Способ и устройство для измерения резонансной частоты приводимого в ультразвуковое колебание инструмента для обработки резанием - RU2673780C1
Код документа: RU2673780C1
Чертежи


Описание
Настоящее изобретение относится к способу измерения резонансной частоты приводимого в ультразвуковое колебание инструмента для обработки резанием заготовки, при этом рабочий сигнал с рабочей частотой излучается генератором в держатель инструмента с инструментом для формирования ультразвукового колебания инструмента.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В уровне техники известны станки, в которых, при обработке резанием заготовки инструментом, на вращательное движение инструмента может накладываться ультразвуковое колебание инструмента.
В этой связи, ЕР 1 763 416 B1 описывает инструмент с держателем инструмента, который на первом конце имеет гнездо держателя инструмента для адаптации к поворотному переднему концу шпинделя, а на втором, противоположном первому, конце имеет гнездо инструмента, и с головкой инструмента, вставляемой в гнездо инструмента, причем держатель инструмента содержит вибрационный двигатель.
В таком станке ультразвуковой преобразователь в держателе инструмента, который создает ультразвуковое колебание (вибрацию) инструмента, вибрационный элемент и инструмент, вставленный в держатель инструмента, образуют колебательную систему, которая электрическим сигналом приводится в механические колебания, причем максимально возможную амплитуду механических колебаний получают, если колебательная система возбуждается своей резонансной частотой.
При этом возникает проблема, состоящая в том, что резонансная частота может меняться в процессе обработки. Для этого в основном имеется три причины. С одной стороны, колебательная система или ее части могут нагреваться во время обработки, из-за чего изменяются свойства материала. Это приводит к температурному дрейфу резонансной частоты.
С другой стороны, колебание затухает при контакте инструмента с обрабатываемой заготовкой за счет усилий обработки, причем резонансная частота системы при затухающем колебании ниже, чем свободная резонансная частота системы.
Кроме того, за счет связи колебательной системы с заготовкой, возникает новая связанная колебательная система, резонансная частота которой, как правило, выше, чем свободная резонансная частота. Эти три эффекта на практике возникают во взаимосвязи, причем от конкретной ситуации обработки зависит то, который из эффектов доминирует.
Кроме того, следует отметить, что, наряду со сдвигом резонансной частоты, также играет роль изменение мощности, поскольку взаимодействие инструмента с заготовкой может потребовать более высокого выходного напряжения для достижения такой же мощности.
Если теперь осуществлять возбуждение со свободной резонансной частотой, однако фактическая резонансная частота системы при обработке отличается от нее, то получают колебание инструмента с меньшей амплитудой, в результате чего теряется эффективность обработки.
По этой причине важно осуществлять обнаружение изменения резонансной частоты колебательной системы, чтобы иметь возможность соответствующим образом подстраивать параметры колебаний так, чтобы вновь достигалась максимально возможная амплитуда колебаний.
Из применений ультразвуковой сварки известно, что для этой цели определяется как свободная резонансная частота, так и изменение резонансной частоты системы из выходных значений генератора, который подает электрический сигнал для механического колебания на пьезо-привод в держателе инструмента. Генератор воспринимает от колебательной системы, подключенной через индуктивный участок передачи, электрический импеданс, который является частотно-зависимым и имеет минимум на частоте механического резонанса. В соответствии с этим, в случае сдвига резонансной частоты, генератор регулирует свою частоту до тех пор, пока она снова не достигнет минимума импеданса. Наряду с частотой минимума импеданса, за счет обработки также изменяется само значение импеданса, т.е., для обеспечения той же мощности требуется более высокое выходное напряжение.
Однако этот метод не подходит для обработки резанием, поскольку там, иначе, чем при ультразвуковой сварке, импедансные кривые используемых сонотродов с применяемыми инструментами намного сложнее: с одной стороны, существует значительно больше минимумов импеданса из-за множества различных колебательных мод инструментов сложной формы. С другой стороны, влияющие величины, которые обуславливают сдвиг резонансной частоты, более экстремальны по своему эффекту, т.е. сдвиг частоты может быть настолько большим, что следующие минимумы импеданса пропускаются. Во время сварки, сонотрод оказывает примерно одинаковое давление на заготовку на протяжении всего процесса. Это приводит к однократному сдвигу частоты, который является одним и тем же для повторяющихся процессов, и при котором минимальный импеданс всегда может быть четко идентифицирован. Напротив, сдвиг частоты в обработке резанием постоянно изменяется из-за изменения условий врезания инструмента в материале, и сопоставление, как описано выше, зачастую невозможно только на основе измерения импеданса.
Это связано с тем, что там используются самые разные инструменты различной формы, например сверла и фрезы с различными размерами и режущие инструменты с различными геометриями резания, что приводит к большему разбросу в форме импедансной кривой по сравнению с ультразвуковой сваркой. Кроме того, при обработке резанием, сила, действующая на колебательную систему, обычно заметно больше, так что изменение импедансной кривой выражено намного сильнее.
Кроме того, из-за повторяющихся стадий обработки при сварке, доминирующий эффект сдвига частоты может быть хорошо предсказан, что ограничивает возможные реакции системы. Напротив, при обработке резанием, все эффекты должны учитываться, вследствие чего возможности прогнозирования или возможности для ограничения параметров регулирования недостаточны.
Кроме того, невозможно различать изгибные колебания или подобное от осевых колебательных мод только на основе измерения импеданса. Также существуют чисто электрические резонансы, которые не создают колебаний. Эти паразитные эффекты не могут быть обнаружены известными методами.
Еще одна проблема при контроле колебания на основе мощности генератора заключается в том, что неизвестно, какая доля мощности фактически приходится на формирование колебания, а какая доля - на другие процессы, например, на нагрев задействованных компонентов. Поэтому возможно, что изменения в колебании не обнаруживаются, потому что, хотя доля мощности, создаваемой генератором, которая приходится на формирование колебания, изменяется, однако изменяется не вся выдаваемая генератором мощность.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Поэтому задачей настоящего изобретения является создание способа измерения резонансной частоты приводимого в ультразвуковое колебание инструмента, с помощью которого устраняются вышеуказанные проблемы.
В частности, задачей настоящего изобретения является создание способа, который позволяет достичь более высокой точности обработки при ультразвуковой обработке резанием заготовки.
Кроме того, задачей настоящего изобретения является создание устройства и станка, с помощью которых может быть осуществлен способ в соответствии с изобретением.
Эти задачи решаются способом по пункту 1 формулы изобретения, устройством по пункту 11 и устройством по пункту 19. Зависимые пункты формулы изобретения относятся к предпочтительным вариантам осуществления соответствующего изобретению способа и, соответственно, устройств.
Соответствующий изобретению способ измерения резонансной частоты приводимого в ультразвуковое колебание инструмента во время обработки резанием заготовки включает в себя этапы: а) излучения рабочего сигнала с рабочей частотой посредством генератора в держатель инструмента с инструментом для формирования ультразвукового колебания инструмента; b) после начала обработки резанием заготовки, излучения тестового сигнала с тестовой частотой, изменяющейся относительно рабочей частоты, и меньшей мощностью, чем мощность рабочего сигнала, посредством генератора в держатель инструмента; c) формирования сенсорного сигнала из ультразвукового колебания инструмента посредством сенсорного устройства, размещенного в держателе инструмента; d) считывания сенсорного сигнала посредством считывающего устройства; e) разложения сенсорного сигнала в частотный спектр с основной частотой и побочной частотой с помощью анализирующего устройства; f) определения основной частоты из рабочей частоты, и побочной частоты из резонансной частоты.
Сенсорное устройство может быть выполнено, например, как пьезоэлектрический сенсорный элемент или как тензометрический датчик с электронной схемой. Таким образом, резонансная частота инструмента может быть определена непосредственно из механического колебания, не требуя для этого привлечения электрических эквивалентных параметров генератора, которые могут быть неточными. Кроме того, измерение резонансной частоты возможно во время ультразвуковой обработки, так что определенное значение резонансной частоты может быть обновлено в любой желательный момент времени, когда инструмент вибрирует. Это имеет большое преимущество в следующей ситуации: перед проходом инструмента, может определяться резонансная частота колебания на основе электрического импеданса, наблюдаемого генератором, или на основе фазового сдвига между током и напряжением на выходе генератора. Однако эта резонансная частота, как правило, изменяется при входе инструмента в заготовку. С помощью соответствующего изобретению способа это изменение может быть измерено.
Преимущество излучения дополнительного тестового сигнала с переменной частотой состоит в том, что потенциальный сдвиг резонансной частоты может быть определен полностью независимо от формирования колебания. То есть, не нужно изменять рабочую частоту, чтобы найти сдвинутую резонансную частоту, из-за чего излучение производилось бы со сниженной в целом мощностью. Тестовая частота может варьироваться, например, способом свипирования.
Предпочтительным образом, соответствующий изобретению способ имеет дополнительный этап: g1) подстройки рабочей частоты к измеренной резонансной частоте посредством первого регулирующего устройства для увеличения амплитуды колебания ультразвукового колебания инструмента.
Предпочтительным образом, соответствующий изобретению способ имеет дополнительный этап: h) подстройки выходного напряжения генератора для стабилизации мощности во время обработки.
Наряду с положением резонансов на оси частот, за счет взаимодействия между инструментом и заготовкой также изменяется значение импеданса на y-оси импедансной кривой. Поэтому является предпочтительным, когда не только отслеживается рабочая частота, но и дополнительно выходное напряжение генератора регулируется так, что во время обработки достигается постоянная мощность.
Таким образом, частота ультразвукового колебания инструмента в случае, когда она отклоняется от фактической резонансной частоты, может быть установлена на фактическую резонансную частоту, и, следовательно, эффективность обработки может быть повышена. Кроме того, также механическое колебание на наконечнике инструмента может стабилизироваться, и колебания амплитуды механической вибрации могут компенсироваться, что является предпочтительным для точности обработки заготовки. При подстройке рабочей частоты, без точного знания мгновенной резонансной частоты, существует риск того, что при измененной рабочей частоте возникнут ложные формы собственных колебаний системы, такие как крутильные или изгибные колебания. Эта проблема не возникает при подстройке частоты, основанной на сенсорном сигнале.
Предпочтительным образом, соответствующий изобретению способ имеет этап: g2) повышения мощности рабочего сигнала посредством второго регулирующего устройства на основе высоты пика в частотном спектре на рабочей частоте для увеличения амплитуды колебания ультразвукового колебания инструмента.
Таким образом, можно сделать вывод о механической амплитуде, не прибегая к информации о ширине пика (так называемой добротности).
Предпочтительно, соответствующий изобретению способ имеет этап: g3) повышения амплитуды колебания рабочего сигнала посредством второго регулирующего устройства на основе разности между рабочей частотой и измеренной резонансной частотой для увеличения амплитуды колебаний ультразвукового колебания инструмента.
Таким образом, можно увеличивать или стабилизировать амплитуду механического колебания без изменения частоты колебания, тем самым повышая эффективность и точность обработки.
Предпочтительно, этапы d)-g1), этапы d)-g2) или этапы d)-g3) многократно повторяются во время обработки резанием заготовки при непрерывном или квази-непрерывном излучении тестового сигнала и непрерывном или квази-непрерывном изменении тестовой частоты, причем на этапе g1) подстройка рабочей частоты к последней измеренной резонансной частоте осуществляется автоматически, или на этапе g2) повышение мощности рабочего сигнала на основе последней измеренной высоты пика в частотном спектре на рабочей частоте осуществляется автоматически, или на этапе g3) повышение амплитуды колебания рабочего сигнала на основе последней измеренной резонансной частоты осуществляется автоматически.
Это имеет преимущество, состоящее в том, что подстройку к резонансной частоте при изменяющейся резонансной частоте не требуется осуществлять вручную, что упрощает процесс обработки для пользователя.
Предпочтительным образом, на этапе а) рабочий сигнал излучается через первый участок передачи, и на этапе d) сенсорный сигнал передается от сенсорного устройства через второй участок передачи в считывающее устройство, причем второй участок передачи электрически изолирован от первого участка передачи.
При этом тестовый сигнал также может излучаться через первый участок передачи, то есть накладываться на рабочий сигнал, или тестовый сигнал может излучаться через дополнительный участок передачи, который электрически изолирован от второго участка передачи. Это имеет преимущество, состоящее в том, что в каждом случае сенсорный сигнал не подвергается влиянию ни рабочего сигнала, ни тестового сигнала, и поэтому детектирование резонансной частоты может происходить параллельно с формированием колебаний.
Предпочтительным образом, этапы b)-f) повторяются во время обработки резанием заготовки для обеспечения непрерывного контроля резонансной частоты.
Таким образом, для определенных задач обработки, фактическая резонансная частота может только регистрироваться без выполнения подстройки рабочей частоты.
Предпочтительным образом, инструмент перед началом обработки резанием заготовки приводится во вращение.
С помощью вращающегося инструмента, на вращение которого накладывается ультразвуковое колебание, могут особенно хорошо обрабатываться твердые и хрупкие материалы.
Предпочтительным образом, соответствующий изобретению способ имеет дополнительные этапы: компенсации реактивной мощности, протекающей между генератором и держателем инструмента, с помощью схемы компенсации; подстройки компенсации реактивной мощности на основе разности между рабочей частотой и измеренной резонансной частотой.
Схема компенсации может быть выполнена как параллельная схема, последовательная схема или комбинированная схема из одной или нескольких емкостей и/или одной или нескольких индуктивностей. Например, схема компенсации может быть выполнена как емкость, включенная параллельно первому трансформатору. Это имеет преимущество, состоящее в том, что компенсация зависимой от комплексного электрического импеданса и, следовательно, частотно-зависимой реактивной мощности может подстраиваться путем изменения емкостей и/или индуктивностей.
Предпочтительным образом, подстройка компенсации реактивной мощности осуществляется посредством переключения реле.
Это имеет преимущество, состоящее в том, что значения емкостей и/или индуктивностей могут быть изменены простым способом.
Соответствующее изобретению устройство для измерения резонансной частоты приводимого в ультразвуковое колебание инструмента во время обработки резанием заготовки содержит: держатель инструмента с инструмента для обработки резанием заготовки, генератор для излучения рабочего сигнала с рабочей частотой в держатель инструмента для формирования ультразвукового колебания инструмента и для излучения тестового сигнала с изменяющейся относительно рабочей частоты тестовой частотой и меньшей мощностью, чем мощность рабочего сигнала, в держатель инструмента, сенсорное устройство, размещенное в держателе инструмента для формирования сенсорного сигнала из ультразвукового колебания инструмента, считывающее устройство для считывания сенсорного сигнала, анализирующее устройство для разложения сенсорного сигнала в частотный спектр с основной частотой и побочной частотой и устройство для определения основной частоты из рабочей частоты, и побочной частоты из резонансной частоты.
Сенсорное устройство может быть выполнено, например, как пьезоэлектрический сенсорный элемент или как тензометрический датчик с электронной схемой. При этом основная частота является частотой, при которой частотный спектр имеет наибольший пик, а побочная частота является частотой, при которой частотный спектр имеет второй по величине пик. Если частотный спектр имеет только один пик, основная и побочная частоты по меньшей мере приблизительно равны, и колебательная система уже возбуждается вблизи резонансной частоты. Таким образом, резонансная частота инструмента может быть определена непосредственно из механического колебания, не требуя для этого электрических эквивалентных параметров генератора. Кроме того, измерение резонансной частоты возможно во время ультразвуковой обработки, так что определенное значение резонансной частоты может обновляться в любой момент времени, когда инструмент колеблется.
Предпочтительным образом, устройство имеет первое регулирующее устройство для подстройки рабочей частоты до измеренной резонансной частоты для увеличения амплитуды колебаний ультразвукового колебания инструмента.
Таким образом, частота ультразвукового колебания инструмента в случае, когда она отклоняется от фактической резонансной частоты, может быть установлена на фактическую резонансную частоту, и, следовательно, точность и эффективность обработки могут быть увеличены.
Предпочтительным образом, устройство содержит второе регулирующее устройство для повышения мощности рабочего сигнала на основе высоты пика в частотном спектре на рабочей частоте или на основе разности между рабочей частотой и измеренной резонансной частотой для увеличения амплитуды колебания ультразвукового колебания инструмента.
Таким образом, можно увеличить амплитуду механического колебания без изменения частоты колебаний, тем самым повышая точность и эффективность обработки.
Предпочтительным образом, устройство содержит пользовательский интерфейс, соединенный с первым регулирующим устройством и/или со вторым регулирующим устройством, для подстройки рабочей частоты или для повышения мощности рабочего сигнала пользователем устройства.
Это имеет преимущество, состоящее в том, что пользователь может принимать решение, следует ли, когда и при каких условиях изменять рабочую частоту (например, через определенные временные интервалы или при достижении определенного отклонения измеренной резонансной частоты от рабочей частоты), или должно ли отслеживание частоты осуществляться автоматизированным способом. Это обеспечивает высокую гибкость и подстройку на основе потребностей, например, при различных типах обработки.
Предпочтительным образом, первый участок передачи для бесконтактной передачи рабочего сигнала между генератором и держателем инструмента выполнен как первый трансформатор, а второй участок передачи для бесконтактной передачи сенсорного сигнала между держателем инструмента и считывающим устройством выполнен как второй трансформатор.
При этом тестовый сигнал может накладываться на рабочий сигнал и также излучаться через первый участок передачи, или тестовый сигнал может излучаться через дополнительный участок передачи, электрически изолированный от второго участка передачи. Обе возможности имеют преимущество, состоящее в том, что в каждом случае сенсорный сигнал не подвергается влиянию ни рабочего сигнала, ни тестового сигнала, и поэтому детектирование резонансной частоты может происходить параллельно с генерацией колебаний. Применение трансформаторов имеет преимущество, состоящее в том, что передача может происходить бесконтактным способом и что для передачи не требуется никакого дополнительного энергоснабжения, что является предпочтительным, прежде всего, в случае вращающегося инструмента.
Предпочтительным образом, устройство содержит схему компенсации для компенсации реактивной мощности, протекающей между генератором и держателем инструмента.
Схема компенсации может быть сформирована как параллельная схема, последовательная схема или комбинированная схема из одной или нескольких емкостей и/или одной или нескольких индуктивностей. Например, схема компенсации может быть выполнена как емкость, включенная параллельно первому трансформатору. Это имеет преимущество, состоящее в том, что нагрев системы вследствие реактивной мощности может быть уменьшен.
Предпочтительным образом, устройство содержит реле для подстройки компенсации реактивной мощности, протекающей между генератором и держателем инструмента.
Это имеет преимущество, состоящее в том, что значения емкостей и/или индуктивностей схемы компенсации могут быть изменены простым способом.
Соответствующий изобретению станок для обработки резанием заготовки имеет соответствующее изобретению устройство, причем станок выполнен с возможностью измерения резонансной частоты приводимого в ультразвуковое колебание инструмента во время обработки резанием заготовки.
Другое соответствующее изобретению устройство для выдачи выходных сигналов и приема входных сигналов содержит генератор для одновременного формирования первого выходного сигнала с первой частотой и первой мощностью и второго выходного сигнала с переменной второй частотой и второй мощностью, детектирующее устройство для детектирования входного сигнала, анализирующее устройство для разложения входного сигнала в частотный спектр с основной частотой и побочной частотой, и первое регулирующее устройство для подстройки первой частоты первого выходного сигнала к побочной частоте.
Таким образом, формирование исходящих сигналов и их частотная подстройка могут осуществляться на основе входящих сигналов компактным образом в одном устройстве.
Предпочтительным образом, другое соответствующее изобретению устройство содержит второе регулирующее устройство для повышения первой мощности первого выходного сигнала на основе высоты пика в частотном спектре на основной частоте или на основе разности между основной частотой и побочной частотой.
Таким образом, можно изменять другой параметр первого выходного сигнала вместо или в дополнение к его частоте.
Предпочтительным образом, другое соответствующее изобретению устройство содержит пользовательский интерфейс, соединенный с первым регулирующим устройством и/или со вторым регулирующим устройством, для подстройки первой частоты или для повышения первой мощности пользователем устройства.
Это имеет преимущество, состоящее в том, что пользователь может принимать решение, следует ли и когда изменять первую частоту, или должно ли отслеживание частоты выполняться автоматизированным способом.
Соответствующий изобретению станок для обработки резанием заготовки посредством приводимого в ультразвуковое колебание инструмента имеет другое соответствующее изобретению устройство, причем станок выполнен так, чтобы подстраивать частоту ультразвукового колебания инструмента на основе измеренной резонансной частоты приведенного в ультразвуковое колебание инструмента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
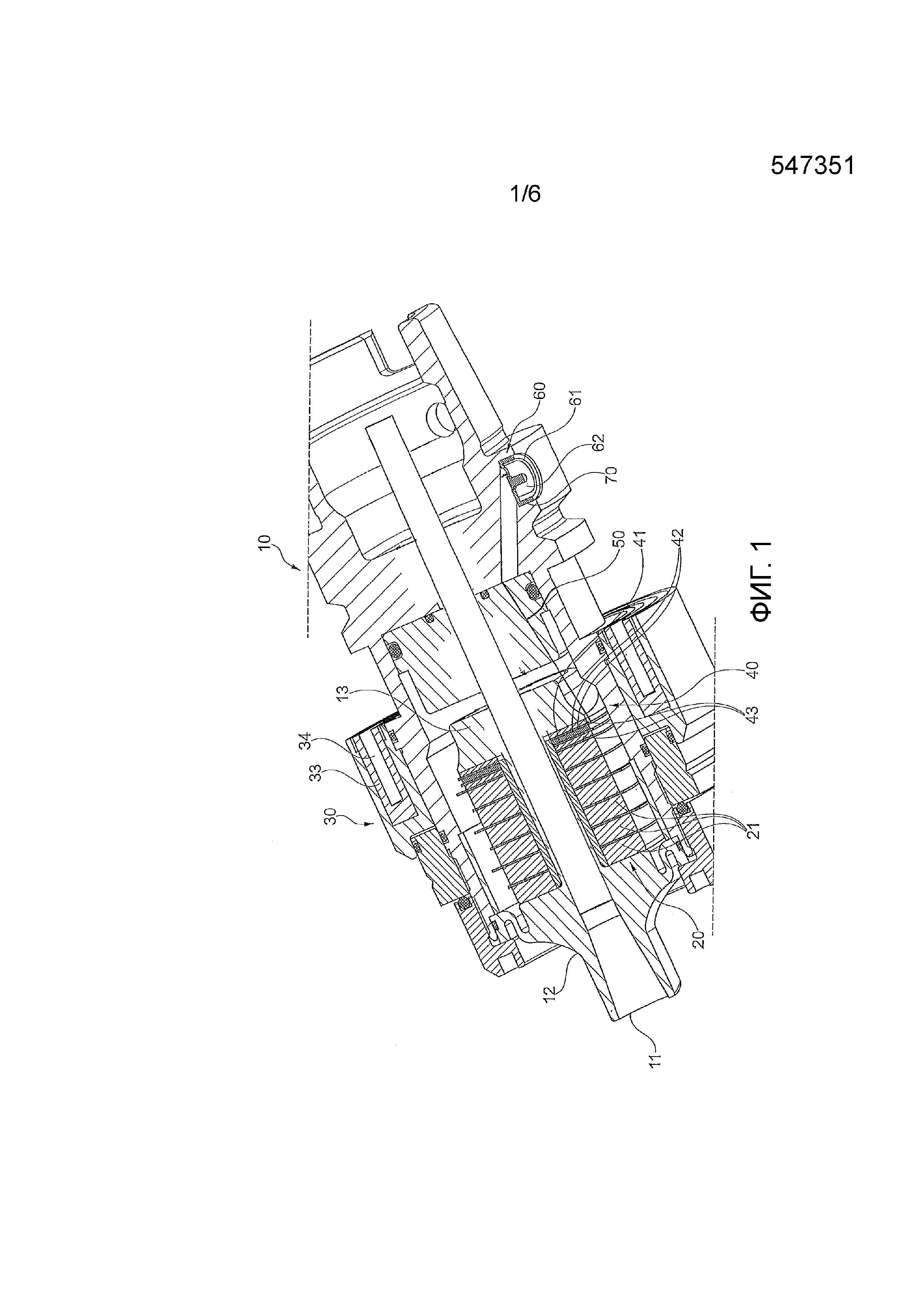
Фиг. 1 показывает вид в сечении держателя инструмента, который может использоваться в соответствующем изобретению способе.
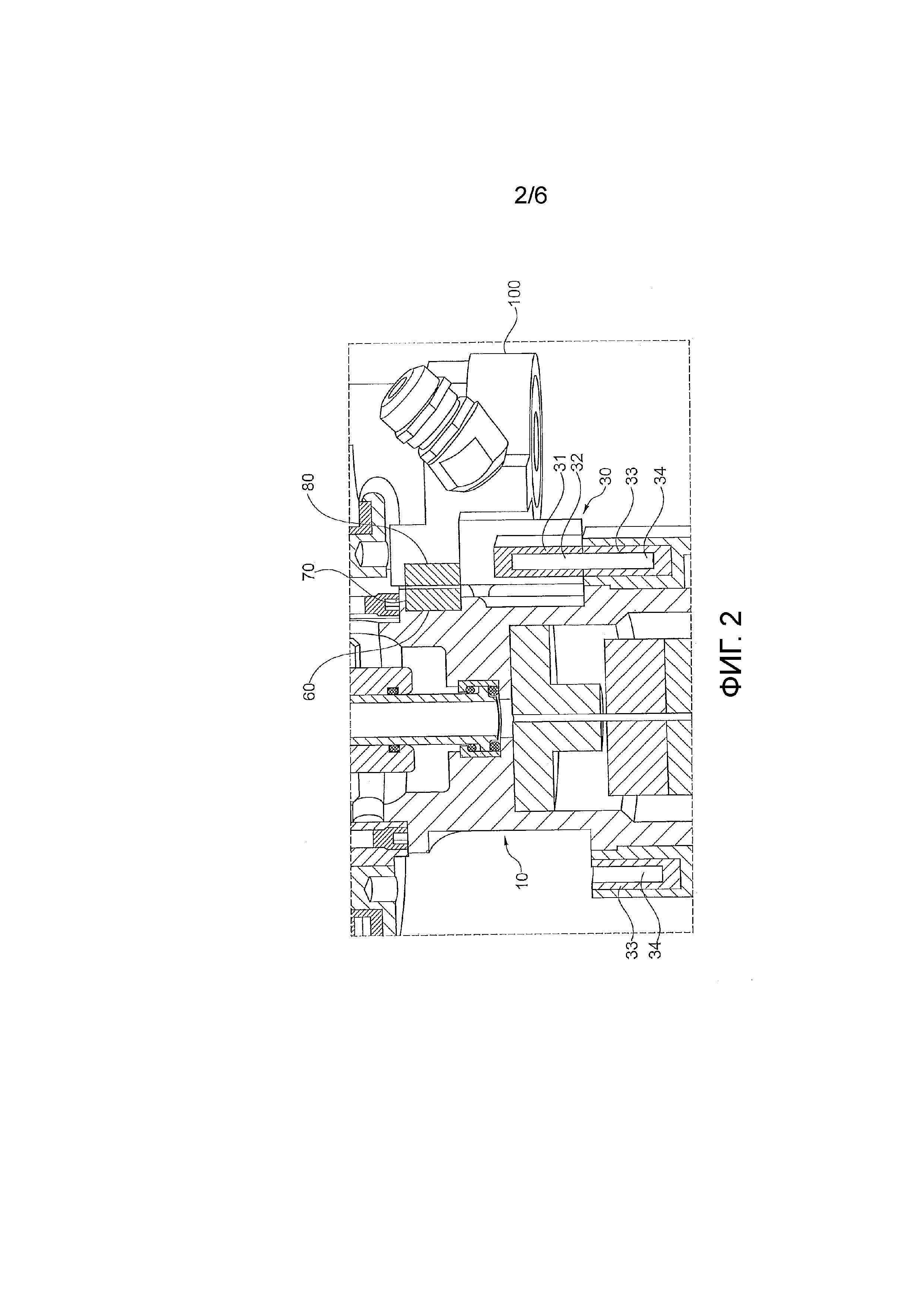
Фиг. 2 показывает часть станка, с помощью которого может выполняться соответствующий изобретению способ.
Фиг. 3 показывает электрическую импедансную кривую.
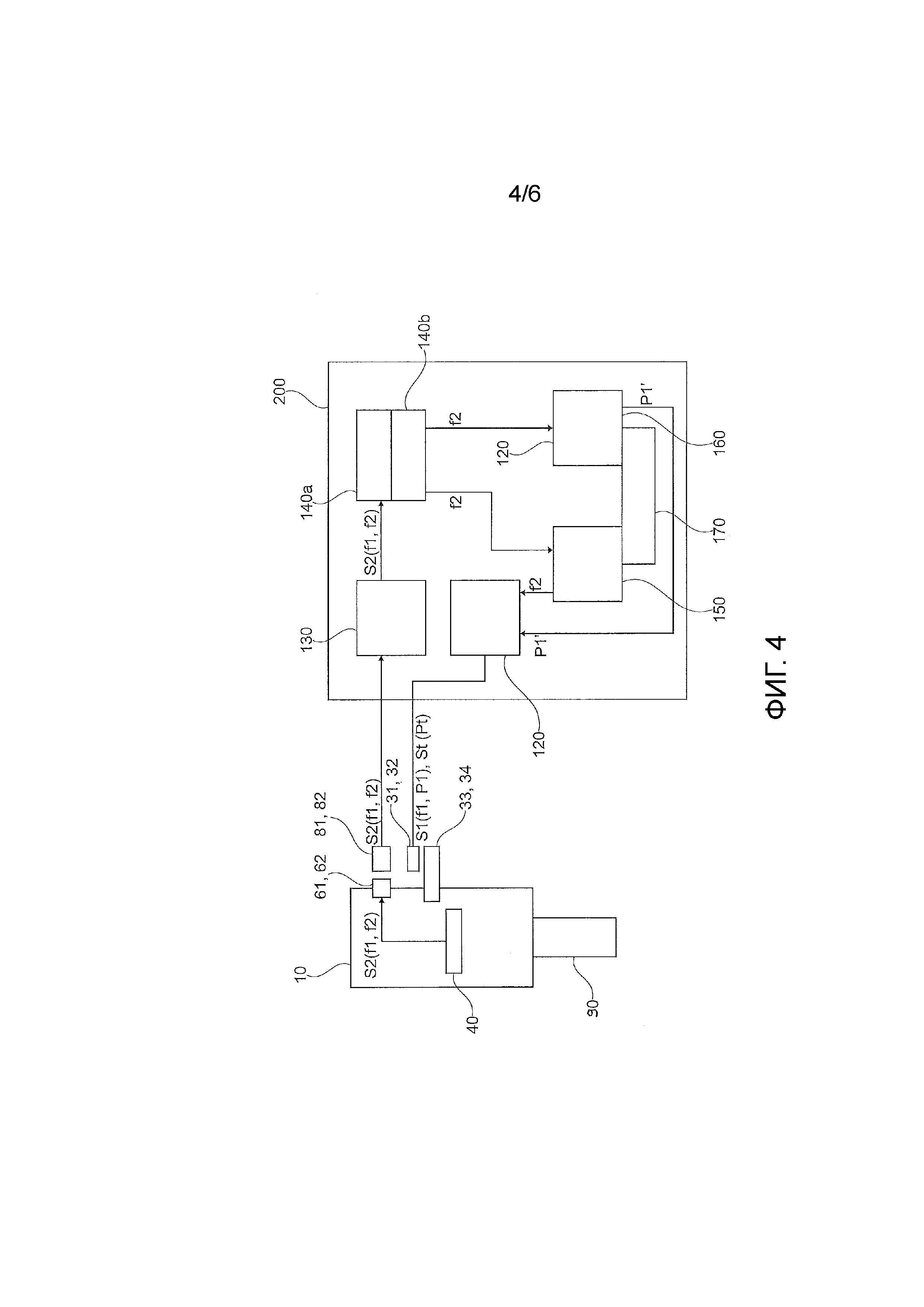
Фиг. 4 схематично показывает пример выполнения соответствующего изобретению устройства.
Фиг. 5 показывает частотный спектр.
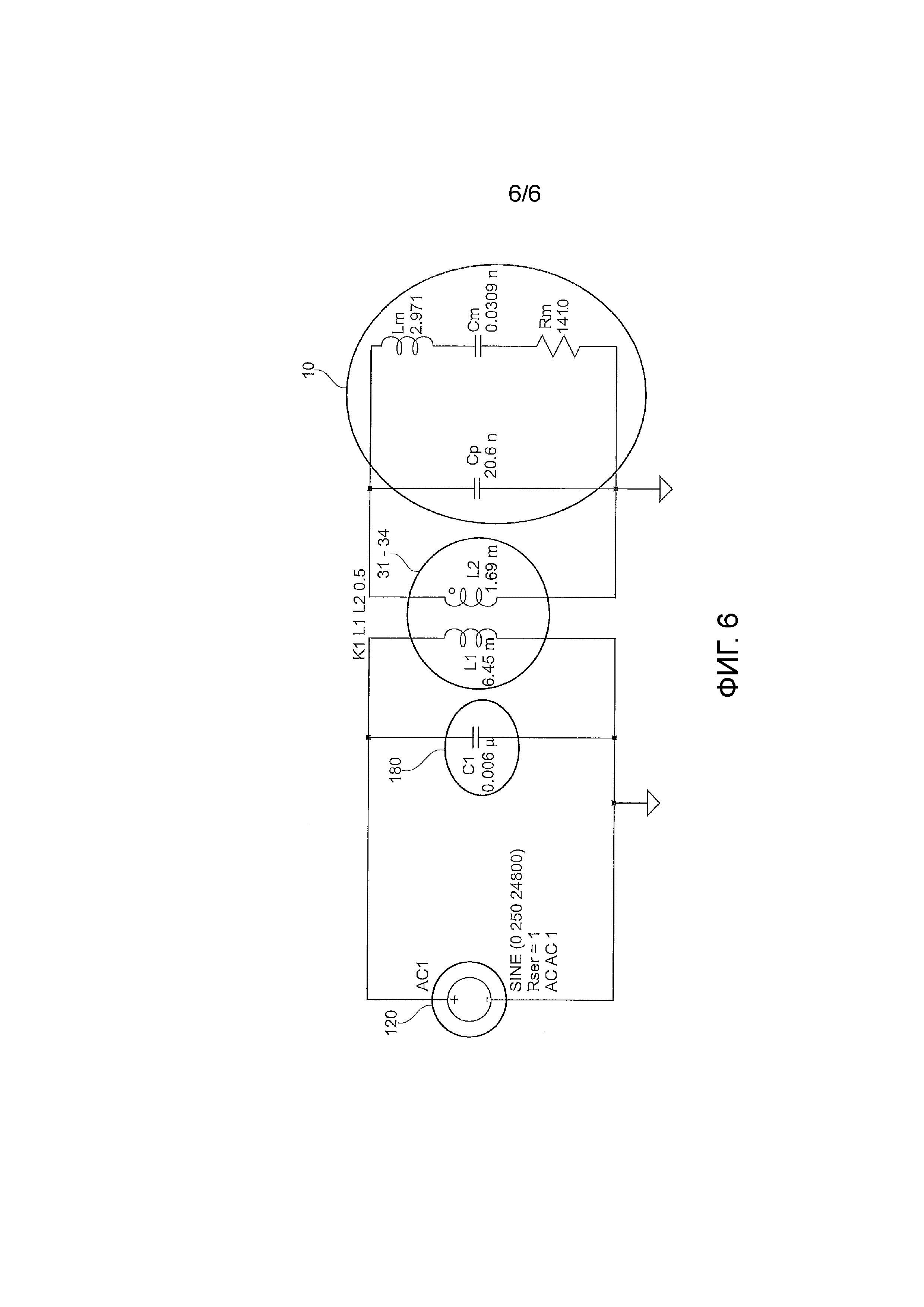
Фиг. 6 показывает пример выполнения соответствующего изобретению устройства.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ И ПРЕДПОЧТИТЕЛЬНЫХ ПРИМЕРОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Далее настоящее изобретение детально описано и пояснено с помощью примеров выполнения и приведенных для примера фигур.
Фиг. 1 показывает примерную конструкцию держателя 10 инструмента, который может быть использован в соответствующем изобретению способе. На одном конце держателя 10 инструмента находится участок 11 позиционирования инструмента для позиционирования инструмента 90 (не показан). В держателе 10 инструмента размещены в стопку несколько, например, шесть первых пьезоэлементов 21 в форме диска с отверстием, которые через участок 12 передачи соединены с участком 11 позиционирования инструмента и образуют ультразвуковой преобразователь 20 для преобразования электрического напряжения в механическое колебание. Через участок 12 передачи механическое колебание первых пьезоэлементов 21 передается на инструмент 90. Первые пьезоэлементы 21 могут быть сформированы, например, в виде пьезокерамических дисков с установленными между ними электродами. Энергоснабжение ультразвукового преобразователя 20 осуществляется через трансформатор (первый трансформатор), который на стороне станка состоит из первого чашеобразного сердечника 31 и первичной обмотки 32 (не показана), а на стороне инструмента - из второго чашеобразного сердечника 33 и вторичной обмотки 34, которые в виде кольцевых элементов размещены на внешней стороне держателя 10 инструмента.
На обращенной от участка 11 позиционирования инструмента стороне стопки первых пьезоэлементов 21 размещен пьезоэлектрический сенсорный элемент 40 в форме диска с отверстием, который механически связан с первыми пьезоэлементами 21, но посредством изоляционного элемента 43, который может состоять из керамического диска с отверстием, электрически изолирован от первых пьезоэлементов 21. С помощью дополнительного изоляционного элемента 43 пьезоэлектрический сенсорный элемент 40 электрически изолирован от крепежного элемента 13, например, крепежной гайки. Крепежный элемент 13 служит для закрепления пьезоэлектрического сенсорного элемента 40 на ультразвуковом преобразователе 20, а также предварительного напряжения первых пьезоэлементов 21 из-за динамической нагрузки. Первые пьезоэлементы 21 и пьезоэлектрический сенсорный элемент 40 ориентированы одинаково, благодаря чему, с одной стороны, становится возможным формирование и детектирование колебания в одном направлении, а с другой стороны, достигается компактное размещение элементов в держателе 10 инструмента. Пьезоэлектрический сенсорный элемент 40 преобразует механические колебания колебательной системы, которая состоит из инструмента 90, участка 12 передачи, ультразвукового преобразователя 20 и пьезоэлектрического сенсорного элемента 40, в сенсорный сигнал S2, который в качестве электрического напряжения через проводное соединение 50 от пьезоэлектрического сенсорного элемента 40 передается через держатель 10 инструмента на передающий элемент 60 на внешней стороне держателя 10 инструмента. От передающего элемента 60 сенсорный сигнал S2 передается бесконтактным способом к приемному элементу 80 на стороне станка (не показан). Передающий элемент 60 является частью другого трансформатора (второго трансформатора) и состоит из первого ферритового сердечника 61 и первичной обмотки 62; приемный элемент 80 также является частью второго трансформатора и состоит из второго ферритового сердечника 81 и вторичной обмотки 82. Таким образом, сенсорный сигнал S2 может передаваться индуктивным способом от держателя 10 инструмента в устройство 110 оценки сенсорного сигнала на стороне машины (не показано). В качестве альтернативы, возможна оптическая передача, при которой передающий элемент 60 выполнен в виде LED, а приемный элемент 80 в виде фотодиода. Передающий элемент 60 может иметь такие размеры и может быть позиционирован таким образом, чтобы он входил в отверстие 70 для микросхемы данных для данных инструмента в соответствии со стандартом DIN 69893. Держатель 10 инструмента может поворачиваться относительно неподвижной части станка (не показан).
На фиг. 2, на виде в сечении, в качестве примера показана компоновка устройства 30 передачи энергии для передачи энергии для ультразвукового преобразователя 20 в держатель 10 инструмента в форме рабочего сигнала S1 и компоновка передающего элемента 60 и приемного элемента 80 для передачи сенсорного сигнала S2 из держателя 10 инструмента.
Устройство 30 передачи энергии выполнено в виде трансформатора (первого трансформатора) с первым чашеобразным сердечником 31, первичной обмоткой 32, вторым чашеобразным сердечником 33 и вторичной обмоткой 34, причем отверстия чашеобразных сердечников 31, 33 обращены друг к другу, и обмотки 32, 34 расположены в соответствующих чашеобразных сердечниках 31, 33. Второй чашеобразный сердечник 33 расположен кольцеобразно по окружности держателя инструмента; первый чашеобразный сердечник 31, отстоящий в осевом направлении от второго чашеобразного сердечника 33, расположен в корпусе 100 на стороне станка и размещен либо в виде кольцевого сегмента, либо в виде полного кольца вокруг держателя 10 инструмента. Таким образом, рабочий сигнал S1 передается в осевом направлении (на фиг. 2 сверху вниз) индуктивным способом от первичной обмотки 32 к вторичной обмотке 34.
В корпусе 100 также находится приемный элемент 80. Напротив приемного элемента 80 на некотором расстоянии расположен передающий элемент 60 в отверстии 70 на держателе 10 инструмента. Сенсорный сигнал S2, таким образом, передается бесконтактным способом от передающего элемента 60 к приемному элементу 80 в радиальном направлении (слева направо на фиг. 2). Также возможно, что несколько передающих элементов 60 располагаются по окружности на держателе 10 инструмента, чтобы уменьшить потери сигнала при передаче сенсорного сигнала S2 во время вращения держателя 10 инструмента. Аналогично, несколько приемных элементов 80 может быть расположено напротив передающего элемента 60 или передающих элементов 60.
При вращении держателя 10 инструмента, второй чашеобразный сердечник 33 и вторичная обмотка 34 устройства 30 передачи мощности, а также передающий элемент 60 с держателем 10 инструмента вращаются, в то время как корпус 100 с первым чашеобразным сердечником 31 и первичной обмоткой 32 устройства 30 передачи энергии, а также с приемным элементом 80 смонтирован, например, на шпинделе инструмента (не показан) и не вращается.
Ниже описывается поведение колебательной системы во время процесса обработки со ссылкой на фиг. 3. Колебательная система, которая в одном примере выполнения изобретения содержит ультразвуковой преобразователь 20 в качестве пьезо-привода, участок 12 передачи, инструмент 90, вставленный в участок 11 позиционирования инструмента, а также пьезоэлектрический сенсорный элемент 40 для генерации сенсорного сигнала S2 и крепежный элемент 13 для пьезоэлектрического сенсорного элемента 40, возбуждается рабочим сигналом S1, формируемым генератором 120, который передается через устройство 30 передачи энергии к ультразвуковому преобразователю 20, для приведения в механическое колебание. При этом рабочая частота f1 рабочего сигнала S1 определяет частоту механического колебания; выдаваемая генератором 120 мощность P1 определяет амплитуду колебания. При заданной мощности P1, амплитуда колебания на резонансной частоте f2 колебательной системы становится максимальной, причем резонансная частота f21 свободного колебания системы, как правило, отличается от резонансной частоты f22 системы во время обработки.
На фиг. 3 показаны электрические импедансные кривые, которые соответствуют тому, что генератор 120 воспринимает от колебательной системы, подключенной через первый трансформатор 31-34 в качестве индуктивного участка передачи. Импедансная кривая свободного колебания имеет максимум импеданса (последовательный резонанс) при более низкой частоте и минимум импеданса (параллельный резонанс) при более высокой частоте. Положение минимума импеданса совпадает с резонансной частотой f21 свободного колебания.
Во время обработки резанием, генератор 120 воспринимает измененную импедансную кривую с менее сильно выраженными экстремумами. Кроме того, минимум сдвигается по сравнению с минимумом при свободном колебании. На фиг. 3 минимум во время обработки смещен в сторону более высоких частот, т.е. резонансная частота f22 во время обработки в показанном примере больше, чем резонансная частота f21 свободного колебания. Однако также возможно, что резонансная частота f22 во время обработки становится меньше, чем резонансная частота f21 свободного колебания. То, какой случай возникает, и насколько изменяется резонансная частота, зависит от влияния затухания за счет усилий обработки, нагрева системы во время обработки и резонансного поведения связанных колебательных систем.
Свободная резонансная частота f21 может определяться из выходных значений генератора 120, который подает рабочий сигнал S1 для пьезо-привода, или с помощью соответствующего изобретению способа, который более подробно поясняется ниже со ссылкой на фиг. 4, перед входом инструмента 90 в заготовку, и применяться в качестве оценки рабочей частоты f1, при которой достигается максимально возможная амплитуда колебания. Чтобы детектировать изменение резонансной частоты f2 во время обработки, значение которого затем может применяться для приведения рабочей частоты ближе к фактической резонансной частоте f2 или для увеличения мощности рабочего сигнала S1 таким образом, чтобы снова была достигнута исходная амплитуда, используется соответствующий изобретению способ.
На фиг. 4 схематично показано соответствующее изобретению устройство, с помощью которого может быть осуществлен соответствующий изобретению способ. Устройство может быть частью станка. Показан держатель 10 инструмента с пьезоэлектрическим сенсорным элементом 40, структура которого соответствует держателю 10 инструмента, показанному на фиг. 1. В держателе 10 инструмента позиционирован инструмент 90 для ультразвуковой обработки резанием деталей.
Генератор 120 выдает рабочий сигнал S1 в качестве сигнала возбуждения для пьезо-привода в держателе 10 инструмента. Рабочий сигнал S1 имеет рабочую частоту f1 и передается с мощностью Р1 бесконтактным способом к вращающемуся держателю 10 инструмента через устройство 30 передачи энергии, которое выполнено в виде трансформатора, состоящего из первичной обмотки 32 вместе с первым чашеобразным сердечником 31 и вторичной обмотки 34 вместе с вторым чашеобразным сердечником 33. Кроме того, генератор 120 выдает тестовый сигнал St мощности Pt На основе сигналов S1 и St, колебательная система в держателе 10 инструмента приводится в колебание, частотный спектр которого имеет по существу две частоты. Примерный частотный спектр показан на фиг. 5. Более высокий пик в частотном спектре обусловлен вынужденным колебанием системы, которое возбуждается на рабочей частоте f1 при относительно высокой мощности P1. Меньший пик является результатом вынужденного колебания системы, которое возбуждается с частотой, изменяющейся относительно f1, но с такой малой мощностью Pt, что это колебание очень быстро ослабляется на всех частотах, кроме мгновенной резонансной частоты f2 системы, из-за затухания. Ввиду колебания колебательной системы, пьезоэлектрический сенсорный элемент 40 колеблется таким же образом и тем самым формирует электрический сенсорный сигнал S2, содержащий информацию о частотном спектре колебания. Сенсорный сигнал S2 через дополнительный трансформатор, который состоит из первичной обмотки 62 вместе с первым ферритовым сердечником 61 и вторичной обмотки 82 вместе со вторым ферритовым сердечником 81, бесконтактным способом считывается считывающим устройством 130 с вращающегося держателя 10 инструмента и передается к анализирующему устройству 140а. Анализирующее устройство 140a определяет частоты, содержащиеся в частотном спектре S2, так что в устройстве 140b определения резонансной частоты, которое может быть реализовано как часть анализирующего устройства 140a, частота наибольшего пика в спектре (основная частота) может быть соотнесена с рабочей частотой f1, а частота меньшего пика в спектре (побочная частота) может быть соотнесена с резонансной частотой f2. Считывающее устройство 130, анализирующее устройство 140a и устройство 140b определения резонансной частоты также могут быть объединены в два устройства или реализованы как одно устройство. Значение определенной резонансной частоты f2 передается на первое регулирующее устройство 150, которое регулирует генератор 120 таким образом, что частота f1 рабочего сигнала S1 подстраивается к значению резонансной частоты f2. В качестве альтернативы или дополнительно, значение определенной резонансной частоты f2 может быть передано во второе регулирующее устройство 160, которое регулирует генератор 120 таким образом, что мощность P1, с которой рабочий сигнал S1 излучается в держатель 10 инструмента, увеличивается до мощности P1', так что даже при возбуждении с f1≠f2 достигается амплитуда механического колебания, которая достигалась бы как максимальная амплитуда при возбуждении с резонансной частотой f2. Таким образом, амплитуда механического колебания наконечника инструмента может быть стабилизирована на определенном значении, что положительно влияет на точность обработки резанием с помощью инструмента 90. Если амплитуда колебаний стабилизируется на значении, максимально возможном при определенной мощности, эффективность обработки детали также увеличивается. С помощью пользовательского интерфейса 170 пользователь устройства может управлять первым регулирующим устройством 150 и/или вторым регулирующим устройством 160, так что рабочий сигнал S1 подстраивается только по команде пользователя или при возникновении определенного условия. Пользователь может также установить, что рабочий сигнал S1 автоматически подстраивается с регулярными или нерегулярными временными интервалами на основе последней определенной резонансной частоты f2. Генератор 120, считывающее устройство (или детектирующее устройство) 130, анализирующее устройство 140a и первое регулирующее устройство 150 могут быть объединены в устройство 200 для выдачи выходных сигналов и приема входных сигналов, причем первый выходной сигнал этого устройства 200 соответствует рабочему сигналу S1, второй выходной сигнал - тестовому сигналу St, а входной сигнал соответствует сенсорному сигналу S2. На фиг. 6 показана принципиальная схема компонентов, описанных выше, с примерной схемой компенсации. Здесь показана эквивалентная принципиальная схема пьезопривода в держателе 10 инструмента, первого трансформатора 31-34 с первичной обмоткой 32 слева и вторичной обмоткой 34 справа и ультразвуковой генератор 120. Со стороны машины, параллельно трансформатору 31-34 включена емкость 180, значение которой может быть изменено посредством реле 190 (не показано). В зависимости от фазового сдвига между напряжением и током, между генератором 120 и держателем 10 инструмента туда и обратно протекает реактивная мощность, которая не выполняет механической работы и только способствует нагреву системы. Реактивная мощность может быть скомпенсирована емкостью 180. Однако, поскольку скомпенсированный электрический импеданс также имеет частотную характеристику, компенсация при постоянном значении емкости 180 работает достаточно хорошо только при небольших изменениях рабочей частоты f1. При большом изменении или большом отклонении резонансной частоты f2 от рабочей частоты f1 значение конденсатора 180 соответствующим образом переключается посредством реле 190. Схема компенсации может быть выполнена как параллельная схема, последовательная схема или комбинированная схема из емкостей и/или индуктивностей и может переключаться посредством реле 190. Настоящее изобретение не ограничено вышеописанными примерами выполнения, скорее, отдельные аспекты или отдельные признаки вышеописанных примеров выполнения могут комбинироваться для обеспечения других примеров выполнения настоящего изобретения. Перечень ссылочных позиций 10 держатель инструмента 11 участок позиционирования инструмента 12 участок передачи 13 крепежный элемент 20 ультразвуковой преобразователь 21 первый пьезоэлемент 3о устройство передачи энергии 31 первый чашеобразный сердечник 32 первичная обмотка первого трансформатора 33 второй чашеобразный сердечник 34 вторичная обмотка первого трансформатора 40 пьезоэлектрический сенсорный элемент в качестве сенсорного устройства 43 изоляционный элемент 50 проводное соединение 60 передающий элемент 61 первый ферритовый сердечник 62 первичная обмотка второго трансформатора 70 отверстие 80 приемный элемент 81 второй ферритовый сердечник 82 вторичная обмотка второго трансформатора 90 инструмент 100 корпус 110 устройство оценки сенсорного сигнала 120 генератор 130 считывающее устройство/детектирующее устройство 140а анализирующее устройство 140b устройство для определения резонансной частоты 150 первое регулирующее устройство 160 второе регулирующее устройство 170 пользовательский интерфейс 180 емкость 190 реле 200 устройство для выдачи выходных сигналов и приема входных сигналов S1 рабочий сигнал/первый выходной сигнал f1 рабочая частота/первая частота P1, P1' мощность рабочего сигнала/первая мощность St тестовый сигнал/второй выходной сигнал Pt мощность тестового сигнала/вторая мощность S2 сенсорный сигнал/входной сигнал f2 резонансная частота f21 резонансная частота свободного колебания f22 резонансная частота во время обработки
Реферат
ИСПОЛЬЗОВАНИЕ: ДЛЯ ИЗМЕРЕНИЯ РЕЗОНАНСНОЙ ЧАСТОТЫ ИНСТРУМЕНТА, ПРИВОДИМОГО В УЛЬТРАЗВУКОВОЕ КОЛЕБАНИЕ, ВО ВРЕМЯ ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВКИ. СУЩНОСТЬ ИЗОБРЕТЕНИЯ ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО ОСУЩЕСТВЛЯЮТ СЛЕДУЮЩИЕ ЭТАПЫ: ИЗЛУЧЕНИЯ РАБОЧЕГО СИГНАЛА С РАБОЧЕЙ ЧАСТОТОЙ ГЕНЕРАТОРОМ В ДЕРЖАТЕЛЬ ИНСТРУМЕНТА С ИНСТРУМЕНТОМ ДЛЯ ФОРМИРОВАНИЯ УЛЬТРАЗВУКОВОГО КОЛЕБАНИЯ ИНСТРУМЕНТА; ПОСЛЕ НАЧАЛА ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВКИ, ИЗЛУЧЕНИЯ ТЕСТОВОГО СИГНАЛА С ТЕСТОВОЙ ЧАСТОТОЙ, ИЗМЕНЯЮЩЕЙСЯ ОТНОСИТЕЛЬНО РАБОЧЕЙ ЧАСТОТЫ, И МЕНЬШЕЙ МОЩНОСТЬЮ, ЧЕМ МОЩНОСТЬ РАБОЧЕГО СИГНАЛА, ГЕНЕРАТОРОМ В ДЕРЖАТЕЛЬ ИНСТРУМЕНТА; ФОРМИРОВАНИЯ СЕНСОРНОГО СИГНАЛА ИЗ УЛЬТРАЗВУКОВОГО КОЛЕБАНИЯ ИНСТРУМЕНТА ПОСРЕДСТВОМ СЕНСОРНОГО УСТРОЙСТВА, РАЗМЕЩЕННОГО В ДЕРЖАТЕЛЕ ИНСТРУМЕНТА; СЧИТЫВАНИЯ СЕНСОРНОГО СИГНАЛА ПОСРЕДСТВОМ СЧИТЫВАЮЩЕГО УСТРОЙСТВА; РАЗЛОЖЕНИЯ СЕНСОРНОГО СИГНАЛА В ЧАСТОТНЫЙ СПЕКТР С ОСНОВНОЙ ЧАСТОТОЙ И ПОБОЧНОЙ ЧАСТОТОЙ ПОСРЕДСТВОМ АНАЛИЗИРУЮЩЕГО УСТРОЙСТВА; ОПРЕДЕЛЕНИЯ ОСНОВНОЙ ЧАСТОТЫ ИЗ РАБОЧЕЙ ЧАСТОТЫ, А ПОБОЧНОЙ ЧАСТОТЫ ИЗ РЕЗОНАНСНОЙ ЧАСТОТЫ. ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ: ОБЕСПЕЧЕНИЕ ВОЗМОЖНОСТИ ДОСТОВЕРНОГО ИЗМЕРЕНИЯ РЕЗОНАНСНОЙ ЧАСТОТЫ ИНСТРУМЕНТА, ПРИВОДИМОГО В УЛЬТРАЗВУКОВОЕ КОЛЕБАНИЕ ВО ВРЕМЯ ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВКИ. 5 Н. И 18 З.П. Ф-ЛЫ, 6 ИЛ.
Комментарии