Способ и устройство для воздушной сепарации и покрытия клеем древесной стружки - RU2551168C2
Код документа: RU2551168C2
Чертежи

Описание
Область техники
Настоящее изобретение относится к устройству и способу воздушной сепарации и покрытия клеем древесной стружки.
Уровень техники
Стружечные плиты из древесины или сравнимые лигноцеллюлозные материалы, в частности, плоские прессованные плиты, изготавливают предпочтительно в виде многослойных плит с механически стабилизирующим средним слоем из сравнительно грубой стружки и с верхним и нижним покрывающими слоями из сравнительно тонкой стружки. При этом в отличие от более тонких древесных волокон, которые используются в волокнистых плитах, таких как древесноволокнистые плиты средней плотности, здесь используется стружка с относительно высоким разбросом по размерам.
При совместном покрытии клеем грубой и тонкой стружки проблема состоит в том, что тонкая стружка вследствие своей более обширной наружной поверхности имеет тенденцию потреблять больше клея, чем это необходимо, а грубая стружка меньше, чем необходимо. Это вызывает неравномерное распределение количества клея в прессованной многослойной плите. Кроме того, по экономическим соображениям желательно снижение потребляемого количества клея.
В качестве альтернативы совместному покрытию клеем в патентном документе DE 10200403377 A1 описан способ, в котором поток крупных волокнистых частиц и поток тонких волокнистых частиц вначале покрывают клеем раздельно, а затем сводят вместе в определенном соотношении в смеси и далее разбрасывают с образованием плоской полосы. В зависимости от настроенного соотношения смеси послойно укладывают друг на друга средний слой и покрывающие слои стружечных плит, например, стружечных плит с ориентированной стружкой. Недостаток способа состоит в том, что для покрытия клеем отдельных фракций стружки необходимо предусмотреть раздельные клеевые устройства, а также устройства для сепарации подаваемой стружки и готовой, покрытой клеем стружки.
Раскрытие изобретения
Соответственно, для решения указанных проблем существует потребность в создании усовершенствованного устройства и способа приготовления покрытых клеем древесных фракций с различными размерами стружки.
Решение поставленной задачи достигается в устройстве для воздушной сепарации и покрытия клеем древесной стружки в соответствии с п.1 формулы. Устройство по изобретению содержит устройство воздушной сепарации для фракционирования древесной стружки, по меньшей мере, на одну грубую и одну тонкую фракции стружки, причем устройство воздушной сепарации содержит, по меньшей мере, одну шахту падения и выполнено таким образом, что грубая и тонкая фракции стружки проходят через различные области покрытия клеем. Далее, предусмотрено клеевое устройство для покрытия клеем грубой и тонкой фракций стружки в областях покрытия клеем. При этом грубая фракция имеет больший средний размер стружки, чем тонкая фракция. Области покрытия клеем образованы, в частности, в области шахты падения.
Различные области покрытия клеем создаются в шахте падения, например, путем того, что при воздушной сепарации фракции стружки различных размеров вначале отклоняют поперечно в различной степени, так что в следующей фазе падения они образуют фракции стружки, пространственно отделенные друг от друга. Далее с помощью клеевого устройства в областях покрытия клеем могут быть установлены различные условия для покрытия клеем, чтобы поглощение клея отдельными фракциями стружки привести в соответствие с желаемой мерой. Таким образом, обеспечивается возможность в одном общем устройстве совместно проводить сепарацию и покрытие клеем, по меньшей мере, двух фракций стружки различной тонкости и раздельно настраивать количества клея для среднего слоя и покрывающих слоев прессованной стружечной плиты.
Предпочтительно клеевое устройство выполнено с возможностью ввода в области покрытия клеем, по меньшей мере, одного клеевого аэрозоля таким образом, что вдоль траектории сепарации, проходимой, по меньшей мере, грубой фракцией стружки, доставляется другое количество клея, в частности большее количество клея, чем вдоль траектории сепарации, проходимой, по меньшей мере, тонкой фракцией стружки. При этом траектория сепарации является траекторией полета частицы стружки при сепарации, состоящей, например, из фазы отклонения частицы и последующей фазы падения частицы. Под количеством клея имеется в виду количество неразбавленного клея, с которым входит в контакт частица базового размера на своем пути через соответствующую область покрытия клеем, то есть вдоль своей траектории сепарации. Таким образом, количество клея зависит от плотности клея вдоль траектории сепарации и от длины траектории сепарации в пределах области покрытия клеем.
В особенно благоприятном примере выполнения клеевое устройство выполнено с возможностью ввода в области покрытия клеем, по меньшей мере, одного аэрозоля таким образом, что средняя плотность клея различается в областях покрытия клеем. При этом под плотностью клея имеется в виду масса или объем клея на единицу объема области покрытия клеем. Для клеевых аэрозолей различная плотность клея может быть получена путем различных объемных потоков клея, например, путем расположения распылительных сопел с различной плотностью установки и/или за счет различного размера капель клея. Возможно также распыление в туман клея в различной концентрации или степени разбавления. За счет этого в областях покрытия клеем может простым образом настраиваться количество клея, принимаемое фракциями стружки.
Так, например, в область покрытия клеем может вводиться клей с тем большей средней плотностью, чем больше средний размер стружки фракции стружки в данной области. Благодаря этому устраняется возможность того, что тонкие фракции стружки со сравнительно большей удельной поверхностью получат слишком много клея, а грубые фракции стружки со сравнительно меньшей удельной поверхностью получат слишком мало клея. За счет этого для изготовления стружечных плит снижается общее потребляемое количество клея в отдельных фракциях стружки, что повышает экономичность. Кроме того достигается равномерное распределение клея в отдельных фракциях стружки и соотношение клея в отдельных фракциях стружки.
Предпочтительно устройство воздушной сепарации содержит, по меньшей мере, один вентиляторный узел для создания направленного наклонно вверх отклоняющего потока, основное направление которого наклонено к горизонтали, в частности, под углом от 30° до 60°. За счет этого фракции стружки, которые следуют по существу по параболам выброса, могут быть разделены в последующей шахте падения, что обеспечивает особенно простым образом создание различных областей покрытия клеем. При основных направлениях потоков от 30° до 60° достигается особенно компактная компоновка, так как в этом диапазоне углов траектории полета грубых и тонких частиц различаются особенно четко и обеспечивают возможность особенно эффективного разделения. Кроме того, от подлежащих покрытию клеем фракций стружки особенно эффективно могут быть отделены фракции стружки, не подлежащие покрытию клеем.
В особенно благоприятном примере выполнения на устройстве воздушной сепарации выше по потоку от областей покрытия клеем предусмотрено улавливающее устройство для посторонних тел, плотность которых больше плотности подаваемой стружки, и/или улавливающее устройство для не подлежащей покрытию клеем фракции стружки, которая грубее подлежащих покрытию клеем фракций стружки, и/или улавливающее устройство для не подлежащей покрытию клеем фракции стружки, которая тоньше подлежащих покрытию клеем фракций стружки. Благодаря этому могут особенно просто выводиться в непокрытом клеем состоянии загрязнения древесной стружки, такие как песок, камни и металлические части. Кроме того, особенно легкие фракции стружки, такие как древесная пыль, могут выводиться до покрытия клеем и направляться для дальнейшего использования, например, для получения энергии и/или масла-теплоносителя. Это обеспечивает значительное сбережение ресурсов и лучшее использование стружки. Далее, слишком грубые фракции стружки могут выводиться до покрытия клеем и направляться для последующего нового использования, например, путем измельчения и обратного ввода в производственный поток. Это облегчает операции с выведенными фракциями и их последующее использование. Кроме того, устраняется ненужный расход клея на фракции стружки, подлежащие другому использованию.
В особенно благоприятном примере выполнения устройство дополнительно содержит, по меньшей мере, одно улавливающее устройство для раздельного улавливания покрытых клеем фракций стружки. За счет этого разделенные при воздушной сепарации фракции стружки могут простым образом подготавливаться для дальнейшей обработки. Благодаря этому отпадает необходимость в дополнительных устройствах для сепарации стружки.
В особенно благоприятном примере выполнения устройство содержит, по меньшей мере, один дополнительный вентиляторный узел для создания защитного потока вдоль, по меньшей мере, одной боковой стенки шахты падения, чтобы направлять от боковой стенки покрытые клеем фракции стружки и/или клеевые аэрозоли. Благодаря этому может устраняться или, по меньшей мере, снижаться загрязнение устройства по изобретению. Кроме того, может устраняться или, по меньшей мере, снижаться контакт древесной стружки абразивного воздействия с устройством по изобретению. Другими словами, сепарация и покрытие клеем фракций стружки осуществляются по существу без касания частей машины, так что она испытывает как можно меньшую нагрузку от клея и/или стружки. Благодаря этому может снижаться износ устройства по изобретению и потребность в его очистке с соответствующим простоем в производстве.
Предпочтительно улавливающее устройство содержит, по меньшей мере, одну транспортерную ленту таким образом, что, по меньшей мере, грубая и тонкая фракции стружки падают на транспортерную ленту в направлении транспортирования друг за другом и доставляются ею послойно уложенными друг на друга для дальнейшей обработки. Благодаря этому отпадает необходимость в дополнительном устройстве для сепарации фракций стружки. При этом многослойные стружечные плиты могут изготавливаться с особенно низкой потребностью в площади размещения.
Далее, решение поставленной задачи обеспечивается в способе по пункту 9 формулы изобретения. Согласно этому пункту древесную стружку разделяют посредством воздушной сепарации, по меньшей мере, на две фракции с различным средним размером стружки и покрывают эти фракции стружки клеем в процессе воздушной сепарации. При этом фракции стружки могут быть разделены и покрыты клеем в общем рабочем устройстве без контакта с чувствительными частями машины. Для этого особенно подходит следующая за воздушной сепарацией фаза падения фракций стружки. Благодаря тому, что грубая и тонкая фракции стружки при воздушной сепарации или после нее находятся в раздельных областях, покрытие клеем может быть особенно просто приведено в соответствие со средним размером частиц и/или средней наружной поверхностью частицы данной фракции стружки.
Предпочтительно фракции стружки покрывают клеевыми аэрозолями с различной плотностью клея, при этом, в частности, фракции стружки покрывают клеем с тем большей плотностью клея, чем грубее фракция стружки. Под аэрозолями различной плотности клея имеется в виду распределение клея в виде аэрозолей с различным количеством клея на единицу объема области покрытия клеем. Это означает, что клей может подаваться в виде капель различных размеров, с различным числом капель клея и/или в виде аэрозолей с различной концентрацией клея.
В особенно благоприятном примере осуществления фракции стружки покрывают клеем с различной плотностью посредством распыления клея различной степени разбавления. Таким путем можно особенно просто и гибко создавать различную плотность клея. Так, например, концентрация клея может непрерывно регулироваться в соответствии с фракциями стружки, имеющимися в данный момент времени.
Предпочтительно посредством ввода направленного наклонно вверх отклоняющего потока фракции стружки отклоняют различным образом в поперечном направлении и покрывают клеем во время фазы падения, в частности, в области под отклоняющим потоком. Благодаря этому простым образом, по существу в результате следования по параболе выброса, может достигаться разделение стружки на фракции различной тонкости, чтобы покрывать клеем и собирать фракции стружки раздельно.
Предпочтительно при воздушной сепарации отделяют, по меньшей мере, одну дополнительную фракцию стружки, не подлежащую покрытию клеем. За счет этого может быть повышено качество подлежащих покрытию клеем фракций стружки и обеспечиваться то, что подлежащие обработке в стружечные плиты фракции стружки не смогут подаваться для дальнейшей обработки без клеевого покрытия. Кроме того, слишком грубая для использования в стружечных плитах фракция стружки может в непокрытом клеем состоянии направляться к измельчительному устройству и направляться обратно в производственный поток для покрытия клеем. За счет этого фракции стружки могут направляться для оптимального использования со сбережением ресурсов, а общий расход клея может быть снижен.
Предпочтительно фракции стружки содержат, по меньшей мере, одну грубую фракцию стружки для изготовления среднего слоя и одну тонкую фракцию для изготовления, по меньшей мере, покрывающего слоя прессованной стружечной плиты. При таких фракциях стружки способ по изобретению может использоваться особенно эффективно. В частности, особенно эффективно комбинируются преимущества компактной сепарации и покрытия клеем древесной стружки и настройка количества наносимого клея на конкретные фракции стружки.
Далее, решение поставленной задачи достигается в способе изготовления прессованной стружечной плиты, содержащем описанный способ по изобретению и шаг послойной укладки, по меньшей мере, одного нижнего покрывающего слоя, среднего слоя и верхнего покрывающего слоя, а также шаг совместного прессования покрывающих слоев и среднего слоя. За счет этого могут изготавливаться прессованные стружечные плиты особенно высокого качества, особенно экономично и со сбережением ресурсов.
Краткое описание чертежей
Предпочтительные примеры осуществления изобретения представлены на следующих чертежах:
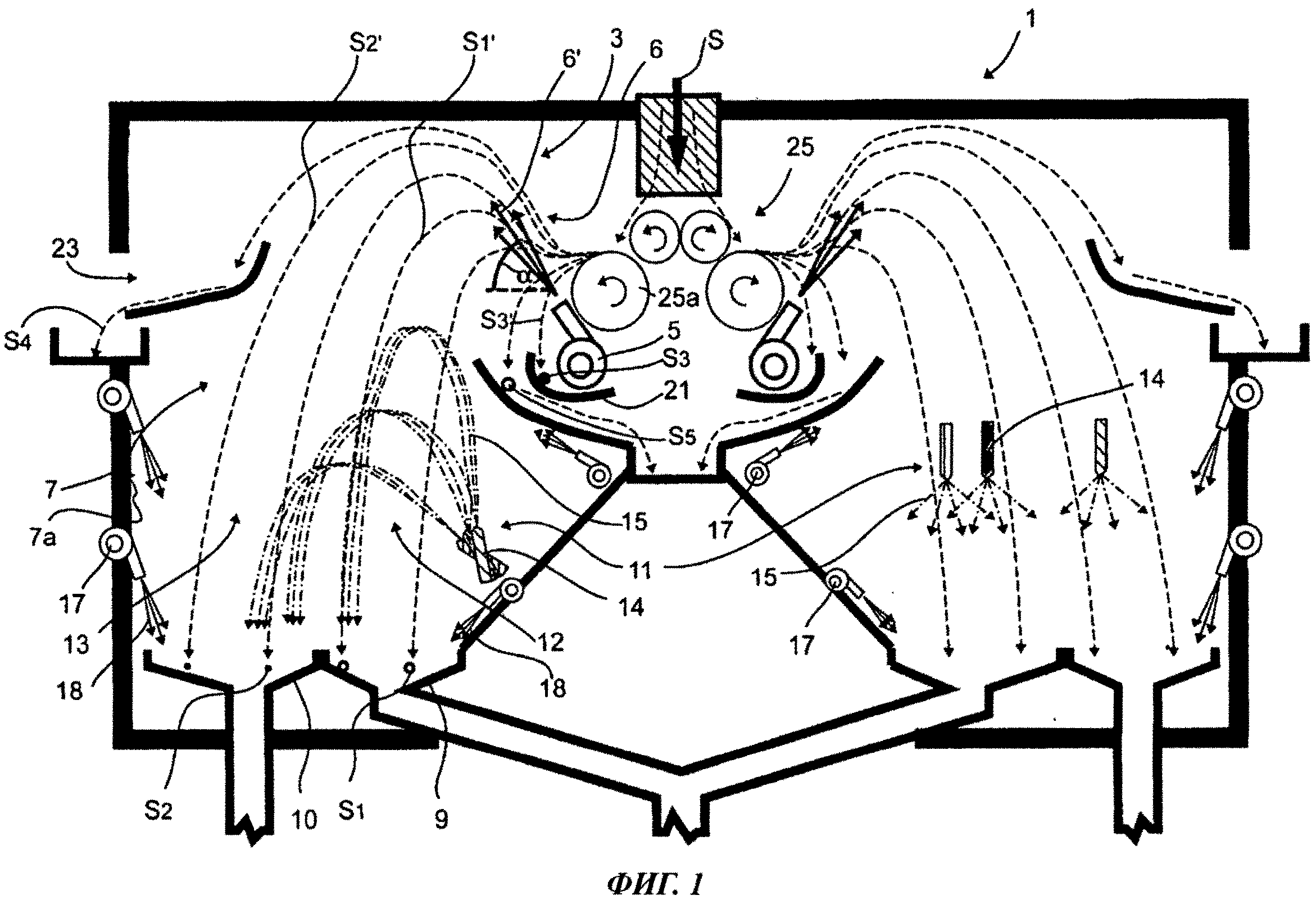
фиг.1 схематично изображает в поперечном разрезе устройство по изобретению в первом примере выполнения, и
фиг.2 схематично изображает в поперечном разрезе устройство по изобретению во втором примере выполнения.
Осуществление изобретения
Как видно на фиг.1, устройство 1 по изобретению в первом примере выполнения, предназначенное для воздушной сепарации и покрытия клеем древесной стружки S или подобных материалов, содержит устройство 3 воздушной сепарации для фракционирования древесной стружки S, по меньшей мере, на две подлежащие покрытию клеем фракции S1 и S2 стружки различного среднего размера.
Устройство 3 воздушной сепарации содержит вентиляторный узел 5, который создает направленный наклонно вверх отклоняющий воздушный поток 6 для бокового отклонения древесной стружки S, а также шахту 7 падения, в которой могут падать вниз отклоненные частицы, предпочтительно следующие по различным параболам выброса в зависимости от размера стружки, чтобы пространственно отделить более грубую фракцию S1 стружки от более тонкой фракции S2. Фракции S1, S2 стружки, которые падают по расположенным по существу рядом друг с другом траекториям S1′, S2′ сепарации, собираются раздельно первым улавливающим устройством 9 для грубой стружки и вторым улавливающим устройством 10 для тонкой стружки для дальнейшей обработки.
Далее, устройство 1 по изобретению содержит в области шахты 7 падения клеевое устройство 11 с распылителями 14 для создания, по меньшей мере, одного клеевого аэрозоля 15, обычно называемого также спреем, через который падают подлежащие покрытию клеем фракции S1, S2 стружки. Распылители 14 могут быть выполнены, например, в виде распылительных сопел, таких как сопла высокого давления или ультразвуковые сопла, и/или в виде вращающихся распылителей, принцип работы которых известен и поэтому подробно не описывается. В целях распыления или образования тумана в распылителях 14 дополнительно может подмешиваться влага, чтобы получить желаемое качество аэрозоля.
Клеевое устройство 11 выполнено таким образом, что в областях 12, 13 покрытия клеем, относящихся к различным фракциям S1, S2 стружки, внутри шахты 7 падения создается, по меньшей мере, один клеевой аэрозоль 15 с различной плотностью клея в пространстве и/или на участках различной длины траекторий S1′, S2′ сепарации. Другими словами, например, создается один клеевой аэрозоль 15 с градиентами плотности клея между областями 12, 13 покрытия клеем или несколько аэрозолей 15 с различной плотностью клея. Это может достигаться, например, путем того, что, как показано на фиг.1 слева, предусмотрены несколько распылительных сопел с различными углами наклона и/или, как показано на фиг.1 справа, путем установки распылительных сопел с различной плотностью расположения или с помощью подобных мер. Возможно также из отдельных распылителей 14 производить распыление клея различной концентрации или различной степени разбавления. Само собой разумеется, что возможно также через соответствующие распылители 14 распылять клеевые аэрозоли 15 с различным средним размером капель и/или с различным числом капель на единицу объема. В любом случае в областях 12, 13 покрытия клеем фракции S1, S2 стружки различной тонкости при своем движении по траекториям S1′, S2′ сепарации входят в контакт с количеством аэрозоля, настроенным для каждой фракции S1, S2 стружки.
Далее, на фиг.1 в области шахты 7 падения и клеевого устройства 11 показан дополнительный вентиляторный узел 17. В показанном примере выполнения он содержит схематично представленные распределенные вентиляторы. Однако вполне возможно также выполнение узла, по меньшей мере, с одним центральным вентилятором и относящимися к нему воздуховодами, которые не показаны в целях упрощения. Дополнительный вентиляторный узел 17 выполнен таким образом, чтобы создавать защитный воздушный поток 18 вдоль боковых стенок 7а шахты 7 падения, особенно в области аэрозольного покрытия клеем. Защитный поток препятствует осаждению клеевого аэрозоля 15 на боковых стенках 7а шахты 7 падения. Кроме того он препятствует тому, чтобы древесная стружка S в виде фракций S1, S2 стружки ударяла в шахту 7 или другие механически чувствительные компоненты устройства 1 по изобретению и вызывала их повреждения вследствие известного высокого абразивного воздействия древесной стружки S. Создаваемый дополнительным вентиляторным узлом 17 защитный поток 18 предпочтительно создается таким образом, что в результате на стенках 7а шахты 7 падения обеспечивается по возможности ламинарный поток, чтобы избежать нежелательных завихрений и смешивания подлежащих сепарации фракций S1, S2 стружки вследствие турбулентности.
Далее, предпочтительно устройство 1 по изобретению содержит третье улавливающее устройство 21 для отделенных от древесной стружки S посторонних тел S3, таких как песок, камни, металлические и подобные частицы, в частности более тяжелые, чем древесная стружка S, а также четвертое улавливающее устройство 23 для не подлежащих покрытию клеем легких фракций S4 стружки, таких как древесная пыль. Третье и четвертое улавливающие устройства 21, 23 предпочтительно расположены в области 6 выше по потоку от клеевого устройства 11. При этом посторонние тела S3 и легкие фракции S4 стружки могут быть отделены и удалены от подлежащих покрытию клеем фракций S1, S2 стружки в их непокрытом клеем состоянии. В результате, например, легкие фракции S4 стружки могут направляться для неограниченного дальнейшего использования со сбережением ресурсов - для сжигания или подобных целей. Фракция S3 посторонних тел может быть собрана и удалена также особенно простым путем. Само собой разумеется, что помимо более простого отделения и лучшего использования отделенных фракций устраняется направление клеевого аэрозоля 15 на не подлежащие покрытию клеем фракции S3, S4, так что может быть снижен общий расход клея.
Как показано на фиг.1, более легкие фракции S2, S4 древесной стружки S отклоняются воздушным потоком 6 поперечно дальше, чем более тяжелые фракции S1 или фракции S3 посторонних тел. Другими словами, для более тяжелых и/или грубых фракций создаются сравнительно более крутые траектории сепарации. За счет этого отдельные фракции S1-S4 могут эффективно сепарироваться перед шахтой 7 падения или в ней под действием воздушного потока 6.
Само собой разумеется, что можно сепарировать древесную стружку S еще более тонко. Так, например, могут быть отделены друг от друга больше чем две подлежащие покрытию клеем фракции S1, S2 стружки. Также перед покрытием клеем с помощью отклоняющего потока 6 могут быть отделены другие тяжелые фракции S5 стружки для обратного направления в обрабатываемый поток. Так, например, слишком грубая стружка для изготовления стружечных плит определенного качества может подаваться обратно в непокрытом клеем состоянии, измельчаться и снова примешиваться к древесной стружке S. Проводить операции с подлежащей обратному направлению грубой стружкой особенно легко в ее непокрытом клеем состоянии.
Отклоняющий поток 6 особенно эффективен, когда его основное направление 6′ наклонено к горизонтали под углом α от 30° до 60°. В идеальном случае угол α наклона основного направления 6′ потока лежит в диапазоне от 40° до 50°. В этом диапазоне углов особенно благоприятно пропорционально распределяются фракции S1, S2, S4 стружки.
При таких углах α создаются относительно длинные параболы выброса и в результате особенно точная и компактная воздушная сепарация. Соответственно, области 12, 13 покрытия клеем особенно хорошо поддаются пространственному отделению друг от друга и настройке соответствующей плотности нанесения клея.
Хотя на фиг.1 области 12, 13 покрытия клеем показаны на расстоянии друг от друга, они могут непосредственно граничить друг с другом или перекрываться. Равным образом плотность клея может обеспечиваться в виде градиентов и бесступенчато переходить из одной области 12, 13 покрытия клеем в другую. Так, например, подаваемое, по меньшей мере, одним клеевым аэрозолем 15 количество клея на проходящий объем в соответствующей области 12, 13 покрытия клеем может непрерывно уменьшаться от области 12 покрытия клеем, относящейся к грубой фракции S1 стружки, к области 13 покрытия клеем, относящейся к тонкой фракции S2 стружки. При этом решающее значение имеет то, что для фракций S1, S2 стружки различной тонкости могут подаваться различные удельные количества клея, чтобы адаптировать принимаемое количество клея к характерным параметрам фракций S1, S2 стружки, таким как объем, размеры и/или наружные поверхности частиц.
По соображениям полноты описания конструкции на фиг.1 показаны входные дозирующие и/или направляющие валки 25, принцип работы которых по существу известен и здесь подробно не описывается. При этом направляющий валок 25a, установленный непосредственно перед вентиляторным узлом 5, предпочтительно ориентирован таким образом, что он бросает древесную стружку S поперечно в направлении проходящего наклонно вверх отклоняющего потока 6. За счет этого может создаваться боковая от входа подобная параболе выброса траектория S3′ сепарации тяжелых частиц для отсеивания фракции S3 посторонних тел.
По меньшей мере, один клеевой аэрозоль 15 приготовлен предпочтительно в виде клеевой завесы, которая пересекает траектории S1′, S2′ сепарации. Для этого целесообразна линейная компоновка устройства 1 по изобретению, при которой конструкции на фиг.1 следует расценивать по существу как поперечные сечения профилей, выступающих в плоскость чертежа. Возможно также по существу вращательно-симметричное выполнение устройства 1, при этом клеевые аэрозоли 15 могут создавать по существу вращательно-симметричную клеевую завесу. Однако ни осесимметричное, ни вращательно-симметричное выполнение устройства 1 не является обязательным требованием.
На фиг.2 показан альтернативный пример выполнения устройства 31 по изобретению, которое за исключением первого и второго улавливающих устройств 9, 10 по существу соответствует устройству 1 в первом примере выполнения. В целях наглядности идентичные или эквивалентные компоненты на фиг.2 опущены и/или не обозначены позициями. Во втором примере выполнения устройства 31 вместо воронкообразного или кольцеобразного первого и второго улавливающих устройств 9, 10 предусмотрены транспортерные ленты 33 и 34, которые также служат в качестве улавливающих устройств и дополнительно укладывают слоями покрытые клеем и уловленные фракции S1, S2 стружки в виде частичных непрерывных потоков продукции, чтобы изготавливать многослойные плиты особенно компактным образом. В отличие от этого выполнения фракции S1, S2 стружки, уловленные в устройстве 1 в первом примере выполнения, при необходимости могут быть еще раз подвергнуты сепарации и/или равномерно распределены на подлежащей изготовлению поверхности для обеспечения по возможности равномерной толщины слоев.
Работа с устройством 1, 31 по изобретению может производиться следующим образом.
Подходящую для изготовления многослойных плит древесную стружку S, содержащую фракции различной тонкости, подают в устройство 1, 31 по изобретению в виде непрерывного потока через дозирующие валки 25. С помощью направляющих валков 25a древесная стружка S выбрасывается по существу в горизонтальном направлении к отклоняющему потоку 6 таким образом, что содержащиеся в ней тяжелые посторонние тела S3 падают перед воздушным потоком 6 и/или падают сквозь него, чтобы улавливаться третьим улавливающим устройством 21 и в результате устраняться из производственного потока.
В отличие от них древесная стружка S захватывается отклоняющим потоком 6 наклонно вверх. Легкие, не подлежащие покрытию клеем фракции S4 древесной стружки S, такие как древесная пыль, отделяются от производственного потока четвертым улавливающим устройством 23 перед покрытием клеем и подаются для отдельного использования, например, для получения энергии.
В противоположность этому захваченные воздушным потоком 6 подлежащие покрытию клеем фракции стружки следуют по существу по крутым параболам S1′, S2′ выброса в шахту 7 падения. При этом с помощью воздушного потока 6 производится сепарация таким образом, что тонкая фракция S1 стружки отклоняется поперечно дальше, чем грубая фракция S2 стружки. При этом фракции S1, S2 стружки падают через шахту 7 падения по существу рядом бок о бок друг с другом. По существу траекториями S1′, S2′ полета частиц фракций S1, S2 стружки в шахте 7 падения разграничиваются области 12, 13 покрытия клеем, в которые подается клей предпочтительно различной плотности, с помощью, по меньшей мере, одного клеевого аэрозоля 15 с его соответствующим распределением или с помощью нескольких различных клеевых аэрозолей 15. При падении через шахту 7 падения, в частности, в областях 12, 13 покрытия клеем, каждая фракция S1, S2 стружки принимает часть аэрозоля 15 и, соответственно, покрывается клеем при проходе через область 12, 13 покрытия клеем. При этом плотность клея, по меньшей мере, одного аэрозоля 15 в областях 12, 13 покрытия клеем настроена в соответствии со средним размером стружки фракций S1, S2. Благодаря этому количество клея в тонкой и грубой фракциях S1, S2 стружки соответствует соотношению их средней площади поверхности частиц и среднего объема частиц.
В нижней области шахты 7 падения покрытые клеем фракции S1, S2 стружки раздельно собираются улавливающим устройством 9 и поставляются для дальнейшей обработки в многослойные плиты. При этом фракции S1, S2 стружки могут быть известным образом наложены друг на друга в виде нижнего покрывающего слоя, среднего слоя и верхнего покрывающего слоя. Можно также производить прессование фракций S1, S2 стружки или других (не показанных) фракций стружки в многослойные плиты с числом слоев, отличным от числа слоев в показанном примере выполнения. Из разделенных и покрытых клеем фракций стружки даже при использовании обычных прессов можно изготавливать многослойные плиты лучшего качества и/или с особенным сбережением ресурсов.
Показанные примеры выполнения могут быть скомбинированы любым технически разумным образом. В частности, могут комбинироваться различные клеевые устройства. Так, например, можно получать различную плотность клея или клеевые градиенты в областях 12, 13 покрытия клеем путем комбинации различных распылителей 14 или аэрозолей 15 различной степени разбавления. В частности, отдельные распылители могут быть установлены с различным наклоном. Это могут быть также распылительные сопла и/или вращающиеся распылители, установленные рядом друг с другом с различной плотностью. Так, например, за счет различного наклона распылительных сопел из клеевого аэрозоля 15 могут быть сформированы клеевые завесы различной формы, так что контактные области аэрозоля с фракциями S1, S2 стружки различной тонкости будут различаться в отдельных областях 12, 13 покрытия клеем. При этом показанные на чертежах варианты распылителей 14 и их несимметричную комбинацию следует понимать только как схематичные примеры для пояснения принципа действия.
Разделенные и покрытые клеем фракции S1, S2 стружки также могут быть собраны различными путями и распределены послойно в полосы, как это показано на фиг.1 и 2 в качестве примеров.
Реферат
Группа изобретений относится к деревообрабатывающей промышленности, в частности к изготовлению древесно-стружечных плит. Устройство для воздушной сепарации и покрытия клеем древесной стружки содержит устройство воздушной сепарации и клеевое устройство. Устройство воздушной сепарации содержит шахту падения и выполнено таким образом, что грубая и тонкая фракции стружки проходят через различные области покрытия клеем. Древесную стружку разделяют посредством воздушной сепарации на фракции различной тонкости. Фракции стружки покрывают клеем в процессе воздушной сепарации. Для изготовления прессованной стружечной плиты послойно укладывают нижний покрывающий слой, средний слой и верхний покрывающий слой. Затем выполняют совместное прессование покрывающих слоев и среднего слоя. Повышается качество изготавливаемых плит. 3 н. и 12 з.п. ф-лы, 2 ил.
Комментарии