Способ изготовления стеклопакета - RU2384686C2
Код документа: RU2384686C2
Чертежи






Описание
Область техники
Настоящее изобретение относится к теплоизолирующим стеклопакетам и, более конкретно, к способу нанесения герметика на распорный элемент и формирования теплоизолирующего стеклопакета с использованием распорного элемента с нанесенным на него герметиком. Изобретение относится, в частности, к способу нанесения герметика на распорный элемент с последующим формированием стеклопакета без нарушения целостности герметика, нанесенного на распорный элемент, и, таким образом, с минимизацией дефектов, связанных с герметиком.
Уровень техники
Теплоизолирующие стеклопакеты обычно содержат первое и второе стекла, пространственно отделенные одно от другого и взаимно зафиксированные распорной рамкой. Из уровня техники известно множество конфигураций распорных элементов, образующих распорную рамку. Общим свойством распорных элементов является то, что они физически отделяют первое стекло от второго, обеспечивая герметичное уплотнение по периметру стекол с образованием теплоизолирующей камеры между стеклами, с внутренней стороны распорной рамки. Герметичное уплотнение формируется основным герметиком, который помещают, по меньшей мере, вдоль участков контакта распорного элемента со стеклом. Герметичное уплотнение может быть образовано либо только основным герметиком, либо сочетанием основного герметика и элемента (такого как металлическая фольга), имеющегося на распорном элементе.
В соответствии с известными системами изготовления теплоизолирующих стеклопакетов основной герметик, который обеспечивает герметичное уплотнение стеклопакета, наносят на распорные элементы различными способами, в различных зонах и на различных этапах процесса изготовления. В соответствии с одной из известных систем основной герметик вводят в канал, образованный парой стекол снаружи относительно распорного элемента. Такая система описана, например, в патенте США №3759771. Недостаток подобной системы состоит в том, что основной герметик должен наноситься и на распорный элемент, и на стекла. Следовательно, способ его нанесения не оптимизирован индивидуально для каждого компонента.
В другой системе основной герметик наносят на распорный элемент до того, как этот элемент помещают в упаковочный контейнер, который используется для хранения распорного элемента и для его доставки к месту изготовления теплоизолирующего стеклопакета. Такой вариант описан, например, в патенте США №4431691. При его использовании распорные элементы с нанесенным на них герметиком извлекают из контейнеров и накладывают на одно из стекол с образованием распорной рамки по периметру стекла. Альтернативно, распорные элементы с нанесенным герметиком могут после извлечения из контейнеров собираться в распорную рамку, которую затем накладывают на стекло. После этого накладывают второе стекло с формированием наружного канала. Затем компоненты стеклопакета пропускают через нагретый роликовый пресс для обеспечения контакта герметика со стеклом с образованием уплотнения. При использовании подобных вариантов основной герметик, нанесенный на распорный элемент, может быть поврежден во время хранения и извлечения, т.е. до того, как он будет наложен на стекло. Повреждение герметика может привести к просачиванию воздуха, так что изготовитель окна будет вынужден заменить его в соответствии с выданной гарантией.
Еще один недостаток, присущий подобным системам, заключается в том, что температуру герметика в момент его первого контакта со стеклом трудно контролировать. Одно из решений проблем такого типа состоит в приложении тепла и давления (например, путем пропускания стеклопакета через роликовый пресс с подогревом) для обеспечения хорошей адгезии между герметиком и стеклом. Однако и подобные известные способы обладают недостатками, так что в отрасли существует потребность в решении, способном их преодолеть.
Раскрытие изобретения
Одна из полезных особенностей изобретения состоит в интегрировании операции нанесения герметика с процессом изготовления теплоизолирующего стеклопакета. Герметик наносят на распорный элемент на производственной линии изготовления теплоизолирующего стеклопакета после того, как этот элемент будет извлечен из упаковочного контейнера. Другая особенность заключается в том, что после нанесения на него герметика распорный элемент не подвергается ручному обращению. Еще одной особенностью является то, что герметик наносят на распорный элемент до того, как герметик вступит в контакт со стеклом, благодаря чему обеспечивается возможность оптимизировать операции нанесения герметика на распорный элемент и осуществления контакта между стеклом и распорным элементом с нанесенным герметиком. Следующая полезная особенность изобретения состоит в возможности контролировать температуру герметика как при нанесении его на распорный элемент, так и при приведении герметика в контакт со стеклом. Перечисленные полезные особенности могут быть использованы по отдельности или в сочетании.
В одном из своих вариантов изобретение обеспечивает создание способа наложения распорного элемента на стеклянную панель в процессе формирования теплоизолирующего стеклопакета. Данный способ включает следующие операции:
(A) обеспечение наличия распорного элемента, находящегося в упаковочном контейнере;
(B) извлечение распорного элемента из упаковочного контейнера;
(C) нанесение герметика на распорный элемент для получения распорного элемента с нанесенным на него герметиком после того, как будет завершена операция (В);
(D) наложение распорного элемента с нанесенным на него герметиком на первое стекло; и
(Е) формирование из распорного элемента с герметиком, нанесенным на него на операции (С), распорной рамки; при этом способ осуществляют без применения после выполнения операции (С) ручных операций по отношению к распорному элементу с нанесенным на него герметиком.
Краткое описание чертежей
На фиг.1 представлен (на виде спереди, частично в сечении) вариант теплоизолирующего стеклопакета, изготовленный с использованием способа согласно изобретению.
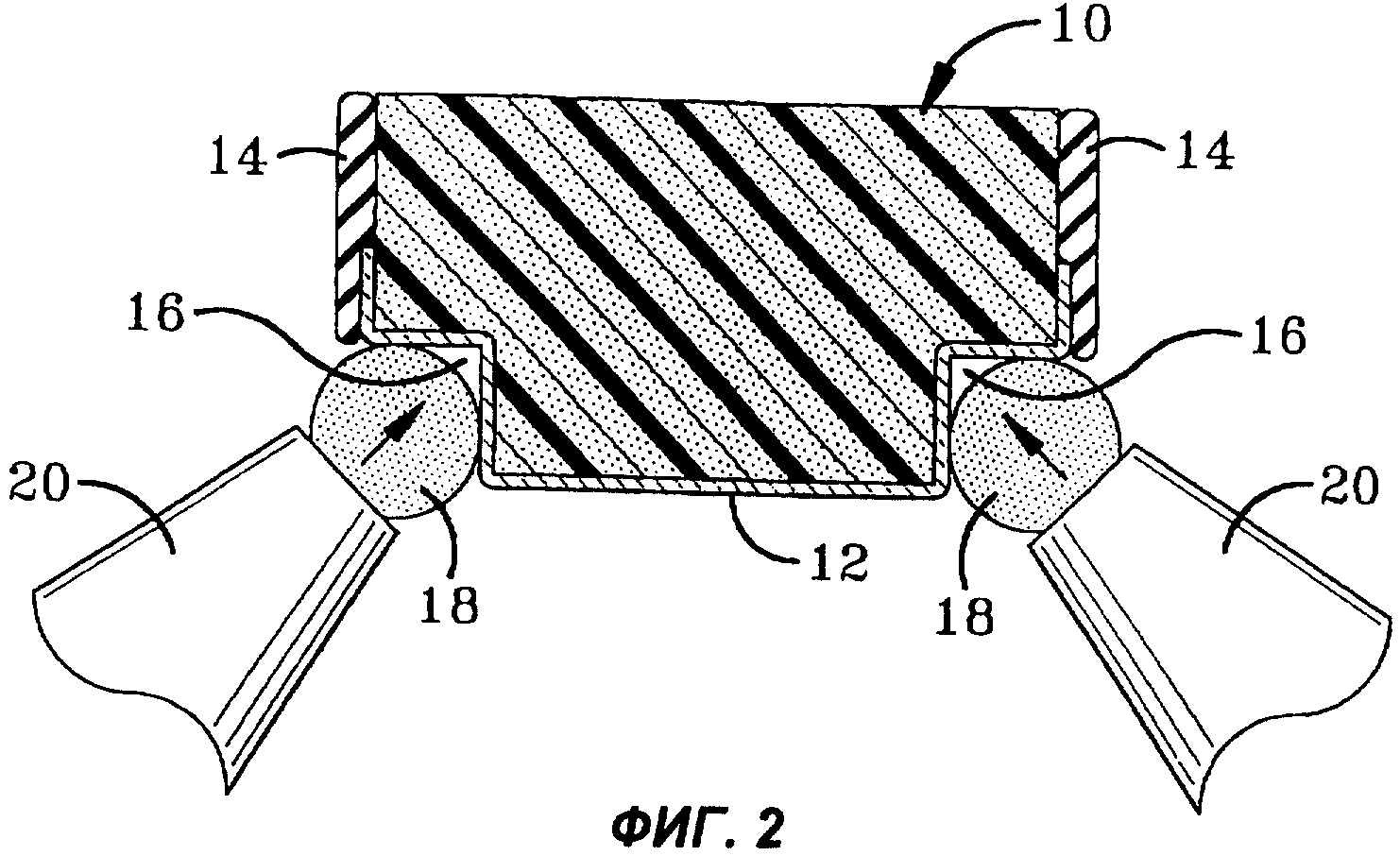
На фиг.2 в сечении показан распорный элемент и два сопла, которые наносят герметик на две стороны распорного элемента после извлечения распорного элемента из зоны хранения.
На фиг.3 представлен в сечении распорный элемент с нанесенным на него герметиком, наложенный на первое стекло.
На фиг.4 распорный элемент, показанный на фиг.3, представлен на виде сверху (в направлении, обозначенном стрелками 4-4 на фиг.3).
Фиг.5 соответствует виду, представленному на фиг.4, но в угловой зоне стеклопакета. Показан вариант выемки, облегчающей формирование угла.
На фиг.6, на виде сверху, показан снабженный выемкой распорный элемент по фиг.5, тело которого с нанесенным герметиком согнуто на 90° с образованием угла.
На фиг.7 в сечении, аналогичном использованному на фиг.3, показано второе стекло, наложенное на распорный элемент.
На фиг.8 в сечении показан распорный элемент по фиг.7 с наружным каналом, заполненным герметиком.
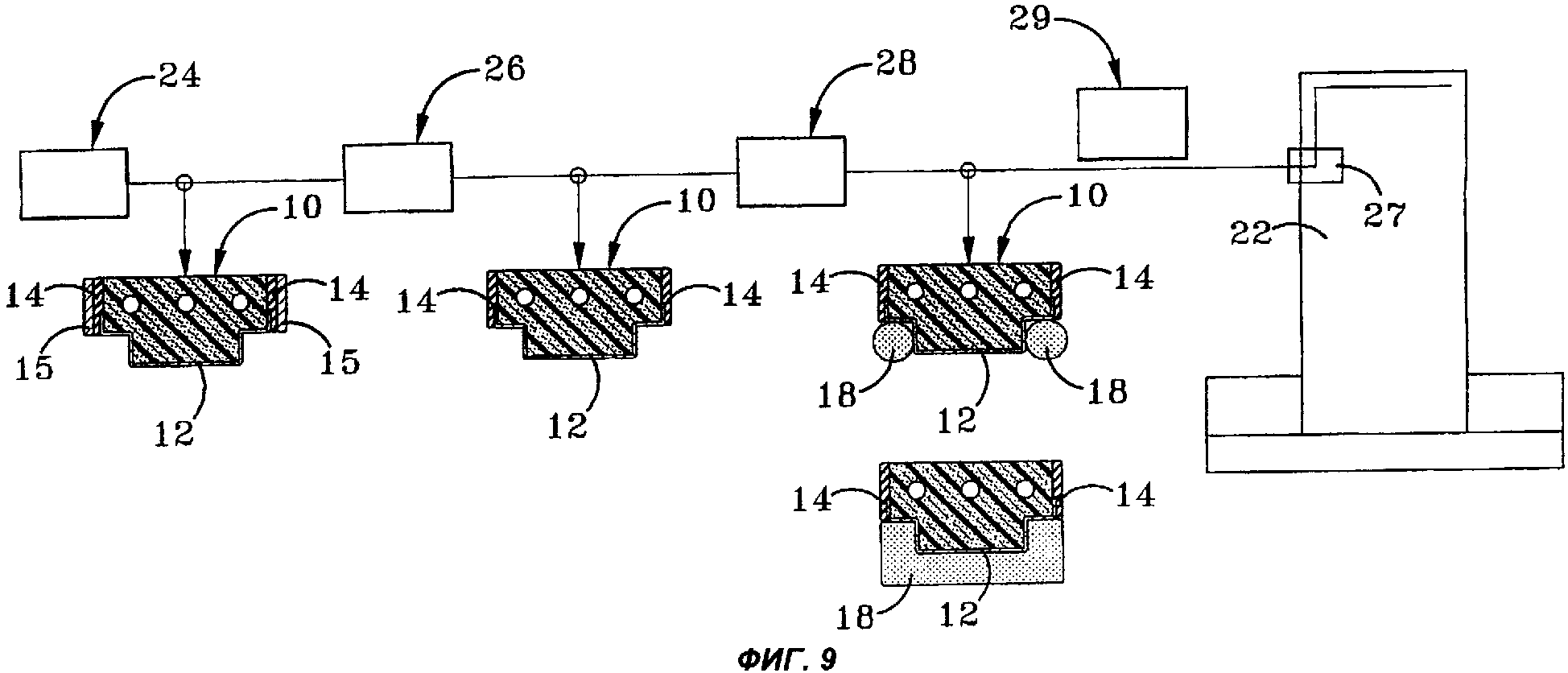
Фиг.9 в схематичном изображении иллюстрирует способ согласно изобретению.
Для указания на аналогичные части в описании использованы аналогичные обозначения.
Осуществление изобретения
Теплоизолирующий стеклопакет, изготовленный с применением способа по настоящему изобретению, обозначен на фиг.1 и 9, как 6. Теплоизолирующий стеклопакет 6 содержит распорный блок 8, который обеспечивает взаимное пространственное разделение пары стекол 22 с образованием между ними теплоизолирующей камеры 40, расположенной с внутренней стороны распорного блока 8. Распорный блок 8 содержит, по меньшей мере, распорный элемент 10 и основной герметик 18. В контексте изобретения в качестве основного рассматривается герметик, образующий уплотнение между распорным элементом и стеклом. Распорный блок 8 может дополнительно содержать второй герметик 44. Распорный элемент 10 может быть снабжен также любым набором различных элементов, используемых в сочетании, при этом он может быть изготовлен из широкого набора материалов. Например, распорный элемент 10 может содержать паронепроницаемый слой и клей, используемый для прикрепления распорного элемента 10 к стеклу 22. В одном из вариантов осуществления изобретения распорный элемент 10 образован из гибкого пеноматериала. В тело распорного элемента может быть введен осушитель.
Согласно одному из вариантов распорный элемент 10 поставляется изготовителю теплоизолирующих стеклопакетов в упаковочном контейнере 24 (фиг.9). Если распорный элемент содержит осушитель, то для обеспечения сохранности осушителя упаковочный контейнер 24 может быть выполнен герметичным. Распорный элемент может быть выполнен гибким и, в частности, представлять собой распорный элемент, предлагаемый к продаже под зарегистрированным товарным знаком SUPER SPACER фирмой Edgetech IG (США). Примеры распорных элементов 10 приведены в документе US 4831799, содержание которого включено в данное описание посредством ссылки. При использовании гибкого распорного элемента он может находиться внутри контейнера 24 смотанным в рулон. В одном из вариантов распорный элемент 10 снабжен слоем металлической паронепроницаемой фольги 12, помещенной между парой боковых стенок, на которые нанесен клей 14. Клей 14 (предпочтительно контактный) служит для прикрепления распорного элемента 10 к стеклу 22. Под боковыми сторонами в распорном элементе 10 могут быть сделаны вырезы 16. В теле распорного элемента 10 могут быть также сформированы продольные отверстия, расположенные между боковыми сторонами и образующие теплоизолирующие воздушные карманы, которые предотвращают прямую теплопередачу между боковыми сторонами.
На фиг.9 схематично иллюстрируется способ нанесения герметика в процессе изготовления стеклопакета согласно изобретению. Для того чтобы сформировать теплоизолирующий стеклопакет 6 с одновременным нанесением герметика, распорный элемент 10 извлекают из упаковочного контейнера 24 и подают на производственную линию на основе автоматического станка, где распорный элемент в ходе изготовления теплоизолирующего стеклопакета накладывается на стекло. Инструмент 26 ("стриппер") удаляет защитные ленты 15 со слоев клея 14. Затем инструмент 28 (аппликаторная головка) наносит герметик 18 на распорный элемент 10. Для продвижения распорного элемента 10 относительно аппликаторной головки 28 в процессе нанесения герметика могут быть применены различные механизмы. Такие механизмы могут использовать соответствующие направляющие и ролики. Достоинство данного способа заключается в том, что аппликаторная головка 28 может быть сконфигурирована для оптимизации операции нанесения герметика 18 на распорный элемент 10, т.е. для обеспечения отсутствия воздушных карманов и нанесения герметика в нужном количестве на требуемые участки.
Аппликаторная головка 28 может содержать пару противолежащих аппликаторных сопел 20. Герметик 18 может наноситься соплами 20 одновременно в два противолежащих выреза 16. Сопла 20 могут быть расположены под углом или на одной линии, навстречу одно другому. В другом варианте герметик 18 может сначала наноситься посредством первого сопла в первый вырез на одном участке, а затем посредством второго сопла во второй вырез на следующем участке линии. Аппликаторная головка 28 может быть механически связана с аппликатором, посредством которого распорный элемент 10 накладывают на стекло 22. В этом варианте опасность загрязнения герметика после его нанесения на распорный элемент практически отсутствует. Кроме того, временной интервал, в котором герметик может остыть до того, как его нанесут на стекло, становится очень коротким.
Распорный элемент 10 затем накладывают на стекло 22 так, как это показано на фиг.3, 4, без выполнения каких-либо операций, связанных с хранением, или каких-либо ручных операций. Свеженанесенный герметик 18 немедленно сцепляется со стеклом. В результате вероятность нежелательного загрязнения герметика крайне мала. Таким образом, нанесение герметика 18 интегрировано в производственный процесс по-новому, неизвестным из уровня техники способом. Согласно одному из вариантов формирование распорного блока осуществляют на операции наложения распорного элемента с нанесенным на него герметиком на стекло 22. Распорный элемент 10 и герметик 18 могут быть сформированы в распорный блок с помощью автоматизированного аппликатора, который перемещается по периметру стекла 22. Альтернативно, распорный элемент 10 и герметик 18 могут быть сформированы в распорный блок с помощью соответствующего ручного инструмента. Подобные инструменты дают возможность рабочему вручную накладывать распорный элемент на стекло, не прикасаясь к распорному элементу, на который нанесен герметик.
Затем накладывают второе стекло 22 (фиг.7) для создания теплоизолирующего стеклопакета 6, у которого между стеклами и распорным элементом 10 образуется теплоизолирующая камера 40. За счет смещения распорного элемента 10 внутрь относительно краев стекол 22 может быть сформирован также обращенный наружу канал 42 уплотнения. В соответствии с некоторыми вариантами после этого в канал 42 любым из известных методов, пригодных для этой цели, вводят второй герметик 44 (см. фиг.8). В зависимости от требуемых характеристик стеклопакета герметик 44 может быть таким же, что и герметик 18, или существенно отличаться от него.
Герметик 18 может выбираться из широкого ассортимента герметиков, известных специалистам в качестве пригодных для создания герметичного уплотнения между распорным элементом 10 и стеклом 22 в теплоизолирующем стеклопакете. В качестве неограничивающих примеров герметика 18 можно привести полиизобутилен, бутил или иной материал, применимый в технологии хот-мелт, материал, отверждаемый УФ излучением, или материал, приобретающий при отверждении структурную прочность, обеспечивающую стойкость к сдвиговым усилиям. Некоторые из перечисленных материалов сохраняют текучесть после нанесения и охлаждения, тогда как другие материалы теряют текучесть после отверждения. Еще один вариант герметика 18, который может быть использован в способе по изобретению, - это герметик, способный образовывать перекрестные связи с материалом стекла, что способствует хорошей адгезии между герметиком и стеклом.
Одно из достоинств настоящего изобретения состоит в том, что нанесение герметика происходит независимо от операции наложения распорного элемента на стекло, так что стекло 22 не создает помех для нанесения герметика 18 на распорный элемент 10. Благодаря этому способ по изобретению дает возможность независимой оптимизации каждой операции. Еще одно преимущество заключается в том, что температуру герметика 18 можно регулировать таким образом, чтобы она идеально соответствовала операции нанесения герметика на распорный элемент 10. Затем температуру можно изменить до значения, идеального для образования контакта со стеклом 22. В некоторых вариантах пользователю может представляться желательным охлаждение герметика 18 от более высокой температуры, соответствующей операции по фиг.2, до более низкого значения при переходе к операции по фиг.3, но с сохранением некоторого количества теплоты в герметике 18 к моменту его наложения на стекло 22. Как правило, герметик 18 перед нанесением на распорный элемент 10 обычно требуется нагревать до значения, превышающего окружающую температуру. Применительно к некоторым герметикам 18 повышенную температуру герметика желательно сохранить и при наложении распорного элемента на стекло. Температуру других герметиков при переходе от операции по фиг.2 к операции по фиг.3 требуется повысить. Существуют также герметики, в отношении которых пользователю может представляться желательным поддерживать постоянную температуру на обеих названных операциях. В каждом из описанных вариантов для регулирования количества теплоты, удерживаемой герметиком 18, могут быть применены соответствующие охлаждающие/нагревательные устройства 29 (такие как воздушные шаберы, аккумуляторы тепла и нагреватели).
Еще одно преимущество изобретения заключается в том, что нанесение герметика 18, интегрированное в процесс производства стеклопакетов, минимизирует вероятность загрязнения герметика. Окружающая среда, с которой контактирует герметик 18 между описанными операциями, может точно контролироваться для создания условий, идеальных для герметика. Следовательно, способ по изобретению устраняет проблемы, возникающие при наличии ручных операций, выполняемых с распорным элементом до его наложения на стекло 22, поскольку в данном способе эти ручные операции не используются. Способ по изобретению позволяет также избежать проблем, связанных с искажением формы нанесенных участков герметика при его хранении и транспортировке. Такие искажения возможны применительно к герметикам, обладающим текучестью (особенно если они транспортируются в горячих контейнерах). Аналогичные искажения при транспортировке могут возникнуть, если к герметикам будет приложена нагрузка со стороны смежных упаковок распорных элементов.
Настоящее изобретение может быть реализовано совместно с новым способом формирования углов распорной рамки после того, как распорный элемент 10 накладывается на стекло 22. Способ формирования угла, проиллюстрированный на фиг.5 и 6, не зависит от способа нанесения герметика по изобретению, но может быть использован в сочетании с ним. Детали распорного блока представлены на фиг.5 и 6 в увеличенном масштабе. На фиг.5 показана угловая зона распорной рамки. Когда автоматизированный аппликатор доходит до углового участка распорного элемента 10, он создает в нем выемку 30. Выемка 30 проходит только через толстую часть 32 распорного элемента 10 между его боковыми сторонами. Она может иметь в сечении круглую, треугольную, прямоугольную или какую-либо иную форму. Поскольку выемка 30 выполняется только на часть толщины распорного элемента 10, она не контактирует с герметиком 18. При этом, как показано на фиг.6, когда распорный элемент 10 будет согнут на 90°, в месте, где находится выемка 30, создается выпуклый участок 34. Выемка 30 может быть сделана на всю толщину распорного элемента 10, чтобы облегчить образование согнутого участка. Наличие выпуклого участка на герметике 18 позволяет сформировать прочное уплотнение у угла распорной рамки. Углы традиционно являются наиболее сложными участками для осуществления герметизации, и именно поэтому используется несквозная выемка, которая способствует концентрации материала распорного элемента 10 и соответственно концентрации материала герметика 18 вблизи угла.
В приведенном описании в целях краткости, ясности изложения и облегчения понимания использовались некоторые конкретные термины. Однако их использование не накладывает ограничений на объем охраны изобретения, поскольку подобные термины служат только целям описания и должны интерпретироваться достаточно широко. Кроме того, описание и графические иллюстрации изобретения относятся только к примеру его осуществления, так что изобретение не должно ограничиваться приведенными или описанными конкретными деталями.
Реферат
Изобретение относится к области строительства, а именно к способам изготовления стеклопакетов. Изобретение позволит обеспечить повреждение герметика. Способ наложения распорного элемента на стеклянную панель при формировании теплоизолирующего стеклопакета обеспечивается наличием распорного элемента, находящегося в упаковочном контейнере, причем распорный элемент имеет две стороны с нанесенным на них клеем, выполненные с возможностью соединения с внутренними поверхностями стекол теплоизолирующего пакета. Извлекают распорный элемент из упаковочного контейнера, наносят герметик на распорный элемент, присоединяют с помощью клея одной из боковых сторон распорный элемент к первому стеклу и формируют из распорного элемента с герметиком, нанесенным на него, распорную рамку. Способ осуществляют без применения после операции нанесения герметика ручных операций по отношению к распорному элементу с нанесенным на него герметиком. 5 н. и 22 з.п. ф-лы, 9 ил.
Формула
(A) обеспечение наличия распорного элемента, находящегося в упаковочном контейнере, причем распорный элемент имеет две стороны с нанесенным на них клеем, выполненные с возможностью соединения с внутренними поверхностями стекол теплоизолирующего пакета;
(B) извлечение распорного элемента из упаковочного контейнера;
(C) нанесение герметика на распорный элемент для получения распорного элемента с нанесенным на него герметиком после завершения операции (В);
(D) присоединения с помощью клея одной из боковых сторон, на которые нанесен клей, распорного элемента с нанесенным на него герметиком к первому стеклу; и
(Е) формирование из распорного элемента с герметиком, нанесенным на него на операции (С), распорной рамки; при этом способ осуществляют без применения после операции (С) ручных операций по отношению к распорному элементу с нанесенным на него герметиком, причем операция (Е) включает этап формирования распорной рамки при выполнении операции наложения распорного элемента с нанесенным на него герметиком на стекло.
(A) обеспечение наличия распорного элемента из гибкого пеноматериала, содержащего осушитель и находящегося в упаковочном контейнере, причем на противоположные стороны распорного элемента нанесен клей;
(B) извлечение отрезка распорного элемента из упаковочного контейнера;
(C) нанесение первого герметика при первой температуре на участки, находящиеся на противоположных сторонах распорного элемента для получения распорного элемента с нанесенным на него герметиком;
(D) прикрепление распорного элемента с нанесенным на него герметиком к первому стеклу с помощью клея таким образом, что герметик вступает в контакт с первым стеклом с образованием уплотнения между стеклом и распорным элементом; и
(Е) формирование распорной рамки из распорного элемента с нанесенным на него герметиком после операций (С) и (D);
(F) прикрепление второго стекла к распорному элементу с нанесенным на него герметиком посредством контактного клея таким образом, что другая часть первого герметика образует герметичное уплотнение между вторым стеклом и распорным элементом.
(A) подачу распорного элемента, по меньшей мере, две стороны которого выполнены с возможностью вступления в контакт с внутренними поверхностями стекол теплоизолирующего стеклопакета, в автоматический станок, предназначенный для формирования теплоизолирующих стеклопакетов;
(B) нанесение, после выполнения операции (А), герметика на распорный элемент таким образом, что порции герметика расположены смежно со сторонами распорного элемента, выполненными с возможностью контактирования с внутренними поверхностями стекол;
(C) формирование, после выполнения операции (В), из распорного элемента с нанесенным на него герметиком распоркой рамки, причем операцию формирования распорной рамки осуществляют при выполнении операции наложения распорного элемента с нанесенным на него герметиком на стекло, при этом способ осуществляют без применения, после выполнения операции (В), ручных операций по отношению к распорному элементу с нанесенным на него герметиком; и
(D) использование распорной рамки для формирования теплоизолирующего стеклопакета.
(A) обеспечение наличия распорного элемента, находящегося в контейнере, причем распорный элемент имеет две стороны с нанесенным на них клеем, выполненные с возможностью соединения с внутренними поверхностями стекол теплоизолирующего стеклопакета;
(B) извлечение распорного элемента из упаковочного контейнера;
(C) нанесение герметика на распорный элемент для получения распорного элемента с нанесенным на него герметиком после завершения операции (В);
(D) формирование распорной рамки непосредственно на первом стекле путем прикрепления распорного элемента с нанесенным на него герметиком к первому стеклу посредством клея после завершения операции (С) таким образом, что герметик вступает в контакт с первым стеклом с образованием уплотнения между первым стеклом и распорным элементом; и
(Е) прикрепление второго стекла к распорной рамке посредством клея таким образом, что другая часть герметика образует уплотнение между вторым стеклом и распорным элементом.
(A) обеспечение наличия распорного элемента, находящегося в контейнере;
(B) извлечение распорного элемента из упаковочного контейнера;
(C) нанесение герметика на распорный элемент для получения распорного элемента с нанесенным на него герметиком после завершения операции (В);
(D) формирование распорной рамки непосредственно на первом стекле путем прикрепления распорного элемента с нанесенным на него герметиком к первому стеклу с помощью клея после завершения операции (С) и таким образом, что герметик вступает в контакт с первым стеклом с образованием уплотнения между первым стеклом и распорным элементом; и
(Е) прикрепление второго стекла к распорной рамке посредством клея таким образом, что другая часть герметика образует уплотнение между вторым стеклом и распорным элементом.
Комментарии