Ультразвуковой способ измерения характеристик напряженно-деформированного состояния болтовых и шпилечных соединений - RU2099698C1
Код документа: RU2099698C1
Описание
Изобретение относится к области неразрушающих методов диагностики материалов и конструкций и может
быть использовано для измерения напряженно-деформированного состояния (НДС) болтовых и шпилечных резьбовых соединений при строительстве, монтаже и эксплуатации объектов ответственного назначения в
различных отраслях промышленности и транспорта (тепловая и атомная энергетика, машиностроение, химическая и др.)
Известен ультразвуковой (УЗ) способ контроля механических напряжений в
твердых
телах, заключающийся в излучении в изделие до приложения нагрузки и после приложения двух импульсов УЗ-колебаний сдвиговых волн с взаимно перпендикулярной ориентацией вектора смещения,
измерении
изменения их скоростей и вычислении величины напряжения по относительному изменению скорости УЗ-колебаний и акустоупругому коэффициенту [1] Недостатком этого способа является низкая
точность,
обусловленная фактическим непостоянством акустоупругого коэффициента при изменении величины напряжения.
Известен также способ контроля внутренних механических напряжений,
заключающийся
в том, что в изделие вводят непрерывные УЗ-колебания до приложения внешней нагрузки и после, измеряют нелинейные искажения установившихся колебаний после приложения нагрузки и по ним
судят о величине
внутренних напряжений [2]
Недостатками этого способа являются низкие чувствительность и точность, а также недостаточная достоверность, что обусловлено невозможностью точной
компенсации
влияния температуры, изменений длины исследуемого тела в процессе его нагружения и др. факторов.
Наиболее близким к предполагаемому изобретению является способ УЗ-контроля
внутренних
напряжений, заключающийся в том, что исследуемый объект (болт) вдоль его оси вводят непрерывные УЗ-колебания до и после приложения нагрузки, анализируют параметры установившихся колебаний
и по их
соотношению судят о величине внутренних напряжений [3]
Недостатком этого способа является низкая точность и недостаточная достоверность результатов, обусловленные зависимостью
параметров
УЗ-колебаний от температуры объекта, его геометрии и свойств материала.
Но основными недостатками всех известных способов диагностики напряженно-деформированного состояния
материалов в
объектах ответственного назначения являются:
невозможность определения второй необходимой характеристики НДС - относительной деформации. Дело в том, что знание только величины
напряжения
практически ничего не дает, т. к. механические характеристики материалов имеют большой (до 25% ) разброс и достоверность НДС материала в области нагрузок, близких к пределу текучести, где
наряду с
упругими деформациями возникают микропластические деформации такого же порядка, становился недопустимо малой;
невозможность применения известных способов в условиях
упругопластических
деформаций, когда меняются упругие константы материалов.
Эти недостатки и объясняют низкий спрос на существующие средства измерения напряжений при росте актуальности задачи определения НДС материалов ответственных конструкций.
Задачей, на решение которой направлено предлагаемое изобретение, является определение двух необходимых характеристик НДС: напряжения и относительной деформации в широком диапазоне нагрузок, вплоть до разрушения, для обеспечения достаточной для оценки безопасности дальнейшей эксплуатации объекта достоверности и расширения области применения способа при измерениях НДС.
Дополнительной, но важной задачей, которая решается предлагаемым изобретением, является обнаружение возникших при затяжке болтовых или шпилечных соединений дефектов типа трещин напряженно-усталостного происхождения.
Решение поставленной задачи достигается тем, что в ультразвуковом способе определения
механических характеристик
материала элементов болтовых и шпилечных соединений, заключающемся в том, что в исследуемом соединении создают непрерывные ультразвуковые колебания до и после затяжки,
принимают прошедшие через
исследуемое соединение ультразвуковые колебания и измеряют их параметры, по соотношению которых судят о состоянии материала элементов соединения, одновременно или
последовательно в исследуемом
соединении создают ультразвуковые колебания продольных и сдвиговых волн, измеряют резонансные частоты этих волн до и после затяжки исследуемого соединения, а величины
механического напряжение σ
и относительной деформации e определяют по формулам:

где Eo модуль упругости материала;
m коэффициент Пуассона материала;
s, ε напряжение и относительная деформация исследуемого объекта;

f, f значения резонансных частот продольных колебаний до и после приложения внешней нагрузки;
f, f то же, для сдвиговых колебаний.
Кроме того, дополнительно контролируют нелинейные искажения колебаний и по их появлению судят о наличии дефектов в исследуемом соединении.
Известен способ контроля напряженного состояния материала, заключающийся в том, что в исследуемый объект вводят продольные и сдвиговые колебания [4] Однако этот способ не дает возможности определить относительную деформацию, что снижает достоверность результатов измерения НДС, кроме того, работоспособен этот способ только в упругой области нагружений и требует предварительной тарировки на образцах, а значит не имеет достаточной точности вследствие различия свойств образцов и исследуемого объекта. Указанные недостатки известного способа свидетельствуют о том, что он не решает поставленных задач.
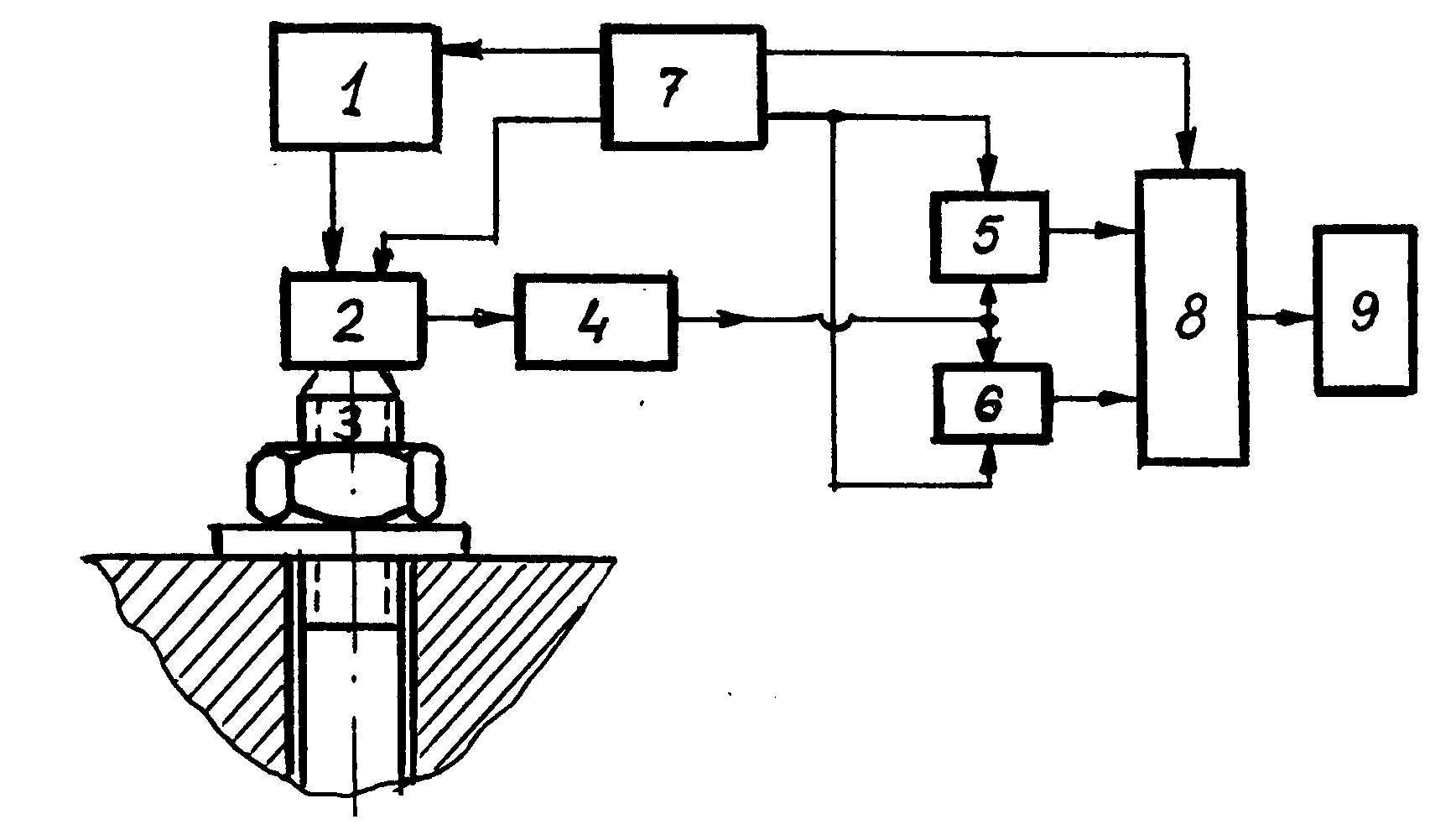
На чертеже представлена блок-схема простейшего устройства, реализующего УЗ-способ измерения характеристик напряженно-деформированного состояния исследуемого объекта (болта, шпильки).
Устройство для реализации способа состоит из перестраиваемого генератора непрерывных колебаний 1, блока ультразвуковых преобразователей 2, вводящих ультразвуковые колебания в исследуемый объект (болт, шпильку) 3, приемно-усилительного тракта 4, к выходу которого подключены частотомер 5 и анализатор нелинейных искажений 6, в свою очередь, выходы частотомера и анализатора соединены с входом вычислительного блока 8, соединенного с индикатором 9. Работа устройства координируется коммутатором 7.
Реализуется способ измерения НДС, например шпильки, следующим образом. На торцевую поверхность шпильки 3, предварительно подготовленную к измерениям путем зачистки поверхности и смачивания ее контактной жидкостью, устанавливается блок ультразвуковых преобразователей 2. В незатянутую шпильку вводятся непрерывные УЗ-колебания, возбуждаемые генератором 1. Устанавливая коммутатором 7 режим работы на продольных колебаниях и перестраивая частоту генератора 1, определяют частотомером 5 значение резонансной частоты продольных колебаний f Это значение поступает в вычислительный блок 8. Затем коммутатором 7 устанавливают режим работы на сдвиговой волне и повторяют операцию по определению резонансной частоты f После затягивания резьбового соединения вновь проводят операции измерения резонансных частот теперь уже f и f вблизи прежних значений. Поступившая в вычислительный блок 8 информация обрабатывается по формулам (1). Помимо описанных операций, сигналы с выхода усилительного тракта 4, поступая на анализатор нелинейных искажений, подвергаются соответствующей обработке и при наличии искажений информация о них поступает на вычислительный блок 8, который, в свою очередь, передает на индикатор 9 сигнал о наличии дефекта и его характере.
Использование разработанного способа позволит за счет получения двух характеристик НДС, повышая точность и достоверность их значений, повысить надежность прогноза сроков безопасной эксплуатации ответственных конструкций в объектах повышенной опасности для человека и окружающей среды. Это и определяет экономический эффект от внедрения разработанного способа.
Реферат
Использование: методы диагностики материалов и конструкций и измерение напряженно-деформированного состояния болтовых и шпилечных резьбовых соединений при строительстве, монтаже и эксплуатации объектов ответственного назначения в различных отраслях промышленности и транспорта: тепловая и атомная энергетика, машиностроение, химическая и др. Сущность изобретения: в исследуемом соединении одновременно или последовательно создают непрерывные ультразвуковые колебания продольных и сдвиговых волн до и после затяжки, принимают прошедшие через исследуемое соединение ультразвуковые колебания, измеряют резонансные частоты этих волн и по их соотношению определяют величины механического напряжения и относительной деформации. Кроме того, дополнительно контролируют нелинейные искажения колебаний и по их появлению судят о наличии дефектов в исследуемом соединении. 1 з. п. ф-лы, 1 ил.
Формула


где E0 модуль упругости материала;
m - коэффициент Пуассона материала;
σ, ε - напряжение и относительная деформация исследуемого объекта;

f, f - значения резонансных частот продольных колебаний до и после приложения внешней нагрузки;
f, f - то же, для сдвиговых колебаний.
Комментарии