Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах - RU2727338C1
Код документа: RU2727338C1
Чертежи
Описание
Изобретение относится к машиностроению, преимущественно к термической обработке металлов и сплавов в вакуумной камере электронными пучками в виде коротких импульсов, и может быть использовано для мониторинга результирующих показателей процесса термической обработки.
Из уровня техники известны способы мониторинга фазовых превращений, сопровождающих термическое воздействие, заключающиеся в том, что границы фазовых переходов определяют с помощью датчика акустической эмиссии, присоединяемого к обрабатываемому образцу (1. Патент РФ №2433190, МПК C21D 1/55; G01N 29/00; C21D 1/04. Опубл. Бюл. №31, от 10.11.2011; 2. Вьюненко Ю.Н., Черняева Е.В. Особенности акустической эмиссии при мартенситных превращениях в сплаве TiNi. // Вестник Тамбовского университета. Серия: естественные и технические науки. Т. 21, №31. 2016. С. 917-921).
Основным недостатком приведенных аналогов является то, что они рассчитаны на обработку сигналов на компьютере и вывод результатов на монитор для визуального наблюдения со стороны оператора. Однако такой способ предполагает высокий уровень квалификации оператора и проработанность алгоритмов принятия решения относительно контролируемого процесса, происходящего в вакуумной камере. Для создания алгоритмов принятия решения по многочисленным процессам, протекающих в вакуумной камере при широком наборе материалов и режимов необходим предварительный цикл исследований для каждого варианта сочетаний обрабатываемого материала и режимов обработки. Большие временные затраты и высокие требования к квалификации персонала приводят к тому, что подобные способы применяются только для научных исследований. В результате производственный мониторинг качества процессов обработки в вакуумных камерах в основном ведется по результатам анализа качества получаемых изделий. Этот недостаток сказывается на качестве получаемой продукции и времени подбора рациональных режимов обработки. Но даже при выбранных режимах существует случайный разброс в параметрах подаваемых электронных импульсов, запускающих требуемую реакцию в образцах в разных объемах. Без методов оперативного мониторинга это нельзя оценить и принять адекватное решение по дальнейшим действиям (повторить обработку, изменить режимы).
Наиболее близким к предлагаемому способу по количеству общих существенных признаков и достигаемому техническому результату - прототипом - является способ мониторинга фазовых превращений в металле при изменении его температуры, заключающийся в том, что к обрабатываемой заготовке присоединяют волновод, выходящий за пределы зоны обработки, на котором закрепляют датчик колебаний, информация с которого обрабатывается с помощью компьютера (Воронцов В.Б., Журавлев Д.В. Связь структуры сигналов акустической эмиссии при кристаллизации Al с механизмом формирования твердой фазы из расплава. // Вестник Новгородского государственного университета, №67. 2012. С. 8-13).
Основным недостатком и технической проблемой известного технического решения является то, что оно не предназначено для оперативного информирования персонала, обслуживающего вакуумную камеру в производственных условиях. Это известное решение предназначено для проведения исследовательских работ высококвалифицированным персоналом, который хорошо разбирается в методике математической обработки сигналов вибраций и может читать графическую информацию на экране монитора. По мере накопления такой информации и сопоставления ее с результатами анализа качественных показателей обработанных поверхностей (например, равномерность покрытия легирующей пленкой, глубина ее проникновения в поверхностный слой, количество микротрещин и т.п.) может вырабатываться рекомендация по рациональным режимам обработки (мощность электронного импульса, количество импульсов, газовая среда и т.п.). Оператор, обслуживающий производственную установку с электронной пушкой не знаком с методами вибродиагностики, но он имеет обычные навыки восприятия звуковой информации. Человеческое ухо способно воспринимать частотные и амплитудные изменения в звуковом сигнале. Сопоставляя эти изменения с результатами определения качественных показателей поверхностного слоя обработанных Деталей, оператор может самостоятельно нарабатывать связи параметров органолептического восприятия (громкость в разных частотных диапазонах) с результатами обработки. В итоге он сможет самостоятельно давать оценку протекающим процессам в вакуумной камере и принимать решения по изменению режимов обработки.
Задачей изобретения является оснащение оператора акустическим информационным каналом для мониторинга и оперативного реагирования на изменения качества протекания процессов в вакуумной камере при реализации электронно-пучковой технологии поверхностного легирования с целью сокращения сроков разработки рациональных режимов и повышения качественных показателей продукции.
Техническим результатом является сокращение времени освоения технологии обработки новых материалов и повышение точности настройки режимов работы технологического оборудования, определяющих параметры электронных импульсов и эффективность их воздействия на поверхность детали, и повышение качества продукции электронно-пучковой обработки.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе мониторинга структурных, фазовых и химических преобразований в приповерхносном слое обрабатываемых объектов в вакуумных камерах под воздействием электронно-пучковых импульсов, заключающемся в присоединении к обрабатываемому объекту гибкого волновода, выходящего за пределы вакуумной камеры через вакуумный ввод, закреплении на волноводе акселерометра и обработке информации с последнего с помощью компьютера, полученный с акселерометра сигнал регистрируют в виде временных зависимостей текущих значений сигналов в двух или более частотных диапазонах от начала воздействия до момента падения амплитуды сигналов до уровня фоновых шумов, выделяют огибающие полученных зависимостей, которые растягивают во времени в 50 и более раз, формируя новые огибающие, для каждого частотного диапазона выбирают частоту несущего сигнала в пределах от 50 до 1000 Гц, соотношения между частотами для разных диапазонов выбирают такими же, которые присутствует между средними геометрическими значениями частот в выбранных частотных диапазонах для исходного сигнала, новые огибающие используют в качестве модулирующих функций для соответствующих несущих сигналов, модулированные сигналы суммируют, усиливают и подают на звуковоспроизводящее устройство, воздействующее на органы слуха оператора.
Изобретение поясняется изображениями, где представлены:
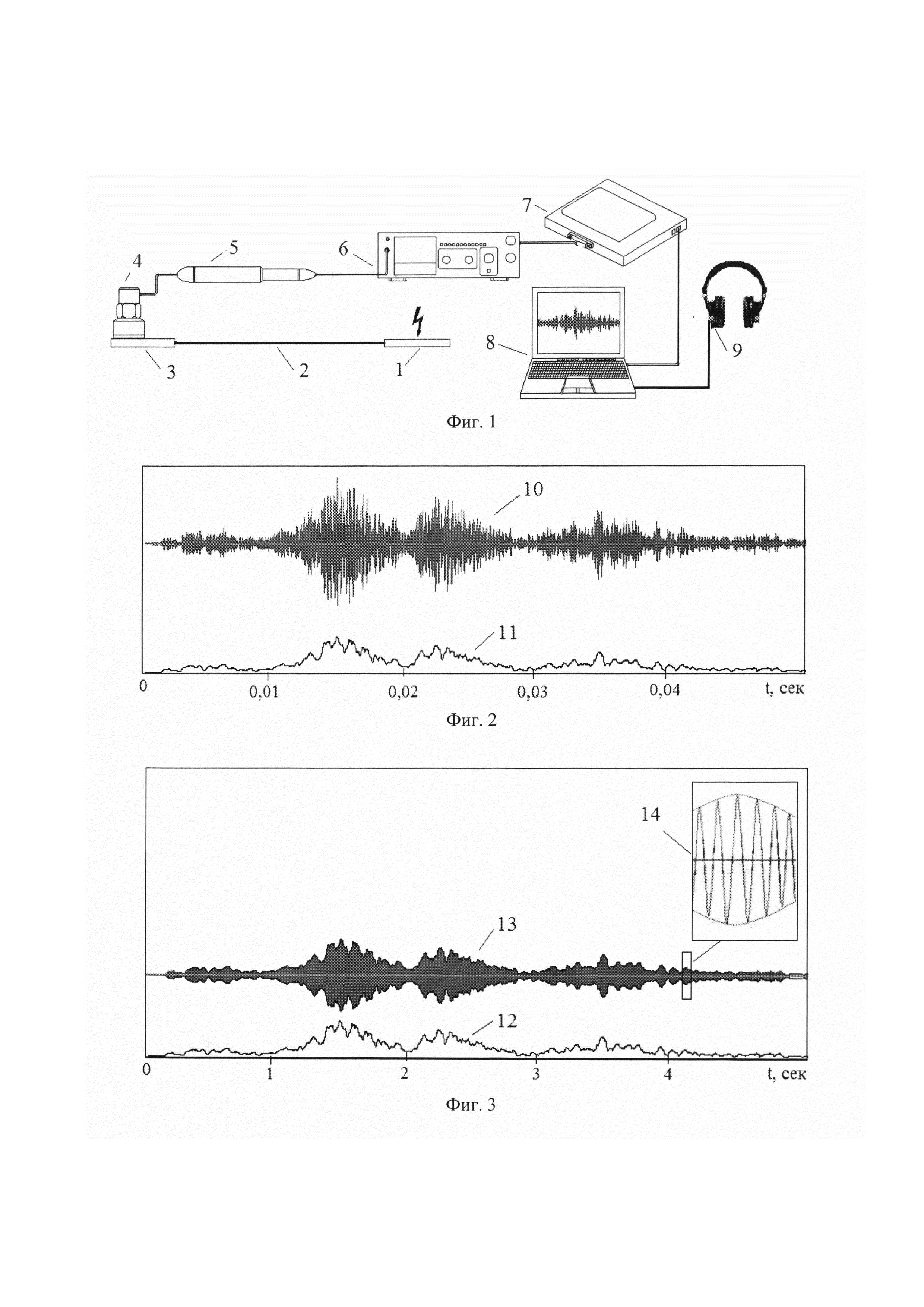
на фиг. 1 - схема установки аппаратуры, реализующей предлагаемый способ, для записи и анализа сигналов вибраций с акселерометра, возникающих после подачи электронного импульса, и преобразования их в звуковой сигнал, передаваемый оператору;
на фиг. 2 - пример записи импульса вибраций, возникшего после подачи электронного импульса, отфильтрованного в полосе 10-19 кГц, и его огибающая;
на фиг. 3 - пример новой огибающей после растяжения в 100 раз и вид квазигармонического сигнала, модулированного новой огибающей;
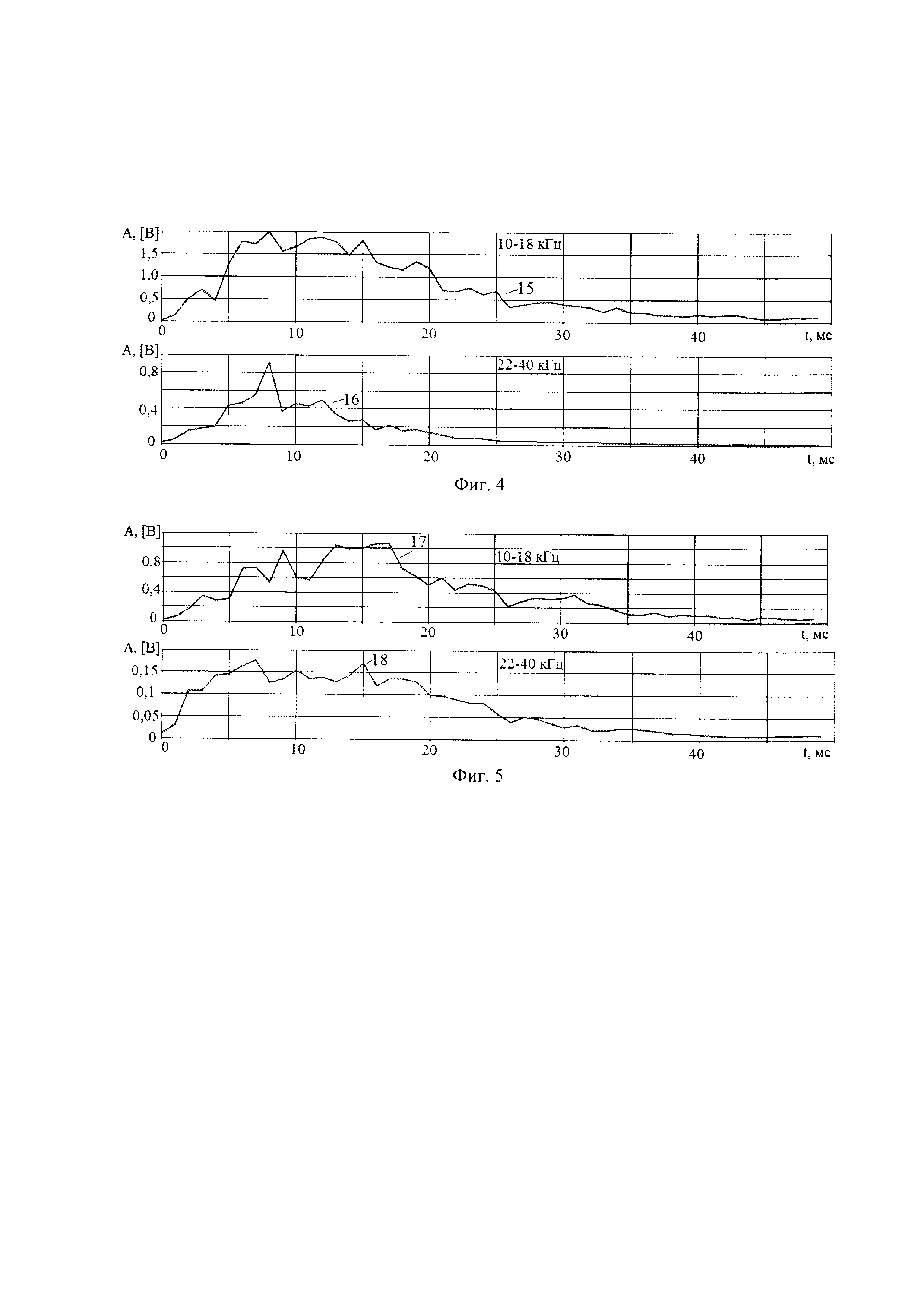
на фиг. 4 - пример начальных огибающих сигналов вибраций в двух частотных диапазонах при поверхностном легировании алюминиевой пластины с покрытием из Ni, Cr с выходом интерметаллидной фазы более 14 процентов от площади поверхности;
на фиг. 5 - аналогичный пример огибающих, но с выходом интерметаллидной фазы 10 процентов.
Способ акустического мониторинга структурных, фазовых и химических преобразований в приповерхностном слое обрабатываемых объектов в вакуумных камерах под воздействием электронно-пучковых импульсов заключается в присоединении к обрабатываемому объекту гибкого волновода, выходящего за пределы вакуумной камеры через вакуумный ввод, закреплении на волноводе акселерометра и обработке информации с последнего с помощью компьютера, полученный с акселерометра сигнал регистрируют в виде временных зависимостей текущих значений сигналов в двух или более частотных диапазонах от начала воздействия до момента падения амплитуды сигналов до уровня фоновых шумов, выделяют огибающие полученных зависимостей, которые растягивают во времени в 50 и более раз, формируя новые огибающие, для каждого частотного диапазона выбирают частоту несущего сигнала в пределах от 50 до 1000 Гц, соотношения между частотами для разных диапазонов выбирают такими же, которые присутствует между средними геометрическими значениями частот в выбранных частотных диапазонах для исходного сигнала, новые огибающие используют в качестве модулирующих функций для соответствующих несущих сигналов, модулированные сигналы суммируют, усиливают и подают на звуковоспроизводящее устройство, воздействующее на органы слуха оператора.
В соответствии с изобретением на фиг. 1 показан пример схемы, реализующей аппаратную часть предлагаемого способа, где с обрабатываемым образцом 1 контактирует волновод 2, выполненный из гибкой проволоки, противоположный конец которого присоединен к принимающей пластине 3, на которой установлен акселерометр 4, выход которого подключен к предусилителю 5, подключаемому к аналоговому усилителю 6, на выходе которого установлен аналого-цифровой преобразователь (АЦП) 7, данные которого с помощью компьютера 8 сохраняются для последующей обработки и формирования акустического отображения сигнала вибраций, которое подается на наушники 9, используемые оператором.
На фиг. 2 показан пример вибрационного сигнала 10, возникшего в результате подачи электронного импульса на обрабатываемый образец 1. На примере показан вид импульса длительностью 50 мс после фильтрации полосовым фильтром 10-19 кГц. Огибающая 11 для сигнала 10 построена путем последовательного вычисления эффективных значений амплитуды на коротких отрезках времени (в данном случае брались отрезки по 4 мкс). Длина временных отрезков определяет подробности сигнала, описываемые с помощью огибающей. Очень подробное описание не имеет смысла, т.к. их не различает человеческое ухо, грубое описание теряет существенные подробности. Таким же образом может строиться и пиковая огибающая, где для каждого отрезка выделяется максимальное значение.
На фиг. 3 показана новая огибающая 12 после растяжения в 100 раз начальной огибающей 11 и квазигармонический сигнал 13, модулированный новой огибающей 12. На вставке 14 показан увеличенный участок квазигармонического сигнала, модулированный новой огибающей, и несущий сигнал с постоянной частотой (в данном случае 70 Гц).
На фиг. 4 и 5 показаны примеры процессов поверхностного легирования алюминиевой пластины пленкой из Ni, Cr. Процессы осуществлялись в одинаковых условиях, но из-за случайных факторов результат был разным. Это отобразилось в амплитуде вибраций в двух частотных диапазонах. В диапазоне 10-18 кГц амплитуда огибающей (графики 15 и 17) упала в 2 раза, в диапазоне 22-40 кГц падение амплитуды более заметно, упало более чем в 6 раз (графики 16 и 18).
Способ акустического мониторинга электронно-лучевой технологии в вакуумных камерах осуществляется следующим образом. В соответствии с фиг. 1 из вакуумной камеры выводится гибкий волновод 2, который механически соединен с обрабатываемым образцом 1. Для вывода из вакуумной камеры участок волновода уплотняется. Противоположный конец волновода 2 присоединен к принимающей пластине 3, на которой установлен акселерометр 4, выход которого подключен к предусилителю 5, подключаемому к аналоговому усилителю 6, на выходе которого установлен аналого-цифровой преобразователь (АЦП) 7, данные которого с помощью компьютера 8 сохраняются для последующей обработки и формирования акустического отображения сигнала вибраций, которое подается на наушники 9, используемые оператором.
Практика показала, что длительность вибрационного сигнала, возникающего после облучения детали, составляет около 50 мс. Основная энергия сигнала сосредоточена на еще более коротком участке, иногда доходящем до 15 мс. Если такой сигнал подать в наушники оператора, то он с трудом сможет оценить только амплитуду импульса. На самом деле человеческое ухо может различать множество оттенков сигнала, включая изменения амплитуды и частотного состава, но только при достаточной длительности анализируемого импульса (это 5-10 секунд). При наличии опыта оператор может на слух оценивать ход процесса и вовремя реагировать на нежелательные отклонения. При изменении состава обрабатываемых материалов оператор может не дожидаться проведения исследователями испытаний различных режимов обработки, а самостоятельно на слух определять подходящее сочетание варьируемых режимов, сопоставляя их с последующими результатами анализа качества полученных поверхностей (после извлечения из вакуумной камеры).
Однако просто растянуть во времени сигнал исходного импульса не лучший вариант, поскольку в этом случае все частоты, входящие в спектр вибрационного сигнала (в основном это собственные частоты канала, соединяющего обрабатываемую деталь с акселерометром) будут уменьшены в такое же число раз, во сколько увеличено время импульса. Получается, что на небольшом низкочастотном промежутке будет сосредоточено множество частот, которые раньше были распределены в частотном диапазоне в 100-200 раз большем (при длинном волноводе основная энергия вибраций сосредоточена на частотах до 20-30 кГц). Получается такой шумовой сигнал, в котором трудно разобрать отдельные составляющие. Надо еще учитывать, что акустическая аппаратура среднего класса хуже передает самые низкие частоты. Возникает нижний порог около 40 Гц. В связи с этим в предлагаемом способе было решено, из состава сигнала вибраций выделять несколько частотных диапазонов (на практике 2-3). Далее исходный сигнал фильтруется для этих частотных диапазонов, и строятся начальные огибающие для каждого диапазона. Начальные огибающие растягиваются до нужного временного масштаба (в 100-200 раз), для каждого диапазона выбирается свой несущий гармонический сигнал, который должен модулироваться новой (растянутой) огибающей. Т.о., получается набор квазигармонических сигналов, которые затем суммируются и запускаются в наушники оператора. В этом случае на оператора воздействует не сложный шумовой сигнал, а упрощенный, состоящий из нескольких частотных составляющих, оттенки изменения которого человек в состоянии уловить. Преобразованный сигнал запускается в наушники с некоторым запаздыванием (менее одной секунды), определяемым временем преобразования в компьютере, которое не сказывается на времени принятия решения оператором.
Выбор частотных диапазонов, в которых фильтруется исходный сигнал, делается заранее на основании экспериментальных исследований частотного состава сигналов, регистрируемых акселерометром. Выбираемые частотные диапазоны не должны быть слишком узким из-за неустойчивости амплитуды сигнала в слишком узком диапазоне частот. Это связано с изменчивостью частотной характеристики гибкого волновода и переменчивостью временной структуры возмущающих импульсов. Наиболее приемлемой шириной частотного диапазона является диапазон порядка одной октавы.
Выбор несущих частот гармонических сигналов тоже делается заранее и ориентируется на восприятие человеком этих сигналов и их различимость при совместном звучании. Наиболее простой вариант решения - это сохранение соотношения среднегеометрических частот (СГЧ) выбранных частотных диапазонов с соотношением частот выбираемых несущих частот. В этом случае выбирается несущая частота для самого низкочастотного диапазона (например, 70 Гц), для остальных каналов выбор производится умножением этой частоты на изначальное соотношение СГЧ. Однако нет строгого запрета на отклонение от этого соотношения, его можно использовать как ориентир. По желанию оператора для более различимого звучания можно отклоняться от этого соотношения в пределах +/- 1/3 октавы.
На фиг. 2 и 3 поэтапно показана последовательность преобразования сигнал в одном из выбранных частотных диапазонов. Эти данные были взяты из результатов экспериментальной обработки сигналов вибраций при электронно-пучковом облучении стальной пластины, покрытой пленкой NbHf. В результате облучения запускалась химическая реакция с образованием нитридной фазы (NbHf)N. Для озвучивания процесса были выбраны две частотные полосы 10-19 и 19-40 кГц. Преобразования в полосе 10-19 кГц показаны на фиг. 2 и 3, такие же преобразования были сделаны для второй полосы. В качестве несущих частот были выбраны частоты 70 и 150 Гц. В результате был получен импульс длительностью в 5 секунд, где в самом начале слышны звуки на частоте 150 Гц, далее преобладают звуки на низкой частоте, модулированные волнообразным характером процессов мартенситного преобразования.
На фиг. 4 и 5 показана возможность применения предложенного способа на примере легирования алюминиевой поверхности пленкой Ni, Cr. Практика показала, что при сохранении режимов из-за случайных факторов результат имеет существенный разброс. Результат оценивался в процентах выхода интерметаллидной фазы. В примере на фиг. 5 выход интерметаллидной фазы снизился на 30%. Это отобразилось в снижении амплитуды сигнала вибраций в рассмотренных диапазонах. При озвучивании сигналов по предложенному способу оператор сможет почувствовать не только снижение амплитуды звукового сигнала в двух частотных диапазонах (сравнить графики 15 и 16 с графиками 17 и 18), но и почти полное исчезновение высокочастотной составляющей (это видно по резкому падению амплитуды, выраженной в вольтах, в частотном диапазоне 22-40 кГц на графиках 16 и 18).
С учетом изложенного можно сделать вывод о том, что поставленная задача - оснащение оператора акустическим информационным каналом для мониторинга и оперативного реагирования на изменения качества протекания процессов в вакуумной камере при реализации электронно-пучковой технологии поверхностного легирования с целью сокращения сроков разработки рациональных режимов и повышения качественных показателей продукции - решена, а заявленный технический результат - сокращение времени освоения технологии обработки новых материалов и повышение точности настройки режимов работы технологического оборудования, определяющих параметры электронных импульсов и эффективность их воздействия на поверхность детали, и повышение качества продукции электронно-пучковой обработки - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к электрофизическим методам обработки, в частности к электронно-лучевой обработке в вакуумных камерах;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству
Реферат
Изобретение относится к машиностроению. Способ мониторинга структурных, фазовых и химических преобразований в приповерхносном слое обрабатываемых объектов в вакуумных камерах под воздействием электронно-пучковых импульсов заключается в присоединении к обрабатываемому объекту гибкого волновода, выходящего за пределы вакуумной камеры через вакуумный ввод, закреплении на волноводе акселерометра и обработке информации с последнего с помощью компьютера. Полученный с акселерометра сигнал регистрируют в виде временных зависимостей текущих значений сигналов в двух или более частотных диапазонах от начала воздействия до момента падения амплитуды сигналов до уровня фоновых шумов. Затем выделяют огибающие полученных зависимостей, которые растягивают во времени в 50 и более раз, формируя новые огибающие. Для каждого частотного диапазона выбирают частоту несущего сигнала в пределах от 50 до 1000 Гц, соотношения между частотами для разных диапазонов выбирают такими же, которые присутствуют между средними геометрическими значениями частот в выбранных частотных диапазонах для исходного сигнала. Новые огибающие используют в качестве модулирующих функций для соответствующих несущих сигналов, модулированные сигналы суммируют, усиливают и подают на звуковоспроизводящее устройство, воздействующее на органы слуха оператора. Технический результат - сокращение времени освоения технологии обработки новых материалов и повышение точности настройки режимов работы технологического оборудования, повышение качества продукции электронно-пучковой обработки. 5 ил.
Комментарии