Способ и система группирования предметов - RU2379637C2
Код документа: RU2379637C2
Чертежи







Описание
Область техники, к которой относится изобретение
Изобретение относится к способу и системе группирования поставляемых предметов в партии таким образом, что партия соответствует заданным критериям в отношении суммарного весового диапазона и дополнительно в отношении количества предметов, веса, ориентации и/или типа (типов) предметов, и в которых используются средства роботизированного типа.
Предпосылки к созданию изобретения
Группирование предметов, таких как, например, пищевые продукты, для получения партий, которые, например, соответствуют заданным критериям в отношении, например, суммарного веса, хорошо известны в технике, например документы GB 2116732 и ЕР 781172 и WO 00/23771, в которых описаны системы, в которых пищевые продукты транспортируются на конвейерной ленте и в которых продукты избирательно передаются на множество приемных участков, на которых формируются партии.
Кроме того, в связи с применяемыми системами предполагается также применение роботов в связи с группированием предметов, таких как пищевые продукты.
Например, в WO 95/35238 A описаны способ и система формирования весовых партий пищевых изделий, в которых робот используют для передачи отобранных пищевых продуктов на несущий поддон. Однако, согласно этому техническому решению, робот и система располагаются таким образом, что робот захватывает предметы по одному и передает эти предметы на несущий поддон. Таким образом, робот способен только укладывать переданные предметы в единственное место, расположенное недалеко от робота, и в том же порядке, в котором предметы направляются к роботу.
Далее, в работе «BENEFITS OF EXPERT ROBOTS: INTELLIGENCE vs. SKILL» K.Khodabandehloo (“Experts Systems and Robotics”, Springer-Verlag Berlin Heidelberg, 1991) и в “Robotic packaging of poultry products”, также K.Khodabandehloo (“Robotic in Meat, Fish and Poultry Processing”, Routlege, 1992) предлагается использование в системе формирования партий только одного робота. В обоих этих документах предлагается использование робототехнической системы для упаковки с фиксированным весом и фиксированной ценой свежих порций домашней птицы и, в частности, цыплят. Порции цыплят, например цыплячьи грудки, механически взвешивают и информацию о весе передают в компьютер, управляющий робототехнической системой. Компьютер управляет роботом таким образом, что на поддоне собирается заданное количество порций, имеющих (по меньшей мере) заданный суммарный вес (и минимальный избыточный вес). Для определения положения отдельных порций применяют камеры, например, для того чтобы способствовать захвату роботом предметов.
Кроме того, в WO 01/22043 описано использование робототехники для осуществления передачи предметов на выбранные приемные участки.
Целью настоящего изобретения является представление способа и системы для группирования предметов, которое обеспечивает более гибкое и эффективное формирование партий по сравнению с упомянутыми выше предыдущими техническими решениями.
Таким образом, целью настоящего изобретения является предложение такого способа и такой системы, посредством которых может быть обеспечено более эффективное манипулирование полученными партиями или упаковками.
Кроме того, целью настоящего изобретения является представление такого способа и такой системы, посредством которых выбранные предметы для группирования могут быть помещены, например, в заданную и/или упорядоченную форму и посредством которых возможна дальнейшая обработка полученных партий, например их упаковка и т.д. без нарушения или вмешательства в форму или «расположение» полученных партий.
В частности, целью настоящего изобретения является предложение такого способа и такого устройства, которые подходят для выбора и размещения предметов, которые «подходят друг другу при компоновке», на конвейере таким образом, что они могут передаваться к нужному упаковочному агрегату, поддону и т.д. таким образом, что предметы помещаются непосредственно на или в нужный упаковочный агрегат, поддон и т.д. Такие предметы, о которых можно сказать, что они «подходят друг другу при компоновке», могут, например, быть предметами, которые вместе обладают определенной массой или весом (например, 1 кг), но возможно использование и других критериев. Примером этого может служить, например, упаковка, содержащая части цыпленка, например, приготовленные и готовые для помещения в печь, где упаковка содержит два бедра цыпленка, две голени цыпленка (ножки), два крыла цыпленка и две грудки цыпленка.
Кроме того, целью настоящего изобретения является предложение способа и такого устройства, которые обеспечивают улучшение по сравнению с применявшимися до сих пор системами в отношении скорости, с которой поток предметов может передаваться в партии или упаковки, одновременно обеспечивая возможность размещения предметов в партиях или упаковках в упорядоченной форме.
Кроме того, целью настоящего изобретения является предложение способа и такого устройства, посредством которых обеспечивается эффективное формирование различных партий или упаковок, например упаковок, имеющих различный заданный вес.
Эти и другие цели достигаются с помощью изобретения так, как описано более подробно далее.
Сущность изобретения
Изобретение относится к способу группирования поставляемых предметов в партии таким образом, что партия соответствует заданным критериям в отношении суммарного весового диапазона и, необязательно, в отношении количества предметов, веса, ориентации и/или типа (типов) предметов, при котором
- определяется вес каждого предмета;
- предметы транспортируют с помощью средства транспортировки предметов;
- избирательный перенос указанных предметов от указанного средства транспортировки предметов к средству группирования осуществляется с помощью средств манипулирования роботизированного типа, когда группы или партии предметов получаются с учетом заданных критериев,
и в котором
указанная группа или партия транспортируется далее на средстве транспортировки партий.
Таким образом, достигается надлежащий перенос предметов на средство группирования для собирания партий или упаковок, которые могут быть собраны в упорядоченной форме, поскольку средства манипулирования относятся к роботам и поэтому приспособлены для расположения предметов желательным образом, например относительно других предметов, например как в отношении ориентации предметов и/или в отношении средства группирования. Кроме того, поскольку группа, упаковка или партия предметов транспортируются далее с помощью средства транспортировки партий, получается, что предметы будут транспортироваться исключительно в том же порядке и форме, в которых они были размещены средством манипулирования роботизированного типа.
Согласно предпочтительному варианту реализации, описанному в п.2, указанное средство для транспортировки партий может содержать множество конвейерных средств.
Таким образом, достигается облегчение эффективного манипулирования полученными партиями и облегчение формирования различных партий или упаковок для различных конвейеров средства транспортировки партий. Например, при получении различных партий, имеющих, например, различный вес, с ними могут эффективно работать различные конвейеры, и, кроме того, если для этих различных партий используют различные упаковочные средства, например поддоны, эти упаковочные средства могут быть легко применены к соответствующим конвейерам без создания какой-либо опасности смешивания соответствующих упаковочных средств и т.д. Кроме того, когда для транспортировки партий используют несколько конвейеров, появляется возможность остановить один из конвейеров, например, в случае, если партия на этом конвейере не была закончена в пределах заданного временного отрезка, чтобы допустить продвижение подходящего предмета без остановки всего процесса формирования партий.
Предпочтительно, как указано в п.3, предметы могут подаваться к указанному средству для транспортировки предметов с помощью питающего транспортного оборудования, такого как одна или несколько конвейерных лент.
Понятно, что предметы могут быть помещены на указанное средство для транспортировки предметов, с которого они передаются средством манипулирования роботизированного типа, любым подходящим образом, включая конвейер (конвейеры). Однако, поскольку желательно иметь в качестве средства транспортировки предметов достаточно широкий конвейер, особенно удачным является использование нескольких конвейеров для подачи предметов так, чтобы подавать, например, предметы по всей ширине средства транспортировки предметов и таким образом обеспечивать каждый робот количеством предметов, достаточным для выбора.
Преимущественно, как указано в п.4, предметы могут регистрироваться, например, в отношении положения, типа и/или ориентации, например, с помощью видеооборудования, средства сканирования и т.п., причем указанная регистрация выполняется, например, при определении веса или перемещении к указанному средству транспортировки предметов.
Таким образом, получается, что при поступлении предмета к средству транспортировки предметов, например на участок формирования партий, будут известны соответствующие данные по каждому предмету, будучи зарегистрированы, например, в центральном блоке управления, и, таким образом, уже на ранней стадии может быть принято решение о том, куда должен быть передан конкретный предмет.
Согласно предпочтительному варианту реализации, как указано в п.5, предметы могут группироваться непосредственно на указанном средстве транспортировки партий, когда по меньшей мере часть указанного средства для транспортировки партий составляет указанное средство группирования.
Таким образом, получается, что партии или упаковки могут легко перемещаться далее без нарушения формы, в которую помещены предметы. Отмечено, что средство транспортировки партий и, таким образом, также средство группирования могут двигаться при выполнении группирования, обеспечивая таким образом устойчивый поток партий и обеспечивая заданные условия группирования, например, устанавливают, что определенная партия должна предпочтительно быть закончена в пределах определенного временного отрезка, но при этом в пределах известных временных отрезков возникают возможности формирования новых партий.
Согласно альтернативному предпочтительному варианту реализации, как указано в п.6, предметы могут группироваться на отдельном агрегате, который образует указанное средство группирования, после передачи партии предметов на указанное средство транспортировки партий, посредством, например, по существу, вертикального перемещения, перемещения поворотом и/или смещения относительно указанного отдельного агрегата, например, путем транспортировки с помощью конвейера на указанный отдельный агрегат.
Таким образом, получается, что временной отрезок, в течение которого должно быть завершено формирование определенной партии, не ограничен, что может быть удобно, если, например, происходит группирование предметов, значительно различающихся, например, по весу, что вызывает опасность того, что предмет, вес которого позволяет завершить формирование определенной партии без нежелательного излишнего веса (неоплачиваемого веса), трудно будет обнаружить на средстве транспортировки предметов. В таком случае будет можно подождать появления нужного предмета без задержки работы, например, путем формирования других партий.
Предпочтительно, как указано в п.7, предметы могут группироваться таким образом, что они будут располагаться в заданной упорядоченной форме относительно друг друга и, возможно, относительно средства транспортировки партий.
Поскольку применяется средство манипулирования типа робота, будет возможно добиться того, чтобы отдельный предмет мог быть помещен нужным образом под контролем центрального блока управления.
Предпочтительно, как указано в п.8, указанные средства транспортировки предмета и указанные средства транспортировки партий могут непрерывно двигаться во время группирования предметов.
Таким образом, получается, что положение предметов на средстве транспортировки предметов может относительно легко определяться как функция времени, и/или то же самое относится к положению на средстве транспортировки партий, где формируется определенная партия.
Согласно альтернативному предпочтительному варианту реализации, как указано в п.9, указанное средство транспортировки предметов и/или указанное средство транспортировки партий могут осуществлять прерывистое движение во время группирования предметов.
Таким образом, получается, что конвейер (конвейеры) может останавливаться или же скорость его уменьшаться (или даже увеличиваться) в случае, если это будет сочтено необходимым, например, если формирование партии не будет завершено в течение заданного времени, что позволяет завершить формирование партии.
Предпочтительно, как указано в п.10, указанное средство транспортировки предметов может содержать одну или несколько конвейерных лент.
Таким образом, получается, что средство транспортировки предметов можно получить с использованием, например, стандартных конвейеров и, далее, можно увеличить производительность способа путем добавления одного или нескольких конвейеров.
Предпочтительно, как указано в п.11, одно или несколько указанных конвейерных средств, образующих часть указанного средства транспортировки партий, могут двигаться в противоположном относительно указанного средства транспортировки предметов направлении.
Таким образом, получается возможность выполнения компоновки подходящим образом, например с учетом требований покупателя. Кроме того, отмечено, что конвейерное средство, образующее часть указанного средства транспортировки партий, может содержать два или более конвейера с каждой стороны средства транспортировки предметов и что один из них может двигаться в направлении, противоположном другому, за счет чего, например, различные партии или упаковки, приготовленные на этих конвейерах, могут транспортироваться по отдельности, обеспечивая таким образом эффективную и ориентированную на вид продукции компоновку.
Далее, как указано в п.12, одно или несколько указанных конвейерных средств, образующих часть указанного средства транспортировки партий, могут двигаться в том же направлении, что и указанное средство транспортировки предметов.
Согласно предпочтительному варианту реализации, указанному в п.13, партия предметов может передаваться от указанного средства транспортировки партий к упаковочному средству, такому как поддон.
Таким образом, получается, что средства для упаковки указанных партий, например поддоны и т.п., могут быть поставлены на более позднем этапе, например, из запасов как вручную, так и автоматически и что партии могут передаваться, например, на поддоны предпочтительно автоматически, после чего упаковка завершается, например, с подачей обертки, крышки, этикеток и т.д.
Согласно еще одному предпочтительному варианту реализации по п.14, партия предметов может быть сформирована непосредственно на упаковочном средстве, таком, например, как поддон, который помещают или уже поместили (например, предварительно) на указанное средство для транспортировки партий или указанное средство группирования.
Таким образом, получается, что средства для упаковки указанных партий, например поддоны и т.п., могут быть поставлены непосредственно на средство группирования, например конвейеры, образующие часть средства группирования, например, из запасов как вручную, так и автоматически, создавая таким образом преимущество, связанное с помещением предметов непосредственно на упаковочное средство и с отсутствием необходимости в дальнейшем манипулировании предметами до завершения упаковки, например, с подачей обертки, крышки, этикеток и т.д.
Предпочтительно, как указано в п.15, партия предметов может быть перенаправлена на питающий конец указанного средства транспортировки партий в целях корректирующих действий, например для добавления одного или нескольких утерянных предметов.
Таким образом, получается, что в случае, если партия не может быть завершена в течение подходящего периода времени, нет необходимости приостанавливать движение соответствующего конвейера, для того чтобы завершить формирование партии или, с другой стороны, удалить незаконченную партию, но вместо этого незаконченную партию можно перенаправить.
Кроме того, изобретение относится также к системе группирования подаваемых предметов в партии таким образом, что партия соответствует заданным критериям в отношении суммарного весового диапазона и, необязательно, в отношении количества предметов, веса, ориентации и/или типа (типов) предметов, причем система содержит:
- средство регистрации предметов, например, в отношении положения, типа и/или ориентации,
- средство определения веса предметов,
- средство транспортировки предметов,
- множество управляемых средств манипулирования роботизированного типа для избирательного переноса предметов с указанного средства транспортировки предметов в партию предметов,
- средство транспортировки партий для дальнейшей транспортировки указанной группы или партии предметов и
- блок управления, предназначенный для управления этими управляемыми средствами манипулирования роботизированного типа с учетом указанных заданных критериев и на основе зарегистрированной и/или определенной информации о предметах.
Таким образом, получается, что предметы могут быть надлежащим образом перенесены на средство группирования для формирования партий или упаковок, которые могут быть сформированы в упорядоченной форме, поскольку средства манипулирования относятся к робототехнике и поэтому приспособлены для размещения предметов нужным образом, например, в отношении других предметов, например, в отношении ориентации предметов и/или в отношении средства группирования. Кроме того, получается, что, поскольку группу, упаковку или партию предметов транспортируют далее на средстве транспортировки партий, предметы будут транспортироваться, по существу, в том же порядке и форме, в которых они помещены средствами манипулирования типа роботов под управлением блока управления.
Согласно конкретному предпочтительному варианту реализации, как указано в п.17, указанное средство транспортировки может содержать несколько конвейерных средств.
Таким образом, получается, что эффективное манипулирование полученными партиями облегчается с помощью системы и облегчается формирование различных партий или упаковок на различных конвейерах средства транспортировки партий. Например, при производстве различных партий, имеющих, например, разный вес, их можно эффективно перемещать на различных конвейерах и далее, в случае использования для этих различных партий различных упаковочных средств, эти упаковочные средства могут быть легко поданы на соответствующие конвейеры без какой-либо опасности перемешивания соответствующих упаковочных средств и т.п. Кроме того, при использовании нескольких конвейеров для транспортировки партий можно будет остановить один из конвейеров, например, в случае, если партия на этом конвейере не была сформирована за заданный период времени, чтобы способствовать продвижению подходящего предмета, вместо того чтобы останавливать все формирование партий.
Предпочтительно, как указано в п.18, система может содержать питающее транспортное оборудование, такое как один или несколько конвейерных лент, предназначенных для подачи предметов.
Понятно, что предметы могут быть помещены на указанное средство транспортировки предметов, с которого они переносятся средствами манипулирования типа роботов, любым подходящим способом (способами), включая конвейер (конвейеры). Однако, поскольку желательно иметь в качестве средства транспортировки предметов достаточно широкий конвейер, особенно предпочтительным является использование нескольких конвейеров для подачи на него предметов, подавая таким образом, например, предметы по всей ширине средства транспортировки предметов и таким образом обеспечивая каждый робот количеством предметов, достаточным для выбора.
Предпочтительно, как указано в п.19, система может содержать видеооборудование, средства сканирования и т.п. для регистрации предметов, причем указанная регистрация выполняется, например, при определении веса или перемещении к указанному средству транспортировки предметов.
Таким образом, получается, что при поступлении предмета к средству транспортировки предметов, например, на участок формирования партий будут известны соответствующие данные по каждому предмету, будучи зарегистрированы, например, в центральном блоке управления, и, таким образом, уже на ранней стадии может быть принято решение о том, куда должен быть передан конкретный предмет.
Согласно предпочтительному варианту реализации, как указано в п.20, система может быть сформирована таким образом, что предметы могут группироваться непосредственно на указанном средстве транспортировки партий.
Таким образом, получается, что партии или упаковки могут легко перемещаться далее без нарушения формы, в которую помещены предметы. Отмечено, что средство транспортировки партий и, таким образом, также средство группирования могут двигаться при выполнении группирования, обеспечивая таким образом устойчивый поток партий и обеспечивая заданные условия группирования, например, устанавливают, что определенная партия должна (предпочтительно) быть закончена в пределах определенного временного отрезка, но при этом в пределах известных временных отрезков возникают возможности формирования новой партии.
Предпочтительно, как указано в п.21, указанные управляемые средства манипулирования типа роботов могут управляться таким образом, что предметы группируются в заданной упорядоченной форме относительно друг друга и, возможно, относительно средства транспортировки партий.
Поскольку используются средства манипулирования роботизированного типа, можно добиться размещения отдельных предметов в упорядоченной форме под управлением центрального блока управления.
Предпочтительно, как указано в п.22, указанное средство транспортировки предметов и/или указанное средство транспортировки партий могут быть приспособлены для непрерывного движения во время группирования предметов.
Таким образом, получается, что положение предметов на средстве транспортировки предметов может относительно легко определяться как функция времени, и/или то же самое относится к положению на средстве транспортировки партий, где формируется определенная партия.
С другой стороны, как указано в п.23, указанное средство транспортировки предметов и/или указанное средство транспортировки партий могут быть приспособлены для прерывистого движения во время группирования предметов.
Таким образом, получается, что конвейер (конвейеры) может останавливаться или же скорость его уменьшаться (или даже увеличиваться) в случае, если это будет сочтено необходимым, например, если формирование партии не будет завершено в течение заданного времени, что позволяет завершить формирование партии.
Предпочтительно, как указано в п.24, указанное средство транспортировки предметов может содержать одну или более конвейерных лент.
Таким образом, получается, что средство транспортировки предметов можно получить с использованием, например, стандартных конвейеров и, далее, можно увеличить производительность способа путем добавления одного или более конвейеров.
Предпочтительно, как указано в п.25, одно или несколько указанных конвейерных средств, образующих часть указанного средства транспортировки партий, могут быть приспособлены для движения в противоположном направлении относительно указанного средства транспортировки предметов.
Таким образом, получается возможность выполнения компоновки подходящим образом, например с учетом требований покупателя. Кроме того, отмечено, что конвейерное средство, образующее часть указанного средства транспортировки партий, может содержать два или более конвейера с каждой стороны средства транспортировки предметов и что один из них может двигаться в направлении, противоположном другому, за счет чего, например, различные партии или упаковки, приготовленные на этих конвейерах, могут транспортироваться по отдельности, обеспечивая таким образом эффективную и ориентированную на вид продукции компоновку.
Далее, как указано в п.26, одно или несколько указанных конвейерных средств, образующих часть указанного средства транспортировки партий, могут быть приспособлены для движения в том же направлении, что и указанное средство транспортировки предметов.
Предпочтительно, как указано в п.27, указанные управляемые средства манипулирования роботизированного типа могут содержать захватывающее, отбирающее или поднимающее средства и т.д., предназначенные для захвата и т.п. предметов со средства транспортировки предметов.
Согласно предпочтительному варианту реализации, указанному в п.28, указанные одна или несколько конвейерных лент, образующих часть указанного средства транспортировки предметов, могут относиться к типу с продольными раздельными элементами, например к конвейеру поликордного типа.
Таким образом, достигается ряд преимуществ, поскольку, например, сквозь такую конвейерную ленту может быть опущено средство манипулирования, которое содержит стержни и т.п.
Согласно другому предпочтительному варианту реализации, указанному в п.29, указанные одна или несколько конвейерных лент, образующие часть указанного средства транспортировки предметов, могут относиться к типу, снабженному возвышениями, например головками, острыми выступами, продольными выступами и т.п.
Таким образом, получается, что предметы приподняты на определенную высоту над основанием конвейерной ленты, позволяя вводить средства манипулирования под предметы, для того чтобы поднять предметы.
Предпочтительно, как указано в п.30, указанные управляемые средства манипулирования роботизированного типа могут содержать штифтовое средство, предназначенное для захвата предметов со средства транспортировки предметов, причем указанное пальцевидное средство ориентировано, по существу, горизонтально при том, что взаимное расстояние позволяет пальцевидному средству опускаться вниз между указанными продольными раздельными элементами и/или указанными выступами.
Таким образом, манипулирование, например подъем предметов, может выполняться относительно простыми средствами.
Согласно другому предпочтительному варианту реализации, указанному в п.31, система может содержать средство группирования, на котором могут группироваться предметы, причем указанное средство сконструировано и управляется таким образом, что собранный комплект партий предметов может передаваться на указанное средство транспортировки партий.
Таким образом, получается, что партии могут быть собраны независимо от, например, конвейеров, образующих средство транспортировки партий.
Согласно еще одному предпочтительному варианту реализации, указанному в п.32, указанное средство группирования может содержать один или несколько отдельных конвейеров, которые приспособлены оставаться неподвижными, когда происходит группирование предметов на таком отдельном конвейере.
Таким образом, получается, что партии могут быть собраны независимо от, например, конвейеров, образующих средство транспортировки партий, и что партия не должна быть закончена в течение установленного периода времени.
Предпочтительно, как указано в п.33, указанные один или несколько отдельных конвейеров могут быть помещены, по существу, над указанным средством транспортировки партий и могут поворачиваться и/или наклоняться таким образом, что партия предметов может передаваться вниз на указанное средство транспортировки партий.
Таким образом, законченная партия может относительно легко быть передана на средство транспортировки партий, сохраняя при этом упорядоченную форму, причем партия сформирована средством манипулирования роботизированного типа.
Предпочтительно, как указано в п.34, указанное средство транспортировки партий может содержать конвейерные ленты типа, содержащего продольные раздельные элементы, например, поликордного конвейерного типа, и/или конвейерные ленты типа, снабженного возвышениями, например головками, острыми выступами, продольными возвышениями и т.п.
Таким образом, достигается ряд преимуществ, поскольку, например, сквозь такую конвейерную ленту или между возвышениями может быть опущено средство манипулирования, которое содержит стержни и т.п.
Кроме того, как указано в п.35, указанное средство группирования может содержать один или несколько опорных узлов, которые содержат гребенки или пальцевидные элементы, ориентированные, по существу, горизонтально, причем указанные опорные узлы могут перемещаться по вертикали, и в котором указанные гребенки или пальцевидные элементы могут проходить между указанными продольными раздельными элементами на конвейерной ленте или могут быть опущены между указанными возвышениями на конвейерной ленте.
Таким образом, получается, что партии могут формироваться независимо от, например, конвейеров, образующих средство транспортировки партий, и что партия не должна быть закончена в течение установленного периода времени. Далее, передача завершенной партии на конвейер облегчается надлежащим образом.
Предпочтительно, как указано в п.36, указанная система может быть выполнена таким образом, что партия предметов может передаваться от указанного средства транспортировки партий к упаковочному средству, такому как поддон.
Таким образом, получается, что средства для упаковки указанных партий, например поддоны и т.п., могут быть поставлены на более позднем этапе, например, из запасов как вручную, так и автоматически и что партии могут передаваться, например, на поддоны предпочтительно автоматически, после чего упаковка завершается, например, с подачей обертки, крышки, этикеток и т.д.
Согласно конкретному предпочтительному варианту реализации, как указано в п.37, указанная система может быть конфигурирована таким образом, что партия предметов может быть сформирована непосредственно в или на упаковочном средстве, таком, например, как поддон, который помещают или уже поместили на указанное средство для транспортировки партий или указанное средство группирования.
Таким образом получается, что средства для упаковки указанных партий, например поддоны и т.п., могут быть поставлены непосредственно на средство группирования, например конвейеры, образующие часть средства группирования, например, из запасов как вручную, так и автоматически, создавая, таким образом, преимущество, связанное с помещением предметов непосредственно на упаковочное средство и с отсутствием необходимости в дальнейшем манипулировании предметами до завершения упаковки, например, с подачей обертки, крышки, этикеток и т.д.
Предпочтительно, как указано в п.38, система может содержать средство для перенаправления партии предметов на питающий конец указанного средства транспортировки партий в целях корректирующих действий, например для добавления одного или нескольких недостающих предметов.
Таким образом, получается, что в случае, если партия не может быть завершена в течение подходящего периода времени, нет необходимости приостанавливать движение соответствующего конвейера, для того чтобы завершить формирование партии или, с другой стороны, удалить незаконченную партию, но вместо этого незаконченную партию можно перенаправить.
Согласно другому конкретному предпочтительному варианту реализации, как указано в п.39, система может быть приспособлена для формирования партий различных типов, например с различным весом, предпочтительно на различных конвейерных лентах указанного средства транспортировки партий.
Таким образом, можно легко создать возможность формирования различных партий целесообразным образом. Кроме того, подчеркивается, что при формировании упаковок двух и более различных размеров, например упаковок с различным общим весом, достигается дополнительное преимущество, поскольку могут быть собраны упаковки с фактическим весом, более близким к заданному весу, что означает возможность уменьшения неоплачиваемого веса, т.е. величины превышения заданного веса. Если, например, происходит формирование упаковок только одного размера, содержащих четыре предмета при заданном весе 600 г, при среднем весе предметов 160 г, очевидно, что формирование партий приведет к значительной величине неоплачиваемого веса. Однако, если существует возможность получения упаковок другого размера при заданном весе, равном, например, 700 г, одновременно можно производить много упаковок с таким заданным весом, с использованием для них преимущественно предметов с более значительным весом, и благодаря этому возможно производство упаковок с заданным весом 600 г при более низком неоплачиваемом весе.
Предпочтительно, как указано в п.40, система может содержать два или более, например три, четыре, пять и т.д., указанных управляемых средств манипулирования роботизированного типа.
Таким образом, получается, что система может быть приспособлена для того, чтобы соответствовать конкретным техническим условиям покупателя, например производительности, выраженной в количестве предметов в минуту, и что система может быть также далее легко изменена, например, для того, чтобы удовлетворять более высоким требованиям по производительности, например, путем добавления дополнительных роботов и, например, продлением конвейера (конвейеров), образующего(их) средство транспортировки партий и/или предметов.
Согласно предпочтительному варианту реализации, указанному в п.41, указанное средство транспортировки партий, имеющее, например, форму одной или более параллельных конвейерных лент, может быть размещено, по существу, параллельно указанному средству транспортировки предметов, например, с конвейерной лентой, размещенной с каждой из сторон средства транспортировки предметов.
Таким образом, элементы системы могут быть размещены способом, обеспечивающим ее дополнительную эффективность и удобство применения.
Предпочтительно, как указано в п.42, указанные конвейерные ленты могут размещаться по существу параллельно друг другу на участке, соответствующем по меньшей мере рабочему участку указанного управляемого средства манипулирования роботизированного типа.
Таким образом, элементы системы могут быть размещены способом, обеспечивающим оптимальные условия работы для средства манипулирования роботизированного типа.
Согласно предпочтительному варианту реализации, указанному в п.43, система может содержать четыре конвейерных ленты, образующие часть указанного средства транспортировки партий, причем указанные конвейерные ленты размещены по две с каждой стороны средства транспортировки предметов и таким образом, что две конвейерные ленты с каждой стороны движутся в противоположных направлениях.
Таким образом, получается, что система может быть размещена подходящим образом с учетом требований покупателя. Кроме того, например, множество различных партий или упаковок, подготовленных на этих конвейерах или переданных на них, может транспортироваться по отдельности, обеспечивая таким образом эффективную и ориентированную на виды продукции компоновку.
Согласно еще одному предпочтительному варианту реализации, указанному в п.44, указанное средство транспортировки партий, например, в форме одной или нескольких конвейерных лент может содержать конвейеры для транспортировки партий, по существу, параллельные средству транспортировки предметов, а также конвейеры для транспортировки партий, по существу, поперечные относительно средства транспортировки предметов.
Таким образом, получается, что партии могут формироваться не только с двух сторон каждого, например, робота, но и с четырех (или больше) сторон, что повышает, таким образом, количество возможностей для выдачи определенного предмета и, таким образом, повышает также возможность получения партий, соответствующих заданному критерию точного или близкого к точному соответствия. Кроме того, получается, что если система по конструкции предназначена для остановки данного конвейера в случае, если партия не будет завершена в течение заданного периода времени, ситуация не будет столь критической, как в случае, когда конвейеры размещаются только с двух сторон. Согласно этому варианту реализации изобретения, данный робот все еще будет способен формировать партии на конвейерах, размещенных с трех сторон, в то время как четвертый конвейер будет ожидать завершения формирования неоконченной партии.
Фигуры
Далее изобретение будет разъяснено более подробно со ссылкой на фигуры, на которых:
на фиг.1 схематически показана сверху система согласно первому варианту реализации изобретения;
на фиг.2 аналогичным образом показан измененный вариант реализации изобретения;
на фиг.3 показан пример управляющих компонентов, соединений и т.д., которые используются в системе согласно варианту реализации изобретения;
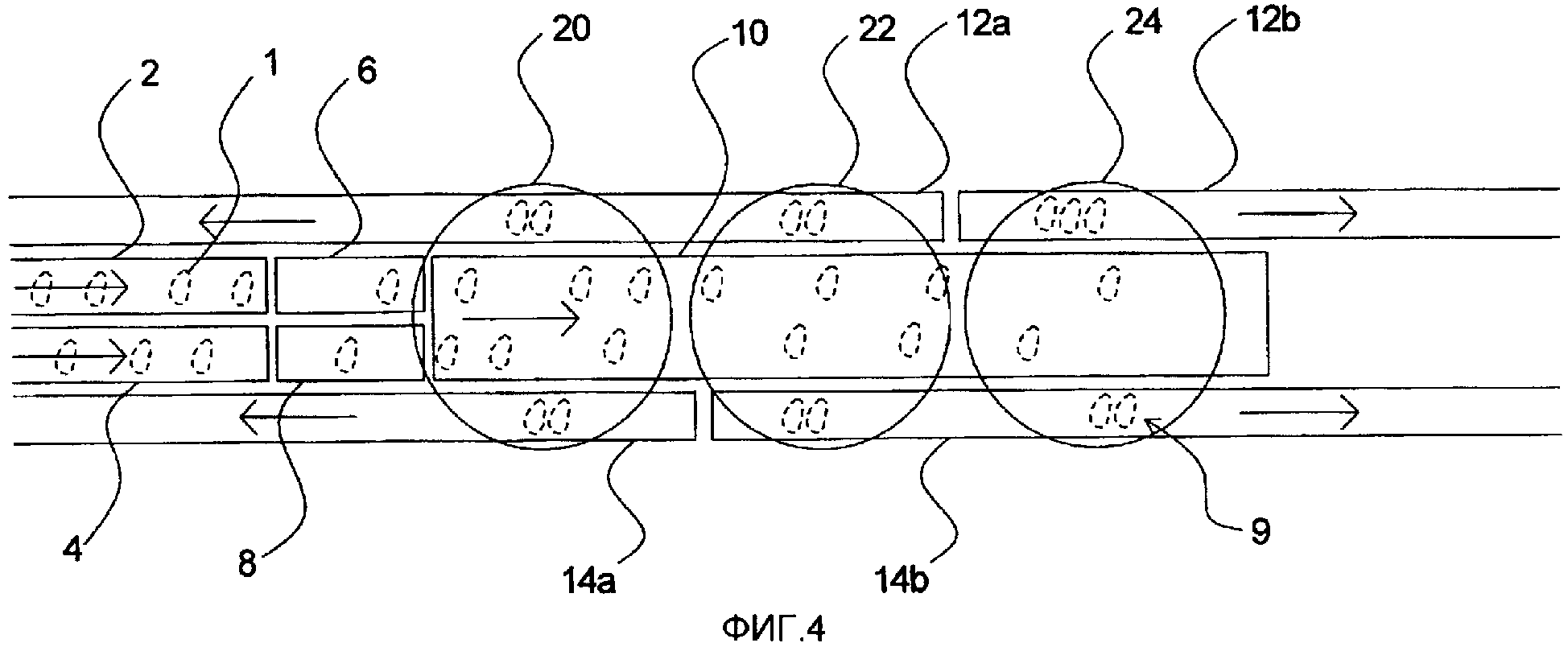
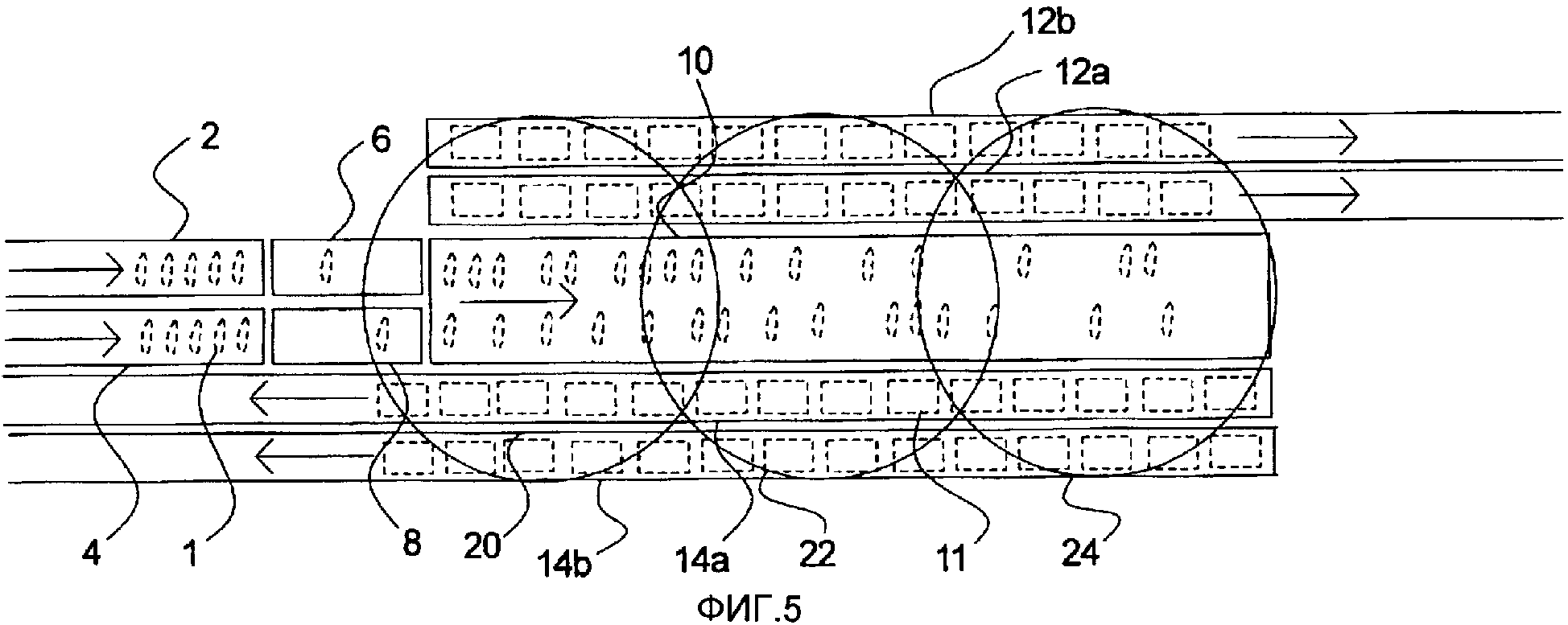
на фиг.4 и 5 показаны варианты реализации, соответствующие фиг.1 и 2, но с двумя отводящими конвейерами с каждой стороны, например, для выполнения различных работ по формированию партий;
на фиг.6 показан конкретный вариант реализации подъемного средства, предназначенного для использования в связи с еще одним вариантом реализации изобретения;
на фиг.7 показан конкретный вариант реализации средства группирования, предназначенного для использования в связи с еще одним вариантом реализации изобретения;
на фиг.8 показано средство группирования в форме небольшого конвейера согласно еще одному дополнительному варианту реализации изобретения;
на фиг.9 проиллюстрировано использование отдельного средства группирования, согласно изобретению, например средства группирования, показанного на фиг.7 и 8; и
на фиг.10 показан еще один вариант реализации изобретения, в котором средство транспортировки партий содержит отводящие конвейеры, размещенные вдоль средства транспортировки партий, а также, по существу, поперек него.
Подробное описание
Система группирования предметов согласно варианту реализации проиллюстрирована, как показано на фиг.1. В данном случае предметы 1 доставляются с помощью снабжающего транспортного оборудования, содержащего два питающих конвейера 2 и 4, и предметы 1 поступают на взвешивающие устройства, с помощью которых определяется масса предметов. Информация, касающаяся массы каждого предмета, регистрируется посредством, например, центрального блока управления (здесь не показан). Предметы 1 могут, например, поступать со скоростью 90 предметов в минуту на каждое из двух взвешивающих устройств 6 и 8, что дает суммарную скорость взвешивания в 180 предметов в минуту. Предметы могут, например, поступать на конвейерах 2 и 4 при расстоянии (среднем) между ними, равном 0,25 метра, так что скорость конвейера должна составлять 22,5 метров/минуту.
После определения веса или массы предметов их транспортируют далее на средстве транспортировки предметов 10, имеющем форму, например, конвейерной ленты. Здесь регистрация положения и, возможно, ориентация и/или вид предмета осуществляются с помощью системы видеонаблюдения, средства сканирования или тому подобного (не показаны), и информацию регистрируют с помощью, например, указанного центрального блока управления. Таким образом, системе в любое время будут известны положение, вес и, возможно, ориентация и/или вид каждого предмета, поступившего на средство транспортировки предметов 10 и транспортируемого далее, например, на основе скорости конвейера и т.д. Определение положения и т.д., например, с помощью сканирующего оборудования может иметь место раньше, например до или одновременно с определением массы. Однако это может привести к получению ошибочной информации относительно положения предметов, поскольку положение и/или ориентация предметов могут меняться при передаче предметов с одного конвейера на другой, например с ленты взвешивающего устройства 6 на конвейерную ленту средства транспортировки предметов 10. Например, предмет может на короткое время замедлиться при прохождении концевого зазора между конвейерами, в результате чего фактическая позиция этого предмета окажется несколько позади позиции, которая вычислена, например, центральным блоком управления на основании скорости конвейера (конвейеров), или же предмет может слегка сместиться назад при прохождении зазора.
Средство транспортировки предметов может, как показано, иметь форму единственной относительно широкой конвейерной ленты, что является предпочтительным по соображениям практического применения, но понятно, что также могут использоваться две или более отдельные конвейерные ленты, размещенные вдоль друг друга.
Группирование предметов, принадлежащих к комплекту, например к комплекту частей цыпленка заданного веса, выполняется путем помещения предметов 1 на средство транспортировки партий, которое в проиллюстрированном варианте реализации содержит два отводящих конвейера 12 и 14, чтобы получить партии, обозначенные позицией 9, на отводящем конвейере 14. Как будет более подробно объяснено далее, предметы могут группироваться на этих конвейерах и позже передаваться к упаковочному средству, поддону и т.д., или они могут группироваться на или в таком упаковочном средстве, поддоне и т.д., помещенном на конвейер.
Если предметы группируются в комплекты, партии или упаковки по четыре предмета в каждой с использованием приведенной выше в качестве примера информации относительно скорости подачи и взаимного расстояния между поступающими предметами 1, можно определить скорость отводящих конвейеров 12 и 14. Если, например, комплекты или партии помещают на отводящие конвейеры 12 и 14 при расстоянии между ними (например, между центрами), равном 0,25 метра, было бы естественным продвигать отводящие конвейеры со скоростью 22,5/4×0,25/0,25 метра/минуту=5,625 метра/минуту (или, другими словами, подача 180 предметов в минуту ведет к получению 45 партий. Эти партии транспортируются двумя конвейерами, причем каждый должен транспортировать 22,5 партий в минуту. 22,5 партий соответствуют расстоянию 22,6×0,25 метра=5,625 метра, которые должны преодолеваться в минуту).
Предметы перемещаются от средства транспортировки предметов 10 к средству транспортировки партий 12 и 14 с использованием множества средств манипулирования роботизированного типа, как их будут обозначать в дальнейшем. Управление этими роботами осуществляет центральный блок управления для группирования предметов на основе информации, доступной системе в отношении массы и положения предметов, имеющихся для формирования партий, массы предметов, которые возможно уже помещены на конвейеры 12 и 14 в виде незаконченных партий и желательных параметров партий.
На фиг.1 показано использование трех таких роботов, что проиллюстрировано эффективными рабочими участками для каждого из них, т.е. соответственно 20, 21 и 22. Предполагается, что каждый робот будет работать в пределах, по существу, круглого участка, например захватывать и поднимать предмет 1 со средства транспортировки предмета 10 и помещать его на средство транспортировки партий 12 и 14 в пределах проиллюстрированных участков. Однако понятно, что возможны эффективные рабочие участки другой формы, что зависит от типа робота и/или обычного оборудования. Таким образом, роботы служат для избирательного перемещения предметов со средства транспортировки предметов 10 и помещения их в виде партий на средство транспортировки партий 12 и 14 в упорядоченной форме, например с учетом заданных технических условий и/или для того, чтобы добиться, чтобы предметы после их помещения в упаковку, возможно, после передачи с конвейеров 12 и 14, были представлены в аккуратном и приличном виде.
В соответствии с приведенной выше в качестве примера информацией каждый из трех роботов должен перемещать 60 предметов в минуту.
На фиг.1 показано, что оба отводящих конвейера средства транспортировки партий движутся в одном направлении, т.е. на фиг.1 - направо. Однако очевидно, что один или оба эти конвейера могут быть приспособлены для движения в другом направлении, см., например, фиг.2, на которой показана компоновка, соответствующая фиг.1, но где конвейер 14 движется справа налево. Конкретная конфигурация может зависеть от того, что является наиболее практически удобным в определенных обстоятельствах. Кроме того, на фиг.2 показано, что средство упаковки 11, такое, например, как поддоны и т.п., может помещаться как вручную, так и автоматически на отводящие конвейеры 12 и 14 и что предметы могут группироваться в партии непосредственно на этих упаковочных средствах 11, избегая, таким образом, необходимости переносить партии на упаковочные средства на последующей стадии и избегая, таким образом, нарушения взаимного упорядоченного размещения предметов.
Подача предметов 1 на средство транспортировки предметов 10 может быть приостановлена (или уменьшена) в случае возникновения, например, проблем с одним или несколькими роботами и/или проблем блокировки, например блокировки отводящего конвейера (конвейеров).
Приведенная выше в качестве примера информация относительно скорости подачи, скоростей конвейеров и т.п.не является исключительно важной для принципа изобретения, но выбрана просто в качестве примеров и по той причине, что такая информация является типичной для производственной, например забойной, линии современной промышленности по переработке птицы и по той причине, что она является представительной при современном уровне робототехники.
Кроме того, отмечено, что предметы 1, показанные на фигурах пунктиром, являются только примером по характеру и что фактические размеры, расстояния, ориентация будут варьироваться наряду с размерами компонентов, например конвейеров, образующих систему. Кроме того, понятно, что рабочие участки роботов могут перекрывать друг друга.
Упомянутый выше блок управления, который, как сказано, соединяется с видео- или сканирующей системой, содержит точную информацию относительно положения/размещения, ориентации и, возможно, также типа предметов, так что можно управлять роботами при перемещении предметов, например подъеме предметов и помещении их на отводящие конвейеры, включая изменение ориентации предметов в случае необходимости. Кроме того, блок управления соединяется со средством взвешивания или средством определения массы другим способом, так что он содержит также относящуюся к каждому предмету информацию о весе.
Этот блок управления может быть снабжен программным обеспечением, которое обеспечивает оптимальный выбор с учетом выбранной ориентации упаковки. Таким программным обеспечением может быть, например, программное обеспечение, действующее согласно с правилами эксплуатации, описанными в ЕР 781172 или WO 01/22043. Таким образом, формирование партий может осуществляться согласно так называемому накопительному принципу, т.е. путем выбора и размещения предметов согласно с их весом и весом уже размещенных предметов, или согласно так называемому комбинационному принципу, т.е. путем выбора предмета для партии как сочетания предметов, доступных для выбора, например предметов, присутствующих на средстве транспортировки предметов 10. Возможно также использование других принципов или комбинаций.
На фиг.3, которая соответствует фиг.1, показан пример компонентов управления, соединений и т.д., которые применяются в системе согласно настоящему изобретению. Показан центральный блок управления 30, который соединяется линией 26 со взвешивающими или определяющими вес средствами 6, 8 и соединяется линией 36 со средством сканирования 32. Кроме того, центральный блок управления 30 может соединяться линией 28 со средством транспортировки предметов 10 и соединяться линией 38 со средством транспортировки партий, например 12 и 14. Очевидно, что центральный блок управления соединяется также со средствами манипулирования роботизированного типа с помощью соединений 20а, 22a и 24а соответственно. Центральный блок управления 30 может также соединяться со снабжающим оборудованием 2 и 4 с помощью соединения 40, например, для того, чтобы иметь возможность, в случае необходимости, остановить эти конвейеры. Понятно, что центральный блок управления 30 может получать информацию от соответствующих конвейеров и что он может также управлять этими конвейерами, например, он может останавливать движение отводящего конвейера в случае, если формирование партии не окончено, когда незаконченная партия продвигается к краю рабочего участка последнего робота.
Согласно изобретению можно иметь на отводящих конвейерах партии или упаковки различных размеров, что может оказаться предпочтительным при определенных обстоятельствах. Согласно изобретению особенно предпочтительным является сбор упаковок двух (или более) размеров одновременно, поскольку это может быть согласовано с конкретными размерами каждого из отводящих конвейеров. Можно применить даже дополнительные отводящие конвейеры в случае, если это будет сочтено практически удобным для решения проблемы по выполнению работы по группированию. Одним из способов выполнения такой работы было бы разделение (необязательно посередине) одного или обоих конвейеров 12 и 14, показанных на фиг.1 (см. фиг.4), и транспортировка упаковок на обеих их частях, так что получаются четыре отводящих конвейера 12а, 12b, 14а и 14b. Другом способом решения этой проблемы может быть использование двух параллельных конвейеров с одной или обеих сторон средства транспортировки предметов 10 (см. фиг.5), так что получаются также четыре отводящих конвейера 12а, 12b, 14а и 14b. Таким образом, можно предпочтительным образом одновременно формировать упаковки трех или четырех различных размеров. Понятно, что эти принципы можно сочетать при выполнении системы согласно настоящему изобретению.
Далее подчеркивается, что при формировании упаковок двух или более различных размеров, например упаковок с различным общим весом, дополнительное преимущество достигается за счет того, что упаковки могут быть собраны при общем весе, более близком к заданному весу, что означает, что может быть уменьшен неоплачиваемый вес, т.е. величина превышения заданного веса. Если, например, происходит формирование упаковок только одного размера, содержащих четыре предмета при заданном весе 600 г, при среднем весе предметов 160 г очевидно, что формирование партий приведет к значительной величине неоплачиваемого веса. Однако, если существует возможность получения упаковок другого размера при заданном весе, равном, например, 700 г, одновременно можно производить много упаковок с таким заданным весом с использованием для них преимущественно предметов с более значительным весом, и благодаря этому возможно производство упаковок с заданным весом 600 г при более низком неоплачиваемом весе.
Согласно еще одному варианту реализации роботы оборудованы средствами захвата предметов, например средствами сжимания, схватывания и т.п. предмета, а конвейеры могут быть обычными гладкими конвейерными лентами.
Согласно другому варианту реализации роботы могут быть оборудованы L-образными подъемными средствами, изготовленными, например, с использованием множества тонких стержней и тому подобного. Такой пример L-образного подъемного средства показан на фиг.6. Одновременно средство транспортировки предметов 10 может быть представлено в форме конвейерной ленты, имеющей множество параллельных струн или шнуров, например поликордного конвейера (т.е. конвейера, имеющего вместо ленты несколько идущих параллельно шнуров), так что L-образное подъемное средство 42 может быть опущено сквозь конвейерную ленту (при том, что стержни 43 L-образного подъемного средства 42 размещены параллельно шнурам или струнам конвейерной ленты) под выбранный предмет 1 и затем поднято вместе с выбранным предметов. Когда L-образное подъемное средство 42 поднимается и опускается сквозь шнуры или струны конвейерной ленты 10, шнуры или струны будут автоматически смещаться и позволять пройти стержням подъемного средства с выполнением таким образом подъема и опускания как простой операции. Когда предмет передают с L-образного подъемного средства 42, эта операция может быть выполнена путем совершения подъемным средством небольшого сбрасывающего или наклоняющего движения, например вращающего движения. Нижняя часть L- образного подъемного средства может быть снабжена острыми выступами или головками, для того, чтобы удерживать предмет на месте во время движения.
Согласно описанным выше вариантам реализации предметы, выбранные для сбора партии или упаковки на отводящем конвейере, поднимают и перемещают в то время, когда отводящий конвейер движется вдоль средства транспортировки предметов 10. Это означает, что обычно более одного робота будет вовлечено в формирование партии, т.е. подъем и перемещение предметов для определенной упаковки или партии. Это означает также, что все предметы для конкретной упаковки должны быть подняты и перемещены с ограничением времени, поскольку предметы должны быть выбраны и перемещены до того, как данная позиция на отводящем конвейере достигнет конца средства транспортировки предметов 10.
Согласно еще одному варианту реализации отводящий конвейер содержит множество шнуров или струн или т.п., т.е. является поликордным конвейером, и выбранные предметы роботы помещают на средство группирования, которое согласно этому варианту реализации имеет форму ряда полок/зубчатых реек или решеток, например, опорных элементов, которые содержат ряд параллельных стержней, которые могут быть опущены сквозь отводящий поликордный конвейер между шнурами или струнами. Такая компоновка показана на фиг.7, где показана такая полка 46, на которой могут быть собраны предметы для партии 9 в то время, когда полка 46 остается неподвижной, что означает, что формирование партии для конкретного случая не сталкивается с временными ограничениями. Когда на таком опорном элементе будут собраны все предметы, образующие партию 9, опорный элемент опускают, благодаря чему предметы для партии или упаковки одновременно передаются на отводящий конвейер, например отводящий конвейер 14а, часть которого показана на фиг.7. В отличие от описанных выше вариантов реализации это означает, что все предметы для определенной партии поднимаются одним и тем же роботом при отсутствии ограничений по времени, что означает, что для завершения определенной партии может быть использовано все необходимое время.
С другой стороны, вместо этого в качестве средства группирования может быть использован ряд небольших конвейеров, т.е. небольших конвейеров, на которых по одному собирают предметы для конкретной партии. Пример такого средства группирования показан на фиг.8. Эти конвейеры не движутся в то время, как предметы выбирают, поднимают и помещают на конвейеры. Как показано на фиг.8, конвейеры 48 могут быть помещены над отводящими конвейерами, например отводящим конвейером 14, что позволяет предметам свободно переходить на отводящий конвейер. Как показано, опорная рама 49 или подобное ей устройство, размещенная таким образом, чтобы свободно проходить над находящимся ниже отводящим конвейером, может быть соединена с роликом небольшого группирующего конвейера 48. Когда формирование партии 9 на таком средстве группирования в форме небольшого конвейера 48 будет завершено, партия 9 может быть выдана на отводящий конвейер 14, например, путем наклона 48 вниз в направлении отводящего конвейера 14 и путем приведения в действие конвейера, т.е. продвижением ленты конвейера 50 в обозначенном направлении, так что предметы передаются на отводящий конвейер 14 без смещения относительно друг друга, сохраняя, таким образом, упорядоченную форму, в которую предметы помещены роботом (роботами).
Компоновка с использованием таких небольших группирующих конвейеров 48 и подобных устройств показана также на фиг.9, которая соответствует фиг.1, схематически показывая сверху систему согласно настоящему изобретению. Здесь показано, что над отводящими конвейерами 12 и 14 показан ряд небольших средств группирования, например небольших группирующих конвейеров 48. В этом примере для наглядности у каждого робота предусмотрены только два небольших группирующих конвейера 48, по одному с каждой стороны. Однако должно быть понятно, что с каждой стороны каждого робота может быть помещено по несколько таких небольших средств группирования, что позволяет роботу одновременно работать с несколькими партиями. Как объяснялось выше, такими средствами группирования могут быть небольшие конвейеры 48, которые могут использоваться вместе с плоскими отводящими конвейерами, однако средствами группирования могут также быть зубчатые рейки, решетки и т.п., как тоже описано выше, которые могут использоваться вместе с особыми видами отводящих конвейеров, например, поликордными конвейерами и тому подобным.
В альтернативных вариантах реализации вместо поликордных конвейеров, т.е. конвейеров, содержащих несколько параллельных струн или шнуров, используют обычные конвейерные ленты. Эти обычные конвейерные ленты снабжены вместо этого возвышениями, например головками, острыми выступами и т.д., которые обладают такими же свойствами, что и конвейеры с параллельными струнами. Особое устройство для очистки таких конвейеров может быть выполнено в виде устройства, имеющего форму скребка крыльчатой формы и/или щеточного узла, возможно, с применением горячей воды. Затем, для обстоятельств, при которых необходимо избегать наличия на лентах воды, может также применяться сушильное устройство.
Согласно еще одному варианту реализации предметы, предназначенные для партии, не собирают и не передают на место, предназначенное для их передачи на упаковочное средство, такое как поддон и т.д. Вместо этого предметы, предназначенные для упаковки или партии, выдают непосредственно на упаковочное средство. Таким образом избегают опасности смещения предметов относительно друг друга при их передаче на упаковочное средство. Однако вариант, при котором отдельные средства группирования используются в форме, например, небольшого конвейера, не является в этой связи особенно предпочтительным, когда упаковочные средства, например поддон и т.п., производятся на месте, согласно, например, существующим распространенным способам, когда поддон формируют по мере необходимости. Вместо этого на отводящие конвейеры вручную или автоматически могут быть помещены пустые упаковочные средства, и группирование осуществляется так, как описано выше, непосредственно на упаковочных средствах. Если проблема заключается во временных ограничениях, то могут быть предусмотрены технические решения, предусматривающие рециркуляцию незаконченных партий. Например, можно направить упаковочное средство, которое должно перемещаться по одной стороне, в противоположном направлении по другой стороне средства транспортировки предмета 10. Вместо этого может быть предусмотрена возможность остановки отводящего конвейера в случае, если формирование партии на упаковочном средстве не было завершено.
Согласно еще одному варианту реализации, проиллюстрированному на фиг.10, которая по существу соответствует фиг.2, улучшается выбор для размещения предметов в ряде мест для формирования партий. Здесь показано, что отводящие конвейеры 60, 61, 62 и 63 могут также быть помещены, по существу, поперек отводящих конвейеров 12 и 14 и помещены, например, над ними, позволяя предметам проходить под этими поперечными отводящими конвейерами, например предметам, которые транспортируются на средстве транспортировки предметов 10, и партии или упаковки формируются на отводящих конвейерах 12 и 14. Понятно, однако, что возможны другие конфигурации, например, с отводящими конвейерами 12 и 14, помещенными над поперечными конвейерами 60-63. Для наглядности на отводящих конвейерах на фиг.10 не показано никаких предметов, например начатых партий или упаковок, но должно быть понятно, что такие партии или упаковки могут находиться в процессе формирования на отводящих конвейерах 12 и 14, а также на поперечных отводящих конвейерах 60-63 в процессе движения или, возможно, остановки. Согласно этому варианту реализации робот может выбирать и выдавать предметы в места формирования партий с четырех сторон робота, улучшая таким образом возможность успешного формирования партий. Кроме того, если окажется, что отводящий конвейер нужно остановить из-за того, что партия не была завершена перед тем, как покинуть рабочий участок, это не будет настолько важным, как при той компоновке, когда отводящие конвейеры присутствуют только с двух сторон, поскольку каждый из роботов будет иметь возможность передавать предметы в места формирования партий на три стороны вместо только одной стороны. Как описано выше, предметы могут группироваться непосредственно на отводящих конвейерах для последующей передачи на упаковочные средства, или же предметы могут группироваться непосредственно на таких упаковочных средствах, которые могут подаваться вручную или автоматически. Поперечные конвейеры 60-63 могут все двигаться в одном направлении, и они могут выдавать партии, например, на сборный конвейер (не показан на фиг.10), или же партии или упаковки могут перегружаться иным образом, что должно быть очевидно специалисту в данной области техники. Понятно далее, что вариант реализации, показанный на фиг.10, может также включать в себя использование компоновок, показанных на фиг.7 и 8, например средств группирования, которые являются неподвижными при формировании партии, но будут выдавать готовые партии на отводящий конвейер.
Кроме того, упоминается, что вес или масса предметов могут определяться иными способами, чем взвешивания, что также указано выше. Например, определение веса может осуществляться с использованием видеооборудования, возможно, одновременно со сканированием предметов, имеющим место для определения положения, ориентации и, возможно, типа предметов. Могут использоваться также другие средства или способы определения массы предметов, что может быть включено в формулу изобретения.
Что касается средств манипулирования роботизированного типа, например роботов, как их просто обозначают выше, то специалисту в данной области техники ясно, что в связи с настоящим изобретением возможно применение различных их типов и моделей. По существу, средство манипулирования роботизированного типа может содержать средства избирательного захвата, отбора, подъема или манипулирования предметами в целом с управлением со стороны блока управления 30, и далее они могут быть приспособлены для контролируемого перемещения предметов в нужное место также с управлением со стороны блока управления 30, например, путем перемещения предмета в это место и сбрасывания/освобождения предмета, возможно, после ориентирования предмета или, например, путем перебрасывания предмета в нужное место. Специалисту в данной области техники ясно, что в рамках формулы изобретения возможно использование различных робототехнических систем.
Реферат
Изобретение относится к средствам группирования подаваемых предметов в партии и направлено на повышение эффективности формирования различных партий. Этот результат обеспечивается за счет того, что, согласно изобретению, партия соответствует заданным критериям в отношении суммарного весового диапазона и дополнительно в отношении количества предметов, веса, ориентации и/или типа (типов) предметов, при котором определяется вес каждого предмета, которые транспортируют с помощью средства транспортировки предметов, а избирательный перенос предметов с указанного средства транспортировки предметов на средство группирования осуществляется с помощью нескольких средств манипулирования роботизированного типа. После того как группа или партия предметов получается с учетом заданных критериев, указанная группа или партия предметов транспортируется далее с помощью средства транспортировки партий. Указанное средство транспортировки партий может содержать несколько конвейерных средств. 2 н. и 40 з.п. ф-лы, 10 ил.
Формула
определяется вес каждого предмета;
предметы транспортируют с помощью средства транспортировки предметов (10);
избирательный перенос предметов от указанного средства транспортировки предметов (10) к средству группирования осуществляется с помощью множества средств манипулирования роботизированного типа (20, 22, 24), когда партии предметов получаются с учетом заданных критериев, и причем указанные средства манипулирования роботизированного типа (20, 22, 24) являются средствами манипулирования, выполненными с возможностью избирательного захвата или подъема предмета и размещения указанного предмета в выбранное положение размещения в пределах рабочего участка;
и в котором
указанная партия (9) предметов транспортируется далее с помощью средства транспортировки партий, причем указанное средство транспортировки партий содержит множество конвейерных средств (12, 14).
средство регистрации предметов, например, в отношении положения, типа и/или ориентации,
средство определения веса предметов,
средство транспортировки предметов (10),
множество управляемых средств манипулирования роботизированного типа (20, 22, 24) для избирательного переноса предметов от указанного средства транспортировки предметов к партии предметов, причем указанные средства манипулирования роботизированного типа (20, 22, 24) являются средствами манипулирования, выполненными с возможностью избирательного захвата или подъема предмета и размещения указанного предмета в заданное положение размещения в пределах рабочего участка;
средство транспортировки партий для дальнейшей транспортировки указанной партии предметов, причем указанное средство транспортировки партий состоит из множества конвейерных средств (12, 14); и
блок управления (30), предназначенный для управления этими управляемыми средствами манипулирования роботизированного типа с учетом указанных заданных критериев и на основе зарегистрированных и/или определенных данных о предметах.
Комментарии