Способ приготовления катализатора для получения алкиленоксида - RU2073564C1
Код документа: RU2073564C1
Чертежи

















Описание
Изобретение относится к области гетерогенного катализа и касается способа приготовления серебряного катализатора на подложке для получения алкиленоксида эпоксидированием алкенов в газовой фазе.
В европейском патенте N 0241391 (и соответствующем ему патенте США N 4717703) описан способ приготовления катализатора для получения алкиленоксида эпоксидированием алкенов в газовой фазе, включающий нанесение серебра на носитель путем пропитки носителя α-оксида алюминия с удельной поверхностью не менее 0,7 м2/г и объемом пор не менее 0,5 см3/г раствором соединения серебра, удаление избытка раствора, пропитку вторым раствором, содержащим дополнительное количество соединения серебра, обработку пропитанного носителя в условиях, при которых соединение серебра превращается в металлическое серебро.
Данное изобретение решает задачу приготовления катализатора "серебро на подложке" с повышенным содержанием серебра, применяемого для получения алкиленоксида эпоксидированием алкенов в газовой фазе и обладающего повышенным сроком сохранения высокой производительности.
Указанная задача согласно изобретению решается тем, что при осуществлении нанесения серебра на носитель путем многократной пропитки носителя - альфа-окиси алюминия с удельной поверхностью не ниже 0,7 м2/2 и объемом пор не менее 0,5 см3/2 растворами соединений серебра осуществляют после каждой пропитки обработку пропитанного носителя в условиях, при которых соединение серебра превращается в металлическое серебро, при этом пропитку носителя раствором, содержащим дополнительное количество соединения серебра, повторяют до достижения содержания металлического серебра на носителе от 30 до 60 мас. от общей массы катализатора.
Таким образом, при приготовлении катализатора согласно изобретению носитель из альфа-окиси алюминия с удельной поверхностью не менее 0,7 м2/г и объемом пор не менее 0,5 см3/г пропитывают первым пропитывающим раствором, содержащим растворенное соединение серебра, затем отделенный от пропитывающего раствора носитель, содержащий соединение серебра, обрабатывают в условиях, при которых серебро на носителе превращается в металлическое, далее носитель, содержащий металлическое серебро, пропитывают вторым пропитывающим раствором, содержащим дополнительное соединение серебра, затем отделенный от второго пропитывающего раствора носитель, содержащий металлическое серебро и дополнительное соединение серебра, обрабатывают в условиях, при которых серебро из дополнительного соединения превращается в металлическое, и при необходимости повторяют пропитку раствором, содержащим дополнительное соединение серебра, и последующее превращение серебра из этого соединения в металлическое до достижения содержания металлического серебра на носителе от 30 до 60 мас. от общей массы катализатора.
Предпочтительно минимум один из пропитывающих растворов содержит минимум один промотор, выбранный из группы щелочных металлов, с концентрацией, достаточной для получения готового катализатора, содержащего промотор в виде металла в количестве от 0,03 до 0,6 мас. от общего веса катализатора. Более предпочтительно, что минимум один промотор содержится только в последнем пропитывающем растворе соединения серебра.
Предпочтительно перед и/или после пропитывания носителя раствором соединения серебра и образования металлического серебра носитель обрабатывают раствором соединения промотора.
Предпочтительно также, что концентрация соединения серебра во втором пропитывающем растворе выше, чем в первом пропитывающем растворе.
При необходимости после пропитывания носителя первым пропитывающим раствором и перед превращением серебра из этого раствора в металлическое носитель промывают подходящим растворителем для удаления окклюдированного соединения серебра.
Согласно изобретению носитель может иметь морфологию пластинчатого типа.
Носитель может содержать фторсодержащее соединение. При этом носитель, содержащий фторсодержащее соединение, может иметь морфологию пластинчатого типа.
Предпочтительно промотор включает галогениды и/или оксианионы серы или молибдена.
Окислы алкиленов, полученные с использованием катализаторов настоящего
изобретения, характеризуются структурной формулой

где каждый из R1 и R2 низший алкил, например метил или этил, или, предпочтительнее, водородный атом. По наиболее предпочтительному варианту алкиленоксид должен представлять собой окись этилена. Такие окислы этилена получают из соответствующего алкена, то есть из соединения формулы R1HC=CHR2 . С целью упрощения нижеследующее обсуждение изложено со ссылкой на окись этилена и этилен.
Катализаторы настоящего изобретения характеризуются содержанием серебра в количестве более приблизительно 0,2 г на каждый кубический сантиметр готового катализатора (упакованного в трубчатом реакторе), причем это серебро нанесено на подложку, удельная поверхность которой превышает 0,7 м2/г, а объем пор составляет по меньшей мере 0,5 смм3/г. Объем пор таких носителей, измеренный по обычной методике абсорбции воды, составляет по меньшей мере приблизительно 0,5 см3/г, обычно в интервале примерно от 0,5 до 0,2 см3/г, предпочтительнее более примерно 0,55 см3/г, а наиболее предпочтительно приблизительно от 0,6 до 0,8 см3/г.
Подложку или носитель, используемый для таких катализаторов, можно выбрать из пористых огнеупорных каталитических носителей или материалов подложек, которые считаются относительно инертными в присутствии сырья процессов эпоксидирования алкенов и продуктов в реакционных условиях. Это могут быть, например, альфа-окись алюминия, карбид кремния, двуокись кремния, окись циркония, окись магния и различные глины. Предпочтительными носителями являются частицы альфа-окиси алюминия, часто связанные между собой связующим агентом и обладающие очень высокой степенью частоты, то есть содержащие по меньшей мере 98 мас. альфа-окиси алюминия, причем все остальные компоненты материала представляют собой окись алюминия в другой фазе, двуокись кремния, окислы щелочных металлов (например, окись натрия) и следы других металлсодержащих и/или неметаллсодержащих добавок и примесей. В настоящее время в технике доступно самое широкое разнообразие таких носителей.
Соседний диаметр пор вышеуказанных носителей находится в интервале приблизительно от 1 до 50 мкм, предпочтительнее в интервале примерно от 1 до 25 мкм, а наиболее предпочтительно в интервале приблизительно от 3 до 20 мкм. Такие носители могут характеризоваться мономодальным, бимодальным или мультимодальным распределением пор.
Часто выгодные носители характеризуются распределением пор, которое приведено в табл. А.
Кислотность поверхности носителя, как ее определяют по необратимой сорбции аммиака при температуре 100oC, часто составляет менее приблизительно 2, предпочтительнее менее примерно 1,5, а часто приблизительно от 0,05 до 1,0 мкмоль/г носителя.
В соответствии с настоящим изобретением носитель должен состоять из матрицы, в которой по меньшей мере приблизительно 50% от общего числа частиц носителя, размеры которых превышают приблизительно 0,1 мкм, обладают по меньшей мере одной практически плоской основной поверхностью, которая может характеризоваться как обладающая морфологией пластинчатого или чешуйчатого типа. У некоторых частиц имеются две или в некоторых случаях больше плоских поверхностей. Основной размер существенной части частиц, обладающей морфологией пластинчатого типа, составляет менее приблизительно 50 мкм, предпочтительнее менее примерно 50 мкм, предпочтительнее менее примерно 20 мкм. В том случае, когда в качестве материала подложки используют альфа-окись алюминия, частицы пластинчатого типа часто характеризуются морфологией, которая по форме приближает их к шестиугольным пластинкам.
В соответствии с настоящим изобретением носитель, характеризуется ли он морфологией пластинчатого типа или нет, может содержать фторсодержащее вещество. Носители, включающие в себя фторсодержащие вещества, способствуют, по-видимому, улучшению эксплуатационных свойств, в частности стойкости, катализатора. Фторсодержащий материал обычно вводят в носитель в том виде, в котором его получают, причем по предпочтительному варианту он должен обладать некоторой летучестью или способностью улетучиваться при прокаливании. Класс приемлемых для использования фторсодержащих материалов охватывает, не ограничиваясь только ими, трифторид алюминия, фторид аммония, фтористоводородную кислоту и дихлордифторметан.
Независимо от характера используемой подложки или носителя предпочтительнее его формовать в виде частиц: гранул, колечек, сфер или цилиндров такого размера, который приемлем для использования в реакторах с неподвижным слоем. Обычные промышленные реакторы для получения окиси этилена с неподвижными слоями, как правило, представляют собой множество параллельных удлиненных трубок (в соответствующем кожухе) с внешним диаметром приблизительно 17,8-68,6 мм, внутренним диаметром 12,7-63,5 мм и длиной 4,6-13,7 м, заполненных катализатором. В таких реакторах желательно использовать подложку, которой придана закругленная форма, в частности в виде сфер, цилиндров, гранул, колец, таблеток и тому подобного, диаметр которых находится в интервале 2,54-20,3 мм.
Что касается любого катализатора на подложке, то оптимальные эксплуатационные характеристики зависят от оптимизации носителя в отношении таких параметров, как его химический состав, удельная поверхность, пористость и удельный объем пор.
Хотя катализаторы можно использовать в самых различных условиях проведения процесса, для определения активности и стабильности были разработаны стандартные технологические условия.
Стандартные условия процесса получения окиси этилена для охарактеризовывания катализаторов настоящего изобретения включают использование стандартного автоклава обратного смешивания с полной газовой рециркуляцией. Условия могут создаваться с некоторыми изменениями в подаче этилена, кислорода и газофазного ингибитора. Проиллюстрировано два случая: условия проведения процесса с воздухом, которые имитируют реактор с обратным смешиванием с типичными условиями, которые создают в промышленных процессах получения окиси этилена типа процессов, в которых для подачи молекулярного кислорода используют воздух, и условия проведения процесса с кислородом, которые имитируют реактор с обратным смешиванием с типичными условиями в промышленных процессах получения окиси этилена, в ходе которых используют молекулярный кислород как таковой. В каждом случае достигается различная эффективность, однако практически для всех случаев существует правило, согласно которому при подаче воздуха в качестве источника кислорода с использованием уменьшенных количеств кислорода и этилена наблюдается эффективность в отношении окиси этилена ниже той, что достигается в случае использования кислорода для подачи в процесс. При создании таких условий используют 2,0 мол. окиси этилена в отходящем газе реактора с соблюдением нижеследующих стандартных условий на входе (табл.Б).
Давление поддерживают постоянным 19,3 кг/см2, а общий расход отходящего потока поддерживают на уровне 0,63 м3/ч при 0oC и давлении в 1 атм. Концентрацию окиси этилена на выходе поддерживают на уровне 2,0 мас. путем регулирования реакционной температуры. Таким образом, температуру (oC) и каталитическую эффективность получают как характеристики, которые описывают эксплуатационные свойства катализатора.
Процедура испытания катализатора, используемая в соответствии с условиями, включает в себя следующие стадии.
1. 80 см3 катализатора загружают в автоклав обратного смешивания. Объем катализатора измеряют в градуированном цилиндре с внутренним диаметром 25,4 мм после неоднократной заливки жидкости в тщательно уложенный катализатор. Объем катализатора поочередно рассчитывают, исходя из плотности паковки носителя в количестве серебра и добавок. Отмечают вес катализатора.
2. Автоклав обратного смешивания нагревают приблизительно до реакционной температуры в токе азота при скорости
подачи, 0,57 м3/ч, с помощью вентилятора,
работающего со скоростью 1500 об/мин. Затем ток азота прекращают и в реактор начинают вводить вышеуказанный поток исходных продуктов. Общий расход
потока отходящего газа регулируют на уровне 0,63
м3/ч. В течение последующих нескольких часов температуру регулируют таким образом, что концентрация окиси этилена в отходящем газе
составляет приблизительно 2,0%
3. Концентрацию
окисла на выходе проверяют в течение последующих 4-6 дней с целью убедиться в том, что катализатор достиг своего устойчивого пикового рабочего
состояния. При этом периодически регулируют температуру
для достижения 2%-ной концентрации окисла на выходе. Таким образом получают селективность катализатора в отношении окиси этилена и
температуры.
При определении повышения эффективности процесс и катализатор должны находиться в стабильных условиях.
По предпочтительному варианту катализатора настоящего изобретения могут содержать по меньшей мере один или несколько промоторов или модификаторов, позволяющих улучшить эксплуатационные характеристики катализатора, например повысить эффективность или понизить выгорание окиси этилена, или воздействовать на активность. Эти промоторы или модификаторы обычно вводят в виде химических соединений.
По предпочтительному варианту катализатор содержит по меньшей мере один или несколько промоторов в количестве, достаточном для повышения эффективности и/или активности катализатора. Класс предпочтительных промоторов охватывает галогениды, например фториды и хлориды, а также оксианионы элементов, отличных от кислорода, с атомными номерами с 5 по 83 групп с 3b по 7b и с 3а по 7а Периодической таблицы элементов. По наиболее предпочтительным вариантам промоторы представляют собой один или несколько окисанионов азота, серы, марганца, тантала, молибдена, вольфрама и рения.
Часто катализатор содержит в качестве катионного промотора щелочной металл и/или щелочно-земельный металл. Примерами щелочных металлов и/или щелочно-земельных металлов являются литий, натрий, калий, рубидий, цезий, бериллий, магний, кальций, стронций и барий. Класс других катионных промоторов включает в себя ионы металлов группы 3b, включая металлы лантанидного ряда. В некоторых примерах промотор представляет собой смесь катионов, например цезия и по меньшей мере одного какого-либо другого щелочного металла, что позволяет добиться синергетического повышения эффективности.
По предпочтительному варианту во многих случаях катализатор должен содержать соль (или соли) оксианиона элемента (отличного от кислорода) с атомным номером от 5 до 83, относящегося к группам с 3b по 7b или с 3а по 7а включительно Периодической системы элементов. Иногда выгодно, как это было установлено, добавлять аниона больше, чем требуется для ассоциирования со всем щелочным или щелочно-земельным металлом, который введен в катализатор. Не известно, почему такой дополнительный анион выгоден в таких ситуациях. Дополнительный анион можно добавить в форме кислоты, аммониевой соли, аминовой соли или тому подобного или же часть щелочного металла и/или щелочно-земельного металла можно добавить в виде соли кислоты, например первичного кислого сульфата цезия.
Концентрация соли (или солей, включая любые соли щелочных и щелочно-земельных металлов) не имеет узкого интервала значений, поэтому может изменяться в широких пределах. Оптимальная концентрация цезиевой соли и других солей в конкретном катализаторе зависит от рабочих характеристик, в частности каталитической эффективности, скорости старения катализатора и реакционной температуры.
Концентрация соли (в пересчете на вес катиона, например цезия) в готовом катализаторе может варьироваться в интервале приблизительно от 0,0005 до 1,0 мас. предпочтительнее примерно от 0,005 до 1,0 мас. Предпочтительное количество катионного промотора на поверхности носителя или катализатора обычно находится в интервале приблизительно от 10 до 4000 ч. на млн, предпочтительнее примерно от 15 до 3000 ч. на млн. более предпочтительно - приблизительно от 20 до 2500 ч. на млн. в пересчете на общий вес материала носителя. Часто количества приблизительно от 50 до 2000 ч. на млн. являются наиболее предпочтительными. В том случае, когда цезий используют в смеси с другими катионами, соотношение между цезиевой солью и любым другим щелочным металлом и солью или солями щелочно-земельных металлов, если их используют, для достижения желаемых эксплуатационных характеристик не имеет узкого интервала значений, поэтому оно может изменяться в широком интервале. Соотношение между цезиевой солью и другой солью или солями может варьироваться в интервале приблизительно от 0,0001: 1 до 10000:1, предпочтительнее примерно от 0,001: 1 до 1000:1. По предпочтительному варианту в готовом катализаторе цезий содержится в количестве по меньшей мере приблизительно 10 мас. предпочтительнее примерно от 20 до 100 мас. от общего веса всех добавленных щелочных металлов и щелочно-земельных металлов.
Типы анионных промоторов или модификаторов, приемлемых для использования в катализаторах настоящего изобретения, охватывают приведенные исключительно в качестве примеров оксианионы, в частности сульфаты, SO, фосфаты, например PO, титанаты, например TiO, танталаты, например Ta2 O, молибдаты, например MoO, ванадаты, например V2 O4, хроматы, например CrO, цирконаты, например ZrO, полифосфаты, манганаты, нитраты, хлораты, броматы, бораты, силикаты, карбонаты, вольфраматы, тиосульфаты, цераты и тому подобное. Галогенидные ионы могут также присутствовать в виде анионов и охватывают фториды, хлориды, бромиды и йодиды. Могут найти применение и другие соли, в частности сульфиды.
Хорошо известно, что многие анионы характеризуются сложной химической природой и могут существовать в одной или нескольких формах, например в форме ортованадата и метаванадата, и в виде различных молибдатных оксианионов, в частности MoO, Mo7O и Mo2O. Класс оксианионов может также охватывать смешанные металлсодержащие оксианионы, включая полиоксианионные структуры. Так, например, марганец и молибден могут образовывать смешанный металлический оксианион. Подобным же образом в анионные структуры могут входить другие металлы независимо от того, находятся ли они в анионной, катионной, элементной или ковалентной форме.
Хотя оксианион или предшественник для окисления может быть использован в растворах, пропитывающих носитель, в условиях приготовления катализатора и/или во время его использования конкретный оксианон или предшественник, который может первоначально присутствовать, может быть подвергнут конверсии в другую форму. В самом деле, такой элемент может быть подвергнут конверсии в катионную или ковалентную форму. По предпочтительному варианту этот элемент должен быть ассоциирован с кислородом, то есть представлять собой оксианион, ковалентный окисел или включать в себя кислородсодержащий анион.
Класс особенно предпочтительных анионных промоторов охватывает сульфаты и оксианионы рения, молибдена, вольфрама и/или хрома. Примеры анионов серы, которые могут быть с успехом использованы, охватывают сульфаты, сульфиты, бисульфиты, бисульфаты, сульфонаты, персульфаты, тиосульфаты, дитионаты, дитиониты, галоидсульфаты, например фторсульфат, и тому подобное. Предпочтительными из используемых соединений являются сульфат аммония и сульфаты щелочных металлов. Примерами анионов молибдена, вольфрама и хрома, которые с успехом могут быть использованы, являются молибдаты, димолибдаты, парамолибдаты, другие изо- и гетерополимолибдаты и тому подобное; вольфраматы, паравольфраматы, метавольфраматы, другие изо- и гетерополивольфраматы и тому подобное и хроматы, бихроматы, хромиты, галоидхроматы и тому подобное. Предпочтительными являются сульфаты, молибдаты, вольфраматы и хроматы.
В том случае, когда катализатор включает в себя рений, рениевый компонент можно вводить в различных формах, например в виде металла, ковалентного соединения, катиона или аниона. Рениевый компонент, который обеспечивает повышенную эффективность и/или активность, не является чем-то определенным и может представлять собой компонент, который добавляют или получают либо в процессе приготовления катализатора, либо в процессе его использования как катализатора. Примерами рениевых соединений являются рениевые соли, в частности гологениды рения, оксигалогениды рения, ренаты, перренаты, окислы и кислоты рения. Однако перренаты щелочных металлов, перренаты щелочно-земельных металлов, перренаты серебра, другие перренаты и гептоокись рения также можно с успехом применять. При растворении в воде гептаоксид рения, Re2O7, гидролизуется с образованием перрениевой кислоты, HReO4, или перрената водорода. Таким образом, в данном описании гептаоксид рения можно рассматривать как перренат, то есть ReO4. Аналогичную химическую природу могут проявлять и другие металлы, в частности молибден и вольфрам.
Другой класс промоторов охватывает марганцевые компоненты. Во многих примерах активность, эффективность и/или стабильность катализаторов могут повышать марганцевые компоненты. Такие марганцевые компоненты, которые обеспечивают повышение активности, эффективности и/или стабильности не могут быть названы конкретно, и они могут являться компонентами, которые добавляют или получают либо в процессе приготовления катализатора, либо при его использовании в качестве катализатора. Класс марганцевых компонентов охватывает, хотя ими и не ограничивается, ацетат марганца, аммонийсульфат марганца, цитрат марганца, дитионат марганца, оксалат марганца, нитрат марганца, сульфат двухвалентного марганца и маганатный анион, например перманганатный анион и тому подобное.
Количество анионного промотора может варьироваться в широком интервале, например приблизительно от 0,0005 до 2 мас. предпочтительнее примерно от 0,001 до 0,5 мас. в пересчете на общий вес катализатора. В случае применения рениевый компонент часто вводят в количестве по меньшей мере приблизительно 1 мас. ч на млн. скажем по меньшей мере примерно 5 мас.ч. на млн. например приблизительно от 10 до 2000 мас.ч. на млн. часто от 20 до 1000 мас.ч. на млн. в пересчете на вес рения от общего веса катализатора.
Катализаторы настоящего изобретения могут быть такого типа, как включающие в себя по меньшей мере одну повышающую эффективность соль представителя восстановительно-окислительной полуреакционной пары, который предназначен для использования в процессах эпоксидирования, где присутствует по меньшей мере один повышающий эффективность газообразный представитель восстановительно-окислительной полуреакционной пары (описана ниже). Термин "восстановительно-окислительная полуреакция" здесь означает полуреакции, аналогичные тем, которые находятся в уравнениях, приведенных в таблицах стандартных восстановительных или окислительных потенциалов, также известных как стандартные или единственные электродные потенциалы. Термин "восстановительно-окислительная полуреакционная пара" служит для обозначения пар атомов, молекул или ионов, или же их смесей, которые подвергаются окислению или восстановлению согласно уравнениями полуреакций. Термин "восстановительно-окислительные полуреакционные пары" использован здесь как охватывающий те представители класса веществ, которые обеспечивают улучшение эксплуатационных характеристик, по сравнению с механизмом химических преобразований. По предпочтительному варианту такие соединения, если они ассоциированы с катализатором как соли представителей полуреакционной пары, представляют собой соли, в которых анионы представляют собой оксианионы, предпочтительнее оксианион поливалентного атома, то есть атом аниона, с которым связан кислород, способный существовать, когда он связан с непохожим атомом, в различных состояниях валентности. Предпочтительным катионом является калий, хотя могут быть также использованы натрий, рубидий и цезий, а предпочтительными анионами являются нитрат, нитрит и другие анионы, способные подвергаться замещению или вступать в другие химические реакции и в условиях эпоксидирования образовывать нитратные анионы. Класс предпочтительных солей охватывает нитрат калия и нитрит калия, причем наиболее предпочтительным является нитрат калия.
Соль представителя восстановительно-окислительной полуреакционной пары добавляют в количестве, достаточном для повышения эффективности реакции эпоксидирования. Точное количество варьируется в зависимости от таких переменных, как газообразный повышающий эффективность участник восстановительно-окислительной полуреакции, который используют, а также от его концентрации, концентрации других компонентов в газовой фазе, количества серебра, содержащегося в катализаторе, площади поверхности подложки, условий проведения процесса, например объемной скорости и температуры, и морфологии подложки. Однако обычно приемлемый интервал концентраций добавляемой усиливающей эффективность соли в пересчете на катион составляет приблизительно от 0,01 до 5 мас. предпочтительнее примерно от 0,02 до 3 мас. в пересчете на общий вес катализатора. По наиболее предпочтительному варианту соль следует добавлять в количестве приблизительно от 0,03 до 2 мас.
В любом случае катионоактивные и/или анионоактивные промоторы добавляют в промотирующих количествах. Используемый здесь термин "промотирующее количество" определенного компонента катализатора означает количество этого компонента, при котором эффективно улучшается одно или несколько каталитических свойств катализатора в сравнении с тем случаем, когда катализатор не содержит указанного компонента. Каталитические свойства это срок службы, селективность, активность, конверсия, стабильность и выход продукта.
Добавлением "промотирующего количества" можно улучшить одно или несколько индивидуальных каталитических свойств, тогда как другие каталитические свойства могут быть улучшены или не улучшены, или даже ухудшены. Понятно также, что в различных рабочих условиях можно улучшать различные каталитические свойства.
Промотирующий эффект, который обеспечивается промоторами, может подвергаться влиянию ряда переменных, в частности реакционных, условий, техники приготовления катализатора, удельной площади поверхности и структурой пор, а также химических свойств поверхности, содержания в катализаторе серебра и сопромотора, присутствия других катионов и анионов, входящих в состав катализатора. На промотирующий эффект влияние оказывает, кроме того, присутствие других активаторов, стабилизатора, промоторов, модификаторов или дополнительных улучшающих действие катализатора компонентов.
Для приготовления катализаторов в соответствии с настоящим
изобретением могут быть осуществлены самые различные процедуры. Желательно, чтобы на поверхности катализатора были относительно
равномерно диспергированы серебро и по меньшей мере один или несколько
промоторов. В соответствии с предпочтительной процедурой предусматриваются:
1) пропитка пористого носителя для
катализатора раствором, который включает в себя растворитель или
солюбилизирующий агент, серебряный комплекс и вышеуказанные анионоактивные и/или катионоактивные промоторы, для их нанесения на
носитель;
2) последующая обработка пропитанной подложки для
конверсии серебряной соли в металлическое серебро и эффекта осаждения серебра и анионоактивных, и/или катионоактивных промоторов
на внешнюю и внутреннюю поверхности подложки.
Для возможности повторного использования при применении и повторном применении пропитывающих растворов носитель по предпочтительному варианту не должен содержать нежелательных количеств ионов, которые растворимы в пропиточном растворе и/или способны обмениваться с промотором, вводимым в катализатор в процессе либо приготовления, либо применения катализатора, что позволяет, таким образом, осадить количество промотора, которое обеспечивает желаемое улучшение катализатора. В том случае, если носитель содержит такие ионы, эти последние обычно следует удалять по стандартной химической технологии, в частности выщелачиванием, а по другому варианту их следует учитывать в процессе приготовления катализатора. Осаждение серебра и промотора обычно производят выдержкой носителя при повышенной температуре для испарения жидкости, содержащейся в подложке, обеспечивая осаждение серебра и промоторов на внутренних и наружных поверхностях носителя. Пропитка носителя является предпочтительной техникой осаждения серебра, поскольку при этом достигается более эффективное использование серебра, чем при осуществлении процедур нанесения покрытия, причем эти последние обычно не в состоянии обеспечить практическое осаждение серебра на внутренних поверхностях носителя. Кроме того, катализаторы с покрытиями более чувствительны к потерям серебра за счет механического истирания.
Раствор, используемый для пропитки носителя, включает соединение серебра в растворителе или агент комплексообразования/cолюбилизации, в частности серебряные растворы. Конкретное соединение серебра, которое используют, может быть выбрано, например, из серебряных комплексов, нитрата серебра, окиси серебра или карбоксилата серебра, в частности ацетата, оксилата, цитрата, фталата, лактата, пропионата, бутирата серебра и солей серебра высших жирных кислот. При практическом осуществлении настоящего изобретения предпочтительной формой серебра является окись серебра в виде комплекса с аминами.
Для солюбилизации серебра до желаемой концентрации в пропитывающей среде могут быть использованы самые различные растворители или комплексообразующие/солюбилизующие агенты. Среди тех, которые описаны как приемлемые для этой цели, следует указать молочную кислоту, аммиак, спирты, в частности этиленгликоль и амины, и водные смеси аминов.
Обычно количество соединения серебра, которое растворяют в пропиточном серебряном растворе, превышает то, которое в конечном счете вводится в готовые катализаторы путем пропитки. Так, например, окись серебра можно растворить в щавелевой кислоте и этилендиамине в количестве приблизительно до 30 мас. Вакуумная пропитка таким раствором подложки из окиси алюминия с пористостью приблизительно 0,7 см3/г позволяет получать катализатор, содержащий примерно 25 мас. серебра в пересчете на весь вес катализатора. Таким образом, чтобы получить катализаторы, содержание серебра в которых превышает 25, 30 мас. или более, носитель необходимо подвергать по меньшей мере двум или большему числу последовательных пропиток совместно с промоторами или без них до осаждения на носителе желаемого количества серебра. Обычно для получения катализаторов настоящего изобретения используют две или большее число пропиток. В некоторых случаях концентрация серебряной соли в последних пропиточных растворах превышает ее концентрацию в первом растворе. Так, например, если общая концентрация серебра в катализаторе составляет приблизительно 30 мас. в результате первой пропитки может быть осаждено меньшее количество серебра, равное примерно 10 мас. тогда как в результате второй пропитки серебром могли бы быть осаждены остальные 20 мас. серебра. В других примерах в ходе каждой стадии пропитки осаждают примерно равные количества серебра. Часто для осаждения равных количеств серебра при осуществлении каждой стадии пропитки концентрацию серебра в последующих пропиточных растворах может оказаться необходимым увеличивать по сравнению с концентрацией в начальных пропиточных растворах. В дополнительных примерах в ходе начальной пропитки на носителе осаждают большее количество серебра, чем в ходе последующих пропиток. Каждую из таких пропиток можно сопровождать прокаливанием или другой процедурой для перевода серебра в нерастворимое состояние.
Порядок пропитки или осаждения на поверхности носителя серебра и промоторов не имеет решающего значения. Так, например, пропитку и осаждение серебра и солей можно проводить одновременно или последовательно, то есть промоторы можно осаждать перед, во время или после осаждения серебра на носителе. Промоторы могут быть осаждены совместно или последовательно. Так, например, одну или несколько солей можно осаждать вначале, а затем одновременно или последовательно осаждать серебро и дополнительные или другие соли.
Пропитку каталитического носителя можно проводить с использованием одного или нескольких растворов, содержащих серебро и промоторы, в соответствии с хорошо известными процедурами для одновременных или последовательных осаждений. Для одновременного осаждения после пропитки пропитанный носитель нагревают или подвергают химической обработке для восстановления соединения серебра до металлического серебра и осаждения солей на поверхности катализаторов.
Для последовательного осаждения носитель первоначально пропитывают серебром или промотором (в зависимости от осуществляемой последовательности), после чего подвергают тепловой или химической обработке, как это изложено выше. Затем осуществляют вторую стадию пропитки и соответствующую тепловую или химическую обработку, получая готовый катализатор, который включает в себя серебро и промоторы.
В соответствии с предпочтительным вариантом выполнения настоящего изобретения один или несколько промоторов добавляют одновременно с серебром. По более предпочтительному варианту один или несколько промоторов добавляют в катализатор на стадии самой последней пропитки серебром. Было установлено, что осуществление таких вариантов способствует повышению эффективности и активности получаемых катализаторов, в частности при использовании катализаторов, промотированных нитратами.
При получении катализаторов настоящего изобретения некоторые промоторы, в частности такие, как некоторые соли щелочных и щелочно-земельных металлов, обладают настолько высокими температурами плавления, что при осаждении на подложку совместно с соединением серебра и последующем нагревании для превращения соединения серебра в металлическое серебро эти соли могут оставаться практически неизменными. Совершенно очевидно, что соли щелочных и щелочно-земельных металлов, которые характеризуются нестойкостью состояния анионного окисления, будут изменяться в стойкое окисленное состояние, например превратятся из сульфитов в сульфаты. Так, например, в том случае, когда щелочной или щелочно-земельный металл осаждают в виде гидрата окиси или карбоната, его можно переводить в присутствии аминов, которые могут быть использованы для пропитки катализатора, в другую солевую форму (то есть в нитрат) в ходе осуществления стадии нагревания (прокаливания) в зависимости от условий прокаливания. В том случае, если осажденные материал достаточно летуч, во время прокаливания может происходить некоторая потеря.
После каждой пропитки каталитического носителя серебром и промотором пропитанные частицы носителя отделяют от всего оставшегося неабсорбированного раствора. Эту операцию удобно проводить путем слива избытка пропиточной среды или, по другому варианту, согласно технике отделения, в частности фильтрованием или центрифугированием. Затем пропитанный носитель обычно подвергают термообработке (например, прокаливанием) с целью обеспечить разложение и восстановление соединения серебра (в большинстве случаев комплексов) до металлического серебра и разложение солей щелочных и щелочно-земельных металлов. Такое прокаливание можно проводить при температуре приблизительно от 100 до 900oC, предпочтительнее от 200 до 700oC, в течение периода времени, достаточного для превращения практически всей серебряной соли до металлического серебра. Обычно чем выше температура, тем короче промежуток времени, который требуется для восстановления. Так, например, при температуре приблизительно от 400 до 900oC реакцию восстановления можно проводить в течение примерно от 1 до 5 мин. Хотя для термической обработки пропитанной подложки продолжительность нагревания может изменяться в широком интервале; важно только, чтобы продолжительность восстановления согласовывалась с температурой таким образом, чтобы обеспечивалась практическая полнота восстановления соли серебра до металла. Для этого желательно осуществлять непрерывную или постадийную программу нагрева. Непрерывное прокаливание катализатора в течение короткого промежутка времени, в частности не дольше 1/2 ч, предпочтительнее и может быть эффективно осуществлено при получении катализаторов настоящего изобретения. В том случае, когда осуществляют более одной стадии прокаливания, отсутствует необходимость в том, чтобы условия прокаливания были идентичными на каждой стадии прокаливания.
При предпочтительному варианту термообработку следует проводить на воздухе, но можно также использовать атмосферу азота или двуокиси углерода. Для проведения реакции восстановления применяют оборудование, в котором такую тепловую обработку ведут в статической атмосфере или токе упомянутых газов, однако вариант с током газа является значительно более предпочтительным.
Тем не менее в соответствии с еще одни вариантом выполнения настоящего изобретения после пропитки носителя серебряным раствором и перед любой стадией прокаливания пропитанный носитель промывают агентом, солюбилизирующим соединение серебра. Осуществление такой стадии промывания способствует удалению избытка серебра, который присутствует на поверхности подложки, что способствует устранению поглощения газов и/или агломерирования, которое может быть вызвано таким удаленным избытком серебра. Все это в целом помогает поддерживать степень пористости носителя и предотвращать забивание пор агломерированными частицами серебра. Условия осуществления такой стадии промывки должны быть достаточно мягкими, чтобы в результате происходило удаление практически только избытка поверхностного серебра. Обычно пропитанную подложку вводят в контакт с растворителем без перемешивания в пределах приблизительно 1 мин, а затем его избыток сливают.
В процессе приготовления катализатора настоящего изобретения необходимо позаботиться о том, чтобы избежать использования растворов сильных кислот или оснований, которые способны воздействовать на подложку и высадить примеси, которые способны оказывать нежелательное воздействие на рабочие характеристики катализатора. Пропитка в сочетании с высокой температурой прокаливания и краткой продолжительностью пребывания в ходе такой процедуры являются особенно благоприятными для сведения к минимуму возможности такого загрязнения катализаторов. Однако использование промоторных солей в сочетании с подложками высокой степени чистоты позволяет проводить процесс при низких температурах, хотя короткая продолжительность пребывания является предпочтительной.
Размеры частиц металлического серебра, осажденного на носителе, зависят, как доказано частью ранее известной техники, от используемой процедуры приготовления катализатора. Это, по-видимому, может быть обусловлено ограниченными возможностями доступной в настоящее время аналитической техники, не позволяющими эффективно оценивать поверхность катализатора. Таким образом, расстояние между частицами серебра, которые видимы на носителе, не является достаточной характеристикой для того, чтобы с уверенностью сказать, находятся ли на носителе только такие частицы серебра. Однако особый выбор растворителя и/или комлпексообразующего агента, соединения серебра, условий термической обработки и носителя для катализаторе может повлиять в различной степени на интервал размеров образующихся частиц серебра, которые видимы на носителе. Для носителей, которые представляют общий интерес для производства окиси этилена, обычно достигается распределение частиц серебра по размерам в интервале от 0,005 до 2,0 мкм.
Серебряные катализаторы настоящего изобретения являются особенно приемлемыми для использования в производстве окиси этилена окислением в паровой фазе этилена молекулярным кислородом. Реакционные условия для проведения реакции окисления хорошо известны и подробно описаны в известной литературе. Это относится к таким условиям реакции, как температура, давление, время пребывания, концентрация реагентов, газофазные разбавители (например, азот, метан и углекислый газ), газофазные ингибиторы (например, этиленхлорид и дихлорэтан) и тому подобное.
Газы, направляемые в реактор, могут содержать модификаторы или ингибиторы, или добавки, например окислы азота и соединения, которые выделяют окислы азота.
Термины "газообразный компонент восстановительно-окислительной полуреакционной пары", "газообразный улучшающий эффективность компонент восстановительно-окислительной полуреакционной пары" или тому подобные термины здесь использованы в значении, аналогичном значению термина "моль компонента восстановительно-окислительной реакционной пары" или идентичных терминов, которые определены выше. Таким образом, эти термины относятся к участникам полуреакций, которые приведены в стандартных таблицах или таблицах единственных электродных потенциалов со стандартными ссылками на тексты или справочники, и находятся в газообразном состоянии, являясь веществами, которые в уравнениях реакции, приведенных в текстах, находятся либо в окисленном, либо в восстановленном состоянии. Предпочтительными газообразными повышающими эффективность веществами являются соединения, включающие в себя элемент, способный существовать в более двух валентных состояниях, предпочтительнее азот, и другой элемент, который по предпочтительному варианту представляет собой кислород. Примеры предпочтительных повышающих эффективность представителей восстановительно-окислительных полуреакционных пар охватывают по меньшей мере один из NO, NO2, N2O4, N2O3 или любое газообразное вещество, которое способно образовывать один из указанных газов, в особенности NO и NO2, в условиях эпоксидирования, а также их смеси с одним или несколькими из соединений: PH3, CO, SO3, SO2, P2O5 и P2O3. В качестве газового улучшающего эффективность соединения часто предпочтительнее использовать NO.
Хотя
в некоторых случаях предпочтительно использовать участников той же самой полуреакционной пары в реакционной системе, то есть как повышающую эффективность соль, находящуюся в
катализаторе, так и
газообразный компонент в потоке сырья, как, например, имеет место в случае предпочтительного сочетания нитрата калия и окиси азота, нет необходимости достигать удовлетворительных
результатов во всех
случаях. В той же самой системе могут быть использованы и другие сочетания, в частности KNO3/N2O3, KNO3/NO2, KNO3
/N2O4,
KNO3/SO2, KNO2/NO, KNO2/NO2 и KNO3/смесь SO2 и NO. В некоторых примерах в различных
полуреакциях, которые
предоставляют первую и последнюю реакции в серии уравнений реакции в целом, могут быть обнаружены соль и газообразные компоненты.
Газообразный повышающий эффективность компонент восстановительно-окислительной полуреакционной пары также присутствует в количестве, достаточном для повышения эксплуатационных характеристик, например активности катализатора, и, в частности, эффективности в ходе реакции эпоксидирования. Точное количество частично определяют посредством особой повышающей эффективность соли компонента восстановительно-окислительной реакционной пары, которую используют, и ее концентрации, особого алкена, подвергаемого окислению, и посредством других факторов, упомянутых выше, которые влияют на количество повышающей эффективность соли из восстановительно-окислительной полуреакционной пары. Обычно приемлемая концентрация газообразного компонента восстановительно-окислительной полуреакционной пары для эпоксидирования большинства алкенов, включая пропилен, составляет приблизительно от 0,1 до 2000 об. ч. на млн. газообразного исходного потока, когда в качестве балласта используют азот. В том случае, когда в ходе эпоксидирования пропилена используют предпочтительный газообразный компонент восстановительно-окислительной полуреакционной пары, в частности NO, предпочтительная концентрация составляет приблизительно 2000 об. ч. на млн. при условии, что балластом служит азот. Однако в случае окисления этилена приемлемая концентрация для этилена равна примерно от 0,1 до 100 об.ч. на млн. газообразных исходных компонентов. По предпочтительному варианту газообразный компонент восстановительно-окислительной полуреакционной пары присутствует в количестве приблизительно от 1 до 80 об.ч. на млн. когда в реакционной смеси содержатся примерно 3 об. углекислого газа. В том случае, когда в качестве газообразного повышающего эффективность соединения в системе эпоксидирования этилена используют окись азота и в реакционной смеси присутствует углекислый газ, например в количестве приблизительно до 3 об. окись азота содержится в количестве примерно от 0,1 до 60 ч. на млн. предпочтительнее примерно от 1 до 40 ч. на млн.
Желательность возврата в систему непрореагировавшего сырья или использования системы с единственным циклом, или использования последовательных реакций для повышения конверсии этилена с применением последовательно установленных реакторов можно легко определить любому специалисту в данной области. Конкретный выбранный вариант проведения процесса обычно определяется экономичностью процесса.
Обычно промышленные процессы проводят путем непрерывной подачи исходного потока, содержащего этилен и кислород, в содержащий катализатор реактор при температуре приблизительно от 200 до 300oC и избыточном давлении, которое может варьироваться примерно от 5 до 30 атм в зависимости от массового расхода и требуемой производительности. Продолжительность пребывания в крупномасштабных реакторах обычно составляет приблизительно от 0,1 до 5 сек. Кислород можно вводить в реакцию в кислородсодержащем токе, в частности, воздуха или технического кислорода. Полученную окись этилена отделяют и выделяют из реакционных продуктов в соответствии с обычными методами.
В ходе проведения промышленного процесса типичные рабочие условия могут варьироваться, а количества используемых компонентов можно регулировать для достижения наилучшей эффективности. Так, в частности, можно варьировать количества этана, двуокиси углерода и органического хлорида для оптимизации эффективности при получении окиси этилена. Этан является примесью, которая содержится в различных количествах в исходном этилене. Чтобы обеспечить улучшенное подавление ингибирующего действия хлорида, в промышленный реактор можно также добавлять этан. Обычно количество этана, используемое в промышленных процессах, можно варьировать в интервале приблизительно от 0,001 до 5 мол. для достижения оптимизации как условий процесса с воздухом, так и условий процесса с кислородом. Предполагается, что с повышением концентрации этана в реакторе эффективная концентрация хлорида на поверхности катализатора уменьшается, благодаря чему уменьшается возможность хлорида промотировать/ингибировать реакции, что приводит к повышению эффективности в производстве окиси этилена. Количество хлорида, например хлористого этилена или дихлорэтана, можно варьировать для достижения необходимого промоторного/ингибирующего действия, которое соответствует содержанию этана в конкретном процессе и типу промоторов или модификаторов, используемых в катализаторе. Количество органического хлорида, используемого в промышленных процессах, обычно можно варьировать приблизительно от 0,1 до 100 ч. на млн, для достижения оптимизации как в условиях процесса с воздухом, так и в условиях процесса с кислородом.
Двуокись углерода обычно рассматривается как ингибитор, поэтому изменение его концентрации приводит к возможным изменениям ингибирующего действия двуокиси углерода на эффективность процесса. При использовании промоторов или модификаторов различных типов в процессе приготовления катализаторов настоящего изобретения в некоторых промышленных условиях производства могут оказаться более желательными различные концентрации двуокиси углерода. Обычно количество двуокиси углерода, используемой в промышленном процессе, может варьироваться приблизительно от 2 до 15 мол. для достижения оптимизации как в условиях процесса с воздухом, так и в условиях процесса с кислородом. Количество двуокиси углерода зависит от размеров и типа применяемой системы промывки двуокиси углерода. Оптимизация количеств этана, двуокиси углерода и органического хлорида позволяет получить катализаторы, которые особенно приемлемы для достижения желаемой эффективности в промышленном производстве окиси этилена.
Для удобного сравнения с известным уровнем техники используют стандартные условия процесса получения окиси этилена, и многие эксперименты нижеследующих примеров проведены в этих условиях. Однако для демонстрации того, что катализаторы настоящего изобретения способны эффективно работать при самых различных условиях процесса эпоксидирования, был проведен ряд экспериментов в условиях, которые отличались от стандартных условий процесса получения окиси этилена.
Примеры
В примерах количества всех
твердых и жидких материалов выражены в массовых частях и процентах, а газы в объемных
частях и процентах во всех случаях, за исключением специально оговоренных.
Носитель, как указано, пропитывают в вакууме, как это изложено ниже, с использованием раствора серебряного комплекса и солей щелочного и/или щелочно-земельного металла. Компоненты, содержащие щелочные и/или щелочно-земельные металлы, не обязательно вводят в виде солей. Так, например, гидроокись цезия может быть использована в сочетании с аммониевой солью (например, с сульфатом аммония) или кислотой (например, с серной кислотой), или органическим соединением (например, с этилсульфонатом), и в условиях приготовления или использования катализатора осуществляют превращение в требуемые компоненты. Пропиточные растворы готовят в таких концентрациях, что готовый катализатор содержит требуемые количества серебра и промотора или модификатора. Требуемую концентрацию серебра и промотора в растворе для данного носителя рассчитывают по плотности паковки (г/см3) и удельному объему пор носителя (влагоемкости), которые либо известны, либо легко определимы. Соотношение можно варьировать в зависимости от природы носителя, например, удельный объем пор может влиять на количество осажденного из данного раствора серебра. Требуемую концентрацию промотора в растворе получают путем деления концентрации раствора серебра на требуемое соотношение в готовом катализаторе серебра и промотора. Как указано выше, благодаря требуемому большому количеству серебра в катализаторах настоящего изобретения обычно необходимы по меньшей мере две или большее число пропиток.
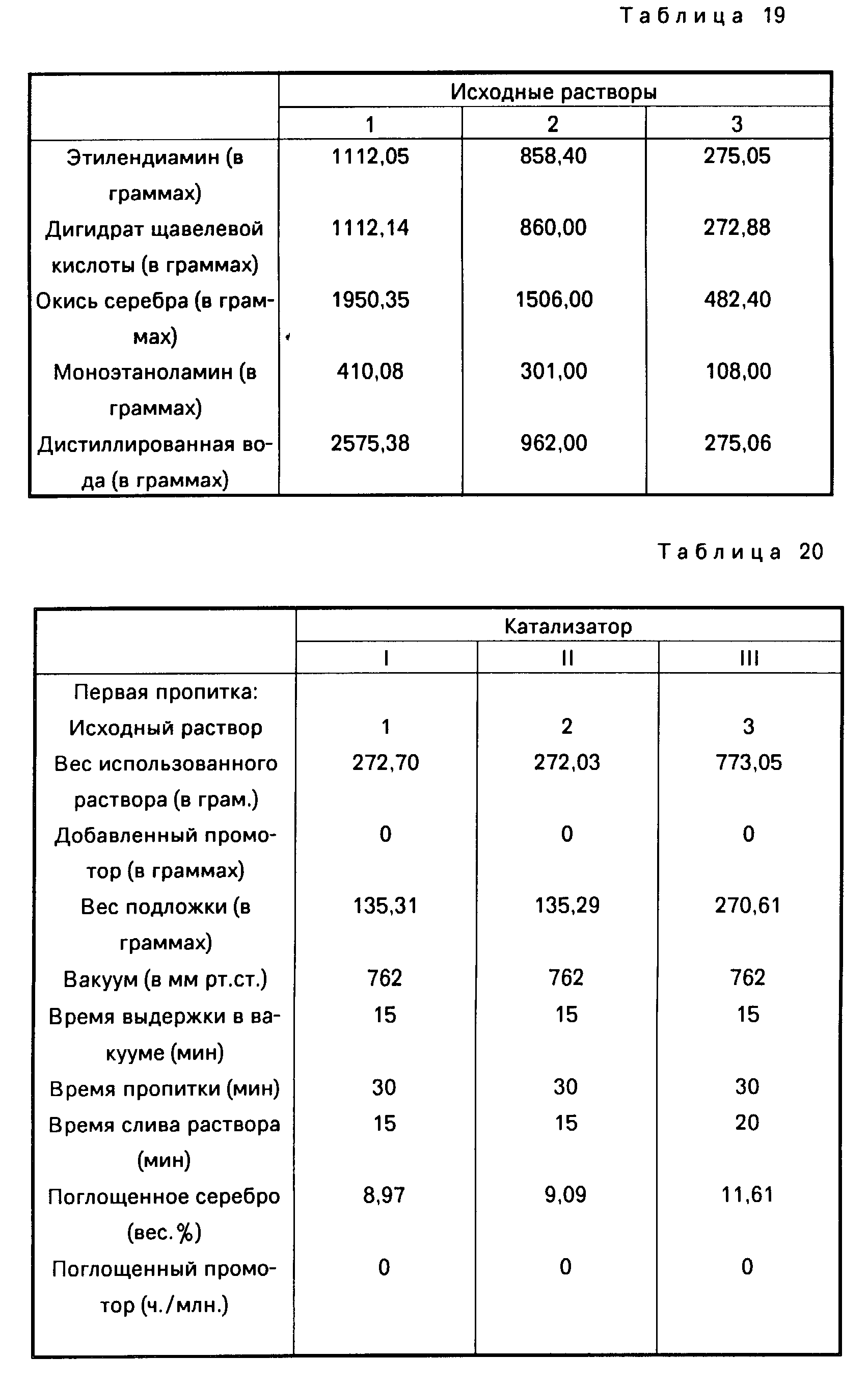
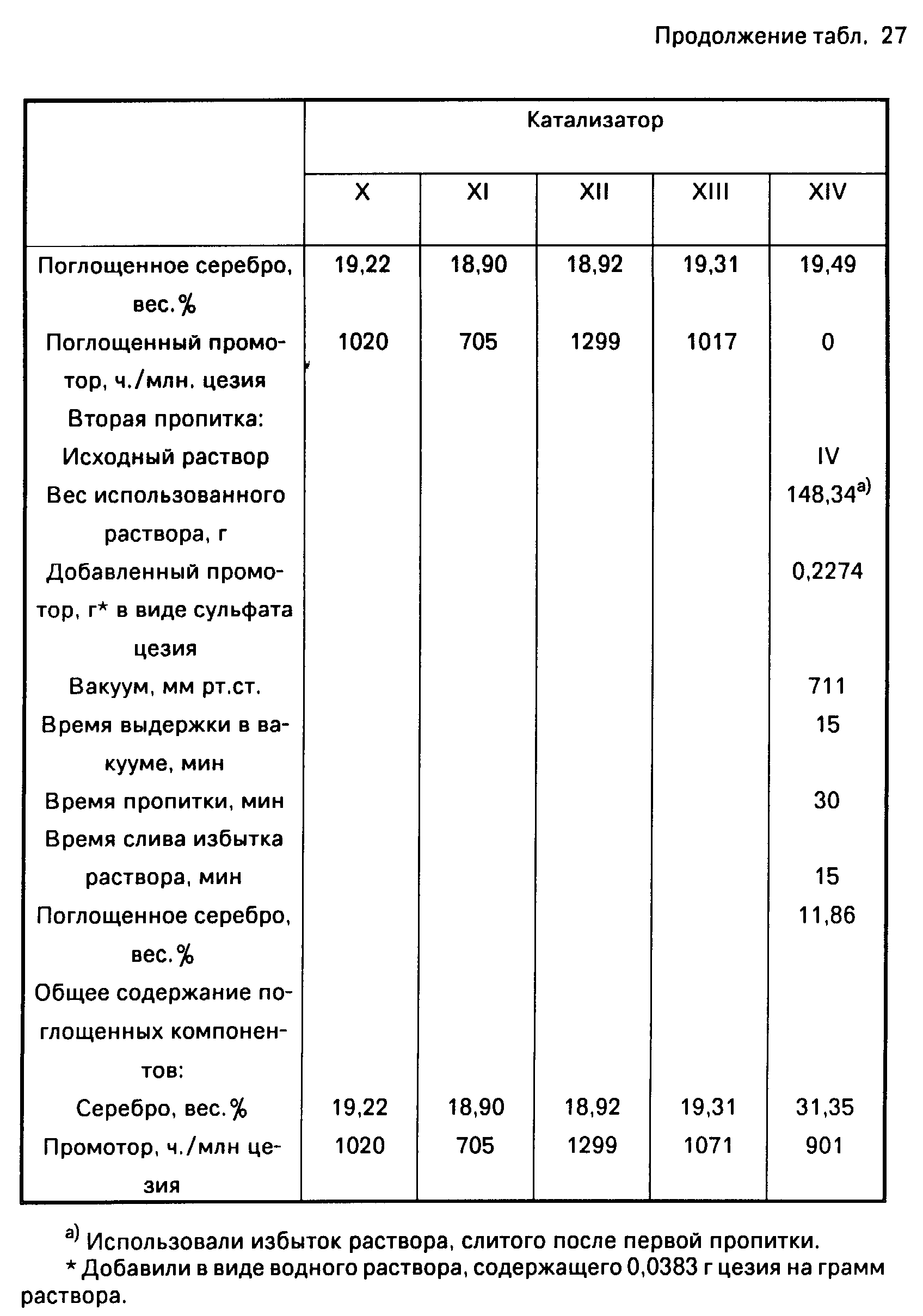
В процессе приготовления катализаторов обычно определенное количество этилендиамина высокой степени чистоты смешивают с указанными количествами дистиллированной воды. Затем в этот раствор при комнатной температуре (23oC) осторожно добавляют дигидрат щавелевой кислоты (чистота для реакций) с одновременным непрерывным перемешиванием. В ходе этой опеpации добавления щавелевой кислоты температура раствора обычно повышается приблизительно до 40oC вследствие экзотермичности реакции. Затем в раствор соли диамина и щавелевой кислоты в воде добавляют порошкообразную окись серебра, поддерживая температуру раствора на уровне ниже приблизительно 40o C. Наконец, для завершения реакции добавляют моноэтанолоамин, водный раствор (или водные растворы) соли щелочного металла и дистиллированную воду с приготовлением раствора.
Носитель можно пропитывать в сосуде, оборудованном запорным краном соответствующего типа для слива жидкости после пропитки носителя, однако можно использовать колбы других приемлемых размеров и типов. Делительную воронку приемлемого размера для пропиточного раствора закрепляют на верхней части пропиточного сосуда, который снабжен вакуумной линией. Из пропиточного сосуда, содержащего носитель, откачивают воздух до остаточного давления 25,4-50,8 мм рт.ст. в течение 20 мин, после чего пропиточный раствор постепенно подают к носителю, открывая запорный кран между делительной воронкой и пропиточным сосудом, до тех пор, пока носитель не окажется полностью погруженным в раствор, причем остаточное давление в сосуде поддерживают на уровне 50,8 мм рт.ст. После добавления раствора сосуд открывают, соединяя его с окружающей атмосферой, с созданием в нем атмосферного давления. Далее носитель оставляют погруженным в пропиточный раствор в комнатных условиях в течение приблизительно 1 ч, после чего избыток раствора сливают в течение примерно от 15 до 30 мин. Пропитанный носитель затем подвергают термообработке согласно нижеизложенному (если отсутствуют другие указания) для восстановления соли серебра и осаждения промотора на поверхности. Пропитанный носитель распределяют в один слой на бесконечной ленте из нержавеющей стали (спиральная ткань) шириной 66,7 мм и транспортируют через зону нагрева квадратного сечения размерами 50,8 х 50,8 мм, в которой выдерживают в течение 2,5 мин, причем в этой нагревательной зоне поддерживают температуру 500oC пропусканием снизу вверх через ленту тока горячего воздуха, проходящего через слой частиц катализатора с расходом потока 7,5 м3 /ч. Нагревают воздух путем его пропускания через трубку из нержавеющей стали длиной 1,5 м и с внутренним диаметром 50,8 мм, которую с внешней стороны обогревают трубчатой электропечью: внутренний диаметр 63,5 мм, длина нагревательной зоны 0,9 м, рабочая мощность 5400 Вт. Горячий воздух выходит из трубки через квадратное выпускное отверстие размером 25,4 х 25,4 мм, находящееся непосредственно под движущейся лентой, несущей каталитический носитель. После прокаливания в нагревательной зоне готовый катализатор взвешивают и, основываясь на приросте веса носителя в известных величинах соотношений между серебром и промотором в пропиточном растворе, рассчитывают содержание серебра в весовых процентах и указанного промотора в частях на миллион частей.
Анализ серебра проводят по нижеследующему методу. 50-граммовый образец катализатора измельчают в порошок в мельнице и отвешивают с точностью до 0,1 мг 10 г этого порошкообразного образца. Серебро в образце катализатора растворяют в горячем (80oC 50%-ном по объему растворе азотной кислоты. Нерастворившиеся частицы двуокиси алюминия отфильтровывают и промывают дистиллированной водой для удаления всех прилипших нитратных солей серебра, цезия и тому подобного. Объем этого раствора в объемометрической колбе доводят до 250 мл добавлением дистиллированной воды. 25-миллилитровые аликвоты этого раствора титруют в соответствии со стандартными процедурами с использованием 0,1 н. раствора тиоцианата аммония и нитрата трехвалентного железа в качестве индикатора, затем полученное количество серебра, определенное таким образом в 250 мл раствора, используют для расчета весового процентного содержания серебра в образце катализатора.
Для всех катализаторов концентрацию серебра и промоторов рассчитывают в соответствии с вышеизложенным, за исключением тех случаев, которые специально оговорены.
Обычно носители характеризуются кольцевой формой с размерами колец 3,2 х 7,9 х 7,9 мм или 3,2 х 6,3 х 6,3 мм.
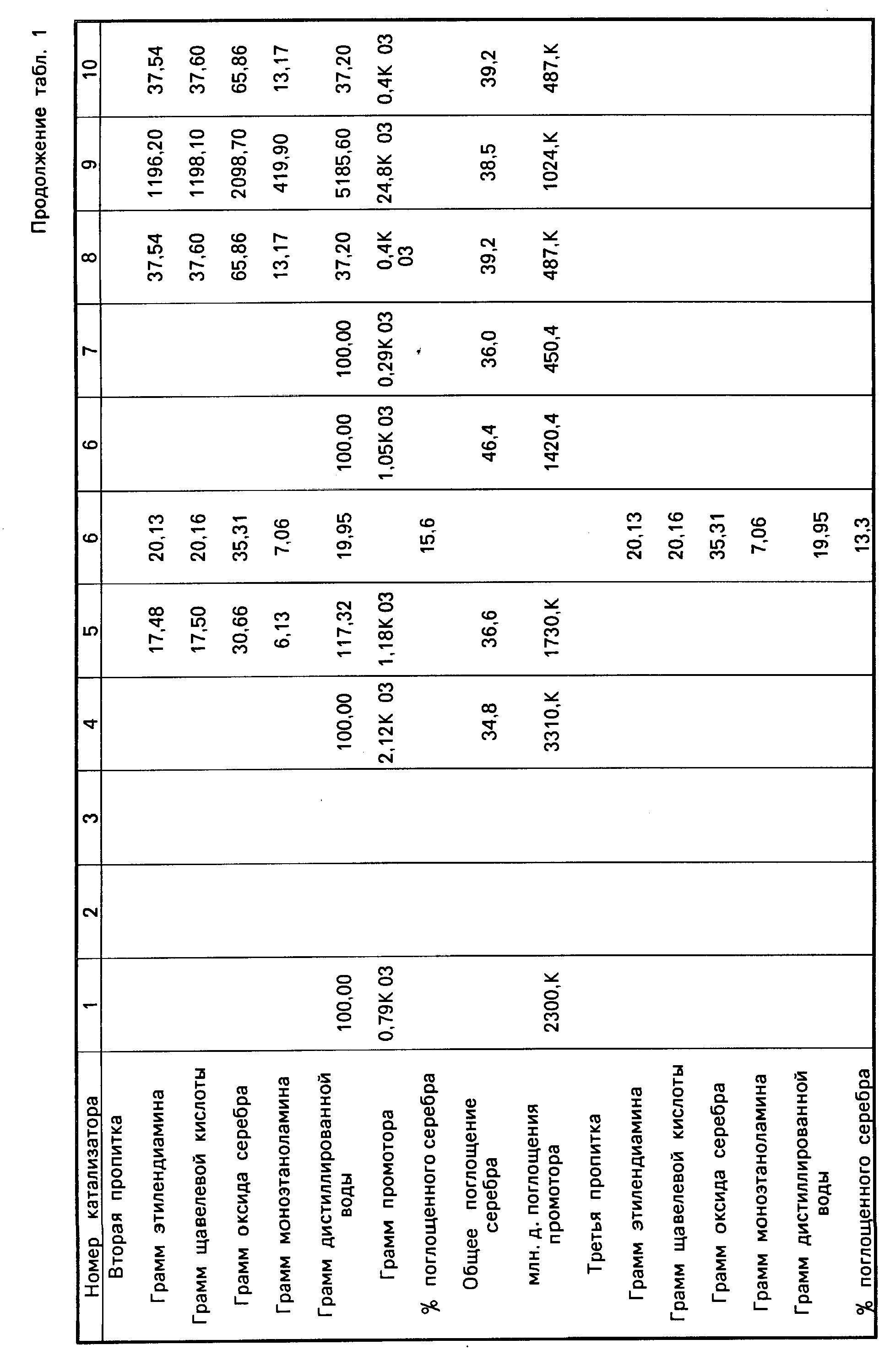
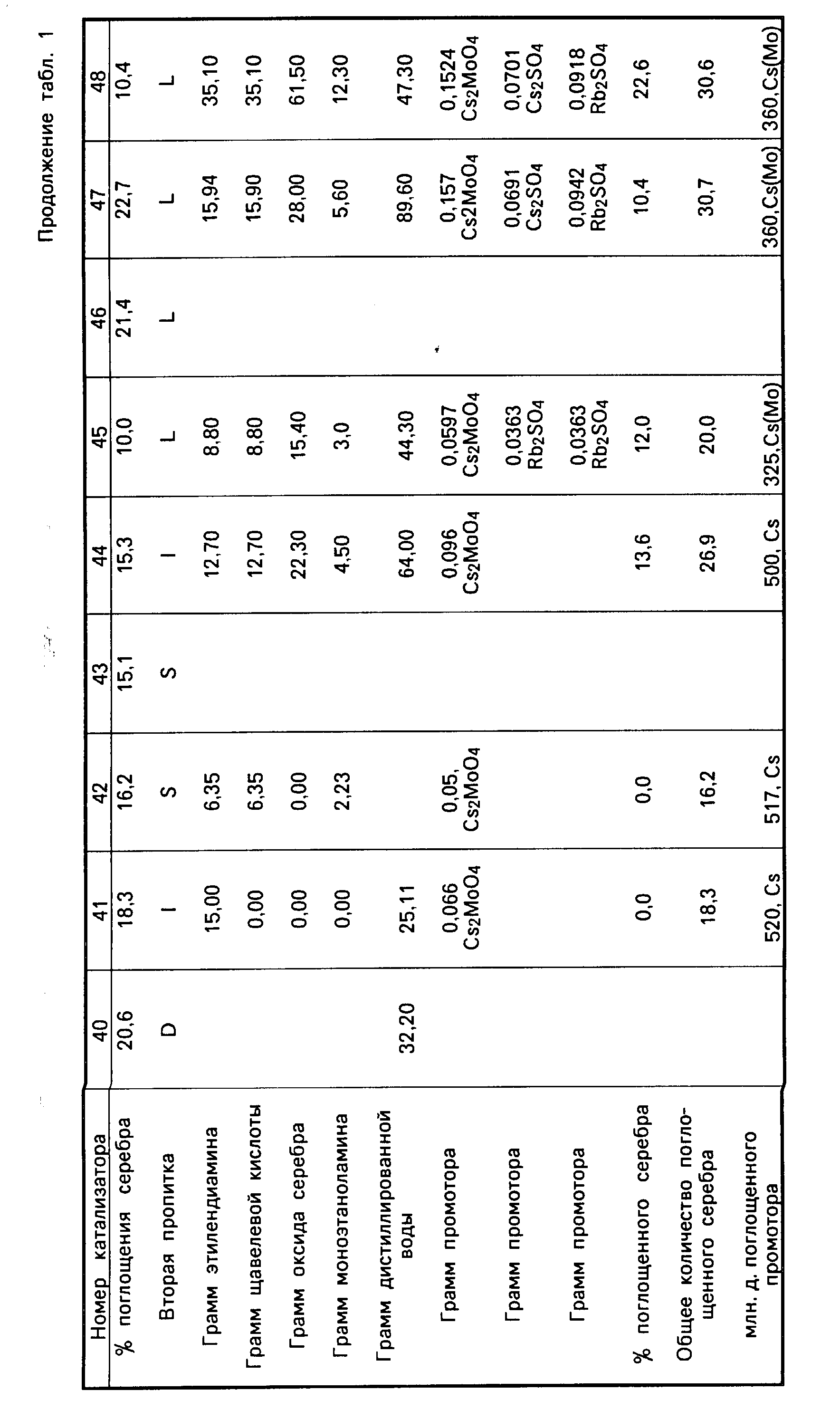
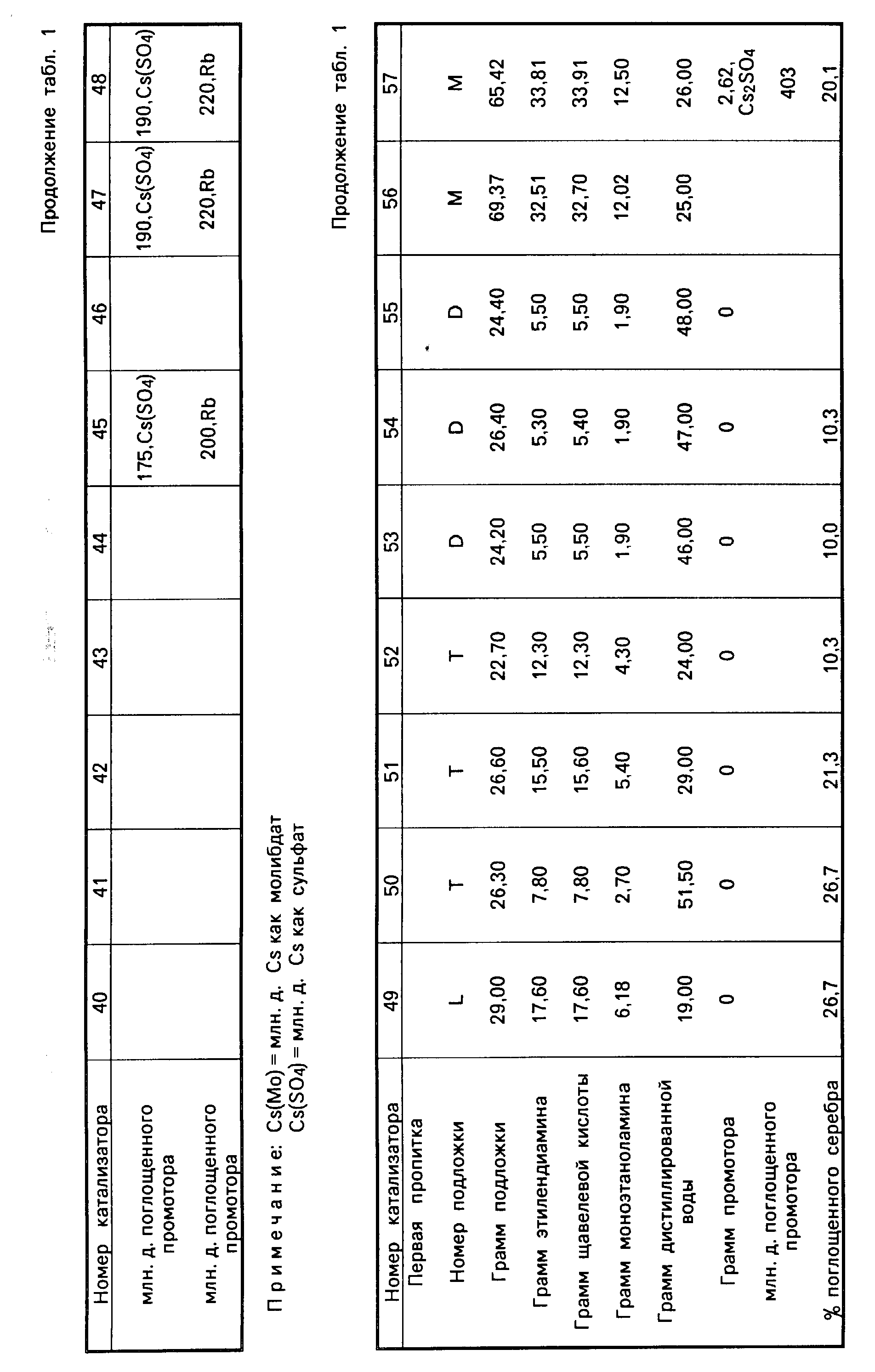
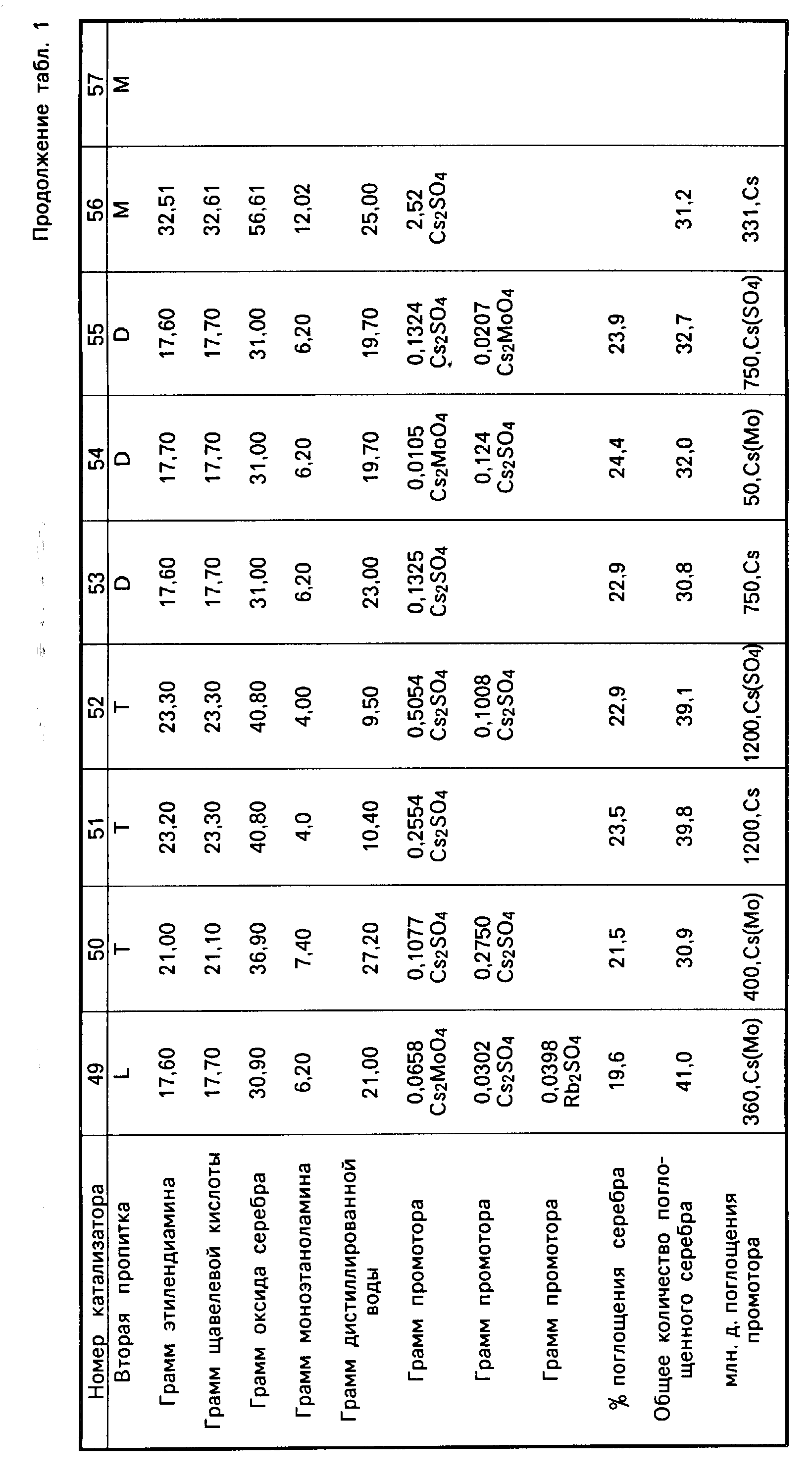
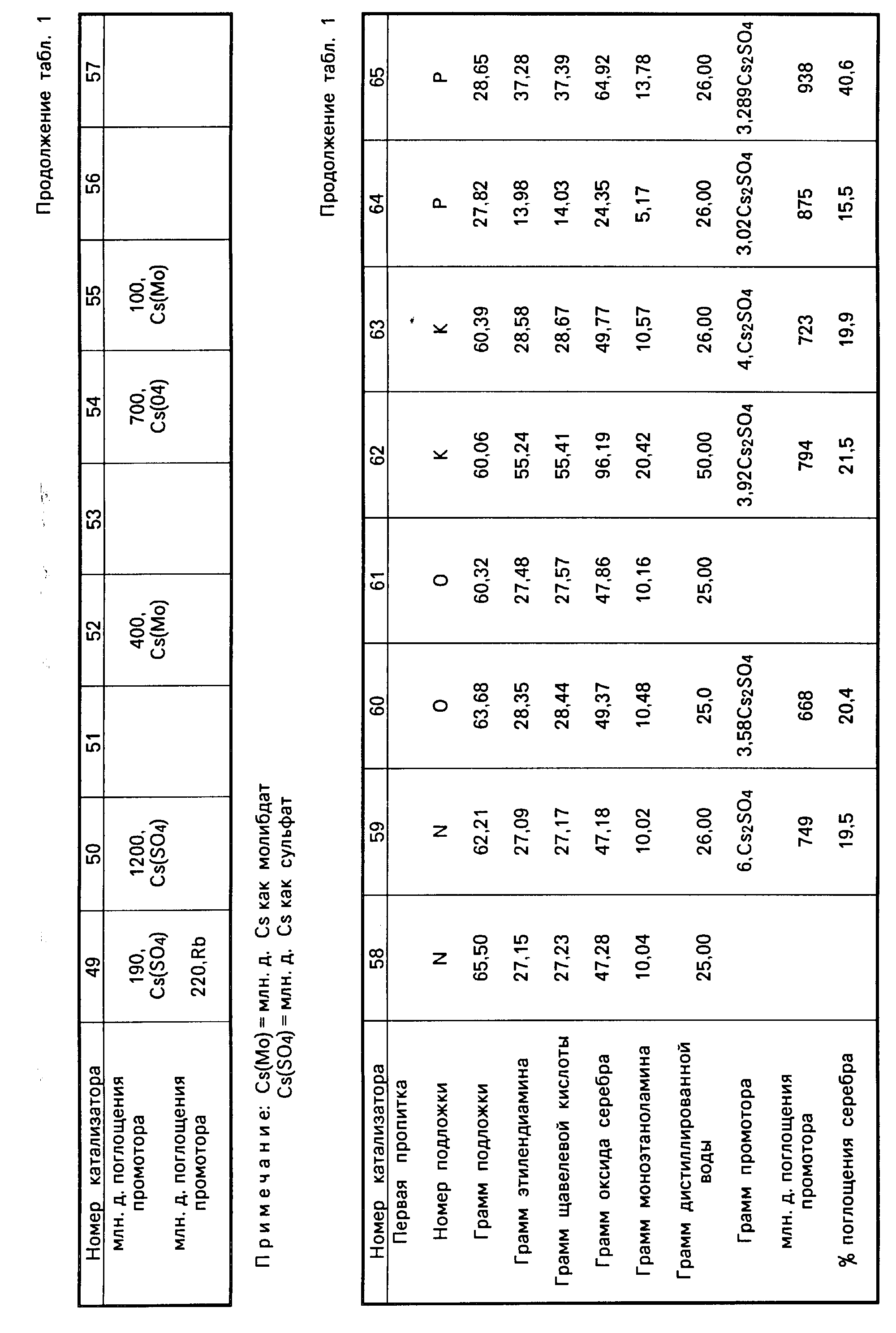
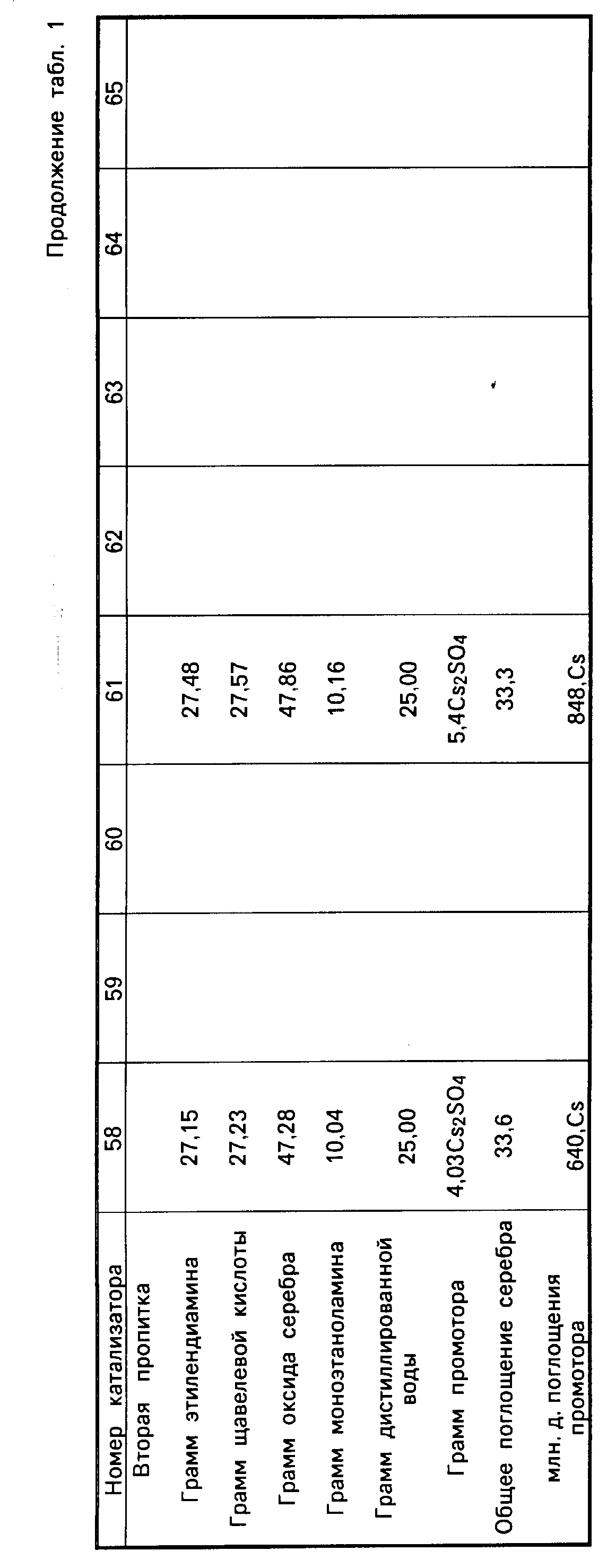
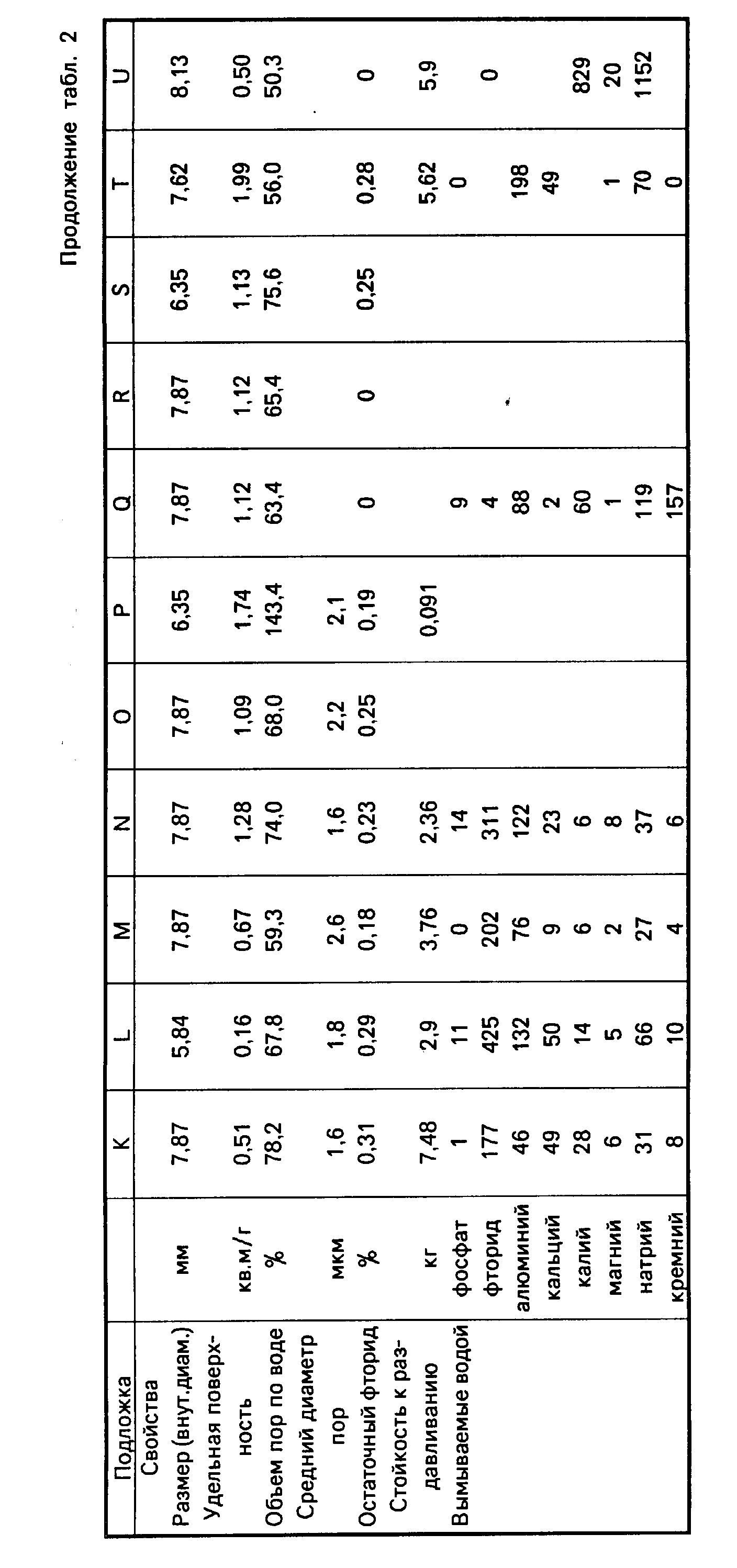
В табл. 1 представлены подробные данные, позволяющие определить содержание и вариант способа приготовления каждого из катализаторов, которые были испытаны в экспериментах примеров с 1 по 78. Указаны также количество подложки и реагенты, используемые для осуществления каждой стадии пропитки каждого из катализаторов. Эта таблица включает в себя также ссылку на каждый конкретный номер подложки, используемой при приготовлении катализатора. Свойства таких подложек подробно представлены в виде данных, которые приведены в табл. 2.
Данные в табл. 2 по удельной поверхности подложек определены по методу измерения, описанному в книге "Адсорбционная удельная поверхность и пористость" С.Дж.Грегга и К.С. У Синга, "Академик Пресс", 1967, с. 316-321. Метод измерения объема пор описан в стандарте А ТМ С20-6. Рассчитанная величина плотности паковки основана на обычном измерении веса носителя в сосуде известного объема. Вымываемые кислотой примеси определяют введением гранул носителя в контакт с 10%-ной азотной кислотой в течение 1 ч при температуре приблизительно 90oC с последующим определением экстрагированных катионов по стандартной атомно-абсорбционной спектроскопической технике. Для таких определений можно также использовать индуктивно сочетающуюся плазменную спектроскопическую технику.
Идентичночть и количества выщелачиваемых водой компонентов носителей можно определять с использованием любой удобной аналитической техники. Обычно носители нагревают в дистиллированной воде, например в конденсате, отводимом из аппарата с возвращаемой флегмой, при температуре приблизительно от 50 до 95oC, часто при температуре 90oC, в течение примерно от 0,5 до 2 ч, например в течение 1 ч. Затем жидкость подвергают ионообменной хроматографической обработке и анализу согласно индуктивно сочетающейся плазменной спектроскопической технике.
Поверхностную кислотность определяют по методу аммиачной хемосорбции. С этой целью применяют обычный стеклянный прибор вакуумной адсорбции с базовым остаточным давлением 1 х 10-6 торр. С целью избежать загрязнения применяют обезжиренные запорные краны. Приблизительно от 10 до 15 г образца (цельные гранулы или зерна 14/30 меш, 1,4/0,6 мм) предварительно обрабатывают в токе гелия (40 см3/мин) при температуре 200oC в течение 1 ч с последующей выдержкой в течение 15 мин в вакууме при этой температуре. Затем образцы охлаждают в вакууме до температуры 100oC для измерения кислотности.
Аммиачную хемосорбцию осуществляют измерением по статическому варианту объемометрического метода при температуре 100oC. Образцы подвергают воздействию известного количества аммиака (15 торр в калиброванном объеме) в течение 45 мин (или дольше, пока не будет определено, что поглощение аммиака прекратилось). Поглощение аммиака измеряют по контролю за его давлением в системе. Для подсчета микромолей поглощенного аммиака используют идеальный газовый закон. Затем на образец воздействуют вакуумом в течение 15 мин при температуре 100oC, и хемосорбционное измерение повторяют. Количество потребленного аммиака в ходе этого второго измерения вычитают из количества поглощенного аммиака в первом случае, вычисляя количество необратимо поглощенного (или прочно связанного) аммиака. Результаты такого измерения выражают в микромолях прочно связанного аммиака, абсорбированного граммом образца, и приводят как кислотность образца.
Катализаторы, которые приведены в табл. 1, готовят в соответствии с общими процедурами, изложенными ниже.
Приготовление пропиточного раствора
Пропиточный раствор
готовят, основываясь на удельном объеме пор непропитанной подложки (приведен в табл. 2) или на данных о предварительно пропитанной и
прокаленной подложке.
1. Этилендиамин высокой степени чистоты смешивают с дистиллированной водой.
2. В водный раствор этилендиамина в комнатных условиях постепенно добавляют дигидрат щавелевой кислоты (чистота для реакций). При этом протекает экзотермическая реакция, и температура раствора повышается до уровня приблизительно 40oC.
3. Затем в раствор стадии 2 постепенно добавляют окись серебра.
4. В раствор стадии 3 далее добавляют моноэтаноламин, не содержащий железа и хлора.
5. На этом этапе (см. табл. 1) в раствор со стадии 4 можно добавлять или не добавлять промоторные соли, растворенные в водном растворе. В некоторых примерах промоторы добавляют в твердом состоянии в раствор со стадии 4.
6. После этого для регулирования объема раствора добавляют дистиллированную воду.
Каждый катализатор готовят проведением одной или нескольких операций пропитки раствором, приготовленным согласно вышеизложенному, с использованием или без использования промоторных солей, как это подробно указано в табл. 1. Для проведения либо первой, либо последующих обработок пропитыванием можно использовать раствор, который содержит или не содержит промоторных солей (см. табл. 1). Кроме того, некоторые катализаторы приготовили путем добавления промоторных солей только из водных растворов, то есть не из серебряного пропиточного раствора после заключительной операции добавления и прокаливания содержащей серебро подложки (последующее осаждение промотора).
Пропитка носителя
1. Носитель выдерживают в вакууме при
комнатной температуре, и в вакууме же к носителю добавляют соответствующий пропиточный раствор (см. табл. 1). Затем раствор оставляют в
контакте с предварительно пропитанной подложкой (или с
предварительно пропитанной и прокаленной подложкой) в течение приблизительно от 2 до 60 мин перед сливом избытка жидкости.
2. Избыток раствора сливают.
Промывка
свежепропитанной подложки
На этом этапе свежепропитанную подложку можно промыть для снижения количества крупных (сорбирующих) частиц серебра
на внешних поверхностях катализатора, которые
иногда могут встречаться при прокаливании. Промывной раствор, используемый после пропитки раствором, который не содержит промоторов, представляет собой
практически тот же самый пропиточный раствор,
за исключением того, что он не содержит окиси серебра и моноэтаноламина, то есть он представляет собой смесь этилендиамина, воды и щавелевой кислоты.
Промывной раствор, который используют после
заключительной пропитки раствором, содержащим промоторы, представляет собой практически тот же пропиточный раствор, который все еще содержит промотор
(промоторы) и этаноламин, но не содержит окиси
серебра. Затем промывному раствору дают стечь из материала через спускной запорный кран пропиточной трубки в течение около 5 мин.
Прокаливание катализатора
Пропитанный
носитель (после промывки или без промывки) прокаливают в токе горячего воздуха с использованием ленточного прокаливающего устройства при температуре
приблизительно 500oC в течение 2,5 мин.
Расход потока воздуха составляет 12,06 м3/ч/см2.
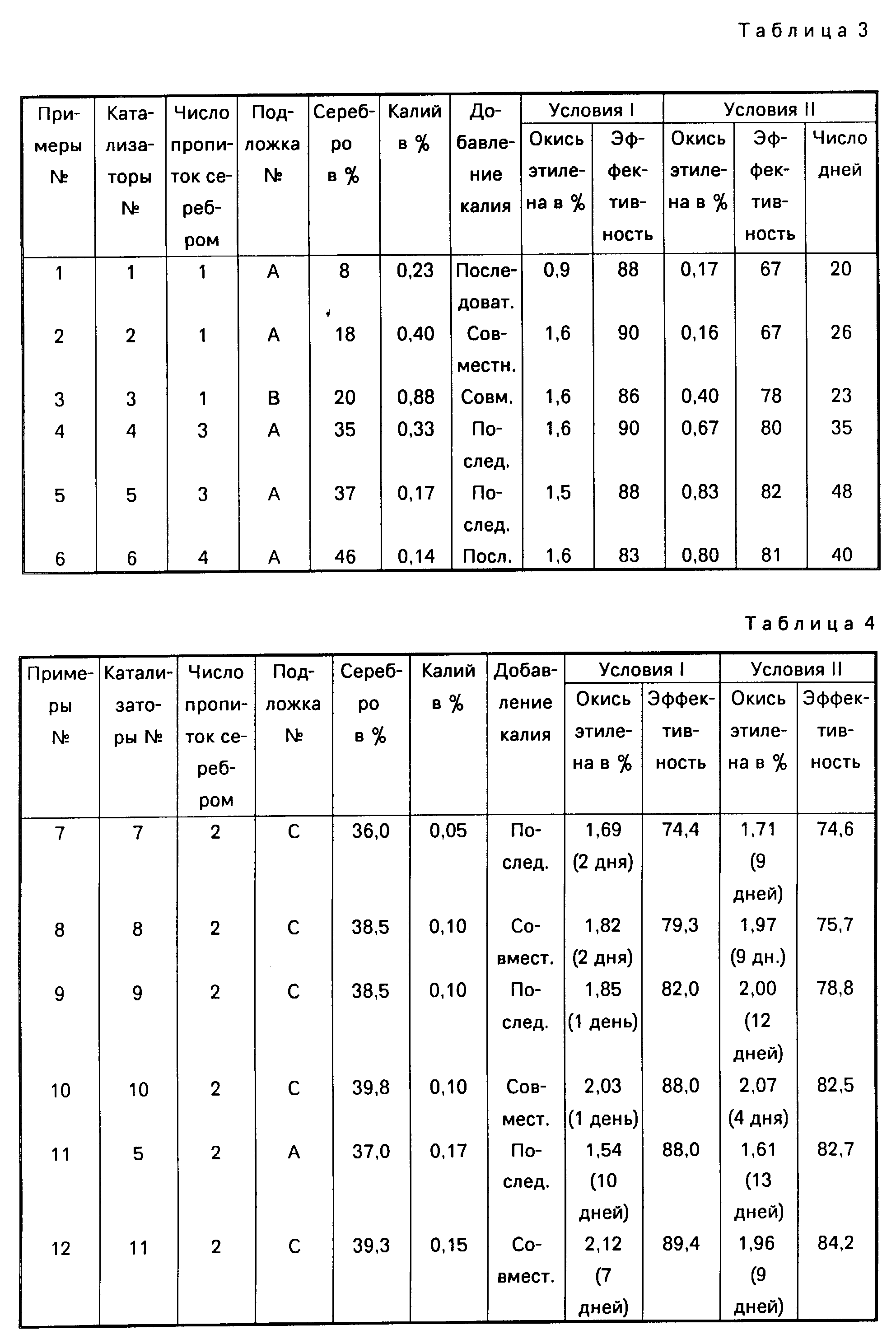
Катализаторы подвергли испытаниям в конкретных условиях, указанных в каждой из табл. 3-17.
Примеры с 1 по 78 относятся к рабочим характеристикам вышеприведенных катализаторов.
Пример с 1 по 6 в экспериментах катализаторы N 1-6 были испытаны в условиях, которые приведены в табл. 3, в результате чего было установлено влияние различных количеств серебра на эффективность и активность. Из данных табл. 3 видно, что катализаторы, приготовленные с высоким содержанием серебра, то есть катализаторы N5 и 6, оказываются более активными как первоначально, так и в течение срока службы катализатора, чем катализаторы N 1, 2 и 3, которые характеризуются пониженным содержанием серебра.
Условия 1: автоклав, 30% этилена, 8% кислорода, 5 ч. на млн. хлористого этила, 5 ч. на млн. окиси азота, среднечасовая скорость подачи газов 8000 и 240oC.
Условия II: автоклав, 30% этилена, 8% кислорода, 3% двуокиси углерода, 0,3% этана, 20 ч. на млн. хлористого этила, 15 ч. на млн. окиси азота, среднечасовая скорость подачи газов 8000 и 270oC.
Примеры с 7 по 12. В ходе экспериментов указанные катализаторы испытывают, определяя влияние последовательных пропиток в сравнении с совместными пропитками на катализаторы, содержащие большие количества серебра. Однако по истечении некоторого промежутка времени эффективность катализаторов, приготовленных по обеим процедурам, становится приблизительно равной.
Условия I: автоклав, 30% этилена, 8% кислорода, 5 ч. на млн. хлористого этила, 5 ч. на млн. окиси азота, среднечасовая скорость подачи газов 8000 и 240oC.
Условия II: автоклав, 30% этилена, 8% кислорода, 3% двуокиси углерода, 0,3% этана, 20 ч. на млн. хлористого этила, 15 ч. на млн. окиси азота, среднечасовая скорость подачи газов 8000 и 270oC.
Примеры с 13 по 15: в ходе экспериментов испытаниям подвергали катализаторы N 12, 13 и 14 с определением влияния промывки свежепропитанных катализаторов этилендиамином, в особенности после (1) первой такой пропитки и после (2) как первой, так и второй пропиток. Как показано в табл. 5, промывка свежепропитанных катализаторов перед прокаливанием позволяет удалить определенный избыток окклюдирующего серебра, что способствует предотвращению забивания под подложки и, следовательно, повышению эффективности. Катализатор, приготовленный с проведением одной промывки, на 10% активнее катализатора, который не подвергали ни одной промывке. Промывка после каждой пропитки приводит к снижению активности вследствие удаления чересчур большого количества серебра.
Условия проведения испытаний: автоклав, 30% этилена, 8% кислорода, 3,0% двуокиси углерода, 7 ч. на млн. хлористого этила, 10 ч. на млн. окиси азота.
Для каждого из катализаторов N 12, 13 и 14 в качестве материала подложки использовали подложку N J.
Примеры с 16 по 21: в ходе экспериментов испытаниям подвергали катализаторы с высоким и низким содержанием серебра в автоклавах в условиях как воздуха, так и кислорода.
В соответствии с ожиданиями, как это показано в табл. 6, катализаторы в ходе проведения экспериментов в воздушных условиях оказались менее активными, чем в экспериментах, проводимых в кислородных условиях. Эта пониженная активность для компенсации таких потерь активности требует повышения рабочей температуры процесса, что, в свою очередь, приводит к повышению скорости дезактивации. Однако, очевидно, катализаторы с более высоким содержанием серебра оказываются более активными, чем катализаторы с пониженным содержанием серебра.
Кислородные условия: автоклав, 30% этилена, 8% кислорода, 5 ч. на млн. хлористого этила, 5 ч. на млн. окиси азота, среднечасовая скорость подачи газов 8000 и 240oC.
Воздушные условия: автоклав, 8% этилена, 6% кислорода, 4% двуокиси углерода. 12 ч. на млн. хлористого этила, 8 ч. на млн. окиси азота, среднечасовая скорость подачи газов 8000 и 270oC.
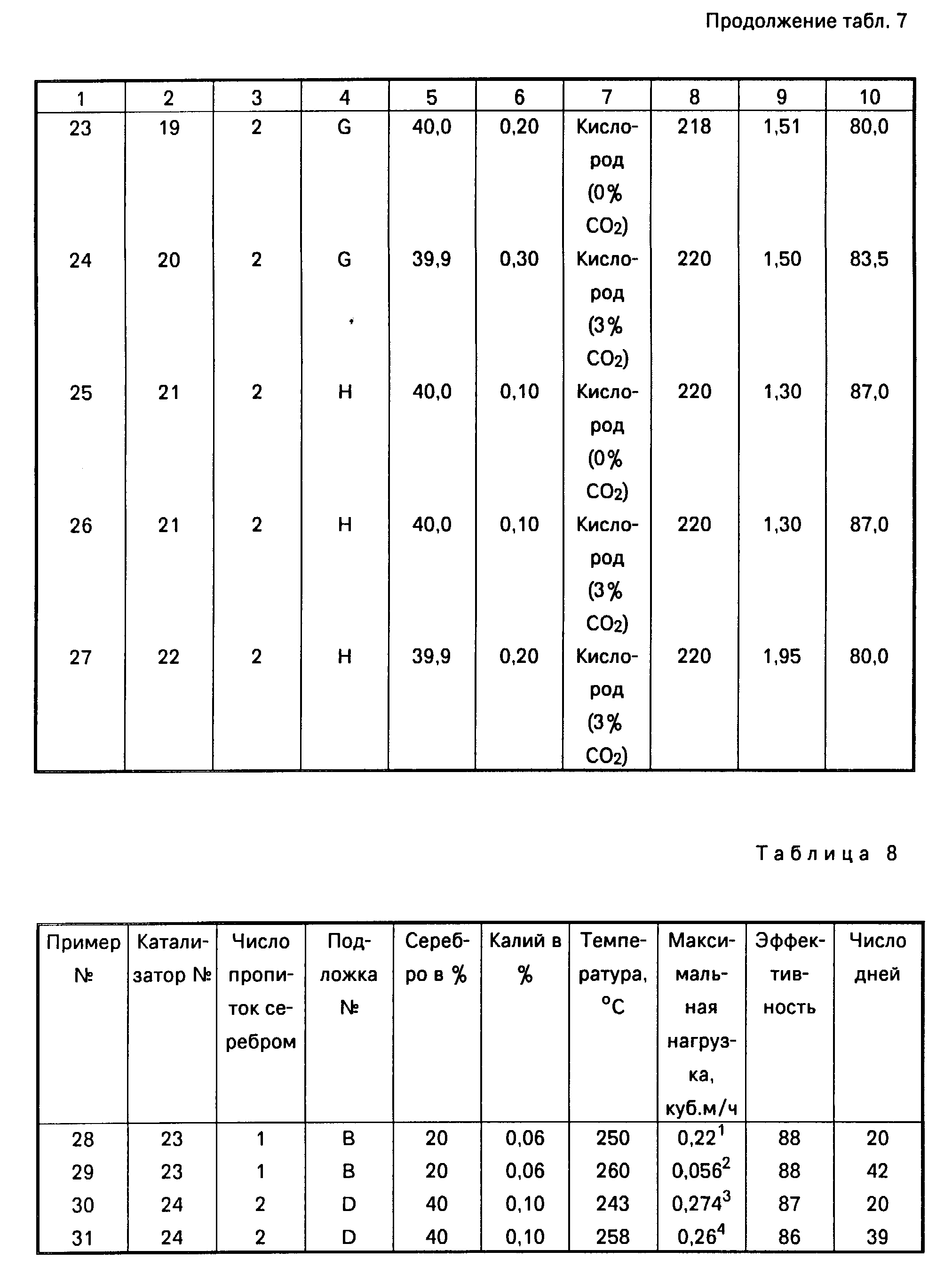
Примеры с 22 по 27: в ходе проведения экспериментов испытывали катализаторы N 18-22 с целью определить эффект содержания серебра, концентрации рубидия и процентного содержания двуокиси углерода на эти катализаторы, как это проиллюстрировано в табл. 7.
Условия проведения процесса: автоклав, 30% этилена, 8% кислорода, 5 ч. на млн. хлористого этила, среднечасовая скорость подачи газов 8000.
Примеры с 28 по 31: в ходе проведения экспериментов испытывали катализаторы N 23 и 24, в которых в пилотной установке сопоставляют катализаторы с высоким и низким содержанием серебра. Результаты сведены в табл. 8.
Условия: 1: 1,0% окиси этилена, 7,5% кислорода, 20% этилена, 3,0% двуокиси углерода, 0,3% этана, 7,5 ч. на млн. хлористого этила, 16 ч. на млн. окиси азота, 19,25 атм, 19,3 кг/см2, среднечасовая скорость подачи газов 6200.
Условия 2: 0,35% окиси этилена, 8,0% кислорода, 24% этилена, 1,0% двуокиси углерода, 0,2% этана, 23 ч. на млн. хлористого этила, 20 ч. на млн. окиси азота, 15,5 атм. 15,5 кг/см2, среднечасовая скорость подачи газов 4700.
условия 3: 2,22% окиси этилена, 8,5% кислорода, 30,0% этилена, 3,0% двуокиси углерода, 0,2% этана, 6 ч. на млн. хлористого этила, 38 ч. на млн. окиси азота, 21,1 атм. 21,1 кг/см2, среднечасовая скорость подачи газа 3600.
Условия 4: 2,30% окиси этилена, 8,5% кислорода, 28,0% этилена, 5,0% двуокиси углерода, 0,2% этана, 14 ч. на млн. хлористого этила, 52 ч. на млн. окиси азота, 240 фунтов/кв.дюйм, 16,9 кг/см2, среднечасовая скорость подачи газов 3300.
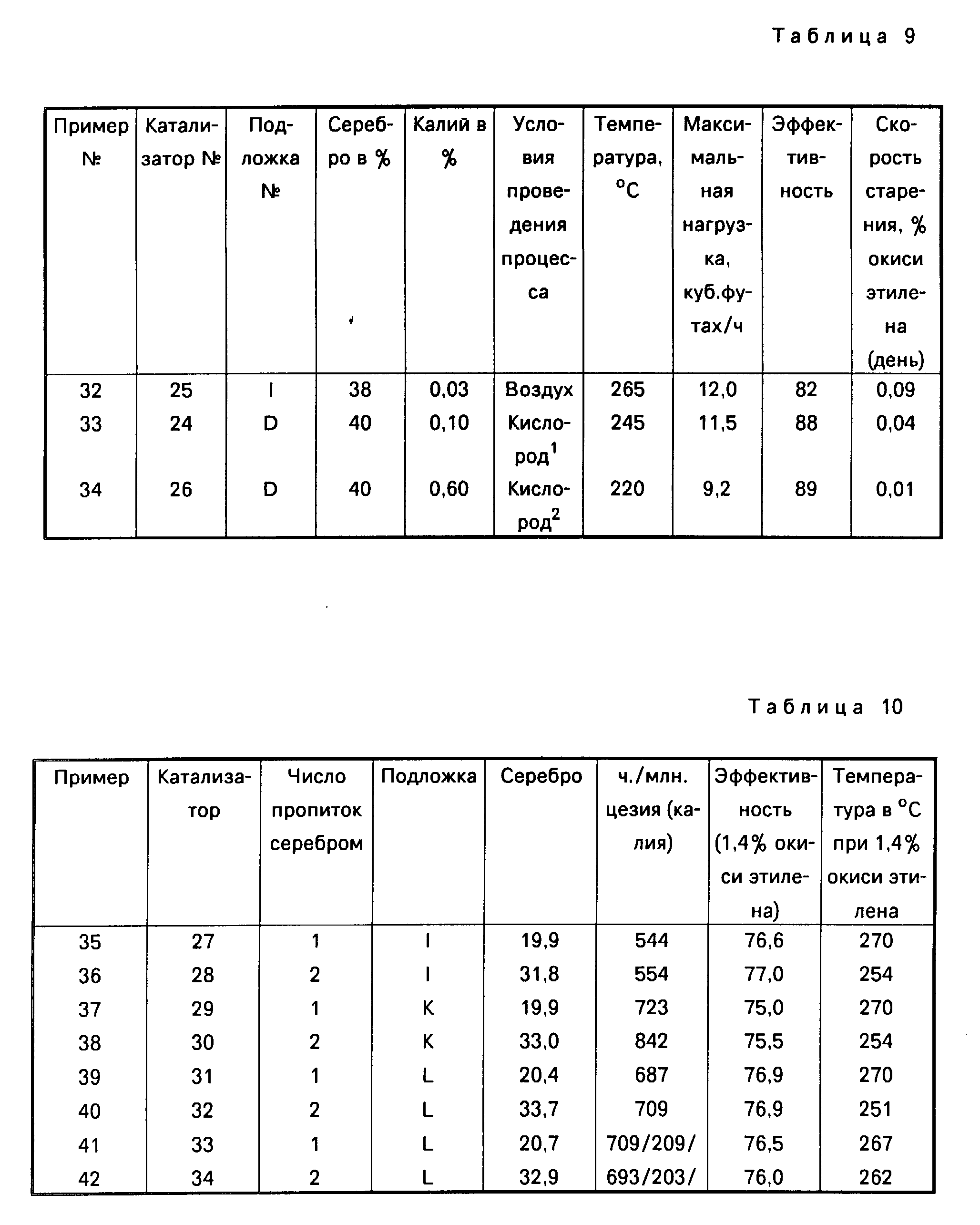
Примеры с 32 по 34: В экспериментах испытывают катализаторы N 24, 25 и 26 с целью сопоставить в ходе проведения процесса в пилотной установке условия как с воздухом, так и с кислородом, как указано в табл. 9.
Условия с воздухом: 8% кислорода, 12% этилена, 2% двуокиси углерода, 0,6% этана, 15 ч. на млн. хлористого этила, 15 ч. на млн. окиси азота, 15,5 кг/см2, среднечасовая скорость подачи газа 5300.
Условия с кислородом 1: 8,5% кислорода, 30% этилена, 3% двуокиси углерода, 0,2% этана, 40 ч. на млн. хлористого этила, 40 ч. на млн. окиси азота, среднечасовая скорость подачи газа 3600.
Условия с кислородом 2: 8,5% кислорода, 30% этилена, 0,5% двуокиси углерода, 0,3% этана, 9 ч. на млн. хлористого этила, 6 ч. на млн. окиси азота, среднечасовая скорость подачи газа 6600.
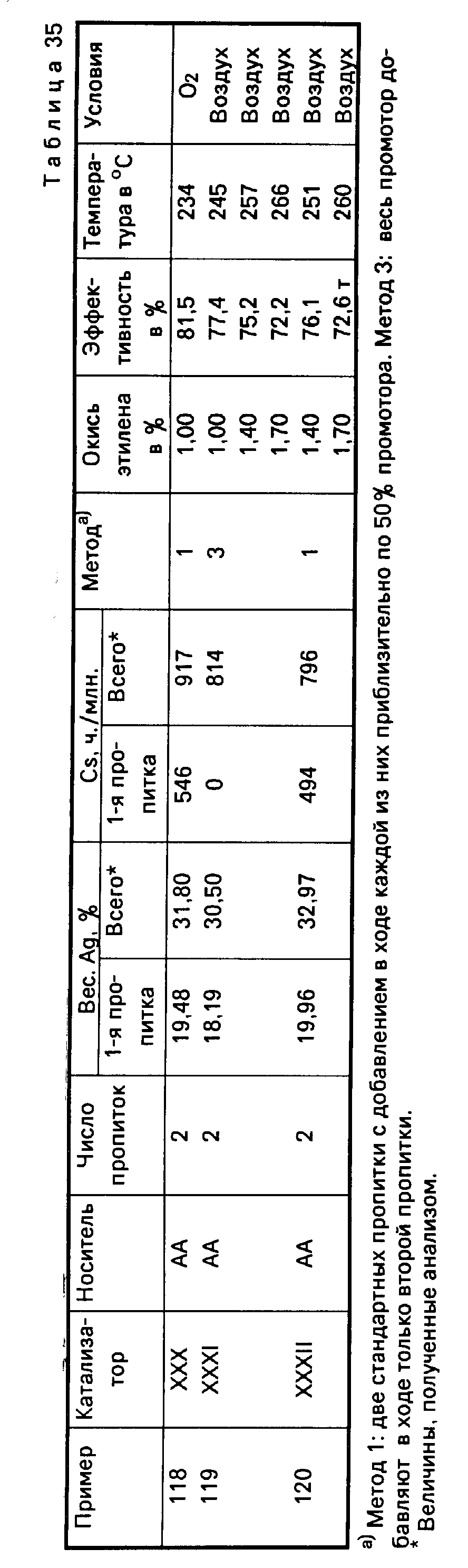
Примеры с 35 по 42: в экспериментах катализаторы N 27-34 испытывали с целью сопоставления катализаторов с высоким и низким содержанием серебра в автоклаве в воздушных условиях, причем такие катализаторы включают в себя подложки, характеризующиеся морфологией пластинчатого типа и наличием остаточного фторсодержащего вещества (или веществ). Из данных табл. 10 совершенно очевидно, что те катализаторы, содержание серебра в которых превышает приблизительно 30 мас. обладают повышенными стабильностью и активностью при одновременном сохранении ими высокой эффективности.
Условия с воздухом: 8% этилена, 6% кислорода, 6,5% двуокиси углерода, 0,5% этана, 15 ч. на млн. хлористого этила, среднечасовая скорость подачи газов 8000, 19,3 кг/см2.
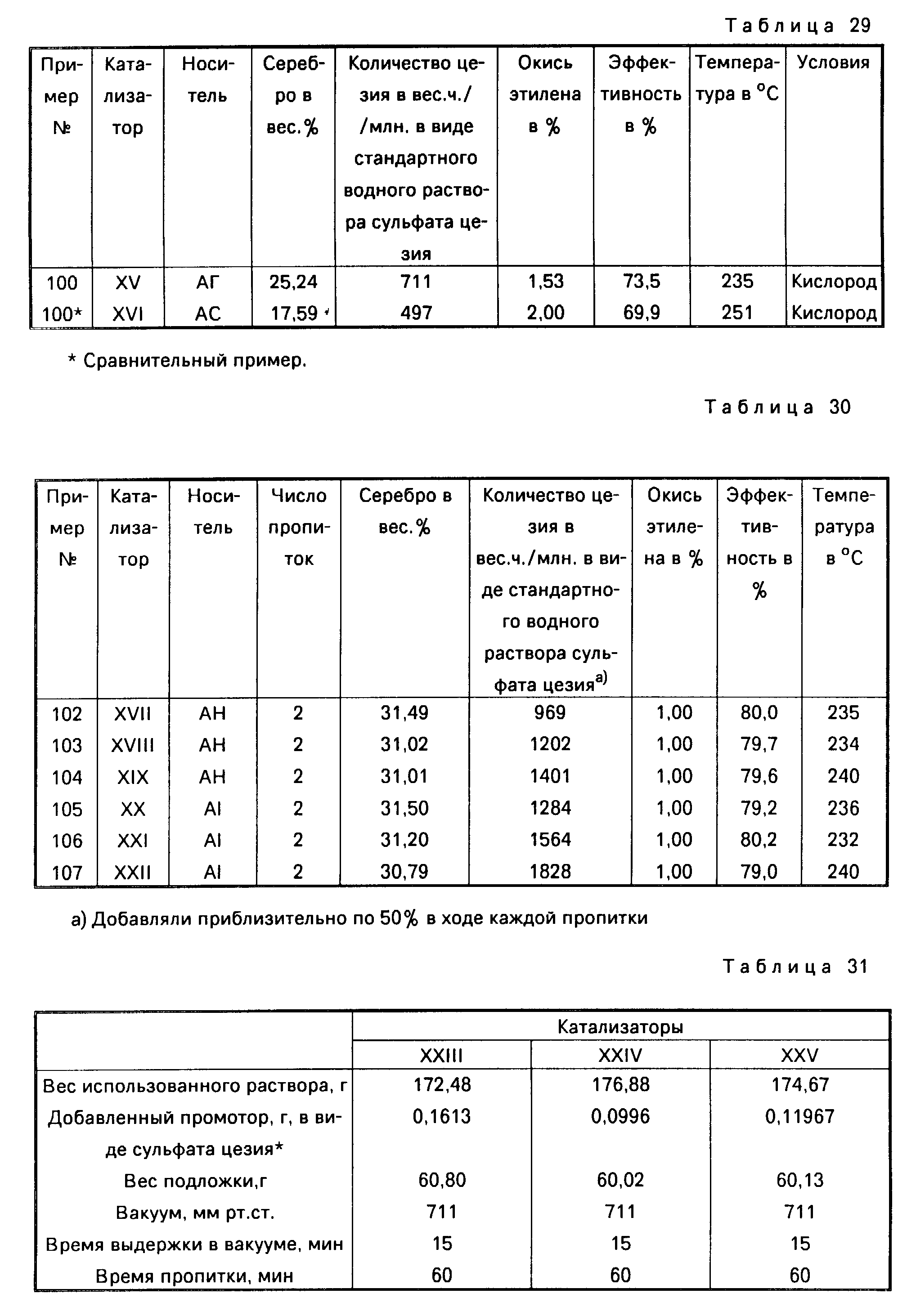
Примеры с 43 по 46: в ходе экспериментов испытывали катализаторы N 35-38, включающие в себя носители непластинчатого типа с большой удельной площадью поверхности, с целью определить эффект высокого и низкого содержания серебра, как это проиллюстрировано в табл. 11.
Вариант способа 1: единственная совместная пропитка серебром и промотором.
Вариант способа 2: две пропитки: 1-я, стандартная, с 50% промотора, 2-я, по методу объема пор (начальная влажность) с 50% промотора.
Вариант способа 3: две стандартные пропитки с 50% промотора, добавляемого в каждом случае.
Условия испытания: стандартные условия процесса с воздухом (6% кислорода, 8% этилена, 6,5% двуокиси углерода, 7,5 ч. на млн. хлористого этила).
Эти катализаторы были приготовлены с использованием смеси с сульфатом цезия, в результате чего было установлено, что они обеспечивают на 1-1,5% более низкую эффективность благодаря примеси Н+.
Примеры с 47 по 52: в ходе экспериментов испытывали катализаторы N 39 и 40 в различных условиях в пилотной установлено с высоким и низким содержанием серебра. Полученные результаты сведены в табл. 12, из которой очевидно, что катализаторы с более высоким содержанием серебра обладают более высокой активностью.
Условия проведения процесса I: 2,3% окиси этилена, 8,5% кислорода, 30% этилена, 5,0% двуокиси углерода, 0,1% этана, 6 ч. на млн. хлористого этила, 16,9 кг/см2, среднечасовая скорость подачи газа 3200.
Условия проведения процесса II: 2,5% окиси этилена, 8,5% кислорода, 30% этилена, 6,0% двуокиси углерода, 0,1% этана, 6,0 ч. на млн. хлористого этила, 21,1 кг/см2, среднечасовая скорость подачи газа 3600.
Условия проведения процесса III: 1,65% окиси этилена, 6,5% кислорода, 10,0% этилена, 6, 0% двуокиси углерода, 0, 1% этана, 4,0 ч. на млн. хлористого этила, 21,1 кг/см2, среднечасовая скорость подачи газа 5300.
Примеры с 53 по 56: в ходе экспериментов испытывали катализаторы N 41-44 с целью сопоставления промотированных молибдатом катализаторов, приготовленных совместной и последовательной пропиткой молибдатом цезия. Как показано в табл. 13, молибдат желательно добавляют совместно с серебром совместной пропиткой, что позволяет достичь желаемой эффективности промотирования. Последовательное добавление молибдата после осаждения серебра не вызывает такого повышения эффективности.
Условия с кислородом: автоклав, 30% этилена, 8% кислорода, 0,5% этана, 0% двуокиси углерода, 19,3 кг/см2, среднечасовая скорость подачи газа - 8000.
Примеры с 57 по 61 соответствуют примерам с 53 по 56 и приведены для сопоставления промотированных молибдатом катализаторов, приготовленных согласно различным вариантам пропитки серебром. В экспериментах данных примеров катализаторы N 45-49 готовят добавлением молибдатного промотора на второй пропитке серебром. Как очевидно из данных табл. 14, лучше всего добавлять молибдатный и сульфатный промоторы с максимально возможным количеством серебра, то есть желательно, чтобы второй пропиточный раствор включал в себя молибдатный промотор, который содержал бы серебро в более высокой концентрации, чем первый пропиточный раствор.
Условия с кислородом: автоклав, 30% этилена, 8% кислорода, 0,5% этана, 6,5% двуокиси углерода, 2 ч. на млн. хлористого этила, 19,3 кг/см2, среднечасовая скорость подачи газа 8000. 40% анионов добавили в виде молибдата, а остальное в виде сульфата. Все катализаторы готовили с использованием подложки N L.
Примеры с 62 по 64: в ходе экспериментов испытывали катализаторы N 50-52 с высоким содержанием серебра на носителе, удельный объем пор которого составляет 2 м2/г. Полученные результаты сведены в табл. 15.
Условия с кислородом: автоклав, 30% этилена, 8% кислорода, 0,5% этана, 6,5% двуокиси углерода, 2 ч. на млн. хлористого этила, 19, 3 кг/см2, среднечасовая скорость подачи газа 8000.
Все катализаторы готовили с использованием подложки N T.
Примеры с 65 по 67: в ходе экспериментов продемонстрировано влияние содержания промотора на катализаторы с высокой концентрацией серебра; результаты сведены в табл. 16.
Условия с кислородом: автоклав, 30% этилена, 8% кислорода, 0,5% этана, 6,5% двуокиси углерода, 2 ч. на млн. хлористого этила, 275 фунтов/кв.дюйм, 19,3 кг/см2, среднечасовая скорость подачи газа 8000.
Все катализаторы готовили с использованием подложки N D.
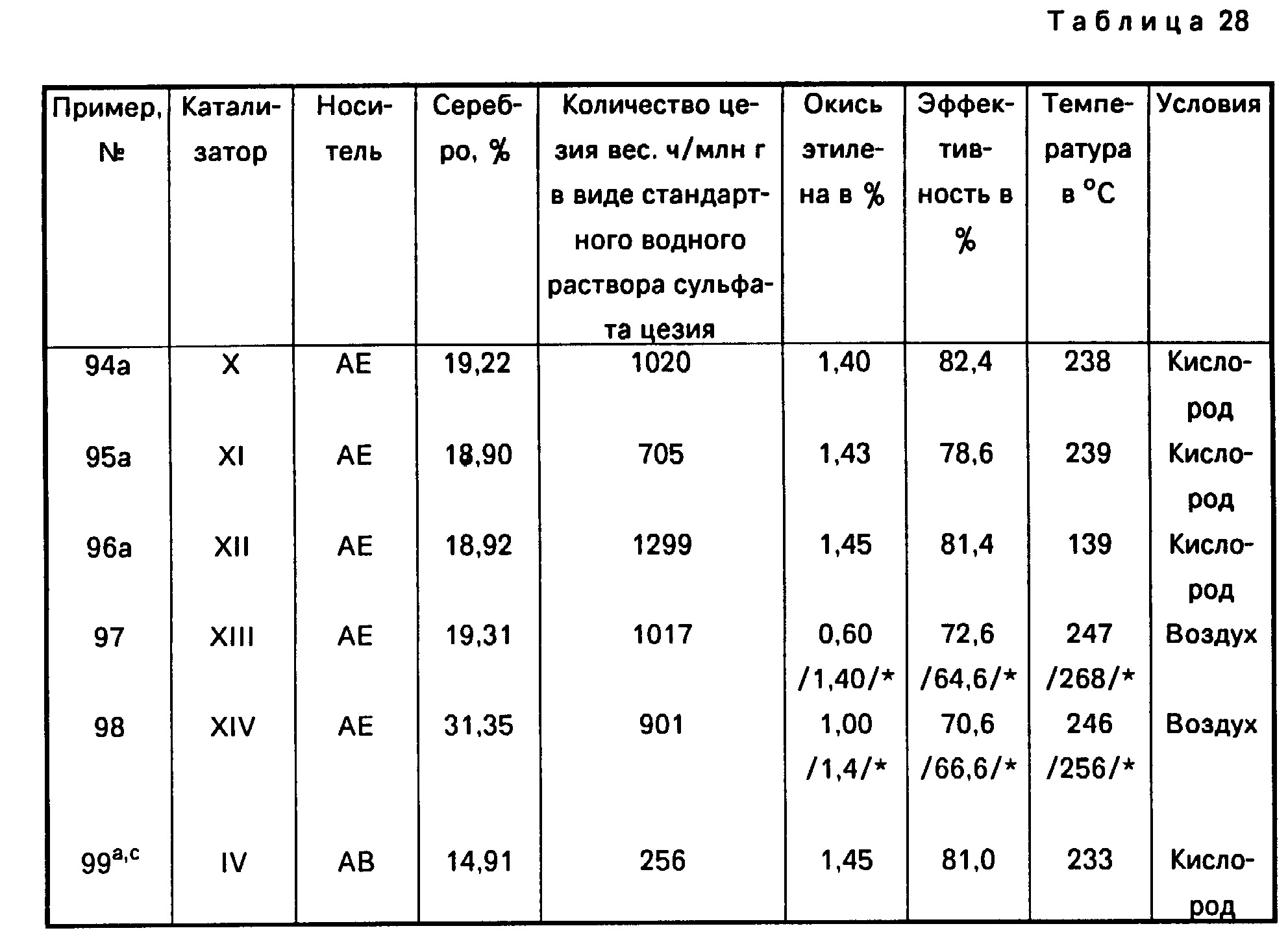
Примеры с 68 по 77 (табл. В) демонстрируют, что высокое содержание серебра сообщает катализаторам повышенные активность и эффективность в зависимости от свойств подложки. Как можно видеть, с увеличением удельной площади поверхности подложки происходит повышение активности катализатора с высоким содержанием серебра, что очевидно из снижения рабочей температуры, необходимого для достижения постоянного получения 1,4% окиси этилена.
Пример 78 осуществляется для сопоставления влияния высокого содержания серебра на подложке с небольшой удельной площадью поверхности, то есть с удельной поверхностью, которая меньше требуемой для практического выполнения настоящего изобретения. Так, в частности, приготовили катализатор с низким содержанием серебра (15 мас. серебра в готовом катализаторе), промотированный цезием и сульфатом калия, на подложке с малой удельной площадью поверхности и низкой степенью пористости (подложка N U). Этот катализатор испытывают в условиях с кислородом при различной скорости подачи газа. Условия проведения процесса: 30% этилена, 8% кислорода, 6,5% двуокиси углерода, 0,5% этана и 10 ч. на млн. хлористого этила. Среднечасовая скорость подачи газа (ССПГ) в первом эксперименте составляла 4000, а в ходе проведения второго эксперимента ССПГ 8000. Эффект удвоения объемной скорости при постоянной производительности (то есть выходе окиси этилена) является тем же самым, что и удвоенная степень работы катализатора (то есть удвоенного оборота). Это равносильно наращиванию покрытой серебром площади поверхности каталитической подложки.
Результаты такого исследования показывают, что добавление высокого содержания серебра к малой удельной площади поверхности подложки оказывает, как можно было бы ожидать, очень небольшое улучшающее действие на эффективность катализатора. Конкретные результаты приведены в табл. 17.
Описание
носителей
Свойства, указанные для каждого
носителя, относящегося к нижеследующему примеру из серии примеров, определяют проведением процедур, которые описаны ниже.
Носитель
АА представляет собой альфа-алюмоокисный носитель с
нижеследующими свойствами:
Удельная поверхность 1,17 м2/г
Объем пор по влагоемкости 0,65 см3/г
Сопротивление раздавливанию, FРСs 3,2 кг
Общий
объем пор, ртуть 0,70 см3/г
Плотность паковки 547,8 кг/м3
Распределение пор по размерам, от общего
объема пор
Размеры пор в микрометрах от общего
объема пор
P1 (менее 0,1) 1,0
P2 (0,1-0,5) 10,5
P3 (0,5-1,0) 11,5
P4 (1,0-10,0) 22,0
P5 (10,0-100)
42,0
P6 (более 100) 13,0
Вымываемые
кислотой примеси
378 ч. на млн. натрия и 330 ч. на млн. калия.
Вымывамые водой примеси
9 ч. на млн. фосфата, 4
ч. на млн. фторида, 88 ч. на млн. алюминия, 2 ч. на
млн. кальция, 60 ч. на млн. калия, 1 ч. на млн. магния, 119 ч. на млн. натрия и 157 ч. на млн. кремния.
Кислотность поверхности
Кислотность носителя АА составляет 0,45 мкмоль
аммиака/г носителя.
Носитель АВ представляет собой альфа-алюмокислый носитель со следующими свойствами.
Удельная
поверхность 0,48 м2/г
Объем пор
по влагоемкости 0,50 см3/г
Сопротивление раздавливанию, FPCs 7,9 кг
Общий объем пор, ртуть 0,53 см3/г
Распределение пор по размерам, от общего объема
пор.
Размеры пор в микрометрах от общего объема пор
P1 (менее 0,1) 0,5
P2 (0,1-0,5) 3,0
P3 (0,5-1,0)
10,5
P4 (1,0-10,0) 29,0
P5 (10,0-100)
46,0
P6 (более 100) 11,0
Вымываемые кислотой примеси
1240 ч. на млн. натрия и 954 ч. на млн. калия.
Кислотность поверхности
0,11 мкмоль аммиака/г
носителя.
Носитель АС представляет собой альфа-алюмоокисный носитель (поставляемый фирмой "Нортон компани", Стоу, штат Охайо, под номером 5502) со следующими свойствами.
Удельная поверхность 0,80 м2/г
Объем пор по влагоемкости 0,26-0,32 см3/г
Сопротивление
раздавливанию, FPCs 9,0 кг
Общий объем пор, ртуть 0,
25-0,34 см3/г
Распределение пор по размерам, от общего объема пор
Размеры пор в микрометрах от общего объема
пор
P1 (менее 0,1) 0
P2 (0,1-0,5) 10,0
P3 (0,5-1,0) 28,0
P4 (1,0-10,0) 54,0
P5 (10,0-100) 6,0
P6 (более 100) 2,0
Химический анализ
Окись алюминия (Al2O3) 99,6%
Двуокись кремния менее 0,05%
Окись железа менее 0,1%
Двуокись титана менее 0,01%
Моноокись марганца менее 0,
015
Окись кальция 0,1%
Окись магния менее
0,02%
Окись натрия 0,2%
Окись калия менее 0,02%
Поверхностная кислотность
1,20 мкмоль аммиака/г
носителя.
Носитель АD представляет собой альфа-алюмоокисный носитель со следующими свойствами.
Удельная поверхность 0,71 м2/г
Объем пор по
влагоемкости 0,45 см3/г
Сопротивление
раздавливанию ГРС 11,8 кг
Общий объем пор, ртуть 0,48 см3/г
Распределение пор по размерам, от общего объема
пор
Размеры пор в микрометрах от общего объема пор
P1 (менее 0,1) 5,3
P2 (0,1-0,5) 4,2
P3 (0,5-1,0) 25,3
P4 )1,0-10,0) 28,4
P5 (10,0-100) 36,8
P6 (более 100) 0
Носитель АЕ представляет собой
альфа-алюмоокисный носитель со следующими свойствами.
Удельная поверхность 2,97 м2/г
Общий объем
пор, ртуть 0,58 см3/г
Распределение пор по
размерам, от общего объема пор
Размеры пор в микрометрах от общего объема пор
P1 (менее 0,1) 0
P2 (0,1-0,5)
32,2
P3 (0,5-1,0) 32,3
P4 (1,0-10,0) 33,9
P5 (10,0-100) 1,0
P6 (более 100) 0
Химическая чистота (анализ следов)
400 ч. на млн. кремния, 240 ч. на
млн. железа, 50 ч. на млн. титана и 120 ч. на млн. галлия.
Носитель AF представляет собой альфа-алюмооксидный носитель со следующими свойствами.
Удельная площадь
поверхности 3,3 м2/г
Общий объем пор, ртуть 0,
56 см3/г
Средний диаметр пор 0,41 мкм
Химическая чистота (анализ следов)
180 ч. на млн. железа,
30-50 ч. на млн. кремния, 34 ч. на млн. титана и 100 ч. на млн.
галлия.
Носитель АG представляет собой альфа-алюмооксидный носитель со следующими свойствами.
Удельная площадь поверхности 2,3 м2/г
Общий объем
пор, ртуть 0,27 см3/г
Средний диаметр пор 0,30 мкм
Распределение пор по размерам, от общего объема
пор
Размер пор в микрометрах от общего объема пор
P1
(менее 0,1) 4,0
P2 (0,1-0,5) 96,0
P3 (0,5-1,0) 0
P4 (1,0-10,0) 0
P5 (10,0-0-100) 0
P6 (более 100) 0
Анализ следов
230 ч. на млн. железа,
100-150 ч. на млн. кремния, 9 ч. на млн. титана и 60 ч. на млн. галлия.
Носитель АН представляет собой альфа-алюмооксидный носитель со следующими свойствами.
Удельная
поверхность 1,58 м2/г
Объем пор по влагоемкости 0,66 см3/г
Сопротивление
раздавливанию, ГРС 3,8 кг
Общий объем пор, ртуть 0,674 см3/г
Плотность паковки 559 кг/м3
Cредний диаметр пор 2,2 мкм
Распределение пор по
размерам, от общего объема пор
Размеры пор в микрометрах от общего объема
пор
P1 (менее 0,1) 0,5
P2 (0,1-0,5) 11,0
P3 (0,5-1,0) 21,0
P4 (1,0-10,0) 25,0
P5 (10,0-100) 29,0
P6 (более 100) 14,0
Вымываемые кислотой
примеси
1020 ч. на млн. натрия, 564 ч. на млн. калия, 313 ч, на млн. кальция и 1936 ч. млн. алюминия.
Носитель AI представляет собой альфа-алюмооксидный носитель со следующими свойствами.
Удельная поверхность 1,79 м2/г
Объем пор по влагоемкости 0,67
см3/г
Сопротивление раздавливанию, ГРС 3,7 кг
Общий объем пор, ртуть 0,70 см3/г
Плотность паковки 559 кг/м3
Средний диаметр пор 1,
4 мкм
Распределение пор по размерам, от общего объема пор
Размеры пор в микрометрах от общего объема пор
P1 (менее 0,1) 0
P2 (0,1-0,5) 12,0
P3 (0,5-1,0)
25,0
P4 (1,0-10,0) 33,0
P5 (10,0-100) 21,0
P6
(более 100) 9,0
Вымываемые кислотой примеси
1074 ч. на млн. натрия, 542 ч. на млн. калия, 233 ч. на млн.
кальция и 1986 ч. на млн. алюминия.
Носитель AJ (идентичный носителю R) представляет собой носитель АА, который промыли в соответствии с нижеследующей процедурой: 30 мин в кипящей воде и 6-кратная промывка (ополаскивание) при температуре 25oC, причем каждый раз 1000 см3 носителя промывали 1200 см3 воды. Носитель высушили при температуре 300oC.
Вымываемые водой примеси
1 ч. на млн.
фторида, 2 ч. на млн. фосфата, 59 ч. на млн. алюминия, 8 ч. на млн. кальция, 61 ч. на млн. калия, 4 ч. на млн. магния, 51 ч.
на млн. натрия и 144 ч. на млн. кремния.
Кислотность носителя AJ составляет 1,03 мкмоль аммиака/г носителя.
Носитель АК представляет собой альфа-алюмоокисный носитель с нижеследующими свойствами.
Удельная поверхность 0,
91 м2/г
Объем пор по влагоемкости 0,49 см3/г
Сопротивление раздавливанию, ГРС 5,9
кг
Общий объем пор, ртуть 0,51 см3/г
Плотность
паковки 666,4 кг/м3
Распределение пор по размерам, от общего объема пор
Размеры пор в
микрометрах от общего объема пор
P1 (менее 0,1) 1,0
P2 (0,1-0,5) 9,
5
P3 (0,5-1,0) 17,0
P4 (1,0-10,0) 19,0
P5 (10,0-100) 45,5
P6 (более 100) 8,
0
Вымываемые водой примеси
25 ч. на млн. фосфата, 1 ч. на млн. фторида,
170 ч. на млн. алюминия, 9 ч. на млн. кальция, 84 ч. на млн. калия, 1 ч. на млн. магния, 188 ч. на млн.
натрия и 240 ч. на млн. кремния.
Примеры 79 и 80 (оба для сравнения). Катализаторы готовят в соответствии с процедурами, описанными ниже.
Приготовление пропиточного
раствора
1. Приблизительно 118 г этилендиамина (сорта высокой степени чистоты)
смешивают с 200 г дистиллированной воды.
2. В этот водный этилендиаминовый раствор в комнатных условиях постепенно добавляют приблизительно 123 г щавелевой кислоты (дигидрат щавелевой кислоты сорта для реакций). Протекает экзотермическая реакция, и температура раствора повышается примерно до 40oC.
3. В раствор со стадии 2 при непрерывном перемешивании осторожно добавляют приблизительно 216 г порошкообразной окиси серебра.
4. В раствор со стадии 3 далее добавляют приблизительно 43 г моноэтаноламина, не содержащего железа и хлора.
Примечание: стадии с 1 по 4 осуществляют в массе двукратного размера от указанного здесь, а затем делят на две равные аликвоты.
5. В первую аликвоту добавляют 7,91 г стандартного раствора гидроокиси цезия, содержащего 0,010371 г цезия на грамм раствора (приготовленного растворением гидроокиси цезия в дистиллированной воде) и 8,02 г стандартного раствора карбоната калия (содержащего 0,003031 г калия на грамм раствора). Дополнительно добавляют 5,03 г дистиллированной воды. Общий вес раствора составляет 371,06 г при объеме 250 мл.
Во вторую аликвоту добавляют 3,96 г вышеуказанного стандартного раствора гидроокиси цезия и 4,01 г вышеупомянутого стандартного раствора карбоната калия. Добавляют далее дополнительно 13,43 г дистиллированной воды. Общий вес раствора составляет 371,50 г при объеме в 250 мл.
Пропитка носителя
1. На две отдельные порции (по 200 г каждая) носителя АС воздействуют вакуумом (остаточное
давление приблизительно 2 мм рт.ст.) при комнатной температуре. Эти две порции пропитывают первой
(катализатор 66) и второй (катализатор 67) аликвотами растворов с вышеуказанной стадии 5
соответственно с выдержкой в вакууме в течение 1 ч каждой.
2. Избыток раствора сливают в течение 30 мин.
Прокаливание катализатора
1. Каждую порцию
пропитанного носителя прокаливают в токе горячего воздуха с применением ленточной установки для прокаливания при
температуре приблизительно 500oC в течение 2,5 мин. Расход потока воздуха
составляет 12,15 м3/ч/см2.
Результаты экспериментов примеров 79 и 80 сведены в табл. 18. Катализатор оценивают с использованием автоклава в стандартных условиях процесса с воздухом, которые изложены выше.
В ходе проведения экспериментов нижеследующих примеров во всех случаях, за исключением специально оговоренных, практически полностью повторяют процедуры, которые изложены для примеров 79 и 80.
Примеры с 81 по 84 (все для сравнения). Катализаторы I, II и III готовят в общем в соответствии с процедурой, изложенной для примеров 79 и 80. Готовят три пропиточных раствора (исходные растворы), предназначенных для использования при приготовлении этих катализаторов. Подробные характеристики каждого из таких исходных растворов приведены в табл. 19. В табл. 20 сведены данные, отражающие приготовление катализаторов.
Технологические характеристики таких катализаторов приведены в табл. 21. Эксперименты примеров с 81 по 83 проводят в условиях с воздухом, а эксперимент примера 84 в условиях с кислородом.
a) Был использован избыток раствора, слитого после первой пропитки.
Примеры 85 и 86 (оба для сравнения). Катализаторы IV и V готовят в соответствии с процедурой, аналогичной в функциональных аспектах процедуре приготовления катализаторов 79 и 80. Данные для этих катализаторов и результаты их испытаний сведены в табл. 22.
Примеры 87 и 88 (оба для сравнения). Исходный раствор IV готовят с использованием нижеследующих
компонентов, г:
Этилендиамин 1445,5
Дигидрат щавелевой кислоты 1445,6
Окись серебра 2535,0
Моноэтаноламин 533,0
Дистиллированная вода 3348,8
Катализатор VI готовят пропиткой 83,38 г носителя АВ, аликвотой 272,44 г исходного раствора IV.
Носитель выдерживают в вакууме в течение 15 мин и пропитывают в течение 30 мин с последующим сливом
избытка раствора в течение 15 мин. Катализатор прокаливают при температуре 500oC в
течение 2,5 мин на ленточной установке для прокаливания с расходом потока воздуха 12,05 м3
/ч/см2. Содержание поглощенного серебра составляет 15,43 мас. Этот прокаленный
катализатор пропитывают второй раз слитым раствором (207,01 г), взятым после первой пропитки, в который
добавляют 2,8509 г водного раствора сульфата цезия, содержащего 0,0383 г цезия на каждый грамм
раствора. Процедуры пропитки и прокаливания идентичны описанным для первой стадии пропитки. Содержание
серебра, поглощенного на второй стадии пропитки, составляет 11,07 мас. Общее содержание
поглощенного серебра составляет 26,50 мас. а цезия 275 ч. на млн.
Данные о катализаторе VI и его эксплуатационных свойствах сведены в табл. 23.
Примеры 89 и 90 (оба для сравнения). Катализаторы VII и VIII готовят повторной пропиткой двух небольших порций катализатора IV примера 85 в соответствии с нижеследующей процедурой.
Катализатор VII. 80,06
г катализатора IV выдерживают в вакууме в течение 15 мин величиной в 711 мм рт. ст. а затем пропитывают в
течение 30 мин раствором, приготовленным с использованием нижеследующих компонентов, г:
Этилендиамин 36,16
Дигидрат щавелевой кислоты 35,85
Окись серебра 59,00
Моноэтаноламин 13,36
Дистиллированная вода 47,00
Стандартный раствор
промотора (0,035 г цезия в виде сульфата цезия на грамм раствора) 2,30
С пропитанного катализатора
сливают жидкость в течение 30 мин, и его прокаливают при температуре 500oC в
течение 2,5 мин на ленточной установке для прокаливания с расходом потока воздуха 0,29 м3/ч/см2). Общее содержание поглощенных серебра и цезия составляет: 27,58% для серебра и
432 ч. на млн. для цезия.
Катализатор VIII. Пропиточный раствор готовят с использованием
нижеследующих компонентов, г:
Этилендиамин 30,58
Дигидрат щавелевой кислоты
30,86
Окись серебра 54,10
Моноэтаноламин 11,57
Дистиллированная вода 57,00
Стандартный раствор промотора (0,035 г цезия в виде сульфата цезия на грамм раствора) 1,
75
86,50 г катализатора IV пропитывают второй раз в соответствии с процедурой, описанной для
вышеуказанного катализатора VII. Общее количество поглощенного серебра и цезия составляет: 26,68
мас. для серебра и 405 ч. на млн. для цезия.
Данные для этих катализаторов и их эксплуатационные свойства сведены в табл. 24.
Пример 91 (сравнительный). Катализатор
IX готовят с использованием пропиточного раствора, содержащего, г:
Этилендиамин 36,07
Дигидрат щавелевой кислоты 36,13
Окись серебра 63,27
Моноэтаноламин 12,66
Дистиллированная вода 56,15
Стандартный раствор промотора (0,015 г цезия в виде
сульфата цезия на грамм раствора) 13,22
69,21 г носителя AD выдерживают в вакууме величиной 711
мм рт.ст. с последующей пропиткой вышеуказанным раствором в течение 1 ч. Пропитанный носитель
выдержали в течение 15 мин для слива избытка жидкости и прокалили при температуре 500oC в
течение 2,5 мин на ленточной установке для прокаливания с расходом потока воздуха 12,05 м3/ч/см2. Содержание поглощенного серебра соответствует 16,23 мас. а поглощенного
промотора 546 ч. на млн. в пересчете на цезий.
Данные о катализаторе и его эксплуатационные свойства сведены в табл. 25.
Примечание к табл. 25: a) Как эффективность, так и температура изменялись в течение приблизительно одной недели испытания. Эффективность при этом понизилась, тогда как температуру повысили.
Примеры 92 и 93. К 125-миллитровой аликвоте раствора, содержащего 25,85 мас. серебра, 15,53 мас. этилендиамина, 15,53 мас. дигидрата щавелевой кислоты, 5,73 мас. моноэтаноламина и 35,97 мас. дистиллированной воды, добавляют 5,64 г раствора сульфата цезия, содержащего 0,015 г цезия на грамм раствора. 69,28-граммовую порцию носителя AD выдерживают в течение 30 мин в вакууме величиной 711 мм рт.ст. а затем пропитывают 125 мл вышеуказанного раствора в течение 1 ч. С мокрого катализатора в течение 30 мин сливают избыток раствора и прокаливают при температуре 500oC в течение 2,5 мин на ленточной установке для прокаливания при расходе потока воздуха 12,15 м3/ч/см2. Содержание поглощенного серебра составляет 15,51 мас. а содержание поглощенного промотора 288 ч. на млн. в пересчете на цезий. После отделения 6,62 г этого катализатора для анализа остальную часть пропитывают вторично с использованием дополнительной 125-миллилитровой аликвоты вышеуказанного раствора, в который добавляют 7,33 г такого же раствора сульфата цезия. Процедуры пропитки и прокаливания практически идентичны осуществляемым на первой стадии пропитки. Общее количество поглощенного серебра составляет 25,85 мас. а общее количество поглощенного промотора 530 ч. на млн. в пересчете на цезий.
Данные о катализаторе и его эксплуатационные свойства сведены в табл. 26.
Примеры с 94 по 99. Для приготовления катализаторов этих примеров используют два исходных
раствора. Один исходный раствор N IV идентичен вышеизложенному в примерах 87 и 88. Другой исходный раствор N
V готовят из следующих компонентов, г:
Этилендиамин 1112,00
Дигидрат
щавелевой кислоты 1112,00
Окись серебра 1950,00
Моноэтаноламин 410,00
Дистиллированная вода 2576,00
Катализаторы X, XI, XII, XIII, XIV готовят с использованием
носителя АЕ cогласно процедурам, аналогичным тем, что были использованы в ходе экспериментов
примеров 79 и 80. Данные о приготовлении сведены в табл. 27, а данные об эксплуатационных свойствах в
табл.28.
Примечания к табл. 28: а) Микрореакторы. Количество использованного катализатора составляет 1 см3 зерен размерами 14/30 меш, 1,41/0,59 мм; общее избыточное давление равно 10,5 кг/см2, а среднечасовая скорость подачи газа 6000/ч. Микрореактор, который был использован в экспериментах данных примеров, представляет собой трубку диаметром 6,35 мм.
b) Также содержит 78 ч. на млн. калия в виде сульфата калия.
c) Сравнительный пример.
* Величины, взятые в скобки, получены расчетным путем экстраполяцией экспериментальных данных для сравнения с другими катализаторами.
Примеры 100 и 101. Готовят пропиточный раствор нижеследующего состава, г:
Этилендиамин
111,20
Дигидрат щавелевой кислоты 111,20
Окись серебра 195,00
Моноэтаноламин
39,08
Дистиллированная вода 107,58
К половине этого раствора (282,03 г)
добавляют 7,34 г стандартного раствора сульфата цезия, содержащего 0,035 г цезия на каждый грамм раствора.
Этот раствор с промотором первоначально используют для приготовления катализатора на носителе
АА, а порции этого раствора после слива его избытка используют для приготовления катализаторов XV и
XVII.
Катализатор XV готовят вначале пропиткой 20,56 г носителя AF 50 мл (71,94 г) вышеуказанного слитого раствора с последующим прокаливанием согласно вышеизложенному в примерах 79 и 80. Затем проводят другую идентичную пропитку прокаленного катализатора. Общее содержание поглощенного серебра составляет 25,24 мас. а общее содержание поглощенного промотора 711 ч. на млн. в пересчете на цезий.
Катализатор XVI готовят аналогично катализатору XV вначале пропиткой 20,64 г носителя AG 72,3 г слитого раствора с последующим прокаливанием. Затем прокаленный катализатор пропитывают во второй раз согласно идентичной процедуре. Общее содержание поглощенного серебра составляет 17,59 мас. а общее содержание поглощенного промотора 497 ч. на млн. в пересчете на цезий.
Катализаторы и их эксплуатационные характеристики сведены в табл. 29. Применяют микрореактор, заполняемый измельченными гранулами катализаторов.
Пример 29.
Примеры с 102 по 107. Готовят пропиточный раствор, который практически идентичен вышеописанному в примерах 92 и 93, за исключением того, что в данном случае он содержит 24, 51 мас. серебра.
Катализаторы XVII, XVIII и XIX готовят с использованием носителя АН. Для изготовления каждого катализатора 125 см3 носителя пропитывают 260 г вышеуказанного раствора в соответствии с процедурами, описанными в примерах 79 и 80. В каждый раствор для создания желаемой концентрации промотора (цезия) в прокаленном катализаторе добавляют, как это указано в табл. 30, соответствующие количества сульфата цезия в качестве промотора. Избыток раствора после слива используют совместно с соответствующим количеством промотора так, как это указано в табл. 30, для пропитки каждого катализатора во второй раз с последующим повторным прокаливанием. Общее количество промотора осаждают при осуществлении обеих стадий, вводя приблизительно по 50% на каждой стадии пропитки.
Катализаторы XX, XXI и XXII готовят аналогично катализаторам XVII, XVIII и XIX, но применяют при этом носитель AI.
Катализаторы и их эксплуатационные свойства сведены в табл. 30. Эти эксплуатационные свойства были оценены в условиях с кислородом.
Примеры с 108 по 110 (все для сравнения). Готовят раствор следующего состава, г:
Этилендиамин 55,60
Дигидрат щавелевой кислоты 55,60
Окись серебра 97,54
Моноэтаноламин 19,54
Дистиллированная вода 54,37
К половине вышеуказанного
раствора добавляют 4,61 г стандартного раствора сульфата цезия, содержащего 0,035 г цезия на грамм раствора,
и 35,00 г воды для доведения объема раствора до 125 мл. Этот раствор используют для
приготовления катализатора XXIII.
Другой раствор готовят для приготовления катализаторов XXIV и
XXV. Этот раствор готовят с использованием компонентов, г:
Этилендиамин 55,
60
Дигидрат щавелевой кислоты 55,60
Окись серебра 97,54
Моноэтаноламин 19,54
Дистиллированная вода 122,00
Вышеуказанный раствор делят на равные половины.
К первой половине добавляют 2,85 г вышеуказанного раствора сульфата цезия и используют для приготовления
катализатора XXIV. Ко второй половине добавляют 3,42 г раствора сульфата цезия и используют
для приготовления катализатора XXV.
Данные о приготовлении катализаторов суммированы в табл. 31, а эксплуатационные свойства сведены в табл. 32. Эксплуатационные свойства оценивают с использованием измельченного катализатора в микрореакторе в соответствии с процедурами, которые изложены в примере 94.
Примеры с 111 по 116. Катализатор XXVI готовят с использованием нижеследующего раствора, содержащего: 55,60 г этилендиамина, 55,00 г дистиллированной воды, 55,60 г дигидрата щавелевой кислоты, 97,54 г окиси серебра и 19,54 г моноэтаноламина. Этот раствор делят на две равные порции, и к первой половине добавляют 2,24 г стандартного раствора сульфата цезия, содержащего 0,035 г цезия на грамм раствора, и дополнительно добавляют 37,00 г дистиллированной воды для доведения объема до 125 мл. 61,54 г носителя AJ пропитывают 125 мл этого раствора и прокаливают, как это изложено в примерах 79 и 80. Содержание поглощенного серебра составляет 20,22 мас. а содержание промотора 350 ч. на млн. в пересчете на цезий.
Ко второй половине упомянутого раствора добавляют 2,75 г вышеуказанного стандартного раствора сульфата цезия и 36,00 г дистиллированной воды. Этот раствор используют для пропитки прокаленного катализатора после первой стадии практически согласно идентичной процедуре. Общее содержание поглощенного серебра составляет 33,33 мас. а общее содержание поглощенного цезия 628 ч. на млн.
Катализаторы XXVII и XXVIII готовят согласно нижеследующему.
Пропиточный раствор готовят с использованием 55,60 г этилендиамина, 55,00 г дистиллированной воды, 55,60 г дигидрата щавелевой кислоты, 97,54 г окиси серебра и 19,54 г моноэтаноламина. Этот раствор делят на две равные порции.
К первой половине вышеуказанного раствора добавляют 2,56 г стандартного раствора сульфата цезия, использованного для приготовления катализатора XXVI, плюс 37,00 г дистиллированной воды, 60,12 г носителя XJ пропитывают и прокаливают с использованием этого раствора, как в случае катализатора XXVI. Содержание поглощенного серебра составляет 20,06 мас. а содержание поглощенного цезия 396 ч. на млн. Для пропитки катализатора во второй раз по методу начальной влажности (объем пор) используют порцию в 49,00 мл (69,4 г) слитого раствора, а стадия прокаливания идентична стадии первого прокаливания. Общее содержание поглощенного серебра составляет 33,45 мас. а общее количество поглощенного промотора 641 ч. на млн. в пересчете на цезий. Этот катализатор представляет собой катализатор XXVII.
Катализатор XXVIII готовят с использованием второй половины вышеуказанного раствора, к которому добавляют 3,84 г стандартного раствора сульфата цезия, использованного по вышеизложенному, плюс 37,00 г дистиллированной воды. 60,13 г носителя AJ используют для пропитки и прокаливания. Содержание поглощенного серебра составляет 19,70 мас. а содержание поглощенного промотора 584 ч. на млн. в виде цезия. 67,14 г слитого раствора используют для пропитки катализатора во второй раз, как в случае с катализатором XXVII в соответствии с методом объема пор (начальная влажность). Общее количество поглощенного серебра составляет 32,06 мас. а общее содержание поглощенного промотора 950 ч. на млн. в пересчете на цезий.
Сведения о катализаторах и их эксплуатационных свойствах приведены в табл. 33.
Пример 117. Катализатор XXIX готовят с использованием носителя АК с использованием порции пропиточного раствора, который применяли в экспериментах примеров со 102 по 107.
84,84 г (125 мл) носителя АК выдерживают в вакууме в течение 15 мин с последующей пропиткой 268,15 г вышеуказанного раствора в течение 30 мин. С катализатора затем сливают избыток жидкости в течение 15 мин и прокаливают при температуре 500oC в течение 2, 5 мин на ленточной установке для прокаливания с расходом потока воздуха 12,19 м3/ч/см2. Содержание поглощенного серебра составляет 15,18 мас.
Этот прокаленный катализатор пропитывают во второй раз слитым раствором, взятым с первой стадии пропитки, к которому добавляют 5,2232 г цезия на каждый грамм раствора. Пропитку и прокаливание проводят практически идентично вышеизложенному для первой пропитки. Общее содержание поглощенного серебра составляет 25,73 мас. а общее содержание поглощенного промотора 511 ч. на млн. в пересчете на цезий.
Эксплуатационные свойства катализатора сведены в табл. 34.
Примеры с 118 по 120. Катализаторы XXX, XXXI и XXXII готовят следующим образом.
Катализатор XXX готовят с использованием 2183 г носителя АА, который дважды пропитывают. Первую пропитку проводят с 7075 г раствора нижеследующего состава: 1112,00 г этилендиамина, 1112,00 г дигидрата щавелевой кислоты, 1950,00 г окиси серебра, 390,80 г моноэтиноламина, 6, 919 г порошкообразного сульфата цезия и 2510,00 г дистиллированной воды. Продолжительность пропитки и слива избытка составляют соответственно 60 и 30 мин. Носитель прокаливают при температуре 500oC в течение 2,5 мин на ленточной установке для прокаливания с расходом потока воздуха 12,06 м3/см2 . Содержание поглощенного промотора равно 546 ч. на млн. в пересчете на цезий.
Готовят раствор, практически идентичный вышеуказанному, за исключением того, что используют при этом 8, 8700 г порошкообразного сульфата цезия, и его используют для пропитки носителя во второй раз согласно процедуре, практически идентичной той, что была осуществлена для первой пропитки. Общее содержание поглощенного серебра составляет 31,80 мас. а общее содержание поглощенного промотора 917 ч. на млн. в пересчете на цезий.
Катализатор XXXI готовят с использованием пропиточного раствора, который аналогичен используемому при получении катализаторов XVII, XVIII, XIX, XX и XXI примеров со 102 по 107. 2478 г носителя АА пропитывают 6347 г вышеуказанного раствора без добавления сульфата цезия и с использованием процедуры, аналогичной процедуре проведения первой пропитки упомянутого катализатора XXX. Содержание поглощенного серебра составляет 18,19 мас. Слитый раствор используют для второй пропитки носителя. К этому слитому раствору добавляют 8,0897 г порошкообразного сульфата цезия и дополнительно пропиточного раствора для достижения перед пропиткой общего веса 6298 г. Процедуры пропитки и прокаливания аналогичны используемым в ходе первой пропитки. Общее содержание поглощенного серебра составляет 39,50 мас. а общее содержание поглощения промотора 781 ч. на млн. в пересчете на цезий.
Катализатор XXXII получают с использованием раствора, содержащего 55,60 г этилендиамина, 55,00 г дистиллированной воды, 55,60 г дигидрата щавелевой кислоты, 97,54 г окиси серебра и 19,54 г моноэтаноламина. К половине этого раствора добавляют 3,21 стандартного раствора сульфата цезия, содержащего 0,035 г цезия на каждый грамм раствора плюс 37,00 г дистиллированной воды, а затем этот раствор используют для пропитки 60,20 г носителя АА. Носитель выдерживают в вакууме в течение 15 мин и пропитывают в течение 60 мин, а затем дают стечь в течение 20 мин избытку жидкости и прокаливают при температуре 500oC в течение 2,5 мин на ленточной установке для прокаливания с расходом потока воздуха 12,15 м3/ч/см2. Содержание поглощенного серебра составляет 19,96 мас. а количество промотора 494 ч. на млн. в пересчете на цезий. Вторую половину раствора, в которую добавляют 3,93 г вышеуказанного стандартного раствора сульфата цезия плюс 37,00 г дистиллированной воды, используют для второй пропитки согласно процедуре, практически идентичной процедуре первой пропитки. Общее содержание поглощенного серебра составляет 32,97 мас. а общее содержание поглощенного промотора 796 ч. на млн. в пересчете на цезий.
Данные о приготовлении и эксплуатационных характеристиках катализаторов сведены в табл. 35.
Примеры с 121 по 123. Для приготовления катализаторов с XXXIII по XXXV осуществляют нижеследующую общую процедуру.
В 100-миллилитровый химический стакан из стекла сорта "Пайрекс" при постоянном перемешивании добавляют 7,5 г этилендиамина, 7,0 мл воды, 7,51 г щавелевой кислоты, 13,16 г окиси серебра и 2,63 г моноэтаноламина. Далее химический стакан накрывают между добавлениями часовым стеклом. Температура раствора после каждого добавления находится в интервале от 25 до 60oC. Затем эту смесь разбавляют дистиллированной водой до объема 35 мл.
Стандартный раствор перрената цезия, содержащий 0,00531 г цезия/г раствора готовят добавлением эквимолярных количеств гидроокиси цезия и перрената аммония в дистиллированную воду. Стандартный раствор сульфата цезия, содержащий 0,015 г цезия/г раствора готовят добавлением сульфата цезия в дистиллированную воду.
Стандартные растворы добавляют в раствор, содержащий окись серебра, с получением желаемого пропиточного раствора. Перренат цезия нагревают до температуры 75oC с целью обеспечить полное растворение соли, а пропиточный раствор нагревают до температуры приблизительно 40oC для растворения перрената цезия.
10 г подложки добавляют в пропиточный сосуд из стекла "Пайрекс". Давление в сосуде снижают до остаточного приблизительно 2,0-5,0 мм рт.ст. Пропиточный раствор осторожно добавляют в этот сосуд. Затем давление в сосуде вновь повышают до атмосферного. Пропиточному раствору дают стечь в течение 20 мин. Слитый раствор хранят в закрытом химическом стакане. Пропитанную подложку прокаливают в установке для прокаливания при температуре 500oC в течение 3 мин. Стадии пропитки и прокаливания повторяют с использованием слитого раствора для пропитки.
Данные о катализаторах суммированы в табл. 36.
Катализаторы XXXXIII, XXXIV и XXXV используют в микрореакторе для оценки их эксплуатационных характеристик. Для проведения испытания в микрореакторе каталитические гранулы измельчают в дробилке, толкут и просеивают с отбором частиц желаемого размера (30-70 меш, 0,59-0,21 мм). 10 г измельченного катализатора загружают в трубку из нержавеющей стали диаметром 6,35 мм и длиной 139,7 мм. Эту трубку помещают внутрь печи для испытаний и соединяют с системой для подачи газов. Температуру в печи регулируют с помощью регулятора температуры, а давление на выходе из реактора поддерживают на уровне 10,5 кг/см2 с помощью регулятора обратного давления Грувса. Расход потока газа доводят до желаемой среднечасовой объемной скорости подачи газа (12 л/ч при нормальных температуре и давлении). Реакционную температуру измеряют с помощью двух термопар внутри реактора, одна из которых погружена в каталитический слой на глубину приблизительно 50,8 мм от верхушки реактора, а другая помещается у выхода из реактора. Среднюю величину полученных двух данных фиксируют как реакционную температуру. Исходная композиция включает 30 об. этилена, 8 об. кислорода, 6,5 об. двуокиси углерода, этан и хлориды, как это отмечено в табл. 37, тогда как остальное приходится на долю азота.
Реферат
Использование: в нефтехимии, в частности в производстве серебросодержащих катализаторов для получения алкиленоксида. Сущность изобретения: носитель из α-оксида алюминия с удельной поверхностью не менее 0,7 м2/г и объемом пор не менее 0,5 см3/г пропитывают первым пропитывающим раствором, содержащим растворенное соединение серебра, отделяют носитель от пропитывающего раствора. Носитель обрабатывают в условиях, при которых соединение серебра превращается в металлическое. Затем носитель пропитывают вторым пропитывающим раствором, содержащим дополнительное соединение серебра. Отделяют от раствора и обрабатывают для перевода соединения серебра в металлическое серебро в определенных условиях. Пропитку ведут до содержания металлического серебра на носителе от 30 до 60 мас. % от общей массы катализатора. Предпочтительно один из пропитывающих растворов содержит минимум один промотор, выбранный из группы щелочных металлов, с концентрацией, достаточной для получения готового катализатора, содержащего промотор в виде металла в количестве от 0,03 до 0,6 мас. % от общего веса катализатора. Предпочтительно носитель имеет морфологию пластинчатого типа и содержит фторсодержащее соединение. Промотор предпочтительно содержит галогениды и/или оксианионы серы или молибдена. 9 з.п. ф-лы, 40 табл.
Комментарии