Гомогенизирующий клапан для получения высокодисперсных эмульсий - RU2021848C1
Код документа: RU2021848C1
Чертежи


Описание
Изобретение относится к технологическому оборудованию для гомогенизации жидких и вязких продуктов и может быть использовано в биотехнологии, пищевой, фармацевтической и химической промышленности, а также в научно-исследовательской практике для приготовления высокодисперсных эмульсий (кровезаменители, искусственная жировая пища, липосомальные лекарственные суспензии, фотоэмульсии и т.д.) и других дисперсий, в частности эмульсий перфторорганических соединений (ПФС), служащих основой для приготовления газопереносящих кровезаменителей и перфузионных сред.
Кроме того, изобретение может быть использовано в микробиологической промышленности для дезинтеграции микроорганизмов с целью получения из них различных ферментов, например бактериородопсина.
Эмульсии ПФС являются сложными коллоидными системами, состоящими из дисперсионной среды - раствора поверхностно-активного вещества (ПАВ) в воде и дисперсной фазы - перфторорганического соединения. Они могут служить модельной дисперсной системой при определении эффективности работы гомогенизирующих клапанов.
В промышленности применяются различные типы клапанных гомогенизаторов, в которых под воздействием высокого давления продукт многократно проходит через узкую щель гомогенизирующего клапана и под действием сил турбулентных пульсаций потока, развивающихся в результате перепада давления, размельчается и приобретает однородность по размерам частиц дисперсной фазы - гомогенизируется.
Степень гомогенизации в полной мере характеризуется функцией распределения частиц эмульсии по диаметрам. Однако определение функции распределения слишком сложно и для рутинных многократных определений степени гомогенизации применяют различные методы определения среднего диаметра частиц, который часто является математическим ожиданием функции распределения частиц. Уменьшение среднего диаметра частиц эмульсии отражает, как правило, сужение кривой функции распределения, что означает увеличение однородности частиц эмульсии или улучшение качества гомогенизируемого продукта.
Большинство известных типов гомогенизирующих клапанов используется в молочной промышленности. При гомогенизации молочных продуктов средний диаметр жировых шариков уменьшается с 5-10 до 0,5-1 мкм (при Р = 25 МПа), что является достаточным для улучшения качества молочных продуктов.
Однако для других целей, в частности при приготовлении фотоэмульсий или эмульсий ПФС, необходим средний диаметр частиц 70-100 нм (т.е. в 10 раз меньше) и с наибольшей однородностью по размерам частиц, т. е. с наименьшим возможным разбросом диаметров.
Получение необходимых параметров дисперсности эмульсий находится в прямой зависимости от геометрических характеристик гомогенизирующей щели, а следовательно, от конструкции гомогенизирующего клапана. Основным диаметром гомогенизирующей щели, определяющим дисперсность эмульсий, является ширина гомогенизирующей щели h. Средний диаметр частиц эмульсии обратно пропорционален ширине щели h.
Из модельных исследований гомогенизирующих клапанов известно, что ширина клапанной щели при работе гомогенизатора изменяется в зависимости от расхода жидкости, проходящей через клапан (т. е. от производительности), вязкости жидкости, давления гомогенизации, диаметра подводящего к щели канала (внутренний диаметр щели) по формуле.
h=

Q - расход жидкости (производительность гомогенизатора);
μ - коэффициент расхода прохождении жидкости через гомогенизирующую щель (зависит от вязкости);
d - внутренний диаметр щели;
Р - давление гомогенизации;
g - ускорение свободного падения;
γ - удельный вес жидкости.
По литературным данным ширина гомогенизирующей щели колеблется в пределах 25-500 мкм. Измерить ее весьма сложно, и часто приводимые данные носят лишь оценочный характер.
В большинстве известных конструкций гомогенизирующих клапанов гомогенизирующая щель создается между поверхностями седла и затвора гомогенизирующего клапана. Эти элементы гомогенизирующего клапана имеют некоторую шероховатость поверхности, которая зависит от вида их механической обработки. Высота микронеровностей контактирующих поверхностей определяет минимальную величину их сближения, т. е. минимальную ширину щели h. Уменьшение высоты микронеровностей (улучшение чистоты поверхности) связано со значительными трудозатратами и временем обработки поверхностей. В процессе эксплуатации из-за кавитационной эрозии чистота контактирующих поверхностей седла и затвора ухудшается, что немедленно отражается на качестве гомогенизирующего продукта. Для уменьшения влияния эрозии на контактирующие поверхности гомогенизирующей щели повышают твердость материала седла и затвора до 50-60 НRС, выбирая соответствующий материал (твердые сплавы) или упрочняя их путем специальных видов обработки (закалка, алмазный спеченный слой), что увеличивает трудозатраты на изготовление и ремонт клапанов.
При контактировании двух шероховатых поверхностей первыми вступают в контакт не самые высокие выступы, а те из них, которым противостоит на сопряженной поверхности такой выступ, что сумма высот выступа первой поверхности и противолежащего ему выступа второй поверхности окажется наибольшей. По мере увеличения нагрузки в контакт будут вступать все новые пары противостоящих выступов, обладающих все меньшей суммой высот. Образовавшаяся таким образом площадь касания будет состоять из площадок, расположенных на разных высотах и под различными углами. Однако увеличение площади за счет наклона площадок невелико и при расчетах применяется, что все площадки контакта расположены в одной плоскости.
Упругий контакт имеет место для твердых металлических поверхностей с высокой чистотой обработки (шероховатость поверхности от Rz = 3,2-1,6 мкм (8 кл. ) до Rz = =0,05-0,025 (12 кл.). Упругий контакт наблюдается при повторном нагружении металлических поверхностей, которые при первом нагружении деформировались пластически, до тех пор, пока нагрузка не превысит первоначальную.
Пластический контакт с поверхностным упрочнением материала имеет место для мягких металлических поверхностей с грубой (шероховатость поверхности от Rz = =320-160 мкм (1 кл.) до Rz = 40-20 мкм (4 кл.)) и средней чистотой обработки (шероховатость поверхности от Rz = 20-10 мкм (5 кл.) до Rz = 6,3-3,2 мкм (7 кл.)).
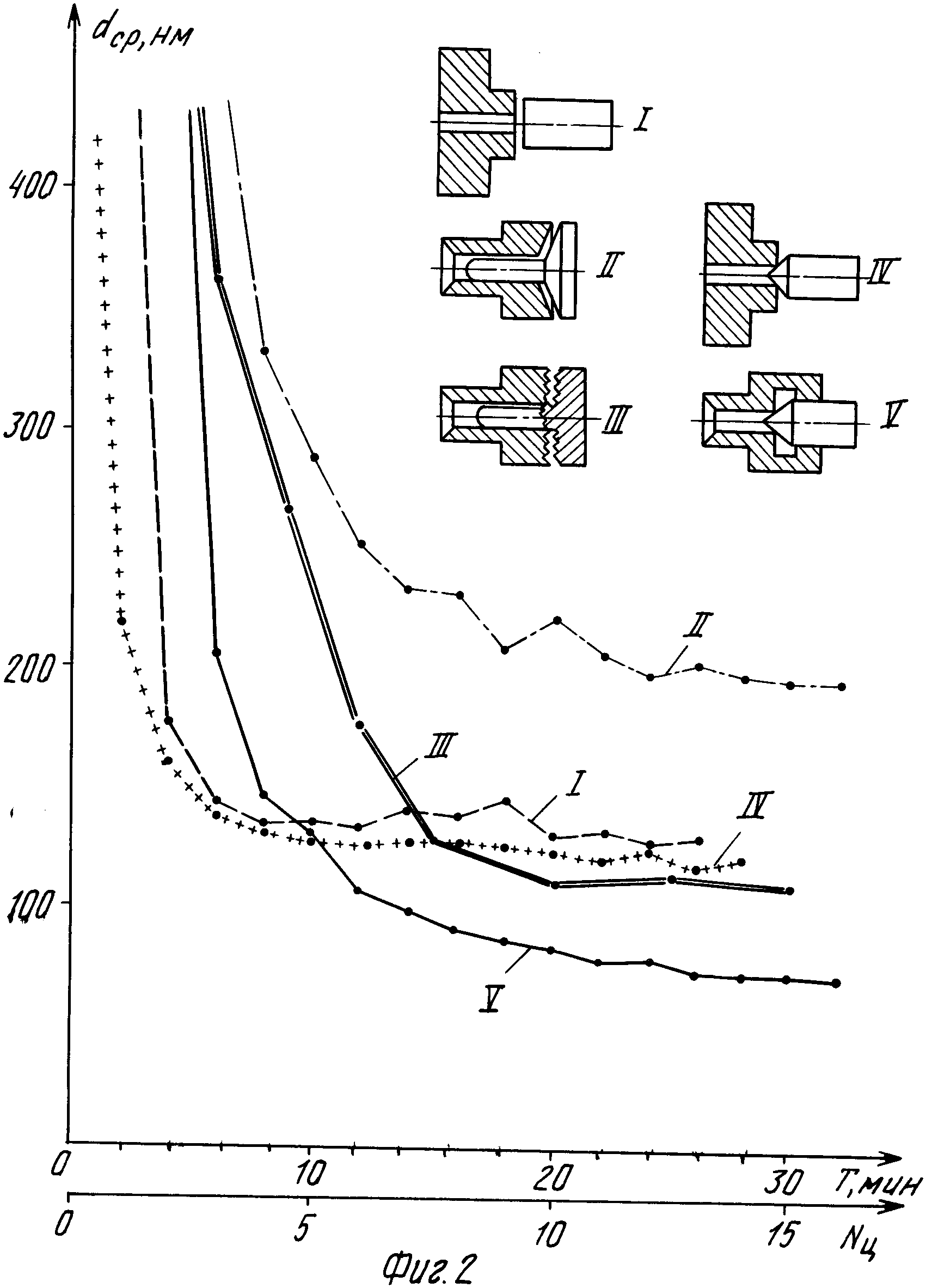
Известен и широко применяется гомогенизирующий клапан, включающий седло и затвор, с плоскими контактирующими поверхностями (тип клапана "плоскость-плоскость") [1] . Он является наиболее простым по конструкции и требует наименьших трудозатрат при изготовлении. В этом клапане в результате доводки и притирки контактирующих поверхностей шероховатость поверхности уменьшается до величин Rz = =0,8-0,4 мкм (10 кл.). Седло и затвор клапана изготавливаются из твердых сплавов (карбид вольфрама), твердость которых превышает НRC 55-60. Минимальный средний диаметр частиц эмульсий ПФС, получаемых с помощью такого клапана, равен 130 нм при давлении Р = 40 МПа (фиг. 2, I).
На фиг. 2 показана зависимость изменения среднего диаметра частиц эмульсий ПФС от времени гомогенизации или от числа повторных пассажей через гомогенизирующую щель для различных типов гомогенизирующих клапанов, контуры которых показаны в правом верхнем углу. По оси абсцисс отложены время гомогенизации Т в минутах и число пассажей Nц, а по оси ординат - средний диаметр частиц эмульсии ПФС.
Известен гомогенизирующий клапан, включающий седло и затвор, с соосными коническими контактирующими поверхностями с телесным углом конуса 150-165о [2] . Клапан относится к типу клапанов "конус-конус". Клапан содержит седло с центральным отверстием, через которое под действием подают гомогенизируемый продукт, и затвор, выполненный в виде тела грибовидной формы. Диск затвора ("шляпка" гриба), определяющий зазор (щель) между седлом и затвором, обращен к выходу продукта. Стержень ("ножка" гриба) вставляется в отверстие седла и служит для центровки затвора относительно седла. Она в сечении имеет треугольную форму для свободного пропускания продукта через седло. Контактирующие поверхности седла и затвора имеют высокую степень точности и чистоту поверхности не хуже Rz = 3,2-1,6 мкм (8 кл.). Величина твердости материала седла и затвора не менее НRC 30-35 и не более НRC 50-55. Минимальный средний диаметр частиц эмульсий ПФС равен 200 нм при Р = 40 МПа (фиг. 2, II).
Известно также большое количество различных более сложных по конструкции гомогенизирующих клапанов с параллельными (одной или несколькими) контактирующими поверхностями, которые являются разновидностями клапана с соосными коническими поверхностями.
Известен, например, гомогенизирующий клапан с одной или несколькими кольцевыми коническими канавками и противостоящими им кольцевыми коническими выступами на седле и затворе, призванными создать большую турбулентность потоков щели (тип клапана "выступ-впадина") [3]. Твердость материала и величина шероховатости контактирующих поверхностей такого клапана такая же, как и у клапана с коническими поверхностями, описанного выше. Однако минимальный средний диаметр частиц эмульсий ПФС равен 110 нм при Р = 40 МПа (фиг. 2, III).
Наиболее близким техническим решением к заявляемому является гомогенизирующий клапан, описанный в [4]. Клапан относится к типу клапанов с конической контактирующей поверхностью с телесным углом 150-180о, преимущественно 165о, сопряженной с острой кольцевой кромкой ("конус-острая кромка"). Он содержит седло с центральным отверстием, через которое под давлением подают гомогенизирующий продукт, и затвор, выполненный в виде цилиндра с конической торцевой поверхностью. Затвор контактирует конической торцевой поверхностью с седлом по острой ("ножевой") кромке. Острая кромка позволяет увеличить кавитацию и турбулентность потока на выходе из гомогенизирущей щели. Седло и затвор изготовлены из высокотвердого материала "стеллит" (карбид вольфрама) твердостью более НRC 55-60. Чистота поверхности контактирующих поверхностей не хуже Rz = 3,2-1,6 мкм (8 кл.). Минимальный средний диаметр частиц эмульсий ПФС равен 120 нм при Р = 40 МПа (фиг. 2, IV).
Недостатками описанных выше гомогенизирующих клапанов являются
следующие:
невысокая степень дисперсности получаемых эмульсий;
сложность и большая
трудоемкость изготовления контактирующих поверхностей с высокой степенью чистоты поверхности;
сложность и большая трудоемкость процесса ремонта (восстановления) контактирующих поверхностей;
применение высокотвердых материалов и специальных методов упрочнения контактирующих
поверхностей.
Указанные недостатки обусловлены трудностью получения высокого качества шероховатости поверхности, которая позволяет уменьшить ширину клапанной щели и таким образом уменьшить величину среднего диаметра частиц.
Целью изобретения является получение эмульсий со средним диаметром частиц менее 100 нм за счет уменьшения ширины гомогенизирующей щели, образованной острой кромкой седла и конической поверхностью затвора, и сокращения трудозатрат при изготовлении и ремонте клапана.
Положительный эффект заявляемого изобретения заключается в возможности получения высокодисперсных эмульсий со средним диаметром частиц менее 100 нм (это кровезаменители, фотоэмульсии, липосомальные лекарственные суспензии и др.) при сокращении трудозатрат на изготовление и ремонт гомогенизирующего клапана в 10-20 раз и увеличении износостойкости контактирующих поверхностей клапана в 1,5-2 раза.
Цель достигается тем, что гомогенизирующий клапан для получения высокодисперсных эмульсий содержит седло с острой кромкой и отверстием для установки в нем затвора, выполненного в виде цилиндра с конической торцевой поверхностью.
Отличительной особенностью изобретения является то, что в седле клапана между острой кромкой и отверстием для установки затвора выполнена кольцевая прямоугольная в сечении канавка, а в отверстии седла выполнены радиальные проточки для выхода гомогенизированной эмульсии, при этом телесный угол конической поверхности затвора имеет величину от 60 до 150о .
Кроме того, на фронтальной поверхности седла в кольцевой канавке жестко установлена герметизирующая металлическая прокладка, а седло и затвор клапана выполнены из материала с различной твердостью, причем материал седла имеет твердость не менее 1200 МПа, а материал затвора от 300 до 1500 МПа, при этом поверхности, образующие острую кромку седла и коническую торцевую часть затвора, имеют величину частоты поверхности от Rz = 160-80 мкм до Rz = 6,3-3,2 мкм.
На фиг. 1 схематически показан заявляемый гомогенизирующий клапан, вид сбоку, разрез.
Гомогенизирующий клапан содержит седло 1 с входным отверстием 2 и выходным отверстием 3, а также затвор 4, выполненный в виде цилиндра с конической торцевой поверхностью 5, которая контактирует с кольцевой острой кромкой 6 седла и образует клапанную щель. Седло со стороны выходного отверстия имеет выступ 7, которые расположены радиально по периметру выходного отверстия седла таким образом, чтобы установленный затвор был соосен с входным отверстием и острой кромкой седла. Выступы образованы в результате создания канавок (проточек) по периметру выходного отверстия 3 седла, что обеспечивает свободный выход продукта из седла. Выступы и канавки (проточки) герметически взаимосвязаны, т. к. взаимообразуют друг друга.
Отсутствие каналов (проточек или отверстий) по периметру выходного отверстия седла (т. е. центровка с помощью только цилиндрического выходного отверстия, подогнанного по периметру под диаметр затвора) увеличивает гидродинамическое сопротивление гомогенизирующего клапана, компенсация которого приводит к увеличению высоты гомогенизирующей микрощели из-за необходимости сохранения существующей производительности, что резко ухудшает качество продукта ввиду возрастания величины среднего диаметра частиц (уменьшение гомогенизирующего эффекта).
Отсутствие выступов (при наличии центровки затвора) и обеспечение выхода продукта через отверстия в боковой поверхности седла приводят к нарушению целостности кольцевой прямоугольной канавки, необходимой для увеличения турбулентных пульсаций выходящего потока. Это сводит к нулю положительный эффект, вносимый кольцевой прямоугольной канавкой в достижение поставленной цели. Отсутствие нормальной центровки приводит к неравномерной величине высоты гомогенизирующей микрощели и к увеличению максимальной высоты гомогенизирующей микрощели до величины, большей, чем та высота микрощели, которая имела бы место при наличии центровки.
Это препятствует достижению поставленной цели, а именно ухудшает эффект гомогенизации и дает увеличение среднего диаметра частиц эмульсии выше 100 нм, тем самым ухудшается дисперсный состав эмульсии (распределение частиц по диаметрам).
Между острой кромкой седла и радиальными выступами расположена кольцевая прямоугольная канавка 8, необходимая для увеличения турбулентных пульсаций. Кольцевая прямоугольная в сечении канавка в заявляемом гомогенизирующем клапане расположена не внутри гомогенизирующей микрощели, как у плоского клапана, а непосредственно за ней. Следует отметить, что кольцевая прямоугольная в сечении канавка 8 образована в седле 1 цилиндрической поверхностью 12 и двумя плоскостями 13 и 14, причем плоскость 13 одновременно формирует острую кромку 6 (и, следовательно, гомогенизирующую микрощель), а плоскость 14 формирует переднюю стенку выступов 7, направляющих и центрирующих затвор 4.
Таким образом, гомогенизирующая микрощель, образованная острой кромкой седла, кольцевая прямоугольная в сечении канавка, расположенная за острой кромкой, и выступы, центрирующие затвор, неразрывно взаимосвязаны и служат для достижения поставленной цели, т. е. образуют друг с другом совокупность общих существенных признаков данного решения, а каждый в отдельности взятый необходим и достаточен для получения положительного эффекта.
На фронтальной поверхности клапана 9 имеется кольцевая канавка 10, в которую запрессовывается уплотняющая прокладка 11, которая таким образом входит в состав гомогенизирующего клапана. Запрессовка герметизирующей прокладки в седло клапана была вызвана необходимостью жестко устанавливать прокладку в седле клапана, тогда как в известных гомогенизирующих устройствах герметизирующая прокладка не имеет жестких связей с клапаном, что приводит к возможности ее смещения (выпадения) из седла, следствием чего является нарушение герметизации.
Гомогенизирующий клапан работает следующим образом.
После установки на место в гомогенизирующее устройство седло 1 клапана зажимается в корпусе гомогенизирующего устройства и герметизируется с помощью прокладки 11. Затвор 4 устанавливается в седло 1 и самоцентрируется посредством конической торцевой поверхности 5 и радиальных выступов 7 седла. При плотном без нагрузки прилегании контактирующих поверхностей седла и затвора расстояние между средними линиями микронеровностей профиля контактирующих поверхностей определяется суммой высот наибольших выступов, вступивших в контакт. Затем затвор прижимается к острой кромке седла с некоторой силой F, cоздаваемой, например, пружиной. Сила F создает давление на поверхность седла и затвора рf. Упрощенно можно считать, что если давление рf < σ , (где σ - предел текучести материала седла или затвора), то имеет место упругая деформация микронеровностей, и деформационного сближения нет. При рf > σ имеет место пластическая деформация, и деформационное сближение поверхностей имеет место. В этом случае происходит вдавливание "твердой" острой кромки 6 седла в "мягкую" коническую торцевую контактирующую поверхность 5 затвора. В результате вдавливания выступы микронеровностей претерпевают пластическую деформацию и уменьшаются, что приводит к сближению контактирующих поверхностей. Расстояние между средними линиями микронеровностей профиля контактирующих поверхностей уменьшается. При этом ширина щели уменьшается на величину деформационного сближения поверхностей. Величина деформационного сближения в основном зависит от нагрузки F, площади контакта и пределов текучести материалов седла и затвора σ . Уменьшение высот поверхностных микронеровностей сопровождается упрочнением поверхностного слоя седла и затвора. Следовательно, при первоначальном нагружении контакта некоторой силой F происходят формирование и улучшение герметических и механических параметров гомогенизирующей щели. Повторное нагружение контакта нагрузками, меньшими чем F, не влияет на параметры щели, так как такой повторный контакт носит упругий характер. Деформационное упрочнение уменьшает износ поверхностей в 1,5-2 раза.
Следует подчеркнуть, что в прототипе контакт шероховатых поверхностей седла и затвора носит упругий характер ввиду высокой чистоты поверхностей седла и затвора и малых величин удельного давления на контактирующие поверхности. В заявляемом гомогенизирующем клапане контакт шероховатых поверхностей седла и затвора носит пластический характер с упрочнением материала.
Частицы эмульсии, проходя через гомогенизирующую щель, испытывают растягивающее и разрывающее влияние сил микропульсаций турбулентного потока и кавитации и дробятся на более мелкие частицы. Для усиления этого эффекта на выходе из гомогенизирующей щели имеется кольцевая прямоугольная канавка 8.
Средний диаметр частиц эмульсий, например эмульсий ПФС, изменяется в зависимости от телесного угла конической поверхности затвора по U-образным кривым на любом этапе гомогенизации.
На фиг. 3 по оси абсцисс отложена величина телесного угла торцевой конической поверхности затвора клапана, а по оси ординат - величина среднего диаметра частиц эмульсии ПФС.
Для различных затворов с телесными углами от 10 до 180о в процессе гомогенизации определяется средний диаметр частиц эмульсий ПФС. На фиг. 3 каждая U-образная кривая показывает изменение среднего диаметра частиц в зависимости от величины телесного угла на некотором фиксированном этапе процесса гомогенизации: 10' - через 10 мин; 15' - через 15 мин и т. д. Из анализа кривых видно, что наилучший гомогенизирующий эффект (наименьший средний диаметр частиц) имеет место при телесных углах от 60 до 150о .
Реферат
Использование: гомогенизация жидких и вязких продуктов в пищевой, фармацевтической и химической промышленности, а также в научно-исследовательской практике. Сущность изобретения: гомогенизирующий клапан содержит седло с острой кромкой и отверстием для установки в нем затвора. В седле клапана между острой кромкой и отверстием выполнена кольцевая прямоугольная в сечении канавка, а в отверстии седла выполнены радиальные проточки для выхода гомогенизированной эмульсии. Телесный угол конической поверхности затвора имеет величину от 60 до 150°. На фронтальной поверхности седла в кольцевой канавке жестко установлена герметизирующая металлическая прокладка. Материал седла имеет твердость не менее 1200 МПа, а материал затвора - от 300 до 1500 МПа. Поверхности, образующие острую кромку седла и коническую торцевую часть затвора, имеют величину чистоты поверхности от Rz=160-80 мкм до Rz=6,3-3,2 мкм . 2 з.п.ф-лы, 3 ил.
Комментарии