 25000 об. ч./млн, от около 500 до около 25000 об. ч./млн, от около 1000 до около 25000 об. ч./млн, от около 5000 до около 50000 об. ч./млн, от около 2500 до около 35000 об. ч./млн или от около 7500 до около 35000 об. ч./млн и тому подобное.
Хлорсодержащий поток может быть по существу свободным от кислородсодержащего соединения (например, кислорода (O2) и воды (H2О)), то есть может содержать менее 100 мас. ч./млн (ч./млн по массе) кислородсодержащего соединения. Следовательно предполагается, что количество любого кислородсодержащего соединения в хлорсодержащем потоке может составлять менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн в определенных аспектах. В других аспектах количество любого кислородсодержащего соединения в хлорсодержащем потоке может находиться в диапазоне от около 0,1 до 100 мас. ч./млн, от около 0,5 до 100 мас. ч./млн, от около 1 до 100 мас. ч./млн, от около 0,1 до около 50 мас. ч./млн, от около 0,1 до около 25 мас. ч./млн, от около 0,1 до около 10 мас. ч./млн или от около 0,1 до около 5 мас. ч./млн. Не желая быть связанными какой-либо теорией, полагают, что может быть выгодно практически не добавлять кислород на стадии хлорирования в способе регенерации отработанного катализатора. Кроме того, хотя и не требуется, хлорсодержащий поток может быть по существу свободен от фторсодержащих соединений, то есть, может содержать менее 100 мас. ч./млн (ч./млн по массе) фторсодержащих соединений. Как указано выше, предполагается, что количество фторсодержащих соединений в хлорсодержащем потоке может представлять собой, например, менее чем 50 мас. ч./млн, менее чем 10 мас. ч./млн, находиться в диапазоне от около 0,1 до 100 мас. ч./млн, в диапазоне от около 0,1 до около 50 мас. ч./млн, или в диапазоне от около 0,1 до около 10 мас. ч./млн и тому подобное.
Стадию хлорирования можно проводить при различных температурах и периодах времени. Например, стадию хлорирования можно проводить при температуре хлорирования в диапазоне от около 0°С до около 500°С; в альтернативном варианте, от около 0°С до около 300°С; в альтернативном варианте, от около 20°С до около 400°С; в альтернативном варианте, от около 20°С до около 300°С; в альтернативном варианте, от около 30°С до около 300°С; в альтернативном варианте, от около 40°С до около 300°С; в альтернативном варианте, от около 100°С до около 250°С; в альтернативном варианте, от около 150°С до около 300°С; в альтернативном варианте, от около 200°С до около 300°С; или в альтернативном варианте, от около 150°С до около 275°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию хлорирования проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии хлорирования не ограничена каким-либо определенным периодом времени. Следовательно, стадию хлорирования можно проводить, например, в течение периода времени, составляющего от по меньшей мере 30-45 минут до по большей мере 12-24 часов, 36-48 часов или более. Подходящее время хлорирования может зависеть, например, от температуры хлорирования и количества хлора в хлорсодержащем потоке, среди других переменных. Однако, как правило, стадию хлорирования можно проводить в течение периода времени, который находится в диапазоне от около 45 минут до около 48 часов, а именно, например, от около 1 часа до около 48 часов, от около 45 минут до около 24 часов, от около 45 минут до около 18 часов, от около 1 часа до около 12 часов, от около 2 часов до около 12 часов, от около 4 часов до около 10 часов или от около 2 часов до около 8 часов.
Стадия (2) данного способа регенерации отработанного катализатора, как правило, может упоминаться как стадия выжигания углерода, или стадия декоксования, и в данной стадии хлорированный отработанный катализатор может быть приведен в контакт с потоком газа декоксования, содержащего кислород. В дополнение к кислороду, поток газа декоксования может содержать инертный газ, то есть поток газа декоксования может содержать (или состоять по существу из или состоять из) кислород и инертный газ. Типичные инертные газы пригодные на стадии выжигания углерода могут включать гелий, неон, аргон, азот и тому подобное, и включать комбинации двух или более из данных материалов. В определенных аспектах поток газа декоксованния может содержать (или состоять по существу из, или состоять из) кислород и азот; в альтернативном варианте воздух и азот; или, в альтернативном варианте, воздух.
Поскольку поток газа декоксованния может содержать воздух, поток газа декоксования может содержать около 20-21 мол. % кислорода. Однако, как правило, количество кислорода в потоке газа декоксования может составлять менее чем около 10 мол. %. Например, в некоторых аспектах поток газа декоксования может содержать менее чем около 8 мол. %, менее чем около 5 мол. % или менее чем около 3 мол. % кислорода. Соответственно, пригодные диапазоны для мол. % кислорода в потоке газа декоксования могут включать, но не ограничиваются ими, следующие диапазоны: от около 0,1 до около 25 мол. %, от около 0,1 до около 20 мол. %, от около 0,1 до около 10 мол. %, от около 0,2 до около 10 мол. %, от около 0,2 до около 5 мол. %, от около 0,3 до около 5 мол. %, от около 0,5 до около 5 мол. %, от около 0,5 до около 4 мол. %, от около 0,5 до около 3 мол. % или от около 1 до около 3 мол. % и тому подобное.
В одном аспекте поток газа декоксования может быть по существу не содержащим галогенов, то есть по существу не содержащим галогенсодержащих соединений. В данном контексте «по существу не содержащий галогенов» означает менее чем 100 мас. ч./млн (ч./млн по массе) галогенсодержащих соединений, таких как хлорсодержащие соединения, в потоке газа декоксования. Следовательно, предполагается, что количество галогенсодержащих соединений в потоке газа декоксования может составлять менее 50 мас. ч./млн, менее 40 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн в определенных аспектах. В других аспектах количество галогенсодержащих соединений в потоке газа декоксования может находиться в диапазоне от около 0,1 до 100 мас. ч./млн, от около 0,5 до 100 мас. ч./млн, от около 1 до 100 мас. ч./млн, от около 0,1 до около 50 мас. ч./млн, от около 0,1 до около 25 мас. ч./млн, от около 0,1 до около 10 мас. ч./млн или от около 0,1 до около 5 мас. ч./млн. Не желая быть связанными какой-либо теорией, полагают, что может быть выгодно практически не добавлять галогены, такие как хлор, на стадии выжигания углерода в способе регенерации отработанного катализатора.
В другом аспекте, поток газа декоксования может быть по существу не содержащим воду, так в связи с этим, «по существу не содержащий» означает меньше, чем 100 мас. ч./млн (ч./млн по массе) воды в потоке газа декоксования. Следовательно, предполагается, что количество воды в потоке газа декоксования может составлять менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн в определенных аспектах. В других аспектах количество воды в потоке газа декоксования может находиться в диапазоне от около 0,1 до 100 мас. ч./млн, от около 0,5 до 100 мас. ч./млн, от около 1 до 100 мас. ч./млн, от около 0,1 до около 50 мас. ч./млн, от около 0,1 до около 25 мас. ч./млн, от около 0,1 до около 10 мас. ч./млн или от около 0,1 до около 5 мас. ч./млн. Не желая быть связанными какой-либо теорией, полагают, что может быть выгодно практически не добавлять воду на стадии выжигания углерода в способе регенерации отработанного катализатора.
Подобно тому, что описано выше для хлорсодержащего потока, любые композиционные характеристики потока газа декоксования относятся к входящему потоку газа декоксования до контакта с хлорированным отработанным катализатором и металлическим реактором, если прямо не указано иное. Специалист в данной области техники легко поймет, что исходящий поток газа декоксования после контакта с хлорированным отработанным катализатором может значительно отличаться по составу от входящего потока газа декоксования. Например, хлор, осажденный во время хлорирования, может при некоторых обстоятельствах элюироваться с катализатора на стадии выжигания углерода. Кроме того, может быть получена вода во время стадии выжигания углерода, и, таким образом, вода может быть обнаружена в исходящем потоке газа декоксования.
Стадию выжигания углерода можно проводить при различных температурах и периодах времени. Например, стадию выжигания углерода можно проводить при пиковой температуре декоксования в диапазоне от около 150°С до около 600°С; в альтернативном варианте, от около 200°С до около 500°С; в альтернативном варианте, от около 300°С до около 600°С; в альтернативном варианте, от около 300°С до около 550°С; в альтернативном варианте, от около 300°С до около 500°С; в альтернативном варианте, от около 320°С до около 480°С; в альтернативном варианте, от около 340°С до около 460°С; или в альтернативном варианте, от около 350°С до около 450°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию выжигания углерода проводят при последовательности различных температур (например, начальная температура декоксования, пиковая температура декоксования), а не при одной фиксированной температуре, попадающей в соответствующие диапазоны. Например, и не ограничиваясь этим, стадию выжигания углерода могут начинать при начальной температуре декоксования, которая равна температуре продувки хлором (более подробно обсуждается ниже). Так, например, стадию выжигания углерода могут начинать при начальной температуре декоксования в диапазоне от около 0°С до около 300°С, от около 20°С до около 250°С, от около 50°С до около 200°С или от около 150°С до около 260°С. Впоследствии температура на стадии выжигания углерода может быть увеличена до пиковой температуры декоксования, например, в диапазоне от около 300°С до около 600°С или от около 350°С до около 450°С.
Длительность стадии выжигания углерода не ограничена каким-либо определенным периодом времени. Следовательно, стадию выжигания углерода можно проводить, например, в течение периода времени, составляющего от по меньшей мере 30-45 минут до по большей мере 48-72 часов или более. Подходящее время декоксования может зависеть, например, от начальной температуры декоксования, пиковой температуры декоксования и количества кислорода в потоке газа декоксования, среди других переменных. Однако, как правило, стадию выжигания углерода можно проводить в течение периода времени, который находится в диапазоне от около 45 минут до около 72 часов, а именно, например, от около 1 часа до около 72 часов, от около 24 часов до около 72 часов, от около 12 часов до около 60 часов, от около 12 часов до около 48 часов или от около 1 часа до около 6 часов.
В альтернативном варианте, стадию выжигания углерода могут проводить в течение периода времени, достаточного для уменьшения мас. % углерода в хлорированном отработанном катализаторе до менее чем около 1 мас. % (декоксованный катализатор). В некоторых аспектах стадию выжигания углерода могут проводить в течение периода времени, достаточного для уменьшения мас. % углерода в хлорированном отработанном катализаторе до менее чем около 0,75 мас. %, менее чем около 0,5 мас. % или менее чем около 0,2 мас. %. В других аспектах стадию выжигания углерода могут проводить в течение периода времени, определенного путем мониторинга уровня СО2 в исходящем или выходящем потоке газа декоксования после приведения в контакт с катализатором. Следовательно, стадию выжигания углерода могут проводить в течение периода времени, достаточного для уменьшения количества СО2 в исходящем или выходящем потоке газа декоксования после приведения в контакт с катализатором до менее чем около 100 об. ч./млн, например менее чем около 50 об. ч./млн или менее чем около 20 об. ч./млн.
В альтернативном варианте, стадию выжигания углерода можно проводить в течение периода времени, достаточного для того, чтобы регенерированный катализатор имел активность, составляющую от около 50% до около 80% от активности свежего катализатора, например, от около 50% до около 75% или от около 55% до около 75%. В этом отношении активность регенерированного катализатора основана на возврате в пределах к около 50-80% активности свежего катализатора в том же цикле работы катализатора, испытанном на том же оборудовании, теми же методами и при тех же условиях.
На стадии (3) данного способа регенерации отработанного катализатора, декоксованный катализатор могут приводить в контакт с фторсодержащим потоком, который содержит фторсодержащее соединение. Пригодные и не ограничивающие примеры фторсодержащих соединений могут включать плавиковую кислоту, газообразный фтор (F2), 2,2,2-трифторэтанол, тетрафторэтилен, тетрафторид углерода, трифторид углерода, фторметан, гептафторпропан, декафторбутан, гексафторизопропанол, тетрафторпропанол, пентафторпропанол, гексафторфенилпропанол, перфторбутиловый спирт, гексафтор-2-пропанол, пентафтор-1-пропанол, тетрафтор-1-пропанол, 1,1,1,3,3,3-гексафтор-2-пропанол, 2,2,3,3,3-пентафтор-1-пропанол, фторид аммония, фторид тетраметиламмония, фторид тетраэтиламмония, фторид тетрапропиламмония, фторид тетрабутиламмония, фторид метилтриэтиламмония и тому подобное, а также любую их комбинацию. Другие пригодные фторсодержащие соединения могут включать арены и алкилзамещенные арены (например, бензол, толуол и ксилолы), где по меньшей мере один атом водорода заменен атомом F.
В другом аспекте фторсодержащее соединение может содержать (или состоять по существу из, или состоять из) плавиковую кислоту; в альтернативном варианте, газообразный фтор (F2); в альтернативном варианте, 2,2,2-трифторэтанол; в альтернативном варианте, тетрафторэтилен; в альтернативном варианте, тетрафторид углерода; в альтернативном варианте, трифторид углерода; в альтернативном варианте, фторметан; в альтернативном варианте, гептафторпропан; в альтернативном варианте, декафторбутан; в альтернативном варианте, гексафторизопропанол; в альтернативном варианте, тетрафторпропанол; в альтернативном варианте, пентафторпропанол; в альтернативном варианте, гексафторфенилпропанол; в альтернативном варианте, перфторбутиловый спирт; в альтернативном варианте, гексафтор-2-пропанол; в альтернативном варианте, пентафтор-1-пропанол; в альтернативном варианте, тетрафтор-1-пропанол; в альтернативном варианте, 1,1,1,3,3,3-гексафтор-2-пропанол; в альтернативном варианте, 2,2,3,3,3-пентафтор-1-пропанол; в альтернативном варианте, фторид аммония; в альтернативном варианте, фторид тетраметиламмония; в альтернативном варианте, фторид тетраэтиламмония; в альтернативном варианте, фторид тетрапропиламмония; в альтернативном варианте, фторид тетрабутиламмония; или в альтернативном варианте, фторид метилтриэтиламмония.
В другом аспекте фторсодержащее соединение может содержать (или состоять по существу из, или состоять из) газообразного фтора (F2). В дополнении к фтору, фторсодержащий поток может дополнительно содержать инертный газ, такой как гелий, неон, аргон, азот или комбинации двух или более из данных материалов. В еще одном аспекте, фторсодержащий поток может содержать (или состоять по существу из, или состоять из) фторсодержащего соединения и инертного газа, и инертный газ может представлять собой или может содержать азот. В еще одном аспекте, фторсодержащий поток может содержать (или состоять по существу из, или состоять из) газообразный фтор (F2) и азот.
В числе прочего, количество фтора (F) во фторсодержащем потоке, как правило, может быть менее чем около 15% по объему. Например, фторсодержащий поток может содержать количество фторсодержащего соединения, которое находится под контролем, чтобы получить концентрацию в об. ч./млн (ч./млн по объему) F во фторсодержащем потоке менее, чем около 100000; в альтернативном варианте, об. ч./млн F менее чем около 50000; в альтернативном варианте, об. ч./млн F менее чем около 25000; в альтернативном варианте, об. ч./млн F менее чем около 10000. Пригодные диапазоны концентрации F могут включать, но не ограничиваются ими, следующие диапазоны: от около 50 до около 150000 об. ч./млн, от около 50 до около 100000 об. ч./млн, от около 1000 до около 15000 об. ч./млн, от около 50 до около 5000 об. ч./млн, от около 100 до около 20000 об. ч./млн, от около 250 до около 25000 об. ч./млн, от около 5000 до около 50000 об. ч./млн, от около 1000 до около 25000 об. ч./млн, от около 5000 до около 25000 об. ч./млн, от около 2500 до около 35000 об. ч./млн или от около 7500 до около 35000 об. ч./млн и тому подобное.
Фторсодержащий поток может быть по существу свободным от кислородсодержащего соединения (например, кислорода (О2) и воды (Н2О)), то есть может содержать менее 100 мас. ч./млн (ч./млн по массе) кислородсодержащего соединения. Следовательно предполагается, что количество кислородсодержащих соединений во фторсодержащем потоке может составлять менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн в определенных аспектах. В других аспектах количество кислородсодержащих соединений во фторсодержащем потоке может находиться в диапазоне от около 0,1 до 100 мас. ч./млн, от около 0,5 до 100 мас. ч./млн, от около 1 до 100 мас. ч./млн, от около 0,1 до около 50 мас. ч./млн, от около 0,1 до около 25 мас. ч./млн, от около 0,1 до около 10 мас. ч./млн или от около 0,1 до около 5 мас. ч./млн. Не желая быть связанными какой-либо теорией, полагают, что может быть выгодно практически не добавлять кислород на стадии фторирования в способе регенерации отработанного катализатора. Кроме того, хотя и не требуется, фторсодержащий поток может быть по существу свободен от хлорсодержащих соединений, то есть, может содержать менее 100 мас. ч./млн (ч./млн по массе) хлорсодержащих соединений. Как указано выше, предполагается, что количество хлорсодержащих соединений во фторсодержащем потоке может представлять собой, например, менее чем 50 мас. ч./млн, менее чем 10 мас. ч./млн, находиться в диапазоне от около 0,1 до 100 мас. ч./млн, в диапазоне от около 0,1 до около 50 мас. ч./млн, или в диапазоне от около 0,1 до около 10 мас. ч./млн и тому подобное.
Стадию фторирования можно проводить при различных температурах и периодах времени. Например, стадию фторирования можно проводить при температуре фторирования в диапазоне от около 0°С до около 500°С; в альтернативном варианте, от около 0°С до около 300°С; в альтернативном варианте, от около 20°С до около 300°С; в альтернативном варианте, от около 20°С до около 250°С; в альтернативном варианте, от около 20°С до около 150°С; в альтернативном варианте, от около 35°С до около 300°С; в альтернативном варианте, от около 35°С до около 200°С; в альтернативном варианте, от около 50°С до около 250°С; в альтернативном варианте, от около 50°С до около 200°С; в альтернативном варианте, от около 100°С до около 300°С; в альтернативном варианте, от около 100°С до около 250°С; в альтернативном варианте, от около 150°С до около 275°С; или в альтернативном варианте, от около 15°С до около 50°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию фторирования проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии фторирования не ограничена каким-либо определенным периодом времени. Следовательно, стадию фторирования можно проводить, например, в течение периода времени, составляющего от по меньшей мере 30-45 минут до по большей мере 12-24 часов, 36-48 часов или более. Подходящее время фторирования может зависеть, например, от температуры фторирования и количества фтора в фторсодержащем потоке, среди других переменных. Однако, как правило, стадию фторирования можно проводить в течение периода времени, который находится в диапазоне от около 45 минут до около 48 часов, а именно, например, от около 1 часа до около 48 часов, от около 45 минут до около 24 часов, от около 45 минут до около 18 часов, от около 1 часа до около 12 часов, от около 2 часов до около 12 часов, от около 4 часов до около 10 часов или от около 2 часов до около 8 часов.
В различных аспектах, рассматриваемых в данном документе, способы регенерации отработанного катализатора могут дополнительно включать одну или более дополнительных стадий, выполняемых до стадии хлорирования и стадии выжигания углерода. Например, способ регенерации отработанного катализатора может дополнительно включать стадию частичного декоксования перед стадией хлорирования и/или может дополнительно включать стадию предварительной сушки перед стадией хлорирования. Данные необязательные стадии перед хлорированием более подробно обсуждаются ниже в данном документе. В одном аспекте, по меньшей мере, одна из данных необязательных стадий может быть выполнена в способе регенерации отработанного катализатора, тогда как в другом аспекте могут быть выполнены обе из данных необязательных стадий. Стадии перед хлорированием могут быть выполнены в любом порядке, однако, в конкретном аспекте, сначала могут выполнять стадию частичного декоксования с последующей стадией предварительной сушки.
В одном аспекте, способ регенерации отработанного катализатора (например, содержащего переходный металл и подложку катализатора), включающий стадию хлорирования с последующей стадией выжигания углерода, а затем стадию фторирования, может дополнительно включать стадию частичного декоксования, предшествующую стадии хлорирования. Данная стадия частичного декоксования как правило может включать приведение в контакт отработанного катализатора с потоком газа частичного декоксования, содержащего кислород.
Состав потока газа частичного декоксования может включать те же потенциальные атрибуты, которые описаны выше для потока газа декоксования, применяемого на этапе выжигания углерода. Таким образом, в дополнение к кислороду, поток газа частичного декоксования может содержать инертный газ, такой как гелий, неон, аргон, азот или комбинации двух или более из этих материалов. В одном аспекте поток газа частичного декоксованния может содержать (или состоять по существу из, или состоять из) кислород и азот; в альтернативном варианте воздух и азот; или, в альтернативном варианте, воздух. В другом аспекте поток газа частичного декоксования часто может содержать, например, от около 0,1 до около 25 мол. % кислорода, от около 0,1 до около 20 мол. % кислорода, от около 0,2 до около 10 мол. % кислорода, от около 0,2 до около 5 мол. % кислорода, от около 0,3 до около 5 мол. % кислорода, от около 0,5 до около 5 мол. % кислорода, от около 0,5 до около 4 мол. % кислорода, от около 0,5 до около 3 мол. % кислорода или от около 1 до около 3 мол. % кислорода и тому подобное. В еще одном аспекте, поток газа частичного декоксования может по существу не содержать галогенов или по существу не содержать галогенсодержащих соединений, то есть, иметь менее 100 мас. ч./млн (ч./млн по массе) галогенсодержащих соединений в потоке газа частичного декоксования, например, менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн галогенсодержащих соединений в потоке газа частичного декоксования. В еще одном аспекте, поток газа частичного декоксования может по существу не содержать воду, то есть, иметь менее 100 мас. ч./млн воды в потоке газа частичного декоксования, например, менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн воды в потоке газа частичного декоксования.
Стадия частичного декоксования отличается от стадии выжигания углерода тем, что ее можно проводить при гораздо более низкой температуре. Как правило, стадию частичного декоксования проводят при температуре частичного декоксования в диапазоне от около 125°С до около 260°С; в альтернативном варианте, от около 125°С до около 250°С; в альтернативном варианте, от около 150°С до около 250°С; в альтернативном варианте, от около 175°С до около 250°С; в альтернативном варианте, от около 150°С до около 225°С; или, в альтернативном варианте, от около 175°С до около 225°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию частичного декоксования проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии частичного декоксования не ограничена каким-либо определенным периодом времени. Как правило, стадию частичного декоксования можно проводить в течение периода времени от по меньшей мере 30-45 минут до по большей мере 48 часов (или более), но, как правило, стадию частичного декоксования можно проводить в течение периода времени, который находится в диапазоне от около 1 часа до около 36 часов, например от около 2 часов до около 36 часов, от около 1 часа до около 24 часов, от около 1 часа до около 18 часов или от около 2 часов до около 24 часов.
В альтернативном варианте, стадию частичного декоксования можно проводить в течение периода времени, достаточного для уменьшения мас. % углерода в отработанном катализаторе в диапазоне от около 1 до около 10 мас. %, например, от около 2 до около 10 мас. %, от около 2 до около 8 мас. %, от около 1 до около 7 мас. %, от около 3 до около 6 мас. % или от около 4 до около 5 мас. % углерода. Не желая ограничиваться какой-либо теорией, полагают, что преимущества для здоровья и безопасности при эксплуатации могут быть достигнуты путем удаления жидких углеводородов и легких олигомеров перед открытием реактора ароматизации или перед хранением или отправкой отработанного катализатора для регенерации за пределами зоны эксплуатации.
В одном аспекте, способ регенерации отработанного катализатора (например, содержащего переходный металл и подложку катализатора), включающий стадию хлорирования с последующей стадией выжигания углерода, а затем стадию фторирования, может дополнительно включать стадию предварительной сушки перед стадией хлорирования. Данная стадия предварительной сушки, как правило, может включать приведение в контакт отработанного катализатора с потоком газа предварительной сушки, содержащим (или состоящим по существу из, или состоящим из) инертный газ. Данный инертный газ может представлять собой гелий, неон, аргон, азот или комбинации двух или более из этих материалов; в альтернативном варианте, гелий; в альтернативном варианте, неон; в альтернативном варианте, аргон; или, в альтернативном варианте, азот. Кроме того, в некоторых аспектах поток газа предварительной сушки может практически не содержать кислородсодержащих соединений (например, кислорода или воды), как обсуждалось выше в отношении стадии хлорирования. Следовательно, стадию предварительной сушки можно проводить в присутствии менее 100 мас. ч./млн кислородсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Стадию предварительной сушки можно выполнять при температуре предварительной сушки, которая, как правило, может охватывать тот же температурный диапазон, что и температура хлорирования, применяемая на стадии хлорирования. Например, температура предварительной сушки может находиться в диапазоне от около 0°С до около 500°С; в альтернативном варианте, от около 0°С до около 400°С; в альтернативном варианте, от около 20°С до около 300°С; в альтернативном варианте, от около 20°С до около 250°С; в альтернативном варианте, от около 20°С до около 150°С; в альтернативном варианте, от около 35°С до около 300°С; в альтернативном варианте, от около 35°С до около 200°С; в альтернативном варианте, от около 50°С до около 250°С; в альтернативном варианте, от около 50°С до около 200°С; в альтернативном варианте, от около 100°С до около 500°С; в альтернативном варианте, от около 100°С до около 250°С; или в альтернативном варианте, от около 180°С до около 280°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию предварительной сушки проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии предварительной сушки не ограничена каким-либо определенным периодом времени. Как правило, стадию предварительной сушки можно проводить в течение периода времени от по меньшей мере 30-45 минут до по большей мере 48-72 часов (или более), но, как правило, стадию предварительной сушки можно проводить в течение периода времени, который находится в диапазоне от около 1 часа до около 72 часов, например от около 1 часа до около 48 часов, от около 1 часа до около 36 часов, от около 2 часов до около 24 часов или от около 2 часов до около 18 часов.
В альтернативном варианте, стадию предварительной сушки можно проводить в течение периода времени, достаточного для снижения содержания влаги в отработанном катализаторе до менее чем около 4 мас. %, менее чем около 2 мас. %, менее чем около 1 мас. %, менее чем около 0,5 мас. % или менее чем около 0,1 мас. %. Не желая ограничиваться какой-либо теорией, полагают, что может быть полезно практически не содержать влаги, когда начинается стадия хлорирования, чтобы снизить коррозионную активность хлорсодержащего потока в металлургии реактора. Например, сухие галогены и сухие галогенводородные кислоты не являются коррозийными и могут применяться в средах из углеродистой стали, однако, когда присутствует влага, даже нержавеющей стали может быть недостаточно, и могут потребоваться высоколегированные стали.
В различных аспектах, рассматриваемых в данном документе, способы регенерации отработанного катализатора могут дополнительно включать в себя одну или более дополнительных промежуточных стадий, выполняемых после стадии хлорирования, но до стадии выжигания углерода. Например, способ регенерации отработанного катализатора может дополнительно включать стадию продувки хлора до стадии выжигания углерода и/или может дополнительно включать стадию обработки углеводородами до стадии выжигания углерода. Данные необязательные промежуточные стадии более подробно обсуждаются ниже. В одном аспекте, по меньшей мере, одна из данных необязательных промежуточных стадий может быть выполнена в способе регенерации отработанного катализатора, тогда как в другом аспекте могут быть выполнены обе из данных необязательных промежуточных стадий. В том случае, когда выполняют обе промежуточные стадии, данные промежуточные стадии можно выполнять в любом порядке, например, стадия хлорирования, затем стадия обработки углеводородами, затем стадия продувки хлора и затем стадия выжигания углерода.
В одном аспекте, способ регенерации отработанного катализатора (например, содержащего переходный металл и подложку катализатора), включающий стадию хлорирования с последующей стадией выжигания углерода, а затем стадию фторирования, может дополнительно включать стадию продувки хлора перед стадией выжигания углерода. Данная стадия продувки может включать приведение в контакт хлорированного отработанного катализатора с потоком продувки хлора, содержащим (или состоящим по существу из, или состоящим из) инертный газ. Данный инертный газ может представлять собой гелий, неон, аргон, азот или комбинации двух или более из этих материалов; в альтернативном варианте, гелий; в альтернативном варианте, неон; в альтернативном варианте, аргон; или, в альтернативном варианте, азот. Не желая связывать себя теорией, полагают, что может быть полезно иметь стадию продувки хлора до стадии выжигания углерода, чтобы снизить коррозионную активность стадии высокотемпературного выжигания углерода в металлургии реактора.
Кроме того, в некоторых аспектах поток продувки хлора может практически не содержать кислородсодержащих соединений (например, кислорода и воды), как обсуждалось выше в отношении стадии хлорирования. Следовательно, стадию продувки хлора можно проводить в присутствии менее 100 мас. ч./млн кислородсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Кроме того, в некоторых аспектах поток продувки хлора может практически не содержать галогенсодержащих соединений, как обсуждалось выше в отношении стадии выжигания углерода. Следовательно, стадию продувки хлора можно проводить в присутствии менее 100 мас. ч./млн галогенсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Стадию продувки хлора можно выполнять при температуре продувки хлора, которая, как правило, может охватывать тот же температурный диапазон, что и температура хлорирования, применяемая на стадии хлорирования, хотя и не ограничивается этим. Например, температура продувки хлора как правило может находиться в диапазоне от около 0°С до около 500°С; в альтернативном варианте, от около 0°С до около 400°С; в альтернативном варианте, от около 20°С до около 300°С; в альтернативном варианте, от около 25°С до около 250°С; в альтернативном варианте, от около 20°С до около 150°С; в альтернативном варианте, от около 35°С до около 300°С; в альтернативном варианте, от около 35°С до около 200°С; в альтернативном варианте, от около 50°С до около 250°С; в альтернативном варианте, от около 75°С до около 250°С; в альтернативном варианте, от около 100°С до около 300°С; в альтернативном варианте, от около 100°С до около 250°С; или в альтернативном варианте, от около 150°С до около 275°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию продувки хлора проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии продувки хлора не ограничена каким-либо определенным периодом времени. Как правило, стадию продувки хлора можно проводить в течение периода времени от по меньшей мере 30-45 минут до по большей мере 48-72 часов (или более), но, как правило, стадию продувки хлора можно проводить в течение периода времени, который находится в диапазоне от около 1 часа до около 48 часов, например от около 1 часа до около 36 часов, от около 2 часов до около 36 часов, от около 2 часов до около 24 часов или от около 2 часов до около 18 часов.
В альтернативном варианте, стадию продувки хлора можно проводить в течение периода времени, достаточного для снижения содержания хлора в исходящем потоке продувки после приведения в контакт с хлорированным отработанным катализатором до менее 100 мас. ч./млн хлорсодержащих соединений (то есть по существу не содержащего хлор). В некоторых аспектах, соответствующих описанию в данном документе, содержание хлора в исходящем потоке продувки хлора после приведения в контакт с хлорированным отработанным катализатором может составлять менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн. Не желая быть связанными теорией, полагают, что может быть полезно иметь хлор, прочно связанный с катализатором на стадии выжигания углерода, но по существу не содержать хлора, присутствующего в свободном объеме атмосферы, окружающей хлорированный отработанный катализатор (например, в сосуде, содержащем отработанный катализатор).
В одном аспекте, способ регенерации отработанного катализатора (например, содержащего переходный металл и подложку катализатора), включающий стадию хлорирования с последующей стадией выжигания углерода, а затем стадию фторирования, может дополнительно включать стадию обработки углеводородами перед стадией выжигания углерода. Данная стадия обработки углеводородами может включать приведение в контакт хлорированного отработанного катализатора с потоком обработки углеводородами, содержащим углеводородное сырье. Поток обработки углеводородами может быть таким же, как поток сырья для процесса ароматизации. Следовательно, в некоторых аспектах поток обработки углеводородами может содержать С6-С8 алканы и/или циклоалканы.
Стадию обработки углеводородами можно выполнять при температуре обработки углеводородами, которая, как правило, может охватывать тот же температурный диапазон, что и температурный диапазон, применяемый в процессе ароматизации. В некоторых аспектах, температура обработки углеводородами может находиться в диапазоне от около 300°С до около 600°С; в альтернативном варианте, от около 350°С до около 600°С; в альтернативном варианте, от около 400°С до около 600°С; в альтернативном варианте, от около 350°С до около 550°С; или в альтернативном варианте, от около 450°С до около 550°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию обработки углеводородами проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии обработки углеводородами не ограничена каким-либо определенным периодом времени. Как правило, стадию обработки углеводородами можно проводить в течение периода времени от по меньшей мере 30-45 минут до по большей мере 48-72 часов (или более), но, как правило, стадию обработки углеводородами можно проводить в течение периода времени, который находится в диапазоне от около 1 часа до около 48 часов, например от около 1 часа до около 36 часов, от около 1 часа до около 24 часов, от около 2 часов до около 24 часов или от около 2 часов до около 18 часов.
В различных аспектах, рассматриваемых в данном документе, способы регенерации отработанного катализатора могут дополнительно включать необязательную стадию продувки кислорода после стадии выжигания углерода, но до стадии фторирования. Данная стадия продувки кислорода может включать приведение в контакт декоксованного катализатора с потоком продувки кислорода, содержащим (или состоящим по существу из, или состоящим из) инертный газ. Данный инертный газ может представлять собой гелий, неон, аргон, азот или комбинации двух или более из этих материалов; в альтернативном варианте, гелий; в альтернативном варианте, неон; в альтернативном варианте, аргон; или, в альтернативном варианте, азот.
Кроме того, в некоторых аспектах поток продувки кислорода может практически не содержать кислородсодержащих соединений (например, кислорода и воды), как обсуждалось выше в отношении стадии продувки хлора. Следовательно, стадию продувки кислорода можно проводить в присутствии менее 100 мас. ч./млн кислородсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Кроме того, в некоторых аспектах поток продувки кислорода может практически не содержать галогенсодержащих соединений, как обсуждалось выше в отношении стадии продувки хлора. Следовательно, стадию продувки кислорода можно проводить в присутствии менее 100 мас. ч./млн галогенсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Стадию продувки кислорода можно выполнять при температуре продувки кислорода, которая как правило может охватывать тот же температурный диапазон, что и температура продувки хлора. Например, температура продувки кислорода может находиться в диапазоне от около 0°С до около 500°С; в альтернативном варианте, от около 0°С до около 400°С; в альтернативном варианте, от около 15°С до около 300°С; в альтернативном варианте, от около 25°С до около 250°С; в альтернативном варианте, от около 20°С до около 150°С; в альтернативном варианте, от около 35°С до около 300°С; в альтернативном варианте, от около 35°С до около 200°С; в альтернативном варианте, от около 50°С до около 250°С; в альтернативном варианте, от около 75°С до около 250°С; в альтернативном варианте, от около 100°С до около 300°С; в альтернативном варианте, от около 100°С до около 250°С; или в альтернативном варианте, от около 150°С до около 275°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию продувки кислорода проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии продувки кислорода не ограничена каким-либо определенным периодом времени. Как правило, стадию продувки кислорода можно проводить в течение периода времени от по меньшей мере 30-45 минут до по большей мере 48-72 часов (или более), но, как правило, стадию продувки кислорода можно проводить в течение периода времени, который находится в диапазоне от около 1 часа до около 48 часов, например от около 1 часа до около 36 часов, от около 2 часов до около 36 часов, от около 2 часов до около 24 часов или от около 2 часов до около 18 часов.
В альтернативном варианте, стадию продувки кислорода можно проводить в течение периода времени, достаточного для снижения содержания кислорода в исходящем потоке продувки после приведения в контакт с декоксованным катализатором до менее 100 мас. ч./млн кислородсодержащих соединений (то есть, по существу не содержащего кислород). В некоторых аспектах, соответствующих описанию в данном документе, содержание кислорода в исходящем потоке продувки кислорода после приведения в контакт с декоксованным катализатором может составлять менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн. Не желая быть связанными какой-либо теорией, полагают, что может быть полезно удалить любые кислородсодержащие соединения, такие как вода, до стадии фторирования.
В различных аспектах, рассматриваемых в данном документе, способы регенерации отработанного катализатора могут дополнительно включать необязательную стадию продувки фтора после стадии фторирования, но до стадии восстановления (более подробно обсуждаемой ниже в данном документе). Данная стадия продувки фтора может включать приведение в контакт декоксованного и фторированного катализатора с потоком продувки фтора, содержащим (или состоящим по существу из, или состоящим из) инертный газ. Данный инертный газ может представлять собой гелий, неон, аргон, азот или комбинации двух или более из этих материалов; в альтернативном варианте, гелий; в альтернативном варианте, неон; в альтернативном варианте, аргон; или, в альтернативном варианте, азот. Не желая быть связанными какой-либо теорией, полагают, что может быть полезно выполнять стадию продувки фтора после стадии фторирования чтобы уменьшить коррозионную активность избыточного или остаточного фтора на металлургию реактора.
Кроме того, в некоторых аспектах поток продувки фтора может практически не содержать кислородсодержащих соединений (например, кислорода и воды), как обсуждалось выше в отношении стадии продувки хлора. Следовательно, стадию продувки фтора можно проводить в присутствии менее 100 мас. ч./млн кислородсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Кроме того, в некоторых аспектах поток продувки фтора может практически не содержать галогенсодержащих соединений, как обсуждалось выше в отношении стадии продувки хлора. Следовательно, стадию продувки фтора можно проводить в присутствии менее 100 мас. ч./млн галогенсодержащих соединений, или менее 50 мас. ч./млн, или менее 25 мас. ч./млн, или менее 10 мас. ч./млн, или менее 5 мас. ч./млн, или менее 3 мас. ч./млн.
Стадию продувки фтора можно выполнять при температуре продувки фтора, которая, как правило, может охватывать тот же температурный диапазон, что и температура продувки хлора, но не ограничивается этим. Например, температура продувки фтора как правило может находиться в диапазоне от около 0°С до около 500°С; в альтернативном варианте, от около 0°С до около 400°С; в альтернативном варианте, от около 15°С до около 300°С; в альтернативном варианте, от около 25°С до около 250°С; в альтернативном варианте, от около 15°С до около 150°С; в альтернативном варианте, от около 35°С до около 300°С; в альтернативном варианте, от около 35°С до около 200°С; в альтернативном варианте, от около 50°С до около 250°С; в альтернативном варианте, от около 75°С до около 250°С; в альтернативном варианте, от около 100°С до около 300°С; в альтернативном варианте, от около 100°С до около 250°С; или в альтернативном варианте, от около 150°С до около 275°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию продувки фтора проводят при последовательности различных температур, а не при одной фиксированной температуре, попадающей в соответствующие диапазоны.
Длительность стадии продувки фтора не ограничена каким-либо определенным периодом времени. Как правило, стадию продувки фтора можно проводить в течение периода времени от по меньшей мере 30-45 минут до по большей мере 48-72 часов (или более), но, как правило, стадию продувки фтора можно проводить в течение периода времени, который находится в диапазоне от около 1 часа до около 48 часов, например от около 1 часа до около 36 часов, от около 2 часов до около 36 часов, от около 2 часов до около 24 часов или от около 2 часов до около 18 часов.
В альтернативном варианте, стадию продувки фтора можно проводить в течение периода времени, достаточного для снижения содержания фтора в исходящем потоке продувки после приведения в контакт с декоксованным и фторированным катализатором до менее 100 мас. ч./млн фторсодержащих соединений (то есть по существу не содержащего фтор). В некоторых аспектах, соответствующих описанию в данном документе, содержание фтора в исходящем потоке продувки фтора после приведения в контакт с декоксованным и фторированным катализатором может составлять менее 50 мас. ч./млн, менее 25 мас. ч./млн, менее 10 мас. ч./млн, менее 5 мас. ч./млн или менее 3 мас. ч./млн. Не желая быть связанными теорией, полагают, что может быть полезно иметь фтор, прочно связанный с катализатором на стадии восстановления, но по существу не содержать фтора, присутствующего в свободном объеме атмосферы, окружающей декоксованный и фторированный катализатор (например, в сосуде, содержащем данный катализатор).
Способы регенерации отработанного катализатора, описанные в данном документе, могут дополнительно включать стадию восстановления после стадии фторирования, тем самым формируя реактивированный катализатор. Данная стадия восстановления может включать приведение контакт регенерированного катализатора (например, декоксованного и фторированного катализатора) с потоком восстановительного газа, содержащего молекулярный водород. В дополнении к молекулярному водороду, поток восстановительного газа может содержать инертный газ, т.е. поток восстановительного газа может содержать (или состоять по существу из, или состоять из) молекулярный водород и инертный газ. Типичные инертные газы пригодные на стадии восстановления могут включать гелий, неон, аргон, азот и тому подобное, и включать комбинации двух или более из данных материалов. В определенных аспектах поток восстановительного газа может содержать (или состоять по существу из, или состоять из) молекулярный водород и азот.
В некоторых аспектах молекулярный водород может представлять собой мажорный компонент потока восстановительного газа, в то время как в других аспектах молекулярный водород представляет собой минорный компонент. Например, поток восстановительного газа может содержать по меньшей мере около 25 мол. % молекулярного водорода, по меньшей мере около 35 мол. % молекулярного водорода, по меньшей мере около 50 мол. % молекулярного водорода, по меньшей мере около 65 мол. % молекулярного водорода, по меньшей мере около 75 мол. % молекулярного водорода или 100 мол. % молекулярного водорода. Соответственно, пригодные диапазоны для мол. % молекулярного водорода в потоке восстановительного газа могут включать, но не ограничиваются ими, следующие диапазоны: от около 25 до 100 мол. %, от около 50 до 100 мол. %, от около 25 до 100 мол. %, от около 35 до 100 мол. %, от около 55 до 100 мол. %, от около 25 до около 75 мол. %, от около 35 до около 65 мол. % или от около 70 до 100 мол. % и тому подобное.
Стадию восстановления можно проводить при различных температурах и периодах времени. Например, стадию восстановления можно проводить при пиковой температуре восстановления в диапазоне от около 300°С до около 600°С; в альтернативном варианте, от около 300°С до около 550°С; в альтернативном варианте, от около 400°С до около 600 °С; в альтернативном варианте, от около 350°С до около 575°С; в альтернативном варианте, от около 400°С до около 550°С; или в альтернативном варианте, от около 450°С до около 550°С. В данных и других аспектах данные температурные диапазоны также предназначены для охвата обстоятельств, при которых стадию восстановления проводят при последовательности различных температур (например, начальная температура восстановления, пиковая температура восстановления), а не при одной фиксированной температуре, попадающей в соответствующие диапазоны. Например, стадию восстановления могут начинать при начальной температуре восстановления, которая является такой же, как температура продувки фтора или температура фторирования (например, в диапазоне от около 0°С до около 300°С, в диапазоне от около 20°С до около 250°С или в диапазоне от 15°С до около 50°С). Впоследствии температура на стадии восстановления может быть увеличена до пиковой температуры восстановления, например, в диапазоне от около 400°С до около 600°С.
Длительность стадии восстановления не ограничена каким-либо определенным периодом времени. Следовательно, стадию восстановления проводят, например, в течение периода времени, составляющего от по меньшей мере 1 часа до по большей мере 48-72 часов или более. Например, стадию восстановления можно проводить в течение периода времени, который находится в диапазоне от около 2 часов до около 48 часов, от около 3 часов до около 36 часов, от около 5 часов до около 36 часов, от около 2 часов до около 30 часов или от около 10 часов до 30 часов.
В одном аспекте стадию восстановления могут выполнять ex-situ. В данном аспекте регенерированный катализатор преобразуют в восстановленный (или активированный) катализатор в соответствии с процедурами, описанными выше. Данное восстановление может происходить в месте регенерации катализатора или в другом месте. Восстановленный (или активированный) катализатор затем может быть упакован в атмосфере воздуха или в атмосфере инертного газа и затем храниться перед загрузкой в реактор ароматизации и использованием в системе реактора ароматизации. Перед использованием стадию восстановления можно выполнять для восстановления любого катализатора, который стал окисленным после первого восстановления, например, во время хранения, транспортировки и загрузки. Данное второе восстановление может потребовать такого же или меньшего времени, чем восстановление in-situ, описанное ниже.
В другом аспекте стадию восстановления могут выполнять in situ. В данном аспекте регенерированный катализатор упаковывают после процесса регенерации. Данный катализатор может храниться в течение продолжительного периода времени до загрузки в реактор ароматизации. После загрузки в реактор ароматизации регенерированный катализатор затем преобразуют в восстановленный (или активированный) катализатор в соответствии с процедурами, описанными выше.
Другие способы регенерации отработанных катализаторов, содержащих переходный металл и подложку катализатора, также раскрыты и описаны в данном документе. В конкретном аспекте способ регенерации отработанного катализатора может включать (или состоять по существу из, или состоять из) (i) приведение в контакт отработанного катализатора с хлорсодержащим потоком, который содержит хлорсодержащее соединение, для получения хлорированного отработанного катализатора; (ii) приведение в контакт хлорированного отработанного катализатора с потоком продувки хлора, содержащим инертный газ; (iii) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащим кислород, для получения декоксованного катализатора; (iv) приведение в контакт декоксованного катализатора с фторсодержащим потоком, который содержит фторсодержащее соединение, для получения декоксованного и фторированного катализатора; и (v) приведение в контакт декоксованного и фторированного катализатора с потоком продувки фтора, содержащим инертный газ. Кроме того, другие стадии способа можно выполнять до, во время и/или после любой из стадий, перечисленных в данном способе. Дополнительно, регенерированные катализаторы или последующие реактивированные катализаторы, полученные в соответствии с данным способом, находятся в пределах объема данного описания и охвачены в данном документе.
В соответствии с конкретными аспектами данного изобретения способы, описанные в данном документе, можно проводить в корпусе реактора или системе, содержащей металл или нержавеющую сталь, и практически без ущерба для металлургии корпуса или системы реактора. В данных и других аспектах данный способ может быть осуществлен в присутствии нержавеющей стали и практически без повреждения нержавеющей стали, например, удаления железа из нержавеющей стали, что приводит к тому, что регенерированный катализатор или реактивированный катализатор имеет менее чем около 400 мас. ч./млн, менее чем около 300 мас. ч./млн, менее чем около 250 мас. ч./млн или менее чем около 200 мас. ч./млн железа. Иллюстративные и неограничивающие диапазоны включают от около 5 мас. ч./млн до около 400 мас. ч./млн, от около 50 мас. ч./млн до около 300 мас. ч./млн или от около 50 до около 250 мас. ч./млн железа в расчете на массу регенерированного катализатора или реактивированного катализатора.
Данные регенерированные катализаторы или реактивированные катализаторы могут также иметь низкий уровень углерода, включая, но не ограничиваясь ими, следующие иллюстративные диапазоны: от около 0,01 мас. % до около 1 мас. %, от около 0,1 мас. % до около 1 мас. %, от около 0,01 до около 0,5 мас. %, от около 0,1 мас. % до около 0,5 мас. %, от около 0,02 мас. % до около 1 мас. % или около от 0,02 мас. % до около 0,5 мас. % углерода. Как правило, способы, описанные в данном документе, как правило, приводят к получению регенерированных катализаторов или реактивированных катализаторов, содержащих от около 0,01 мас. % до около 5 мас. %, от около 0,05 мас. % до около 3 мас. %, от около 0,2 мас. % до около 4 мас. % или от около 0,3 мас. % до около 1,3 мас. % хлора. Аналогично, способы, описанные в данном документе, как правило приводят к получению регенерированных катализаторов или реактивированных катализаторов, содержащих от около 0,01 мас. % до около 5 мас. %, от около 0,05 мас. % до около 3 мас. %, от около 0,2 мас. % до около 4 мас. % или от около 0,3 мас. % до около 1,3 мас. % фтора. Необязательно, регенерированный катализатор или реактивированный катализатор может содержать менее чем около 0,1 мас. % бария, менее чем около 0,01 мас. % бария или не содержать бария (отсутствует количество, поддающееся измерению).
Способы, представленные в данном документе, очень эффективны для восстановления каталитической активности отработанного катализатора. Например, и с выгодой, реактивированный катализатор или регенерированный катализатор может быть охарактеризован Ткц (температура конца цикла), в пределах около 50°F (30°С), в пределах около 40°F (24°С), в пределах около 30°F (18°С), или в пределах около 20°F (12°С), от Ткц эталонного свежего катализатора (из того же производственного цикла (или партии) катализатора, испытанного на том же оборудовании, и при тех же способах и условиях испытаний). Дополнительно или в альтернативном варианте, реактивированный катализатор или регенерированный катализатор может быть охарактеризован Тнц (температура начала цикла) в пределах около 50°F (30°С), в пределах около 40°F (24°С), в пределах около 30°F (18°С), или в пределах около 20°F (12°С), от Тнцэталонного свежего катализатора (из того же производственного цикла (или партии) катализатора, испытанного на том же оборудовании, и при тех же способах и условиях испытаний).
Кроме того, реактивированный катализатор или регенерированный катализатор может характеризоваться относительно низкими скоростями загрязнения, как описано в данном документе. Данный реактивированный катализатор или регенерированный катализатор может иметь скорость загрязнения (СЗ, наклон температуры в зависимости от времени) в диапазоне от около 0,01°F/ч (0,006°С/ч) до около 0,25°F/ч (0,15°С/ч), от около 0,02°F/ч (0,012°С/ч) до около 0,2°F/ч (0,12°С/ч), или от около 0,03°F/ч (0,018°С/ч) до около 0,15°F/ч (0,09°С/ч). Наилучшим образом, реактивированный катализатор или регенерированный катализатор может характеризоваться селективностью ароматических соединений или селективностью бензол + толуол в диапазоне от около 0,88 до около 0,95 или от около 0,89 до около 0,94. В некоторых случаях и неожиданно селективность ароматических соединений или селективность бензол + толуол может быть более чем, или в пределах около 2 процентов селективности свежего эталонного катализатора.
СПОСОБЫ РИФОРМИНГА С КАТАЛИЗАТОРАМИ АРОМАТИЗАЦИИ
Данный документ также охватывает различные способы риформинга углеводородов. Один такой процесс риформинга может включать (или состоять по существу из, или состоять из):
(A) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, в условиях риформинга в металлической реакторной системе для получения ароматического продукта;
(B) выполнение стадии (А) в течение периода времени, достаточного для образования отработанного катализатора;
(C) приведение в контакт данного отработанного катализатора с хлорсодержащим потоком, содержащим хлорсодержащее соединение, для получения хлорированного отработанного катализатора;
(D) приведение в контакт данного хлорированного отработанного катализатора с потоком газа декоксования, содержащим кислород, для получения декоксованного катализатора; и
(E) приведение в контакт данного декоксованного катализатора с фторсодержащим потоком, содержащим фторсодержащее соединение.
Как правило, характеристики любого из процессов риформинга, описанных в данном документе (например, металлическая реакторная система, углеводородное сырье, катализатор ароматизации, переходный металл, подложка катализатора, условия риформинга, фторсодержащий поток, условия, при которых проводят стадию фторирования, хлорсодержащий поток, условия, при которых проводят стадию хлорирования, поток газа декоксования, условия, при которых проводят стадию декоксования, среди прочего), независимо описаны в данном документе, и данные признаки могут быть объединены в любой комбинации для дальнейшего описания раскрытых процессов риформинга. Кроме того, если не указано иное, другие стадии способа выполняют до, во время и/или после любой из стадий, перечисленных в описанных процессов риформинга.
Стадии хлорирования, выжигания углерода и фторирования (стадии (С)-(Е)) обсуждаются в данном документе выше. Любые аспекты и особенности стадии хлорирования и/или стадии выжигания углерода и/или стадии фторирования (а также других стадий, которые могут проводиться до, во время и/или после стадии хлорирования и/или стадии выжигания углерода и/или стадии фторирования), описанные в данном документе, могут использоваться в процессах риформинга углеводородов и, соответственно, охватываются в данном документе.
В данных процессах риформинга, стадия (А) может включать приведение в контакт углеводородного сырья с катализатором риформинга при условиях ароматизации в металлической реакторной системе для получения ароматического продукта. Реакторные системы для риформинга и соответствующие условия риформинга хорошо известны специалистам в данной области техники и описаны, например, в патентах США №4456527, 5389235, 5401386, 5401365, 6207042, 6548030, 7544335, 7582272, 7932425, 8119203, и 9085736, описания которых включены в данный документ в полном объеме посредством ссылки.
Аналогично, типичное углеводородное сырье описано в данных ссылках. Часто углеводородное сырье представляет собой поток бензина или поток легких фракций бензина. В определенных аспектах углеводородное сырье может содержать С6-С8 алканы и/или циклоалканы (например, гексан, гептан и циклогексан).
Стадия (В) в процессах риформинга указывает, что стадия (А) может быть выполнена в течение периода времени, достаточного для того, чтобы катализатор ароматизации стал «отработанным». Как обсуждалось выше в данном документе, «отработанный» катализатор, как правило, относится к катализатору, который имеет одну или более неприемлемых характеристик, выбранных из активности катализатора, конверсии углеводородного сырья, выхода желаемого продукта (продуктов), селективности в отношении желаемого продукта (продуктов), или рабочего параметра, такого как выход/производительность или температура риформинга, хотя не ограничивается только данными признаками. Как только катализатор ароматизации «отработан», могут быть выполнены, среди прочего, стадии регенерации (С), (D) и (Е).
В одном аспекте процесс риформинга может быть процессом in-situ, например, стадии (А)-(Е) могут выполняться в одной и той же металлической реакторной системе. Однако в альтернативном аспекте стадии регенерации катализатора (С)-(Е) могут проводиться вне реакторной системы, например в другом металлическом сосуде и/или месте. Например, стадии хлорирования, выжигания углерода и фторирования могут проводиться в металлическом реакторе, который не входит в реакторную систему риформинга. В другом аспекте процесс риформинга может дополнительно включать стадию реактивации катализатора после стадии (Е). Любой катализатор, реактивированный или регенерированный данными способами, включается в объем данного описания и охватывается в данном документе.
КАТАЛИЗАТОРЫ НА ОСНОВЕ ПЕРЕХОДНЫХ МЕТАЛЛОВ
В соответствии с аспектами, описанными в данном документе, и различными способами, описанными в данном документе выше и ниже, катализатор ароматизации (свежий, отработанный, регенерированный или реактивированный) может содержать переходный металл и подложку катализатора. Как правило, подложка катализатора содержит неорганический оксид, примеры которого включают, но не ограничиваются ими, связанные цеолиты (алюмосиликаты) со средними и/или большими порами, аморфные неорганические оксиды, а также их смеси. Цеолиты с большими порами часто имеют средние диаметры пор в диапазоне от около 7 Å до около12 Å, и неограничивающие примеры цеолитов с большими порами включают цеолит типа L, цеолит типа Y, морденит, цеолит омега, цеолит бета и тому подобное. Цеолиты со средними порами часто имеют средние диаметры пор в диапазоне от около 5 Å до около7 Å. Аморфные неорганические оксиды включают, но не ограничиваются ими, оксид алюминия, диоксид кремния, диоксид титана и их комбинации.
Термин «цеолит», как правило, относится к определенной группе гидратированных кристаллических алюмосиликатов металлов. Данные цеолиты имеют сетку из тетраэдров SiO4 и AlO4, в которых атомы алюминия и кремния поперечно сшиты в трехмерный скелет путем совместного использования атомов кислорода. В данном скелете отношение атомов кислорода к общему количеству атомов алюминия и кремния равно 2. Данный скелет имеет отрицательную электровалентность, которая, как правило, уравновешена включением в кристалл катионов, таких как металлы, щелочные металлы и/или водород.
В некоторых аспектах подложка катализатора может содержать цеолит L-типа. Цеолитные носители типа L представляют собой подгруппу цеолитных носителей, которые содержат мольные соотношения оксидов в соответствии с формулой: M2/nOAl2О3хSiO2уН2О. В данной формуле «М» обозначает обменный катион (один или более), такой как барий, кальций, церий, литий, магний, калий, натрий, стронций, цезий и/или цинк, а также неметаллические катионы, такие как ионы гидроксония и аммония, которые могут быть заменены другими обменными катионами, не вызывая существенного изменения основной кристаллической структуры цеолита типа L. «n» в формуле отображает валентность «М», «х» равно 2 или более, а «у» равно количеству молекул воды, содержащихся в каналах или взаимосвязанных пустотах цеолита.
В одном аспекте подложка катализатора содержит связанный калиевый цеолит типа L, также именуемый цеолитом типа KL, а в другом аспекте подложка катализатора может содержать бариевый ионозамещенный цеолит типа L. Как используется в данном документе, термин «цеолит типа KL» относится к цеолитам типа L, в которых основной катион М, включенный в цеолит, представляет собой калий. Цеолит типа KL может быть катионзамещенным (например, барием или цезием) или пропитанным переходным металлом и одним или более галогенидами с целью получения пропитанного переходным металлом галогенированного цеолита или катализатора на подложке типа KL на основе цеолита с переходным металлом и галогенидом.
В подложке катализатора, цеолит может быть связан со связующим веществом, не ограничивающие примеры которых могут включать в себя оксид кремния, оксид алюминия, оксид магния, оксид бора, диоксид титана, диоксид циркония, различные глины, и тому подобное, в том числе их смешанные оксиды а также их смеси. Например, подложка катализатора может содержать связующее вещество, содержащее оксид алюминия, оксид кремния, их смешанный оксид или их смесь. Цеолит связан со связующим веществом любым способом, известным в данной области техники.
Катализатор ароматизации может содержать переходный металл, и не ограничивающие примеры подходящих переходных металлов могут включать железо, кобальт, никель, рутений, родий, рений, палладий, осмий, иридий, платину, золото, серебро, медь и тому подобное, или комбинацию двух или более переходных металлов. В одном аспекте переходный металл включает переходный металл Группы 8-11 или переходный металл Группы 8-10 (один или более), а в другом аспекте переходный металл включает платину (Pt).
В одном аспекте данный катализатор (свежий, отработанный, регенерированный или реактивированный) может содержать от около 0,1 мас. % до около 10 мас. % переходного металла. В другом аспекте данный катализатор может содержать от около 0,3 мас. % до около 5 мас. % переходного металла. В еще одном аспекте данный катализатор может содержать от около 0,3 мас. % до около 3 мас. % переходного металла или от около 0,5 мас. % до около 2 мас. % переходного металла. Данные массовые проценты основаны на массе соответствующего «сухого» катализатора.
В тех случаях, когда переходный металл содержит платину, данный катализатор может содержать от около 0,1 мас. % до около 10 мас. % платины; в альтернативном варианте, от около 0,3 мас. % до около 5 мас. % платины; в альтернативном варианте, от около 0,3 мас. % до около 3 мас. % платины; или в альтернативном варианте, от около 0,5 мас. % до около 2 мас. % платины. В конкретном аспекте, рассматриваемом в данном документе, данный катализатор может содержать платину на цеолите типа KL.
Не ограничиваясь этим, данная подложка катализатора может содержать от около 5 мас. % до около 35 мас. % связующего вещества. Например, данный катализатор может содержать от около 5 мас. % до около 30 мас. % или от около 10 мас. % до около 30 мас. % связующего вещества.
В одном аспекте катализатор ароматизации (свежий, отработанный, регенерированный или реактивированный) может дополнительно содержать галоген, такой как хлор, фтор, бром, йод, или в комбинацию из двух или более галогенов. Например, катализатор может содержать хлор или фтор, или как хлор, так и фтор. Хлор может присутствовать в данном катализаторе в количестве от около 0,01 мас. % до около 5 мас. %, от около 0,05 мас. % до около 3 мас. % или от около 0,3 мас. % до около 1,3 мас. %. Аналогично, данный катализатор может содержать от около 0,01 мас. % до около 5 мас. % фтора, от около 0,05 мас. % до около 3 мас. % фтора или от около 0,3 мас. % до около 1,3 мас. % фтора. В определенных аспектах данный катализатор содержит хлор и фтор, и как правило молярное соотношение хлор : фтор может находиться в диапазоне от около 0,5:1 до около 4:1. Другие пригодные молярные соотношения Cl:F могут включать следующие не ограничивающие диапазоны: от около 1:1 до около 4:1, от около 0,5:1 до около 3:1, от около 1:1 до около 3:1, от около 0,5:1 до около 2:1 или от около 1:1 до около 2,5:1.
Примеры репрезентативных и неограничивающих катализаторов, которые охватываются в данном документе, включают те, которые раскрыты в патентах США №5196631, 6190539, 6406614, 6518470, 6812180, 7153801 и 7932425, описания которых включены в данный документ в полном объеме посредством ссылки.
ПРИМЕРЫ
Данное изобретение дополнительно иллюстрируется следующими примерами, которые никоим образом не должны рассматриваться как налагающие ограничения на объем данного изобретения. Различные другие аспекты, модификации и их эквиваленты, которые после прочтения описания в данном документе станут очевидными специалисту в данной области техники, не отступают от сущности данного изобретения или объема прилагаемой формулы изобретения.
Массовые проценты Pt, Cl, F и Fe были определены с использованием рентгеновской флуоресценции (XRF) и основаны на общей массе катализатора ароматизации, если не указано иное. Углерод (мас. %) определяли анализатором CHNS (Carlo Erba). Дисперсию платины определяли методом хемосорбции СО.
Регенерированные катализаторы в некоторых из следующих примеров были протестированы на их соответствующие скорости загрязнения (сокращенно СЗ, единицы °F/ч), которые соотносятся с их активностями по формуле у=CЗ*t+Тнц, где у представляет собой температуру, СЗ - скорость загрязнения, t - время, а Тнц - температура начала цикла. СЗ образца регенерированного катализатора определяли путем построения графика температуры, необходимой для поддержания общего выхода ароматических соединений при 63 мас. % со временем при стандартных условиях испытаний, как описано ниже в данном документе. СЗ были затем определены на основе рассчитанных наклонов, соответствующих полученным данным. Общее время в потоке, как правило, составляло 40 часов, и также определялась температура конца цикла (сокращенно Ткц).
В каждом из примеров использовались следующие стандартные методики тестирования. Катализаторы измельчали и просеивали до около 25-45 меш, и 1 г просеянного катализатора помещали в реактор из нержавеющей стали с наружным диаметром 1/4 дюйма, находящийся в печи с контролируемой температурой. После восстановления катализатора в токе молекулярного водорода, питающий поток алифатических углеводородов и молекулярного водорода вводили в реактор со скоростью подачи 22 мл/мин, при давлении 100 фунтов на квадратный дюйм относительно атмосферному давлению (689,5 кПа), при молярном соотношении H2 : углеводороды 1,3:1, и часовой объемной скорости жидкости (ЧОСЖ) 12 ч-1, чтобы получить данные о производительности катализатора с течением времени. Алифатическое углеводородное сырье содержало от 22 до 26 мас. % н-гексана, от 4 до 8 мас. % н-гептана, от 33 до 37 мас. % С6 изопарафинов, от 17 до 21 мас. % С7 изопарафинов, от 6 до 10 мас. % С8 изопарафинов, с балансом, относящимся к С6 и С7 олефинам, нафтенам и ароматическим соединениям. Состав исходящего потока анализировали газовой хроматографией для определения общего количества ароматических соединений и селективности бензол + толуол.
ПРИМЕРЫ 1-11
В Примерах 1-11 были проведены эксперименты, чтобы продемонстрировать эффективность различных способов и стадий регенерации отработанного катализатора, с производительностью свежего катализатора ароматизации, используемого в качестве целевой базовой линии. Свежий катализатор ароматизации представлял собой Pt/цеолит типа KL, содержащий около 1 мас. % платины, 0,85 мас. % Cl и 0,70 мас. % F, с площадью поверхности по БЭТ, равной около 177,5 м2/г, объем пор, куда проникла ртуть, 0,19 см3/г и объем микропор 0,0615 см3/г. Источником отработанного катализатора был свежий катализатор, но после его дезактивации после длительного использования в процессе ароматизации. Перед использованием в данных примерах отработанный катализатор подвергали мягкому частичному декоксованию, чтобы удалить непрореагировавшие углеводороды и легкие углеродистые отложения из катализатора.
В Примере 1 применяли следующую методику регенерации. Около 42 г отработанного катализатора загружали в новый металлический реактор с неподвижным слоем (нержавеющая сталь 347), если не указано иное, затем приводили в контакт при температуре 400°F (204°С) с потоком газообразного азота (1500 мл/мин) в течение 12 часов, затем приводили в контакт при температуре 400°F (204°С) с хлорсодержащим потоком газа, содержащим азот (1463 мл/мин) и газообразный хлор (37 мл/мин) в течение 3 часов, затем приводили в контакт при температуре 400°F (204°С) с потоком газообразного азота (1463 мл/мин) в течение 3 часов, затем приводили в контакт при 750°F (400°С) с потоком газа декоксования, содержащего смесь воздуха (75 мл/мин) и азота (1425 мл/мин) в течение 44 часов, затем приводили в контакт при 400°F (204°С) с фторсодержащим потоком газа, содержащим азот (1350 мл/мин) и газообразный фтор (147 мл/мин) в течение 3 часов, а затем приводили в контакт при 400°F (204°С) с потоком газообразного азота (1353 мл/мин) в течение 3 часов.
ФИГ. 1А и ФИГ. 1В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 1 по сравнению со свежим катализатором и отработанным катализатором. Неожиданно, способ регенерации, использованный в Примере 1, восстановил активность катализатора почти до активности свежего катализатора, и селективность бензол + толуол была эквивалентной или лучшей, чем селективность свежего катализатора.
Пример 2 выполняли аналогично Примеру 1, за исключением того, что не выполняли стадию выжигания углерода или декоксования. ФИГ. 2А и ФИГ. 2В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 2 по сравнению со свежим катализатором и отработанным катализатором. В Таблице I приведены некоторые свойства регенерированных катализаторов и основные критерии производительности, полученные из фигур. В Таблице I количества Cl и F в регенерированном катализаторе указаны в мас. %, количество углерода в мас. %, а количество железа в мас. ч./млн (ч./млн по массе). После каждого испытания на регенерацию слой катализатора разделяли на четыре слоя: Слой 1 был верхним слоем, Слой 4 был нижним слоем, а композит представлял собой физическую смесь Слоев 1-4. Для некоторых экспериментов был протестирован каждый слой, а для других экспериментов был протестирован только один слой.
Ссылаясь на пример 2, по сравнению с отработанным катализатором, некоторые активности и селективности были восстановлены с использованием методики регенерации, описанной в Примере 2; однако катализатор загрязнялся почти с той же скоростью, что и отработанный катализатор, и методика регенерации не удаляла сколько-нибудь заметного количества углерода из отработанного катализатора.
Пример 3 выполняли аналогично Примеру 1, за исключением того, что не выполняли стадии галогенирования (стадия просушки азотом с последующим выжиганием углерода). ФИГ. 3А и ФИГ. 3В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 3 по сравнению со свежим катализатором и отработанным катализатором. По сравнению с отработанным катализатором, ни активность, ни селективность не были восстановлены с помощью методики регенерации, описанной в Примере 3.
Пример 4 выполняли аналогично Примеру 1, за исключением того, что не выполняли стадию фторирования. ФИГ. 4А и ФИГ. 4В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 4 по сравнению со свежим катализатором и отработанным катализатором. По сравнению с отработанным катализатором, некоторые активности и селективности были восстановлены с использованием методики регенерации, описанной в Примере 4; однако катализатор загрязнялся с более высокой скоростью, чем у отработанного катализатора, что указывает на быструю дезактивацию регенерированного катализатора из Примера 4.
Пример 5 выполняли аналогично Примеру 1, за исключением того, что хлор и фтор были совместно введены с последующей продувкой азотом, а затем была выполнена стадия выжигания углерода. ФИГ. 5А и ФИГ. 5В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 5 по сравнению со свежим катализатором и отработанным катализатором. По сравнению с отработанным катализатором, активность и селективность были значительно улучшены с использованием методики регенерации, описанной в Примере 5 в новом реакторе; однако скорость загрязнения была выше, чем в Примере 7, как показано в Таблице I.
В Примере 6 применяли ту же методику, что и в Примере 5, но с использованным реактором из Примера 5. ФИГ. 6А и ФИГ. 6В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 6 по сравнению со свежим катализатором и отработанным катализатором. Когда реактор использовали во второй раз, регенерированный катализатор из Примера 6 был непригоден для использования. Например, верхняя часть слоя была мертвой (Слой 1, 470 мас. ч./млн Fe), а общее количество загрязнения железом в катализаторе было неприемлемо высоким, что указывало на неприемлемую коррозию при использовании данной методики регенерации. Кроме того, не было удалено заметного количества углерода из отработанного катализатора.
Пример 7 выполняли с использованием той же методики, что и в Примере 1. ФИГ. 7А и ФИГ. 7В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 7 по сравнению со свежим катализатором и отработанным катализатором. Неожиданно, и верхний, и нижний слои были регенерированы с низкими скоростями загрязнения (Таблица I), и селективность бензол + толуол была сопоставимой или лучшей, чем у свежего катализатора.
В Примере 8 использовали ту же методику, что и в Примере 7, но с использованным реактором из Примера 7. ФИГ. 8А и ФИГ. 8В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 8 по сравнению со свежим катализатором и отработанным катализатором. Когда реактор использовали во второй раз, регенерированный катализатор из Примера 8 неожиданно работал так же, как и в Примере 7, указывая на то, что значительной коррозии металлического реактора не было. Уровни железа в регенерированных катализаторах Примеров 7 и 8 были сопоставимыми.
Пример 9 выполняли аналогично Примеру 1, за исключением того, что последовательность стадий галогенирования была обратной (фторирование, выжигание углерода, хлорирование). ФИГ. 9А и ФИГ. 9В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 9 по сравнению со свежим катализатором и отработанным катализатором. Неожиданно, отработанный катализатор не может быть регенерирован с использованием способа из Примера 9; обратите внимание на высокие уровни углерода в Таблице I. В процессе регенерации Примера 9 использовали последовательность галогенов, противоположную последовательности Примера 1 (и Примера 7), и данные результаты демонстрируют неожиданное преимущество добавления хлора перед выжиганием углерода (Примеры 1 и 7) вместо добавления фтора до стадии выжигания углерода в металлическом реакторе.
Пример 10 выполняли аналогично Примеру 1, за исключением того, что обе стадии галогенирования были выполнены перед выжиганием углерода (хлорирование, фторирование, выжигание углерода). ФИГ. 10А и ФИГ. 10В представляют собой графики зависимости температуры, отрегулированной по выходу от времени реакции и селективности от времени реакции, соответственно, для регенерированного катализатора Примера 10 по сравнению со свежим катализатором и отработанным катализатором. Неожиданно, отработанный катализатор не может быть регенерирован в металлическом реакторе с использованием способа из Примера 10; обратите внимание на высокие уровни углерода в Таблице I. Данный пример демонстрирует неожиданное преимущество фторирования после стадии выжигания углерода (Примеры 1 и 7) вместо добавления фтора до стадии выжигания углерода без использования стадии совместного введения.
Пример 11 выполняли с использованием той же методики, что и в Примере 1, за исключением того, что стадии хлорирования и фторирования были проведены при 75°F (24°С) вместо 400°F (204°С). Каталитическая активность и селективность были сопоставимы с активностью Примера 7, но регенерированный катализатор Примера 11 имел немного более низкое содержание железа, вероятно, из-за меньшей коррозионной активности при более низких температурах хлорирования и фторирования.
В целом, данные примеры демонстрируют, что неожиданно в лучшей методике регенерации - с точки зрения общей производительности катализатора и пониженной коррозионной активности в металлическом реакторе - использовали стадию хлорирования отработанного катализатора, с последующим декоксованием хлорированного отработанного катализатора, а затем фторированием декоксованного катализатора. Не желая ограничиваться следующей теорией, добавление хлора перед стадией декоксования может улучшить дисперсию платины, что продемонстрировано сравнением Примера 2 и Примера 4, что приводит к превосходящей активности и селективности катализатора. Кроме того, при сравнении Примера 7 и Примера 9, преимущества начальной стадии хлорирования и конечной стадии фторирования очевидны (Пример 7); обратная последовательность Примера 9 привела к неприемлемо низкой активности и селективности катализатора, а также к отсутствию заметного удаления углерода из отработанного катализатора. Кроме того, было также обнаружено, что начальная, промежуточная и/или конечная стадии продувки азотом также могут помочь защитить металлургию реактора и снизить коррозионную активность процесса регенерации катализатора.


Данное изобретение описано выше со ссылкой на многочисленные аспекты и конкретные примеры. Специалистам в данной области техники станет очевидным множество вариантов в свете приведенного выше подробного описания. Все такие очевидные варианты находятся в пределах предполагаемого полного объема прилагаемой формулы изобретения. Другие аспекты данного изобретения включают, но не ограничиваются ими, следующее (аспекты описаны как «содержащие», но, в альтернативном варианте, могут быть описаны как «состоят по существу из» или «состоят из»):
Аспект 1. Способ риформинга, включающий:
(A) приведение в контакт углеводородного сырья с катализатором ароматизации, содержащим переходный металл и подложку катализатора, в условиях риформинга в металлической реакторной системе для получения ароматического продукта;
(B) выполнение стадии (А) в течение периода времени, достаточного для образования отработанного катализатора;
(C) приведение в контакт данного отработанного катализатора с хлорсодержащим потоком, содержащим хлорсодержащее соединение, для получения хлорированного отработанного катализатора;
(D) приведение в контакт данного хлорированного отработанного катализатора с потоком газа декоксования, содержащим кислород, для получения декоксованного катализатора; и
(E) приведение в контакт данного декоксованного катализатора с фторсодержащим потоком, который содержит фторсодержащее соединение.
Аспект 2. Способ, определенный в аспекте 1, в котором что процесс риформинга представляет собой процесс in-situ, например, стадии (А)-(Е) выполняют в одной и той же реакторной системе.
Аспект 3. Способ, определенный в аспекте 1, отличающийся тем, что стадии (С)-(Е) выполняют вне реакторной системы стадий (А)-(В), например, стадии (С)-(Е) выполняют в металлическом реакторе, который не находится в реакторной системе риформинга.
Аспект 4. Способ, определенный в любом из аспектов 1-3, дополнительно включающий стадию реактивации катализатора после стадии (Е).
Аспект 5. Способ регенерации отработанного катализатора, содержащего переходный металл и подложку катализатора, в металлическом реакторе, включающий:
(1) приведение в контакт отработанного катализатора с хлорсодержащим потоком, который содержит хлорсодержащее соединение, для получения хлорированного отработанного катализатора;
(2) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащего кислород, для получения декоксованного катализатора; и
(3) приведение в контакт декоксованного катализатора с фторсодержащим потоком, который содержит фторсодержащее соединение.
Аспект 6. Способ, определенный в любом из предшествующих аспектов, отличающийся тем, что фторсодержащий поток содержит (или состоит по существу из, или состоит из) фторсодержащего соединения и любого инертного газа, описанного в данном документе, например, азота.
Аспект 7. Способ, определенный в любом из предшествующих аспектов, в котором фторсодержащий поток содержит (или состоит по существу из, или состоит из) газообразного фтора (F2) и азота.
Аспект 8. Способ, определенный в любом из предшествующих аспектов, в котором количество фторсодержащего соединения во фторсодержащем потоке регулируют так, чтобы концентрация фтора (F) была менее, чем любое максимальное количество или в любом диапазоне описанном в данном документе, например, менее чем около 50000 об. ч./млн, в диапазоне от около 50 до около 25000 об. ч./млн или в диапазоне от около 1000 до около 15000 об. ч./млн.
Аспект 9. Способ, определенный в любом из предшествующих аспектов, в котором фторсодержащий поток по существу не содержит кислородсодержащих соединений и/или хлорсодержащих соединений, например, менее 100 мас. ч./млн.
Аспект 10. Способ, определенный в любом из предшествующих аспектов, в котором стадию фторирования проводят при температуре фторирования в любом диапазоне температур фторирования, описанном в данном документе, например, от около 0°С до около 300°С, от около 20°С до около 250°С или от около 15°С до около 50°С.
Аспект 11. Способ, определенный в любом из предшествующих аспектов, в котором стадию фторирования проводят в течение периода времени в любом диапазоне времен фторирования, описанном в данном документе, например, от около 1 до около 48 часов, от около 1 до около 12 часов или от около 2 до около 8 часов.
Аспект 12. Способ, определенный в любом из предшествующих аспектов, в котором хлорсодержащий поток содержит (или состоит по существу из, или состоит из) хлорсодержащего соединения и любого инертного газа, описанного в данном документе, например, азота.
Аспект 13. Способ, определенный в любом из предшествующих аспектов, в котором хлорсодержащий поток содержит (или состоит по существу из, или состоит из) газообразного хлора (Cl2) и азота.
Аспект 14. Способ, определенный в любом из предшествующих аспектов, в котором количество хлорсодержащего соединения в хлорсодержащем потоке регулируют так, чтобы концентрация хлора (Cl) была менее, чем любое максимальное количество или в любом диапазоне описанном в данном документе, например, менее чем около 50.000 об. ч./млн, в диапазоне от около 50 до около 25.000 об. ч./млн или в диапазоне от около 5000 до около 25000 об. ч./млн.
Аспект 15. Способ, определенный в любом из предшествующих аспектов, в котором хлорсодержащий поток по существу не содержит кислородсодержащих соединений и/или фторсодержащих соединений, например, менее 100 мас. ч./млн.
Аспект 16. Способ, определенный в любом из предшествующих аспектов, в котором стадию хлорирования проводят при температуре хлорирования в любом диапазоне температур хлорирования, описанном в данном документе, например, от около 0°С до около 500°С, от около 20°С до около 300°С или от около 100°С до около 250°С.
Аспект 17. Способ, определенный в любом из предшествующих аспектов, в котором стадию хлорирования проводят в течение периода времени в любом диапазоне времен хлорирования, описанном в данном документе, например, от около 1 до около 48 часов, от около 1 до около 12 часов или от около 2 до около 8 часов.
Аспект 18. Способ, определенный в любом из предшествующих аспектов, в котором поток газа декоксования содержит (или состоит по существу из, или состоит из) любой комбинации инертного газа (одного или более) и кислорода, описанной в данном документе, или смеси воздуха и азота.
Аспект 19. Способ, определенный в любом из предшествующих аспектов, в котором поток газа декоксования содержит мол. % кислорода менее чем любое максимальное количество или в любом диапазоне описанном в данном документе, например, менее чем около 5 мол. %, в диапазоне от около 0,1 до около 10 мол. % или в диапазоне от около 0,5 до около 3 мол. %.
Аспект 20. Способ, определенный в любом из предшествующих аспектов, в котором поток газа декоксования по существу не содержит галогенсодержащих соединений (например, по существу не содержит галогенов, по существу не содержит хлора), например, менее чем 100 мас. ч./млн.
Аспект 21. Способ, определенный в любом из предшествующих аспектов, в котором поток газа декоксования по существу не содержит воды, например, менее чем 100 мас. ч./млн.
Аспект 22. Способ, определенный в любом из предшествующих аспектов, в котором стадию декоксования проводят при пиковой температуре декоксования в любом диапазоне пиковых температур декоксования, описанном в данном документе, например, от около 150°С до около 600°С, от около 200°С до около 500°С или от около 350°С до около 450°С.
Аспект 23. Способ, определенный в любом из предшествующих аспектов, в котором стадию декоксования проводят при начальной температуре декоксования которая является такой же, как любая температура продувки хлора, описанная в данном документе, например, от около 0°С до около 300°С, от около 20°С до около 250°С или от около 50°С до около 200°С.
Аспект 24. Способ, определенный в любом из предшествующих аспектов, в котором стадию выжигания углерода проводят в течение периода времени в любом диапазоне времен декоксования, описанном в данном документе, например, от около 1 до около 72 часов, от около 12 до около 48 часов или от около 1 до около 6 часов.
Аспект 25. Способ, определенный в любом из предшествующих аспектов, в котором стадию выжигания углерода проводят в течение периода времени, достаточного для уменьшения мас. % углерода в хлорированном отработанном катализаторе до менее чем любая максимальная массовая доля углерода, описанная в данном документе, например, менее чем около 1 мас. %, менее чем около 0,5 мас. % или менее чем около 0,2 мас. %.
Аспект 26. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию частичного декоксования перед стадией хлорирования, причем стадия частичного декоксования включает приведение в контакт отработанного катализатора с потоком газа частичного декоксования, содержащим кислород.
Аспект 27. Способ, определенный аспекте 26, в котором поток газа частичного декоксования содержит (или состоит по существу из, или состоит из) любой комбинации инертного газа (одного или более) и кислорода, описанной в данном документе, например, смеси воздуха и азота, или воздуха.
Аспект 28. Способ, определенный в любом из аспектов 26-27, в котором поток газа частичного декоксования содержит мол. % кислорода менее чем любое максимальное количество или в любом диапазоне описанном в данном документе, например, менее чем около 5 мол. % или в диапазоне от около 0,5 до около 3 мол. %.
Аспект 29. Способ, определенный в любом из аспектов 26-28, в котором поток газа частичного декоксования по существу не содержит галогенсодержащих соединений (например, по существу не содержит галогенов), например, менее чем 100 мас. ч./млн.
Аспект 30. Способ, определенный в любом из аспектов 26-29, в котором поток газа декоксования по существу не содержит воды, например, менее чем 100 мас. ч./млн.
Аспект 31. Способ, определенный в любом из аспектов 26-30, в котором стадию частичного декоксования проводят при температуре частичного декоксования в любом диапазоне температур частичного декоксования, описанном в данном документе, например, от около 150°С до около 250°С.
Аспект 32. Способ, определенный в любом из аспектов 26-31, в котором стадию частичного декоксования проводят в течение периода времени в любом диапазоне времен частичного декоксования, описанном в данном документе, например, от около 2 до около 24 часов.
Аспект 33. Способ, определенный в любом из аспектов 26-32, в котором стадию частичного декоксования проводят в течение периода времени, достаточного для уменьшения мас. % углерода в отработанном катализаторе до любого диапазона массовых долей углерода, описанного в данном документе, например, от около 1 до 10 мас. %, или от около 4 до около 5 мас. %.
Аспект 34. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию предварительной сушки перед стадией хлорирования, причем стадия предварительной сушки включает приведение в контакт отработанного катализатора с потоком газа предварительной сушки, содержащим (или состоящим по существу из, или состоящим из) любой инертный газ описанный в данном документе, например, азот.
Аспект 35. Способ, определенный в аспекте 34, в котором поток газа предварительной сушки по существу не содержит кислородсодержащих соединений, например, менее 100 мас. ч./млн.
Аспект 36. Способ, определенный в любом из аспектов 34-35, в котором стадию предварительной сушки проводят при температуре предварительной сушки в любом диапазоне температур предварительной сушки, описанном в данном документе, например, от около 100°С до около 500°С, от около 0°С до около 400°С или от около 180°С до около 280°С.
Аспект 37. Способ, определенный в любом из аспектов 34-36, в котором стадию предварительной сушки проводят в течение периода времени в любом диапазоне времен предварительной сушки, описанном в данном документе, например, от около 1 до около 48 часов.
Аспект 38. Способ, определенный в любом из аспектов 34-37, в котором стадию предварительной сушки проводят в течение периода времени, достаточного для уменьшения содержания влаги в отработанном катализаторе до менее чем любое максимальное содержание влаги, описанное в данном документе, например, менее чем около 4 мас. % или менее чем около 1 мас. %.
Аспект 39. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию продувки хлора перед стадией выжигания углерода, причем стадия продувки хлора включает приведение в контакт отработанного катализатора с потоком продувки хлора, содержащим (или состоящим по существу из, или состоящим из) любой инертный газ описанный в данном документе, например, азот.
Аспект 40. Способ, определенный в аспекте 39, в котором поток продувки хлора по существу не содержит кислородсодержащих соединений, например, менее 100 мас. ч./млн.
Аспект 41. Способ, определенный в любом из аспектов 39-40, в котором поток продувки хлора по существу не содержит галогенсодержащих соединений (например, по существу не содержит галогенов), например, менее чем 100 мас. ч./млн.
Аспект 42. Способ, определенный в любом из аспектов 39-41, в котором стадию продувки хлора проводят при температуре продувки хлора в любом диапазоне температур продувки хлора, описанном в данном документе, например, от около 0°С до около 400°С, от около 15°С до около 300°С или от около 25°С до около 250°С.
Аспект 43. Способ, определенный в любом из аспектов 39-42, в котором стадию продувки хлора проводят в течение периода времени в любом диапазоне времен продувки хлора, описанном в данном документе, например, от около 1 до около 48 часов.
Аспект 44. Способ, определенный в любом из аспектов 39-43, в котором стадию продувки хлора проводят в течение периода времени, достаточного для снижения содержания хлора в исходящем потоке продувки хлора после приведения в контакт с хлорированным отработанным катализатором до менее чем любое максимальное содержание хлора, описанное в данном документе, например, менее чем около 100 мас. ч./млн хлорсодержащих соединений.
Аспект 45. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию продувки фтора после стадии фторирования, причем стадия продувки фтора включает приведение в контакт декоксованного и фторированного катализатора с потоком продувки фтора, содержащим (или состоящим по существу из, или состоящим из) любой инертный газ описанный в данном документе, например, азот.
Аспект 46. Способ, определенный в аспекте 45, в котором поток продувки фтора по существу не содержит кислородсодержащих соединений, например, менее 100 мас. ч./млн.
Аспект 47. Способ, определенный в любом из аспектов 45-46, в котором поток продувки фтора по существу не содержит галогенсодержащих соединений (например, по существу не содержит галогенов), например, менее чем 100 мас. ч./млн.
Аспект 48. Способ, определенный в любом из аспектов 45-47, в котором стадию продувки фтора проводят при температуре продувки фтора в любом диапазоне температур продувки фтора, описанном в данном документе, например, от около 0°С до около 400°С, от около 15°С до около 300°С или от около 25°С до около 250°С.
Аспект 49. Способ, определенный в любом из аспектов 45-48, в котором стадию продувки фтора проводят в течение периода времени в любом диапазоне времен продувки фтора, описанном в данном документе, например, от около 1 до около 48 часов.
Аспект 50. Способ, определенный в любом из аспектов 45-49, в котором стадию продувки фтора проводят в течение периода времени, достаточного для снижения содержания фтора в исходящем потоке продувки фтора после приведения в контакт с декоксованным и фторированным катализатором до менее чем любое максимальное содержание фтора, описанное в данном документе, например, менее чем около 100 мас. ч./млн фторсодержащих соединений.
Аспект 51. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию продувки кислорода после стадии выжигания углерода, причем стадия продувки кислорода включает приведение в контакт декоксованного катализатора с потоком продувки кислорода, содержащим (или состоящим по существу из, или состоящим из) любой инертный газ описанный в данном документе, например, азот.
Аспект 52. Способ, определенный в аспекте 51, в котором поток продувки кислорода по существу не содержит кислородсодержащих соединений, например, менее 100 мас. ч./млн.
Аспект 53. Способ, определенный в любом из аспектов 51-52, в котором поток продувки кислорода по существу не содержит галогенсодержащих соединений (например, по существу не содержит галогенов), например, менее чем 100 мас. ч./млн.
Аспект 54. Способ, определенный в любом из аспектов 51-53, в котором стадию продувки кислорода проводят при температуре продувки кислорода в любом диапазоне температур продувки кислорода, описанном в данном документе, например, от около 0°С до около 400°С, от около 15°С до около 300°С или от около 25°С до около 250°С.
Аспект 55. Способ, определенный в любом из аспектов 51-54, в котором стадию продувки кислорода проводят в течение периода времени в любом диапазоне времен продувки кислорода, описанном в данном документе, например, от около 1 до около 48 часов.
Аспект 56. Способ, определенный в любом из аспектов 51-55, в котором стадию продувки кислорода проводят в течение периода времени, достаточного для снижения содержания кислорода в исходящем потоке продувки кислорода после приведения в контакт с декоксованным катализатором до менее чем любое максимальное содержание кислорода, описанное в данном документе, например, менее чем около 100 мас. ч./млн кислородсодержащих соединений.
Аспект 57. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию обработки углеводородами перед стадией выжигания углерода, причем стадия обработки углеводородами включает приведение в контакт хлорированного отработанного катализатора с потоком обработки углеводородами, содержащим углеводородное сырье.
Аспект 58. Способ, определенный в аспекте 57, в котором углеводородное сырье содержит С6-С8 алканы и/или циклоалканы.
Аспект 59. Способ, определенный в любом из аспектов 57-58, в котором стадию обработки углеводородами проводят при температуре обработки углеводородами в любом диапазоне температур обработки углеводородами, описанном в данном документе, например, от около 400°С до около 600°С.
Аспект 60. Способ, определенный в любом из аспектов 57-59, в котором стадию обработки углеводородами проводят в течение периода времени в любом диапазоне времен обработки углеводородами, описанном в данном документе, например, от около 1 до около 48 часов.
Аспект 61. Способ, определенный в любом из предшествующих аспектов, дополнительно включающий стадию восстановления после стадии фторирования, причем стадия восстановления включает приведение в контакт декоксованного и фторированного катализатора с потоком восстановительного газа, содержащим (или состоящим по существу из, или состоящим из) молекулярный водород.
Аспект 62. Способ, определенный в аспекте 61, в котором поток восстановительного газа содержит мол. % молекулярного водорода более чем любое минимальное количество или в любом диапазоне описанном в данном документе, например, более чем около 25 мол. % или более чем около 75 мол. %.
Аспект 63. Способ, определенный в любом из аспектов 61-62, в котором стадию восстановления проводят при пиковой температуре восстановления в любом диапазоне пиковых температур восстановления, описанном в данном документе, например, от около 400°С до около 600°С.
Аспект 64. Способ, определенный в любом из аспектов 61-63, в котором стадию восстановления проводят при начальной температуре восстановления которая является такой же, как любая температура фторирования, описанная в данном документе, например, в диапазоне от около О°С до около 300°С, от около 20°С до около 250°С или от около 15°С до около 50°С.
Аспект 65. Способ, определенный в любом из аспектов 61-64, в котором стадию восстановления проводят в течение периода времени в любом диапазоне времен восстановления, описанном в данном документе, например, от около 10 до около 30 часов.
Аспект 66. Способ, определенный в любом из предшествующих аспектов, в котором подложка катализатора содержит цеолит, аморфный неорганический оксид или любую их комбинацию.
Аспект 67. Способ, определенный в любом из предшествующих аспектов, в котором подложка катализатора содержит цеолит типа L, цеолит типа Y, морденит, омега-цеолит, и/или бета-цеолит.
Аспект 68. Способ, определенный в любом из предшествующих аспектов, в котором подложка катализатора содержит калиевый цеолит типа L, или бариевый ионозамещенный цеолит типа L.
Аспект 69. Способ, определенный в любом из предшествующих аспектов, в котором подложка катализатора содержит связующее вещество, включающее оксид алюминия, оксид кремния, их смешанный оксид или их смесь.
Аспект 70. Способ, определенный в любом из предшествующих аспектов, в котором переходный металл включает переходный металл Группы 8-11.
Аспект 71. Способ, определенный в любом из предшествующих аспектов, в котором переходный металл включает платину.
Аспект 72. Способ, определенный в любом из предшествующих аспектов, в котором катализатор содержит любой диапазон массовой доли переходного металла, описанный в данном документе, например, от около 0,1 мас. % до около 10 мас. % или от около 0,3 мас. % до около 5 мас. % переходного металла.
Аспект 73. Способ, определенный в любом из предшествующих аспектов, в котором отработанный катализатор содержит любой диапазон массовой доли платины, описанный в данном документе, например, от около 0,1 мас. % до около 10 мас. % или от около 0,5 мас. % до около 2 мас. % платины.
Аспект 74. Способ, определенный в любом из предшествующих аспектов, в котором катализатор содержит платину на цеолите типа KL.
Аспект 75. Способ, определенный в любом из предшествующих аспектов, в котором катализатор дополнительно содержит хлор и фтор.
Аспект 76. Способ, определенный в аспекте 75, в котором катализатор содержит любой диапазон масовой доли хлора и/или диапазон масовой доли фтора, описанный в данном документе, например, от около 0,01 мас. % до около 5 мас. % или от около 0,3 до около 1,3 мас. % фтора, и/или от около 0,01 мас. % до около 5 мас. % или от около 0,3 до около 1,3 мас. % хлора.
Аспект 77. Способ, определенный в любом из аспектов 75-76, в котором катализатор содержит любое молярное соотношение хлор : фтор, описанное в данном документе, например, от около 0,5:1 до около 4:1.
Аспект 78. Способ, определенный в любом из предшествующих аспектов, в котором хлорсодержащее соединение включает соляную кислоту, газообразный хлор (Cl2), четыреххлористый углерод, тетрахлорэтилен, хлорбензол, метилхлорид, метиленхлорид, хлороформ, аллилхлорид, трихлорэтилен, хлорамин, оксид хлора, хлорную кислоту, диоксид хлора, монооксид дихлора, гептоксид дихлора, хлорноватую кислоту, хлорную кислоту, хлорид аммония, хлорид тетраметиламмония, хлорид тетраэтиламмония, хлорид тетрапропиламмония, хлорид тетрабутиламмония, хлорид метилтриэтиламмония или любую их комбинацию.
Аспект 79. Способ, определенный в любом из предшествующих аспектов, в котором хлорсодержащее соединение содержит газообразный хлор.
Аспект 80. Способ, определенный в любом из предшествующих аспектов, в котором фторсодержащее соединение включает плавиковую кислоту, газообразный фтор, 2,2,2-трифторэтанол, тетрафторэтилен, тетрафторид углерода, трифторид углерода, фторметан, гептафторпропан, декафторбутан, гексафторизопропанол, тетрафторпропанол, пентафторпропанол, гексафторфенилпропанол, перфторбутиловый спирт, гексафтор-2-пропанол, пентафтор-1-пропанол, тетрафтор-1-пропанол, 1,1,1,3,3,3-гексафтор-2-пропанол, 2,2,3,3,3-пентафтор-1-пропанол, фторид аммония, фторид тетраметиламмония, фторид тетраэтиламмония, фторид тетрапропиламмония, фторид тетрабутиламмония, фторид метилтриэтиламмония или любую их комбинацию.
Аспект 81. Способ, определенный в любом из предшествующих аспектов, в котором фторсодержащее соединение содержит газообразный фтор (F2).
Аспект 82. Реактивированный катализатор или регенерированный катализатор, полученный способом, определенным в любом из предшествующих аспектов.
Аспект 83. Реактивированный катализатор или регенерированный катализатор определенный в аспекте 82, в котором содержит любое количество железа, описанное в данном документе, например, менее чем около 400 мас. ч./млн, менее чем около 300 мас. ч./млн, менее чем около 250 мас. ч./млн, от около 5 мас. ч./млн до около 400 мас. ч./млн, от около 50 мас. ч./млн до около 300 мас. ч./млн или от около 50 мас. ч./млн до около 250 мас. ч./млн железа.
Аспект 84. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-83, в котором содержит любое количество углерода, описанное в данном документе, например, менее чем около 1 мас. %, менее чем около 0,5 мас. %, от около 0,01 мас. % до около 1 мас. %, от около 0,01 мас. % до около 0,5 мас. % или от около 0,02 мас. % до около 0,5 мас. % углерода.
Аспект 85. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-84, в котором содержит любое количество хлора, описанное в данном документе, например, от около 0,01 мас. % до около 5 мас. %, от около 0,05 мас. % до около 3 мас. % или от около 0,3 мас. % до около 1,3 мас. % хлора.
Аспект 86. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-85, в котором содержит любое количество фтора, описанное в данном документе, например, от около 0,01 мас. % до около 5 мас. %, от около 0,05 мас. % до около 3 мас. % или от около 0,3 мас. % до около 1,3 мас. % фтора.
Аспект 87. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-86, в котором характеризуется Ткц в пределах около 50°F (30°С), в пределах около 40°F (24°С), в пределах около 30°F (18°С) или в пределах около 20°F (12°С), от Ткц эталонного свежего катализатора.
Аспект 88. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-87, в котором характеризуется Тнц в пределах около 50°F (30°С), в пределах около 40°F (24°С), в пределах около 30°F (18°С) или в пределах около 20°F (12°С), от Тнц эталонного свежего катализатора.
Аспект 89. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-88, в котором характеризуется скоростью загрязнения (СЗ) в любом диапазоне, описанном в данном документе, например, от около 0,01°F/ч (0,006°С/ч) до около 0,25°F/4 (0,15°С/ч), от около 0,02°F/ч (0,012°С/ч) до около 0,2°F/ч (0,12°С/ч), от около 0,03°F/ч (0,018°С/ч) до около 0,2°F/ч (0,12°С/ч) или от около 0,03°F/ч (0,018°С/ч) до около 0,15°F/ч (0,09°С/ч).
Аспект 90. Реактивированный катализатор или регенерированный катализатор определенный в любом из аспектов 82-88, в котором характеризуется селективностью бензол + толуол в любом диапазоне селективностей, описанном в данном документе, например, от около 0,88 до около 0,95 или от около 0,89 до около 0,94.
Аспект 91. Способ или катализатор, определенный в любом из предшествующих аспектов, в котором металлический реактор (или металлическая реакторная система) содержит нержавеющую сталь.
Реферат
Изобретение относится к способам (вариантам) регенерации отработанного катализатора, содержащего переходный металл и подложку катализатора, в металлическом реакторе, включающему: (1) приведение в контакт отработанного катализатора с хлорсодержащим потоком, который содержит хлорсодержащее соединение, для получения хлорированного отработанного катализатора; (2) приведение в контакт хлорированного отработанного катализатора с потоком газа декоксования, содержащим кислород, для получения декоксованного катализатора; и (3) приведение в контакт декоксованного катализатора с фторсодержащим потоком, который содержит фторсодержащее соединение, для получения регенерированного катализатора, содержащего менее чем около 1 мас.% углерода. При этом переходный металл включает переходный металл Группы 8-11; подложка катализатора содержит цеолиты с большими порами со средним диаметром пор в диапазоне от около 7 Å до около 12 Å и отработанный катализатор дополнительно содержит хлор и/или фтор. Изобретение также относится к способу риформинга. Технический результат заключается в улучшении каталитической активности для отработанных катализаторов ароматизации. 3 н. и 21 з.п. ф-лы, 1 табл., 11 пр., 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ регенерации содержащего рутений или соединения рутения катализатора, отравленного серой в виде сернистых соединений
Комментарии