Способ получения углерод-углеродных композиционных материалов из углепластиков с фталонитрильными матрицами - RU2745825C1
Код документа: RU2745825C1
Чертежи
Описание
Область техники
Изобретение относится к области химии углерода и технологии получения углерод-углеродных композиционных материалов (УУКМ), а именно к способу получения УУКМ методом карбонизации углепластиков с фталонитрильными матрицами для применения в таких областях промышленности как самолетостроение (тормозные диски), спускаемые космические аппараты (термоэкраны), химическая промышленность (хемостойкие трубы в высокотемпературных процессах), металлургическая промышленность (структурные элементы аппаратов в высокотемпературных зонах) и др.
Уровень техники
Углерод-углеродные композиты являются перспективными материалами для применения в области температур выше 600°С в связи с их прочностью и термической стабильностью в неокислительных средах. Наиболее часто С/С композиты получают нагреванием углепластиков до температур карбонизации (~1000°C). В качестве матриц исходных композитов используются различные реактопласты либо каменноугольный пек. Среди реактопластов для получения С/С композитов часто применяются широкий спектр фенольных смол, основным недостатком которых является низкий углеродный остаток [E. Fitzer, L.M. Manocha, Carbon Reinforcements and Carbon/Carbon Composites, Springer Berlin Heidelberg, Berlin, Heidelberg, 1998. doi:10.1007/978-3-642-58745-0] За счет этого образуется большое количество летучих веществ, что приводит к образованию пустот в объеме композита, что в итоге снижает механические свойства материала. Для заполнения пустот и увеличения плотности конечного С/С композита необходимо проведение нескольких циклов пропитки-карбонизации. Получение материала с максимальными свойствами требует от 6 до 8 месяцев.
Возможным методом ускорения производства УУКМ является использование связующих с более высокими значениями углеродного остатка. Так использование полиимидных связующих позволяет рассчитывать на коксовый остаток в диапазоне 55-60% [V.E. Yudin, M.Y. Goykhman, K. Balik, P. Glogar, G.N. Gubanova, V.V. Kudriavtsev, Carbonization behaviour of some polyimide resins reinforced with carbon fibers, Carbon N.Y. 38 (2000) 5-12. doi:10.1016/S0008-6223(99)00073-1]. Сами полимерные композиционные материалы изготавливались препреговым методом и формовались под давлением 0,3 МПа при температурах 300-350°С в течение 5 часов. Сам процесс карбонизации проводился в атмосфере азота и со скоростью нагрева до 1000°С 50°С/ч. Плотность получаемых образцов не превышала 1,41 г/см3, значения открытой пористости лежали в диапазоне 13-29%. Такие результаты говорят о необходимости проведения дальнейшей доработки материала. Основной же проблемой такого метода является невозможность проведения пропитки тем же самым связующим, так как изначальный ПКМ изготавливался препреговым способом.
В качестве матрицы исходных ПКМ можно использовать полибензоксазолы и полибензотриазолы [A. [US/US]; 2064 PIERINI, Peter, E. [US/US]; 2262 Ashby Avenue, Berkeley, CA 94705 (US). WESSLING, Ritchie, A. [US/US]; 1126 Shattuck Avenue, Berkeley, CA 94707 (US). NIELSEN, Charles, METHOD TO SYNTHESIZE CARBON-CARBON COMPOSITES, WO 93/24558, 1994]. Основной проблемой, как и в предыдущем случае является необходимость изготавливать ПКМ методом прессования при температуре 400°С и давлении 69 бар. Тем не менее, потеря массы материала после процесса карбонизации составляет более 40%.
Альтернативным методом получения С/С композитов является пропитка углеволокна мезофазным пеком [L.M. Manocha, High performance carbon-carbon composites, Sadhana. 28 (2003) 349-358. doi:10.1007/BF02717143]. За счет высокой вязкости пека процесс пропитки является трудоемким и требует применения высоких температур от 550°С до 800°С.
Еще одним методом получения углерод-углеродных композитов выступает метод осаждения углерода из газовой фазы путем пиролиза метана [Y. Shu, C. Jie, H. Qizhong, X. Xiang, C. Tong, L. Yunping, Effect of Braking Speeds on the Tribological Properties of Carbon/Carbon Composites, (n.d.). doi:10.2320/matertrans.M2009390]. Недостатком данного метода является невозможность получения толстых (до 22 мм) деталей в связи с осаждением пиролитического углерода преимущественно на поверхности образца.
Использование фталонитрильных связующих позволяет решить вышеобозначенные проблемы. Обладая высоким углеродным выходом (~75-80%) фталонитрильные связующие могут перерабатываться в широком интервале температур. Основной проблемой существующего уровня техники применения фталонитрильных связующих для изготовления ПКМ является их высокая температура переработки. Одним из способов решения этой проблемы является растворный метод изготовления препрегов с фталонитрильными матрицами [Y.S. Tay, M. Liu, J.S.K. Lim, H. Chen, X. Hu, Phthalonitrile prepolymer and PAN blends: New strategy for precursor stabilization and pyrolytic char yield enhancement, Polym. Degrad. Stab. 172 (2020) 109056. doi:10.1016/j.polymdegradstab.2019.109056, T.M.K. Satya B. Sastri, Greenbelt, Md., CARBON-BASED COMPOSITES DERIVED FROM PHTHALONTRILE RESINS, 1998]. Данный способ имеет очевидный ряд недостатков: необходимость подбора растворителя, необходимость его удаления из препрега и др. Применение температур прессования выше 250°С также накладывает ряд ограничений на используемые вспомогательные материалы. В патентах RU 2638307 (ЗАО «ИНУМиТ), RU 2616295 (ЗАО «ИНУМиТ) и RU 2580927 (ЗАО «ИНУМиТ) обозначены мономеры, содержащие в своем составе атомы фосфора или кремния, либо пропаргильную функциональную группу. Это позволяет использовать более удобный метод получение ПКМ - вакуумную инфузии, и проводить процесс пропитки при температуре 120°С.
В известном из уровня техники изобретении описано получение С/С из углепластика с фталонитрильными матрицами PN-3M и PPN [V.V Aleshkevich, A.V Babkin, V.V Avdeev, C/C composites developed from phthalonitrile based composites, {IOP} Conf. Ser. Mater. Sci. Eng. 683 (2019) 12023. doi:10.1088/1757-899x/683/1/012023]. Однако, данный подход приводит к получению материалов с низкими свойствами: плотность не превышает 1,5991 г/см3, прочность - 72,2 МПа, прочность при межслоевом сдвиге - 6,5 МПа, открытая пористость - 9,2%. Также немаловажно, что связующее PN-3M позволяет проводить процесс инфузии только при температурах выше 150°С. Полученные материалы обладают значительной долей закрытой пористости, что и приводит к невысоким значениям плотности образцов. Также способ позволяет использовать только углеродные ткани, что значительно ограничивает области применения материалов. Используемые связующие позволяют проводить процесс пропитки при температуре 150°С, что осложняет процесс изготовления материала.
Раскрытие изобретения
Техническим результатом заявляемого изобретения является разработка способа получения УУКМ из углепластиков с фталонитрильными матрицами, который позволяет получить материал с пористостью 0,1-0,3 %, плотностью 1,72-1,74 г/см3, прочностью при сжатии 79,5-93,6 МПа, модулем упругости 12,0-13,8 ГПа.
Технический результат достигается способом получения углерод-углеродных композиционных материалов из углепластиков с фталонитрильными матрицами, заключающимся в том, что пропитку углеродного наполнителя фталонитрильнымм связующим проводят дважды с последующей карбонизацией образцов в неокислительной атмосфере, нагревая образцы сначала до температуры 1000±5°С, а повторно до температуры 1800±10°С, при этом нагрев осуществляют со скоростью 0,1-2°С/мин с выдержкой в течение 1-10 ч, после этого проводят процесс пиронасыщения полученного материала при температуре 1800±10°C в течение 1-10 ч. Для карбонизации образцы нагревают одноступенчато или в несколько ступеней нагрева При этом в качестве углеродного (армирующего) наполнителя используют ткань или ленту, полученную из углеродного волокна, либо прессованный мат, полученный из рубленного углеродного волокна, а в качестве связующего для изготовления ПКМ используют легкоплавкие фталонитрильные связующие с температурами стеклования не выше 50°С и вязкостью не более 200 мПа⋅с при 120°С. Пропитку углеродного наполнителя фталонитрильным связующим проводят методом горячего прессования безрастворного препрега, а именно инфузии жидким фталонитрильным связующим при температуре 120-140°С с последующем отверждении при 180°С и пост-отверждении при 330-375°С. Способ пиронасыщения включает помещение образцов в печь с атмосферой метана и одноступенчатый нагрев образцов до со скоростью 0,1-2°С/мин.
Использование скоростей нагрева меньше 0,1°С/мин не приводит к значительным улучшениям свойств, но при этом серьезно увеличивает время процесса. Скорости больше 2°С/мин ведут к образованию в материале крупных трещин, которые необратимо уменьшают механические свойства материала.
Технический результат также достигается углерод-углеродным композиционным материалом, полученным заявляемым способом, который обладает прочностью при межслоевом сдвиге 9,3-9,6 МПа, пористостью 0,1-0,3%, плотностью 1,72-1,74 г/см3, прочностью при сжатии 79,5-93,6 МПа, модулем упругости 12,0-13,8 ГПа.
Углерод-углеродный композиционный материал, полученный карбонизацией углепластика с фталонитрильной матрицей на первом цикле, характеризуется следующими параметрами: прочностью при межслоевом сдвиге 7,1-7,4 МПа, пористостью 2,6-3,9%, плотностью 1,66-1,69 г/см3. Готовые УУКМ после первого цикла пропитки-карбонизации размещают в вакуумном пакете, откачивают воздух до значений вакуума <1 мм. рт.ст. и проводят процесс инфузии при температуре 120-150°С с последующим отверждением при 180±2°С в течение 8±0,1 ч. После этого композит извлекают и постотверждают при 330±5°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания не более 5°С/мин, после чего проводят процесс карбонизации, используя в качестве основы режим, описанный выше, добавляя к нему нагрев до температуры 1800±10°С. Полученный таким образом УУКМ обладает прочностью при межслоевом сдвиге 8,0-9,5 МПа, пористостью 0,9-2,0%, плотностью 1,71-1,73 г/см3, коэффициента трения УУКМ-УУКМ при 200°С 0,34±0,02 - после двух циклов пропитки-карбонизации. Прототип изобретения ведет к получению плотностей не выше 1,5991 г/см3, что является крайне низким для такого типа материала. Повышение коэффициента трения заявляемым способом позволяет проводить торможение с использованием данных материалов на 10% эффективнее, а снижение пористости позволяет говорить о более однородном материале с лучшей прочностью интерфейса между матрицей и наполнителем. Это ведет к более равномерному распределению нагрузок на материал. Основной сложностью данного этапа является повторная пропитка УУКМ. Так как связующее может поступать только в открытую пористость, значения и размеры которой невелики, становятся крайне важным правильная сборка вакуумного пакета и выбор температуры пропитки. На невысоких значениях размера пор значительную роль начинают играть капиллярные эффекты, поэтому выкладку дренажной сетки необходимо проводить на значительной площади поверхности образца, а трубку выхода связующего размещать на значительном от него расстоянии. Также связующее при проведении процесса пропитки должно обладать вязкостью не выше 200 мПа⋅с, поэтому поддержание достаточной температуры является критически важным. После проведения пиролитического осаждения метана (пиронасыщения) на предварительно карбонизованных образцах получают УУКМ, обладающий прочностью при межслоевом сдвиге 9,3-9,6 МПа, пористостью 0,1-0,3%, плотностью 1,72-1,74 г/см3.
Краткое описание чертежей
Изобретение поясняется следующими чертежами.
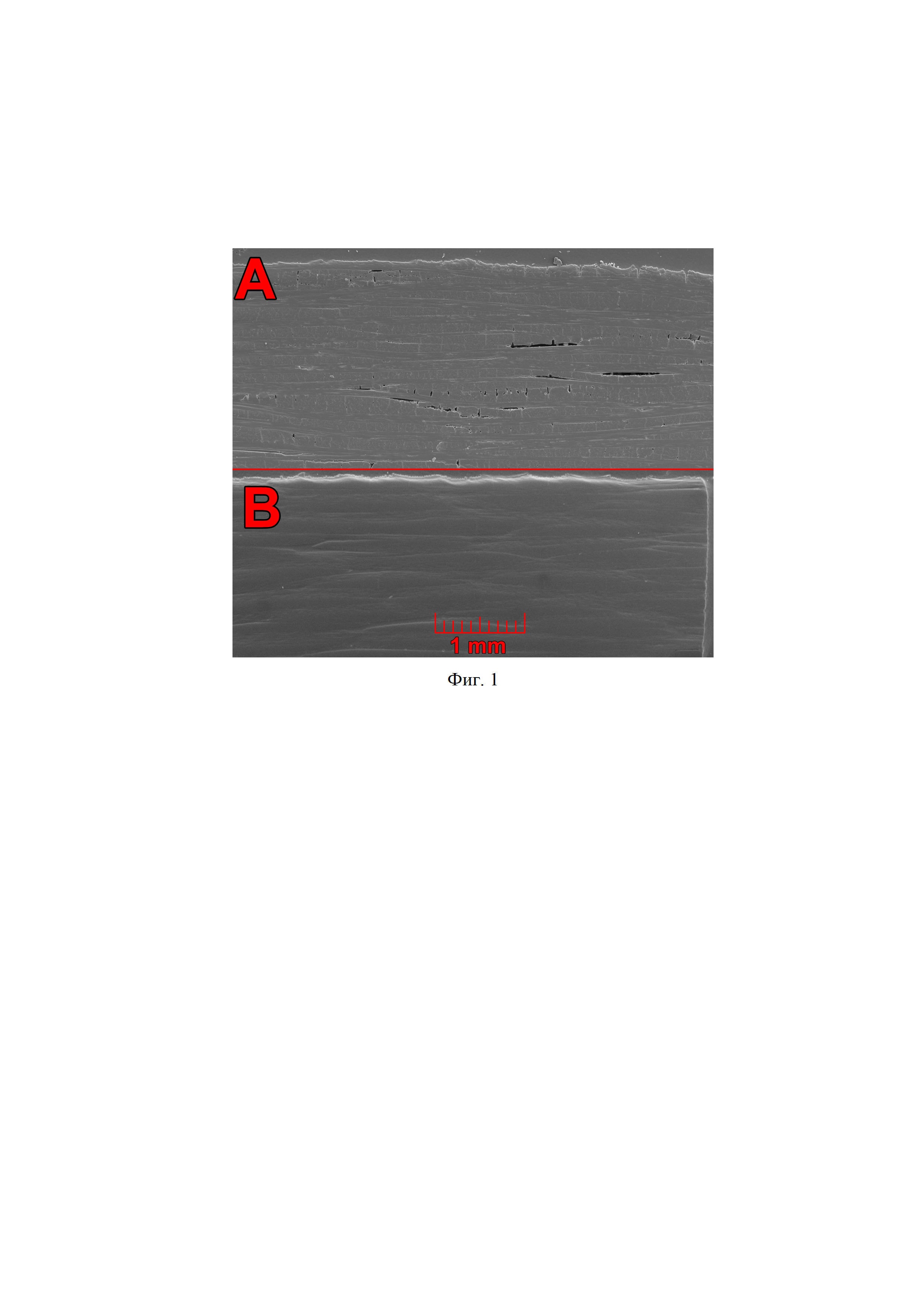
На фиг. 1 представлена микрофотографии двух образцов повторно пропитанных УУКМ, где А - образец по примеру 22 (сравнительный), В - образец по примеру 9.
Осуществление изобретения
Ниже представлено более подробное описание заявляемого изобретения. Настоящее изобретение может подвергаться различным изменениям и модификациям, понятным специалисту на основе прочтения данного описания. Например, могут изменяться конкретная марка фталонитрильного связующего (необходимый признак - температура стеклования менее 50°С), используемого для получения тонких пленок, форма текстильной переработки армирующего наполнителя (ткани различных плетений, однонаправленные ленты, прессованные маты из рубленого волокна), используемые вспомогательные материалы для проведения процесса инфузии.
Все используемые реагенты являются коммерчески доступными, все процедуры, если не оговорено особо, осуществляли при комнатной температуре или температуре окружающей среды, то есть в диапазоне от 18 до 25C.
Общая схема получения С/С:
1) Получение предотвержденного полимерного композиционного материала
Для получения предотвержденного ПКМ использовались различные типы углеродных наполнителей: мат из спрессованного рубленного углеволокна (1D), ленты из углеволокна (2D) и углеткани с различным плетением (2D). В качестве связующего для пропитки использовались различные связующие, содержащие фталонитрильный фрагмент. Ниже приведены методики получения использованных связующих:
Связующее ФН1.
В стеклянный реактор объемом 2 л, снабженный механической мешалкой, поместили 250 г 1,3-бис-(3,4-дицианофенокси)бензола. Реактор нагрели до 170°С для расплавления связующего, после чего включили перемешивание и вакуум (1 мм рт.ст.). Медленно добавляли расплав бис-(3-цианофенокси)фенил фосфата (150 г) небольшими порциями по мере растворения. Емкость охладили до 140°С. К полученному расплаву добавили 100 г 4-(4-аминофенокси)фталонитрила и 25 г 1,3-бис-(3-аминофенокси)бензола после чего перемешивали при 100°С в течение 15 минут. После этого смесь вылили на металлическую плиту, дали остыть и получили зеленую стеклообразную массу. Тс=22°С.
Связующее ФН2.
В стеклянный реактор объемом 2 л, снабженный механической мешалкой, поместили 475 г 1,3-бис-(3,4-дицианофенокси)бензола. Емкость нагрели до 190°С для расплавления мономера, после чего включили перемешивание. Медленно добавляли порошок 4-(4-аминофенокси)фталонитрила (25 г), а затем прилили предварительно разогретый до 170°С расплав 100 г бис(3-(3,4-дицаинофенокси)фенил) пропаргилфосфата. Смесь охладили до 160°С и к полученному расплаву добавили 30 г АФБ 1,3-бис-(4-аминофенокси)бензола и перемешивали при 160°С в течение 15 минут. После этого смесь вылили на металлическую плиту, дали остыть и получили зеленую стеклообразную массу. Тс=42°С.
Получение ПКМ проводилось различными методами:
a) Вакуумная инфузия
На металлической пластине по центру укладывался углеродный наполнитель. По периметру металлической пластины наклеивались вплотную три входящих друг в друга контура герметизирующего жгута. На входе и выходе прокладывались слои пористого материала в качестве буфера для связующего. Поверх углеродного наполнителя укладывалась металлическая перфорированная пластина. Для распределения связующего поверх пористого наполнителя и трети металлической пластины укладывалась распределительная пластмассовая сетка. Поверх пористого материала с обеих сторон укладывались силиконовые трубки входа и выхода связующего. На внутренний контур герметизирующего жгута наклеивалась хемостойкая пленка. На оставшиеся два контура жгута приклеивалась обычная вакуумная пленка. Во второй и третий вакуумный пакеты предварительно укладывались силиконовые трубки. Собранная конструкция для инфузии помещалась в температурный шкаф. Трубка выхода, а также трубки из второго и третьего вакуумных пакетов выводились через отверстия в шкафу наружу и подключались к насосу. Трубка входа пережималась металлическим зажимом и оставалась внутри шкафа. Температура в шкафу поднималась до температуры пропитки (120-170°C в зависимости от связующего). Включались насосы и значения вакуума внутри вакуумных пакетов доводились до 1 мм рт.ст.
В это время в стеклянный реактор помещалось твердое фталонитрильное связующее. Реактор подключался к механической мешалке с насосом. Сам реактор помещался в масляную баню, температура которой доводилась до температуры пропитки (120-170° в зависимости от связующего). После расплавления связующего включалась механическая мешалка и насос, подключенный к реактору. За окончание дегазирования принимался момент, после которого значения вакуума не менялись в течение 1 минуты. Расплавленное и дегазированное связующее переливалась в металлический резервуар. Эта емкость помещалась в шкаф, в котором находится вакуумный пакет для пропитки. Конец силиконовой трубки входа помещался в расплав связующего. Металлический зажим аккуратно разжимался и зажимался вновь в тот момент, когда уровень связующего достигал места крепления зажима. Зажим открывался уже полностью вновь, когда значения вакуума во внутреннем вакуумном пакете переставали изменяться. Моментом окончания пропитки считалось заполнение трубки выхода внутри шкафа на 30%. В этот момент на трубке выхода чуть ниже уровня смолы закреплялся металлический зажим. Через одну минуту после этого на трубке входа вплотную к металлической пластине также закреплялся металлический зажим. Насос, подключенный к внутреннему пакету, отсоединялся и выключался. Насосы второго и третьего пакета продолжали работать вплоть до окончания процесса отверждения. Температура внутри печи поднималась до 180°C со скоростью 2°С/мин и выдерживалась при этом значении в течение 8 ч. После окончания температурной программы конструкция остывала до комнатной температуры. Вакуумные пакеты вскрывались, и извлекался образец ПКМ.
a) Горячее прессование препрегов
ПКМ из безрастворных препрегов изготавливали по методике, описанной ранее в патенте RU 2695606.
1) Карбонизация полученных ПКМ
В высокотемпературную печь помещался стальной резервуар, в котором находился мелкодисперсный кокс. Образец ПКМ помещался внутрь резервуара так, чтобы быть полностью покрытым коксом. Для исключения окисления необходимо поддерживать постоянный поток азота через печь. Процессы карбонизации по следующим различным температурным программам:
Программа 1. Нагревание до 1000°С со скоростью 0,1°С/мин, выдержка при 1000°С в течение часа
Программа 2. Нагревание до 1000°С со скоростью 1°С/мин, выдержка при 1000°С в течение часа
Программа 3. Нагревание до 450°C со скоростью 0,52°C/мин, нагревание от 450 до 800°C со скоростью 0,12°C/мин, нагревание от 800 до 1000°C со скоростью 0,5°C/мин и выдержка при 1000°C в течение часа.
Программа 4. Нагревание до 450°C со скоростью 0,52°C/мин, нагревание от 450 до 800°C со скоростью 0,12°C/мин, нагревание от 800 до 1000°C со скоростью 0,5°C/мин и выдержка при 1000°C в течение десяти часов.
Программа 5. Нагревание до 450°C со скоростью 0,52°C/мин, нагревание от 450 до 700°C со скоростью 0,12°C/мин, нагревание от 700 до 1000°C со скоростью 0,5°C/мин и выдержка при 1000°C в течение часа
Программа 6. Нагревание до 1000°С со скоростью 2°С/мин, выдержка при 1000°С в течение часа
Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота.
1) Карбонизация повторно пропитанных УУКМ
В высокотемпературную печь помещался керамический резервуар, в котором находился мелкодисперсный кокс. Образец ПКМ помещался внутрь резервуара так, чтобы быть полностью покрытым коксом. В печи создавалась проточная атмосфера азота. Процесс прохождения азота через печь контролировался ротаметром на входе и масляным затвором на выходе. Для исключения окисления необходимо поддерживать постоянный поток азота через печь. Процессы карбонизации по следующим различным температурным программам:
Программа 1. Нагревание до 1800°С со скоростью 0,5°С/мин, выдержка при 1800°С в течение часа
Программа 2. Нагревание до 1800°С со скоростью 1°С/мин, выдержка при 1800°С в течение часа
Программа 3. Нагревание до 450°C со скоростью 0,52°C/мин, нагревание от 450 до 800°C со скоростью 0,12°C/мин, нагревание от 800 до 1000°C со скоростью 0,5°C/мин, нагревание от 1000 до 1800°С со скоростью 0,5°C/мин и выдержка при 1800°C в течение часа.
Программа 4. Нагревание до 450°C со скоростью 0,52°C/мин, нагревание от 450 до 800°C со скоростью 0,12°C/мин, нагревание от 800 до 1000°C со скоростью 0,5°C/мин, нагревание от 1000 до 1800°С со скоростью 0,5°C/мин и выдержка при 1800°C в течение десяти часов.
Программа 5. Нагревание до 450°C со скоростью 0,52°C/мин, нагревание от 450 до 700°C со скоростью 0,12°C/мин, нагревание от 700 до 1000°C со скоростью 0,5°C/мин, нагревание от 1000 до 1800°С со скоростью 0,5°C/мин и выдержка при 1800°C в течение часа
Программа 6. Нагревание до 1800°С со скоростью 2°С/мин, выдержка при 1800°С в течение часа
Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота.
1) Пиролитическое осаждение метана
В специально оборудованную печь с цилиндрической камерой помещался образец УУКМ. К печи подключался газовый баллон с метаном, скорость потока метана устанавливалась на отметке 10 мл/мин. В печи давали установится атмосфере метана, для этого ее герметично закрыли и дали выдержку при комнатной температуре и подключенном потоке газа в течение 1 часа. После установления равновесия нагревание проводили по следующему режиму: Нагрев до 1800°С, со скоростью 0,1-2°С/мин, выдержка при 1800°С в течение 1-10 ч. Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота.
Получение ПКМ для карбонизации методом вакуумной инфузии:
Пример 1.
В закрытую стеклянную емкость объемом 3 л, снабженную механической мешалкой и дегазирующим устройством, поместили 500 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Армирующим наполнителем для ПКМ выступала производимая компанией ИТЕКМА углеродная ткань 22502 саржевого плетения 2×2 из углеродного волокна 3k HTA40, произведенного компанией TohoTenax из группы компаний Teijin. Для проведения процесса инфузии был собран вакуумный пакет. Конструкция помещалась в шкаф, где термостатировалась при температуре 130°С.
Процесс инфузии связующим, описанным в первом абзаце данного примера, проводился при температуре 130°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 375°С, 8 ч.
Пример 2.
В закрытую стеклянную емкость объемом 3 л, снабженную механической мешалкой и дегазирующим устройством, поместили 500 г фталонитрильного связующего ФН2. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Армирующим наполнителем для ПКМ выступала производимая компанией ИТЕКМА углеродная ткань 22502 саржевого плетения 2×2 из углеродного волокна 3k HTA40, произведенного компанией TohoTenax из группы компаний Teijin. Для проведения процесса инфузии был собран вакуумный пакет. Конструкция помещалась в шкаф, где термостатировалась при температуре 120°С.
Процесс инфузии связующим, описанным в первом абзаце данного примера, проводился при температуре 120°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 330°С, 8 ч.
Пример 3.
В закрытую стеклянную емкость объемом 3 л, снабженную механической мешалкой и дегазирующим устройством, поместили 500 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Армирующим наполнителем для ПКМ выступала производимая компанией ИТЕКМА углеродная лента 10210 из углеродного волокна 3k HTA40, произведенного компанией TohoTenax из группы компаний Teijin. Для проведения процесса инфузии был собран вакуумный пакет. Конструкция помещалась в шкаф, где термостатировалась при температуре 130°С.
Процесс инфузии связующим, описанным в первом абзаце данного примера, проводился при температуре 130°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 375°С, 8 ч.
Пример 4.
В закрытую стеклянную емкость объемом 3 л, снабженную механической мешалкой и дегазирующим устройством, поместили 500 г фталонитрильного связующего ФН2. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Армирующим наполнителем для ПКМ выступал производимый компанией Ниагара мат из прессованного рубленого углеродного волокна. Для проведения процесса инфузии был собран вакуумный пакет. Конструкция помещалась в шкаф, где термостатировалась при температуре 125°С.
Процесс инфузии связующим, описанным в первом абзаце данного примера, проводился при температуре 125°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 375°С, 8 ч.
Карбонизация углепластиков
Пример 5.
В керамический тигель помещались образцы ПКМ для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы углепластиков. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Режим нагрева печи был следующим: (1) 20-1000°С, 16 ч 40 м (1°С/мин); (2) выдержка при 1000°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 87,1% остаточной массы относительно исходного углепластика.
Пример 6.
В керамический тигель помещались образцы ПКМ для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы углепластиков. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Режим нагрева печи был следующим: (1) 20-450°С, 14 ч 20 м (0,5°С/мин); (2) 450-700°С, 34 ч 40 м (0,12°С/мин); (3) 700-1000°С, 10 ч (0,5°С/мин); (4) выдержка при 1000°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 86,5% остаточной массы относительно исходного углепластика.
Пример 7.
В керамический тигель помещались образцы ПКМ для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы углепластиков. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Режим нагрева печи был следующим: (1) 20-450°С, 14 ч 20 м (0,5°С/мин); (2) 450-800°С, 48 ч (0,12°С/мин); (3) 800-1000°С, 6 ч 40 м (0,5°С/мин); (4) выдержка при 1000°С, 10 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 87,2% остаточной массы относительно исходного углепластика.
Повторная пропитка УУКМ
Пример 8.
В закрытую стеклянную емкость объемом 1 л, снабженную механической мешалкой и дегазирующим устройством, поместили 200 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Для проведения процесса инфузии был собран вакуумный пакет вокруг образца УУКМ. Конструкция помещалась в шкаф, где термостатировалась при температуре 130°С.
Процесс инфузии связующим проводился при температуре 130°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 375°С, 8 ч.
Пример 9.
В закрытую стеклянную емкость объемом 1 л, снабженную механической мешалкой и дегазирующим устройством, поместили 200 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Для проведения процесса инфузии был собран вакуумный пакет вокруг образца УУКМ. Конструкция помещалась в шкаф, где термостатировалась при температуре 120°С.
Процесс инфузии связующим проводился при температуре 120°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 330°С, 8 ч.
Пример 10.
В закрытую стеклянную емкость объемом 1 л, снабженную механической мешалкой и дегазирующим устройством, поместили 200 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Для проведения процесса инфузии был собран вакуумный пакет вокруг образца УУКМ. Конструкция помещалась в шкаф, где термостатировалась при температуре 130°С.
Процесс инфузии связующим, описанным в первом абзаце данного примера, проводился при температуре 130°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 375°С, 8 ч.
Пример 11.
В закрытую стеклянную емкость объемом 1 л, снабженную механической мешалкой и дегазирующим устройством, поместили 200 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Для проведения процесса инфузии был собран вакуумный пакет вокруг образца УУКМ. Конструкция помещалась в шкаф, где термостатировалась при температуре 125°С.
Процесс инфузии связующим проводился при температуре 125°С, отверждение ПКМ проводилось двухступенчато при температурах 180°С, 8 ч и 375°С, 8 ч.
Повторная карбонизация пропитанных УУКМ
Пример 12.
В керамический тигель помещались образцы композитов для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Поток газообразного азота регулировался потокомером на входе и промывалкой с силиконовым маслом на выходе. Режим нагрева печи был следующим: (1) 20-450°С, 14 ч 20 м (0,5°С/мин); (2) 450-800°С, 48 ч (0,12°С/мин); (3) 800-1000°С, 6 ч 40 м (0,5°С/мин); (4) 1000-1800°C, 26 ч 40 м (0,5°C/мин) (5) выдержка при 1800°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 97,5% остаточной массы относительно исходного углепластика.
Пример 13.
В керамический тигель помещались образцы композитов для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Поток газообразного азота регулировался потокомером на входе и промывалкой с силиконовым маслом на выходе. Режим нагрева печи был следующим: (1) 20-1800°С, 59 ч 20 м (0,5°С/мин); (4) выдержка при 1800°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 96,4% остаточной массы относительно исходного углепластика.
Пример 14.
В керамический тигель помещались образцы композитов для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Поток газообразного азота регулировался потокомером на входе и промывалкой с силиконовым маслом на выходе. Режим нагрева печи был следующим: (1) 20-1800°С, 14 ч 50 м (2°С/мин); (4) выдержка при 1800°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 96,8% остаточной массы относительно исходного углепластика.
Пример 15.
В керамический тигель помещались образцы композитов для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Поток газообразного азота регулировался потокомером на входе и промывалкой с силиконовым маслом на выходе. Режим нагрева печи был следующим: (1) 20-1800°С, 29 ч 40 м (1°С/мин); (2) выдержка при 1800°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 97,1% остаточной массы относительно исходного углепластика.
Пример 16.
В керамический тигель помещались образцы композитов для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Поток газообразного азота регулировался потокомером на входе и промывалкой с силиконовым маслом на выходе. Режим нагрева печи был следующим: (1) 20-450°С, 14 ч 20 м (0,5°С/мин); (2) 450-700°С, 34 ч 40 м (0,12°С/мин); (3) 700-1000°С, 10 ч (0,5°С/мин); (4) 1000-1800°C, 26 ч 40 м (0,5°C/мин) (5) выдержка при 1800°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 96,9% остаточной массы относительно исходного углепластика.
Пример 17.
В керамический тигель помещались образцы композитов для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Поток газообразного азота регулировался потокомером на входе и промывалкой с силиконовым маслом на выходе. Режим нагрева печи был следующим: (1) 20-450°С, 14 ч 20 м (0,5°С/мин); (2) 450-800°С, 48 ч (0,12°С/мин); (3) 800-1000°С, 6 ч 40 м (0,5°С/мин); (4) 1000-1800°C, 26 ч 40 м (0,5°C/мин) (5) выдержка при 1800°С, 10 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. Получили УУКМ с 97,3% остаточной массы относительно исходного углепластика.
Пример 18.
В специально оборудованную печь с цилиндрической камерой помещался образец УУКМ. К печи подключался газовый баллон с метаном, скорость потока метана устанавливалась на отметке 10 мл/мин. В печи давали установится атмосфере метана, для этого ее герметично закрыли и дали выдержку при комнатной температуре и подключенном потоке газа в течение 1 часа. После установления равновесия нагревание проводили по следующему режиму: Нагрев до 1800°С, со скоростью 0,1°С/мин, выдержка при 1800°С в течение 1 ч. Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота. Получили УУКМ с приростом массы 0,5%.
Пример 19.
В специально оборудованную печь с цилиндрической камерой помещался образец УУКМ. К печи подключался газовый баллон с метаном, скорость потока метана устанавливалась на отметке 10 мл/мин. В печи давали установится атмосфере метана, для этого ее герметично закрыли и дали выдержку при комнатной температуре и подключенном потоке газа в течение 1 часа. После установления равновесия нагревание проводили по следующему режиму: Нагрев до 1800°С, со скоростью 1°С/мин, выдержка при 1800°С в течение 1 ч. Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота. Получили УУКМ с приростом массы 0,4%.
Пример 20.
В специально оборудованную печь с цилиндрической камерой помещался образец УУКМ. К печи подключался газовый баллон с метаном, скорость потока метана устанавливалась на отметке 10 мл/мин. В печи давали установится атмосфере метана, для этого ее герметично закрыли и дали выдержку при комнатной температуре и подключенном потоке газа в течение 1 часа. После установления равновесия нагревание проводили по следующему режиму: Нагрев до 1800°С, со скоростью 1°С/мин, выдержка при 1800°С в течение 10 ч. Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота. Получили УУКМ с приростом массы 0,7%.
Пример 21.
В специально оборудованную печь с цилиндрической камерой помещался образец УУКМ. К печи подключался газовый баллон с метаном, скорость потока метана устанавливалась на отметке 10 мл/мин. В печи давали установится атмосфере метана, для этого ее герметично закрыли и дали выдержку при комнатной температуре и подключенном потоке газа в течение 1 часа. После установления равновесия нагревание проводили по следующему режиму: Нагрев до 1800°С, со скоростью 2°С/мин, выдержка при 1800°С в течение 1 ч. Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота. Получили УУКМ с приростом массы 0,2%.
Таблица 1. Свойства полученных УУКМ
Пример 22 (сравнительный).
В закрытую стеклянную емкость объемом 1 л, снабженную механической мешалкой и дегазирующим устройством, поместили 200 г фталонитрильного связующего ФН1. Емкость нагрели до 140°С для расплавления связующего, после чего включили перемешивание. Смесь дегазировали при перемешивании до момента прекращения изменения давления в емкости.
Для проведения процесса инфузии вокруг образца УУКМ был собран вакуумный пакет, аналогичный пакету, собираемому для инфузии сухого армирующего наполнителя. Конструкция помещалась в шкаф, где термостатировалась при температуре 130°С. Процесс инфузии связующим проводился при температуре 110°С. После предотверждения углепластика при температуре 180°С были получены микрофотографии торцов образцов (фиг. 1). На них явно видны микропоры и микропустоты.
Пример 23 (сравнительный).
В керамический тигель помещались образцы ПКМ для карбонизации. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. Режим нагрева печи был следующим: (1) 20-1000°С, 16 ч 40 м (1°С/мин); (4) выдержка при 1000°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры. Извлеченные образцы расслаивались практически без приложения усилий.
Пример 24 (сравнительный).
В керамический тигель помещались образцы ПКМ для карбонизации и мелкодисперсный кокс так, чтобы последний полностью покрывал образцы углепластиков. Тигель помещался в высокотемпературную печь, которая плотно закрывалась. В печи создавалась проточная атмосфера азота. Режим нагрева печи был следующим: (1) 20-1000°С, 20 м (50°С/мин); (4) выдержка при 1000°С, 1 ч. Горячие образцы охладили, не извлекая из печи, до комнатной температуры с постоянным током газообразного азота через печь. При извлечении из тигля образцы развалились под собственным весом.
Пример 25 (сравнительный).
В специально оборудованную печь с цилиндрической камерой помещался образец УУКМ. К печи подключался газовый баллон с метаном, скорость потока метана устанавливалась на отметке 10 мл/мин. В печи давали установится атмосфере метана, для этого ее герметично закрыли и дали выдержку при комнатной температуре и подключенном потоке газа в течение 1 часа. После установления равновесия нагревание проводили по следующему режиму: Нагрев до 1800°С, со скоростью 20°С/мин, выдержка при 1800°С в течение 10 мин. Образцу дали остыть до комнатной температуры не открывая печь и не отключая поток азота. Получили УУКМ с приростом массы <0,01%.
Таким образом, при выборе слишком низкой температуры, процесс инфузии УУКМ не приводит к заполнению всей открытой пористости, что и является основной целью проведения этого процесса. Это происходит из-за невозможности проникновения излишне вязкого связующего в мелкие поры образца, поэтому необходимо поддержание низких значений вязкости в течение всего процесса пропитки за счет регулирования температуры. Отсутствие неокислительной атмосферы в процессе карбонизации либо слишком высокая скорость нагрева приводит к выгоранию или к растрескиванию матрицы, что в свою очередь влечет за собой разрушение изделия. Также в процессе пиронасыщения необходимо длительное поддержание высокой температуры в дополнение к атмосфере метана, иначе осаждение углерода на образце оказывается незначительным и не влияет на его свойства.
Реферат
Изобретение может быть использовано в самолетостроении, химической промышленности, металлургии. Для получения углерод-углеродных композиционных материалов (УУКМ) из углепластиков с фталонитрильными матрицами дважды проводят пропитку углеродного наполнителя фталонитрильным связующим с последующей карбонизацией образцов в неокислительной атмосфере. При этом сначала образцы нагревают до температуры 1000±5°С, а повторно до 1800±10°С. Нагрев осуществляют со скоростью 0,1-2°С/мин с выдержкой в течение 1-10 ч. После этого проводят процесс пиронасыщения полученного материала в атмосфере метана при температуре 1800±10°C в течение 1-10 ч. Предложен углерод-углеродный композиционный материал, полученный указанным способом. Изобретение позволяет получить УУКМ, характеризующийся прочностью при межслоевом сдвиге 9,3 - 9,6 МПа, пористостью 0,1 - 0,3 %, плотностью 1,72 - 1,74 г/см3, прочностью при сжатии 79,5 - 93,6 МПа, модулем упругости 12,0 - 13,8 ГПа. 2 н. и 6 з.п. ф-лы, 1 табл., 25 пр., 1 ил.
Комментарии