Способ увеличения концентрации серной кислоты и оборудование для применения в данном способе - RU2762755C2
Код документа: RU2762755C2
Чертежи



Описание
Настоящее изобретение относится к способу увеличения концентрации уже концентрированной серной кислоты и оборудованию для использования в данном способе. Это увеличение концентрации является полезным в связи с очисткой серосодержащих дымовых газов и отходящих газов, где сера присутствует в виде триоксида серы и удаляется в виде кислоты, которая образуется в результате конденсации газа, содержащего триоксид серы/воду. Этот процесс называется процессом производства серной кислоты методом мокрого катализа (WSA - wet gas sulfuric acid).
Серная кислота (H2SO4) является важным химическим веществом общего технического назначения, производство которого превышает 200 миллионов тонн/год. Она, в первую очередь, используется для производства удобрений, но также она используется, среди прочего, в производстве пигментов, в батареях, в металлургической промышленности и в нефтеперерабатывающей промышленности.
Многие применения серной кислоты требуют концентрации кислоты в 93% масс. H2SO4, где оставшиеся 7 % масс. составляет вода.
Что касается стоимости хранения, транспортировки и продажи, покупателю и/или транспортной компании желательна или даже требуется концентрация в 98% масс. Это означает, что спрос на производство серной кислоты с более высокой концентрацией кислоты на заводах по производству серной кислоты увеличился.
На так называемых установках производства серной кислоты методом мокрого катализа, где технологический газ также содержит воду, часто бывает трудно получить концентрацию кислоты в продукте 98% масс. Это связано с сильными гигроскопическими свойствами серной кислоты и наличием азеотропа примерно при 98,6% масс. H2SO4.
В попытке увеличить концентрацию серной кислоты были разработаны так называемые автономные установки для концентрирования серной кислоты.
Во многих из этих процессов повышения концентрации серной кислоты холодная разбавленная кислота подается в установку, где она подвергается непрямому нагреву до температуры, очень близкой к температуре кипения кислоты. Происходит процесс перегонки, то есть, система представляет собой только H2SO4 и H2O. Чтобы достичь концентрации кислоты выше 98,0% масс., требуется более одной стадии перегонки, и по меньшей мере последнюю стадию перегонки осуществляют под вакуумом, чтобы снизить температуру кипения кислоты. Способ компании Plinke является примером наиболее широко используемой автономной технологии концентрирования серной кислоты.
Существует некоторое количество установок концентрирования H2SO4 с непосредственным сжиганием, в которых разбавленная серная кислота контактирует с горячим (~600°C) технологическим газом от сжигания какого-либо вида топлива. Недостатком этих установок является получение больших объемов технологического газа с высокой концентрацией паров серной кислоты, а концентрация кислоты в продукте редко превышает 93% масс. Примерами этой технологии являются способ с погружной камерой сгорания и барабанный концентратор с прямым обогревом Chemico.
Другое решение, которое может быть использовано для увеличения концентрации кислоты в продукте из установки производства серной кислоты методом мокрого катализа, состоит в том, чтобы включить в конструкцию установки производства серной кислоты так называемый интегрированный концентратор серной кислоты (ISAC - сокр. от англ. Integrated Sulfuric Acid Concentrator). ISAC может быть установлен на выпуске для жидкости конденсатора серной кислоты, в котором серная кислота конденсируется из газовой фазы путем прямого или непрямого охлаждения технологического газа, содержащего серную кислоту и водяной пар.
«Интегрированный» означает, что впуск для жидкости ISAC соединен по текучей среде с выпуском для жидкости конденсатора серной кислоты, а горячий воздух, выходящий из колонны ISAC, находится в контакте с впуском для газа в конденсаторе серной кислоты.
В ISAC горячая, уже концентрированная серная кислота из конденсатора контактирует с горячим сухим воздухом, проходящим в противотоке с этой кислотой, тем самым заставляя воду и небольшое количество серной кислоты испаряться из серной кислоты, таким образом увеличивая концентрацию серной кислоты у выпуска ISAC. Сухой воздух уходит в верхней части ISAC и поступает в нижнюю часть конденсатора серной кислоты, где пары серной кислоты конденсируются, в то время как кислота возвращается в верхнюю часть ISAC. Этот процесс более подробно описан в европейском патенте ЕР 0 844 211 и заявке на патент США US 2011/0311433, оба из которых принадлежат заявителю.
Однако, несмотря на элегантность, установка ISAC не всегда может увеличить концентрацию серной кислоты до желаемого уровня в 98% масс. Согласно патенту США US 2011/0311433, если концентрация серной кислоты, поступающей в верхнюю часть ISAC, составляет 93,0% масс., то концентрация на выпуске составит ~96,3% масс. Концентрационная способность серной кислоты ограничена допустимым расходом горячего сухого воздуха, который, в свою очередь, ограничен расходом кислоты, поступающей в ISAC.
Настоящее изобретение представляет собой усовершенствование технологии ISAC, описанной выше, в которой концентрационная способность серной кислоты значительно увеличивается по сравнению с имеющейся сейчас технологией. Кроме того, улучшается гибкость в работе и снижается потребность в энергии.
Более конкретно, настоящее изобретение относится к способу увеличения концентрации уже концентрированной, то есть, с концентрацией 90-98% масс., серной кислоты, причем указанный способ включает стадию отгонки воды из серной кислоты посредством приведения ее в контакт со средами для отгонки, выбранными из воздуха и технологического газа, в колонне концентратора серной кислоты для увеличения концентрации кислоты, выходящей из колонны, причем фракция кислоты, которая покидает колонну, возвращается обратно в цикл в место, находящееся выше по потоку от колонны, через контур рециркуляции кислоты.
Воздух, используемый для отгонки, может представлять собой окружающий воздух или высушенный воздух. Предпочтительно, воздух, используемый для отгонки, имеет концентрацию воды ниже 4% объемн., наиболее предпочтительно, ниже 0,8% объемн.
Если для отгонки используют технологический газ, то он предпочтительно имеет концентрацию H2O (негидратированной) минус концентрацию SO3 (негидратированного) ниже 4,5% объемн., наиболее предпочтительно, ниже 1% объемн.
Среда для отгонки может иметь температуру 100-700°С, предпочтительно, 300-700°С и наиболее предпочтительно, 350-600°С.
Кислоту при желании нагревают во время ее прохождения через контур рециркуляции кислоты. Предпочтительно, чтобы кислота во время ее прохождения через контур рециркуляции кислоты нагревалась до температуры 200-270°С, предпочтительно, 230-260°С.
Предпочтительно, уже концентрированная серная кислота представляет собой вытекающий поток из конденсатора серной кислоты с концентрацией 70-98% масс., предпочтительно, 90-98% масс.
Концентрация кислоты в продукте будет находиться в диапазоне между концентрацией на впуске и ~98,6 % масс., что представляет собой концентрацию азеотропа, то есть, максимально достижимую концентрацию. Предпочтительно концентрация серной кислоты в продукте из колонны концентрирования составляет 95-98,6 % масс., предпочтительно 97-98,6 % масс. С помощью настоящего изобретения регулирование коэффициента рециркуляции кислоты, температуры кислоты, расхода и температуры сред для отгонки позволяет обеспечить гибкую и надежную работу установки, позволяя производить кислоту с концентрацией 98,0% масс., независимо от концентрации кислоты из конденсатора серной кислоты.
Среда для отгонки может нагреваться путем электрического нагрева или путем непрямого теплообмена с насыщенным или перегретым паром, технологическим газом, горячим воздухом, расплавленным солевым теплоносителем или масляным теплоносителем. Любая комбинация упомянутых методов нагрева воздуха также может применяться. Предпочтительно, нагретая среда для отгонки имеет температуру 100-700°С при ее входе в колонну концентратора.
В предпочтительном варианте выполнения вышеуказанного способа рециркулированную кислоту подают непосредственно в распределитель жидкости в колонне концентратора серной кислоты.
Настоящее изобретение, кроме того, относится к контуру рециркуляции кислоты для осуществления способа увеличения концентрации уже концентрированной серной кислоты, включающему насос для кислоты, питаемый горячей концентрированной серной кислотой из выпуска колонны концентратора серной кислоты, при необходимости нагреватель для кислоты, в котором фракция кислоты из выпуска колонны концентратора нагревается до температуры 200-270°С, и трубопровод, направляющий нагретую кислоту в место, находящееся выше по потоку от колонны концентратора.
В дополнение к способу увеличения концентрации серной кислоты, изобретение также относится к различным вариантам исполнения оборудования для применения в данном способе, которые описаны далее. Цифры в скобках относятся к чертежам, на которых
Фиг. 1 показывает установку WSA, оборудованную колонной концентрирования кислоты,
Фиг. 2 показывает другой вариант исполнения установки WSA, где колонна концентрирования установлена во внешнем сосуде относительно резервуара WSA,
Фиг. 3 показывает автономный вариант установки концентрирования серной кислоты;
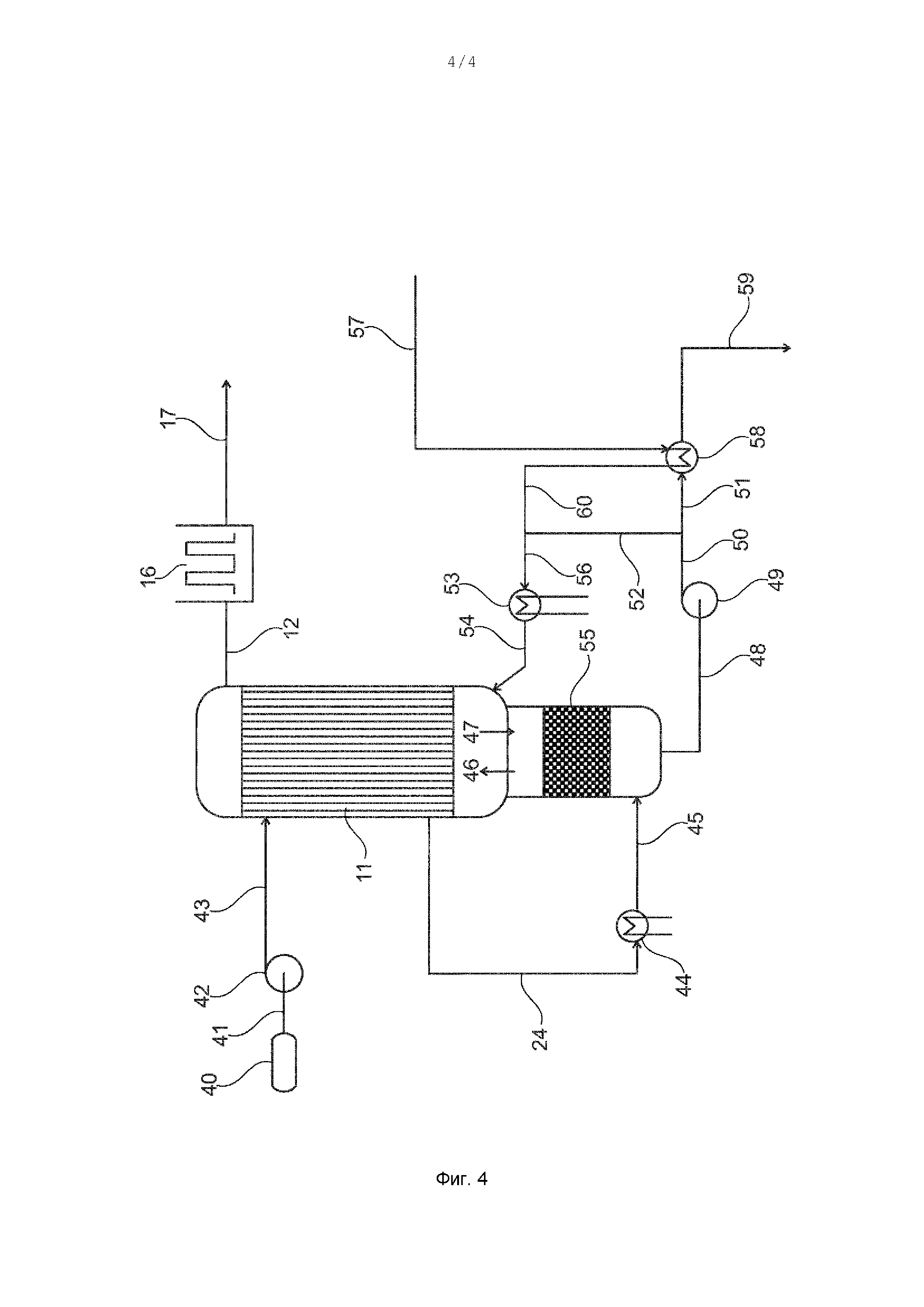
Фиг. 4 показывает альтернативную схему технологического процесса автономного варианта установки концентрирования серной кислоты.
Различные варианты исполнения оборудования для применения в способе согласно изобретению более подробно описаны ниже.
Описание установки WSA, оборудованной колонной концентрирования кислоты
Типичная установка производства серной кислоты методом мокрого катализа (WSA), обрабатывающая поток исходного сырья, который содержит одно или несколько соединений серы, путем конверсии соединений серы в концентрированную серную кислоту, показана на Фиг. 1, исключая с (49) по (54) и (56) ,
Серосодержащее исходное сырье (1), которое может быть как жидким, так и газообразным, сжигается с горячим воздухом (28) и при необходимости вспомогательным топливом (2) в термической камере сгорания (3) при 800-1200°C. При этой температуре вся сера в потоке исходного сырья превращается в диоксид серы (SO2). Технологический газ (4), содержащий SO2, затем охлаждают в котле-утилизаторе (5) перед превращением от 97 до 99,9% SO2 в SO3 в адиабатическом каталитическом слое (7), содержащем катализатор для превращения SO2 в SO3. В зависимости от требуемой эффективности конверсии SO2, будут необходимы от одного до трех каталитических слоев с охлаждением технологического газа в промежутках.
Полностью конвертированный технологический газ (8) затем охлаждают до 250-300°С в охладителе технологического газа (9). В этом охладителе технологического газа часть SO3 реагирует с водяным паром с образованием паров серной кислоты (гидратация SO3). Затем технологический газ (10) дополнительно охлаждают до примерно 100°C в конденсаторе WSA (11), где происходит окончательная гидратация SO3 и конденсация H2SO4.
Конденсатор WSA (11) может быть спроектирован либо с технологическим газом (10), протекающим в вертикальных трубках, и охлаждающим воздухом (23), протекающим в межтрубном пространстве, либо, в качестве альтернативы, с технологическим газом (10) в межтрубном пространстве горизонтальных трубок и охлаждающим воздухом (23) или подаваемым в установку производства серной кислоты газом в трубном пространстве. Конденсатор WSA также может быть спроектирован в виде насадочной колонны, в которой технологический газ контактирует в противотоке с циркулирующей серной кислотой.
Очищенный технологический газ (12) при необходимости повторно подогревается путем добавления горячего воздуха (25), а затем этот нагретый при необходимости газ (13) выбрасывается в атмосферу через выводную трубу (14).
В качестве альтернативы, очищенный технологический газ (12) направляется в установку очистки остаточных газов при условии, что состав загрязняющих веществ в очищенном газе превышает местные пределы выбросов. Такие установки очистки остаточных газов обычно представляют собой скрубберы для удаления SO2 и/или фильтры для удаления кислотного тумана. Установка очистки остаточных газов также может представлять собой второй реактор для конверсии SO2 и второй конденсатор для серной кислоты.
Серная кислота (47), сконденсированная в конденсаторе WSA, поступает в верхнюю часть колонны концентратора (55). В верхней части этой колонны расположен распределитель жидкости, обеспечивающий, чтобы кислота, поступающая в слой насадки колонны концентратора, равномерно распределялась по всей площади поперечного сечения, обеспечивая наилучший возможный контакт между кислотой и сухим воздухом. В слое насадки колонны концентратора, сразу ниже по потоку от распределителя жидкости, серная кислота контактирует в противотоке с горячим сухим воздухом (45), полученным в установке сухого воздуха (40). Сухой воздух обычно нагревают до 200-300°C перед отправкой в колонну концентратора. В результате отгонки главным образом воды, но также и некоторого количества серной кислоты из стекающей вниз серной кислоты, концентрация кислоты увеличивается. Сухой воздух, содержащий пары воды и серной кислоты (46), поступает в нижнюю часть конденсатора WSA (11), где он смешивается с технологическим газом (10), поступающим из охладителя технологического газа (9).
Концентрированный продукт кислоты из колонки ISAC (48) затем по линии (51) (не показана на Фиг. 1) направляется в систему охлаждения кислоты, которая охлаждает горячую кислоту до 30-40°C. Затем холодная кислота либо отправляется на хранение, либо направляется непосредственно в процесс потребления кислоты.
Описание установки WSA, оснащенной улучшенным концентратором кислоты
Технологическая схема установки WSA, оснащенной улучшенным концентратором кислоты, во многом аналогична схеме, описанной выше. Конкретным отличием в этой схеме является контур рециркуляции горячей кислоты, который показан номерами с (48) по (56) на Фиг. 1.
Горячая концентрированная серная кислота, покидающая нижнюю часть колонны ISAC (48), поступает в насос для горячей кислоты (49), где давление кислоты увеличивается, чтобы компенсировать любое падение (падения) давления в имеющемся при желании ниже по потоку теплообменнике (теплообменниках) и чтобы поднять уровень в контуре циркуляции кислоты.
Чтобы гарантировать, что насос для кислоты не работает всухую, на стороне всасывания насоса предпочтительно расположены резервуар или бак. Он может быть или встроен в колонну концентратора кислоты или представлять собой отдельный бак или сосуд, расположенный между выпуском колонны концентратора и впуском в насос рециркуляции кислоты (49).
Горячая кислота (50), выходящая из насоса, затем разделяется на два потока: поток продукта кислоты (51) направляется в систему охлаждения кислоты, в то время как поток циркуляции кислоты (56) при желании направляется в нагреватель кислоты (53), где температура серной кислоты повышается до 200-270°С. Затем горячая кислота (54) направляется на верх колонны концентратора (55), где эта горячая кислота смешивается с кислотой из конденсатора WSA (47) и течет вниз через насадочный слой (55).
Одним из преимуществ контура циркуляции кислоты является то, что концентрация серной кислоты в верхней части колонны концентратора увеличивается (47), тем самым дополнительно увеличивая концентрацию серной кислоты на выпуске (48) колонны концентратора.
Другое преимущество состоит в том, что увеличенный расход серной кислоты в колонне концентратора создает возможность увеличенного расхода сухого горячего воздуха (45) без превышения максимального соотношения газа и жидкости, которое для этой системы составляет около 0,4 нм3 воздуха/кг кислоты. Работа с более высокими соотношениями газа и жидкости будет увеличивать риск высыхания частей насадочного слоя, приводя к более низкой эффективности отгонки в колонне.
Эти два преимущества устраняют ограничение на концентрационную способность серной кислоты в существующей технологической схеме установки концентратора кислоты, тем самым позволяя получать продукт с содержанием серной кислоты > 98,0 % масс. практически при любой заданной концентрации серной кислоты, выходящей из нижней части конденсатора WSA (11).
Как указано выше, система циркуляции кислоты также может быть спроектирована без нагревателя кислоты (53), но тогда температуру сухого воздуха (45) предпочтительно повышают до 300-700°C, чтобы обеспечить достаточную энергию для отгонки воды из серной кислоты. Этого может быть обеспечено только путем рециркуляции кислоты в верхнюю часть колонны концентратора, так чтобы гарантировалось полное смачивание насадки и тепло эффективно передавалось от горячего сухого воздуха к стекающей вниз кислоте. Недостаточное охлаждение горячего сухого воздуха может повредить конденсатор серной кислоты.
В другом варианте исполнения изобретения поток продукта кислоты (51) отводится выше по потоку от насоса циркуляции кислоты (49), так что расход продукта кислоты можно контролировать с помощью простого контроля перелива или уровня жидкости в резервуаре или баке для кислоты.
В еще одном дополнительном варианте исполнения изобретения линия рециркуляции кислоты (54) направлена к нижней части конденсатора серной кислоты и смешивается с кислотой конденсатора перед направлением в верхнюю часть колонны концентратора, тем самым обеспечивая лучшее смешивание двух потоков кислоты и более простую механическую конструкцию.
Еще один вариант исполнения изобретения показан на Фиг. .2. В этом варианте исполнения колонна концентратора (55) установлена во внешнем резервуаре для конденсатора WSA. Серная кислота из конденсатора WSA (47) поступает непосредственно в насос для горячей кислоты (49), который используется для перекачивания кислоты до уровня впуска жидкости в колонну концентратора (54). Это означает, что конденсатор WSA (11) не нужно поднимать на уровень, выше колонны концентратора (55), чтобы освободить пространство для колонны концентратора под конденсатором WSA, создавая возможность течения потока серной кислоты из конденсатора WSA в колонну концентратора под действием силы тяжести. Воздух, содержащий H2SO4 и H2O, из концентратора кислоты (46) предпочтительно передается в конденсатор WSA путем смешивания его с технологическим газом из конвертера SO2 (10). Любой унос жидкости или кислотный туман в воздухе из отходящего газа из концентратора кислоты (59) при желании удаляется в каплеуловителе (58) до того, как очищенный отходящий газ из концентратора кислоты (46) добавляется к технологическому газу из конвертера SO2 (10).
Чтобы предотвратить конденсацию серной кислоты в трубопроводах для технологического газа (46а) и (10а), предпочтительно, к очищенному отходящему воздуху (46) из концентратора кислоты добавляют горячий воздух при температуре 300-700°С (32) перед смешиванием с технологическим газом из конвертера SO2 (10). Объединенный технологический газ (10а) затем передается в конденсатор WSA (11). Источником горячего воздуха (32) предпочтительно является горячий охлаждающий воздух (24) из конденсатора WSA (11), который дополнительно нагревают до температуры 300-700°C в дополнительном нагревателе воздуха (31). В качестве альтернативы, горячий воздух (32) может быть взят в виде бокового потока от горячего сухого воздуха к концентратору кислоты (45).
В еще одном дополнительном варианте исполнения изобретения установка сухого воздуха (40) исключена, и для отгонки используется горячий воздух окружающей среды, как показано на Фиг. 3. В этой конфигурации воздух для отгонки может отводиться из выпуска горячего охлаждающего воздуха из конденсатора WSA (24). Однако это возможно только тогда, когда влажность окружающего воздуха является не слишком высокой, как будет показано в примере 2.
В еще одном дополнительном варианте исполнения изобретения технологический газ используется в качестве среды для отгонки в колонне концентрирования серной кислоты. Преимуществом этого является экономия в капитальных затратах на установку для сухого воздуха и потенциальная экономия в затратах энергии на нагревание среды для отгонки, поскольку технологический газ может быть доступным с более высокой температурой по сравнению с окружающим воздухом из конденсатора WSA или сухим воздухом из установки для сухого воздуха.
Под технологическим газом понимают технологический газ из установки WSA или из любой другой технологической установки. Наиболее важным параметром технологического газа является концентрация воды в этом технологическом газе. В случае, когда технологический газ берется из установки WSA, например, из выпуска последнего слоя катализатора в конвертере SO2 (8), концентрация воды рассматривается по отношению к концентрации триоксида серы, поскольку триоксид серы будет реагировать с водой в этом технологическом газе с образованием серной кислоты в соответствии с реакцией гидратации (1):
SO3 (г) + H2O (г) = H2SO4 (г) + 101 кДж/моль (1)
Тем не менее, аналогично использованию окружающего воздуха в качестве среды для отгонки, может быть сложно получить концентрации кислоты в продукте 98,0-98,5% масс., если концентрация H2O в пересчете на негидратированную, за вычетом концентрации SO3, в пересчете на негидратированный, выше, чем примерно 3-4,5% объемн.
Описание автономного варианта улучшенного концентратора кислоты
Автономный вариант установки концентрирования серной кислоты с использованием настоящего изобретения показан на Фиг. 3.
Питающий поток холодной кислоты (57) сначала предварительно нагревают в охладителе для продукта кислоты (58) путем теплообмена с потоком горячей концентрированной серной кислоты (51). Охладитель для продукта кислоты может быть разделен на несколько последовательно соединенных теплообменников из разных конструкционных материалов, чтобы снизить инвестиционные затраты.
Предварительно нагретую подаваемую кислоту (60) затем смешивают с рециркулированным продуктом кислоты (52) перед тем, как объединенный поток кислоты при желании дополнительно нагревают до 200-270°С в нагревателе рециркулирующей кислоты (53). Затем эта дополнительно нагретая при желании подаваемая кислота (54) поступает в верхнюю часть колонны концентратора (55) или в нижнюю часть конденсатора серной кислоты (11), где она объединяется с кислотой из конденсатора WSA (47). Объединенный поток контактирует с горячим сухим воздухом (45) при течении в противотоке, переводя в основном воду, но также некоторое количество серной кислоты из жидкой фазы в газовую фазу, таким образом увеличивая концентрацию серной кислоты в жидкой фазе.
Концентрированная кислота (48), выходящая из колонны концентратора, поступает в насос для циркуляции горячей кислоты (49), который поддерживает давление для преодоления падения давления в трубопроводах и теплообменниках (53) и (58) и разности высоты между нагнетательным отверстием насоса для кислоты (позиция (50)) и впуском для рециркулирующей кислоты в колонне концентратора (позиция (54)).
Средство для поддержания уровня жидкости на стороне всасывания насоса для рециркуляции кислоты (49) устанавливается либо в виде резервуара отстойника, встроенного в колонну концентратора кислоты, либо в виде отдельного накопительного бака.
Горячая концентрированная кислота (50) разделяется на две фракции. Одна фракция подвергается рециркуляции (52), смешивается с предварительно нагретым питающим потоком кислоты (60), а затем направляется обратно на впуск колонны концентратора (54) через имеющийся при необходимости нагреватель рециркулирующей кислоты (53). Другая фракция горячей концентрированной кислоты (51) направляется в охладитель продукта кислоты (58) для теплообмена с холодным питающим потоком кислоты (57), и поток холодного продукта (59) может быть дополнительно охлажден до более подобающей температуры хранения.
Количество кислоты, рециркулирующей по линии (52), зависит от начальной концентрации питающего потока кислоты (57) и желаемой концентрации кислоты в продукте (59). Чем больше разница в концентрации, тем больше будет рециркуляционный поток.
Воздух (41), используемый для отгонки воды из серной кислоты, сначала сушат в установке для сухого воздуха (40). Эта установка для сухого воздуха обычно представляет собой абсорбционный осушитель с поглощающим средством, но сухой воздух также может представлять собой окружающий воздух, сжатый до давления 5-10 бар изб. и/или охлажденный до низкой температуры, чтобы сконденсировать основную часть воды. Ниже по потоку от осушающей установки сухой воздух (41) сжимается в воздуходувке для охлаждающего воздуха (42) перед тем, как он используется в качестве охлаждающей среды (43) в межтрубном пространстве конденсатора WSA (11). Сухой воздух нагревается до 180-240°C в межтрубном пространстве конденсатора WSA и покидает этот конденсатор WSA через нижний выпуск посредством линии (24). Этот частично нагретый сухой воздух дополнительно нагревается до примерно 300-700°C в нагревателе воздуха (44), прежде чем через линию (45) направляется на впуск воздуха в колонну концентратора (55). Окончательный нагрев воздуха может осуществляться путем электрического нагревания или непрямого теплообмена, например, с насыщенным или перегретым паром, технологическим газом, горячим воздухом, расплавленным солевым теплоносителем или масляным теплоносителем, или с помощью комбинации вышеупомянутых способов.
Пары воды и серной кислоты (46), которые уносятся с горячим сухим воздухом в колонне концентратора (55), стекают в нижнюю часть конденсатора WSA (11). В конденсаторе WSA газ (46) охлаждают обычно до 70-120°C, а пары серной кислоты конденсируют в виде 90-98% масс. H2SO4, которая возвращается в верхнюю часть колонны концентратора (55), поступая в коллектор для кислоты и непосредственно в колонну концентратора, как указано с помощью (47). Чистый газ (12), который содержит незначительные количества тумана серной кислоты и водяного пара, выходит из верхней части конденсатора WSA (11) и может выбрасываться непосредственно в атмосферу через выводную трубу. В зависимости от местных требований к выбросам, этот чистый газ (12) может подвергаться дальнейшему уменьшению количества тумана серной кислоты в фильтре для кислотного тумана (16), например, в фильтре патронного типа или влажном электростатическом осадителе. Газовый охладитель или быстрое охлаждение водой/слабой кислотой или воздухом можно использовать для снижения температуры газа на впуске в фильтр для тумана серной кислоты. Эти элементы не показаны на Фиг. 3.
В специальном варианте исполнения предполагают, что нагреватель рециркулирующей кислоты (53) представляет собой тип рамного пластинчатого, блочного, кожухотрубчатого, двухтрубчатого или тому подобных. Предполагают, что нагревательной средой для нагревателя рециркулирующей кислоты является масляный теплоноситель, но это также могут быть другие среды для теплопередачи, такие как перегретый пар, конденсирующий пар высокого давления или расплавленный солевой теплоноситель. В качестве альтернативы, нагрев может быть осуществлен непосредственно с помощью электрических средств, либо посредством теплопроводности от электрического сопротивления, либо электрической энергии, преобразованной в микроволны, которые поглощаются серной кислотой в трубке или проточной ячейке.
Рециркуляционный нагреватель, использующий двухтрубчатую конструкцию с масляным теплоносителем в качестве нагревательной среды, описан в немецком патенте DE 10 2007 059 802 B3.
В специальном варианте исполнения нагреватель рециркулирующей кислоты не включен, и чтобы подавать достаточное количество тепла в систему, температуру горячего воздуха необходимо увеличить до 350-700°C.
Изобретение описано дополнительно в следующих примерах.
Пример 1
В этом примере колонна концентратора кислоты является интегрированной частью установки производства серной кислоты методом мокрого катализа, как показано на Фиг. 1.
Технологический газ, содержащий триоксид серы, воду и пары серной кислоты (10), поступает в конденсатор WSA (11), в котором серная кислота конденсируется и выходит из конденсатора WSA через нижний выпуск по линии (47) и поступает в верхнюю часть колонны концентратора (55). Горячий сухой воздух (45) используется, чтобы отгонять воду (и небольшое количество серной кислоты) из стекающей вниз кислоты, а концентрированная серная кислота покидает колонну концентратора через линию (48).
Таблица 1 показывает основные рабочие параметры для общепринятого концентратора кислоты без рециркуляции горячей кислоты и нового улучшенного концентратора кислоты с рециркуляцией кислоты с нагреванием и без нагревания кислоты.
В случае А, который представляет собой общепринятый прямоточный концентратор кислоты без рециркуляции, концентрация продукта серной кислоты увеличивается с 94 % масс. до 95,5 % масс. Концентрация продукта ограничена расходом горячего сухого воздуха, поступающего в колонну концентратора. Для этой системы максимальное соотношение газа и воздуха составляет ~0,4 нм3 воздуха/кг серной кислоты. Если используются более значительные потоки воздуха, то увеличивается риск захлебывания колонны и/или образования сквозных каналов, что значительно снижает эффективность колонны концентратора.
В случаях B, C и D, которые являются тремя примерами из настоящего изобретения, концентрация серной кислоты увеличивается от 94% масс. до 98% масс. Несмотря на то, что варианты B, C и D дают одинаковую концентрацию серной кислоты в продукте, эксплуатационные расходы операций концентрирования далеко не равны.
В варианте B нагреватель рециркулирующей кислоты (53) исключен из технологической схемы, и энергия для отгонки воды в колонне концентратора может подаваться только посредством горячего сухого воздуха (45). Потребности в энергии для сушки и нагревания воздуха являются относительно высокими по сравнению с энергией, передаваемой от воздуха к кислоте. Следовательно, требуется большой расход воздуха, и для того, чтобы не превышать максимальное соотношение воздуха и кислоты, необходимо подвергать рециркуляции много кислоты.
В варианте C энергия может передаваться непосредственно к рециркулирующей кислоте ((56) и (54)) через нагреватель рециркулирующей кислоты (53). Поскольку эта энергия обеспечивается с очень низкими тепловыми потерями, затраты энергии на концентрирование серной кислоты значительно снижаются.
В варианте D нагреватель рециркулирующей кислоты (53) исключается аналогично варианту B, но температура горячего сухого воздуха (45) повышается с 260°C до 550°C. Благодаря более высокой температуре сухого воздуха по сравнению с вариантом B, для концентрирования кислоты передается больше энергии, и, таким образом, расход сухого воздуха может быть значительно уменьшен.
Это можно увидеть в приведенной ниже таблице 1, где потребление энергии уменьшается с 0,54 кВтч/кг, когда вся энергия подается посредством горячего сухого воздуха (вариант B), до 0,25 кВтч/кг, когда энергия в первую очередь подается непосредственно в горячую рециркулирующую. кислоту, то есть, снижение составляет более чем 50%. Однако потребление энергии еще снижается, когда энергия подается в сухой воздух путем дополнительного увеличения температуры сухого воздуха (вариант D), то есть, снижение составляет 70% по сравнению с вариантом B.
Другим преимуществом повышения температуры сухого воздуха и исключения нагревателя кислоты является то, что расход горячего сухого воздуха может быть уменьшен, тем самым уменьшая размер не только колонны концентратора (55) и установки сухого воздуха (40), но также и конденсатора WSA (11). В вариантах B и C расход горячего сухого воздуха составляет около 15% и 6% от расхода технологического газа (10) соответственно, что уменьшается всего лишь до 2% в варианте D.
Очевидно, что наименьший размер установки и самое низкое потребление энергии достигаются с помощью традиционной технологической схемы концентратора кислоты, но если достижимая концентрация кислоты является неприемлемой, тогда решение традиционного концентратора кислоты не подходит как вариант.
В таблице 1 (на следующей странице) показаны основные рабочие параметры для установки WSA, оснащенной ISAC с рециркуляцией и без рециркуляции серной кислоты. Поток технологического газа (10) в конденсатор WSA составляет 58 400 нм3/ч, содержащий 0,7% объемн. SO3 (не гидратированного) и 12% объемн. H2O. Технологический газ охлаждается от 250°C до 100°C, и H2SO4 с концентрацией 94,0% масс. выходит из конденсатора WSA через нижнюю часть (47).
Случай А: Традиционный концентратор кислоты без рециркуляции.
Случай B: Концентратор кислоты с рециркуляцией без повторного нагрева кислоты.
Случай C: Концентратор кислоты с рециркуляцией и дополнительным нагревом кислоты.
Случай D: Концентратор кислоты с рециркуляцией без повторного нагрева кислоты и с дополнительно нагретым сухим воздухом.
Таблица 1
Пример 2
В этом примере исследуется влияние концентрации H2O в горячем воздухе, используемом для отгонки воды из кислоты в концентраторе кислоты.
Таблица 2, приведенная ниже, показывает основные рабочие параметры улучшенного концентратора кислоты с рециркуляцией кислоты без нагрева кислоты и с сушкой и без сушки воздуха для отгонки.
Основой для расчета является схема, приведенная в примере 1, случае D, то есть, концентрирование 1850 кг/ч серной кислоты в концентраторе кислоты, соединенном с конденсатором WSA в установке WSA. Концентрация кислоты из конденсатора WSA составляет примерно 94% масс., и концентратор кислоты сконструирован без нагревателя кислоты, но с использованием дополнительно нагретого горячего воздуха.
В случае D воздух для отгонки сушат до содержания воды 0,5% масс., что эквивалентно температуре конденсации воды около 5°C.
Случай P аналогичен случаю D, но в этом случае установка сушки воздуха (40) исключена, и поэтому небольшая часть горячего охлаждающего воздуха (24) из конденсатора WSA дополнительно нагревается в воздухонагревателе и используется для отгонки в колонне концентратора кислоты, как показано на фиг. 3. Концентрация H2O в воздухе для отгонки составляет 2% масс., что эквивалентно температуре конденсации около 27°C.
Случай Q аналогичен случаю P, где установка сушки воздуха (40) исключена, а частично нагретый воздух для отгонки забирается из горячего воздуха из конденсатора WSA, но в этом случае концентрация H2O в воздухе для отгонки составляет 2,8% масс., что эквивалентно температуре конденсации 32°C.
Во всех трех случаях D, P и Q температура воздуха для отгонки (45) подбирается, чтобы получить максимальную температуру кислоты 255°C в контуре рециркуляции кислоты (54), которая считается максимальной температурой для конструкционных материалов в контуре рециркуляции кислоты (48-56). Расход сухого воздуха (45) затем подбирается, чтобы получить требуемую концентрацию кислоты в продукте (51), которая составляет 98% масс. Наконец, расход рециркуляции кислоты (54) регулируется, чтобы не превышать максимальное соотношение газа и жидкости, составляющее 0,4 нм3 воздуха на кг кислоты. Расход воздуха для отгонки (54) увеличивается с 1300 нм3/ч до 2100 нм3/ч и 3800 нм3/ч, когда концентрация воды в этом воздухе для отгонки (45) увеличивается с 0,5% масс. до 2,0% масс. и 2,8% масс., в случаях D, P и Q соответственно. Но поскольку воздух для отгонки не нужно сушить и его можно частично нагревать в конденсаторе WSA, потребление энергии фактически снижается с 290 кВт в случае D до 200 кВт в случае P. В случае Q потребление энергии немного увеличивается до 300 кВт.
Вариант P имеет более низкие капитальные затраты по сравнению с вариантом D, поскольку установка сухого воздуха (40) может быть исключена.
Этот пример также показывает, что с точки зрения эксплуатационных расходов не всегда выгодно использовать сухой воздух для отгонки, поскольку частично нагретый воздух доступен из конденсатора WSA.
Однако использование окружающего воздуха для отгонки сделает сложным достижение очень высокой концентрации кислоты (> 98% масс.) в наиболее влажных местах, как показано в случае Q, где расход воздуха для отгонки значительно увеличивается по сравнению со случаем P.
В таблице 2 показаны основные рабочие параметры для установки WSA, оснащенной концентратором кислоты и рециркуляцией серной кислоты.
Случай D: Концентратор кислоты с рециркуляцией и дополнительно нагретым воздухом, высушенным до содержания воды 0,5% масс.
Случай P: Концентратор кислоты с рециркуляцией и дополнительно нагретым окружающим воздухом с температурой конденсации 27°C (2% масс. H2O).
Случай Q: Концентратор кислоты с рециркуляцией и дополнительно нагретым окружающим воздухом с температурой конденсации 32°C (2,8% масс. H2O).
Таблица 2
Пример 3
Таблица 3 показывает рабочие параметры для автономного концентратора серной кислоты, используемого для концентрирования 10 000 кг/ч серной кислоты с помощью способа в соответствии с технологической схемой процесса, такой как показана на фиг. 4.
Случай E показывает основные рабочие параметры без рециркуляции серной кислоты, тогда как случаи F и G показывают основные рабочие параметры с рециркуляцией и нагревом кислоты и очень горячим сухим воздухом соответственно. Увеличение концентрации, которое может быть получено в случае отсутствия рециркуляции кислоты, ограничено примерно 2,1 % масс. в случае E (т.е., 96,6% масс.), в то время как в случаях F и G может быть достигнута концентрация серной кислоты в 98,0% масс.
Как и в примере 1, видно, что схема традиционного концентратора кислоты без рециркуляции кислоты является наиболее экономичным решением, как в отношении размера установки, так и в отношении эксплуатационных расходов. Но традиционный концентратор кислоты ограничен в достижимой степени концентрации подаваемой кислоты, и, таким образом, если достижимая концентрация кислоты является неприемлемой, тогда традиционное решение не может быть использовано.
Один вариант может состоять в том, чтобы расположить две или три традиционные установки концентратора кислоты последовательно, используя горячий или охлажденный продукт кислоты (51) или (59) из одной установки в качестве исходного сырья для следующей автономной установки концентратора кислоты.
Предложенное улучшение установки концентратора кислоты, включающее рециркуляцию кислоты и обе альтернативы - с нагревом кислоты и без нагрева кислоты, но с более высокой температурой сухого воздуха, будет гораздо более простым решением.
Таблица 3 показывает основные рабочие параметры для автономной установки для концентрирования серной кислоты без использования рециркуляции серной кислоты, и два варианта, упомянутые для случая с рециркуляцией серной кислоты, а именно, с нагревом кислоты и без нагрева кислоты, но с очень горячим сухим воздухом. Используется 10 000 кг/ч подаваемой кислоты с температурой 40°С. В случае F подаваемая кислота нагревается до 240°C в нагревателе рециркулирующей кислоты (53) перед введением в колонну ISAC. В случаях E и G кислоту нагревают только до примерно 201°C в охладителе для продукта кислоты (58).
Случай E: Автономный концентратор без рециркуляции кислоты.
Случай F: Автономный концентратор с рециркуляцией кислоты и нагревом кислоты
Случай G: автономный концентратор с рециркуляцией кислоты и очень горячим сухим воздухом
Таблица 3
Пример 4
В этом примере было исследовано влияние изменения температуры серной кислоты в рециркулирующем потоке (54).
Основой для расчетов является технологическая схема, данная в примере 3, то есть, концентрирование 10 т/ч кислоты от начальной концентрации 94,5% масс. до 98,0% масс. Это увеличение в концентрации является недостижимым при использовании схемы прямоточного концентратора кислоты.
Результаты расчетов технологической схемы концентратора с рециркуляцией кислоты показаны в таблице 4. По мере того, как температура рециркулирующей кислоты увеличивается, соотношение рециркуляции кислоты (то есть, расход рециркуляции кислоты) уменьшается, поскольку более высокая температура увеличивает давление паров H2O (и H2SO4) и, таким образом, отгонка становится более эффективной, поскольку увеличивается движущая сила испарения. Это также означает, что для осуществления такого же концентрирования исходного сырья требуется меньше воздуха для отгонки, и при температуре рециркулирующей кислоты 260°C соотношение воздуха и жидкости может быть уменьшено при сохранении высокой концентрации продукта кислоты.
Общее потребление энергии также уменьшается поскольку увеличивается температура рециркулирующей кислоты, то есть, энергия, передаваемая непосредственно потоку рециркулирующей кислоты, используется гораздо более эффективно по сравнению с подведением энергии к горячему сухому воздуху. Это происходит главным образом по причине высоких энергетических затрат на сушку воздуха, но также из-за относительно более высоких потерь тепла воздушного потока.
Таблица 4 показывает основные рабочие параметры автономной установки концентрирования серной кислоты с использованием рециркуляции серной кислоты и нагрева кислоты. Используется 10 т/ч подаваемой кислоты с начальной температурой 40°С и концентрацией 94,5% масс. используется. Сухой воздух для колонны концентратора кислоты имеет температуру 300°С на впуске в колонну. Концентрация кислоты в продукте составляет 98,0% масс.
Таблица 4
Общий расход энергии уменьшается с увеличением температуры рециркулирующей кислоты (и, следовательно, расхода энергии на рециркулирующую кислоту), и наименьший расход теплоты наиболее вероятно достигается, когда подведение тепла к рециркулирующей кислоте близко к 100%. По практическим соображениям не рекомендуется повышать температуру кислоты выше 240-260°C, поскольку выбор конструкционных материалов для насоса, теплообменника (включая прокладки), трубопроводов и колонны концентратора кислоты становится очень сложным из-за высокой коррозионности горячей концентрированной кислоты. Если в будущем будут разработаны более стойкие материалы, тогда температура кислоты может быть увеличена для более низкого общего расхода энергии.
Пример 5
В этом примере было исследовано влияние изменения температуры сухого воздуха на впуске в колонну концентратора (45).
Основой для расчетов является технологическая схема, данная в примере 3, то есть, концентрирование 10 т/ч кислоты от начальной концентрации 94,5% масс. до 98,0% масс. Это увеличение в концентрации является недостижимым при использовании схемы прямоточного концентратора кислоты, и в этом примере основное внимание уделяется случаю без нагрева кислоты, но с более высокой температурой сухого воздуха.
Результаты расчетов технологической схемы концентратора с рециркуляцией кислоты показаны в таблице 5. По мере того, как температура сухого воздуха (45) увеличивается, требования к расходу сухого воздуха уменьшаются и, наконец, требуемый общий расход энергии для сушки и нагревания воздуха снижается с 1191 кВт при использовании воздуха с температурой 450°C (случай N) до 906 кВт при использовании воздуха с температурой 650°C (случай O). Если посмотреть на результирующую температуру рециркулирующей кислоты (54), она также возрастает с увеличением температуры сухого воздуха (45). При температуре воздуха 650°C достигается температура рециркулирующей кислоты 259°C, которая приближается к практическому пределу для конструкционных материалов, доступных для линии рециркуляции кислоты, как упомянуто в Примере 4.
Таблица 5
Реферат
Изобретение может быть использовано в химической промышленности. Способ увеличения концентрации уже концентрированной серной кислоты включает стадию отгонки воды из серной кислоты посредством приведения ее в контакт со средой для отгонки, выбранной из воздуха и технологического газа, в колонне концентратора серной кислоты для увеличения концентрации кислоты, выходящей из колонны. Фракцию кислоты, которая покидает колонну, возвращают обратно в цикл в место, находящееся выше по потоку от колонны, через систему рециркуляции кислоты. Предложены системы рециркуляции кислоты для осуществления указанного способа и автономная установка концентрирования серной кислоты. Изобретение позволяет увеличить концентрационную способность серной кислоты. 4 н. и 13 з.п. ф-лы, 4 ил., 5 табл., 5 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для производства концентрированной серной кислоты
Способ увеличения концентрации раствора серной кислоты
Комментарии