Способ получения железо-калиевого катализатора для дегидрирования метилбутенов, катализатор, полученный этим способом, и способ дегидрирования метилбутенов с использованием этого катализатора - RU2614144C1
Код документа: RU2614144C1
Описание
Изобретение относится к химической и нефтехимической промышленности, а именно к способам получения железокалиевых катализаторов для дегидрирования метилбутенов в изопрен, и может быть использовано для каталитических процессов дегидрирования метилбутенов.
Известны катализатор и способ получения катализатора для дегидрирования изоамиленов в изопрен на основе промышленного катализатора К-24И, содержащий Cr2O3, Fe2O3, ZrO2, Al2O3, К2СО3, CsNO3, K2SiO3 или цемент, дополнительно содержащий отработанный катализатор производства изопрена при следующем соотношении компонентов, мас. %: отработанный катализатор производства изопрена 10-60; промышленный катализатор К-24И остальное. Причем предлагаемый катализатор содержит отработанный катализатор производства, включающий Al2O3, Cr2O3, К2О, SiO2 при следующем соотношении компонентов, мас. %: Al2O3 69,0-77,0; Cr2O3 12,0-15,0; К2О 2,0-5,0; SiO2 9,0-11,0. Катализатор готовят механическим смешением компонентов до образования однородной пасты с последующей формовкой, сушкой и активацией (Патент РФ 2186619, МПК B01J 21/00 и др., опубликовано 10.08.2002). Техническим результатом является повышение активности указанного катализатора.
Недостатком его является иной элементный состав катализатора, существенно отличающийся от состава, необходимого для дегидрирования метилбутенов, с иными механизмами фазовых превращений и формирования активных центров при получении катализатора.
Наиболее близкими к заявляемому изобретению являются катализатор и способ получения катализатора для дегидрирования олефиновых и алкилароматических углеводородов, содержащего, мас. %: соединение калия, и/или лития, и/или рубидия, и/или цезия 5÷30; оксид магния 0,5÷10; оксид церия (4) 5÷20; карбонат кальция 1÷10; оксид молибдена 0,5÷5; оксид железа (3) - остальное, и характеризующегося насыпной плотностью не менее 1,0 г/см3 и не более 2,00 г/см3 и кажущейся плотностью не менее 2,0 г/см3 и не более 3,5 г/см3 (RU 2308323 С1. Катализатор для дегидрирования олефиновых и алкилароматических углеводородов, МПК B01J 37/04, опубликовано 20.10.2007).
Известный катализатор готовят путем смешения оксида железа, оксида магния, соединений калия, и/или лития, и/или рубидия, и/или цезия, разлагающихся с образованием оксидов и ферритов этих элементов, а также карбоната кальция. В полученную катализаторную массу добавляют соединения церия и молибдена, дающие впоследствии оксид церия и оксид молибдена. Образующуюся катализаторную массу с влажностью 10-16% формуют на шестеренчатом экструдере, сушат при температуре 100÷120°C и прокаливают при температуре 650÷850°C. Готовые гранулы катализатора имеют цилиндрическую форму диаметром 3,0÷5,0 мм, длиной 5÷10 мм.
Недостатком известного катализатора и способа его получения является необходимость утилизации отработанного катализатора, включая подготовку площадок для захоронения отходов. Захоронение отходов негативно влияет на окружающую среду, поскольку соединения, входящие в состав катализатора, такие как молибден и церий, являются токсичными.
Задачей изобретения является повторное использование отработанного катализатора без отходов.
Техническим результатом является восстановление, рекуперация катализатора в цикл производства для дегидрирования метилбутенов при увеличении или сохранении активности, селективности катализатора и при меньшем расходе исходных компонентов.
Задача решается и технический результат достигается в способе получения железокалиевого катализатора для дегидрирования метилбутенов, в котором проводят смешение компонентов катализатора в следующем соотношении, мас. %: оксид магния 0,5÷10, соединения калия 5÷30, карбонат кальция 1÷10, соединения церия в пересчете на диоксид 5÷20 и молибдена в пересчете на триоксид 0,5÷5, оксид железа (3) - остальное. Образующуюся катализаторную массу с влажностью 10-16% формуют, сушат при температуре 100÷120°C и прокаливают при температуре 650÷850°C. Готовые гранулы катализатора имеют цилиндрическую форму диаметром 3,0÷5,0 мм, длиной 5÷10 мм.
Отличием предлагаемого способа получения катализатора от прототипа является то, что в качестве компонента катализаторной массы берут измельченный и фракционированный до 0,2 мм отработанный катализатор для дегидрирования метилбутенов, перед получением катализаторной массы предварительно определяют состав отработанного катализатора рентгенофлуоресцентным или другим методом, определяют количество недостающих компонентов из вышеуказанных, которые добавляют в катализаторную массу на стадии смешения, и затем проводят формование, причем отработанный катализатор берут в количестве 5÷70 мас. % от общей массы катализатора. При этом отработанный катализатор, по составу доведенный до необходимого содержания катализатора дегидрирования метилбутенов добавлением к нему недостающих компонентов до вышеуказанного количества, является нормированным.
Задача также решается и технический результат достигается железокалиевым катализатором дегидрирования метилбутенов, содержащим, мас. %: оксид магния 0,5÷10, соединения калия 5÷30, карбонат кальция 1÷10, оксид церия (4) 5÷20; оксид молибдена (6) 0,5÷5; оксид железа (3) - остальное, который, в отличие от прототипа, содержит отработанный катализатор, взятый в количестве 5÷70 мас. % от общей массы катализатора, фракционированный до 0,2 мм и нормированный по составу до вышеуказанного.
Задача также решается и технический результат достигается в способе дегидрирования метилбутенов, который проводят при разбавлении сырья водяным паром и объемной скорости подачи углеводородного сырья 1 ч-1 при 600°C в присутствии железокалиевого катализатора состава, мас. %: MgO 0,5-10, K2CO3 5-30, CaCO3 1-10, CeO2 5-20, МоО3 0,5-5, Fe2O3 остальное. Предлагаемый способ дегидрирования отличается от прототипа тем, что берут отработанный катализатор в количестве 5-70% от общей массы катализатора, измельченный и нормированный до вышеуказанного содержания.
Катализатор готовят путем смешения отработанного катализатора дегидрирования, взятого в количестве 5-70 мас. % от всей необходимой массы катализатора, фракционированного до 0,2 мм для полноты протекания фазовых превращений, и других компонентов для формирования необходимого для дегидрирования метилбутенов катализатора: оксида железа, оксида магния, соединений калия, разлагающихся с образованием оксидов и ферритов этих элементов, карбоната кальция. В полученную катализаторную массу добавляют соединения церия и молибдена, дающие впоследствии диоксид церия и триоксид молибдена. Образующуюся катализаторную массу с влажностью 10-16% формуют на шестеренчатом экструдере или другом оборудовании, сушат при температуре 100÷120°C и прокаливают при температуре 650÷850°C. Готовые гранулы катализатора имеют цилиндрическую форму диаметром 3,0÷5,0 мм, длиной 5÷10 мм.
В качестве отработанного катализатора могут применяться катализаторы процесса дегидрирования метилбутенов, отработавшие свой срок и не подлежащие дальнейшей регенерации, содержащие, мас. %: оксиды калия 2-20; оксид магния 0,5÷10; оксид церия (4) 5÷20; карбонат кальция 1÷10; оксид молибдена (6) 0,02÷5; оксид железа (3) - остальное. Отработанный катализатор подвергается предварительному измельчению и фракционированию через сито размером 0,2 мм. Состав отработанных катализаторов определяют рентгенофлуоресцентным или другим аналогичным методом.
После определения состава проводят расчеты для определения количества реагентов, которые нужно добавить для приведения состава катализатора к необходимому (к норме). Как показывают исследования, в отработанном катализаторе уменьшается содержание некоторых элементов, преимущественно калия, в результате чего активность и селективность катализатора необратимо снижается.
Перед использованием отработанный катализатор нормируют, добавляя в него недостающие элементы до необходимого количества. Может использоваться отработанный катализатор после предварительного прокаливания на воздухе при 600-800°C в течение 2-5 часов или без прокаливания. Как показывают исследования, прокаленный катализатор дает более высокие показатели активности, поэтому даже 70% отработанного прокаленного катализатора в составе позволяет получить хорошую каталитическую активность.
В качестве источников образования оксида железа могут применяться гидроксид железа - гетит, оксиды железа - гематит, маггемит, магнетит и их смеси, карбонат железа, оксалат железа, нитрат железа, нитрит железа, хлорид железа, бромид железа, фторид железа, сульфат железа, сульфид железа, ацетат железа или смеси этих солей, а также железоаммонийные квасцы, железокалиевые квасцы. Используемый в приготовлении данного катализатора дегидрирования олефиновых и алкилароматических углеводородов оксид железа характеризуется насыпной плотностью в диапазоне 1,0÷1,5 г/см3.
В качестве соединения калия могут применяться карбонат калия, оксид калия, гидроксид калия, нитрат калия, нитрит калия, перманганат калия, оксалат калия, фторид калия, бромид калия, йодид калия или их смеси.
В качестве источника оксида магния могут применяться гидроксид магния, карбонат магния, сульфат магния, ацетат магния или их смеси.
В качестве источника оксида церия могут применяться оксид церия (3), оксид церия (4), нитрат церия, гидроксид церия, карбонат церия, оксалат церия или их смеси.
В качестве источника оксида молибдена могут применяться оксид молибдена, аммоний молибденовокислый, калий молибденовокислый, литий молибденовокислый или их смеси.
В качестве исходных веществ для производства катализаторов использовали:
- отработанный катализатор дегидрирования метилбутенов в изопрен;
- пигмент красный, марки TP 303 (оксид железа Fe2O3);
- калий углекислый технический;
- церий щавелевокислый десятиводный (оксалат церия);
- кальций углекислый;
- магний углекислый;
- аммоний молибденовокислый четырехводный.
Процесс приготовления лабораторных образцов железокалиевых катализаторов дегидрирования включает в себя следующие стадии:
- подготовка исходных компонентов;
- приготовление катализаторной суспензии;
- упаривание катализаторной суспензии до пасты;
- формовка катализаторной пасты в экструдаты;
- сушка катализаторных экструдатов;
- прокаливание катализаторных экструдатов.
Предварительно высушенные до постоянной массы навески исходных компонентов взвешивали на аналитических или электронных весах, с точностью до 0.01 г. Все компоненты сушили в сушильном шкафу при температуре не выше 90°C до постоянной массы.
Приготовление водной суспензии компонентов осуществляли в литровой конической колбе на электрической плитке с магнитной мешалкой. В колбу заливали 600 мл дистиллированной воды, включали мешалку, и через горло колбы засыпали расчетное количество углекислого калия, углекислого кальция и углекислого магния. Нагревали колбу до 80°C при постоянном перемешивании. Затем засыпали расчетное количество щавелевокислого церия, молибденовокислого аммония, отработанного катализатора и пигмента. Поддерживая температуру 80±5°C, смесь перемешивали в течение 3 часов.
Синтез проводили в вытяжном шкафу вследствие частичного выделения паров воды и аммиака.
Упаривание суспензии проводили в сушильном шкафу при температуре 170°C в течение 5-7 часов до полного удаления влаги. Для подготовки пасты к формованию ее увлажняли дистиллированной водой в количестве около 10 мас.% от массы катализатора.
Для формования экструдатов в форме таблеток диаметром 20 мм и высотой 4 мм или в виде гранул цилиндрической формы диаметром 3,0-5,0 мм, длиной 5-10 мм готовили навески катализаторной пасты около 4 г и на гидравлическом прессе или на шестеренчатом экструдере проводили формование.
Полученные отформованные экструдаты раскладывали на противне и сушили в сушильном шкафу при температуре 110°C в течение 4 часов. Остаточная влажность составляла не более 5-10 мас.% .
Высушенные катализаторные экструдаты прокаливали при температуре 650÷850°C в муфельной печи, которая должна обеспечивать равномерное распределение температуры по слою катализатора. Диапазон отклонения температуры не должен превышать Δt±5°C. Подъем температуры вели со скоростью 15-20°C в час.
После охлаждения печи до комнатной температуры катализатор вынимали и рассеивали, отделяя от крошек и пыли, фасовали в полиэтиленовые пакеты, подписывали и плотно закрывали во избежание попадания влаги.
В присутствии предлагаемого катализатора осуществляли процессы дегидрирования, например, таких углеводородов, как 2-метилбутен-1, 3-метилбутен-1, 2-метилбутен-2, н-бутилен и др.
В качестве показателей, характеризующих активность катализатора, были взяты выход целевого продукта на пропущенные углеводороды ВП (активность катализатора, мас.%) и показатель селективности (BP, %).
Состав контактного газа определялся хроматографическим методом на хроматографе с детектором по теплопроводности. Отбор пробы и последующее хроматографирование проводили через каждые 45 мин, сначала при 600°C, затем температуру увеличивали до 615°C, после чего снова проводили реакцию при 600°C. В качестве итоговых принимали среднее из 4-5 значений результатов анализа проб, отобранных при последних 600°C.
Активность катализатора (ВП, %) рассчитывалась из отношения выхода изопрена к пропущенным метилбутенам:
ВП=Сизопрен (к.г.)*100/[Сизоамилен (исх.)+Сизопрен (исх.)],
где Сизопрен (к.г.) - концентрация изопрена в контактном газе, %;
Сизоамилен (исх.) - концентрация метилбутенов в изоамиленовой фракции;
Сизопрен (исх.) - концентрация изопрена в изоамиленовой фракции.
Показатель селективности катализатора (BP, %) представляет собой отношение выхода изопрена на разложенные метилбутены:
BP=Сизопрен (к.г.)*100/[Сизоамилен (исх.)+Сизопрен (исх.)-Сизоамилен (к.г.)],
где Сизопрен (к.г.) - концентрация изопрена в контактном газе, %;
Сизоамилен (исх.) - концентрация метилбутенов в изоамиленовой фракции;
Сизопрен (исх.) - концентрация изопрена в изоамиленовой фракции.
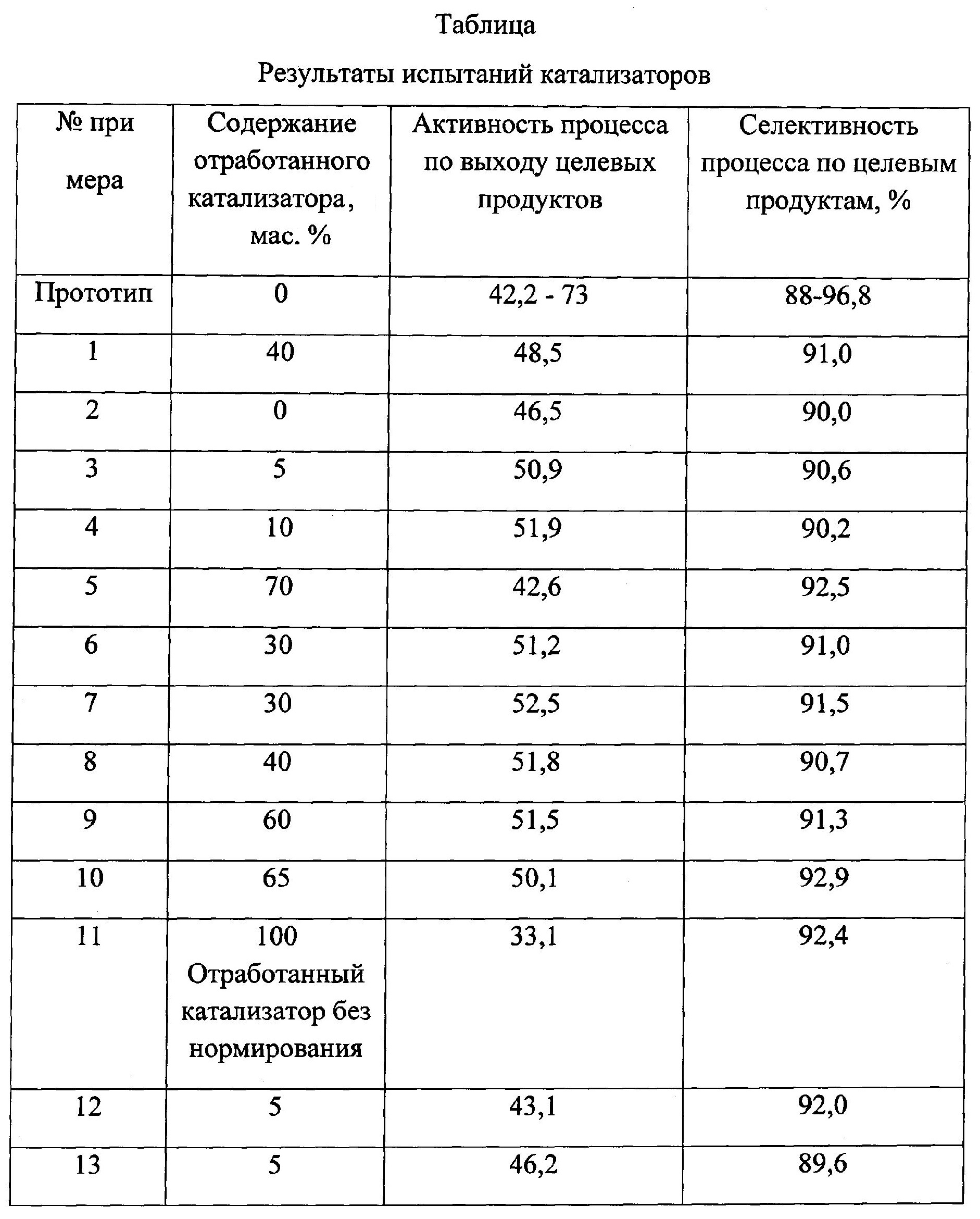
В Таблице приведены данные испытаний по разному составу катализаторов. Конкретное осуществление изобретения иллюстрируют следующие примеры.
Пример 1
Реакцию дегидрирования метилбутенов проводят в лабораторном реакторе на 40 см3 гранул катализатора размером 2×5 мм при 600°С, разбавлении сырья водяным паром в мольном отношении 1:20 и объемной скорости подачи углеводородного сырья 1 ч-1. После 20 ч дегидрирования отбирают и анализируют часовые пробы контактного газа. Применялся катализатор следующего состава: К2СО3 12,4%, CeO2 6,8%, СаСО3 3,7%, MgO 1,8%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения и прокаливания при 700°С в количестве, равном 40 мас.% от массы всего катализатора. Состав отработанного катализатора следующий: К2CO3 1,3%, CeO2 9,1%, СаСО3 2,3%, MgO 2,6%, MoO3 0,02%, Fe2O3 - остальное. Активность и селективность процесса дегидрирования метилбутенов представлены в Таблице.
Пример 2
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1, только применяемый для процесса дегидрирования катализатор того же состава готовили без добавления отработанного катализатора.
Пример 3
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 30,0%, CeO2 8,8%, СаСО3 3,7%, MgO 1,8%, MoO3 2,5%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения в количестве, равном 5 мас.% от массы всего катализатора. Отработанный катализатор готовили без прокалки. Состав отработанного катализатора был следующий: К2CO3 1,3%, CeO2 7,8%, CaCO3 5,3%, MgO 1,8%, MoO3 5,00%, Fe2O3 - остальное.
Пример 4
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 12,3%, CeO2 15,8%, CaCO3 3,7%, MgO 1,9%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения, в количестве, равном 10 мас.% от массы всего катализатора. Отработанный катализатор готовили без прокалки. Состав отработанного катализатора был следующий: К2CO3 10,3%, CeO2 7,8%, CaCO3 5,3%, MgO 1,8%, MoO3 1,2%, Fe2O3 - остальное
Пример 5
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 12,4%, CeO2 12,8%, CaCO3 1,0%, MgO 1,8%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения, извлечения молибдена в количестве, равном 70 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2СО3 1,3%, CeO2 9,1%, СаСО3 2,3%, MgO 2,6%, MoO3 0,02% Fe2O3 - остальное. Катализатор готовили без прокалки отработанного катализатора.
Пример 6
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 12,4%, CeO2 12,8%, СаСО3 3,7%, MgO 1,8%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения и прокаливания при 700°С в количестве, равном 30 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2СО3 1,3%, CeO2 15,1%, СаСО3 1,3%, MgO 5,2%, MoO3 0,02%, Fe2O3 - остальное
Пример 7
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 12,4%, CeO2 12,8%, CaCO3 3,7%, MgO 1,8%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения, в количестве, равном 30 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2CO3 1,3%, CeO2 5,1%, СаСО3 1,3%, MgO 0,5%, MoO3 1,2%, Fe2O3 - остальное. Катализатор готовили без прокалки отработанного катализатора.
Пример 8
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 12,4%, CeO2 20,0%, CaCO3 3,7%, MgO 1,8%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор в количестве, равном 40 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2СО3 1,3%, CeO2 5,1%, СаСО3 1,3%, MgO 0,5%, MoO3 1,2%, Fe2O3 - остальное. Катализатор готовили без прокалки отработанного катализатора.
Пример 9
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2СО3 12,4%, CeO2 9,3%, СаСО3 3,7%, MgO 1,8%, MoO3 5,0%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор в количестве, равном 62 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2CO3 1,3%, CeO2 5,1%, CaCO3 1,3%, MgO 0,5%, MoO3 1,2%, Fe2O3 - остальное. Катализатор готовили без прокалки отработанного катализатора.
Пример 10
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2СО3 12,4%, CeO2 11,3%, СаСО3 3,7%, MgO 1,8%, MoO3 1,9%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения и прокаливания при 700°С в количестве, равном 65 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2СО3 1,3%, CeO2 9,1%, СаСО3 2,3%, MgO 2,6%, MoO3 2,0%, Fe2O3 - остальное.
Пример 11
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1. Применялся отработанный катализатор без нормирования следующего состава: К2CO3 1,3%, CeO2 9,1%, СаСО3 2,3%, MgO 2,6%, MoO3 1,2%, Fe2O3 - остальное. Активность и селективность процесса дегидрирования метилбутенов представлены в Таблице.
Как видно из Таблицы, использование 100% отработанного катализатора без нормирования не позволяет решить поставленную задачу, активность процесса дегидрирования метилбутенов неудовлетворительна.
Пример 12
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2CO3 5,0%, CeO2 5,0%, СаСО3 1,0%, MgO 10,0%, MoO3 5,0%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения и прокаливания при 700°С в количестве, равном 5 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2СО3 1,3%, CeO2 9,1%, СаСО3 2,3%, MgO 2,6%, MoO3 2,0%, Fe2O3 - остальное.
Пример 13
Реакцию дегидрирования метилбутенов проводят аналогично примеру 1; катализатор использовали следующего состава: К2СО3 12,4%, CeO2 12,8%, СаСО3 10,0%, MgO 0,5%, MoO3 0,5%, Fe2O3 - остальное, для приготовления которого используется отработанный катализатор после измельчения и прокаливания при 700°С в количестве, равном 5 мас.% от массы всего катализатора. Состав отработанного катализатора был следующий: К2СО3 1,3%, CeO2 9,1%, СаСО3 2,3%, MgO 2,6%, MoO3 2,0%, Fe2O3 - остальное.
В результате проведенной работы было приготовлено 12 образцов катализаторов с применением отработанного катализатора.
Испытания показали, что активность (ВП) катализаторов, приготовленных с использованием отработанных катализаторов, в процессе дегидрирования метилбутенов в изопрен не ниже активности образца прототипа без использования отработанного катализатора, принятого для сравнения. Активность катализатора, в состав которого включено до 70% отработанного катализатора и нормированного, не хуже активности образца прототипа. Селективность (BP) в реакции дегидрирования при использовании отработанного катализатора не хуже селективности прототипа и находится в пределах от 89,6 до 92,9%. Образец, полученный добавлением 65% отработанного катализатора без предварительной термической обработки и нормированного, также показал активность в реакции дегидрирования изоамиленов в изопрен не хуже, чем образец сравнения, а селективность при этом составила 92,9%.
Таким образом, проведенные исследования показали, что отработанный катализатор может быть повторно использован в получении катализаторов дегидрирования метилбутенов в изопрен без образования отходов, при хороших показателях процесса дегидрирования.
Как видно из примеров, восстановление, рекуперация катализатора в производственный цикл дегидрирования изоамиленов происходит при увеличении или сохранении активности, селективности катализатора и при меньшем расходе исходных компонентов, поскольку для получения 1 т свежего катализатора необходимо X т сырья, для получения катализатора с использованием 60% отработанного катализатора необходимо 0,4Х т сырья и добавки, количество которых незначительно, при этом отработанный катализатор ничего не стоит.
Реферат
Изобретение относится к способу получения железо-калиевых катализаторов для дегидрирования метилбутенов в изопрен. Способ получения железо-калиевого катализатора для дегидрирования метилбутенов осуществляют следующим образом: проводят смешение компонентов катализатора в следующем соотношении, мас. %: оксид магния 0,5÷10, соединения калия 5÷30, карбонат кальция 1÷10, соединения церия в пересчете на диоксид 5÷20 и молибдена в пересчете на триоксид 0,5-5, оксид железа (3) – остальное, образующуюся катализаторную массу с влажностью 10-16% формуют, сушат при температуре 100÷120°С и прокаливают при температуре 650÷850°С. Способ отличается тем, что в качестве компонента катализаторной массы берут измельченный и фракционированный до 0,2 мм отработанный катализатор для дегидрирования метилбутенов, перед получением катализаторной массы предварительно определяют состав отработанного катализатора, определяют количество недостающих компонентов из вышеуказанных, которые добавляют в катализаторную массу на стадии смешения, и затем проводят формование, причем отработанный катализатор берут в количестве 5÷70 мас. % от общей массы катализатора. Заявлен также железо-калиевый катализатор и способ дегидрирования метилбутенов. Технический результат - рекуперация катализатора в цикл производства для дегидрирования метилбутенов при увеличении или сохранении активности, селективности катализатора и при меньшем расходе исходных компонентов. 3 н. и 2 з.п. ф-лы, 1 табл., 13 пр.
Комментарии