Катализатор для конверсии синтез-газа в углеводороды и способ получения углеводородов - RU2017517C1
Код документа: RU2017517C1
Чертежи











Описание
Изобретение относится к способам и катализатору конверсии синтез-газа в углеводороды, в частности к использованию катализатора, включающего кобальт и рений на носителе из оксида алюминия.
Реакция конверсии смеси окиси углерода и водорода (называемой в дальнейшем синтез-газом или синтин-газом) на металлических катализаторах с образованием углеводородов с более высоким молекулярным весом известна еще с начала внешнего столетия. Эту реакцию обычно называют процессом Фишера-Тропша или FT-синтезом. Во время второй мировой войны в Германии процесс на основе FТ-синтеза использовался для получения газолина и других углеводородных продуктов. К 1944 году в Германии в общей сложности работало 9 установок FТ-синтеза. По разработанному в Германии способу вначале использовался катализатор, состоящий из кобальта, оксида магния, оксида тория и кизельгура, взятых в соотношении 100:5:8:200. Позже большая часть оксида тория была заменена оксидом магния, причем это было сделано из чисто экономических соображений. В настоящее время промышленные установки FT-синтеза работают в Южно-Африканском Союзе. В этих установках используется осажденный катализатор на основе железа, содержащий различные промоторы, повышающие стабильность и улучшающие распределение продуктов.
Обычными катализаторами FT-синтеза являются никель, кобальт и железо. Никель, по-видимому, был первым веществом, которое использовали для катализирования конверсии синтин-газа в углеводороды с образованием главным образом метана (1). При использовании в качестве катализатора железа и кобальта образуются углеводороды с более длинной цепью, поэтому они являются предпочтительными катализаторами для получения жидких углеводородов. Катализировать FT-синтез могут однако и другие металлы. Очень активным катализатором образования, углеводородов из синтин-газа является рутений, Его активность при низких температурах выше активности железа, кобальта или никеля. При использовании его в качестве катализатора с высокой селективностью образуются тяжелые углеводороды, а при высоких давлениях - также с высокой селективностью - высокомолекулярный воск. Было установлено, что осмий обладает умеренной, а платина, палладий и иридий низкой активностью (2). При использовании в качестве катализатора других металлов, обладающих активностью (например родия), образуется большое (в процентном отношении) количество окисленных продуктов (3). Были изучены и другие металлы (рений, молибден и хром). Они обладают низкой каталитической активностью и при использовании их основным продуктом реакции является метан.
Для осуществления синтеза можно также использовать и различные комбинации металлов. При использовании при FT-синтезе кобальтовых катализаторов, легированных никелем, возрастает выход метана (4). В патенте США 4088671 под названием "Конверсия синтез-газа с использованием кобальторутениевого катализатора" отмечается, что добавление к кобальту небольших количеств рутения приводит к получению активного катализатора FT-интеза, обладающего низкой селективностью в отношении образования метана (5). Таким образом, из этого патента следует, что за счет комбинации двух или нескольких металлов можно получать активный катализатор FT-синтеза. Как правило, активность и селективность описанных в этом патенте катализаторов являются величинами одного порядка, что и индивидуальных компонентов.
Имеются данные, что комбинации металлов с некоторыми оксидными носителями также повышают выход углеводородов при FT-синтезе. Это, по-видимому, связано с увеличением поверхности активного металла. Использование диоксида титана в качестве носителя для кобальтового или кобальто-ториевого катализатора описано в патенте США 4595703, озаглавленного "Получение углеводородов из синтез-газа" (6). В этом случае назначением носителя является увеличение активности металла или металлов в отношении получения углеводородов. Действительно, диоксид титана относится к классу оксидов металлов, для которых характерно сильное взаимодействие металла с носителем, что по литературным данным (7) приводит к увеличению активности ряда металлов в процессе FT-синтеза. Было установлено, что комбинации диоксида титана и двух или нескольких металлов также повышают активность катализатора в процессе FT-синтеза. В патенте США 4 568 663 под названием "Кобальтовые катализаторы для конверсии метанола в углеводороды и для синтеза Фишера-Тропша" заявляются комбинации кобальта, рения и тория и кобальта и рения на носителе из диоксида титана в качестве катализаторов для получения углеводородов из метанола или синтез-газа (8). В этом патенте отмечается также, что аналогичное повышение активности может быть достигнуто при комбинации кобальта и рения или кобальта, рения и тория с другими неорганическими оксидами. Однако конкретнее обсуждается в этом патенте лишь носитель на основе диоксида титана. Как правило, при промотировании металлического кобальта на носителе из диоксида титана рением активность катализатора увеличивается менее чем в два раза. Было обнаружено, что аналогичное увеличение активности может быть достигнуто при добавлении рения к кобальту, нанесенному и на некоторые другие обычные носители. В литературе описаны примеры катализаторов, включающих смеси кобальта и рения. Эти примеры однако относятся к совершенно другим химическим реакциям. Так, в патенте СССР 610558 описан катализатор, состоящий из кобальта и рения на носителе из оксида алюминия, улучшающий характеристики процесса конверсии углеводородов с водяным паром (9). Однако этот процесс не имеет ничего общего с получением углеводородов с помощью синтеза Фишера-Тропша, который протекает по совершенно другому механизму. Хотя некоторые катализаторы конверсии с водяным паром и могут использоваться для конверсии синтез-газа в углеводороды, однако при получении углеводородов с большим числом атомов углерода (3 и более) этим последним способом они обладают низкой селективностью. Так, большинство используемых при конверсии с водяным паром катализаторов содержит в качестве активного металла никель. Никель же при использовании его в качестве катализатора при конверсии синтин-газа дает главным образом метан.
Наиболее близким техническим решением по технической сущности и достигаемому эффекту является катализатор для конверсии синтез-газа в углеводороды и способ получения углеводородов (10).
Катализатор содержит 1-30 мас.% кобальта и рутений в количестве, обеспечивающем его содержание в катализаторе 0,05-0,5% с оксидным промотором из ряда La2O3, MnO2, MgO или смесь оксидов редкоземельных элементов в количестве 0,1-5% на носителе - γ - Al2O3.
Углеводороды получают контактированием синтез-газа с катализатором указанного состава при 160-350оС при давлении 1-100 ат. и скорости подачи синтез-газа со скоростью до 500 см3/см3 ч.
Сущностью изобретения по объекту "катализатор" является содержание в составе кобальта и модифицирующей добавки-рения при содержании кобальта 3-60 мас. %, рения 0,03-18,00 мас.% на носителе-оксиде алюминия при содержании рения 1-30 мас.% относительно содержания кобальта.
Частными признаками изобретения являются дополнительное содержание в катализаторе оксида щелочного металла в количестве 0,5-5,0 ат.% относительно содержания кобальта, а также дополнительное содержание 0,1-5,0 мас.% оксида металла, выбранного из группы оксидов циркония, ванадия и редкоземельных элементов.
Сущность другого аспекта изобретения состоит в получении углеводородов при пропускании синтез-газа,
содержащего водород и оксид углерода, при температуре 190-280оС и давлении 1-40 ат. над катализатором, содержащим кобальт и рений, нанесенные на оксид алюминия в следующем соотношении
компонентов, мас.%: Кобальт 3-60 Рений 0,03-18,00
Оксид алюминия Остальное, причем содержание рения в катализаторе составляет 1-30 мас. % относительно содержания кобальта и процесс проводят
при часовой объемной скорости синтез-газа 100-10000 см3 на г катализатора в час при молярном соотношении между водородом и оксидом углерода от 1:1 до 2,5: 1.
В предпочтительном варианте используют катализатор, который дополнительно содержит 0,05-5 ат.% оксида щелочного металла в расчете на металл относительно содержания кобальта.
В предпочтительном варианте осуществления способа катализатор содержит дополнительно оксид металла, выбранный из группы оксидов циркония, ванадия, редкоземельных элементов в количестве 0,1-5,0 мас.%.
Предпочтительным является использование исходного синтез-газа, в котором молярное соотношение между водородом и оксидом углерода находится в пределах 1,5:1-2,5:1 соответственно.
В предпочтительном аспекте изобретения способ получения углеводородов осуществляют в суспензионном реакторе.
Каталитически активные металлы, щелочной металл и промотирующий оксид металла (в том случае, если он входит в состав катализатора) наносят на оксид алюминия. Хотя можно использовать для этой цели и другие носители, было указано, что при использовании в качестве носителя, например диоксида кремния, диоксида титана, оксида хрома, оксида магния, смеси диоксида кремния и оксида алюминия и оксида циркония, получаются катализаторы с гораздо более низкой активностью.
Наиболее высокая эффективность оксида алюминия при использовании его в качестве носителя достигается в том случае, когда он характеризуется низкой кислотностью, высокоразвитой поверхностью и высокой степенью чистоты. Эти качества его необходимы для получения катализатора с высокой активностью и низкой скоростью дезактивации, а также для получения продуктов с высоким молекулярным весом. Удельная поверхность носителя из оксида алюминия должна быть не меньше, а предпочтительно выше примерно 100, наиболее предпочтительно 150 м2/г. Пористость его должна быть не меньше, а предпочтительно выше примерно 0,3 см3/г. Носитель катализатора должен иметь высокую степень чистоты, а именно содержание в нем элементов, например серы и фосфора, оказывающих отрицательное действие на каталитическую активность катализатора, должно быть низким. Содержание серы в носителе должно быть ниже 100, предпочтительно ниже 50 м.д. Хотя обычно в качестве носителя используется - и это является предпочтительным - гамма-модификация оксида алюминия, можно использовать для этой цели и приготовленные соответствующим образом другие его структуры, например эта-, кси-, тета-, дельта-, каппа-оксид алюминия, богемит и псевдобогемит.
Получение катализатора.
Способ осаждения активных металлов, щелочного металла и промотирующего оксида на носитель из оксида алюминия не имеет существенного значения. Для этой цели можно использовать различные известные способы. Один из таких подходящих способов, который использовался для получения катализаторов в соответствии с изобретением, известен под названием "начальной сухой пропитки". По этому способу соли металлов растворяют в таком количестве подходящего растворителя, которого как раз достаточно, чтобы заполнить поры катализатора. По другому способу оксиды или гидроксиды соосаждают из водного раствора, добавляя к нему осадитель. Существует и еще один способ, по которому соли металлов смешивают с мокрым носителем в подходящем смесителе до образования гомогенной смеси. В случае изобретения при использовании способа начальной сухой пропитки каталитически активные металлы и щелочной металл могут быть осаждены на носителе с помощью водного или органического раствора. Подходящими органическими растворителями являются, например, ацетон, метанол, этанол, диметилформамид, диэтиловый эфир, циклогексан, ксилол и тетрагидрофуран. Пропитку из водного раствора предпочтительно проводить в том случае, когда в качестве соли используется Co(NO3)2. Органический же растворитель предпочтительно использовать при приготовлении катализатора из карбонила кобальта.
Подходящими соединениями кобальта являются, например, нитрат, ацетат, хлорид и карбонил кобальта. Наиболее предпочтительной солью при пропитке из водного раствора является нитрат кобальта. Подходящими соединениями рения являются, например, оксид, хлорид рения и перрениевая кислота. Последняя является предпочтительной при получении катализатора с использованием водного раствора.
Подходящими солями щелочных металлов для введения щелочного металла в катализатор являются, например, нитраты, хлориды, карбонаты и гидрохлориды. Промотирующие оксиды металлов могут быть введены в катализатор в виде, например, нитрата или хлорида.
После пропитки водным раствором катализатор высушивают при 110-120оС в течение 3-6 ч. При пропитке с использованием органических растворителей катализатор предпочтительно высушивают вначале в роторном испарителе при 50-60oС при пониженном давлении, а затем в течение нескольких часов при 110-120оС.
Высушенный катализатор прокаливают в потоке воздуха, медленно увеличивая температуру до верхнего предела 200-500, предпочтительно 250-350оС. Скорость увеличения температуры составляет предпочтительно 0,5-2оС/мин. При максимальной температуре катализатор выдерживают в течение 2-5 ч. Операцию пропитки повторяют столько раз, сколько необходимо для получения катализатора с нужным содержанием металла. Пропитка кобальтом, рением и промотором (в том случае, если последний входит в состав катализатора) может осуществляться на одной или на отдельных стадиях. При пропитке на разных стадиях порядок пропитки от дельными активными компонентами можно варьировать.
Перед использованием прокаленный катализатор предпочтительно восстанавливают водородом. Эту операцию можно осуществлять в потоке водорода при атмосферном давлении, при пропускании водорода со скоростью 30-100 см3/мин (при восстановлении примерно 2 г катализатора). При обработке больших количеств катализатора скорость протока необходимо соответствующим образом увеличить. Температуру увеличивают от температуры окружающей среды до 250-450оС, предпочтительно до 300-400оС со скоростью 0,5-2оС/мин и выдерживают катализатор при максимальной температуре в течение примерно 6-24, предпочтительно 10-24 ч.
После восстановления катализатор перед использованием может быть окислен и восстановлен. Для окисления катализатор обрабатывают разбавленным кислородом (1-3% кислорода в азоте) при комнатной температуре в течение 1/2-2 ч, после чего температуру начинают увеличивать и с той же скоростью и до той же температуры, что и на стадии прокаливания. После выдержки катализатора при высокой температуре в течение 1-2 ч медленно вводят воздух и обработку продолжают в атмосфере воздуха при высокой температуре в течение еще 2-4 ч. Второе восстановление проводят в тех же условиях, что и первое.
Синтез углеводородов.
Для синтеза углеводородов из синтез-газа можно использовать различные известные типы реакторов, например реакторы с неподвижным слоем, реакторы с псевдоожиженным слоем, реакторы с кипящим слоем или шлаковые реакторы. Поскольку FТ-реакция является экзотермической, реактор должен быть оборудован средствами для отвода тепла, для того чтобы можно было строго контролировать заданную температуру. Вышеперечисленные типы реакторов имеют характеристики, делающие их пригодными для осуществления способа в соответствии с изобретением. Предпочтительно, чтобы размер частиц катализатора для неподвижного или кипящего слоя находился в пределах 0,1-10, наиболее предпочтительно 0,5-5 мм. Для других типов реакторов предпочтительным размером частиц является 0, 01-0,2 мм.
Исходный синтез-газ, используемый для осуществления предлагаемого способа, представляет собой смесь окиси углерода и водорода и может быть получен из любого известного источника, например путем конверсии с водяным паром природного газа или частичного окисления угля. Молярное соотношение Н2: СО обычно находится в пределах 1:1-2,5:1, предпочтительно 1,5:1-2, 5:1. Присутствие двуокиси углерода в исходной смеси нежелательно при осуществлении способа в соответствии с изобретением, однако она не оказывает отрицательного действия на процесс или активность катализатора, а является лишь разбавителем. Содержание же в исходной смеси любых соединений серы должно быть очень низким, предпочтительно ниже 1 м.д., поскольку они оказывают отрицательное действие на активность используемого катализатора.
Ниже приводится описание способа в соответствии с изобретением.
В качестве исходного сырья при осуществлении предлагаемого способа используют синтез-газ, полученный любым из перечисленных способов. Соотношение между водородом и окисью углерода в этом синтез-газе может находиться в пределах (1-2,5): 1, предпочтительно (1, 5-2,5):1. Наиболее предпочтительно при осуществлении способа в соответствии с настоящим изобретением, чтобы соотношение между Н2 и СО было стехиометрическим, т.е. находилось в пределах примерно (1,2-2,2):1. При таком стехиометрическом соотношении синтин-газ используется наиболее эффективно, поскольку ни окись углерода, ни водород не берутся в избытке. Помимо Н2 и СО синтин-газ может содержать некоторые количества и других газов, таких как двуокись углерода, метан и азот. Эти газы играют роль разбавителей, что может отрицательно сказываться в случае одних и в то же время положительно в случае других типов реакторов. Более подробно этот вопрос будет обсуждаться ниже. Содержание сероводорода в синтин-газе должно быть очень низким, предпочтительно ниже 1 об. м.д., поскольку сера является катализаторным ядом.
В том случае, если давление исходного синтин-газа недостаточно, его сжимают до нужного давления, которое может находиться в пределах от атмосферного давления, которое может находиться в пределах от атмосферного до 40 ат. , предпочтительно от атмосферного до 30 ат. При давлении менее 1 ат. процесс пришлось бы проводить в вакууме, в чем нет необходимости и что приводит к слишком большим затратам. Кроме того, при проведении процесса в вакууме снижается скорость реакции. При давлении выше 40 ат. из-за необходимой прочности увеличения оборудования, которое должно выдерживать высокое давление, резко возрастают затраты. Перед подачей в реактор синтин-газ предварительно подогревают. Поскольку FT-реакция протекает с выделением большого количества тепла, то обычно нет необходимости в подогреве исходного газа до температуры pеакции. Окончательный нагрев его происходит в самом реакторе. Как уже отмечалось, в качестве реактора можно использовать различные типы реакторов. Основным критерием при выборе того или иного типа реактора является возможность строгого контроля в нем температуры экзотермической FT-реакции. Наиболее подходящими для осуществления предлагаемого способа являются три типа реакторов: трубчатые реакторы с неподвижным слоем, в которых катализатор помещается в трубках, а текучая среда циркулирует с внешней стороны трубок, отводя тепло, реакторы с псевдоожиженным слоем и шламовые реакторы, в которых тонкоизмельченный катализатор суспендируется в связующем масле. В двух последних типах реакторов тепло может отводиться различными способами: путем увеличения теплосодержания исходного сырья, с помощью встроенных теплообменников и путем отвода скользящего потока для охлаждения и возвращения его в реактор.
Температура в реакторе должна находиться в пределах 190-280оС. Давление может быть в пределах от атмосферного до около 40, предпочтительно от 1 до 30 ат. Приведенный температурный интервал является типичным для реакций Фишера-Тропша. Скорость реакции при температурах ниже 150оС становится настолько низкой, что проведение процесса в промышленных масштабах является неэкономичным из-за больших размеров реактора. При проведении процесса при температурах выше 280оС селективность его в отношении жидких углеводородов уменьшается настолько, что он становится экономически неоправданным, поскольку существуют более дешевые способы получения метана. Часовая объемная скорость (в расчете только на содержащиеся в исходном сырье Н2 и СО) должна находиться в пределах 100-10000 см3 на г катализатора в час. При определенных рабочих температуре и давлении объемную скорость подбирают таким образом, чтобы обеспечить нужную степень конверсии за один проход.
Форма катализатора зависит от типа используемого реактора. Как для трубчатых реакторов с неподвижным слоем можно использовать катализатор в виде экструдатов, гранул, шариков, гранулята с номинальным диаметром примерно 0,5-6 мм, предпочтительно около 1,5 мм. Для реакторов с псевдоожиженным слоем и шламовых реакторов должен использоваться тонкоизмельченный катализатор. Ниже приведено типичное распределение частиц по размеру для катализаторов, которые можно использовать в шламовых реакторах.
Для нормального функционирования реакторов с псевдоожиженным слоем или шламовых реакторов важно, чтобы в загрузке катализатора не было слишком большой фракции больших и слишком большой фракции маленьких частиц. Размер частиц играет большую роль для образования псевдоожиженного слоя или суспензии. При проведении процесса в шламовом реакторе большую роль играет также выбор подходящего связующего масла. Обычно для этой цели используют фракцию получаемого масла. Как правило, подходящей является фракция углеводородов с 20-50 атомами углерода. В пусковой период помимо жидких углеводородов, получаемые в результате FT-процесса, можно использовать полиальфа-олефины с 30-50 атомами углерода или хорошо очищенную,т.е. на содержащую гетероатомов и ароматических углеводородов нефть.
В реакторе в результате контактирования синтан-газа с катализатором образуется большое количество парафиновых углеводородов и небольшие количества олефинов и оксигенатов. Как правило, часть образующихся продуктов остается в газовой фазе и выводится из реактора вместе с инертными компонентами и непрореагировавшими исходными газами. Часть же полученного продукта образует жидкую фазу. Количество продукта, выходящего из реактора в виде газовой фазы, зависит от условий проведения процесса.
В реакторе с неподвижным слоем жидкая фаза или отводится из нижней части катализаторных трубок, или выводится вместе с отходящими газами. В реакторе с псевдоожиженным слоем процесс проводят в таких условиях, чтобы количество жидкого продукта было очень небольшим. В противном случае образующийся продукт оседает на катализаторе, в результате чего снижается его способность образовывать псевдоожиженный слой. В шламовом реакторе образующиеся жидкие продукты растворяются в связующем масле, из которого они могут быть извлечены любым известным способом, например путем фильтрации, центрифугирования, осаждения, декантация и т.д.
Выходящие из реактора газы охлаждают, в результате чего происходит конденсация жидких продуктов (углеводородов и воды, являющейся побочным продуктом). Обычно охлаждение проводят последовательно в несколько стадий, постепенно уменьшая температуру. Это необходимо для предупреждения отверждения воска, что может приводить к забиванию установки. При желании дополнительное количество углеводородов после последнего холодильника или сепаратора может быть извлечено путем абсорбции или адсорбции.
За один проход степень конверсии в реакторе может варьироваться в пределах от 10 до более 90, предпочтительно от 40 до более 90%. Если за один проход степень конверсии оказывается недостаточно высокой, то отходящие газы после выделения из них целевого продукта и отделения скользящего потока для предупреждения попадания инертных компонентов в систему могут быть смешаны со свежим исходным синтин-газом и возвращены в реактор.
Как уже отмечалось, исходный синтин-газ может содержать некоторое количество азота. При осуществлении процесса в реакторах с неподвижным слоем присутствие азота может оказаться нежелательным, так как разбавление им исходных продуктов снижает парциальное давление реакционноспособных газов и увеличивает потери давления. Однако при проведении процесса в реакторах с псевдоожиженным слоем и шламовых реакторах азот может оказывать положительное влияние, являясь дополнительным источником энергии при перемешивании и поддерживая катализатор во взвешенном состоянии. В этих реакторах потери давления не так сильно зависят от скорости потока.
Последней стадией процесса может быть объединение всех жидких продуктов. При желании они могут быть стабилизированы путем ректификации для удаления высоколетучих компонентов. Полученный жидкий продукт может затем выпускаться в продажу в виде синтетической сырой нефти или подвергнут ректификации на отдельные фракции, которые могут продаваться по отдельности. По другому варианту полученный продукт перед продажей может быть подвергнут каталитическому обеспарафиниванию или гидрокрекингу. Обе последние операции улучшают характеристики полученного продукта, снижая температуру потери текучести, повышая октановое число и изменяя интервалы температуры кипения.
Продукты, полученные с помощью способа в соответствии с изобретением, представляют собой сложные
смеси, состоящие в основном из прямых парафинов. Они однако содержат и небольшие количества изомеров с разветвленной цепью, олефинов, спиртов и других окисленных соединений. Осовная протекающая
реакция может записана следующим уравнением:
nCO + 2n H2 ->> (-CH2-)n + n H2О, в котором (-СH2-) означает прямой
углеводород с n атомами углерода. Это число относится к атомам углерода, образующим главную цепь молекулы. Образующиеся продукты представляют собой соединения, содержащие от 1 до 50 и более атомов
углерода.
Кроме того, на многих катализаторах, например, на основе железа протекает хорошо известная побочная реакция конверсии водяного пара
СО + Н2О ->
> Н2 + СО2.
При использовании катализатора в соответствии с изобретением скорость этой последней реакции обычно очень мала. Было установлено, что хотя рениевые
катализаторы и обладают сравнительно высокой селективностью в отношении двуокиси углерода, селективность кобальтовых катализаторов с добавкой рения, использующихся при проведении процесса в
соответствии с изобретением, по отношению к двуокиси углерода не превышает селективности чисто кобальтовых катализаторов.
В продуктах. полученных в результате синтеза Фишера-Тропма,
обычно присутствуют различные углеводороды, начиная от метана и до высококипящих соединений. Распределение их подчиняется хорошо известному так называемому распределению Шульца-Флори, выражающемуся
математически уравнением Шульца-Флори
Wi = (1- α)2 i αi-1, в котором i означает количество атомов углерода, α - коэффициент
распределения Шульца-Флори, представляющий собой отношение скорости увеличения цепи к сумме скоростей увеличения цепи к сумме скоростей увеличения и обрыва цепи, а Wi -вес фракции продукта
с i атомами углерода. Из этого уравнения следует, что с увеличением α увеличивается среднее количество атомов углерода в образующемся продукте. Для получения более тяжелых продуктов, таких как
дизельное топливо, являющихся более ценными, чем более легкие, такие как бензино-лигроиновая фракция, желательно, чтобы значение α было более высоким.
Продукты, получаемые с использованием катализатора и способа в соответствии с настоящим изобретением, обычно подчиняются распределению Шульца-Флори, с той оговоркой, что выход метана, как правило, выше, чем это можно ожидать исходя из этого распределения. Это означает, что метан, очевидно образуется еще по какому-то другому механизму.
Катализаторы, промотированные щелочным металлом, как это описано в изобретении, дают при использовании их продукт с большим средним количеством атомов углерода, чем при использовании непромотиванных катализаторов. Это означает, что коэффициент Шульца-Флори для продукта, полученного при использовании промотированных щелочным металлом катализаторов, выше, чем для непромотирванных катализаторов.
Известно (и это показано в одном из приведенных примеров), что сам рений обладает низкой каталитической активностью в реакции Фишера-Тропша, причем основным образующимся при этом продуктом является метан. С другой стороны, известно, что при использовании в этом процессе кобальта образуются углеводороды с большим числом атомов углерода. В патенте США 4568663 показано, что добавление к кобальту, нанесенному на основу из двуокиси титана, небольших количеств рения, приводит к увеличению каталитической активности. В рамках изобретения было установлено, что выход углеводородов при добавке рения увеличивается значительно больше в случае кобальтовых катализаторов на носителе из оксида алюминия, чем в случае рениево-кобальтовых катализаторов на других неорганических носителях. Повышение активности и увеличение селективности в отношении тяжелых углеводородов не сопровождается ухудшением селективности в отношении метана.
Экспериментальная часть.
В следующих примерах описано получение различных катализаторов и результаты, полученные при использовании этих катализаторов в процессе конверсии синтез-газа в углеводороды.
Перед проведением испытаний катализаторы подвергались
предварительной обработке, состоящей в восстановлении, для чего над катализатором пропускался водород со скоростью 3000 см3/г/ч, нагревании катализатора со скоростью 1оС/мин, до
350оС и выдерживании его при этой температуре в течение 10 ч. Во всех опытах, за исключением примера 42, синтез-газ, состоящий из 33 об.% окиси углерода и 67 об.% водорода, пропускался над
0,5 г катализатора, находящегося в небольшом реакторе с неподвижным слоем. Процесс проводился при атмосферном давлении при температурах 185, 195 и 205оС в следующем режиме:
9 ч 50
мин при 195оС
4 ч 20 мин при 205оС
4 ч 30 мин при 185оС
9 ч 50 мин при 195оС
Синтез-газ пропускался со скоростью 1680
см3/г катализатора в час. Образующиеся в реакторе продукты анализировались с помощью газовой хроматографии. Сравнение катализаторов проводилось на основании результатов, полученных за время
работы 10-30 ч.
П р и м е р 1. Катализатор, содержащий кобальт, но без добавки рения.
В настоящем примере описано получение контрольного кобальтового катализатора, который использовался в сравнительных целях. Катализатор готовят следующим образом.
Исходный раствор готовят путем растворения 17,03 г нитрата кобальта, Со(NO3)2 6H2O и 0,76 г смешанного нитрата редкоземельных элементов, Re(NO3)3, где Re означает редкоземельные элементы состава 66% La2O3, 24% Nd2 O3, 8,2% Pr6O11, 0,7% CeO2 и 1,1% других оксидов (Ме Jycorp 5247), в 30 мл дистиллированной воды. Приготовленный раствор добавляют при перемешивании к 25 г гамма-модификации оксида алюминия Retjen, который предварительно прокаливают в течение 10 ч при 500оС. Приготовленный катализатор высушивают в течение 5 ч в печи при 115оС. Высушенный катализатор затем прокаливают на воздухе, нагревая его со скоростью 1оС/мин до 300оС и затем выдерживая при этом температуру в течение 2 ч. Готовый катализатор содержит 12 мас. % кобальта и 1 мас.% оксидов редкоземельных элементов (остальное приходилось на оксид алюминия). Этот катализатор в табл.1 обозначен как композиция "а". Повторением описанной процедуры был получен катализатор, обозначенный в табл.1, как композиция "в".
Результаты испытаний, полученные с использованием этих катализаторов, представлены в табл.1. В этой, а также последующих таблицах селективность выражена в процентах подвергнувшейся конверсии окиси углерода, перешедшей в соответствующий продукт.
Этот пример свидетельствует о том, что кобальтовый катализатор обладает высокой селективностью в отношении этана и углеводородов с более длинной углеводородной цепью и низкой селективностью в отношении метана и двуокиси углерода.
П р и м е р 2. Катализатор, содержащий рений, но не содержащий кобальта.
В этом примере описано получение сравнительно рениевого катализатора. Катализатор готовят таким же образом, как это описано в примере 1, с той разницей, что раствор содержит 0,33 г перрениевой кислоты, HReO4 в виде 82,5% -ного водного раствора, и 0,54 г нитратов редкоземельных элементов. Всего готовят 24 мл раствора, который затем добавляют к 20 г прокаленного оксида алюминия. Готовый катализатор содержал 1 мас.% рения и 1 мас.% оксида редкоземельных элементов (остальное приходилось на оксид алюминия).
Результаты испытаний, полученные с использованием этого катализатора, приведены в табл.2.
П р и м е р 3. Катализатор, содержащий рений, но не содержащий кобальта.
Проводят процесс таким же образом, как и в случае примера 2, но используя 0,83 г перрениевой кислоты, получают катализатор, содержащий 4 мас.% рения.
Результаты испытаний, полученные с использованием катализатора в сответствии с примером 3, приведены в табл.3.
Результаты, полученные в примерах 2 и 3, свидетельствуют о том, что катализаторы, содержащие рений, но не содержащие кобальта, обладают очень низкой активностью при использовании их для получения жидких углеводородов из синтез-газа. Примерно половина образующегося продукта приходится на диоксид углерода, а большая часть образующихся углеводородов представляет собой метан.
П р и м е р ы 4-11. Катализаторы, содержащие кобальт и рений.
Катализаторы получают таким же образом, как это описано в примере 1, с той разницей, что к раствору добавляют различные количества перрениевой кислоты. В результате получают ряд катализаторов, содержащих 12 мас.% кобальта, 0,1, 0,2, 0,3, 0,5, 1,0, 2,0, 4,0 и 8,0 мас.% рения и, кроме того, 1,0 мас.% оксида редкоземельных элементов.
Результаты испытаний, полученные с использованием катализаторов в соответствии с примерами 4-11 при 195оС, приведены в табл. 4, а также на фиг. 1. На фиг.1 показан график зависимости степени конверсии окиси углерода от добавки рения к катализатору, содержащему 12 мас.% кобальта.
Как видно из сравнения данных табл.1 и 4, а также фиг.1, добавление к кобальту на носителе из оксида алюминия небольших количеств рения приводит к существенному увеличению степени конверсии оксида углерода в исходном материале. Уже при содержании рения 0,1 мас.% степень конверсии СО увеличивается примерно вдвое. Определение точной концентрации рения, при которой достигается оптимальная активность катализатора, имеет очень большое значение, так как степень конверсии окиси углерода быстро возрастает при добавках небольших количеств рения, достигает максимума и затем постепенно уменьшается до значений, соответствующих содержанию рения менее 1 мас.%. Однако даже при максимальных изучениях концентрациях рения (8%) наблюдается явное увеличение степени конверсии по сравнению с катализаторами,не содержащии рения.
Важно отметить, что увеличение активности не сопровождается соответствущим возрастанием селективности в отношении метана или двуокиси углерода. Из табл.4 следует, что возрастание степени конверсии окиси углерода не сопровождается существенным изменением селективности по отношению к метану или двуокиси углерода. Таким образом и после введения в катализатор рения основными продуктами реакции остаются целевые углеводороды.
П р и м е р ы 12-25. Катализаторы, содержащие кобальт и рений.
Катализаторы получают таким же обазом, как это описано в примере 1, с той разницей, что в исходный раствор вводят различные количества нитрата кобальта и перрениевой кислоты. Полученные в результате катализаторы содержат от 3,0 до 40 мас.% кобальта и от 0 до 5,0 мас.% рения и, кроме того, 1,0 мас.% оксида редкоземельных элементов.
Результаты испытаний, полученные с использованием катализаторов в соответствии с примерами 12-25 при 195оС, приведены в табл.5.
Из приведеных в табл.5 результатов видно, что для кобальтовых катализаторов без добавки рения каталитическая активность существенно возрастает при увеличении содержания кобальта от 3 до 6%. Однако при дальнейшем увеличении содержания кобальта до 40% наблюдается лишь умеренное возрастание активности. При содержании кобальта 8% добавление рения не приводит к увеличению каталитической активности, однако при более высоких содержаниях кобальта добавки рения существенно увеличивают каталитическую активность. Такое увеличение активности при возрастании содержания рения в катализаторах с более высоким содержанием кобальта иллюстрируется графиком, изображенным на фиг.2.
П р и м е р ы 26 и 27. Кобальто-рениевые катализаторы с промоторами.
Для иллюстрации влияния на каталитическую активность других промоторов, чем оксиды редкоземельных элементов, были приготовлены следующие катализаторы. При приготовлении их используют ту же процедуру, что и в случае примера 8, с той разницей, что вместо нитрата редкоземельных элементов берут нитрат циркония, Zr (NO3)4; или оксалат ванадила VO(C2O4H)3. Результаты испытаний, полученные с использованием катализаторов в соответствии с примерами 26 и 27 при 195оС, приведены в табл.6. Помимо указанного промотора эти катализаторы содержали 12% кобальта и 1% рутения, которые были нанесены на основу из оксида алюминия.
П р и м е р ы 28-41. Кобальто-рениевые катализаторы на других носителях.
Для сравнения с оксидом алюминия были приготовлены катализаторы на других носителях. Катализаторы готовят таким же образом, как и катализатор в соответствии с примером 8, но без добавки оксидов редкоземельных элементов. Катализатор на носителе из двуокиси титана готовят с использованием диоксида титана, прокаленного при 500 и 600оС. После прокаливания при 600оС диоксид титана находится главным образом в рутильной кристаллической модификации, тогда как после прокаливания при 500оС соотношение между рутином и анатазом равно примерно 1:1. Катализаторы, приготовленные на носителе из двуокиси титана, прокаленной при этих двух температурах имели одинаковую каталитическую активность.
В качестве носителей использовали диоксид кремния Davidson Grade 59; диоксид титана Degussa P 25; оксид хрома Alp а Се Саl N 88272; оксид магния, полученный путем прокаливания основного карбоната магния Fischer; смеси двуокиси кремния и оксида алюминия American Cysnsmid AAA и оксида циркония Alpha chemical 11852 (с содержанием оксида алюминия 2%). Составы катализаторов, приготовленных на различных носителях, приведены в табл.7.
Для определения активности катализаторов в соответствии с указанными примерами были проведены опыты с использованием их в процессе конверсии синтез-газа в углероды. Результаты этих опытов, проводившихся при 195оС приведены в табл.8. В эту же таблицу для сравнения включены результаты опытов, проведенных с использованием катализаторов на носителе из оксида алюминия.
Катализаторы. характеристики которых приведены в табл.8,были приготовлены для проверки утверждения, что для получения кобальто-рениевых катализаторов для процессов FT-синтеза можно использовать различные неорганические носители. Анализ данных табл.8 приводит к выводу, что природа носителя имеет очень важное значение и что катализаторы, одинаковые по составу, но приготовленные на различных носителях, резко отличаются по своей каталитической активности. При этом только кобальто-рениевые катализаторы на носителе из оксида алюминия обладают практически приемлемыми активностью и селективностью.
Катализаторы на носителе из оксида магния и оксида хрома обладают очень низкой каталитической активностью, как с добавкой, так и без добавки рения. Катализаторы на носителе из оксида циркония в смеси диоксида кремния и оксида алюминия обладают несколько более высокой активностью, однако низкой селективностью по отношению к С2+ углеводородам. Их активность лишь немного увеличивается при добавлении рения.
Катализаторы без добавки рения на носителе из диоксида кремния и диоксида титана имеют примерно такую же активность, как и кобальтовый катализатор на носителе из оксида алюминия. Однако при добавке рения активность катализаторов на носителе из оксида алюминия резко вразрастает от примерно 15 до 33% степени конверсии окиси углерода, тогда как активность катализаторов на носителе из диоксида кремния увеличивается очень незначительно (от 11 до 12% степени конверсии оксида углерода). Активность катализаторов на носителе из диоксида титана возрастает хотя и в большей степени, но все же не так значительно (от 11 до 17% степени конверсии окиси углерода).
Из данных этих, а также приведенных примеров можно сделать вывод, что активность кобальтовых катализаторов на носителе из оксида алюминия резко возрастает при добавке небольших количеств рения при содержании кобальта в катализаторе выше примерно 5 мас.%. Хотя добавление рения приводит к увеличению активности катализаторов и на других носителях, однако это увеличение значительно выше в случае катализаторов на носителе из оксида алюминия. Этот результат является неожиданным. Его нельзя было предсказать на основе известных данных.
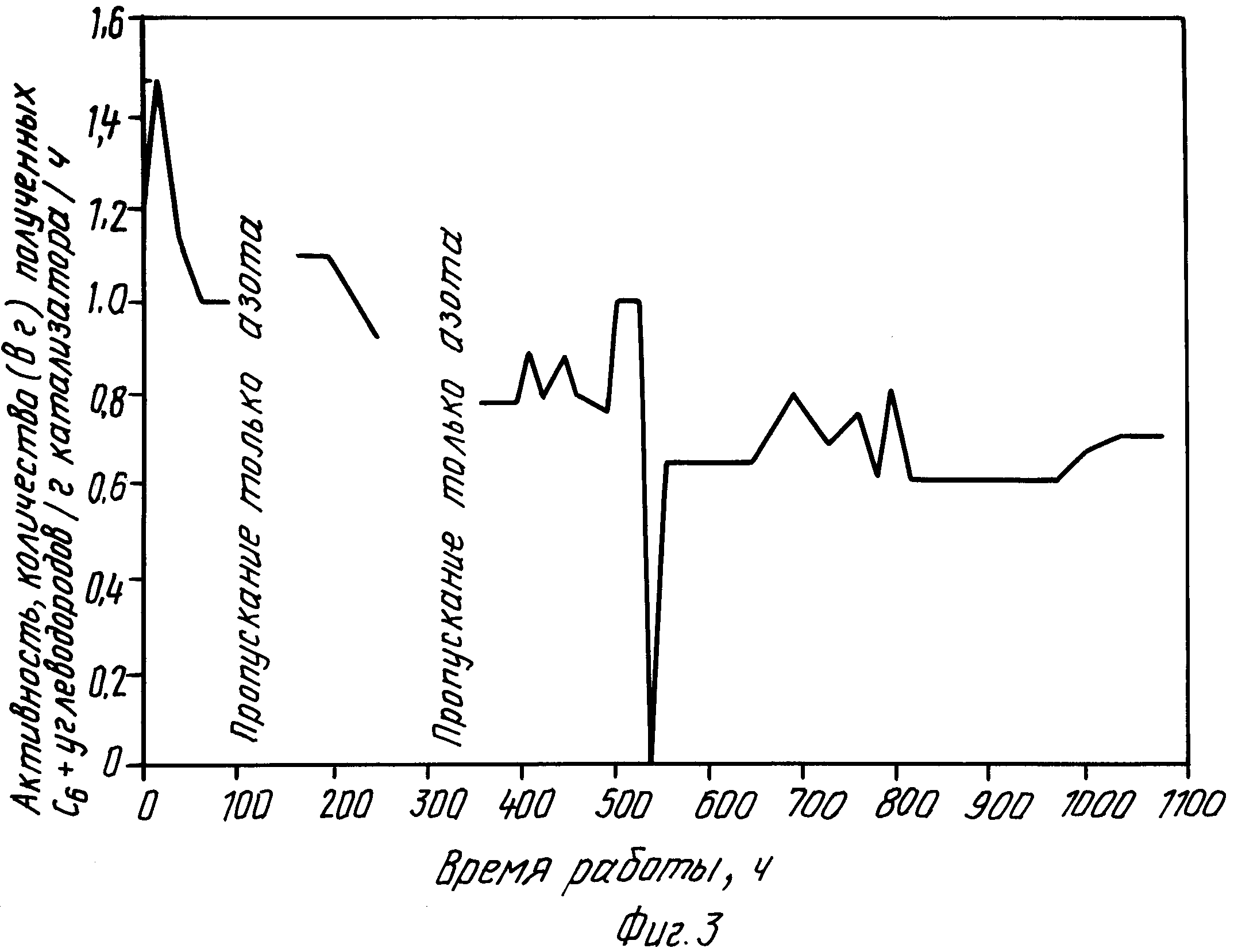
П р и м е р 42. Катализатор готовят таким же образом, как это описано в примере 24, с той разницей, что в качестве носителя используют оксид алюминия Hatshan 4100Р. Перед проведением испытаний в шламовом реакторе катализатор подвергают следующей обработке. 100 г этого катализатора помещают в вертикально расположенную трубку длиной 5 футов и внешним диаметром 1 дюйм из нержавеющей стали 40 в реакторе для предварительной обработки. Снизу в трубку подают водород со скоростью 1900 см3/мин, что достаточно для образования псевдоожиженного слоя. После стабилизации псевдоожиженного слоя температуру увеличивают со скоростью 1оС/мин до максимальной температуры 350оС. Катализатор выдерживают при этой температуре в течение 16 ч, после чего охлаждают до 50оС. При этой температуре водород заменяют на Не и катализатор охлаждают до температуры окружающей среды. 14,1 г восстановленного таким образом катализатора смешивают с 206 г Synfluid (Synfluid 8 cst PAO Chevron Chemical) и помещают смесь в шламовый реактор с внутренним диаметром 1 дюйм и длиной 3 фута. Смесь СО, Н2 и N2 с соотношением 1:2:3 подают в реактор со скоростью 1080 л/ч. Температуру увеличивают до 225оС, а давление до 450 фунтов на кв. Дюйм (около 31 атмосферы). Эти условия выдерживают в течение 388 ч (за исключением двух периодов: одного в течение 68 ч и второго в течение 94 ч, во время которых через реактор пропускают чистый азот). После переходного периода в 2 ч следовал период в 90 ч, во время которого в реактор подавали смесь СО:Н2:N2 в соотношении 1:3:4. Затем следовал период в 53 ч, во время которого процесс протекал нестабильно из-за трудностей контроля температуры. Во время этого периода наблюдалось некоторое повышение температуры, после чего следовал небольшой период низкой активности катализатора, но затем она быстро возрастала. Следует отметить, что за время периода высокой температуры в образующемся продукте увеличивалось содержание легких углеводородов, которые разбавляли связующую жидкость, что приводило к разрушению суспензии. Это подчеркивает важность сохранения постоянства характеристик связующей жидкости, энергии смешения и т.п. Этот случай иллюстрирует также сложность протекающего процесса. Затем следовал период, продолжавшийся 160 ч, во время которого соотношение СО:H2:N2 в исходном материале поддерживалось равным 1: 1: 2. После переходного периода в 7 ч следовал период в 115 ч, во время которого исходный материал снова подавался в соотношении СО:H2:N2 = =1:2:3. После переходного периода в 9 ч следовал период, продолжавшийся 157 ч, во время которого соотношение CO:H2:N2 в исходном материале поддерживалось равным 2:3:5. И, наконец, после переходного периода в 5 ч следовал период, продолжавшийся 94 ч, во время которого соотношение СО: H2: N2 в исходном материале поддерживалось равным 2:5:7. В общей сложности с момента пуска и до остановки процесс продолжался 1080 часов.
На фиг.3 показан график зависимости степени конверсии СО от времени работы. Этот график демонстрирует стабильность процесса. Из него видно также, что скорость дезактивации является низкой. В процессе работы образующийся продукт непрерывно выводился из установки, и поэтому объем суспензии в реакторе оставался постоянным. Фиг.4 представляет собой газовую хроматограмму газойля и более тяжелого жидкого продукта. Этот продукт в основном состоит из нормальных парафинов с типичным распределением Шульца-Флори. Это свидетельствует о том, что катализатор ускоряет реакцию Фишера-Тропша.
Данный пример иллюстрирует тот факт. что катализатор в соответствии с настоящим изобретением активирует процесс Фишера-Тропша. Кроме того, из этого примера следует, что предлагаемый катализатор может использоваться в шламовых реакторах, как и в реакторах с неподвижным слоем, что было показано на приведенных примерах.
П р и м е р ы 43-57. Катализаторы, содержащие кобальт, рений и щелочной металл.
Для того, чтобы продемонстрировать преимущества катализатора в соответствии с изобретением при наличии в его составе щелочного металла, были приготовлены и испытаны катализаторы в соответствии с примерами 43-55.
Катализаторы в соответствии с примерами 43-51 готовят на оксиде алюминия Harchaw А1 4100Р, из фракции (после просеивания) 100-270 меш. Катализаторы в соответствии с примерами 52-57 готовят на носителе из оксида алюминия гамма-модификации Ketjen СК 300, из фракции (после просеивания) 20-40 меш. И тот, и другой носитель перед использованием прокаливают в течение ночи при 500оС. Катализаторы готовят сухим способом, таким же образом, как это описано в примере 1. Количества материалов, использовавшихся для приготовления катализаторов, приведены в табл.9. Приготовленные катализаторы высушивают на воздухе в течение 6-24 ч в печи при температуре 120оС. Высушенные катализаторы прокаливают на воздухе, увеличивая температуру со скоростью 1оС/мин до температуры 300оС и выдерживая их затем при этой температуре в течение 2-16 ч. Составы полученных катализаторов приведены в табл.9.
Результаты, полученные при испытаниях приготовленных катализаторов, приведены в табл.10. Как следует из этих результатов, добавление щелочного металла приводит к увеличению средней молекулярной массы получаемого продукта. Это следует из возрастания коэффициента Шульца-Флори. Как видно из фиг. 5, увеличение содержания щелочного металла приводит к увеличению α . Однако, как видно из фиг.6, активность катализатора уменьшается с увеличением содержания в нем щелочного металла. Таким образом, для каждого конкретного случая существует оптимальная концентрация щелочного металла, при которой достигается разумное сочетание средней молекулярной массы получаемого продукта и каталитической активности. Кроме того, эффективность щелочного металла зависит от его природы. Так, например, калий оказывается более эффективным, чем литий.
П р и м е р 58. Катализатор, содержащий 12 мас.% кобальта и 1 мас.% рения, получают путем использования технологии из примеров 4-11, за исключением того, что к нему не добавляют оксид редкоземельного металла.
Этот катализатор был испытан в условиях, приведенных в примерах 4-11, приведя к
следующим результатам (опыт 18): Конверсия СО 29% СН4 селективность 10,2% Шульц-Флори Альфа 0,76%
Селективность С2+ и СО2 не зарегистрирована.
Приведенные результаты во многом соответствуют результатам, полученным для кобальта-рениевых катализаторов, содержащих 1,0 мас.% оксида редкоземельного металла, как можно видеть из табл.4, таким образом свидетельствуя о том, что катализатор, не содержащий промотора, обладает свойствами того же типа, что и катализаторы, содержащие окислы редкоземельных металлов в качестве промоторов.
П р и м е р 59. Катализатор получают в соответствии с технологией, предусмотренной в примерах 12-25 для того, чтобы получить катализатор, содержащий 60 мас.% кобальта, 3 мас.% рения и 1,0 мас.% оксида редкоземельного металла. Для обеспечения высокого привеса кобальта было использовано несколько циклов пропитки.
При испытании на активность Фишера-Тропша в соответствии с
технологией, в основном обозначенной под названием "Экспериментальная работа" и в условиях, изложенных в примерах 4-11, были получены следующие результаты (опыт 49): Конверсия СО 52% СНУ селективность
14,8% Шульц-Флори Альфа 0,75
(селективность к С2+ и СО2 не зарегистрирована).
Эти результаты ясно демонстрируют то, что высокая активность сохраняется при высоком привесе кобальта, а именно для катализаторов, содержащих, по меньшей мере, 60 мас.% кобальта.
Краткое описание рисунков.
На фиг.1 показан график зависимости
степени конверсии СО от содержания рения в катализаторе, содержащем 12% кобальта;
на фиг. 2 показан график, иллюстрирующий влияние добавки рения к катализаторам с носителем из оксида алюминия
с различным содержанием кобальта на степень конверсии СО;
на фиг.3 - типичный график зависимости степени конверсии СО от продолжительности работы установки;
на фиг. 4 - газовая
хроматография типичного газойля и более тяжелого жидкого продукта, полученных по способу в соответствии с настоящим изобретением;
на фиг.5 - график зависимости коэффициента Шульца-Флори
α продукта, полученного с использованием катализатора в соответствии с настоящим изобретением, от соотношения калия и кобальта;
на фиг.6 - график зависимости степени конверсии СО от
соотношения калия и кобальта при использовании катализаторов в соответствии с изобретением.
Реферат
Сущность изобретения: продукт - катализатор состава, %: кобальт 3-60; рений 0,03-18,00; оксид алюминия остальное, причем содержание рения в катализаторе составляет 1-30 мас.% относительно содержания кобальта. Катализатор может дополнительно содержать оксид щелочного металла в количестве 0,5-5,0 ат. % относительно содержания кобальта и/или 0,1-5,0 мас.% оксида металла, выбранного из группы оксидов циркония, ванадия и РЗЭ. Катализатор получают пропиткой носителя солями указанных металлов с последующей сушкой и прокаливанием. Другим продуктом являются углеводороды, которые получают при 190-280°С, давлении 1-40 ат, объемной скорости синтез-газа 100-10000 см3/г кат. в час при молярном соотношении между водородом и оксидом углерода от 1:1 до 2,5:1 на катализаторе приведенного состава. При этом процесс проводят в суспензионном реакторе предпочтительно при молярном соотношении между водородом и оксидом углерода 1,5:1-2,5:1. Характеристика: повышенная активность и селективность катализатора, приводящая к увеличению образования высших углеводородов. 10 табл., 6 ил.
Формула
Кобальт 3 - 60
Рений 0,03 - 18,00
Оксид алюминия Остальное
причем содержание рения в катализаторе составляет 1 - 30 % от массы кобальта.
Кобальт 3 - 60
Рений 0,03 - 18,00
Оксид алюминия Остальное
причем содержание в катализаторе составляет 1 - 30% от массы кобальта и процесс проводят при скорости подачи синтез-газа 100 - 10000 см3/ (г катализатора · ч) при молярном соотношении водорода и оксида углерода 1 - 2,5 : 1.
Комментарии