Поликристаллические алмазные элементы, режущие инструменты и буровые инструменты, включающие такие элементы, а также способы изготовления таких элементов и буровых инструментов - RU2559183C2
Код документа: RU2559183C2
Чертежи











Описание
Притязание на приоритет
Настоящая заявка притязает на приоритет для предварительной заявки на патент US 61/328766, зарегистрированной 28 апреля 2010 г. и озаглавленной "Поликристаллические алмазные элементы, режущие инструменты и буровые инструменты, включающие такие элементы, а также способы изготовления таких элементов".
Область техники
Варианты осуществления изобретения, предлагаемые в настоящем описании, в основном относятся к поликристаллическим алмазным элементам, режущим инструментам и буровым инструментам, в которых применяются такие элементы, а также к способам изготовления таких элементов, режущих инструментов и буровых инструментов.
Уровень техники
Буровые инструменты для создания скважин в подземных пластах породы, как правило, имеют ряд режущих инструментов, закрепленных на корпусе. Например, буровые долота для роторного бурения с закрепленными резцами (так называемые "долота режущего типа") имеют ряд режущих инструментов, которые прочно закреплены на корпусе бурового долота. Точно так же, шарошечные буровые долота для роторного бурения могут иметь шарошки, которые закреплены на цапфах подшипников, вытянутых от лап корпуса долота, так чтобы каждая шарошка могла вращаться вокруг цапфы подшипника, на которой она смонтирована. На каждой шарошке бурового долота может быть смонтирован ряд режущих инструментов.
К режущим инструментам, используемым в таких буровых инструментах, нередко относятся режущие инструменты с поликристаллическими алмазными элементами (часто называемыми "PDC" - от англ. "polycrystalline diamond compact"), которые представляют собой режущие инструменты, имеющие режущие поверхности из поликристаллического алмазного материала. Такие поликристаллические алмазные режущие инструменты изготавливают путем спекания и соединения сравнительно мелких алмазных зерен или кристаллов алмаз-алмазными связями в режиме высокой температуры и высокого давления в присутствии катализатора (такого как, например, металлы группы VIIIA, включающей, например, кобальт, железо, никель или их сплавы и смеси) для образования слоя или "пластины" из поликристаллического алмазного материала на подложке режущего инструмента. Такие способы часто называют обработкой в режиме высокого давления и высокой температуры (ВДВТ). Подложка режущего инструмента может быть выполнена из кермета (т.е., керамико-металлического композиционного материала), например, такго как цементированный кобальтом карбид вольфрама. В таких случаях кобальт (или другой материал катализатора) в подложке режущего инструмента во время спекания может проникать в мелкие кристаллические алмазы и служить материалом катализатора для изготовления из мелких кристаллических алмазов алмазной пластины. В других способах перед спеканием кристаллов при обработке в режиме ВДВТ с мелкими кристаллическими алмазами можно смешивать порошкообразный материал катализатора.
После изготовления алмазной пластины путем обработки в режиме ВДВТ в междоузлиях между кристаллами алмаза в полученной поликристаллической алмазной пластине может оставаться материал катализатора. При нагреве режущего инструмента в результате трения в точке контакта режущего инструмента с пластом породы во время его использования присутствие материала катализатора в алмазной пластине может способствовать тепловому повреждению алмазной пластины. Соответственно, поликристаллический алмазный режущий инструмент может быть изготовлен путем выщелачивания материала катализатора (например, кобальта) из междоузлий между алмазными кристаллами в алмазной пластине с использованием, например, кислоты или соединения кислот, например царской водки (aqua regia). Из алмазной пластины можно удалить весь материал катализатора или можно удалить материал катализатора только из какой-либо ее части, например с режущей поверхности, с боковой поверхности алмазной пластины или с обеих этих поверхностей, на требуемую глубину.
Режущие инструменты с PDC обычно бывают цилиндрической формы и имеют режущую кромку на внешней границе режущей поверхности для контакта с подземным пластом породы. Со временем режущая кромка затупляется. По мере затупления режущей кромки площадь поверхности, на которой режущая кромка режущего инструмента с PDC входит в контакт с пластом породы, увеличивается в результате образования так называемой кромки износа или следа изнашивания, продолжающегося на боковую стенку алмазной пластины. При увеличении площади поверхности алмазной пластины, входящей в контакт с пластом породы, между пластом породы и алмазной пластиной в зоне режущей кромки увеличивается выделение теплоты трения. Кроме того, при затуплении режущей кромки направленная книзу сила или нагрузка на буровое долото (WOB) должна быть увеличена, чтобы поддерживать ту же механическую скорость бурения (ROP), что и при острой режущей кромке. В результате, увеличение выделения теплоты трения и нагрузки на буровое долото может стать причиной образования осколков, скалывания, растрескивания или расслаивания в режущем инструменте с PDC, вследствие несовпадения коэффициентов теплового расширения алмазных кристаллов и материала катализатора. Кроме того, при температуре примерно 750°C и выше присутствие материала катализатора может стать причиной так называемой обратной графитизации алмазных кристаллов до образования элементарного углерода.
Следовательно, в данной области техники остается потребность в разработке режущих инструментов, включающих поликристаллическую алмазную пластину, которая повышает срок службы, а также производительность резания режущего инструмента.
Раскрытие изобретения
Варианты осуществления изобретения, предлагаемые в настоящем описании, относятся к способам изготовления инструментов с поликристаллическими алмазными элементами (PDC), например, режущих инструментов, пригодных для использования при подземном бурении, демонстрирующих повышенную режущую способность и термостойкость, и к изготовленным такими способами инструментам с PDC.
В некоторых вариантах осуществления изобретения настоящее описание включает способы изготовления режущих инструментов с PDC для буровых инструментов. Изготавливают алмазную пластину, которая содержит поликристаллический алмазный материал и первый материал, находящийся в междоузлиях между связанными между собой алмазными кристаллами поликристаллического алмазного материала. Первый материал, по меньшей мере в основном, удаляют из междоузлий в какой-либо части поликристаллического алмазного материала, а затем в междоузлия между связанными между собой алмазными кристаллами в этой части поликристаллического алмазного материала на периферийном участке алмазной пластины вводят второй материал. Второй материал выбирают для обеспечения более высокой скорости деструкции алмазных кристаллов в условиях высокой температуры, чем скорость деструкции алмазного материала, в котором первый материал, по меньшей мере в основном, удален из междоузлий в условиях в основном такой же высокой температуры. Удаление первого материала из междоузлий в какой-либо части поликристаллического алмазного материала может включать удаление, по меньшей мере в основном, первого материала из междоузлий в кольцеобразной области алмазной пластины, по существу окружающей внешнюю боковую периферийную поверхность алмазной пластины.
В некоторых вариантах осуществления изобретения настоящее описание включает способы изготовления режущих инструментов с PDC для буровых инструментов. Изготавливают алмазную пластину, которая содержит поликристаллический алмазный материал и первый материал, находящийся в междоузлиях между связанными между собой алмазными кристаллами поликристаллического алмазного материала. Первый материал, по меньшей мере в основном, удаляют из междоузлий в какой-либо части поликристаллического алмазного материала, а затем в междоузлия между связанными между собой алмазными кристаллами вводят второй материал. Второй материал может быть выбран для обеспечения более высокой скорости деструкции поликристаллического алмазного материала под действием высокой температуры, чем скорость деструкции с первым материалом при в основном такой же высокой температуре.
В специальных вариантах осуществления изобретения настоящее описание включает способы бурения. В контакт с пластом породы входит по меньшей мере один режущий инструмент, причем этот по меньшей мере один режущий инструмент включает алмазную пластину, имеющую первую область поликристаллического алмазного материала, содержащую первый материал в междоузлиях между связанными между собой алмазными кристаллами в первой области поликристаллического алмазного материала, и вторую область поликристаллического алмазного материала, содержащую второй материал в междоузлиях между алмазными кристаллами во второй области поликристаллического алмазного материала. Второй материал обеспечивает более высокую скорость деструкции поликристаллического алмазного материала, чем первый материал, в условиях приблизительно одинаковых высоких температур. При повышении температуры в первой области и во второй области в результате трения от ввода в контакт с пластом породы по меньшей мере одного режущего инструмента вторая область поликристаллического алмазного материала изнашивается быстрее, чем первая область поликристаллического алмазного материала.
Кроме того, варианты осуществления изобретения включают режущие инструменты с PDC для использования в буровых инструментах. Эти режущие инструменты имеют первую область поликристаллического алмазного материала, содержащую первый материал в междоузлиях между связанными между собой алмазными кристаллами в первой области поликристаллического алмазного материала, и вторую область поликристаллического алмазного материала, содержащую второй материал в междоузлиях между алмазными кристаллами во второй области поликристаллического алмазного материала. Второй материал может быть выбран для того, чтобы индуцировать более высокую скорость деструкции поликристаллического алмазного материала, чем первый материал, в условиях примерно такой же высокой температуры.
В других специальных вариантах осуществления изобретения настоящее описание включает буровые инструменты, имеющие корпус и по меньшей мере один режущий инструмент с PDC, закрепленный на корпусе. Такой по меньшей мере один режущий инструмент с PDC включает алмазную пластину на поверхности подложки. Алмазная пластина имеет первую область поликристаллического алмазного материала, граничащую с поверхностью подложки, причем первая область содержит первый материал в междоузлиях между связанными между собой алмазными кристаллами в первой области поликристаллического алмазного материала, и вторую область поликристаллического алмазного материала, расположенную в выемке на какой-либо стороне первой области поликристаллического алмазного материала, причем вторая область содержит второй материал в междоузлиях между связанными между собой алмазными кристаллами во второй области поликристаллического алмазного материала. Второй материал обеспечивает более высокую скорость деструкции поликристаллического алмазного материала, чем первый материал, в условиях в основном таких же высоких температур.
Другие особенности и преимущества, предлагаемые в настоящем описании, будут очевидны ординарным специалистам в данной области техники во время рассмотрения приведенного ниже описания, прилагаемых к нему чертежей и прилагаемой формулы изобретения.
Краткое описание нескольких изображений на чертежах
Несмотря на то что подробное описание изобретения заканчивается пунктами формулы изобретения, конкретно указывающими и очевидно притязающими на то, что рассматривается как настоящее изобретение, в преимуществах, предлагаемых в настоящем описании, намного легче убедиться из описания вариантов осуществления изобретения, предлагаемых в настоящем описании, если читать его вместе с прилагаемыми чертежами, на которых:
фиг.1 - увеличенное поперечное сечение режущего инструмента, включающего алмазную пластину, имеющую несколько участков, в одном варианте осуществления изобретения, предлагаемом в настоящем описании;
фиг.2 - увеличенное поперечное сечение режущего инструмента, включающего алмазную пластину, имеющую несколько участков, в другом варианте осуществления изобретения, предлагаемом в настоящем описании;
фиг.3А - упрощенный рисунок, показывающий, как при увеличении может выглядеть микроструктура имеющей несколько участков алмазной пластины режущего инструмента, представленного на фиг.1 и фиг.2;
фиг.3Б - упрощенный рисунок, показывающий, как при увеличении может выглядеть микроструктура другой области имеющей несколько участков алмазной пластины режущего инструмента, представленного на фиг.1;
фиг.4А-4В изображают изготовление режущего инструмента, включающего показанную на фиг.1 алмазную пластину, имеющую несколько участков, в частном варианте осуществления изобретения;
фиг.5А-5В изображают изготовление режущего инструмента, включающего показанную на фиг.2 алмазную пластину, имеющую несколько участков, в частном варианте осуществления изобретения;
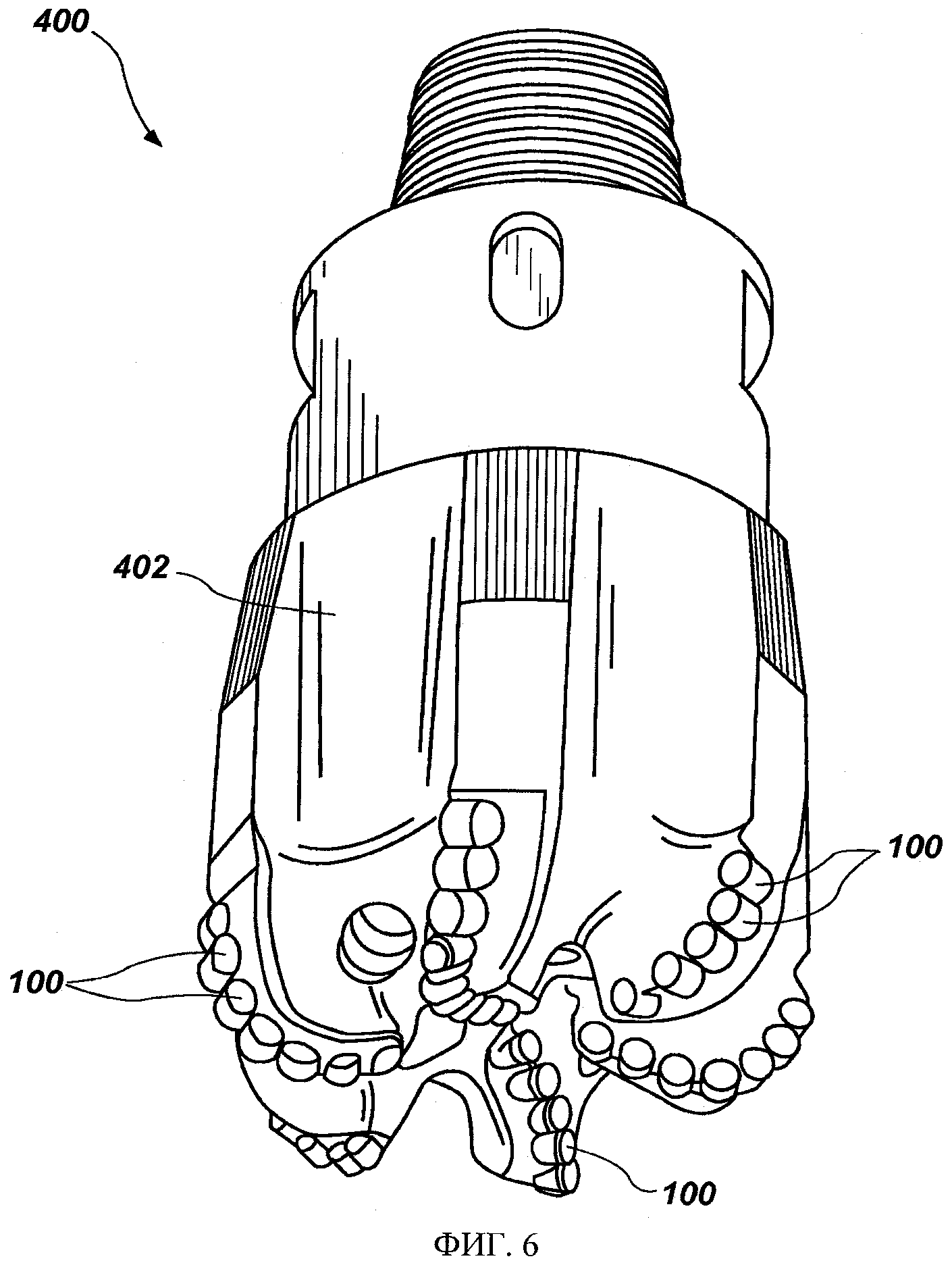
фиг.6 - перспектива предлагаемой в настоящем описании конструкции бурового инструмента, который имеет ряд режущих инструментов, изготовленных в соответствии с вариантами осуществления изобретения, предлагаемыми в настоящем описании; и
фиг.7А и 7Б - увеличенные поперечные сечения входящего в контакт с пластом породы режущего инструмента, включающего имеющую несколько участков алмазную пластину, показанную на фиг.1 и фиг.2, в частном варианте осуществления изобретения, предлагаемом в настоящем описании.
Способ(ы) осуществления изобретения
Некоторые из представленных здесь иллюстраций являются не фактическими изображениями какого-либо конкретного материала или способа, а просто идеализированными представлениями, которые используются для настоящего описания. Кроме того, элементы, являющиеся на фигурах общими, могут сохранять те же цифровые обозначения.
Варианты осуществления изобретения, предлагаемые в настоящем описании, включают способы изготовления режущих инструментов, включающих имеющую несколько участков алмазную пластину, содержащую поликристаллический материал. В некоторых вариантах осуществления изобретения для изготовления какого-либо участка алмазной пластины в этих способах используется материал катализатора.
Используемый здесь термин "буровое долото" означает и относится к долоту или режущему инструменту любого типа, который применяется для бурения во время создания или расширения ствола скважины в подземной породе и включает, например, долота для роторного бурения, долота ударного бурения, колонковые буровые долота, эксцентричные долота, буровые долота со смещенным центром, расширители ствола скважины, шарошки, долота режущего типа (лопастные), долота с коническими шарошками, гибридные долота, а также другие буровые долота и инструменты, известные в данной области техники.
Используемый здесь термин "поликристаллический элемент" означает и относится к любому устройству, содержащему поликристаллический материал, изготовленный путем обработки, включающей применение давления (например, прессование) к материалу прекурсора или материалам, используемым для изготовления поликристаллического материала.
Используемый здесь термин "межкристаллитная связь" означает и относится к любой прямой атомной связи (например, ковалентной, металлической и т.д.) между атомами в смежных кристаллах материала.
Используемый здесь термин "материал катализатора" относится к любому материалу, который способен в основном катализировать образование межкристаллитных связей между кристаллами твердого материала во время обработки в режиме ВДВТ, но в условиях высоких температур, давления и при других условиях, которые могут возникать при выполнении буровых работ по созданию скважин в подземных породах, по меньшей мере способствует деструкции межкристаллитных связей и зернистого материала. К материалам катализатора для алмаза относятся, например, кобальт, железо, никель, другие элементы из группы VIIIA периодической таблицы элементов и их сплавы.
Фиг.1 - в упрощенном виде увеличенное поперечное сечение режущего инструмента 100 с поликристаллическим алмазным элементом (PDC) в частном варианте осуществления изобретения, предлагаемом в настоящем описании. Режущий инструмент 100 с PDC включает алмазную пластину 102, имеющую несколько участков, которая находится на опорной подложке 104, (например, изготовлена на подложке или прикреплена к подложке). В специальных вариантах осуществления изобретения предлагаемая в настоящем описании алмазная пластина 102, имеющая несколько участков, может быть изготовлена без опорной подложки 104 и (или) может использоваться без опорной подложки 104. Алмазная пластина 102, имеющая несколько участков, может быть изготовлена на опорной подложке 104 или же алмазная пластина 102, имеющая несколько участков, и опорная подложка 104 могут быть изготовлены отдельно, а потом соединены друг с другом. Алмазная пластина, имеющая несколько участков, включает режущую поверхность 117, противолежащую опорной подложке 104. Алмазная пластина 102, имеющая несколько участков, по усмотрению, может также иметь скошенное ребро 118 на внешней границе режущей поверхности 117. Скошенное ребро 118 режущего инструмента 100 с PDC, показанного на фиг.1, имеет одну поверхность скоса, хотя в данной области техники известно, что у скошенного ребра 118 могут также быть дополнительные поверхности скоса, и такие поверхности скоса могут быть ориентированы на углы скоса, которые отличаются от угла скоса скошенного ребра 118. Кроме того, вместо скошенного ребра 118, кромка может быть закругленной или быть выполненной в виде комбинации одной или нескольких поверхностей скоса и одной или нескольких дугообразных поверхностей.
Опорная подложка 104 в большинстве случаев может иметь цилиндрическую форму, как показано на фиг.1. Опорная подложка 104 может иметь первую торцовую поверхность 110, вторую торцовую поверхность 112 и обычно цилиндрическую поперечную боковую поверхность 114, находящуюся между первой торцовой поверхностью 110 и второй торцовой поверхностью 112.
Несмотря на то что первая торцовая поверхность 110, показанная на фиг.1, по меньшей мере в основном является плоской, в данной области техники общеизвестно использование геометрии неплоских поверхностей раздела между подложками и изготовленными на них алмазными пластинами, и в специальных вариантах осуществления изобретения, предлагаемых в настоящем описании, может использоваться такая геометрия неплоской поверхности раздела на границе раздела между опорной подложкой 104 и алмазной пластиной 102, имеющей несколько участков. Кроме того, несмотря на то, что подложки режущих инструментов обычно имеют цилиндрическую форму, подобную форме опорной подложки 104, в данной области техники известны также другие формы подложек режущих инструментов, и варианты осуществления изобретения, предлагаемые в настоящем описании, включают режущие инструменты, имеющие другую форму подложки, нежели обычная цилиндрическая форма.
Опорная подложка 104 может быть изготовлена из материала, который является сравнительно твердым и износостойким. Например, опорная подложка 104 может быть изготовлена из керамико-металлического композиционного материала (которые часто называют "кермет"-материалами) или включать такой материал. Опорная подложка 104 может включать материал цементированного карбида, например, материал цементированного карбида вольфрама, в котором частицы карбида вольфрама сцементированы в материале металлического связующего. Материал металлического связующего может включать, например, материал катализатора, такой как кобальт, никель, железо или их сплавы и смеси.
Как видно далее из фиг.1, имеющая несколько участков алмазная пластина 102 может быть расположена на первой торцовой поверхности 110 опорной подложки 104 или над ней. Имеющая несколько участков алмазная пластина 102 может включать первый участок 106, второй участок 108 и третий участок 109, детально рассмотренные ниже. Алмазная пластина 102, имеющая несколько участков, в основном состоит из поликристаллического алмазного материала. Другими словами, алмазный материал может составлять по меньшей мере около 70 об.% алмазной пластины 102, имеющей несколько участков. В специальных вариантах осуществления изобретения алмазный материал может составлять по меньшей мере около 80 об.% алмазной пластины 102, имеющей несколько участков, а в других вариантах осуществления изобретения алмазный материал может составлять около 90 об.% имеющей несколько участков алмазной пластины 102. Поликристаллический алмазный материал включает зерна или кристаллы алмаза, связанные друг с другом для образования алмазной пластины. Области или пространства междоузлий между кристаллами алмаза могут быть заполнены дополнительными материалами или могут, по меньшей мере в основном, не содержать дополнительных материалов, что рассмотрено ниже. Хотя описанные здесь варианты осуществления изобретения включают алмазную пластину 102, имеющую несколько участков, в других вариантах осуществления изобретения для изготовления поликристаллического элемента может использоваться другой твердый поликристаллический материал, например поликристаллический кубический нитрид бора.
В одном варианте осуществления изобретения имеющая несколько участков алмазная пластина 102 имеет по меньшей мере первый участок 106, второй участок 108 и третий участок 109. Как видно из фиг.1, второй участок 108 алмазной пластины 102, имеющей несколько участков, включает кольцеобразную область, расположенную по внешней границе алмазной пластины 102, имеющей несколько участков. Несмотря на то что второй участок имеющей несколько участков алмазной пластины 102 изображен, по меньшей мере в основном, с плоскими взаимно перпендикулярными боковыми стенками 116, подразумевается, что второй участок 108 может иметь другую форму. Например, поперечное сечение второго участка 108 может иметь дугообразную, треугольную или трапециевидную форму.
Второй участок 108 может продолжаться вдоль боковой стенки 120 алмазной пластины 102, имеющей несколько участков, от опорной подложки 104 до скошенного ребра 118. Второй участок 108 отделен от режущей поверхности 117, так что третий участок 109 включает всю режущую поверхность 117. В некоторых вариантах осуществления изобретения часть 122 первого участка 106 может быть расположена между вторым участком 108 и опорной подложкой 104. Расположение части 122 первого участка 106 между вторым участком 108 и опорной подложкой 104 может способствовать сохранению надежного сцепления алмазной пластины 102, имеющей несколько участков, с опорной подложкой 104 во время использования режущего инструмента 100. Второй участок 108, продолжающийся вовнутрь от боковой стенки 120, может иметь толщину Т, составляющую примерно 50-400 мкм.
Третий участок 109 может располагаться между вторым участком 108 и режущей поверхностью 117 алмазной пластины 102. В некоторых вариантах осуществления изобретения третий участок 109 может быть также расположен между первым участком 106 и режущей поверхностью 117 алмазной пластины 102. Хотя на фиг.1 показано, что третий участок 109 продолжается от режущей поверхности 117 внутрь алмазной пластины 102 примерно на глубину второго участка 108, в специальных вариантах осуществления изобретения третий участок 109 может продолжаться дальше вниз от режущей поверхности 117 к опорной подложке 104.
В другом варианте осуществления изобретения, показанном на фиг.2, имеющая несколько участков алмазная пластина 102 может иметь только первый участок 106 и второй участок 108. Второй участок 108 может продолжаться от опорной подложки 104 до режущей поверхности 117.
Фиг.3А - увеличенное изображение, показывающее, как может выглядеть при увеличении микроструктура первого участка 106 представленной на фиг.1 и фиг.2 алмазной пластины 102, имеющей несколько участков. Фиг.3Б - увеличенное изображение, показывающее, как может выглядеть при увеличении микроструктура второго участка 108 представленной на фиг.1 и фиг.2 алмазной пластины 102, имеющей несколько участков. Как видно теперь из фиг.3А, первый участок 106 включает алмазные кристаллы 202, связанные друг с другом межкристаллитными алмаз-алмазными связями. Алмазные кристаллы 202 могут состоять из природного алмаза, синтетического алмаза или их смеси и могут быть получены с использованием мелких твердых алмазных частиц с разным размером кристаллов (т.е. из различных слоев мелких твердых алмазных частиц, причем каждый слой имеет разный средний размер кристаллов, или с использованием мелких твердых алмазных частиц с мультимодальным распределением размеров кристаллов).
Первый материал 204 может находиться в областях или пространствах междоузлий между алмазными кристаллами 202 первого участка 106. В частном варианте осуществления изобретения первый материал 204 может содержать материал катализатора, который катализирует образование межкристаллитных алмаз-алмазных связей в процессе изготовления алмазной пластины 102, имеющей несколько участков, а при использовании режущего инструмента 100 с PDC для бурения будет ускорять деструкцию на первом участке 106 алмазной пластины 102, имеющей несколько участков. В специальных вариантах осуществления изобретения первый материал 204 может не оказывать никакого действия на алмазные кристаллы 202, а скорее будет представлять собой, по меньшей мере в основном, инертный материал.
В некоторых вариантах осуществления изобретения первый материал 204 (фиг.3А) может быть удален из какой-либо части алмазной пластины 102 на какую-либо глубину от режущей поверхности 117 в направлении опорной подложки 104, а также вовнутрь второго участка 108 для образования третьего участка 109 (фиг.1). Третий участок 109 алмазной пластины 102, имеющей несколько участков, может, по меньшей мере в основном, не содержать первый материал 204 и второй материал 206.
Как видно из фиг.3Б, второй участок 108 включает второй материал 206, находящийся в областях или пространствах междоузлий между алмазными кристаллами 202. В некоторых вариантах осуществления изобретения при использовании режущего инструмента 100 для бурения второй материал 206 выбирают для обеспечения более высокой скорости деструкции алмазных кристаллов 202, чем скорость деструкции алмазных кристаллов, в которых первый материал, по меньшей мере в основном, удален из междоузлий между алмазными кристаллами. В специальных вариантах осуществления изобретения при использовании режущего инструмента 100 для бурения второй материал 206 выбирают для обеспечения более высокой скорости деструкции алмазных кристаллов 202 в сравнении с первым материалом 204. Используемый здесь термин "скорость деструкции" относится к материалу, который вызывает по меньшей мере графитизацию алмазных кристаллов или ослабление межкристаллитных алмаз-алмазных связей при обычных для бурения температурах и давлениях. Иными словами, во время бурения второй материал 206 выбирают преимущественно для ослабления структуры поликристаллического алмаза на втором участке 108 в сравнении со структурой по меньшей мере одного из участков: третьего участка 109 или первого участка 106, что более подробно описано ниже.
И первый материал 204, и второй материал 206 могут содержать известный в данной области техники материал катализатора для катализирования образования межкристаллитных алмаз-алмазных связей в поликристаллических алмазных материалах. Например, и первый материал 204, и второй материал 206 могут содержать элемент группы VIII или его сплав, например, Co, Ni, Fe, Ni/Co, Co/Mn, Co/Ti, Co/Ni/V, Co/Ni, Fe/Co, Fe/Mn, Fe/Ni, Fe(Ni, Cr), Fe/Si2, Ni/Mn и Ni/Cr. Ординарный специалист в данной области техники может выбирать комбинацию первого материала 204 и второго материала 206 при условии, что второй материал 206 обеспечивает более высокую скорость деструкции алмазных кристаллов 202, чем первый материал 204. В данной области техники известно, например, что при в основном равных высоких температурах железо обладает более высокой химической активностью и, следовательно, обеспечивает более высокую скорость деструкции алмазных кристаллов 202, чем кобальт. Таким образом, в одном варианте осуществления изобретения первый материал 204 может содержать кобальт, а второй материал 206 может содержать железо. В другом варианте осуществления изобретения первый материал 204 может быть, по меньшей мере в основном, удален из третьего участка 109 имеющей несколько участков алмазной пластины 102, граничащего с режущей поверхностью 117 и скосом 118, а второй материал 206 может содержать любой из вышеупомянутых катализаторов. Второй материал 206 может содержать, например, железо, так как железо обладает более высокой химической активностью и поэтому обеспечивает более высокую скорость деструкции алмазных кристаллов 202 в сравнении с алмазными кристаллами 202, имеющими, по меньшей мере в основном, между алмазными кристаллами пустые пространства. Еще в одном варианте осуществления изобретения первый материал 204 может быть удален из большей части алмазной пластины 102 на значительную глубину от режущей поверхности к опорной подложке 104 и вовнутрь второго участка 108. Второй материал 206 также может содержать соединение двух и более материалов. Например, второй материал 206 может быть образован в виде пласта двух и более материалов, так что скорость деструкции второго материала 206 рядом с боковой стенкой 120, имеющей несколько участков алмазной пластины 102, выше скорости деструкции второго материала 206 вблизи внутренней области алмазной пластины 102, имеющей несколько участков.
На фиг.4А-4В показан один вариант осуществления способа изготовления представленной на фиг.1 алмазной пластины 102, имеющей несколько участков. На фиг.4А показано, что алмазная пластина 302, содержащая первый материал 204 (фиг.3А), изготовлена на опорной подложке 104. Алмазная пластина 302 может быть изготовлена с применением обработки в режиме высокого давления и высокой температуры (ВДВТ). Такие способы обработки и системы для осуществления таких способов обычно известны в данной области техники и в виде не ограничивающего примера описаны в US 3745623, Wentorf и др. (выдан 17 июля 1973 г.) и US 5127923, Bunting и др. (выдан 7 июля 1992 г.). В некоторых вариантах осуществления изобретения первый материал 204 (фиг.3А) может поступать из опорной подложки 104 во время обработки в режиме ВДВТ, применяемой для изготовления алмазной пластины 302. Опорная подложка 104 может, например, содержать материал карбида вольфрама, цементированного кобальтом. Во время обработки в режиме ВДВТ кобальт из цементированного кобальтом карбида вольфрама может использоваться в качестве первого материала 204.
Для изготовления алмазной пластины 302 при обработке в режиме ВДВТ смесь частиц, содержащая зерна или частицы алмаза, может подвергаться воздействию высоких температур (например, температур выше примерно 1000°C) и высоких давлений (например, давлений выше примерно 5,0 ГПа) для образования межкристаллитных связей между зернами или частицами алмаза.
В данной области техники известно, что алмазная пластина 302 (фиг.4А) после изготовления может быть покрыта защитной маской (не показана), так чтобы режущая поверхность 117 и какая-либо часть боковой стенки 120 алмазной пластины 302 оставались незащищенными. Затем для удаления первого материала 204 (фиг.3А) незащищенные части алмазной пластины 302 подвергают выщелачиванию с использованием выщелачивающей добавки, образуя выщелоченную часть 304 алмазной пластины 302 (фиг.4Б). Невыщелоченная часть алмазной пластины 302, по меньшей мере в основном, соответствует первому участку 106 (фиг.1). Выщелоченная часть 304, по меньшей мере в основном, соответствует области второго участка 108 и третьего участка 109 (фиг.1). Такие выщелачивающие добавки известны в данной области техники и более подробно описаны, например, в US 5127923, Bunting и др. (выдан 7 июля 1992 г.) и US 4224380, Bovenkerk и др. (выдан 23 сентября 1980 г.). В частности, для удаления, по меньшей мере в основном, первого материала 204 (фиг.3А) из междоузлий между алмазными кристаллами 202 на первом участке 106 (фиг.1) можно использовать aqua regia (смесь концентрированной азотной кислоты (HNO3) и концентрированной хлористоводородной кислоты (HCl)). Известно также использование в качестве выщелачивающих добавок кипящей хлористоводородной кислоты (HCl) и кипящей фтористоводородной кислоты (HF). Особенно подходящей выщелачивающей добавкой является хлористоводородная кислота (HCl) при температуре выше 110°C, которая может контактировать с незащищенной частью алмазной пластины 302 в течение периода времени, составляющего примерно от 30 минут до примерно 60 часов, в зависимости от требуемой толщины Т (фиг.1) выщелоченной части 304. Опорная подложка 104 и часть алмазной пластины 302, по меньшей мере в основном, соответствующая области первого участка 106 (фиг.1) алмазной пластины 102, имеющей несколько участков, могут быть защищены от контакта с выщелачивающей добавкой путем заключения опорной подложки 104 и части алмазной пластины 302 в оболочку из пластичного полимера или экранирующего материала (не показана). В другом варианте осуществления изобретения от контакта с выщелачивающей добавкой может быть защищена только опорная подложка 104, и, как известно в данной области техники, возможно выщелачивание алмазной пластины 302 на значительную глубину от режущей поверхности 117 (фиг.1) книзу в направлении опорной подложки 104. В данной области техники известно, что для сохранения механической прочности и сопротивления удару алмазной пластины 302 желательно, чтобы первый материал 204 оставался внутри алмазной пластины 302 на определенной глубине вблизи границы раздела с опорной подложкой 104.
На фиг.4В видно, что над режущей поверхностью 117 и частью боковых стенок 120 алмазной пластины 302 может быть изготовлена маска 306. Затем незащищенные участки выщелоченной части 304 на боковых стенках 120 могут быть заполнены вторым материалом 206 (фиг.3Б) для образования второго участка 108 (фиг.1). После этого алмазная пластина 302 может быть подвергнута второй обработке в режиме ВДВТ, в результате которой происходит инфильтрация второго материала 206 в выщелоченную часть 304 с образованием второго участка 108 алмазной пластины 102 (фиг.1), имеющей несколько участков. В других вариантах осуществления изобретения возможно осаждение второго материала 206 в выщелоченную часть 304 с применением способа физического осаждения из газовой фазы (англ. PVD) или химического осаждения из газовой фазы (англ. CVD), например, известного в данной области техники способа плазменного химического осаждения из газовой фазы (англ. PECVD). Способ PVD включает PVD напылением, испарением, ионное PVD и др. Такие способы осаждения известны в данной области техники, поэтому здесь подробно не описаны. В данной области техники известно, что если большая часть алмазной таблицы 302 выщелочена книзу от режущей поверхности 117 в направлении опорной подложки 104, так что часть алмазной пластины внутри области 304 в основном не содержит первый материал 204, то толщина Т второго участка 108 (фиг.1) может быть обеспечена путем регулирования продолжительности способа осаждения. После заполнения вторых участков 108 вторым материалом 206 (фиг.3Б), маску 306 можно удалить, открыв третий участок 109 (фиг.1).
На фиг.5А-5В представлен частный вариант осуществления способа изготовления имеющей несколько участков алмазной пластины 102, изображенной на фиг.2. На фиг.5А изображена изготовленная на опорной подложке 104 алмазная пластина 302, содержащая первый материал 204 (фиг.3А), которая по существу является копией алмазной пластины, изображенной на фиг.4А, и может быть изготовлена, как описано выше при рассмотрении фиг.4А.
В данной области техники известно, что после изготовления алмазная пластина 302 (фиг.5А) может быть покрыта защитной маской (не показана), так чтобы незащищенными оставались только части алмазной пластины 302, предназначенные стать вторым участком 108 (фиг.2). Затем незащищенные части алмазной пластины 302 выщелачивают с использованием выщелачивающей добавки для удаления первого материала 204 (фиг.3А), образуя выщелоченную часть 304 алмазной пластины 302 (фиг.5Б). Выщелоченная часть 304, по меньшей мере в основном, соответствует области второго участка 108 (фиг.2). Выщелоченную часть 304 можно получить с использованием выщелачивающей добавки, указанной ранее при рассмотрении фиг.4Б. Опорная подложка 104 и часть алмазной пластины 302, по меньшей мере в основном, соответствующая области первого участка 106 (фиг.2) алмазной пластины 102, имеющей несколько участков, могут быть защищены от контакта с выщелачивающей добавкой путем заключения опорной подложки 104 и части алмазной пластины 302 в оболочку из пластичного полимера или экранирующего материала (не показана). В другом варианте осуществления изобретения от контакта с выщелачивающей добавкой может быть защищена только опорная подложка 104, и, как известно в данной области техники, возможно выщелачивание алмазной пластины 302 на значительную глубину от режущей поверхности 117 (фиг.2) книзу в направлении опорной подложки. В данной области техники известно, что для сохранения механической прочности и сопротивления удару алмазной пластины 302 желательно, чтобы первый материал 204 оставался внутри алмазной пластины 302 на определенной глубине вблизи границы раздела с опорной подложкой 104.
Если выщелоченной является только одна часть алмазной пластины 302, например, кольцеобразная часть, граничащая с боковой стенкой 120, то второй материал 206 (фиг.3Б) можно осаждать в выщелоченную часть 304 для образования второго участка 108 алмазной пластины 102, имеющей несколько участков (фиг.2). В одном варианте осуществления изобретения, представленном на фиг.5В, в выщелоченную часть 304 может быть помещен порошок, содержащий второй материал 206. Опорная подложка 104 и часть алмазной пластины 302, по меньшей мере в основном, соответствующая первому участку 106 (фиг.2), может оставаться покрытой защитной маской, чтобы не контактировать со вторым материалом 206, или же на опорной подложке 104 и части алмазной пластины 302, по меньшей мере в основном, соответствующей первому участку 106, может быть изготовлена новая защитная маска. В качестве альтернативы, если большую часть алмазной пластины 302 выщелачивают книзу от режущей поверхности 117 в направлении опорной подложки 104, то часть алмазной пластины 302, по меньшей мере в основном, соответствующая первому участку 106 (фиг.2), имеет защитную маску на режущей поверхности 117, скошенном ребре 118 и частях боковой стенки 120 выше и ниже области 304, чтобы не контактировать со вторым материалом 206. Незащищенные участки выщелоченной части 304 на боковых стенках 120 могут быть заполнены вторым материалом 206 (фиг.3Б) с помощью второй обработки в режиме ВДВТ, способа PVD или способа CVD, указанных ранее при рассмотрении фиг.4В.
Изображенные на фиг.1 и фиг.2, предлагаемые в настоящем описании модификации режущих инструментов 100 с PDC, которые включают алмазную пластину 102, имеющую несколько участков, могут быть изготовлены и закреплены на буровом инструменте, таком как, например, долото для роторного бурения, долото ударного бурения, колонковое буровое долото, эксцентричное буровое долото, расширители ствола скважины, инструменты для фрезеровочных работ и т.д., для использования при создании скважин в подземных пластах породы. В качестве неограничивающего примера на фиг.6 изображено буровое долото 400 для подземного роторного бурения с закрепленными резцами, имеющее ряд режущих инструментов 100, по меньшей мере часть из которых включает описанную здесь ранее алмазную пластину 102, имеющую несколько участков. Долото 400 для роторного бурения имеет корпус 402 долота, а к корпусу 402 долота присоединены режущие инструменты 100, по меньшей мере часть из которых включает имеющие несколько участков алмазные пластины 102. Режущие инструменты 100 могут быть припаяны твердым припоем (или закреплены иным образом) в гнездах, образованных на наружной поверхности корпуса 402 долота.
На фиг.7А и 7Б показано, как режущий инструмент 100 с PDC, представленный на фиг.1 или 2, входит в контакт с подземным пластом 500 породы, например, в случае, когда режущий инструмент 100 закреплен на долоте 400 для подземного роторного бурения, изображенном на фиг.6. На фиг.7А показано, как режущий инструмент 100 с PDC начинает входить в контакт с пластом 500 породы. Режущий инструмент 100 с PDC имеет опорную поверхность 502 между режущим инструментом 100 и пластом 500 породы. На фиг.7Б показан изношенный режущий инструмент 100' с PDC после входа в контакт с пластом 500 породы. На фиг.7Б видно, что опорная поверхность 502, показанная на фиг.7А, подверглась износу до образования опорной поверхности 502'. Когда режущий инструмент 100 с PDC входит в контакт с пластом 500 породы, то из-за того, что второй участок 108 включает второй материал 206 (фиг.2Б), который обеспечивает более высокую скорость деструкции поликристаллического алмаза в сравнении с третьим участком 109 (фиг.1), на котором первый материал 204, по меньшей мере в основном, удален, поликристаллический материал на втором участке 108 разрушается или изнашивается быстрее, чем на третьем участке 109, вследствие вызванной нагревом при трении обратной графитизации алмаза в элементарный углерод. Или же, второй участок 108 включает второй материал 206 (фиг.2Б), который обеспечивает более высокую скорость деструкции в сравнении с первым участком 106 (фиг.2), содержащим первый материал 204 (фиг.2А), что становится причиной более быстрого разрушения или износа поликристаллического материала на втором участке 108, чем на первом участке 106, вследствие вызванной нагревом при трении обратной графитизации алмаза в элементарный углерод, в то время как режущий инструмент 100 с PDC входит в контакт с пластом породы. При разрушении или износе второго участка 108 вокруг части боковой стенки 120 алмазной пластины 102, имеющей несколько участков, в области второго участка 108 образуется выемка 504. Вследствие вырезания выемки в боковой стенке, обусловленного деструкцией алмаза на втором участке 108, на третьем участке 109 (фиг.1) или первом участке 106 (фиг.2) под режущей кромкой 117 образуется упорный выступ или упор 506. В данной области техники известны режущие инструменты с предварительно образованным упором 506, и они подробно описаны в опубликованной заявке US 2006/0201712, Zhang и др. (зарегистрированной 1 марта 2006 г.).
По мере изнашивания упора 506 область опорной поверхности 502' между изношенным режущим инструментом 100' и пластом 500 породы остается, по меньшей мере в основном, неизменной. В результате область опорной поверхности 502' становится меньше, чем опорная поверхность стандартного режущего инструмента, имеющего большой след изнашивания. Например, как показано на фиг.7Б, опорная поверхность 502' изношенного режущего инструмента 100' имеет длину L1, тогда как опорная поверхность стандартного режущего инструмента, который не имеет упора 506, будет иметь длину L2. Таким образом, область опорной поверхности 502' изношенного режущего инструмента 100' может быть по меньшей мере примерно на 20% меньше, чем опорная поверхность изношенного стандартного режущего инструмента.
В результате уменьшения области опорной поверхности 502' изношенного режущего инструмента 100' для поддержания требуемой ROP необходима меньшая WOB. Кроме того, можно увеличить срок службы и производительность изношенного режущего инструмента 100'. Поскольку уменьшенная опорная поверхность 502' изношенного режущего инструмента 100' имеет более острую кромку, чем стандартный режущий инструмент, происходит более эффективное резание и, если область алмазной пластины 102, граничащая с режущей поверхностью 117 и скосом 118, а также между вторым участком 108 и режущей поверхностью 117 была выщелочена с удалением первого материала 204, то мало вероятно, что изношенный режущий инструмент 100' будет подвергаться механическому или термическому разрушению, или раскалыванию, или растрескиванию.
Несмотря на то что настоящее изобретение описано здесь касательно определенных вариантов осуществления изобретения, ординарным специалистам в данной области техники будет понятно и очевидно, что изобретение этим не ограничивается. Точнее, в описанные здесь варианты осуществления изобретения могут быть внесены многие дополнения, сделаны исключения и модификации, не выходящие за пределы объема настоящего изобретения, определенные в прилагаемой ниже формуле изобретения. Кроме того, отличительные признаки в одном варианте осуществления изобретения можно комбинировать с отличительными признаками другого варианта осуществления изобретения, не выходя при этом за пределы объема изобретения, каким его предполагает автор изобретения.
Реферат
Группа изобретений относится к буровому инструменту, включающему режущий инструмент, к такому режущему инструменту с поликристаллическими алмазными элементами и к способу его изготовления для использования в буровом инструменте. Технический результат заключается в повышении срока службы и производительности резания режущего инструмента. Способ изготовления режущего инструмента включает изготовление алмазной пластины с поликристаллическим алмазным материалом и с первым материалом, находящимся в междоузлиях между связанными между собой алмазными кристаллами поликристаллического алмазного материала; удаление первого материала из междоузлий по меньшей мере в одной части поликристаллического алмазного материала; выбор второго материала для обеспечения более высокой скорости деструкции алмазных кристаллов в условиях высоких температур, чем скорость деструкции алмазного материала, в котором первый материал удален из междоузлий в условиях в основном таких же высоких температур; и введение второго материала в междоузлия между связанными между собой алмазными кристаллами по меньшей мере в части по меньшей мере одного участка алмазной пластины, из которого удален первый материал. Режущий инструмент включает первую область поликристаллического алмазного материала, содержащую первый материал в междоузлиях между связанными между собой алмазными кристаллами в первой области поликристаллического алмазного материала; и вторую область поликристаллического алмазного материала, содержащую второй материал в междоузлиях между алмазными кристаллами во второй области поликристаллического алмазного м
Комментарии