Дистанционная рамка для стеклопакетов - RU2715469C2
Код документа: RU2715469C2
Чертежи







Описание
Изобретение относится к дистанционной рамке для стеклопакетов, содержащей изготовленное с использованием первого пластикового материала профилированное тело, которое имеет основную часть по существу с П-образным поперечным сечением с первой и второй расположенными параллельно друг другу боковыми стенками и простирающуюся между первой и второй боковыми стенками внутреннюю стенку. Дистанционная рамка включает в себя, кроме того, простирающийся от свободного конца первой боковой стенки до свободного конца второй боковой стенки устойчивый к диффузии пара барьер. Кроме того, устойчивый к диффузии пара барьер расположен по существу параллельно внутренней стенке и с удалением от нее.
Дистанционные рамки для стеклопакетов ранее описанной разновидности известны из уровня техники, например из ЕР 1889995 А1, а также из DE 10 в 2012105960 А1.
Такие известные из уровня техники дистанционные рамки зачастую применяют для улучшения теплоизоляции стеклопакетов в окнах, дверях, элементах фасадов и в подобных конструкциях, как правило, вместо ранее используемых дистанционных рамок из металла, для поддержания двух или также большего числа стеклянных полотен, которые образуют стеклопакет, в параллельном друг другу положении.
Переработанные в рамы дистанционной рамки образуют совместно со стеклянными полотнами в смонтированном состоянии стеклопакета промежуток между полотнами.
Обычно, стеклянные полотна с дистанционной рамкой склеивают с использованием герметизирующего состава. Промежуток между полотнами уплотняют посредством того, что дистанционную рамку и стеклянные полотна склеивают с помощью прихватывающегося как на дистанционной рамке, так и на стеклянных полотнах герметизирующего состава. Как, например, известно из DE 19807454 А1, в качестве герметизирующих составов применяют, например, бутиловые клеящие составы, полисульфидные, полиуретановые и силиконовые материалы.
Важным для дистанционных рамок для стеклопакетов является то обстоятельство, что они имеют высокое сопротивление теплопередаче таким образом, что обеспечена возможность максимально хорошей теплоизоляции.
Кроме того, имеет значение придание дистанционной рамке такой формы, которая обеспечивает по возможности малое проникновение водяного пара снаружи в промежуток между полотнами таким образом, что обеспечена возможность предотвращения эффектов конденсации при большой разнице между внутренней и внешней температурами.
Однажды проникшая вода или же водяной пар должны быть удалены из промежутка между полотнами. Для этого, образованную дистанционной рамкой полость зачастую заполняют осушителем. Тем не менее, поглощающая способность осушителя также является ограниченной таким образом, что решающее значения имеет газонепроницаемое, прежде всего влагонепроницаемое, запирание промежутка между полотнами посредством дистанционной рамки.
При этом имеет значение такое выполнение дистанционной рамки, что также устойчивый к диффузии пара барьер уплотняет промежуток между полотнами непроницаемым для водяного пара образом, и, несмотря на это, его вклад в теплопередачу удерживается по возможности малым.
В распространенных дистанционных рамках из полимера зачастую применяют устойчивые к диффузии пара барьеры из металла (ср. DE 9303795 U1). Изготовленные полностью из металла, например из алюминия или стали, фольги имеют исключительно хорошую теплопроводность примерно 200 или же примерно 50 Вт/(м⋅K), и в целом, таким образом, уменьшают сопротивление теплопередаче дистанционной рамки.
Целью данного изобретения является обеспечение дистанционной рамки, в которой в значительной степени учтены вышеуказанные проблемы, и которая, кроме того, может быть изготовлена экономичным образом.
Эта цель достигнута предметом согласно изобретению с признаками п. 1 формулы изобретения.
В отличие от уровня техники, дистанционная рамка согласно изобретению включает в себя изготовленное с использованием первого пластикового материала профилированное тело и изготовленный из плохо проводящего тепло листового материала устойчивый к диффузии пара барьер.
За счет плохих теплопроводных свойств устойчивого к диффузии пара барьера сопротивление теплопередаче дистанционной рамки увеличено по сравнению с дистанционными рамками с полностью металлическим устойчивым к диффузии пара барьером.
Например, из DE 102012105960 А1 (фиг. 1-5) и DE 9303795 U1 известны дистанционные рамки в форме пустотелых профилей с замкнутым поперечным сечением. В этих замкнутых пустотелых профилях замкнутая, при рассмотрении в поперечном сечении перпендикулярно продольному направлению полость, образована профилированным телом, как таковым.
В дистанционной рамке согласно изобретению профилированное тело и устойчивый к диффузии пара барьер совместно образуют полость, которая замыкается только посредством лежащего напротив внутренней стенки стороне устойчивого к диффузии пара барьера. Устойчивый к диффузии пара барьер дистанционной рамки согласно изобретению изготовлен из листового материала. За счет этого признака в комбинации с тем, что устойчивый к диффузии пара барьер дистанционной рамки согласно изобретению изготовлен из плохо проводящего тепло материала, теплопередача между стеклянными полотнами может быть уменьшена, и таким образом полное сопротивление теплопередаче дистанционной рамки согласно изобретению увеличено.
Поскольку полость дистанционной рамки согласно изобретению, при необходимости, замкнута только посредством изготовленного из листового материала устойчивого к диффузии пара барьера, при той же конструктивной высоте может быть изготовлена дистанционная рамка с уменьшенной по сравнению с пустотелым профилем массой.
Дополнительно, предусмотрена возможность создания при той же конструктивной высоте большего объема для размещения осушителя, вследствие чего, может быть увеличена емкость размещения водяного пара из промежутка между полотнами. Дистанционная рамка согласно изобретению и соответствующие ей стеклопакеты с дистанционной рамкой согласно изобретению, таким образом, могут иметь более длительный срок службы.
В предпочтительной форме выполнения дистанционная рамка согласно изобретению включает в себя изготовленный из отличного от первого пластикового материала, плохо проводящего тепло листового материала устойчивый к диффузии пара барьер.
В альтернативной предпочтительной форме выполнения дистанционной рамки согласно изобретению плохо проводящий тепло листовой материал устойчивого к диффузии пара барьера является по существу идентичным первому пластиковому материалу.
То обстоятельство, что профилированное тело с использованием первого пластикового материала и устойчивого к диффузии пара барьера изготовлено из листового материала и, при необходимости, из материала, отличного от первого пластикового материала, делает возможным оптимизированный выбор материала по сравнению с монолитно изготовленными, основанными на замкнутых пустотелых профилях дистанционными рамками. Выбор может быть оптимизирован, с одной стороны, как с учетом теплопроводности, стоимости материалов и герметичности устойчивого к диффузии пара барьера по отношению к водяному пару, так и с учетом, с другой стороны, сопротивления теплопередаче профилированного тела. Таким образом, может быть достигнуто в целом оптимизированное сопротивление теплопередаче для дистанционной рамки согласно изобретению по сравнению с обычными изготовленными монолитными дистанционными рамками.
Зачастую теплопроводность дистанционных рамок задают в их встроенном в стеклопакет состоянии. Этот соотнесенный единице длины коэффициент теплопроводности представлен так называемым коэффициентом теплопередачи. Коэффициент теплопередачи зависит от конструкции стеклопакета, а также от материала и конструкции рамы дистанционной рамки. Основой для обнаружения коэффициента теплопередачи является, измеренная согласно ift-директиве WA-17/1, эквивалентная теплопроводность дистанционной рамки.
Дистанционная рамка согласно изобретению, предпочтительно, имеет эквивалентную теплопроводность согласно этой директиве 0,14 Вт/(м⋅K) или менее.
Согласно изобретению плохая теплопроводность означает, что эквивалентная теплопроводность профилированного тела подвергнута изменению посредством устойчивого к диффузии пара барьера не более чем 0,014 Вт/(м⋅K).
Устойчивый к диффузии пара барьер дистанционной рамки согласно изобретению изготовлен из листового материала и может быть изготовлен, прежде всего, из достаточно гибкого материала.
Профилированное тело дистанционной рамки согласно изобретению включает в себя основную часть по существу с П-образным поперечным сечением с первой и второй расположенными параллельно друг другу боковыми стенками и простирающуюся между первой и второй боковыми стенками внутреннюю стенку. Первая и вторая боковые стенки имеют соответственно один свободный конец, который отстоит от внутренней стенки. Устойчивый к диффузии пара барьер простирается от свободного конца первой боковой стенки до свободного конца второй боковой стенки.
Прежде всего, устойчивый к диффузии пара барьер простирается также над областями боковых стенок и прилегает к ним снаружи таким образом, что устойчивый к диффузии пара барьер опирается на боковые стенки и может принимать задаваемый ими контур. Наряду с этим, прилипаемость герметизирующего состава к дистанционной рамке может быть оптимизирована посредством выполнения поверхности устойчивого к диффузии пара барьера.
Предпочтительно, свободные концы первой и второй боковых стенок имеют соответственно отогнутую конечную область, причем отогнутые конечные области выполнены наклоненными друг относительно друга, отогнутые конечные области увеличивают изгибную жесткость дистанционной рамки согласно изобретению и облегчают изготовление из дистанционной рамки рамы.
Прежде всего, устойчивый к диффузии пара барьер прилегает снаружи к отогнутым конечным областям и может получать на них опору.
Согнутые конечные области первой и второй боковых стенок, предпочтительно, выполнены по существу плоскими таким образом, что это обеспечивает возможность лучшего прилегания к ним гибкого устойчивого к диффузии пара барьера.
Предпочтительно, отогнутые конечные области первой и второй боковых стенок имеют по существу одинаковую протяженность при рассмотрении в поперечном сечении перпендикулярно продольному направлению. Таким образом, при рассмотрении поперечно продольному направлению, дистанционная рамка может иметь симметричное поперечное сечение.
В описанной предпочтительной форме выполнения дистанционной рамки согласно изобретению, в которой первая и вторая боковые стенки имеют отогнутые конечные области, между отогнутыми конечными областями поддержан зазор. Этот зазор замкнут устойчивым к диффузии пара барьером таким образом, что профилированное тело и устойчивый к диффузии пара барьер образуют замкнутую в поперечном сечении полость, которая местами замкнута только устойчивым к диффузии пара барьером, который изготовлен из листового материала. Обычно, также и в этой форме выполнения масса дистанционной рамки согласно изобретению уменьшена по сравнению с дистанционными рамками с замкнутой внешней стенкой. Кроме того, дистанционная рамка согласно изобретению с этой геометрией также может иметь высокое сопротивление теплопередаче.
Предпочтительно, отогнутые конечные области первой и второй боковых стенок, при рассмотрении в поперечном сечении перпендикулярно продольному направлению профилированного тела, выполнены под тупым углом, прежде всего под углом от примерно 100° до примерно 150°, по отношению к первой или же ко второй боковой стенке по направлению к полости. Они имеют соответственно, прежде всего, острый угол, предпочтительно угол, от примерно 80° до примерно 30°, по отношению к внутренней стенке. Предпочтительно, дистанционная рамка выполнена в поперечном сечении перпендикулярно продольному направлению в форме трапеции.
Предпочтительно, во встроенном состоянии дистанционной рамки в стеклопакете отогнутые конечные области первой и второй боковых стенок, а также стеклянные полотна образуют по существу треугольные в поперечном сечении объемы, которые могут принимать герметизирующий состав. Таким образом, может быть реализована большая контактирующая с герметизирующим составом поверхность дистанционной рамки и стеклянных полотен по сравнению с профилями в форме прямоугольника, и может быть достигнуто улучшенное склеивание со стеклянными полотнами.
Предусмотрена возможность сгибания дистанционной рамки для образования угловых областей при изготовлении рамы. Посредством отогнутых конечных областей первой и второй боковых стенок изгибание может быть облегчено, а геометрия дистанционной рамки в угловых областях стабилизирована.
Альтернативно, дистанционная рамка может быть распилена на соответствующие габаритам рамы фрагменты. В этом случае фрагменты могут быть соединены с угловой соединительной деталью, а для образования рамы - соединены друг с другом с силовым замыканием или неразъемным образом, прежде всего также сварены.
Согласно другой форме выполнения профилированное тело согласно изобретению включает в себя внешнюю стенку, которая, согласно первому варианту осуществления имеет отстоящие друг от друга первый и второй стенные участки, которые, при необходимости, могут располагаться в одной плоскости. Первый и второй стенные участки соединены соответственно со свободным концом первой или же второй боковой стенки. Первый и второй стенные участки простираются от соответствующей боковой стенки и в направлении друг к другу и направлены, прежде всего, по существу параллельно внутренней стенке. Также и в данном случае замкнутая в поперечном сечении полость замкнута только посредством размещения устойчивого к диффузии пара барьера. Вследствие локальной экономии материала, наряду с экономическим преимуществом, также может быть увеличено сопротивление теплопередаче. Кроме того, в противоположность обычным дистанционная рамкам, между первым и вторым стенными участками присутствует объем для размещения осушителя, вследствие чего, может быть увеличена емкость для размещения водяного пара из промежутка между полотнами.
В форме выполнения с отогнутыми конечными областями первой и второй боковых стенок первые и вторые стенные участки внешней стенки соединены соответственно с отогнутой конечной областью первой или же второй боковой стенки.
Первые и вторые стенные участки внешней стенки увеличивают устойчивость дистанционной рамки к деформации в продольном направлении и облегчают обращение с ней во время изготовления рамы. Помимо этого, первый и второй стенные участки внешней стенки могут задавать геометрию дистанционной рамки на обращенной от промежутка между полотнами стороне, а также поддерживать устойчивый к диффузии пара барьер.
Согласно второму варианту осуществления этой формы выполнения дистанционная рамка согласно изобретению включает в себя образованную монолитной внешнюю стенку, которая простирается по существу параллельно внутренней стенке от выполненной, при необходимости, отогнутой конечной области первой боковой стенки к выполненной, при необходимости, отогнутой конечной области второй боковой стенки. Внешняя стенка имеет в этом втором варианте осуществления несколько регулярно расположенных проходных отверстий, которые имеют круглое, овальное или полигональное свободное поперечное сечение. Также в этом втором варианте осуществления полость замкнута в поперечном сечении только посредством размещения устойчивого к диффузии пара барьера.
Этот второй вариант осуществления с выполненной монолитной внешней стенкой с регулярно расположенными проходными отверстиями имеет то преимущество, что, с одной стороны, жесткость дистанционной рамки еще более увеличена по сравнению с первым вариантом осуществления с выполненной двухчастной внешней стенкой. Прежде всего, в этом случае жесткость при кручении дистанционной рамки по сравнению с первым вариантом усилена вдоль продольного направления дистанционной рамки. С другой стороны, за счет проходных отверстий теплопередача от первой боковой стенки ко второй остается на низком уровне, поскольку увеличен путь прохождения тепла. Кроме того, в образованных посредством проходных отверстий оставленных свободными объемах может быть размещен дополнительный осушитель, вследствие чего, может быть увеличена емкость для размещения водяного пара из промежутка между полотнами.
Проходные отверстия имеют, прежде всего, свободную площадь поперечного сечения от примерно 30% до примерно 80% по отношению к общей площади монолитной внешней стенки.
Предпочтительно, проходные отверстия внешней стенки расположены в двух или в большем количестве параллельных рядов. В случае выполнения проходных отверстий в форме прорезей, их продольное направление, предпочтительно, направлено параллельно продольному направлению дистанционной рамки. Выполненные в форме прорезей проходные отверстия, которые, предпочтительно, расположены в двух или большем количестве параллельных рядов, при рассмотрении в продольном направлении дистанционной рамки, более предпочтительно расположены со смещением друг относительно друга. Такое решение имеет преимуществом увеличение пути, проходимого теплом от одного стеклянного полотна до другого. Таким образом, может быть уменьшена теплопередача.
Предпочтительно, проходные отверстия в другой форме выполнения выполнены в форме периодически расположенных треугольников. Проходные отверстия в форме треугольников могут быть выполнены симметричными в их ориентации, перпендикулярной продольному направлению дистанционной рамки. Вершины треугольников обращены в попеременном порядке к первой и ко второй боковым стенкам, а противоположные вершинам стороны треугольников направлены, предпочтительно, по существу параллельно продольному направлению дистанционной рамки.
Предпочтительно, внешняя стенка изготовлена с использованием того же материала, и, предпочтительно, нераздельной с боковыми стенками и, при необходимости, с внутренней стенкой профилированного тела.
В обоих вариантах осуществления внешней стенки устойчивый к диффузии пара барьер факультативно расположен снаружи, прилегающим к внешней стенке. Такое решение имеет то преимущество, что устойчивый к диффузии пара барьер из листового материала может получать опору на внешнюю стенку.
Устойчивый к диффузии пара барьер изготовлен из листового материала. Предпочтительно, выбран листовой материал в виде однослойной или многослойной полимерной пленки. Полимерная пленка, предпочтительно, представлена термопластической полимерной пленкой, термореактивной полимерной пленкой и/или эластомерной полимерной пленкой. В термопластической, термореактивной или же эластомерной полимерной пленке, прежде всего, образована сетчатая структура. Полимер полимерной пленки может быть одинаковым с полимером первого пластикового материала или быть отличным от него.
В альтернативной форме выполнения изготовленный из листового материала устойчивый к диффузии пара барьер изготовлен из ультратонкой стеклянной ленты.
В контексте описания изобретения термин «ультратонкий» означает, что стеклянная лента, предпочтительно, имеет примерную толщину менее 150 мкм.
В отличие от устойчивых к диффузии пара барьеров из выполненных полностью из металла металлических фольг, в дистанционной рамке согласно изобретению посредством устойчивого к диффузии пара барьера из материала с плохой теплопроводностью сопротивление теплопередаче либо не уменьшено вовсе, либо уменьшено в самой малой мере.
Предпочтительно, устойчивый к диффузии пара барьер соединен с боковыми стенками неразъемным образом. Такое решение имеет то преимущество, что таким образом может быть оптимизирована герметичность против влажности или же водяного пара. Соединение неразъемным образом устойчивого к диффузии пара барьера с факультативной внешней стенкой обеспечивает механическую стабилизацию устойчивого к диффузии пара барьера.
Устойчивый к диффузии пара барьер, предпочтительно, включает в себя элемент жесткости, причем элемент жесткости включает в себя для улучшения жесткости скручивания, прежде всего ткань с волокнами. Жесткость скручивания описывает сопротивление конструктивного элемента кручению или же закручиванию. Увеличенная жесткость скручивания дистанционной рамки согласно изобретению имеет то преимущество, что дистанционная рамка согласно изобретению обеспечивает удобное обращение с собой при изготовлении рамы также и в отсутствии какой-либо внешней стенки.
Волокна ткани могут быть направлены к продольному направлению дистанционной рамки, прежде всего, под углом примерно 45° или же примерно 135°. Увеличенная тем самым сдвиговая жесткость усиленной с помощью ткани внешней стенки увеличивает жесткость скручивания дистанционной рамки. Такое решение имеет преимуществом увеличение сопротивляемости дистанционной рамки по отношению к закручиванию.
При изготовлении устойчивого к диффузии пара барьера дистанционной рамки согласно изобретению могут быть осуществлены различные решения, согласно которым может быть выполнен листовой материал устойчивого к диффузии пара барьера.
В первой предпочтительной форме выполнения устойчивый к диффузии пара барьер изготовлен из полимерной пленки. Полимерная пленка, предпочтительно, имеет на ее расположенной снаружи поверхности, и факультативно, на ее расположенной внутри поверхности слой, в дальнейшем также называемый покрытием, который образован, прежде всего, посредством металлизации. Посредством образованного посредством металлизации слоя или других альтернативных, в дальнейшем изложении еще описанных покрытий, получено увеличение герметичности по отношению к водяному пару по сравнению с герметичностью неметаллизированных полимерных пленок.
Располагающаяся снаружи или же располагающаяся внутри поверхность полимерной пленки в каждом случае соответствует встроенному состоянию в дистанционной рамке. Простирающаяся снаружи поверхность полимерной пленки отстоит от внутренней части образованной дистанционной рамкой полости, и расположена обращенной к герметизирующему составу. Располагающаяся внутри поверхность полимерной пленки расположена обращенной к внутренней части образованной дистанционной рамкой полости, и от герметизирующего состава.
В некоторых формах выполнения слой или покрытие, как описано выше, изготовлен из альтернативных материалов. Таким образом, предпочтительными покрытиями являются также покрытия из SixOy, AlxOy, TiOy, SnxOy или графены, которые могут иметь те же преимущества в отношении герметичности против водяного пара, как и образованные посредством металлизации слои. Предпочтительно, образованное посредством металлизации покрытие изготовлено из алюминия.
Образованный посредством металлизации слой из алюминия имеет то преимущество, что алюминий по сравнению с другими металлами является легким, и масса устойчивого к диффузии пара барьера может удерживаться незначительной. Кроме того, алюминий легко обрабатывается и может быть размещен в тонких слоях, например посредством напыления.
Предпочтительно, образованный посредством металлизации слой включает в себя, по меньшей мере, частично слой оксида металла, который образован посредством поверхностного окисления на воздухе или в кислородосодержащей атмосфере образованного посредством металлизации слоя. Этот образованный посредством поверхностного окисления слой образованного посредством металлизации слоя имеет, прежде всего, состав MeaOb, где Me представляет металл, примененный для образования посредством металлизации слоя, например AlxOy. Индексы а, b, х, у представляют целые величины и заданы посредством полученного по химической структуре стехиометрического состава. По меньшей мере, частичное поверхностное окисление имеет то преимущество, что полимерная пленка может быть сохранена длительное время, поскольку, по меньшей мере, частичное поверхностное окисление образованного посредством металлизации слоя создает защиту против возможной коррозии.
Слой или же покрытие на простирающейся снаружи поверхности полимерной пленки имеет то преимущество, что оно улучшает прилипаемость обычно применяемых герметизирующих составов.
В уровне техники применяют также устойчивые к диффузии пара барьеры из полимерных пленок, которые полностью покрыты оксидами (например, в DE 19807545 А1 и WO 2013/104507 А1).
Тем не менее, изобретатели неожиданным образом обнаружили, что полимерная пленка уже с частичным слоем AlxOy может давать в итоге длительную склеиваемость с применяемыми, как правило, герметизирующими составами, в то время как склеиваемость подобных SiO2 слоев с герметизирующими составами убывает со временем.
Предпочтительно, полимерная пленка выполнена многослойной и включает в себя один или несколько слоев, которые имеют одностороннее и/или двустороннее покрытие.
Прежде всего, несколько покрытий, прежде всего также образованные посредством металлизации слои, могут улучшать герметичность против пара, одновременно с обеспечением минимальной теплопроводности с помощью слоев из полимерного материала между покрытиями. В целом, за счет незначительного содержания металла, снижение посредством устойчивого к диффузии пара барьера полного сопротивления теплопередаче может быть поддержано на низком уровне.
В противоположность уровню техники, в котором раскрыто попеременное, при рассмотрении в поперечном сечении перпендикулярно продольному направлению дистанционной рамки, размещение металлических слоев и полимерных слоев, в рамках изобретения является выгодным, когда в многослойном, предпочтительно, трехслойном выполнении полимерной пленки покрытия или слои, прежде всего образованные посредством металлизации слои, по меньшей мере однократно прилегают друг к другу или граничат друг с другом. Предпочтительно, покрытия по меньшей мере однократно непосредственно друг с другом граничат друг с другом, прежде всего в форме образованных посредством металлизации слоев.
При граничащих друг с другом или прилегающих друг к другу образованных посредством металлизации слоях вероятность того, что два газопроницаемых дефектных места в различных слоях перекрывают друг друга, является минимальной. Вследствие этого вероятность того, что молекулы газа на их непосредственном пути через перекрывающие друг друга дефектные места проходят через оба граничащих друг с другом образованных посредством металлизации слоя, является в значительной мере уменьшенной, а барьерный эффект является максимальным. За счет этого реализован принцип «извилистого контура».
Предпочтительно, газопроницаемые дефектные места в образованном посредством металлизации слое посредством смежного или прилегающего образованного посредством металлизации слоя по существу заперты и/или в достаточной мере уплотнены таким образом, что уменьшено просачивание газовых молекул через дефектные места по сравнению с не граничащими друг с другом образованными посредством металлизации слоями.
Описанные в связи с граничащими друг с другом или прилегающими друг к другу образованными посредством металлизации слоями преимущества равным образом являются действительными для альтернативных покрытий или слоев. Согласно изобретению предполагаются возможными различные конструкции полимерной пленки. Предпочтительно, в трехслойной конструкции с одним средним и двумя внешними слоями средний слой имеет одностороннее покрытие, прежде всего в форме образованного посредством металлизации слоя. Внешние слои, предпочтительно, имеют двустороннее покрытие, прежде всего в форме образованных посредством металлизации слоев.
Также, согласно изобретению, альтернативно может быть предусмотрено, что в трехслойной конструкции полимерной пленки все три слоя имеют двустороннее покрытие, прежде всего в форме образованных посредством металлизации слоев.
Отдельные слои полимерной пленки, которые, как описано ранее, имеют покрытия, прежде всего, в форме образованных посредством металлизации слоев, неразъемно соединены друг с другом, предпочтительно, с помощью клеевого слоя. Клеевой слой, предпочтительно, имеет толщину примерно 4 мкм или менее, прежде всего толщину примерно 3 мкм или менее.
Полимерная пленка и/или отдельные слои полимерной пленки, предпочтительно, имеют толщину в диапазоне от примерно 5 мкм до примерно 150 мкм, предпочтительно от примерно 5 мкм до примерно 60 мкм. Прежде всего, толщина расположена в диапазоне от примерно 10 мкм до примерно 60 мкм. Толщина примерно 5 мкм зачастую является достаточной для придания полимерной пленке достаточной прочности для обеспечения возможности удобного ее использования, в то время как толщина примерно 150 мкм, прежде всего примерно 60 мкм, все еще является достаточно малой для обеспечения полимерной пленке достаточной для обработки гибкости. Применительно к возможности использования, особо предпочтительной является полимерная пленка с толщиной примерно до 60 мкм.
Предпочтительно, образованный посредством металлизации слой имеет толщину в диапазоне от примерно 20 нм до примерно 180 нм. Толщина примерно 20 нм является достаточной для замыкания слоя в достаточной мере и, таким образом, для надежного устойчивого к диффузии пара уплотнения, в то время как при толщине примерно 180 нм все еще размещено такое небольшое количество материала, также в случае металла, что вклад устойчивого к диффузии пара барьера в теплопроводность остается достаточно незначительным.
Предпочтительно, суммарная толщина всех образованных посредством металлизации слоев составляет менее 1 мкм. Такое решение имеет то преимущество, что уменьшение полного сопротивления теплопередаче за счет взноса устойчивого к диффузии пара барьера оказывается незначительным.
Указанные предпочтительные толщины и их суммы являются действительными также для толщин альтернативных покрытий.
Предпочтительно, полимерная пленка и/или слои полимерной пленки изготовлены из полиэфира, прежде всего полиэтилентерефталата (ПЭТ) и/или полибутилентерефталата (ПБТ), полиолефина прежде всего полиэтилена (ПЭ) и/или полипропилена (ПП), сополимера циклоолефина (ЦОС), полимера простого эфира, поликетона, полиуретана, поликарбоната, полимера винила прежде всего полистирола (ПС), поливинилиденфторида (ПВДФ), этилен-винилового спирта (ЭВС) и/или поливинилхлорида (ПВХ), полиамида (ПА), силикона, полиакрилонитрила, полиметилметакрилата (ПММА), полигалогенного олефина прежде всего полихлортрифторэтилена (ПТФХЭ) и/или политетрафторэтилена (ПТФЭ), свободно-кристаллического полимера, а также из смеси этих материалов.
Во второй предпочтительной форме выполнения устойчивый к диффузии пара барьер изготовлен из ультратонкой стеклянной ленты.
Предпочтительно, ультратонкая стеклянная лента имеет толщину примерно 100 мкм или менее. Стеклянная лента с толщиной примерно 100 мкм или менее является достаточно гибкой для обладания ею уменьшенной предрасположенностью к поломке при переработке дистанционной рамки в раму.
Наиболее предпочтительным является, когда ультратонкая стеклянная лента имеет толщину от примерно 25 мкм до примерно 100 мкм. Толщина примерно 25 мкм уже является достаточной для обеспечения возможности обращения с ультратонкой стеклянной лентой при изготовлении, в то время как ультратонкая стеклянная лента с толщиной примерно 100 мкм все еще является достаточно гибкой для переработки дистанционной рамки в раму.
В отличие от уровня техники, ультратонкая стеклянная лента, предпочтительно, применена в качестве устойчивого к диффузии пара барьера без необходимости в ее опоре на нераздельную внешнюю стенку из полимера.
При необходимости ультратонкая стеклянная лента может быть наложена на профилированное тело совместно с клейкой пленкой.
Ультратонкая стеклянная лента может быть равным образом поддержана в достаточной мере посредством отогнутых конечных областей первой и второй боковых стенок или же посредством первого и второго стенных участков внешней стенки. Таким образом, могут быть использованы ее свойства плохой теплопроводности без необходимости в поддержке ультратонкой стеклянной ленты посредством замкнутой на всем протяжении внешней стенки и, таким образом, увеличенного расхода материала.
В формах выполнения, в которых устойчивый к диффузии пара барьер изготовлен из ультратонкой стеклянной ленты, устойчивый к диффузии пара барьер и стеклянные полотна стеклопакета могут быть изготовлены из того же типа материала. Тем самым облегчен выбор подходящего герметизирующего состава для склеивания дистанционной рамки и стеклянных полотен. Такое решение имеет то преимущество, что по сравнению с герметизирующим составом улучшена прилипаемость простирающейся снаружи поверхности дистанционной рамки.
За счет крайне незначительной толщины ультратонкой стеклянной ленты, она лучше переносит нагрузку в результате возможного изгибания, чем более толстая стеклянная лента. Таким образом, прежде всего, плоская ультратонкая стеклянная лента может быть приспособлена к форме дистанционной рамки без ее разбивания. Плоская ультратонкая стеклянная лента с толщиной примерно 25 мкм обладает, например, минимальным радиусом изгиба, примерно от 2 до 3 мм. Такой заданный на внутренней стороне места изгиба минимальный радиус изгиба показывает, с каким минимальным радиусом деталь может быть изогнута без ее поломки или образования трещин.
Наиболее предпочтительно, ультратонкая стеклянная лента имеет минимальный радиус изгиба от примерно 5 мм до примерно 8 мм.
Предпочтительно, боковые стенки внутри профилированного тела в областях, в которых боковые стенки переходят в отогнутые конечные области, имеют увеличенную толщину стенки для приспосабливания их геометрии к обычным угловым соединительным деталям. Модификация толщины стенки в областях боковой стенки имеет то преимущество, что, с одной стороны, дистанционная рамка получает стабилизацию и может лучше принимать для переработки в раму угловую соединительную деталь, с другой стороны, сопротивление теплопередаче остается по существу незатронутым.
Предпочтительно, профилированное тело имеет ребра внутри на боковых стенках и/или на внешней стенке. Ребра, равным образом, делают возможным приспосабливание к форме существующих угловых соединительных деталей таким образом, что угловые соединительные детали, прежде всего также в формах выполнения, которые также имеют увеличенную толщину стенки боковых стенок, могут быть удержаны в полости дистанционной рамки согласно изобретению в зажимном соединении.
Предпочтительно, профилированное тело имеет уменьшенную толщину стенки для образования мест сочленения в областях стенки, в которых монолитная внешняя стенка примыкает к первой или же ко второй боковой стенке, или первый и второй стенные участки внешней стенки примыкают к первой или же ко второй боковой стенке, и/или на боковых стенках смежно их отогнутым конечным областям. Выполненные в качестве мест сочленения области стенки, предпочтительно, выполнены внутри профилированного тела в виде пазов. Такое решение имеет то преимущество, что при изгибании дистанционной рамки согласно изобретению в раму также и на углах может быть получена геометрия дистанционной рамки в форме трапеции, предпочтительно, в поперечном сечении перпендикулярно продольному направлению.
Прежде всего, выполненные в качестве мест сочленения области стенки выполнены внутри профилированного тела в виде пазов. Такое решение имеет то преимущество, что боковые стенки дистанционной рамки согласно изобретению при изгибании дистанционной рамки не должны получать наклон к внутренней части профилированного тела, и таким образом боковые стенки являются достаточно плоскими также и на углах дистанционной рамки, что обеспечивает сохранение контакта со стеклянными полотнами во встроенном состоянии в стеклопакете.
Кроме того, посредством выполнения мест сочленения может быть увеличено сопротивление теплопередаче дистанционной рамки.
Предпочтительно, во внутренней стенке параллельно продольному направлению профиля дистанционной рамки расположены первый и второй элементы усиления, причем первый элемент усиления на первом участке внутренней стенки расположен смежно первой боковой стенке, и причем второй элемент усиления на втором участке внутренней стенки расположен смежно второй боковой стенке. Такое решение имеет то преимущество, что продольная жесткость дистанционной рамки может быть увеличена, и дистанционная рамка согласно изобретению может быть переработана в раму более простым образом. Предпочтительно, элементы усиления имеют расстояние до соответствующих боковых стенок, которое составляет от примерно 5% до примерно 40%, предпочтительно, от примерно 10% до примерно 30% расстояния между боковыми стенками. В этих положениях стабилизация дистанционной рамки может быть посредством элементов усиления максимально увеличена.
Прежде всего, элементы усиления выполнены в форме проволоки, при необходимости, также в виде плоской проволоки.
Проволоки зачастую изготавливают из металла со сравнительно высокой теплопроводностью. Применением проволок может быть минимизировано, по сравнению с металлическими листами, уменьшение сопротивления теплопередаче посредством элементов усиления, поскольку проволоки обычно имеют меньшую по сравнению с металлическими листами протяженность в направлении теплопередачи.
Предпочтительно, внутренняя стенка в области элементов усиления имеет простирающиеся в направлении образованной дистанционной рамкой полости выступы, которые имеют большую толщину стенки, чем соседние участки внутренней стенки. Большая толщина стенки, предпочтительно, соответствует примерной сумме толщины элементов усиления, измеренной перпендикулярно поверхности внутренней стенки, и толщины соседних областей внутренней стенки. Выступы по существу приспособлены к контуру элементов усиления. Такое решение имеет то преимущество, что также элементы усиления с большими диаметрами могут быть встроены во внутреннюю стенку с возможностью прочной фиксации в ней. Области с большими толщинами стенки внутренней стенки могут придавать дистанционной рамке дополнительную стабильность. Эта форма выполнения, кроме того, имеет то преимущество, что дистанционная рамка может быть изогнута к угловым областям более простым образом. В этой форме выполнения может быть минимизирована опасность выхода первого и второго элементов усиления из пластикового материала вовнутрь профилированного тела при изгибании.
Предпочтительно, стенные участки внешней стенки (если присутствуют) имеют на направленных параллельно внутренней стенке областях, которые лежат напротив принимающих элементы усиления областей внутренней стенки, углубление, которое выполнено, прежде всего, в каждом случае комплементарным к выступам внутренней стенки, и предпочтительно, соответствует половине толщины элементов усиления и/или соответствует контуру выступов. Такое решение имеет, с одной стороны, то преимущество, что может быть сэкономлен материал, а с другой стороны, что может быть увеличено сопротивление теплопередаче. Кроме того, при изготовлении рамы дистанционная рамка имеет лучшую возможность сгибания в угловых областях.
Предпочтительно, первый пластиковый материал профилированного тела основан на полиолефине, прежде всего полипропилене (ПП), поликарбонате (ПК), поливинилхлориде (ПВХ), сополимере стирола-акрилонитрила (САН), эфире полифенилена (ПФЭ), полиэфире, прежде всего полиэтилентерефталате (ПЭТ), полиамиде (ПА) и/или сополимере акрилонитрилбутадиенстирола (АБС), а также на смеси этих материалов.
Такое решение имеет то преимущество, что дистанционная рамка согласно изобретению может быть без затруднений переработана в раму, например посредством изгибания или сварки. Кроме того, дистанционная рамка может иметь оптимизированную стойкость к ударным нагрузкам при механической нагрузке.
Предпочтительно, первый пластиковый материал согласно первому варианту осуществления имеет содержание от примерно 1% по массе до примерно 80% по массе армирующих волокон, прежде всего содержание от примерно 30% по массе до примерно 50% по массе. Такое решение имеет то преимущество, что жесткость дистанционной рамки может быть увеличена, и могут быть изготовлены дистанционные рамки с меньшими толщинами стенки, которые имеют достаточную жесткость при уменьшенном расходе материала. Кроме того, дистанционная рамка с армирующими волокнами хорошо поддается обработке посредством сварки.
В качестве армирующих волокон, предпочтительно, используют волокна в форме полимерных волокон, углеродных волокон и/или волокон из неорганических материалов.
Полимерные волокна, предпочтительно, изготовлены из термопластических полимеров, таких как, например, плексиглас, полиолефин, полиамид и полиэфир и/или волокон из нерасплавляющихся полимеров, таких как, например, нерасплавляющиеся полиамиды, прежде всего арамиды (например, Kevlar®). Для повышения их прочности волокна из термопластических полимеров могут быть вытянуты в продольном направлении, и тем самым, укреплены.
Волокна из неорганических материалов, предпочтительно, изготовлены из металлических волокон, например стальных волокон, и/или из стекловолокна, прежде всего непрерывного стекловолокна. Однако в качестве неорганических волокон также могут находить применение минеральные волокна, керамические волокна, базальтовые волокна, борные волокна и/или кремнеземные волокна.
Волокна, предпочтительно, представлены в виде отдельных волокон, волоконных жгутов (фитильной пряжи), войлока, ткани, трикотажных изделий и/или однонаправленных тканей.
В формах выполнения с волоконными жгутами волоконные жгуты, предпочтительно, расположены симметрично во внешней стенке и внутренней стенке дистанционной рамки. Применение волоконных жгутов, также называемых фитильной пряжей, имеет то преимущество, что обеспечена возможность увеличения продольной жесткости и жесткости скручивания дистанционной рамки.
Кроме того, элементы усиления могут быть заложены во внешнюю стенку в форме петель/дуг или в зигзагообразном рисунке. Такое решение имеет то преимущество, что элементы усиления еще более увеличивают жесткость скручивания дистанционной рамки. Альтернативно, элементы усиления могут быть не введены в стенку, но наклеены при приклеивании устойчивого к диффузии пара барьера между ней и профилированным телом.
Согласно альтернативной форме выполнения дистанционной рамки согласно изобретению, которая имеет волоконные жгуты, профилированное тело, предпочтительно, выполнено без других армирующих волокон. Такое решение имеет то преимущество, что масса дистанционной рамки по сравнению с формой выполнения с дополнительными армирующими волокнами может быть уменьшена, а сопротивление теплопередаче - улучшено.
При необходимости, при достаточной механической прочности профилированного тела предусмотрена возможность отказа также от армирующих волокон, прежде всего от стекловолокна.
В форме выполнения с элементами усиления в форме проволоки дистанционная рамка, предпочтительно, выполнена без армирующих волокон. Жесткость, которая может быть получена в других формах выполнения посредством армирующих волокон, в этой форме выполнения может быть обеспечена посредством элементов усиления.
Предпочтительно, первый пластиковый материал в качестве заполнителя имеет натуральные волокна. Прежде всего, при этом применяют волокна кокосовой пальмы, конопляные волокна, волокна мексиканской агавы, древесные волокна и/или льняные волокна. Натуральные волокна в меньшей мере служат усилению дистанционной рамки, но обеспечивают возможность достижения более высокого сопротивления теплопередаче по сравнению с пластиковыми материалами без натуральных волокон. Кроме того, в этой форме выполнения может быть сэкономлен пластиковый материал. Также с использованием натуральных волокон является реализуемым особо экологическое изготовление дистанционной рамки.
Поэтому, в качестве армирующих волокон могут находить применение и натуральные волокна, например из кокосовой пальмы, конопли, мексиканской агавы, древесины или льна.
Другая возможность обеспечения экологичности изготовления дистанционной рамки согласно изобретению может быть реализована в форме выполнения, в которой в качестве первого пластикового материала, предпочтительно, применяют рециклированный материал, прежде всего из поликарбоната и/или полиэфира, прежде всего ПЭТ, и/или дистанционную рамку изготавливают из способного к биологическому разложению полимерного материала, прежде всего, низкомолекулярного полиамида. Рециклированными материалами, согласно описанию изобретения, являются, по меньшей мере, уже однажды обработанные пластиковые материалы, которые были восстановлены из отходов в процессе рециклирования.
Предпочтительно, дистанционные рамки могут иметь внутреннюю стенку, которая, по сравнению с толщиной стенки на выступах, имеет уменьшенную толщину в областях, которые непосредственно соседствуют с боковыми стенками. Также эти области с уменьшенной толщиной стенки образуют места сочленения, которые при сжимающей дистанционную рамку нагрузке при изгибании углов рамы могут противодействовать деформации боковых стенок, и тем самым, уменьшению поверхности прилегания на стеклянных полотнах.
Это является действительным, прежде всего, в том случае, когда первый и второй элементы усиления расположены во внутренней стенке.
Предпочтительно, профилированное тело выполнено пористой, прежде всего закрыто-пористой, по меньшей мере, на частичных областях внутренних стенок и боковых стенок, а также, при необходимости, внешней стенки. Таким образом, масса дистанционной рамки может быть уменьшена, а также ее сопротивление теплопередаче - увеличено.
Предпочтительно, первый пластиковый материал включает в себя присадки, в частности, выбранные из числа заполнителей, пигментов, светозащитных средств, противоударных модификаторов, антистатических средств и/или огнезащитных средств. Такое решение имеет то преимущество, что, с одной стороны, внешний вид дистанционной рамки согласно изобретению может быть оптимизирован, и с другой стороны, ее свойства могут быть приспособлены к специфическим требованиям.
Другой аспект данного изобретения относится к способу изготовления дистанционной рамки согласно изобретению, который включает в себя:
- обеспечение профилированного тела, которое имеет основную часть по существу с П-образным поперечным сечением,
- обеспечение устойчивого к диффузии пара барьера,
- ориентация устойчивого к диффузии пара барьера в продольном направлении профилированного тела, и
- соединение устойчивого к диффузии пара барьера с боковыми стенками и, при необходимости, с внешней стенкой профилированного тела.
Устойчивый к диффузии пара барьер изготовлен из листового материала, прежде всего выбранного из такого материала, как полимерная пленка и ультратонкая стеклянная лента, и может быть поставлен в виде навернутого в плоской форме на катушку материала, прежде всего в виде рулонного материала.
Устойчивый к диффузии пара барьер склеивают с боковыми стенками профилированного тела и, при необходимости, с внешней стенкой.
Предпочтительно, клеевой слой для склеивания устойчивого к диффузии пара барьера с профилированным телом размещают на боковых стенках и, при необходимости, на внешней стенке заблаговременно. Клеевой слой имеет то преимущество, что посредством его может быть изготовлено неразъемное соединение между профилированным телом и устойчивым к диффузии пара барьером.
Предпочтительно, согласно другому варианту осуществления в качестве устойчивого к диффузии пара барьера применяют ультратонкую стеклянную ленту.
Перед соединением с профилированным телом ультратонкую стеклянную ленту подогревают до температуры термоформования. Температуру термоформования, предпочтительно, выбирают таким образом, что ультратонкая стеклянная лента приобретает способность к пластической деформации.
Прежде всего, для достижения стеклянной лентой способности к формообразованию ее подогревают до температуры в диапазоне от примерно 350°С до примерно 550°С. Температура примерно 350°С является достаточной для достижения формуемости ультратонкой стеклянной ленты, в то время как вязкость ультратонкой стеклянной ленты еще является достаточно значительной для обеспечения возможности выполнения пластического формообразования.
Ультратонкую стеклянную ленту при температуре в диапазоне температур термоформования с помощью формующего инструмента приводят, предпочтительно, по существу к П-образная форме, причем П-образная форма включает в себя средний участок и два примыкающих к нему краевых участка. Краевые участки расположены по существу параллельно друг другу и с удалением друг относительно друга.
Предпочтительно, формующий инструмент выполнен из нескольких роликовых пар, причем стеклянную ленту приводят по существу к П-образной форме при протягивании между этими роликовыми парами.
Предпочтительно, формующий инструмент нагревают таким образом, что температура формующего инструмента расположена в диапазоне от примерно 350°С до примерно 550°С.
Предпочтительно, температуру формующего инструмента во время формообразования поддерживают на уровне примерно 350°С или выше. За счет этого предотвращают преждевременное затвердевание ультратонкой стеклянной ленты.
Предпочтительно, температура формующего инструмента во время формообразования ультратонкой стеклянной ленты не составляет более чем примерно 550°С таким образом, что ультратонкая стеклянная лента еще способна к пластической деформации и не образует вязкотекучую массу.
Соответствие формы преобразованной ультратонкой стеклянной ленты с частями контура профилированного тела делает возможным соединение стеклянной ленты в таком состоянии, которое является по существу свободным от механических напряжений.
Свободную от напряжений ультратонкую стеклянную ленту размещают в нагретом состоянии снаружи на боковых стенках и, при необходимости, снаружи на внешней стенке профилированного тела.
При соединении плоской стеклянной ленты с профилированным телом посредством эластичного деформирования в холодном состоянии, после соединения, ультратонкая стеклянная лента оказывается под воздействием усилий. Посредством пластического формоизменения стеклянной ленты эти усилия в ультратонкой стеклянной ленте могут быть, по меньшей мере, в значительной мере уменьшены, и ультратонкая стеклянная лента может быть размещена по существу свободной от напряжений.
Кроме того, посредством формоизменения может быть минимизирована опасность освобождения ультратонкой стеклянной ленты от профилированного тела вследствие воздействующих на нее усилий.
После формоизменения ультратонкую стеклянную ленту охлаждают до температуры от примерно 20°С до примерно 50°С.
После охлаждения ультратонкой стеклянной ленты ультратонкая стеклянная лента имеет описанную ранее долговечную П-образную форму с двумя расположенными по существу параллельно друг другу краевыми участками и со средней частью, которая форма облегчает соединение с профилированным телом.
Перед нанесением на профилированное тело, преобразованную П-образную ультратонкую стеклянную ленту эластично деформируют, причем параллельные краевые участки эластично отгибают друг от друга. Ультратонкая стеклянная лента после формоизменения имеет поперечное сечение, которое соответствует частям контура профилированного тела. Посредством эластичной деформации П-образной формы может быть предотвращено расположение краевых участков ультратонкой стеклянной ленты в поперечном сечении перпендикулярно продольному направлению на том же расстоянии друг от друга, как и внешние стороны боковых стенок профилированного тела. За счет этого может быть предотвращено образование срезающих усилий, которые могут быть образованы в случае, когда краевые участки недеформированной стеклянной ленты оказываются надвинутыми на снабженные, при необходимости, клеевым слоем боковые стенки и, при необходимости, внешнюю стенку. Без этих срезающих усилий облегчено соединение ультратонкой стеклянной ленты с профилированным телом.
Эластично деформированную ультратонкую стеклянную ленту позиционируют на снабженном, при необходимости, клеевым слоем профилированном теле таким образом, что краевые участки прилегают соответственно к первой и ко второй боковым стенкам или, при необходимости, средняя часть прилегает к внешней стенке.
Посредством эластичной деформации ультратонкой стеклянной ленты краевые участки ультратонкой стеклянной ленты при возвращении к П-образной форме прилегают к соответствующим поверхностям профилированного тела без возникновения срезающей нагрузки на имеющемся, при необходимости, клеевом слое.
Эластично деформированная ультратонкая стеклянная лента после позиционирования на профилированном теле возвращается к своей П-образной форме, причем краевые участки прилегают по существу в свободном от напряжений состоянии к боковым стенкам, а средняя часть, при необходимости, прилегает к внешней стенке.
Описанные выше и другие преимущества изобретения разъясняются в дальнейшем изложении посредством чертежей более подробно. На чертеже в подробностях показано:
Фиг. 1: первая форма выполнения дистанционной рамки согласно изобретению в ее монтажном положении в стеклопакете,
Фиг. 2: вторая форма выполнения дистанционной рамки согласно изобретению в ее монтажном положении в стеклопакете,
Фиг. 2А: вариант осуществления полимерной пленки в качестве устойчивого к диффузии пара барьера дистанционной рамки согласно изобретению,
Фиг. 3: другая форма выполнения дистанционной рамки согласно изобретению,
Фиг. 3А и 3Б: другие варианты осуществления устойчивого к диффузии пара барьера дистанционной рамки согласно изобретению,
Фиг. 4: другая форма выполнения дистанционной рамки согласно изобретению,
Фиг. 5: другая форма выполнения дистанционной рамки согласно изобретению,
Фиг. 6: возможный вариант осуществления внешней стенки дистанционной рамки согласно изобретению,
Фиг. 7А-7В: другие варианты осуществления внешней стенки дистанционной рамки согласно изобретению,
Фиг. 8: другой вариант осуществления внешней стенки дистанционной рамки согласно изобретению,
Фиг. 9: другой вариант осуществления внешней стенки дистанционной рамки согласно изобретению, и
Фиг. 10: другой вариант осуществления внешней стенки дистанционной рамки согласно изобретению.
Фиг. 1 показывает краевой участок стеклопакета 10 с первой и второй стеклянными полотнами 12, 14, а также с дистанционной рамкой 50 согласно изобретению, которая удерживает полотна 12, 14 на расстоянии, в поперечном сечении перпендикулярно продольному направлению дистанционной рамки 50.
Первая и вторая стеклянные полотна 12, 14 склеены с дистанционной рамкой 50 посредством первичного бутилового герметизирующего состава 16. Во встроенном состоянии стеклянные полотна 12, 14 и отогнутая в раму дистанционная рамка 50 охватывают промежуток 20 между полотнами, из которого в данном случае показана только частичная область.
Дистанционная рамка согласно изобретению 50 включает в себя изготовленное из первого пластикового материала профилированное тело 52, которая имеет основную часть по существу с П-образным поперечным сечением. Профилированное тело 52 обычно изготавливают монолитной способом экструзии. В данном случае, профилированное тело 52 изготовлено из полипропилена (ПП), прежде всего гомополимера полипропилена.
Первый пластиковый материал, предпочтительно, включает в себя конопляные волокна. Натуральные волокна в форме конопляных волокон обеспечивают возможность увеличения сопротивления теплопередаче по сравнению с пластиковыми материалами без натуральных волокон.
Профилированное тело 52 включает в себя первую и вторую расположенные параллельно друг другу боковые стенки 54, 56, а также простирающуюся от первой боковой стенки 54 вплоть до второй боковой стенки 56 внутреннюю стенку 60. Первая и вторая боковые стенки 54, 56 имеют соответственно отстоящий от внутренней стенки 60 свободный конец 62, 64.
Кроме того, дистанционная рамка 50 включает в себя простирающийся от первой боковой стенки 54 от ее свободного конца 62 через свободный конец 64 ко второй боковой стенке 56 устойчивый к диффузии пара барьер 70, выполненный из плохо проводящего тепло листового материала. Устойчивый к диффузии пара барьер 70 простирается в области между свободными концами 62, 64 боковых стенок 54, 56 по существу параллельно внутренней стенке 60 на заданном от одной из боковых стенок 54, 56 расстоянии.
Плохо проводящий тепло листовой материал, из которого изготовлен устойчивый к диффузии пара барьер 70, является отличным от первого пластикового материала.
Однако согласно изобретению также является возможным, что плохо проводящий тепло листовой материал устойчивого к диффузии пара барьера 70 является по существу идентичным первому пластиковому материалу профилированного тела 52.
Наконец, между стеклянными полотнами 12, 14 на внешней стороне устойчивого к диффузии пара барьера 70 нанесен еще и вторичный герметизирующий состав 22.
Дистанционная рамка 50 имеет полость 80, которая охвачена профилированным телом 52 и устойчивым к диффузии пара барьером 70. На противоположной внутренней стенке 60 стороне полость 80 ограничена только устойчивым к диффузии пара барьером 70.
Полость 80 посредством перфорационных отверстий 90 во внутренней стенке 60 соединена с промежутком 20 между полотнами.
Полость 80 во встроенном состоянии может быть заполнена осушителем (не показано), которое имеет возможность приема водяных паров или влажности из промежутка 20 между полотнами посредством перфорационных отверстий 90.
Фиг. 2 показывает другую дистанционную рамку 150 согласно изобретению во встроенном состоянии в стеклопакете 100. Стеклопакет 100 показан в поперечном сечении перпендикулярно продольному направлению дистанционной рамки 150. Представленный стеклопакет 100, наряду с дистанционной рамкой 150 согласно изобретению, включает в себя первую и вторую стеклянные полотна 102, 104.
Стеклянные полотна 102, 104 склеены с дистанционной рамкой 150 с использованием первичного герметизирующего состава (не показано). Отогнутая в раму дистанционная рамка 150 и стеклянные полотна 102, 104 охватывают в смонтированном состоянии стеклопакета 100 промежуток 108 между полотнами, который показан в данном случае только фрагментарно.
Дистанционная рамка 150 включает в себя изготовленное с использованием первого пластикового материала профилированное тело 152, которое имеет основную часть по существу с П-образным поперечным сечением.
Профилированное тело 152 включает в себя первую и вторую боковые стенки 154, 156, которые расположены параллельно друг другу, а также простирающуюся от первой боковой стенки 154 вплоть до второй боковой стенки 156 внутреннюю стенку 160. Первая и вторая боковые стенки 154, 156 имеют соответственно отстоящий от внутренней стенки свободный конец 162, 164 с отогнутой конечной областью 166, 168.
Профилированное тело 152 обычно изготавливается монолитно способом экструзии.
Согнутые конечные области 166, 168 направлены друг относительно друга под наклоном, и отстоят друг от друга. В данном случае отогнутые конечные области 166, 168 первой и второй боковых стенок 154, 156 выполнены под тупым углом, примерно 135° в каждом случае по отношению к соседней боковой стенке 154, 156. отогнутые конечные области 166, 168, предпочтительно, выполнены плоскими.
Посредством отогнутых конечных областей 166, 168, которые имеют, при рассмотрении в поперечном сечении перпендикулярно продольному направлению профилированного тела 152, тупой угол (в данном случае примерно 135°) в каждом случае по отношению к соседней боковой стенке 154, 156, и острый угол (в данном случае примерно 55°) по отношению к внутренней стенке 160, совместно со стеклянными полотнами 102, 104 создан в каждом случае объем, в поперечном сечении приблизительно в форме треугольника, который может принимать вторичный герметизирующий состав 106.
В поперечном сечении объемы в форме треугольника позволяют, по отношению к монтажному положению дистанционной рамки 50 в стеклопакете 10 на фиг. 1, реализацию значительно больших контактных поверхностей вторичного герметизирующего состава 106 как на стороне стеклянных полотен 102, 104, так и на стороне дистанционной рамки 150 таким образом, что обеспечено достижение значительно улучшенного запечатывания краевого участка стеклопакета 100.
Кроме того, дистанционная рамка 150 включает в себя простирающийся от первой боковой стенки 154 ко второй боковой стенке 156 устойчивый к диффузии пара барьер 170, который изготовлен из листового материала и плохо проводит тепло. Устойчивый к диффузии пара барьер 170 расположен между свободными концами 162, 164 боковых стенок 154, 156 по существу параллельно внутренней стенке 160, и отстоит от нее.
Дистанционная рамка 150 включает в себя отстоящую от внутренней стенки 160 внешнюю стенку 180, причем внешняя стенка 180 включает в себя в первом варианте осуществления первый и второй стенные участки 182, 184, которые расположены с параллельным удалением друг от друга. Первый и второй стенные участки 182, 184 соединены с соответствующими свободными концами 162, 164 первой или же второй боковой стенки 154, 156, и простираются от соответствующей боковой стенки 154, 156 и по направлению друг к другу. Первый и второй стенные участки 182, 184 расположены в направлении, по существу параллельном внутренней стенке 160.
Первый и второй стенные участки 182, 184, предпочтительно, имеют по существу одинаковую протяженность поперечно продольному направлению дистанционной рамки 100 и являются по существу плоскими.
Посредством пунктирной линии 186 представлено обозначение второго варианта осуществления внешней стенки 180. В этом варианте осуществления внешняя стенка 180 выполнена монолитной, и простирается от отогнутой конечной области 166 первой боковой стенки 154 к отогнутой конечной области 168 второй боковой стенки 156. Она расположена по существу параллельно внутренней стенке 160.
Согласно этому варианту осуществления внешняя стенка 180 имеет несколько регулярно расположенных проходных отверстий (не показаны на фиг. 2). Возможные варианты осуществления внешней стенки 180 представлены более подробно на фиг. 7А-7В, а также на фиг. 8-10.
Устойчивый к диффузии пара барьер 170 расположен с прилеганием к внешней стенке 180, и простирается над областями боковых стенок 154, 156 и прилегает к ним снаружи. Барьер в предпочтительном варианте осуществления детально показан на фиг. 2А.
Профилированное тело 152 совместно с устойчивым к диффузии пара барьером 170 охватывает полость 190. Эта полость 190 посредством регулярно расположенных перфорационных отверстий 192 во внутренней стенке 160 соединена с промежутком 108 между полотнами.
Полость 190 во встроенном состоянии дистанционной рамки 150 в стеклопакете 100 может размещать осушитель, который имеет возможность связывания влажности или же водяного пара из промежутка 108 между полотнами.
Первый пластиковый материал, с использованием которого профилированное тело 152, предпочтительно, изготовлено монолитной, является в данном случае полипропиленом (ПП), и, предпочтительно, имеет содержание стекловолокна 40% по массе. Пластиковый материал, предпочтительно, является вспененным, вследствие чего, могут быть компенсированы увеличенная за счет содержания стекловолокна масса и увеличенная за счет содержания стекловолокна теплопроводность. Прежде всего, первый пластиковый материал выполнен закрыто-пористым.
Фиг. 2А показывает отмеченный на фиг. 2 как 2А фрагмент. Возможный вариант осуществления трехслойной полимерной пленки 171 показан в качестве устойчивого к диффузии пара барьера 170 дистанционной рамки согласно изобретению в поперечном сечении перпендикулярно продольному направлению дистанционной рамки 150. Кроме того, представлен герметизирующий состав 106, посредством которого стеклянные полотна 102, 104 и дистанционная рамка 150 в показанном на фиг. 2 монтажном положении склеены друг с другом в стеклопакет 100.
Устойчивый к диффузии пара барьер 170, предпочтительно, неразъемно соединен с боковыми стенками 154, 156 и с внешней стенкой 180.
Полимерная пленка 171 имеет в данном случае три слоя 172, 173, 174, которые выполнены из полиэтилентерефталата (ПЭТ) в каждом случае с толщиной примерно 12 мкм. Располагающийся внутри обращенный от герметизирующего состава 106 слой 172 и располагающийся снаружи обращенный к герметизирующему составу 106 слой 174 полимерной пленки 171 имеют соответственно с двух сторон образованный посредством металлизации слой 175. Располагающийся внутри слой 173 полимерной пленки 171 имеет с одной стороны образованный посредством металлизации слой 175. Образованные посредством металлизации слои 175 выполнены в данном случае из алюминия с толщиной примерно 80 нм.
Предпочтительно, изготовленный из плохо проводящего тепло листового материала устойчивый к диффузии пара барьер 170 изготовлен из листового материала, отличного от первого пластикового материала.
Однако согласно изобретению предполагается возможным, что устойчивый к диффузии пара барьер 170 или слои 172, 173, 174 образованного в виде полимерной пленки 171 устойчивого к диффузии пара барьера 170 изготовлены из листового материала, который является по существу идентичным первому пластиковому материалу профилированного тела 152 (предпочтительно, ПП).
Альтернативно полипропилену, слои 172, 173, 174 полимерной пленки 171 и профилированное тело 152 могут быть изготовлены, например, из полиэтилентерефталата (ПЭТ).
Образованные посредством металлизации слои располагающегося внутри слоя 173 полимерной пленки (среднего слоя) и располагающегося снаружи слоя 174 в данном случае непосредственно граничат друг с другом, и, при необходимости, соединены друг с другом с помощью (непоказанного) клеевого слоя.
Согласно изобретению также является возможным, что все три слоя 172, 173, 174 имеют с двух сторон образованный посредством металлизации слой 175 таким образом, что как между обращенным от герметизирующего состава слоем 172 и располагающимся внутри средним слоем 173 полимерной пленки 171, так и между обращенным к герметизирующему составу слоем 174 и располагающимся внутри средним слоем полимерной пленки 173 в каждом случае два образованные посредством металлизации слоя 175 граничат друг с другом или прилегают друг к другу (не показано).
При наличии граничащих друг с другом или прилегающих друг к другу образованных посредством металлизации слоев 175 вероятность того, что два газопроницаемых вакантных места в различных слоях перекрывают друг друга, является минимальной. Вследствие этого, вероятность того, что молекулы газа на их непосредственном пути через перекрывающие друг друга дефектные места, проходят через оба граничащих друг с другом образованных посредством металлизации слоя 175, является в значительной мере уменьшенной, а барьерный эффект устойчивого к диффузии пара барьера 170 является максимальным. За счет этого реализован принцип «извилистого контура».
Кроме того, газопроницаемые дефектные места в образованном посредством металлизации слое 175 являются, прежде всего, закрытыми или уплотненными посредством смежного образованного посредством металлизации слоя.
Внешний образованный посредством металлизации слой 175 обращенного к вторичному герметизирующему составу 106 слоя 174 делает возможной улучшенную прилипаемость между полимерной пленкой 171 и герметизирующим составом 106 по сравнению с полимерной пленкой без располагающегося снаружи образованного посредством металлизации слоя.
Внешний образованный посредством металлизации слой 175, предпочтительно, имеет, по меньшей мере, частичное поверхностное окисление (не показано), которое создает защиту от коррозии и царапин, и таким образом делает возможным более длительное хранение полимерной пленки 171.
Отдельные слои 172, 173, 174 полимерной пленки 171, которые в данном случае имеют покрытия в форме образованных посредством металлизации слоев 175, неразъемно соединены друг с другом, предпочтительно, с помощью (непоказанного) клеевого слоя. Клеевой слой, предпочтительно, имеет толщину примерно 4 мкм или менее, прежде всего толщину примерно 3 мкм или менее.
Описанная на фиг. 2А конструкция устойчивого к диффузии пара барьера 170 равным образом подходит для представленного в связи с фиг. 1 устойчивого к диффузии пара барьера 70.
Фиг. 3 показывает другую форму выполнения дистанционной рамки согласно изобретению в поперечном сечении перпендикулярно продольному направлению дистанционной рамки 200. Профилированное тело 202 дистанционной рамки 200 включает в себя первую и вторую расположенные параллельно друг другу боковые стенки 204, 206 со свободными концами 212, 214, которые имеют отогнутые конечные области 232, 234, а также простирающуюся между первой боковой стенкой 204 и второй боковой стенкой 206 внутреннюю стенку 210.
Согнутые конечные области 232, 234 выполнены, как и на фиг. 2 (ср. 166, 168), с наклоном друг против друга, и имеют в данном случае тупой угол примерно 140° по отношению, в каждом случае, к соседней боковой стенке 204, 205.
С удалением от внутренней стенки 210 между отогнутыми конечными областями 232, 234 по существу в параллельном ей направлении простирается устойчивый к диффузии пара барьер 220, который выполнен из листового материала. Устойчивый к диффузии пара барьер 220 простирается над областями боковых стенок 204, 206, равно как, над примыкающими к боковым стенкам 204, 206 отогнутыми конечными областями 232, 234, и прилегает к ним снаружи.
В данном случае устойчивый к диффузии пара барьер 220 изготовлен из ультратонкой стеклянной ленты и имеет толщину примерно 70 мкм. Она интегрирована заподлицо в профилированное тело 202 в областях боковых стенок 204, 206.
Изготовленный из ультратонкой стеклянной ленты устойчивый к диффузии пара барьер 220, предпочтительно, имеет минимальный радиус изгиба примерно 7 мм.
Профилированное тело 202 и устойчивый к диффузии пара барьер 220 охватывают полость 240, которая может принимать осушитель в смонтированном в стеклопакет (не показано) состоянии.
Осушитель может впитывать водяной пар или же влажность из образованного из переработанной в раму дистанционной рамки и стеклянных полотен промежутка между полотнами (не показан), и таким образом делает возможным свободный от водяного пара промежуток между полотнами. Контакт между заполненной осушителем полостью 240 дистанционной рамки 200 и промежутком между полотнами обеспечен перфорационными отверстиями 242 во внутренней стенке 210, которые выполнены во внутренней стенке 210 расположенными в регулярном порядке вдоль продольного направления дистанционной рамки 200.
Направленный к промежутку между полотнами слой 244 внутренней стенки 210 дистанционной рамки 200 находится в поле зрения наблюдателя стеклопакета (не показано). Этот видимый в промежутке между полотнами слой 244 профилированного тела 202, предпочтительно, изготовлен из окрашенного пластикового материала, в данном случае, из гомополимера полипропилена (ПП). Остальное профилированное тело 202 в данном случае изготовлена из сополимера полипропилена (ПП).
Окрашенный слой 244 обычно изготавливается совместно с остальной профилированным телом 202 способом совместной экструзии. Окрашенный слой 244 делает возможным дополнительную оптимизацию внешнего вида дистанционной рамки 200.
Альтернативно, все профилированное тело 202 может быть изготовлено, прежде всего, из рециклата, прежде всего поликарбоната или ПЭТ.
Данная форма выполнения дистанционной рамки согласно изобретению 200 имеет первый и второй элементы 246, 248 усиления. Элементы 246, 248 усиления расположены параллельно продольному направлению дистанционной рамки 200 во внутренней стенке 210.
Первый элемент 246 усиления расположен на первом участке внутренней стенки 210, смежно первой боковой стенке 204. Второй элемент 248 усиления расположен на втором участке внутренней стенки 210, смежно второй боковой стенке 206, причем элементы 246, 248 усиления поддерживают расстояние от их центра или же от их геометрического центра тяжести параллельно внутренней стенке 210 до соответствующей боковой стенки 204, 206, которое расстояние задано по отношению к расстоянию между первой и второй боковой стенками 204, 206. Расстояние элементов 246, 248 усиления до соответствующей боковой стенки 204, 206 соответствует в данном случае примерно 15% расстояния между боковыми стенками 204, 206.
Элементы 246, 248 усиления выполнены в форме проволоки, и обычно имеют рифленую поверхность (не показано). Тем самым улучшена прилипаемость к пластиковому материалу профилированного тела 202, причем элементы 246, 248 усиления могут быть интегрированы в первый пластиковый материал, прежде всего устойчивым к толкающему усилию образом.
Внутренняя стенка 210 имеет в области элементов 246, 248 усиления первый и второй выступы 250, 252, которые простираются в направлении охватываемой дистанционной рамкой полости 240. Посредством этих выступов 250, 252 минимизирована опасность выхода элементов 246, 248 усиления из профилированного тела 202 в процессе изгибания дистанционной рамки в раму.
Профилированное тело 202 в областях, в которых отогнутые конечные области 232, 234 примыкают к боковым стенкам 204, 206, на стороне полости 240 имеет места сочленения в форме пазов 254, 256, которые улучшают характеристики изгиба дистанционной рамки.
Для дальнейшего улучшения холодногибочных характеристик в отогнутые конечные области 232, 234 факультативно могут быть встроены дополнительные элементы 260, 262 усиления, которые, при необходимости, могут быть выполнены в виде элементов 246, 248 усиления в форме проволоки с несколько меньшим диаметром.
Устойчивый к диффузии пара барьер 220 может быть, как схематически показано на фиг. 3А и 3Б, дополнительно модифицирован с помощью элементов 264, 266 или же 268, 270 усиления, которые могут быть выбраны из таких материалов, как проволочные материалы, стекловолоконные пучки, фитильная пряжа и т.д. Например, как показано на фиг. 3А или же 3Б, на основании устойчивых к диффузии пара барьеров 220' или же 220'', расположенных в форме меандра или в зигзагообразном рисунке, предпочтительно, на обращенной к полости 240 стороне устойчивого к диффузии пара барьера 220' или же 220''. Обычно, эти элементы 264, 266 или же 268, 270 усиления могут быть наклеены на поверхность устойчивого к диффузии пара барьера 220' или же 220''.
Прежде всего, устойчивый к диффузии пара барьер 220 имеет элемент жесткости, который, предпочтительно, включает в себя ткань для улучшения жесткости скручивания (не показано).
Фиг. 4 показывает другую форму выполнения дистанционной рамки согласно изобретению 300 в поперечном сечении перпендикулярно ее продольному направлению. Дистанционная рамка 300 включает в себя профилированное тело 302 с расположенными параллельно друг другу первой и второй боковыми стенками 304, 306, которые в каждом случае снабжены свободными концами 312, 314, которые имеют отогнутые конечные области 332, 334, а также внутреннюю стенку 310, которая простирается между боковыми стенками 304, 306.
Кроме того, дистанционная рамка 300 включает в себя устойчивый к диффузии пара барьер 320, который простирается от первой боковой стенки 304 над отогнутыми конечными областями 332, 334 ко второй боковой стенке 306. Профилированное тело 302 выполнено подобно представленной на фиг. 3 профилированного тела.
Устойчивый к диффузии пара барьер 320 в данном случае изготовлен из ультратонкой стеклянной ленты и имеет толщину примерно 30 мкм.
Профилированное тело 302 и устойчивый к диффузии пара барьер 320 охватывают полость 340, которая во встроенном состоянии дистанционной рамки в стеклопакете сообщена посредством перфорационных отверстий 342 во внутренней стенке 310 с образованным стеклянными полотнами и дистанционной рамкой промежутком между полотнами (не показано). Перфорационные отверстия 342 расположены периодическим образом в продольном направлении дистанционной рамки 300.
Полость 340 во встроенном в стеклопакет состоянии дистанционной рамки 300, предпочтительно, принимает осушитель, который может впитывать водяной пар и/или влажность из промежутка между полотнами стеклопакета. Водяной пар и/или влажность попадают в заполненную осушителем полость 340 посредством перфорационных отверстий 342.
В данном случае, изготовленное из полипропилена (ПП) профилированное тело обычно изготавливается способом экструзии. Профилированное тело, предпочтительно, является вспененным, и особо предпочтительно, имеет содержание непрерывного стекловолокна 40% по массе. Пластиковый материал профилированного тела 302 факультативно является окрашенным в видимом в промежутке между полотнами слое 344.
Во внутренней стенке 310 имеются в наличии в продольном направлении дистанционной рамки 300 проволокообразные, выполненные в виде плоской проволоки, элементы 346, 348 усиления. В области элементов 346, 348 усиления внутренняя стенка 310 имеет простирающиеся в направлении полости 340 выступы 350, 352 с увеличенной толщиной стенки.
Большая толщина стенки, предпочтительно, соответствует примерной сумме толщины элементов 346, 348 усиления, измеренной перпендикулярно поверхности внутренней стенки 310, и толщины соседних областей внутренней стенки 310.
Кроме того, в областях, в которых отогнутые конечные области 332, 334 примыкают к боковым стенкам 304, 306, со стороны полости выполнены места сочленения в форме пазов 354, 356. Пазы уменьшают деформацию боковых стенок 304, 306 при изгибании рамы в угловых областях и, таким образом, противодействуют уменьшению поверхности прилегания между стеклянными полотнами и дистанционной рамкой 200.
В том случае, когда дистанционная рамка, как показано на фиг. 4 штрихпунктирной линией, включает в себя замкнутую внешнюю стенку 330, может быть выгодным, когда внешняя стенка 330 в направленных параллельно внутренней стенке 310 областях, которые лежат напротив принимающих элементы 346, 348 усиления областей внутренней стенки 310, имеет соответственно углубление 360, 362, которое выполнено в каждом случае комплементарным большей толщине выступов 350, 352 внутренней стенки 310, и предпочтительно, соответствует половине толщины элементов 346, 348 усиления.
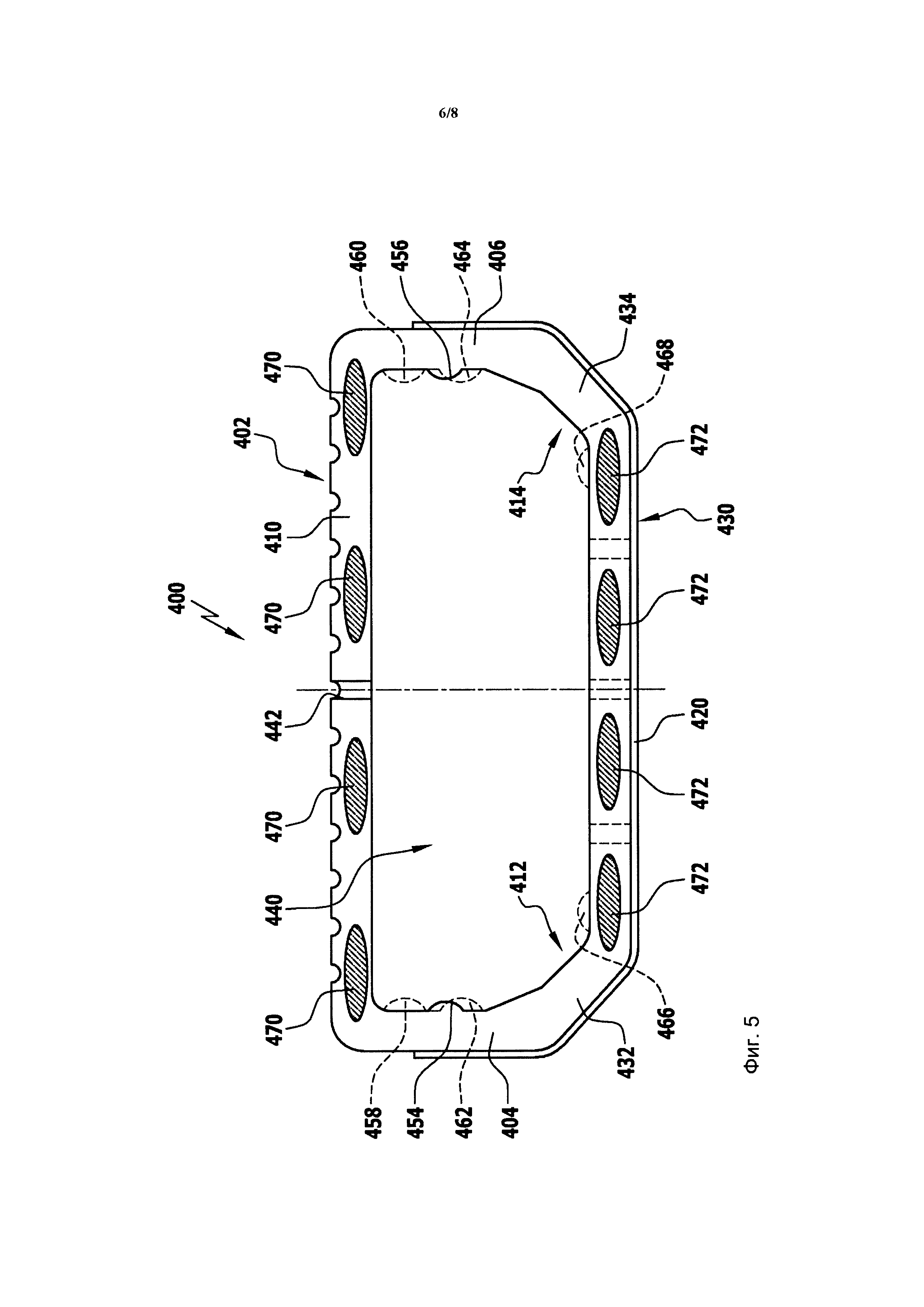
Фиг. 5 показывает другую форму выполнения дистанционной рамки согласно изобретению 400 в поперечном сечении перпендикулярно ее продольному направлению. Дистанционная рамка 400 включает в себя профилированное тело 402 с расположенными параллельно друг другу первой и второй боковыми стенками 404, 406 со свободными концами 412, 414, простирающуюся от первой боковой стенки 404 вплоть до второй боковой стенки 406 внутреннюю стенку 410, а также простирающуюся от первой боковой стенки 404 ко второй боковой стенке 406 монолитную внешнюю стенку 430, которая расположена параллельно внутренней стенке 410 и с удалением от нее. Свободные концы 412, 414 первой и второй боковых стенок 404, 406 имеют отогнутые конечные области 432, 434, которые выполнены с наклоном друг относительно друга.
Дистанционная рамка 400 включает в себя, кроме того, устойчивый к диффузии пара барьер 420, который простирается от первой боковой стенки 404 над отогнутыми конечными областями 432, 434 и внешней стенкой 430 ко второй боковой стенке 406, прилегает к ней снаружи, и расположен в области между отогнутыми конечными областями 432, 434 по существу параллельно внутренней стенке 410 и с удалением от нее.
Устойчивый к диффузии пара барьер 420, предпочтительно, изготовлен из трехслойной полимерной пленки из полиэтилентерефталата (ПЭТ), причем внешние слои имеют соответственно с двух сторон, а средний слой с одной стороны, образованный посредством металлизации слой из алюминия с толщиной в каждом случае примерно 80 нм. Слои полимерной пленки имеют соответственно толщину примерно 12 мкм.
Профилированное тело 402 охватывает полость 440, которая имеет возможность сообщения посредством периодически расположенных перфорационных отверстий 442 во внутренней стенке 410 с промежутком между полотнами (не показано). Промежуток между полотнами во встроенном состоянии в стеклопакете охвачен дистанционной рамкой и стеклянными полотнами.
В данном случае, профилированное тело 402 изготавливается из полипропилена (РР) и обычно изготавливается монолитным способом экструзии.
Профилированное тело 402 имеет во внутренней стенке 410 и во внешней стенке 430 расположенные параллельно продольному направлению дистанционной рамки 400 элементы усиления, в данном случае, в форме волоконных жгутов или фитильной пряжи 470, 472, которые в данном случае выполнены эллиптическими в поперечном сечении.
Элементы 470, 472 усиления могут быть размещены во внешней стенке 430 или между внешней стенкой 430 и устойчивым к диффузии пара барьером 420 в показанном на фиг. 3А и 3Б порядке. При этом в данном случае, обычно применяются только два элемента усиления вместо четырех.
Монолитная внешняя стенка, такая как внешняя стенка 430 на фиг. 5, соответственно изобретению имеет регулярно расположенные проходные отверстия, которые показаны в данном случае лишь посредством пунктирных линий. Возможные варианты монолитной внешней стенки с проходными отверстиями дистанционной рамки согласно изобретению более подробно представлены на фиг. 7А-7В, а также на фиг. 8-10.
Имеющиеся (показанные пунктирными линиями) проходные отверстия во внешней стенке могут быть без затруднений выполнены между волоконными жгутами 472 во внешней стенке 430, например, в форме прорезей.
В данном случае четыре волоконных жгута 470, 472 в каждом случае расположены регулярным образом во внутренней стенке 410 и во внешней стенке 430, причем четыре волоконных жгута 472 расположены во внешней стенке 430 направленными, при рассмотрении в поперечном сечении перпендикулярно продольному направлению дистанционной рамки 400, в каждом случае по вертикали относительно четырех волоконных жгутов 470 во внутренней стенке 410.
Кроме того, профилированное тело 402 имеет в областях, в которых боковые стенки 404, 406 переходят в отогнутые конечные области 432, 434 увеличенную к полости 440 толщину стенки.
Кроме того, профилированное тело 402 имеет в боковых стенках 404, 406 параллельные продольному направлению дистанционной рамки 400 и простирающиеся к полости, выполненные в форме ребер выступы 454, 456. По отношению к высоте дистанционной рамки 400 от внешней стенки 430 к внутренней стенке 410, выполненные в форме ребер выступы 454, 456 в боковых стенках 404, 406 в каждом случае расположены примерно на 65% высоты. Выполненные в форме ребер выступы, прежде всего в комбинации с увеличенной толщиной стенки, обеспечивают возможность приспосабливания переработанной в раму дистанционной рамки 400 к обычным угловым соединительным деталям, которые могут удерживаться в угловых областях в полости 440 в зажимном соединении.
При помощи пунктирных линий представлены другие варианты осуществления, согласно которым могут быть расположены выполненные в форме ребер выступы 458, 460, 462, 464, 466, 468. В этом варианте осуществления два выполненных в форме ребер выступа 458, 460 в поперечном сечении перпендикулярно продольному направлению дистанционной рамки 400 дополнительно выполнены в направлении к полости 440 в боковых стенках 404, 406 в областях, в которых соответствующая боковая стенка 404, 406 примыкает к внутренней стенке 410.
Два других выполненных в форме ребер выступа 462, 464 в направлении к полости 440 расположены на соответствующей боковой стенке 404, 406 в областях, в которых соответствующая боковая стенка 404, 406 примыкает к области с увеличенной толщиной стенки.
Дополнительно или альтернативно, два других выполненных в форме ребер выступа 466, 468 в направлении к полости 440 могут быть расположены на внешней стенке 430 в каждом случае в областях, в которых внешняя стенка 430 примыкает к соответствующему отогнутому участку 432, 434 стенки.
Эти другие варианты осуществления, в которых могут быть расположены выполненные в форме ребер выступы 458, 460, 462, 464, 466, 468 в комбинации с областями с увеличенной толщиной стенки делают возможным приспосабливание внутреннего контура полости 440 к существующим угловым соединительным деталям таким образом, что угловые соединительные детали могут быть удержаны в полости 440 в зажимном соединении, и могут, таким образом, способствовать стабилизации выполненной из дистанционной рамки согласно изобретению 400 рамы в угловых областях.
Альтернативно, рама может быть также изготовлена из дистанционной рамки 400 посредством холодной гибки, причем в этом случае для закрытия рамы используют продольный соединитель, который может быть применен в полости 440 дистанционной рамки 400 с силовым замыканием аналогично вышеупомянутым угловым соединительным деталям.
Фиг. 6 показывает на виде сверху вдоль продольного направления L дистанционной рамки возможный вариант осуществления представленной на фиг. 2 внешней стенки 180 дистанционной рамки согласно изобретению. Продольное направление L представлено посредством стрелки. Внешняя стенка 180 включает в себя первый и второй стенные участки 182, 184. Первый и второй стенные участки 182, 184 отстоят друг от друга, и выполнены параллельно внутренней стенке (не представлено).
Между стенными участками 182, 184 выполнено отверстие, площадь которого составляет в данном случае примерно 30% по отношению к общей площади внешней стенки 180.
Фиг. 7А-7В показывают другие варианты осуществления показанной на фиг. 2 внешней стенки дистанционной рамки согласно изобретению на виде сверху.
Фиг. 7А показывает вариант осуществления внешней стенки дистанционной рамки согласно изобретению, в котором внешняя стенка 180I выполнена монолитной, и имеет регулярно расположенные проходные отверстия 191 в форме периодически расположенных в ряду прорезей, продольное направление которых направлено параллельно продольному направлению L дистанционной рамки. В областях проходных отверстий 191 в форме прорезей полость 190 замкнута только посредством прилегающего снаружи к внешней стенке 180I устойчивого к диффузии пара барьера 170 (не представлен).
Проходные отверстия 191 имеют в данном случае свободную площадь поперечного сечения примерно 30% по отношению к общей площади внешней стенки 180I.
Фиг. 7Б показывает другой вариант осуществления, в котором может быть выполнена внешняя стенка дистанционной рамки согласно изобретению. Внешняя стенка 180II выполнена монолитной, и имеет несколько регулярно расположенных проходных отверстий 192а, 192b. Проходные отверстия 192а, 192b выполнены в форме прорезей, продольные направления которых направлены по существу параллельно продольному направлению дистанционной рамки. Проходные отверстия 192а, 192b в форме прорезей своей продольной протяженностью расположены в двух параллельных рядах, и оба ряда расположены со смещением друг относительно друга. Проходные отверстия 192а, 192b в форме прорезей отдельных рядов в каждом случае расположены на расстоянии в продольном направлении L друг от друга, причем расстояние между двумя проходными отверстиями 192а, 192b в форме прорезей соответствует примерно двойной продольной протяженности проходного отверстия 192а, 192b в форме прорези.
Проходные отверстия 192а, 192b в данном случае имеют свободную площадь поперечного сечения примерно 40% по отношению к общей площади внешней стенки 180II.
Фиг. 7В показывает другой вариант осуществления, в котором может быть выполнена внешняя стенка дистанционной рамки согласно изобретению. Внешняя стенка 180III выполнена монолитной, и имеет периодически расположенные проходные отверстия 193а, 193b. Проходные отверстия 193а, 193b в данном случае выполнены в форме прорезей, и имеют продольную протяженность, которая направлена параллельно продольному направлению дистанционной рамки. Проходные отверстия 193а, 193b расположены в данном случае в двух параллельных рядах, и выполненные в форме прорезей проходные отверстия 193а, 193b рядов расположены со смещением друг относительно друга и с перекрытием в поперечном направлении. Тем самым продлен путь для потока тепла. Проходные отверстия 193а, 193b в форме прорезей отдельных рядов в каждом случае расположены в продольном направлении L на расстоянии друг от друга, которое соответствует примерной продольной протяженности проходного отверстия 193а, 193b в форме прорези.
Проходные отверстия 193а, 193b имеют в данном случае свободную площадь поперечного сечения примерно 45% по отношению к общей площади внешней стенки 180III.
Фиг. 8 показывает другой вариант осуществления, в котором может быть выполнена внешняя стенка дистанционной рамки согласно изобретению. Внешняя стенка 180IV выполнена монолитной, и имеет регулярно расположенные проходные отверстия 194а, 194b. Проходные отверстия 194а, 194b имеют круглое поперечное сечение, и расположены в двух параллельных рядах, которые расположены параллельно продольному направлению L дистанционной рамки. Проходные отверстия 194а, 194b с поперечным сечением в форме круга рядов расположены со смещением друг относительно друга.
Проходные отверстия 194а, 194b имеют в данном случае свободную площадь поперечного сечения примерно 45% по отношению к общей площади внешней стенки 180IV.
Фиг. 9 показывает другой вариант осуществления, в котором может быть выполнена внешняя стенка дистанционной рамки согласно изобретению. Внешняя стенка 180V выполнена монолитной, и имеет регулярно расположенные проходные отверстия 195. Проходные отверстия 195 выполнены в форме прорезей, причем их продольное направление направлено перпендикулярно продольному направлению L дистанционной рамки. Проходные отверстия 195 в форме прорезей расположены в продольном направлении L дистанционной рамки на расстоянии друг от друга, и имеют в продольном направлении дистанционной рамки ширину, которая соответствует расстоянию между двумя проходными отверстиями 195 в продольном направлении.
Проходные отверстия 195 имеют в данном случае свободную площадь поперечного сечения примерно 45% по отношению к общей площади внешней стенки 180V.
Фиг. 10 показывает другой вариант осуществления, в котором может быть выполнена внешняя стенка дистанционной рамки согласно изобретению. Внешняя стенка 180VI выполнена монолитной, и имеет регулярно расположенные проходные отверстия 196а, 196b. Проходные отверстия 196а, 196b выполнены в данном случае в поперечном сечении в форме треугольника, причем попеременным образом, параллельная продольному направлению сторона одного проходного отверстия 196а, 196b в форме треугольника обращена в направлении первой боковой стенки (не показано), а сторона другого отверстия обращена в направлении второй боковой стенки (не показано). Лежащая напротив стороны вершина проходного отверстия 196а, 196b в форме треугольника обращена в каждом случае в направлении другой боковой стенки.
Проходные отверстия 196а, 196b имеют в данном случае свободную площадь поперечного сечения примерно 60% по отношению к общей площади внешней стенки 180VI.
Реферат
Для обеспечения дистанционной рамки для стеклопакетов, которая имеет высокую степень сопротивления теплопередаче и которая, кроме того, может быть изготовлена экономичным образом, предлагается, что дистанционная рамка включает в себя изготовленное с использованием первого пластикового материала профилированное тело, которое имеет, по существу, П-образное поперечное сечение с первой и второй расположенными параллельно друг другу боковыми стенками соответственно со свободным концом и простирающуюся между первой и второй боковыми стенками внутреннюю стенку, а также простирающийся от свободного конца первой боковой стенки до свободного конца второй боковой стенки, изготовленный из плохо проводящего тепло листового материала устойчивый к диффузии пара барьер, причем первая и вторая боковые стенки имеют соответственно свободный конец, который отстоит от внутренней стенки, причем устойчивый к диффузии пара барьер простирается, по существу, параллельно внутренней стенке и с удалением от нее. Профилированное тело совместно с устойчивым к диффузии пара барьером охватывают полость, в которой, при необходимости, может быть размещен осушитель. 2 н. и 36 з.п. ф-лы, 15 ил.
Комментарии