Способ получения 3-метилпиперидина и 3-метилпиридина - RU2127726C1
Код документа: RU2127726C1
Чертежи




Описание
Изобретение относится к способу получения 3-метилпиперидина (MPI), соответственно, 3-метилпиридина (PIC) из 2-метил-1,5-диаминопентана (MPDA).
3-Метил-пиперидин находит применение в качестве ускорителя вулканизации и в качестве добавки к смазочному маслу. 3-Метилпиридин используется как в качестве растворителя, так и также в качестве промежуточного продукта при получении никотиновой кислоты.
Из PCT-заявки WO 90/00546 известно приготовление смесей из 3-метилпиперидина и 3-метилпиридина исходя из 2-метил-1,5-диаминопентана путем пропускания газообразного исходного продукта через катализатор из оксидов металлов при температуре 500-600oC. Предпочтительными катализаторами являются хромит меди, оксид молибдена или оксид ванадия. Эти катализаторы предпочтительно наносят на носитель. В зависимости от температуры реакции количественное соотношение пиперидина к пиридину может сдвигаться в ту или другую сторону. В этом описании изобретения к патенту также упоминается возможность применять в качестве катализаторов кислые оксиды, как SiO2 или Si/Al - оксиды без других добавок. Таким образом, достигаемые выхода, однако, только посредственные. Об активности катализаторов в течение более продолжительного срока службы не приводится никаких данных.
Из патента США 3903079 известен способ циклоаммонолиза дизамещенных алканов, которые содержат первичные аминогруппы и/или гидроксильные группы. В качестве катализатора находит применение молекулярное сито на основе металл-алюмосиликата. В качестве металлов предпочтительно выбирают медь, палладий, марганец, никель или хром. Реакцию проводят в присутствии аммиака. Достигаемые выхода умеренные. При получении пиперидина из 1,5-пентандиола достигают выхода 75%.
Задачей настоящего изобретения является разработка способа получения 3-метилпиперидина из 2-метил-1,5-диаминопентана, который можно осуществлять в промышленном масштабе и при котором достигают высоких выходов. При этом активность катализатора должна сохраняться в течение длительного времени. Другой задачей является разработка способа получения 3-метилпиридина путем дальнейшего превращения 3-метилпиперидина в присутствии катализатора дегидрирования.
Согласно изобретению, задача решается благодаря способу по п. 1 формулы изобретения.
Под указанными в п. 1 формулы изобретения оксидами A1 и/или Si понимают как индивидуальные оксиды, как Al2O3, смешанные оксиды из Al2O3/SiO2, так и их кристаллизованные соединения, как силикаты алюминия, в особенности цеолиты.
Важным является то, что они имеют преобладающе кислый характер и обладают удельной поверхностью свыше 40 м2/г.
Кислый характер следует из соотношения кислых и основных центров на поверхности, которое согласно изобретению должно быть более 2. Аналитически, кислые центры определяются необратимой адсорбцией NH3 при 80oC, а основные центры - необратимой адсорбцией CO2 при 80oC. В качестве катализаторов для предлагаемого согласно изобретению способа предпочтительно применяют активированный Al2O3, смешанные оксиды из Al2О3/SiO2, или цеолиты. Цеолиты представляют собой природные кристаллические или синтетические алюмосиликаты, которые имеют высокоупорядоченную структуру с жесткой трехмерной решеткой тетраэдров SiO4 и AlO4, которые связаны общими атомами кислорода. Соотношение атомов кремния и атомов алюминия к кислороду составляет 1:2. Электровалентность содержащих алюминий тетраэдров компенсируется за счет включения в кристалл катионов, например, ионов щелочных металлов или водорода. Возможен обмен катионов. Пространства между тетраэдрами, перед дегидратацией путем высушивания, соответственно, прокаливания, заняты молекулами воды.
Если цеолит на основании рода своего получения находится не в каталитически активной, кислой H-форме, а, например, в Na-форме, то за счет ионообмена, например, с ионами аммония, и последующего прокаливания или путем обработки кислотами его можно полностью или частично переводить в желательную H-форму.
Катализаторы предпочтительно применяют в виде неподвижного слоя катализатора и исходный материал, целесообразно при использовании водорода или инертного газа, как азот, в качестве газа-носителя, пропускают через катализатор.
Температуру реакции устанавливают в пределах 300-400oC, предпочтительно 305-375oC. Давление составляет 0-10 бар, предпочтительно избыточное давление составляет 0-5 бар.
Масса для нагрузки катализатора представляет собой "объемную скорость массы в час" (MHSV). В настоящем случае MHSV предпочтительно поддерживается равной 2,1-4,2 г эдукта на г катализатора и в час. Парообразный исходный продукт можно разбавлять, предпочтительно с помощью N2 или H2.
3-Метилпиперидин по известному способу дегидрирования можно переводить в 3-пиколин. При этом образующийся по способу изобретения поток 3-метилпиперидина можно прямо пропускать далее через катализатор дегидрирования, так, что дегидрирование происходит непосредственно после циклизации. Это возможно вследствие того, что 3-метилпиперидин образуется с необычно высокой чистотой и в особенности практически не содержит более никакого MPDA. Особенно оказалось, что на активность катализаторов дегидрирования сильно оказывает влияние MPDA.
В качестве катализаторов дегидрирования предпочтительно применяют благородные металлы, как, например, палладий или платина, на носителе. Особенно предпочтительными оказались катализаторы дегидрирования, которые получается из аморфных оксидов алюминия и кремния путем ионообмена с растворимыми комплексами палладия, как [Pd (NH3)4]Cl2. Аморфные оксиды кремния и алюминия предпочтительно сначала обезвоживают и нагружают аммиаком. Ионообмен с растворимым комплексом палладия можно осуществлять путем суспендирования аморфного оксида в растворе комплекса. Альтернативно, раствор комплекса также можно пропускать через набивку аморфного оксида, причем, однако, в противоположность первоначально указанному методу, можно достигать равномерной загрузки только путем полного обмена.
Согласно указанным методам также с помощью относительно разбавленных растворов, например, 0,01 моль/л [Pd(NH3)4]CI2, можно достигать содержаний палладия вплоть до 5 мас.% и выше в одну стадию.
Температура реакции при дегидрировании составляет 220-400oC. Согласно одному варианту осуществления, катализатор циклизации прямо наносится на слой катализатора дегидрирования и 2-метил-1,5-диаминопентан пропускается сверху. Согласно предпочтительному варианту осуществления, катализаторы вносят в раздельные реакторы. Это позволяет осуществлять независимый контроль температуры, а также в случае необходимости независимую регенерацию катализатора.
Нижеследующие примеры поясняют осуществление предлагаемого в изобретении способа. Все указанные в примерах давления не представляют собой никаких абсолютных давлений, а повышенные давления соотносят к атмосферному давлению.
Примеры 1-11. Указанные в нижеследующей табл. 1 примеры циклизации метилдиаминопентана (MPDA) до метилпиперидина (MPI) осуществляют следующим образом.
В реактор (диаметром 13 мм) помещают 3 г катализатора (размер зерен: 0,32-1 мм). MPDA испаряют и с током носителя 15 мл/мин N2 при давлении 5 бар пропускают через катализатор. Слой катализатора постепенно нагревают и за протеканием реакции следят с помощью газовой хроматографии. Чем активнее катализатор, тем ниже температура, требующаяся для циклизации MPDA до MPI. Активность используемых катализаторов можно сравнивать друг с другом по температурам, необходимым для получения по возможности высокого выхода MPI, и при учете нагрузки катализатора (MHSV).
Примеры 1, 2 и 3 являются сравнительными примерами (не согласно изобретению).
Таблица дополнена характеристиками используемых катализаторов.
Cu -Хромит: Cu - 1230 R (Энгелгард, 29% Cu , 32% Cr, 6% Ba)
Al-4405Е: 97% Al2O3 - 3% SiO2 (Энгелгард)
Al-3996E: Al2O3
(Энгелгард)
K-Y: Цеолит Y, K+ - обмененный
H-Y: Цеолит Y (Дегусса)
Si-235-I Т: 87% SiO2 - 13% AL2О3 (Энгелгард)
H-ZSM-5:
54,5% Пентагил (Si/Al = 18) + 45,5% связующего
Пример 12. Превращение MPDA в 3-пиколин
Реактор (диаметром 13 мм) заполняют 4 г катализатора на основе палладия (1% Pd /Al2
O3) и сверх него помещают 3 г Н-ZSM-5 (Эдукт в реактор всегда вводят сверху). Реакционные условия следующие: температура = 305-320oC, 15 мл/мин. N2, давление = 5 бар.
В температурном интервале 305-320oC и при MHSV = 0,6 г/ (г•час) достигают выходов вплоть до 97% 3-пиколина, причем в качестве единственного другого продукта найден MPI в количестве 2,
9%. Следовательно, происходит полное превращение MPDA в целевой продукт. В течение 10 дней не наблюдают никакой дезактивации катализаторов. Вместо N2 также можно применять H2 в
качестве газа-носителя. Следовательно, новый способ приводит к существенному улучшению активности, селективности и срока службы катализатора.
Пример 13. Получение 3-пиколина при использовании двух раздельных реакторов и продажного MPDA (превращение MPDA в 3-пиколин в 2 стадии с выделением MPI).
1 Стадия: В реактор (диаметром 13 мм) помещают 3 г ZSM - 5 в аммониевой форме (размер зерен: 0,5-1 мм). MPDA испаряют и с помощью тока газа-носителя 15 мл/мин N2 при давлении 5 бар и при температуре 335oC пропускают через катализатор. MHSV составляет 4,2 г MPDA на грамм катализатора и в час. Применяемый MPDA представляет собой продажный продукт, который выпускается фирмой Дю Понт де Немур под торговым названием "Dytek A". Опыт длится в течение 280 часов. Дезактивации катализатора не наблюдается. Продукт конденсируется, и образовавшийся аммиак может улетучиваться. Выхода MPI практически количественные ( > 99,5%).
2-я Стадия: В реактор (диаметром 13 мм) помещают 10 г катализатора дегидрирования Pd-MgCl2/Al2O3. MPI из предыдущего опыта в парообразном состоянии вместе с током газа-носителя 15 мл/мин. N2, при давлении 1 бар и при температуре 280oC, пропускают через катализатор. МHSV составляет 0,23 г MPI на грамм катализатора и в час. Опыт протекает в течение 190 ч. Дезактивации катализатора не наблюдается. Спустя 190 ч с помощью газовой хроматографии находят следующий состав продукта: 99,3% 3-пиколина, 0,4% MPI.
Пример 14. Получение 3-пиколина при использовании двух раздельных реакторов и продажного MPDA (превращение MPDA в 3-пиколин в 2 стадии без выделения MPI). Реактор (диаметром 13 мм) заполняют 3 г NH4-ZSM-5 (размер зерен: 0,5-1 мм). MPDA испаряют и вместе с током газа-носителя 15 мл/мин. N2, при давлении примерно 1 бар и при температуре 320oC, пропускает через катализатор. MHSV составляет 1-2 г MPDA на грамм ZSM-5 в час. Используемый MPDA представляет собой коммерческий продукт, выпускаемый фирмой Дю Понт де Немур под торговым названием "Dytek A". Продукт из реактора циклизации поддерживают в газовой фазе и прямо пропускают через второй реактор. Этот реактор содержит 12 г катализатора дегидрирования состава Pd + MgCl2 на носителе из Al2О3 (размер зерен: 0,32-1 мм). Условия реакции: 280oC и давление примерно 1 бар. Конденсат из реактора дегидрирования после времени реакции 220 часов содержит 99,1% 3-пиколина и 0,9% MPI (определено с помощью газовой хроматографии). Дезактивации обоих катализаторов в течение времени реакции не наблюдается.
Пример 15 (сравнительный пример). Приготовление катализатора 1% Pd/Al2O3 путем импрегнирования. К 540 г деионизированной воды добавляют 6,3 г Pd(NO3)2 H2O (Heraeus) 15,3 г концентрированной HCl. Устанавливается pH 0,7. Этот раствор добавляют к 250 г Al2O3 (Al - 4191 E 1/16'' фирмы Энгельгард), который сначала увлажнен деионизированной водой. Время импрегнирования (пропитки) составляет 3 дня. Затем раствор удаляют путем декантации и катализатор высушивают в течение 20 ч при 150oC. После этого его прокаливают в течение 20 ч при 550oC в сушильной печи с циркуляцией воздуха. Катализатор гранулируют и собирают ситовую фракцию 0,315-1 мм.
Пример 16 (сравнительный пример). Приготовление катализатора 3% Pd/Al2O3 путем импрегнирования. Al2O3 (Al - 3996 R, фирмы Энгельгард) гранулируют и используют ситовую фракцию 0,315-1 мм. Готовят 3 раствора для импрегнирования из 150 r деионизированной воды, 1,8 г Pd(NO3)O2 • H2О (Хераус) и 2,36 г концентрированной HCl. Устанавливается pH-значение примерно 0,8. 70 г носителя последовательно, по 24 ч, импрегнируют с помощью этих трех растворов для импрегнирования, причем после каждой стадии импрегнирования катализатор промывают с помощью 100 мл деионизированной воды, высушивают при 150oC в вакуумной сушильной печи и в течение 2 ч прокаливают при 550oC в сушильной печи с циркуляцией воздуха.
Пример 17 (сравнительный пример). Приготовление катализатора 4% Pd/Al2O3 путем импрегнирования. Готовят два раствора для импрегнирования из 150 г деионизированной воды, 1,25 г Pd(NO3)3 • H2О (Хераус) и 2,24 г концентрированной HCl. Устанавливается pH-значение 0,8. 50 г катализатора из примера 2 последовательно импрегнируют с помощью этих растворов для импрегнирования, причем после каждой стадии катализатор промывают с помощью 100 мл деионизированной воды, высушивают в течение 2 ч при 150oC в вакуумной сушильной печи и в течение 2 ч прокаливают при 550oC в сушильной печи с циркуляцией воздуха.
Пример 18. Приготовление катализатора 3% Pd-SiO2/Al2O3 путем ионообмена с [Pd(NH3)4]2+. Носитель из оксидов Si и Al (13 мас.% Al2O3)Si -235-1 Т фирмы Энгельгард гранулируют (0,315-1 мм). 50 г гранулята обезвоживают в кварцевой трубке при 400oC в токе N2 в течение 12 ч. Через охлажденную пробу в течение 1 часа пропускают сухой газообразный аммиак (36 г). Готовят 0,01 М раствор [Pd(NH3)4] Cl2: к 100 мл 0,84 М водного раствора аммиака добавляют 0,375 г PdCl2 и перемешивают в течение 15 мин. После охлаждения желательную молярность устанавливают путем добавки воды. 20 г предварительно обработанного носителя перемешивают в течение 24 ч с 2542 мл 0,01 М раствора соли палладия. Затем катализатор промывают 6 раз с помощью 500 мл деионизированной воды, каждый раз, и высушивают в течение 24 ч при 120oC. Катализатор содержит примерно 5 мас.% палладия.
Пример 19. Приготовление катализатора 5% Pd - SiO2/Al2O3 путем ионообмена с [Pd(NH3)4]2+. 150 г носителя из SiO2/Al2O3 (15 мас.% Al2O3) Si-HP-87-069 T фирмы Энгельгард обезвоживают в кварцевой трубке при 400oC в токе N2 в течение 12 ч. Через охлажденную пробу пропускают в течение 1 ч сухой газообразный аммиак (60 г).
70 г предварительно обработанного носителя перемешивают в течение 20 часов с 3720 мл 0,01 М раствора соли палладия (приготовлен согласно примеру 18). Затем катализатор промывают 6 раз по 1000 мл деионизированной водой и высушивают в течение 15 ч при 120oC. Катализатор содержит примерно 5 мас.% палладия.
Пример 20. Приготовление катализатора 3% Pd - SiO2/Al2O3 путем ионообмена с [Pd(NH3)4]2+. 120 г носителя из SiO2/Al2O3 (15 мас/% Al2O3 ) Si-HP-87-069 T фирмы Энгельгард обезвоживают в кварцевой трубке при 400oC в токе азота в течение 12 часов. Через охлажденную пробу пропускают в течение 1 ч сухой газообразный аммиак (35 г).
35 г предварительно обработанного носителя в течение 24 ч перемешивают с 1030 мл 0,01 М раствора соли палладия (приготовлен согласно примеру 18). Затем катализатор промывают 6 раз по 1000 мл деионизированной водой и высушивают в течение 24 ч при 120oC. Катализатор содержит примерно 3 мас.% палладия.
Пример 21. Приготовление катализатора 1% Pd - SiO2/Al2O3 путем ионообмена с [Pd(NH3)4]2+. 76,5 г носителя из SiO2/Al2O3 (15 мас.% Al2 O3) Si-HP-87-069 Т фирмы Энгельгард обезвоживают в кварцевой трубке при 400oC в токе азота. Через охлажденную пробу пропускают в течение 1 ч сухой газообразный аммиак (69 г).
Готовят 0,0033 М раствор [Pd(NH3)4]Cl2: к 100 мл 0,84 М водного раствора аммиака добавляют 0,375 г PdCl2 и перемешивают в течение 15 минут при 85oC. После охлаждения устанавливают желательную молярность путем добавки воды. 35 г предварительно обработанного носителя в течение 24 ч перемешивают с 1030 мл 0,0033 М раствора соли палладия. После этого катализатор промывают 6 раз по 1000 мл деионизированной водой и высушивают в течение 24 ч при 120oC. Катализатор содержит примерно 1 мас.% палладия.
Пример 22. Приготовление катализатора 1% Pd - SiO2/Al2O3 путем обработки с помощью PdCl2. 150 г носителя из SiO2/Al2O3 (15 мас.% Al2O3) Si-HP-87-069 Т фирмы Энгельгард обезвоживают в кварцевой трубке при 400oC в точке N2 в течение 12 ч. Через охлажденную пробу в течение 1 ч пропускают сухой газообразный аммиак (60 г).
Аналогично примеру 18, готовят 0,015 М раствор PdCl2. 35 г предварительно обработанного носителя в течение 24 ч перемешивают с 1000 мл 0,015 М раствора PdCl2. Затем катализатор промывают 2 раза по 500 мл деионизированной водой и высушивают в течение 24 ч при 120oC. Катализатор содержит примерно 1,4 мас.% палладия, содержание хлора ниже 0,01%.
Пример 23. Приготовление катализатора 6% Pd - SiO2/Al2O3 путем ионообмена с [Pd(NH3)4]2+ в стеклянной колонне. 900 г носителя из SiO2/Al2O3 (15 мас.% Al2O3) Si-HP-87-069 Т фирмы Энгельгард обезвоживают в кварцевой трубке при 400oC в точке азота в течение 12 ч. Через охлажденную пробу пропускают в течение 1,25 часа сухой газообразный аммиак (155 г).
Готовят 67,6 л 0,01 М раствора [Pd(NH3)4]Cl2: к 31,7 л 0,84 М водного раствора аммиака добавляют 119 г PdCl2 и перемешивают при 85oC до тех пор, пока раствор не станет прозрачным. После охлаждения, желательную молярность устанавливают путем добавки 35,9 л воды.
Предварительно обработанный носитель вносят в стеклянную колонну (длина 115 см, диаметр 6,5 см) и в течение 15 ч через носитель по принципу циркуляции прокачивают Pd - раствор с помощью насоса со сжимаемыми рукавами (60 л/ч). Затем катализатор промывают 6 раз по 9 л деионизированной водой в сосуде с мешалкой и высушивают в течение 24 ч при 120oC в сушильной печи с циркуляцией воздуха. Желтого цвета катализатор (982 г) содержит примерно 6 мас. % палладия.
Пример 24. Приготовление катализатора 6% Pd-SiO2/Al2O3 путем ионообмена полученного по золь-гель-способу: SiO2/Al2O3 с [Pd(NH3)4]2+: Порошок SiO2/Al2O3 (13 мас. % Al2O3) MS 13/110 фирмы Grace прессуют в таблетки (диаметром 9 мм). Таблетки дробят и собирают ситовую фракцию 0,315-1 мм. 95 г гранулята обезвоживают в кварцевой трубке при 400oC в токе азота (250 мл/мин) в течение 12 ч. Через охлажденную пробу пропускают в течение 1 ч сухой газообразный аммиак (58 г).
80 г предварительно обработанного носителя перемешивают в течение 24 ч с 10,1 л 0,01 М раствора соли палладия (приготовлен согласно примеру 18). Затем катализатор промывают 6 раз по 1000 мл деионизированной воды и высушивают в течение 24 ч при 120oC. Катализатор содержит примерно 6 мас.% палладия.
Пример 25. Приготовление катализатора 2% Pd-ZSM-5 путем ионообмена с [Pd(NH3)4]2+. Пентасил-цеолит (3,1 мас.% Al2O3) с размером зерен 0,315 - 1 мм содержит 30% оксида алюминия в качестве связующего. 60 г продукта обезвоживают в кварцевой трубке при 400oC в токе азота в течение 12 ч. Через охлажденную пробу в течение 1 ч пропускают сухой газообразный аммиак (35 г).
20 г предварительно обработанного пентасила вводят в реакцию обмена с 420 мл 0,01 М раствора соли палладия (получен согласно примеру 18). Затем цеолит промывают 6 раз по 250 мл деионизированной водой и высушивают в течение 24 ч при 120oC. Катализатор содержит примерно 2 мас.% палладия.
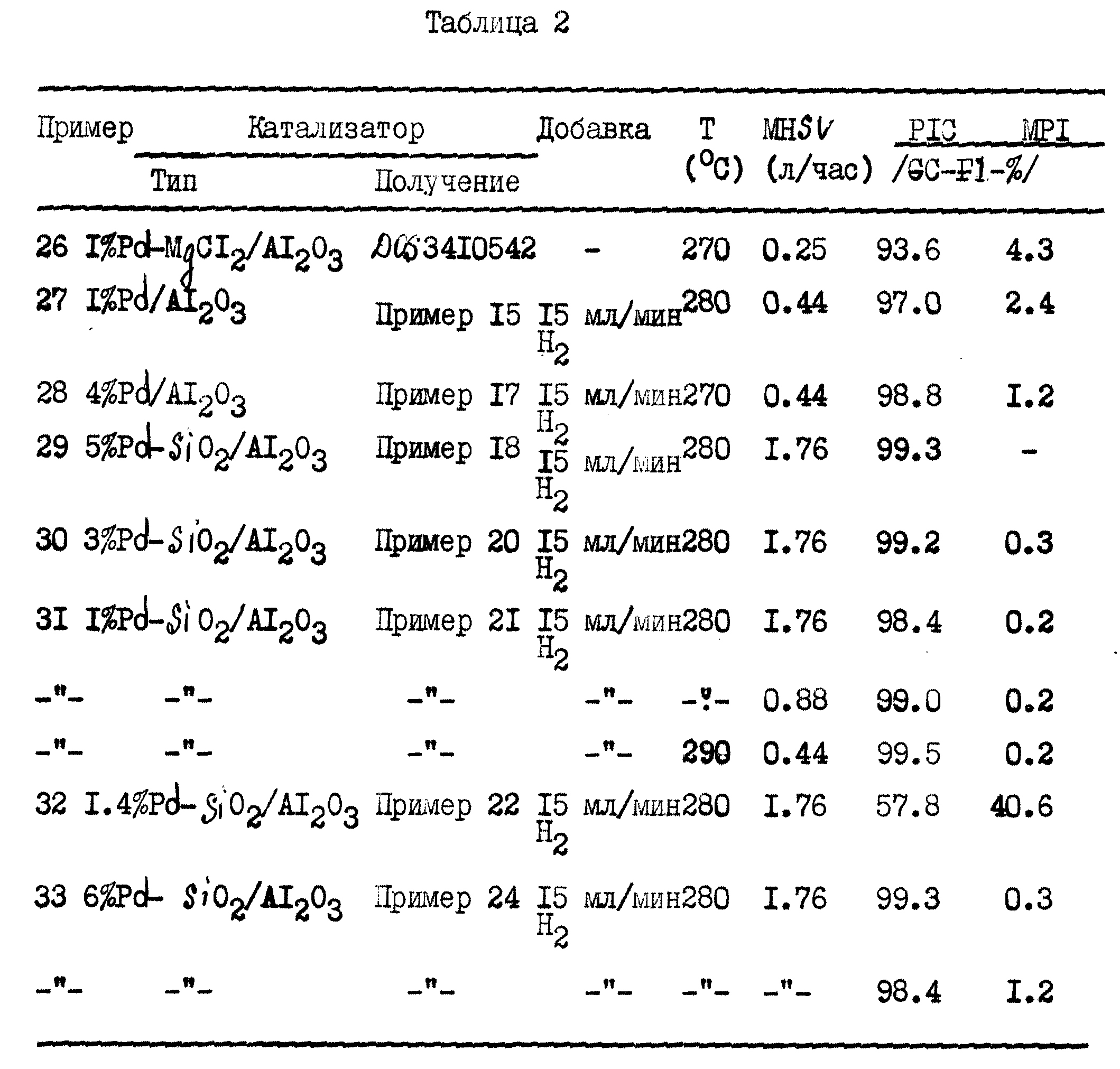
Примеры 26-33 (табл. 2). Дегидрирование 3-метилпиперидина (MPI) до 3-пиколина (PIC). В реактор (диаметром 13 мм) вносят 3-10 г катализатора (размер зерен: 0,315-1 мм). MPI испаряют и при указанной в табл. 2 температуре реактора пропускают через катализатор (p ~1 бар). В большинстве случаев дополнительно вводят ток водорода со скоростью 15 мл/мин. Ток продукта анализируют с помощью газовой хроматографии. Указанные в табл. 2 данные анализа получают после того, как устанавливаются постоянные реакционные условия (> 20 ч).
Из табл. 2 очевидно следует, что полученный согласно более раннему патенту (выложенное описание изобретения к неакцептованной заявке на патент ФРГ 3410542), импрегнированный Pd-Мg - катализатор (пример 26), а также полученные путем импрегнирования оксида алюминия с помощью Pd катализаторы (примеры 27 и 28) дают меньше 3-пиколина и больше непревращенного MPI в токе продукта, чем катализаторы из примеров 15-17 и 19. Это там более неожиданно, что опыты с импрегнированными катализаторами проводились при незначительной нагрузке катализатора. Катализаторы примеров 29-31 и 33 получают путем ионообмена SiO2/Al2O3 с [Pd(NH3)4] Cl2. Активность в известной мере можно контролировать по степени обмена (см. примеры 29-31 с 5%, 3% и 1% палладия в подвергнутом обмену катализаторе). В примере 22 используют катализатор, в случае которого носитель обработан не с помощью [Pd(NH3)4/Cl2, а с помощью PdCl2. Этот катализатор проявляет намного меньшую активность, чем катализаторы, обработанные с помощью [Pd(NH34/Cl2.
Пример 34-40. В реактор (диаметром 13 мм) помещают 3-10 г катализатора (размер зерен 0,315-1 мм). В качестве эдукта применяют сырье ("MPI Roh"), которое приготовлено из смеси следующего состава: 74,9% MPI, 13,9% 2-метил-1,5-диаминопентана (MPDA), 5,1% органических примесей (в основном метилциклопентандиамины) и 6,1% воды. Приготовление сырья осуществляют путем каталитической циклизации содержащегося в исходной смеси MPDA согласно примерам 15-25. После циклизации "MPI Roh" имеет следующий состав: 89,9% MPI, 4,0% органических примесей и 6,1% воды. Этот исходный материал испаряют и при указанных в табл. 3 температурах реактора пропускают через указанные в таблице катализаторы (p ~1 бар). В большинстве случаев дополнительно устанавливают ток водорода со скоростью 15 мл/мин. Ток продукта анализируют с помощью газовой хроматографии.
Из табл. 3 отчетливо следует, что полученный согласно более раннему патенту (выложенное описание изобретения к неакцептованной заявке на патент ФРГ 3410542), импрегнированный Pd-Mg - катализатор (пример 34) при MHSV = 1, 76 дает меньше 3-пиколина и больше непревращенного MPI в токе продукта, чем катализаторы примеров 35 - 40. Катализаторы примеров 35 - 40 получают путем ионообмена SiO2/Al2O3 с [Pd(NH3)4]Cl2. Эти катализаторы обладают значительно более высокой активностью и даже при MHSV = 3,52 можно достигать еще MPI - превращений выше 99,5%.
Катализатор примера 40 получают путем ионообмена SiO2/Al2O3, который готовят по золь-гель-способу.
В примере 35 добавляют аммиак. Опыт показывает, что высвобождающийся при циклизации MPDA до MPI аммиак не мешает реакции. Реакция также протекает тогда, когда не вводят никакого водорода в качестве газа-носителя (пример 36).
Пример 41. Подвергнутый Pd-ионообмену цеолит в качестве катализатора. В реактор (диаметром 13 мм) помещают 10 г Pd - ZSM-5 - катализатора из примера 25 (размер зерен: 0,315-1 мм). MPI испаряют и при температуре реактора 280oC и MHSV = 0,44 пропускают через катализатор (P ~1 бар). Ток продукта анализируют с помощью газовой хроматографии (GC - FI.- %). После времени реакции 21 час ток продукта содержит 99,2% PIC и 0,8% непревращенного MPI. После времени реакции 213 ч ток продукта содержит 93,15% PIC и 6,85% непревращенного MPI.
Пример 42. В этом опыте стремятся к изотермическому проведению реакции. Для этой цели в реактор (диаметром 21 мм) вводят 27 г катализатора из примера 19. (размер зерен 0,315-1 мм). Катализатор разбавляют с помощью 53 г носителя катализатора так, что катализатор сильнее всего разбавляется со стороны входа в реактор, со стороны выхода он неразбавлен и падение концентрации вдоль слоя катализатора следует примерно показательной функции. Эдукт имеет следующий состав: 92,7% MPI, 6,5% воды, 0,8% органических примесей. Эдукт испаряют и с МHSV = 4,73, в расчете на активный катализатор (соответственно 1 г эдукта на мл слоя катализатора в час), пропускают через слой катализатора (p = 0,11 бар). Ток продукта анализируют с помощью газовой хроматографии (GC - FI. - %). Превращение количественное, и спустя 339 ч органическая часть продукта содержит еще 99,3% PIC и 0,7% органических примесей. На основании эндотермии реакции в центре реактора устанавливается температура примерно 240oC (температура стенок 280-300oC). В конце слоя катализатора температура составляет 300oC по всему поперечному сечению реактора. После времени реакции 362 ч в качестве эдукта используют чистый, безводный MPI. Спустя 454 ч ток продукта содержит 99,2% PIC, 0,4% непревращенного MPI и 0,4% органических примесей.
Пример 43. Непрерывное превращение в 2 стадии 2-метил-1, 5-диамино-пентана (MPDA) в 3-пиколин. В реактор диаметром 13 мм) помещают 3 г гранулята SiO2/Al2O3 (Si-НР-87-069 Т фирмы Engelhard) с размером зерен 0,315-1 мм. MPDA испаряют и с помощью тока газа-носителя 15 мл/мин H2, при давлении примерно 1 бар и температуре реактора 320oC, пропускают через катализатор и циклизуют до MPI. Используемый MPDA представляет собой продажный продукт, который выпускается фирмой Du Pont de Nemоurs под торговым названием "Dytek A". Продукт из реактора циклизации поддерживается в газовой фазе и его прямо пропускают через второй реактор. Этот реактор содержит 3 г катализатора дегидрирования из примера 18 (размер зерен 0,32-1 мм). Температура реактора составляет 280oC, давление = 1 бар. В процессе опыта эдукт MPDA превращается в MPI и затем в сырье (3-МР Roh), которое состоит из смеси следующего состава: 74,9% MPI, 13,9% MPDA, 5,1% органических примесей (в основном метилциклопентандиамины) и 6,1% воды. Результаты с соответствующими значениями MHSV (MHSV в расчете на реактор) представлены в табл. 4.
Пример 44. Непрерывное превращение в 2 стадии 2-метил-1,5-диамино-пентана (MPDA)в 3-пиколин. В реактор (диаметром 13 мм) помещают 3 г гранулята SiO2/Al2O3 (Si-HP-87-069 Т фирмы Engelhard) с размером зерен 0,315-1 мм. MPDA испаряют и с током газа-носителя 15 мл/мин. H2 при давлении примерно 1 бар и температуре реактора 320oC пропускают через катализатор и циклизуют до MPI. Используемый MPDA представляет собой коммерческий продукт, который выпускается фирмой Дю Понт де Немур под торговым названием "Dytek A". Продукт из реактора циклизации поддерживается в газовой фазе и непосредственно его пропускают через второй реактор. Этот реактор содержит 3 г катализатора дегидрирования из примера 20 (размер зерен 0,315-1 мм). Температура реактора составляет 280oC, давление = 1 бар. В процессе опыта эдукт MPDA превращается в сырье (3-MP Roh), которое состоит из смеси следующего состава: 74,9% MPI, 13,9% MPDA, 5,1% органических примесей (в основном метилциклопентандиамины) и 6,1% воды. Результаты с соответствующими значениями MHSV (MHSV в расчете на реактор) представлены в табл. 5.
Пример 45. Непрерывное превращение в 2 стадии 3-MP Roh в 3-пиколин с промежуточно подключенным смолоотделителем. В отличие от примера 44, эдукт имеет другой состав и между первым и вторым реакторами встроен смолоотделитель.
В реактор (диаметром 13 мм) помещают 3 г гранулята SiО2/Al2O3 (Si-HP-87-069 T фирмы Энгельгард) с размером зерен 0,315-1 мм.
Эдукт представляет собой сырье (3-МР Roh) следующего состава: 45% MPI, 29,9% MPDA, 9,8% органических примесей (в основном метилциклодентандиамины) и 14,5% воды. Исходный материал (эдукт) испаряют и с током газа-носителя 15 мл/мин H2 и MHSV = 4,2, при давлении примерно 1 бар и температуре реактора 320oC, пропускают через реактор. Продукт из реактора циклизации пропускают через смолоотделитель (115oC) и прямо вводят во второй реактор. Этот реактор содержит 3 г катализатора дегидрирования из примера 23 (размер зерен 0,315-1 мм). Температура реактора составляет 280oC. Спустя 335 ч времени реакции органическая фаза продукта при количественном превращении MPDA и MPI содержит 94,6% PIC и 5,4% органических примесей (GC-F1.-%). Дезактивации катализатора не наблюдается.
Реферат
Изобретение относится к способу получения 3-метилпиперидина циклизацией 2-метил-1,5-диаминопентана в газовой фазе при 300-400oС и давлении на 0-10 бар выше атмосферного в присутствии катализатора, такого как активированный оксид алюминия, смешанный оксид алюминия и кремния или природный или синтетический цеолит, которые имеют отношение кислых к основным центрам на поверхности выше 2 и удельная поверхность которых выше 40 м2/г. Способ позволяет сохранить активность катализатора в течение длительного времени и получить целевой продукт с высоким выходом. Изобретение относится также к способу получения 3-метилпиридина путем дальнейшего превращения 3-метилпиперидина в присутствии катализатора дегидрирования. 2 c. и 4 з.п. ф-лы, 5 табл.
Формула
02.04.93 по пп.1-5;
06.01.94 - по п.6.
Комментарии