Способ и устройство для влажного нанесения клея на древесные волокна - RU2552014C2
Код документа: RU2552014C2
Чертежи
Описание
Способ влажного нанесения клея на древесные волокна, которые были предварительно получены в рафинере путем расщепления измельченной в щепу древесины, чтобы их после влажного нанесения клея в зоне нанесения клея можно было высушить в сушилке, затем распределить в загрузочном распределительном устройстве с образованием волокнистого ковра и в установке горячего прессования запрессовать в древесно-стружечную плиту требуемой толщины, причем древесные волокна транспортируют внутри подающей трубы в потоке насыщенного пара в зону нанесения клея.
Способ влажного нанесения клея называют также "Blowline" - способом нанесения клея. В этом способе клеящее вещество распыляется в подающую трубу или дутьевую трубу (Blowline), в которой происходит транспортировка волокон из рафинера в сушилку. В книге "Deppe/Ernst, MDF - Mitteldichte Faserplatten" DRW-Verlag, iSBN 3-87181-329-X влажное нанесение клея подробно описано на страницах 81-84. Принцип заключается в том, что клеящее вещество нагнетается форсунками в поток волокон, который движется со скоростью 150-500 м/с. В известном из описания DE 202008015419 U1 устройстве для влажного нанесения клея вследствие уменьшения поперечного сечения подающей трубы в месте нагнетания через форсунки скорость волокон еще более повышается. Форсунки для нанесения клея расположены перпендикулярно к направлению транспортировки волокон или под острым углом к дутьевой трубе. Известны также устройства, в которых применяются несколько форсунок для нанесения клея, кольцеобразно расположенных в зоне нанесения клея.
В качестве клеящих веществ применяются главным образом мочевино-формальдегидные смолы (UF). В качестве альтернативы, эти смолы могут быть модифицированы меламином и/или фенолом (MUF, MUPF), в древесностружечных плитах для особых способов применения в качестве клеящих веществ предусмотрены также метилендифенилдиизоцианаты (MDi).
В дутьевой трубе с постоянным поперечным сечением клеящее вещество должно дозироваться на относительно коротком участке пути, вследствие чего не может установиться однородное нанесение клеящего вещества в потоке волокон, что объясняется теневым эффектом. Технологически посредством рабочего тела нельзя сообщить дополнительную энергию распыления, что с одной стороны приводит к неблагоприятному распределению клеящих веществ на отдельных волокнах, а с другой стороны к неконтролируемому размеру капель. Наконец, отсюда следует склонность к засорению в месте впуска вследствие больших отверстий и из-за этого - возможность поступления волокон навстречу течению клеящего вещества.
Когда поперечное сечение в дутьевой трубе уменьшается, размер капель тоже сокращается за счет того, что при нагнетании через форсунки может быть использована другая среда, что, например, описано в WO 2009/116877. Однако после уменьшения поперечного сечения усиливается теневой эффект вследствие более плотного потока волокон, в который струя клеящего вещества может проникнуть с трудом и в недостаточной степени. Вследствие увеличения скорости время пребывания волокон в зоне нанесения клея сокращается, вследствие чего может возникнуть необходимость увеличить количество клеящих веществ, чтобы достичь достаточного нанесения клея на отдельные волокна. Кроме того, при этом способе рафинер должен преодолевать более высокое противодавление (дополнительное узкое место в зоне нанесения клея), вследствие чего обрабатываемое комплектной установкой за единицу времени количество сырья сокращается. Вследствие более высокого противодавления в зоне нанесения клея и соответственно малой разности между давлением нагнетаемого через форсунки с помощью рабочего тела клеящего вещества и давлением в потоке волокон эффективность рабочего тела сокращается.
Уже из соображений экономичности стремятся к экономии клея. Кроме того, существует опасность, что нагнетаемый в избытке клей не может соединиться с отдельными волокнами, оседает на стенках дутьевой трубы, и она из-за этого со временем засоряется.
Из DE 19930800 A1 известно, что при сухом нанесении клея на волокна вследствие увеличения поперечного сечения потока в трубчатой сушилке уменьшается скорость транспортировки волокнистой смеси и вследствие этого создается турбулентный поток, турбулентность которого вследствие нагнетания через форсунки дополнительного воздуха повышается, когда через форсунки подается клеящее вещество.
Для обеспечения при сухом нанесении клея тонкого смачивания из описания EP 0728562 A2 известно расположение форсунок в области транспортного трубопровода, имеющей диффузорообразное расширение поперечного сечения.
Исходя из описанных выше проблем, нужно усовершенствовать способ влажного нанесения клея на древесные волокна для достижения улучшенного нанесения клея на влажные древесные волокна и при этом, при известных условиях, также экономии клеящего вещества.
Для решения проблемы известный из уровня техники способ отличается тем, что для стабилизации потока волокон подающая труба в начале зоны нанесения клея, внутри которой находятся несколько форсунок для нанесения клея, расширяется, вследствие чего скорость потока волокон понижается еще до достижения первой форсунки для нанесения клея, на волокна в стабилизированном потоке волокон наносится клеящее вещество посредством форсунок для нанесения клея, и затем они подаются в сушилку.
Вследствие более низкого давления в дутьевой трубе на участке нанесения клея и образующейся от этого повышенной разности давлений между давлением нагнетаемого через форсунки клеящего вещества и давлением в подающем трубопроводе использование рабочего тела становится более эффективным, и расход клеящего вещества сокращается. Вследствие понижения скорости в зоне нанесения клея поток волокон имеет увеличенное время пребывания в области форсунок, благодаря чему волокна смачиваются клеем более однородно. Вследствие уже не столь плотного потока волокон теневой эффект также уменьшается.
Предпочтительно поперечное сечение трубы в начале зоны нанесения клея расширяется на величину до 30%.
В конце зоны нанесения клея за последней форсункой для нанесения клея поперечное сечение подающей трубы выгодно снова уменьшить, вследствие чего скорость снова повышается и поток волокон с нанесенным клеем быстрее подается в сушилку.
Предпочтительно, клеящее вещество в форсунки для нанесения клея подается с температурой окружающей среды и, в частности, предпочтительно с повышенным давлением.
Устройство для влажного нанесения клея для нанесения клея на транспортируемые потоком из насыщенного пара древесные волокна при осуществлении описанного выше способа, с подающей трубой, в которой в зоне нанесения клея расположены одна за другой, при рассмотрении в направлении потока, несколько форсунок для нанесения клея, отличается тем, что поперечное сечение трубы перед первой форсункой для нанесения клея расширяется на величину до 30%.
Предпочтительно, поперечное сечение подающей трубы за последней форсункой для нанесения клея снова уменьшается.
Пример осуществления изобретения подробнее поясняется далее с помощью чертежа. Показано на:
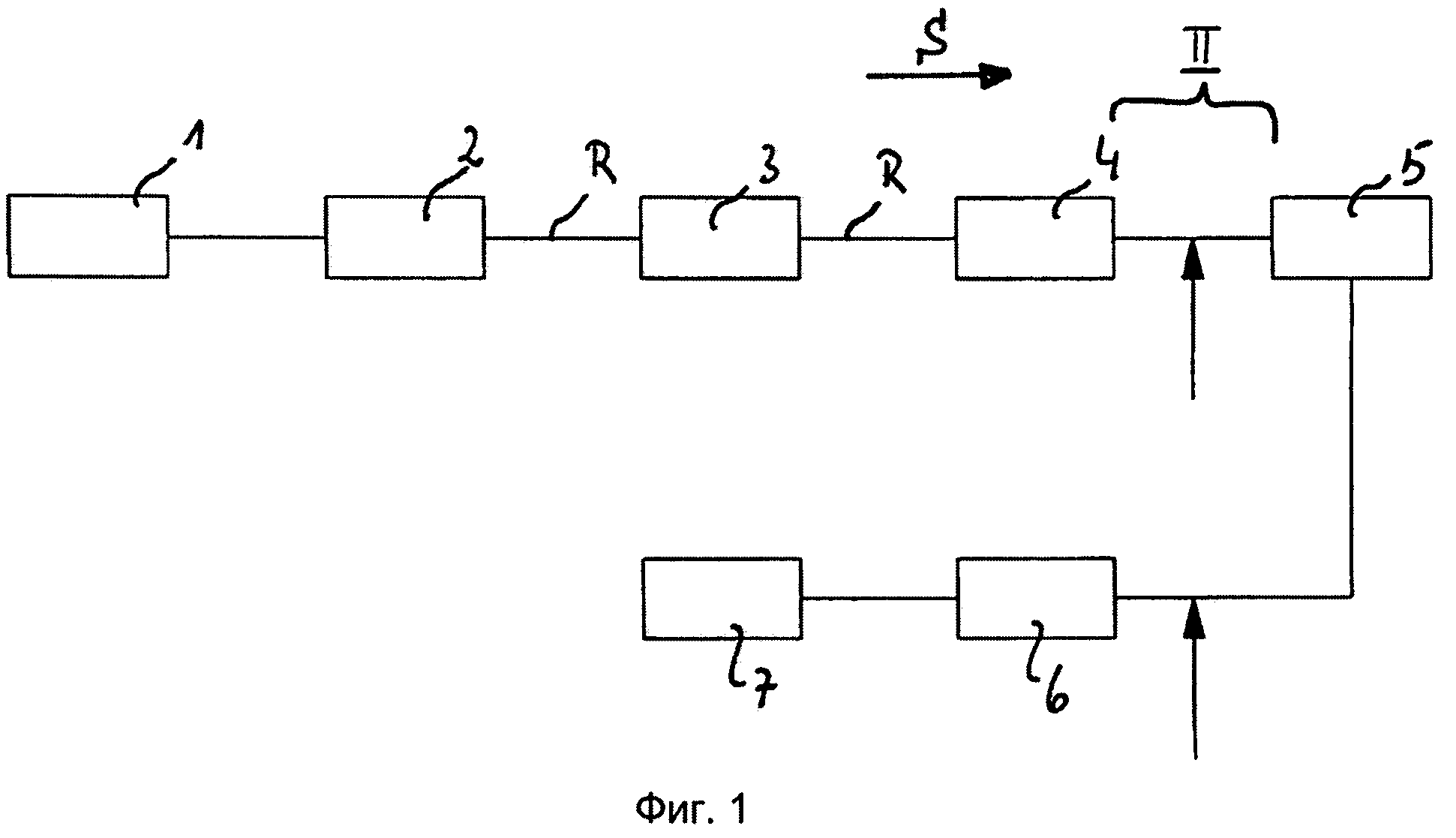
Фиг. 1 принципиальная технологическая схема в виде блок-схемы,
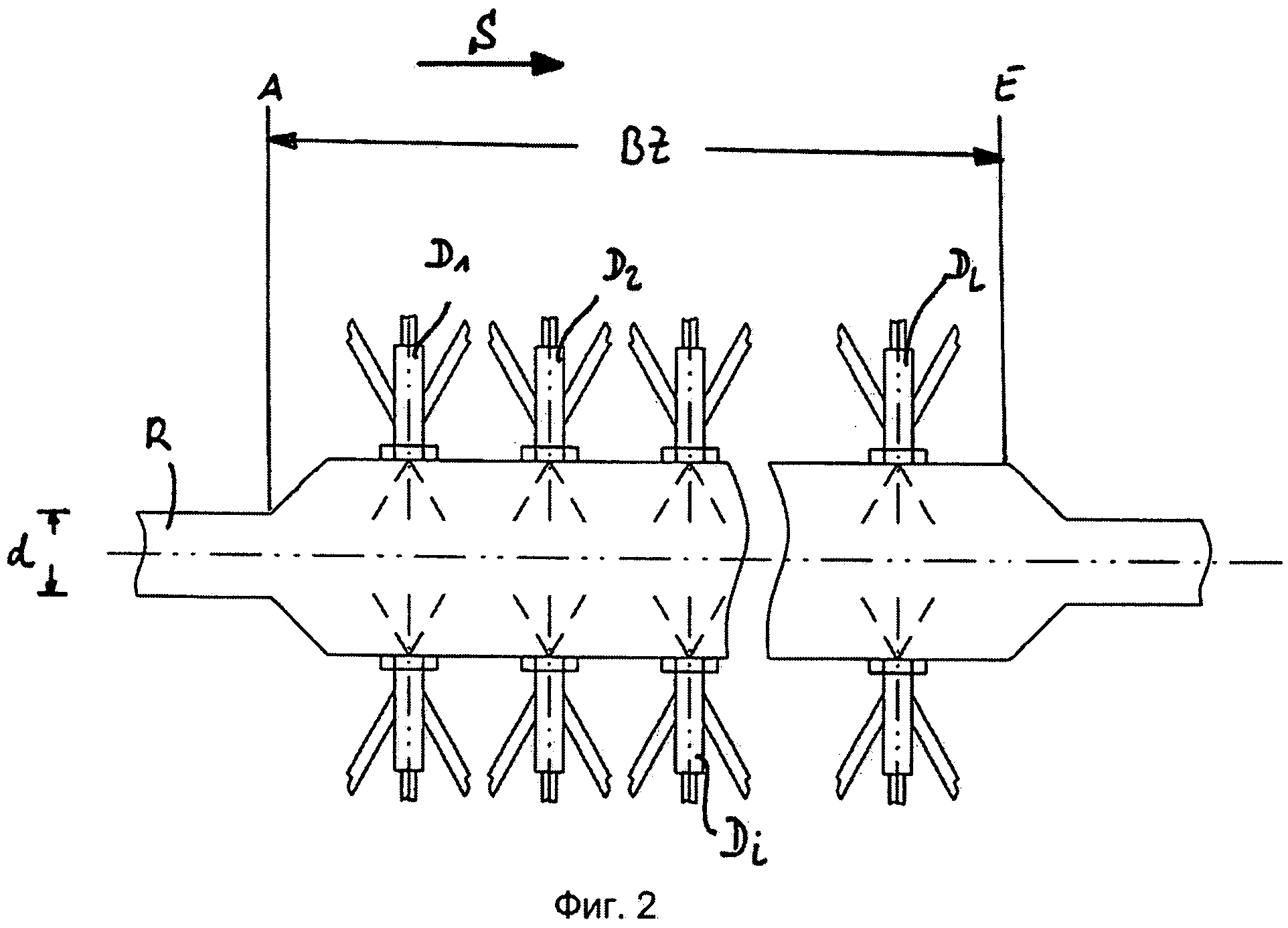
Фиг. 2 обозначенный позицией II фрагмент из фиг. 1.
Сначала в обозначенном ссылочным обозначением 1 месте круглый лесоматериал или т.п. подготавливается и перерабатывается в дробилке 2 в щепу, которую затем в варочном аппарате 3 разваривают и далее в рафинере 4 расщепляют на волокна. Расщепленные в рафинере 4 древесные волокна подаются затем по подающей трубе R в зону BZ нанесения клея, в которой вокруг трубы (дутьевой трубы Blowline) кольцеобразно расположены несколько форсунок D1, D2, … DL для нанесения клея. В начале A зоны BZ нанесения клея поперечное сечение d трубы, при рассмотрении в направлении S потока, еще перед первой форсункой D1 для нанесения клея расширяется на величину до 30%. За счет этого скорость потока волокон сокращается, а время пребывания в зоне BZ нанесения клея - возрастает. В конце E зоны ΒΖ нанесения клея, при рассмотрении в направлении S потока, расширенное поперечное сечение трубы за последней форсункой DL для нанесения клея снова уменьшается, и поток древесных волокон подается затем в сушилку 5, где волокна отделяются от пара и высушиваются. После сушилки 5 высушенные древесные волокна подаются в загрузочное распределительное устройство 6, где их распределяют в виде волокнистого ковра. Затем волокнистый ковер подается в установку 7 горячего прессования, в которой из него при высоком давлении и высокой температуре формуется древесно-стружечная плита требуемой толщины. В обозначенном стрелкой на фиг. 1 месте на высушенные волокна можно еще раз нанести клеящее вещество с помощью способов, которые являются обычными при сухом нанесении клея (ср. DE 19930800 A1).
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 подготовка древесины
2 дробильная установка
3 варочный аппарат
4 рафинер
5 сушилка
6 загрузочное распределительное устройство
7 установка горячего прессования
А начало
BZ зона нанесения клея
D1 первая форсунка для нанесения клея
D2 форсунка для нанесения клея
Di форсунка для нанесения клея
DL последняя форсунка для нанесения клея
d поперечное сечение трубы
E конец
R подающая труба
S направление потока
Реферат
Изобретение относится к области деревообрабатывающей промышленности, а именно к способам влажного нанесения клея на древесные волокна. Волокна предварительно получают в рафинере путем расщепления измельченной в щепу древесины. После влажного нанесения клея в зоне нанесения клея их сушат в сушилке. Затем распределяют в загрузочном распределительном устройстве с образованием волокнистого ковра. В установке горячего прессования запрессовывают в древесно-стружечную плиту требуемой толщины. Древесные волокна транспортируют внутри подающей трубы в потоке насыщенного пара в зону нанесения клея. Внутри трубы находятся одна за другой несколько форсунок для нанесения клея. Для стабилизации потока волокон подающую трубу в начале зоны нанесения клея расширяют, вследствие чего скорость потока волокон еще до достижения первой форсунки для нанесения клея уменьшается. На волокна в стабилизированном потоке волокон посредством форсунок для нанесения клея наносят клеящее вещество. Затем они подаются в сушилку. Обеспечивается повышение качества нанесения клея, 2 н. и 5 з.п. ф-лы, 2 ил.
Формула
- для стабилизации потока волокон подающую трубу (R) в начале (A) зоны (BZ) нанесения клея, внутри которой находятся несколько форсунок (D1, D2, … Di, … DL) для нанесения клея, расширяют, вследствие чего скорость потока волокон еще до достижения первой форсунки D1 для нанесения клея уменьшается,
на волокна в стабилизированном потоке волокон посредством форсунок (D1, D2, … Di, … DL) для нанесения клея наносят клеящее вещество, и затем они подаются в сушилку (5).
Документы, цитированные в отчёте о поиске
Устройство и способ для смачивания древесных волокон жидким связующим, способ изготовления волокнистой плиты, волокнистая плита
Комментарии