Стержень стабильной формы для жалюзи и способ его изготовления - RU2039866C1
Код документа: RU2039866C1
Чертежи



Описание
Изобретение относится к секции металлических жалюзи стабильной формы, которая состоит из алюминиевой полосы, прокатанной в полый профиль, и к способу изготовления устойчивой по форме секции металлических жалюзи.
Известна секция такой шторы, которая имеет по центровой линии усиливающий профиль. Усиливающий профиль состоит из полихлорвинилового вкладыша, который может быть дополнительно усилен при изготовлении экструдированием металлической сердцевиной. Готовая секция шторы из пластмассы имеет недостаток чувствительности к действию погодных факторов, особенно действует солнечное излучение и низкие температуры. В этих условиях они становятся хрупкими, и длительное воздействие атмосферы ведет также к изменению цвета внешнего покрытия. Кроме того, технология изготовления чрезвычайно длительная и дорогая.
Наиболее близким техническим решением является секция для металлических жалюзи, которые формируются прокаткой алюминиевой ленты с односторонним покрытием, из которой получают полый профиль, с двухслойным пластмассовым покрытием в соединительных узлах, что позволяет задемпфировать звук от металлической жалюзи, так как акустическая развязка секций в местах соединений предотвращает передачу звука между ними.
Цель изобретения создание секции металлических жалюзи улучшенной прочности на изгиб, увеличение срока ее службы без ухудшения свойств акустического демпфирования, а также разработка способа изготовления для такой секции стержня стабильной формы для жалюзи с высокой прочностью на изгиб и большим сроком службы.
Цель достигается тем, что стержень стабильной формы для жалюзи выполнен из алюминиевой ленты, покрытой с одной стороны слоем пластмассы и свернутой покрытой стороной внутрь в полую секцию, имеющую внутреннюю и наружную стенки, а также верхнюю и нижнюю соединительные части в виде крюка и гнезда, в которых алюминиевая лента расположена в два слоя пластмассовыми прослойками между слоями. Полая секция имеет по меньшей мере одну точку контакта, в которой два слоя алюминиевой ленты жестко соединены между собой. Соединение слоев алюминиевой ленты в точке контакта образовано посредством пластмассового покрытия из клеящего материала, соединяющегося при нагревании. Соединение слоев алюминиевой ленты образовано сварным швом. Соединение слоев алюминиевой ленты выполнено с помощью заклепок, винтов или путем сжатия ленты с деформацией ее слоев. Соединение алюминиевой ленты выполнено по меньшей мере в одной из двух соединительных частей. Соединение алюминиевой ленты образовано внутренней и наружной стенками, имеющими точку контакта. Внутренняя стенка имеет в области точки контакта радиус кривизны меньший, чем наружная стенка. Способ изготовления стержня стабильной формы для жалюзи включает свертывание алюминиевой ленты, покрытой с одной стороны слоем пластмассы, с помощью прокатки в полую секцию покрытой стороной внутрь. При этом образуют внутреннюю и наружную стенки, а также соединительные части полой секции, в которых алюминиевую ленту располагают в два слоя, и жестко соединяют между собой.
Способ изготовления стержня стабильной формы для жалюзи устойчивой формы включает следующие этапы: формовка прокатной полой секции из односторонне покрытой пластмассой алюминиевой ленты с формированием двухслойных областей соединения и внутренней стенки, так же как и наружной стенки; получение жесткого соединения между по меньшей мере двумя слоями алюминиевой ленты.
В области, где соседствуют по меньшей мере два слоя алюминиевой ленты, указанные слои скрепляются друг с другом жестким соединением, так что никакое смещение слоев друг относительно друга в области их контактирования невозможно. Это дает желаемое усиление металлических жалюзи.
Пластмассовый материал состоит из клеящего состава. Формованные слои алюминиевой ленты в полой секции сжимают по меньшей мере в одной из двух областей соединений, пока не будет создано жестко соединение.
Если пластмассовое покрытие состоит из клеящего состава, плавящегося при нагревании, а алюминиевая полоса, формованная в полую секцию, склеивается или сваривается после нагрева в области двухслойных мест соединения,соединение материала склеиванием имеет особо высокую жесткость на изгиб.
Процедура изготовления обеспечивается тем, что склеивание при сварке производится после прокатного формования полой секции. Нагрев размягчаемого температурой клеящего состава может однако производиться и во время формования прокаткой посредством нагревания алюминиевой полосы.
Важный вариант способа состоит в деформации внутренней стенки в направлении к наружной стенке, чтобы образовать точку контакта.
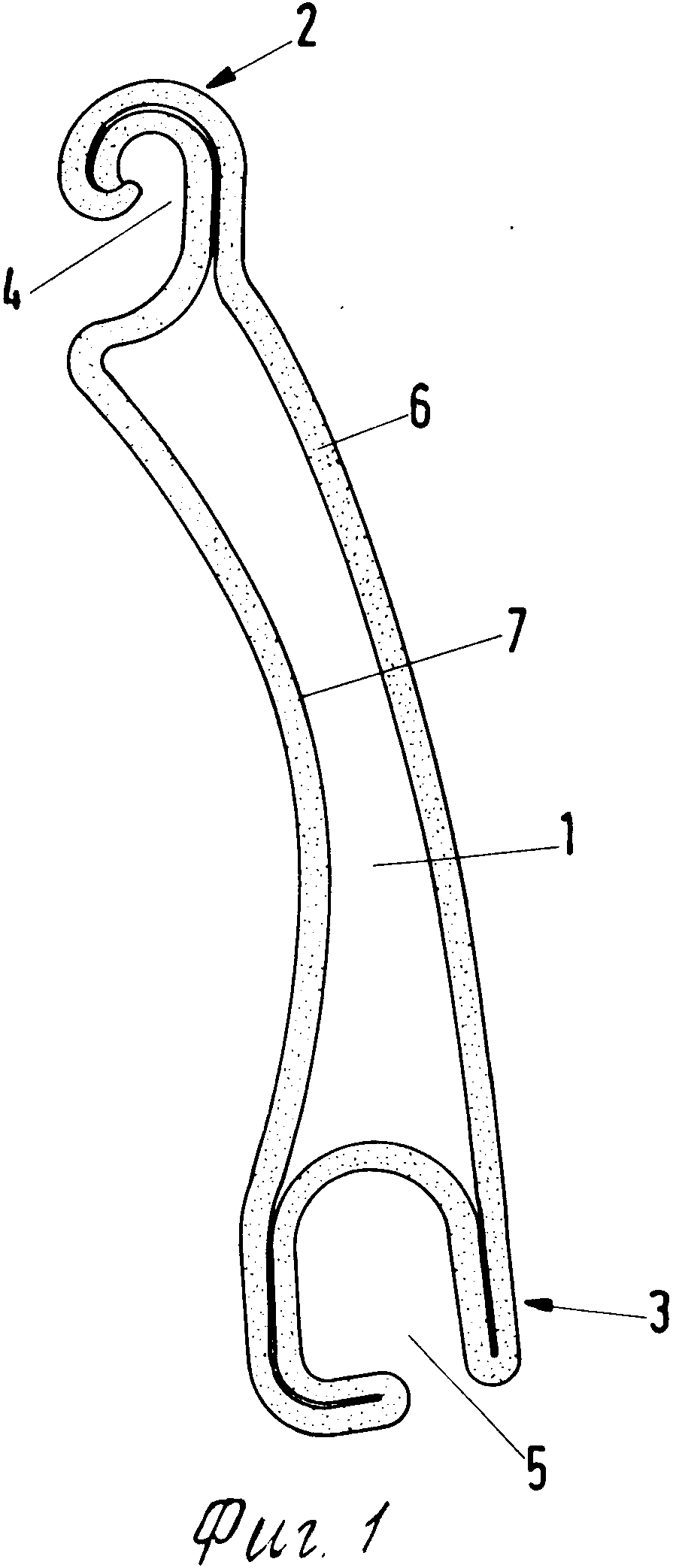
На фиг. 1 показан стержень стабильной формы для жалюзи, покрытый по всей поверхности клеящим составом, в полой секции по внутренней поверхности; на фиг. 2 то же, в крюке и гнезде между внутренней и наружной стенкой алюминиевой полосы; на фиг. 3 стержень стабильной формы для жалюзи с механическим соединением в области крюка и гнезда; на фиг. 4 то же, с клеящим составом между внутренней и наружной стенками полого сечения.
Стержень стабильной формы для жалюзи состоит из полой секции 1 и двух соединительных концов 2 и 3 с крюком 4 и гнездом 5. Секция изготавливается прокаткой роликами из алюминиевой ленты 6, которая покрыта клеящим составом 7 по всей внутренней поверхности полой секции, а также между соединительными концами.
Клеящий состав 7 может быть нанесен экструзией, нанесением жидкости или покрытием слоем ламината или полимера. При прокатке роликами клеящий состав наносится и прижимается к соединительным концам, и это дает тесное соединение между клеящим составом и алюминиевой лентой. Этот контакт может быть образован под действием тепла, и даст жесткое соединение, которое выдерживает высокие механические нагрузки.
Сополимер полиэтилена показал хорошие клеющие качества на алюминиевой ленте. Выгодно применять сополимер со звукопоглощающими пигментами, которые либо наносятся в жидкой фазе при экструзии на алюминиевую ленту, либо уже содержится в готовом ламинате.
Сплошное покрытие полой секции внутри существенно улучшает звукоизоляционные свойства. Покрытие может также состоять из полипропиленовой пленки.
Клеящий состав фиг. 2 находится только в точках контакта 8, 9, 10 у соединительных концов. Этот вариант является упрощенным исполнением по сравнению со сплошным покрытием, показанным на фиг. 1, который, однако, дает одинаковые результаты в смысле устойчивости размеров.
Преимущество этого решения заключается в упрощении изготовления за счет использования соответственно более узких областях покрытия пластмассой в точках контакта.
На фиг. 3 показано механическое соединение у соединительных концов стержня стабильной формы. В этом исполнении несколько заклепок а, б, в, г, д, е, ж, з, и в области крюка 11 и гнезда 12.
Для жесткого соединения в форме склейки между внешней стенкой 13 и внутренней стенкой 14 стержня стабильной формы алюминиевую ленту деформируют в центральной части внутренней стенки 14 для образования точки касания с внешней стенкой 13. В этой точке контакта ранее нанесенный клеящий сосав может осуществить жесткое скрепление. Такое соединение может быть выполнено поточечно в одной или нескольких точках контакта внутренней и внешней стенки или же непрерывной линией в направлении продольной центровой линии.
Дополнительно к клеевому соединению 15 в центральной области стержня стабильной формы предусмотрены клеевые соединения 16, 17, 18 на соединительных концах. Все клеевые соединения могут выполняться в холодном или горячем состоянии. Если требуется повышенная прочность, то выгодно жестко соединять участки алюминиевой ленты, снабженные слоем клеящего состава под действием тепла. Температуры нагрева клеящего состава выше примерно 100оС, предпочтительно в диапазоне 150-200оС. Таким образом, активируется клей, склеивающий при повышенной температуре, и результирующая прочность полой секции соответствует полой секции того же размера, запененной пенополиуретаном.
Нагрев может производиться стандартными средствами, например инфракрасными или индукционными нагревательными элементами, которые расположены в подходящей точке при прокатке роликами стержней стабильной формы по изобретению. Готовый продукт охлаждается подходящим образом, например, струей воздуха.
После полной реакции клея стержни стабильной формы по изобретению могут выдерживать нагрев солнечными лучами до температуры 80оС. В качестве клея могут использоваться любые подходящие составы смолы, акрилаты и клей с горячей реакцией, например полиамиды.
Добавочно к точкам контакта на соединительных концах стержней можно предусмотреть контактные точки также в центральной области полой секции. Они получаются путем деформации первоначально идущих параллельно алюминиевых лент между соединительными концами стержня в центральной части полости.
Внутренняя стенка 14 полой секции 19 предпочтительно деформируется так, что образуется точка контакта 15 с внешней стенкой 13. Однако возможно деформировать и наружную стенку, например, в виде углублений, причем дно углубления образует точку контакта с внутренней стенкой 14 полой секции 19. Обе стенки 13, 14 могут деформироваться одновременно, если это выгодно для получения большей прочности и устойчивости.
Жестко соединение, достигаемое клеем холодным или горячим способами, может быть получено и другими процессами с выделением тепла, например сваркой или пайкой, а также процессами холодного соединения давлением.
Дополнительно применимы механические способы соединения клепка, свинчивание, сжимание с деформацией и другие способы со сжатием. Решающим является достижение жесткого температуростойкого соединения, способного выдерживать также переменные нагрузки, например под действием ветра.
Могут использоваться пластмассы, особенно клеи с нагревом для получения жесткого соединения. Они соединяются под действием тепла (пластмассы) или склеиваются (горячие клеи). Добавочно к сополимерам, таким как полиэтилен, может также использоваться полипропиленовая пленка.
Для получения жестких соединений можно пользоваться также контактными клеями. В этом случае поверхности ленты, подлежащие соединению, приводятся во временный контакт посредством приложения давления, и получается длительное соединение в любом месте между стенками или в соединительных концах полой секции.
Реферат
Сущность изобретения: стержень стабильной формы для жалюзи, состоящий из алюминиевой ленты, покрытой с одной стороны пластмассой и прокатанной роликами до получения полой секции с покрытой стороной внутрь. Полая секция имеет верхнюю и нижнюю соединительные области с двухслойной алюминиевой лентой и внутренней стенкой. Для увеличения продольной жесткости и срока службы стержня полая секция имеет по меньшей мере одну точку контакта, в которой по меньшей мере два слоя алюминиевой ленты жестко соединены друг с другом. 2 с. и 11 з.п. ф-лы, 4 ил.
Формула
6. Стержень по пп. 1 4, отличающийся тем, что соединение алюминиевой ленты образовано внутренней и наружной стенками, имеющими точку контакта (15).
12.03.90 по пп. 1 3, 9 13;
15.11.90 по пп. 4 8.
Комментарии