Способ управления количеством вещества, подаваемого при транспортировке - RU2248531C2
Код документа: RU2248531C2
Чертежи








Описание
Область техники
Настоящее изобретение относится к системам взвешивания и доставки, а более точно к усовершенствованному способу управления количеством вещества, подаваемого при транспортировке.
Предшествующий уровень техники
Во многих системах группового взвешивания/смешивания вещества подаются в бак для смешивания последовательно и в соответствии с количествами, определенными рецептом или формулой. И часто скорость подачи вещества в бак изменяется. В некоторых системах скорость подачи изменяется от около одного фунта в секунду до более трех сотен фунтов в секунду. Независимо от скорости подачи требуется осуществить подачу в бак точного количества вещества в возможно короткое время. Это означает длительную подачу на максимальных скоростях, и затем, когда поданное количество достигнет требуемого количества, подачу прекращают для получения точно требуемого количества без снижения скорости подачи продукта.
Во время подачи вещества в любой момент отсчет по шкале отличается от действительного количества поданного вещества или конечного веса, который бы получился при прекращении подачи или отключении в этот конкретный момент. Разность между конечным весом и отсчетом по шкале при отключении называется перепуском. Поэтому для получения точно требуемого количества
вещества нет возможности подавать вещество с максимальной скоростью и затем прекратить подачу, когда отсчет по шкале достигнет требуемой величины.
Согласно известному подходу к этой проблеме используется двухпозиционная подача, в которой при достижении по шкале установленного процента (обычно, 80-90%) поданного продукта осуществляют переключение на медленную подачу по каплям. В некоторых случаях используют многопозиционные подачи или дроссельные вентили, но все они приводят к увеличению времени подачи. Точность может быть улучшена путем уменьшения скорости подачи капель за счет изменения времени подачи. Использование мешалок приводит к значительным помехам при считывании по шкале, которые могут быть уменьшены или устранены только путем механического или электронного фильтрования, т.е. увеличения соотношения между временем подачи и точностью.
Краткое изложение существа изобретения
В основу настоящего изобретения поставлена задача создания способа определения количества и предсказания величины утечки, которая будет иметь место при подаче вещества, а также улучшения управления количеством вещества, подаваемого при транспортировке.
Поставленная задача решается тем, что способ управления количеством вещества, подаваемого при транспортировке, включает этапы ввода требуемого количества вещества, которое должно быть подано из исходной емкости к месту назначения, обновления требуемого количества во время подачи с использованием алгоритма, основанного на модели с предсказанием, и обновления алгоритма, основанного на модели с предсказанием, на основе данных процесса с использованием рекурсивной процедуры метода наименьших квадратов, осуществления адаптивного алгоритма выбора, используемого для определения необходимости замены, по меньшей мере, одного предыдущего параметра алгоритма, основанного на использовании модели с предсказанием, по меньшей мере, одним новым параметром алгоритма, основанного на использовании модели с предсказанием, для адаптации алгоритма, основанного на использовании модели с предсказанием, в ответ на изменение процесса, и одновременной подачи, по меньшей мере, одного независимо измеренного вещества.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов осуществления со ссылками на сопровождающие чертежи, на которых:
фиг.1 изображает схему устройства для управления количеством вещества, подаваемого при транспортировке согласно изобретению;
фиг.2 - блок-схему логической схемы управления для определения момента отключения подаваемого вещества, причем логическая схема управления может быть встроена в контроллер шкалы согласно изобретению;
фиг.3 - блок-схему алгоритма способа управления количеством вещества, подаваемого при транспортировке согласно изобретению;
фиг.4А,В - блок-схему алгоритма способа управления количеством и синхронизацией при подаче множества веществ при совместной подаче согласно изобретению;
фиг.5 - диаграмму варианта способа определения необходимости замены, по меньшей мере, одного предыдущего параметра алгоритма, основанного на использовании модели с предсказанием, по меньшей мере, одним новым параметром алгоритма, основанного на использовании модели с предсказанием, для адаптации алгоритма, основанного на использовании модели с предсказанием согласно изобретению;
фиг.6 - вариант выполнения узла устройства системы группового взвешивания/смешивания согласно изобретению;
фиг.7 - диаграмму последовательности подачи множества веществ известным способом;
фиг.8 - диаграмму заявленной последовательности подачи множества веществ с использованием способа совместной подачи согласно изобретению;
фиг.9 - диаграмму, иллюстрирующую вычисления в способе совместной подачи согласно изобретению.
Подробное описание предпочтительных вариантов воплощения изобретения
Устройство 10 для управления количеством вещества, подаваемого при транспортировке, (фиг.1) содержит смесительный бак 11 и бак 12 предварительного взвешивания. Может быть использовано любое количество смесительных баков и/или баков предварительного взвешивания. Могут быть использованы вещества, такие как жидкости, порошки, гранулы и т.д. Эти вещества могут подаваться через вентили 13-15 и измеряться в любом из баков 11, 12. Может быть использован любой тип вентиля, например, дроссельный вентиль. Количество вещества, содержащегося внутри любого из баков 11, 12, может быть измерено путем использования датчиков 16 загрузки. Может быть использован любой тип датчика загрузки, например датчик, продаваемый Mettler Toledo. Устройство 10 также содержит контроллер 17 шкалы, соединенный с программируемым логическим контроллером (ПЛК) 18. Контроллер шкалы передает ПЛК 18 информацию о подаче вещества, такую как вес 19 вещества, скорость 20 подачи вещества и флаг 21 отключения. Контроллер 17 шкалы и ПЛК 18 работают совместно с контроллером 22 вывода вентиля для определения соответствующего времени для закрытия вентилей, обеспечивающих подачу вещества, чтобы получить требуемое количество вещества, которое должно быть поставлено. Несмотря на то, что описывались шкала датчика загрузки и контроллер шкалы, для знающих технику очевидно использование альтернативных систем измерения и/или контроллеров, включая системы шаблона предварительного, взвешивания, расходомеры, ленточные взвешивающие устройства подачи и/или их комбинации. Интерфейс 23 оператора обеспечивает доступ специалиста к устройству 10 для формирования отчетов или для выполнения других функций, связанных с системой.
Логическая схема (фиг.2) управления для определения момента отключения подаваемого вещества может быть встроена в контроллер 17 шкалы. Вход из датчика 16 загрузки может быть отфильтрован фильтром 30 для уменьшения помех, типа помех, вызываемых мешалками внутри баков 11 смеси. Как показано на фиг.1, данные веса 19 и данные скорости 20 подачи вещества через отфильтрованный вход передаются на ПЛК 18. Данные веса требуемого количества 33 вещества, введенные из ПЛК 18, сравниваются с весом 19 вещества внутри блока 34 принятия решения для определения момента отключения и закрытия вентилей подачи вещества. На этапе 35 установки используются логические параметры для облегчения определения момента закрытия вентилей, хотя могут использоваться другие способы логического управления.
На фиг.3 показана блок-схема алгоритма способа управления количеством вещества, подаваемого при транспортировке вещества. Ромбами обозначены этапы принятия решения, осуществляемого устройством 10 и/или блоком. Способ начинается на этапе 40. На этапе 42 измеряется начальный вес по шкале (НВ). На этапе 44 выходной вес (ВВ) устанавливается равным НВ + вес по формуле (ВФ), где ВФ является весом вещества, который нужно подать. На этапе 46 вентиль 13 открывается для подачи основного вещества. На этапе 48 подсчитывается и затем фильтруется текущий вес по шкале (фиг. 2), и устанавливается отфильтрованный вес по шкале (В). Скорость потока (Q) вещества вычисляется как Q=(В-Впосл )/(t-tпосл), где t - длительность времени подачи, Впосл и tпосл - значения предыдущих отсчетов. Это выполняется на этапе 50. На этапе 52 определяется и вычисляется предсказанный перепуск (ПП) с помощью следующей модели с предсказанием ПП=K1·Q+K2·Q2, где K1 и К2 - параметры модели с предсказанием, которые не зависят от скорости потока вещества, Q - величина, измеряемая или вычисляемая по скорости потока упомянутого выше вещества. На этапе 54 определяется и вычисляется предсказанный конечный вес (ПКВ), как ПКВ=В+ПП. На этапе 56 принятия решения, если ПКВ меньше ВВ, то способ - буква


Предсказанный перепуск веса и модель с предсказанием
В теории упомянутая выше формула предсказанного перепуска (объема транзитного сброса) включает действия следующих четырех составляющих факторов (a-d), способствующих расхождению в любой заданный момент между отсчетом по шкале и конечным весом по шкале, который должен получиться при прекращении подачи в этот момент, что означает, что вентилю была дана команда на закрытие в этот конкретный момент, называемый моментом “отключения”.
а. Фактор вещества во взвешенном состоянии, т.е. часть вещества, прошедшая через вентиль, может все еще находиться в "свободном падении" и еще не достигла смеси.
b. Фактор силы замедления - чтобы остановить вещество, падающее в смесь, требуется сила. Эта динамическая сила добавляется к отсчету по шкале, пока поток вещества не прекратится.
с. Фактор запаздывания шкалы/фильтра - во время подачи в любой момент отсчет по шкале может "запаздывать" относительно действительного веса по шкале, когда к затухающей вибрации применяется фильтрование из-за мешалок или других составляющих процесса. Независимо от типа фильтрования, механического, электронного или цифрового расхождение веса по шкале или запаздывание будет увеличиваться при возрастании скорости подачи потока. Большее фильтрование для увеличения гладкости также увеличивает запаздывание.
а. Фактор “пропускающего” вентиля, т.е. вентили не могут закрываться мгновенно. Некоторое количество вещества проходит через вентиль при его закрытии.
Это расхождение между отсчетом измеренного веса в момент отключения и конечным весом вещества в смесительном баке после окончания процесса подачи называется перепуском или объемом транзитного сброса, который точно определяется как: перепуск = конечный вес порции - показание по шкале в момент отключения клапана. С использованием этого принципа было получено практическое приложение в модели с предсказанием ПП=K1·Q+K2· Q2, где Q - измеренная или вычисленная скорость потока вещества, K1, K2 - параметры модели с предсказанием, независящие от скорости Q потока вещества.
Согласно упомянутой выше модели с предсказанием, ПП=K1·Q+K2·Q2, если исходная убывающая скорость подаваемого вещества равна нулю или не зависит от скорости потока, то используются следующие значения:
K1=Tf+Kv-Vo/ 32,
К2=0
где Tf - составляющая постоянной времени фильтра,
Кv - коэффициент “пропускающего” вентиля, равный

Vo - исходная убывающая скорость вещества.
Если исходная убывающая скорость вещества пропорциональна скорости потока, то используются следующие значения:
K1=Tf+Kv,
где Tf - составляющая постоянной времени фильтра,
Кv - коэффициент “пропускающего” вентиля, равный

К2=-1/(32, 2· ρ · Аv),
ρ - плотность вещества,
Аv - площадь поперечного сечения вентиля или другого кабелепровода, через который вещество подается из исходной емкости в смесительный бак.
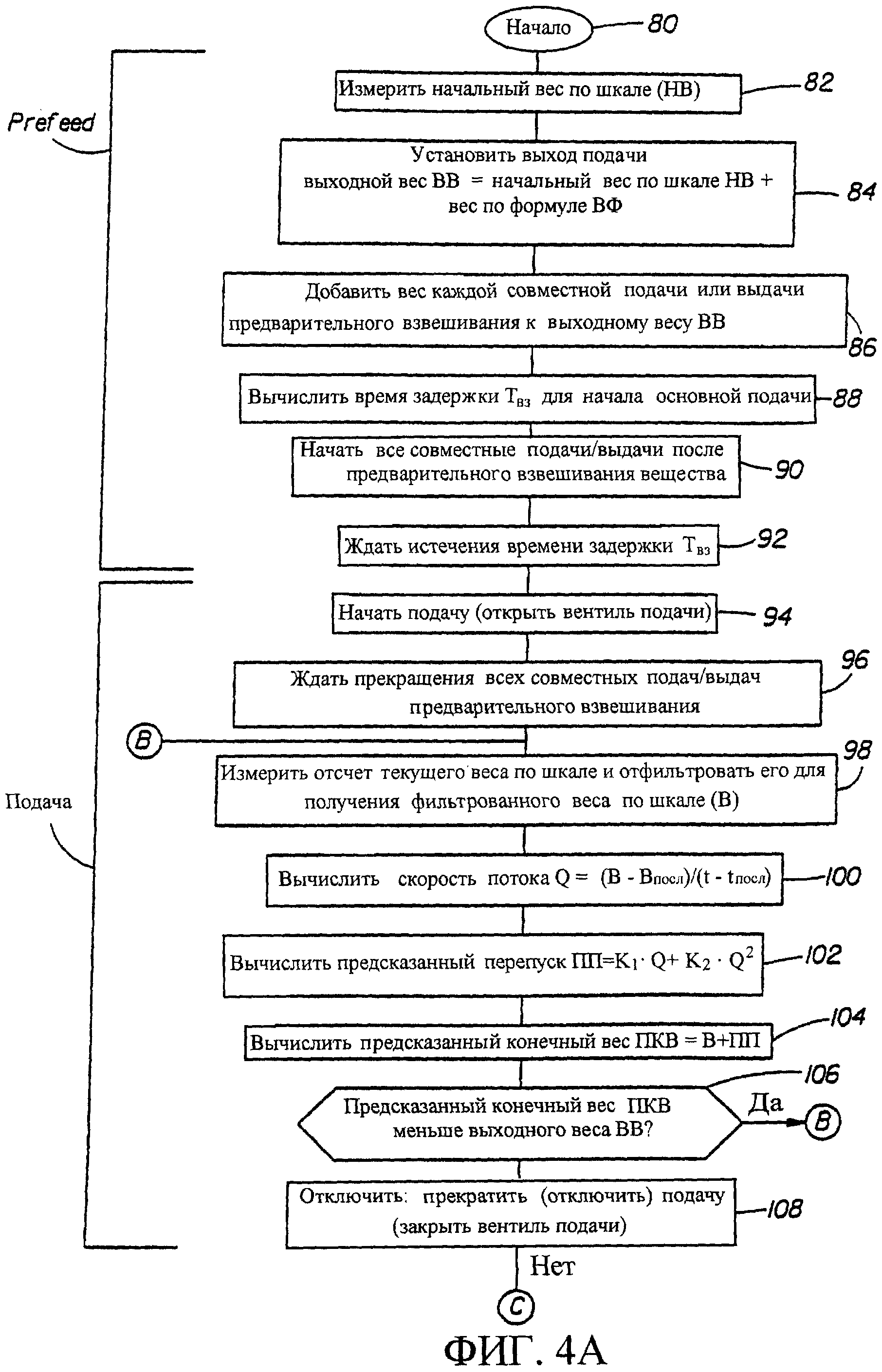
На фиг.4 показана блок-схема алгоритма способа управления количеством и синхронизацией подачи множества компонентов с использованием способа совместной подачи. Способ начинается на этапе 80 начала. На этапе 82 измеряется начальный вес по шкале (НВ). На этапе 84 выходной вес (ВВ) устанавливается равным НВ+ вес по формуле (ВФ), где ВФ является заданным весом подаваемого вещества. На этапе 86 к ВВ добавляется вес каждой предварительной подачи или выгрузки. На этапе 88 вычисляется время задержки Твз подачи основного вещества, также определяемое как начало основной подачи. На этапе 90 начинаются операции совмещения подачи предварительно взвешенного продукта и выгрузки. На стадии 92 ожидается окончание времени задержки Твз до начала подачи основного вещества на стадии 94. На стадии 96 осуществляется ожидание завершения всех совместных подач или выгрузки. Требуемый вес (ТВ) корректируется относительно любых ошибок веса при совместной выгрузке или подаче. Затем способ продолжается на стадии 98, где текущий вес по шкале измеряется, фильтруется и устанавливается в значение (В). На стадии 100 вычисляется скорость (Q) потока вещества Q=(В-Впосл)/(t-tпосл), где t - время подачи, Впосл и tпосл - значения предыдущих отсчетов. На этапе 102 определяется предсказанный перепуск (ПП) с помощью следующей модели с предсказанием ПП=K1·Q+K2·Q2, где K1 и К2 - параметры модели с предсказанием, не зависят от скорости потока вещества, Q - измеренная или вычисленная скорость потока вещества. На этапе 104 определяется и вычисляется предсказанный конечный вес ПКВ=В+ПП. На этапе 106 принятия решения, если ПКВ меньше ВВ, то способ - буква


Адаптивное обновление модели с предсказанием
Параметры модели с предсказанием K1 и К2 не зависят от скорости Q потока, но могут медленно изменяться из-за изменений характеристик вещества или процесса, например подпитка в вентилях или другие явления процесса. После каждой подачи вещества используется следующая процедура для определения, является ли новая точка валидной (имеющей силу), например отключение потока, действительный перепуск для обновления модели с предсказанием. Для изображения значений зависимых переменных относительно значений, по меньшей мере, одной независимой переменной представлена система координат (фиг.5). Зависимая переменная связана с независимой переменной математической функцией, определяемой, как описано выше, моделью с предсказанием. Квадрат 132 в координатной системе 130 имеет фиксированную центральную точку 140 в значениях зависимой и независимой переменных на основе предварительно определенных допустимых значений данных подаваемого вещества, где размеры квадрата устанавливаются на основе предварительно определенных допустимых значений данных. Эти размеры и центральная точка 140 являются предметом оценки на основе правил с использованием данных выполнения процесса. Затем в координатной системе 130 определяется последовательно конечное количество меньших квадратов 134, 136 (на фиг.5 показано два квадрата, но может быть использовано любое количество квадратов). Каждый из квадратов 134, 136 имеет центральную точку 138 с координатами зависимой и независимой переменных, как вычисляется из данных выполнения процесса. Размеры квадратов 134, 136 определяются последовательно меньшими дробными кратными размерами квадратов. Затем определяется, по меньшей мере, одно правило решения, с помощью которого конкретная новая точка на диаграмме, например 141, 142, 143, и 144, имеющая значения зависимой и независимой переменных, полученных из данных выполнения процесса, может использоваться для выбора конкретного правила, по которому будет модифицирована модель с предсказанием. Выбор зависит от того, какой из квадратов 132, 134, 136 содержит точку на диаграмме. Если новая точка 141 на диаграмме содержится внутри наименьшего 136 из квадратов и внутри квадрата 132, то обновляется, по меньшей мере, один параметр модели с предсказанием. Иначе, если новая точка 142 на диаграмме содержится внутри большего 134 из квадратов и внутри квадрата 132, но не внутри меньшего квадрата 136, то, по меньшей мере, один параметр модели с предсказанием устанавливается повторно. Иначе, если новая точка 143 на диаграмме находится внутри квадрата 132, но не внутри любого из упомянутых квадратов 134, 136, то при первом появлении внутри этой области не осуществляется изменение параметров модели с предсказанием. Другими словами, если новая точка 144 на диаграмме находится снаружи квадрата 132, то не осуществляются изменения параметров модели с предсказанием.
Эта процедура является самозапускающейся, исходные значения параметров алгоритма, основанного на использовании модели с предсказанием, устанавливаются автоматически из данных подачи первой порции вещества. Кроме того, эта процедура является самокорректирующейся, т.е. параметры алгоритма, основанного на использовании модели с предсказанием, устанавливаются повторно, когда обнаруживаются изменения в процессе или характеристиках вещества, удовлетворяющие определенным критериям.
Уравнения обновления и повторной установки
Для каждого отдельного вещества в группе используются отдельные параметры модели с предсказанием K1 и К2. Согласно процедуре выбора, описанной выше, параметры модели с предсказанием K1 и K2 обновляются или повторно устанавливаются после каждой подачи вещества. Уравнения, используемые для выполнения этого обновления или повторной установки, получаются с использованием традиционного математического подхода, называемого “рекурсивным методом наименьших квадратов”, который для последовательности точек на диаграмме минимизирует сумму квадратов отклонений между действительной точкой на диаграмме и точкой оценки, обеспечиваемой моделью с предсказанием. Каждая точка на диаграмме состоит из потока Q отключения в качестве независимой переменной и действительного перепуска П в качестве зависимой переменной. После завершения подачи вещества новая точка на диаграмме (Q, П) используется в следующих уравнениях для обновления или повторной установки параметров K1 и К2 модели с предсказанием и определенных ниже дополнительных параметров, которые используются в модели с предсказанием.
Пусть (Qi, Пi), где Qi=поток отключения, Пi=действительный перепуск, обозначает новую точку на диаграмме.
Исходная точка на диаграмме, то есть из подачи первой
порции вещества, или точка, используемая для повторной установки модели с предсказанием, называются (Q0, П0).
Пять дополнительных параметров, необходимых для модели, определяются следующим образом:
А=средний поток
АА=средний перепуск
В=средний (поток)2
ВВ=среднее значение (поток*перепуск)
С=средний (поток)3
Затем упомянутая выше модель с предсказанием ПП=K1·Q+K2·Q2 обновляется или повторно устанавливается в соответствии с следующими уравнениями.
Для каждой точки на диаграмме (Qi, П1), где Qi=поток отключения, Пi - действительный перепуск
Обновление
Анов=Астар+β · (Qi-Астар) (средний поток)
Внов=Встар+β · (Q-Встар)
Снов=Сстар+β · (Q-Cстар)
ААнов=ААстар+β · (Пi-ААстар) (средний перепуск)
ВВнов=ВВстар+β · (Qi· Пi-BBcтap),
при этом

Исходная точка (Q0, П0) & повторная установка
А0=Q0 - (средний поток)
B0=Q
C0=Q
АА0=П0 (средний перепуск)
ВВ0=Q0-П0

К2=0
В упомянутых выше уравнениях β является коэффициентом взвешивания, имеющим значения между 0 и 1. Меньшие значения β обеспечивают больший вес для предшествующих точек данных. В отдельных приложениях этого способа действительно используется значение (β =0,17, которое соответствует взвешиванию 0,01 в 25-ой самой последней точке данных и 0,0001 в 50-ой самой последней точке.
Способ совместной подачи
Существует много способов порционного изготовления продукта, имеющих уникальные преимущества. Одна из самых простых систем содержит множество баков. Размер баков соответствует объему подаваемых веществ с необходимой точностью. Это также позволяет параллельно осуществить операции по увеличению пропускной способности. Баки установлены на устройствах взвешивания датчика загрузки, а управление перемещением вещества осуществляется путем мониторинга изменения веса. В основном система обеспечивает одновременное перемещение только одного вещества в любом баке.
Возможная конфигурация устройства 160 (фиг.6) для группового взвешивания/смешивания содержит два бака 162, 164 предварительного взвешивания, которые питают основной бак 166, в котором получают конечный продукт. Эта схема обеспечивает обработку промежуточных веществ в баках 162, 164 предварительного взвешивания верхнего яруса и, когда потребуется, их подачу в основной бак 166 нижнего яруса. Хотя на фиг. 6 показано устройство, имеющее два бака предварительного взвешивания, для специалистов очевидно, что могут использоваться альтернативные измерительные системы и/или контроллеры, включая, расходомеры, ленточные взвешивающие устройства подачи и/или их комбинации.
Стандартные операции
Во время изготовления продукта в каждом баке осуществляют операции, предусмотренные технологией, во взаимодействии с другими баками (фиг.7). Вещества А, В и С подают в баки предварительного взвешивания параллельно с операциями, осуществляемыми в основном баке. Когда основной бак готов для приема предварительно взвешенных промежуточных веществ, они передаются в основной бак, при этом любые другие работы в основном баке приостанавливаются. При таком подходе к порционному изготовлению продукта можно получить качественный продукт с эффективной скоростью. При увеличении потребности в дополнительном продукте обычно осуществляют добавление дополнительных устройств для получения продукта или увеличение количества часов изготовления продукта за счет сверхурочного времени или большего количества смен.
Осуществление совместного предварительного взвешивания и подачи вещества
Для уменьшения времени цикла и увеличения вследствие этого выхода продукта в изобретении используют систему датчиков загрузки при подаче промежуточного вещества после предварительного взвешивания. При этом значительно увеличивается выход получаемого продукта без изменений устройства. Уменьшение времени цикла зависит от нескольких факторов. Необходимо оценить каждое устройство для определения его потенциала. Согласно диаграмме на фиг.8 предварительное взвешивание координируется с подачей вещества так, чтобы вещества одновременно подавались в основной бак. Чтобы продолжать подавать точное количество основного вещества, после предварительного взвешивания прекращают подачу до полного прекращения подачи вещества.
В этом способе совместной подачи осуществляют передачу информации относительно выполнения большинства этапов процесса. Эта информация, включая скорости потоков веществ, размеры баков и времена стоков, постоянно обновляется при использовании процесса. Затем информация используется для формирования предсказаний, необходимых для выполнения совместной подачи, как показано на диаграмме времени (фиг.9), где
Тзн - время "зоны нечувствительности", в которое может вводиться предварительное взвешивание, не вызывая проблем с подачей вещества. Это время определяется обслуживающим персоналом и устанавливается равным 5 секундам;
Твз - вычисляемое время, на которое будет задержано основное вещество, пока осуществляют подачу предварительно взвешенного препарата, так что удовлетворяется требование (Ттв+Тзн);
Ттв - время, в течение которого должна осуществляться только подача вещества без поступления в основной бак каких-либо предварительно взвешенных веществ. Если в это время только подачи осуществляют подачу предварительно взвешенного продукта, то подача вещества будет приостановлена. Это время определяется обслуживающим персоналом и устанавливается равным 15 секундам;
Тпв - время, в течение которого, согласно ожиданиям, осуществляется подача вещества в основной бак;
Тсовм - время, в течение которого будет осуществляться подача в основной бак, и время предварительного взвешивания;
Тпрвз- наибольшее время ожидания, в течение которого осуществляется подача в основной бак содержимого любого выбранного продукта после предварительного взвешивания.
Дополнительные параметры
Мдейст - действительная скорость потока, при которой вещество подают в приемный бак. Это текущие данные, которые обновляются каждую секунду.
Мсред - средняя скорость подачи веществ. Она обновляется в конце каждого использования этого вещества.
Можд - время в секундах, которое, согласно ожиданиям, займет прекращение подачи вещества. Оно разрабатывается с использованием текущих данных процесса при транспортировке.
Муст - количество вещества, которое должно быть добавлено во время совместной операции.
ПВдейст - текущая скорость потока, при которой предварительно взвешенный продукт подается в приемный бак. Это текущие данные, которые обновляются каждую секунду.
ПВсред - средняя статистическая скорость потока, при которой предварительно взвешенный продукт подается в приемный бак.
Обновляется в конце каждой транспортировки предварительно взвешенного продукта.
ПВожд - время в секундах, которое, согласно ожиданиям, займет подача предварительно взвешенного продукта. Оно определяется с использованием текущих данных процесса при транспортировке.
ПВтв - масса, которую, согласно ожиданиям, после предварительного взвешивания подают в приемный бак. Она определяется в момент времени, когда приемный бак запрашивает подачу предварительно взвешенного вещества.
Во время совместной подачи осуществляют много проверок процесса, производимых для уменьшения возможности любого нарушения процесса. Ниже приведены этапы и последовательность их осуществления при выполнении совместной подачи.
1. Система ожидает, пока закончится предварительное взвешивание требуемых продуктов для подачи в основной бак.
2. Осуществляется оценка предварительного взвешивания по формуле ПВтв/ПВсред для определения, какое из них будет иметь наибольший Тпрвз.
3. Вычисляется время подачи по формуле: Тпв=Муст/Мсред.
4. Определяется общее количество вещества, подаваемое в основной бак, путем объединения всех ожидаемых количеств предварительных взвешиваний ПВтв и установок подач вещества Муст.
5. Вычисляется время задержки начала подачи вещества с использованием наибольшего Тпрвз, как: Твз=(Тпрвз-Тпв+Тзн+Ттв), при Твз никогда не меньше нуля.
6. Все требуемые предварительно взвешенные продукты по команде подаются в бак.
7. Подача всех предварительно взвешенных веществ начинается, когда Твз удовлетворено.
8. Осуществляется мониторинг времени только подачи Ттв для гарантии того, что никакая подача предварительно взвешенного вещества не нарушает Ттв, с использованием сравнения:
Ттв>Можд -ПВодж.
На основе результатов этого сравнения осуществляют одно из двух:
а. Если не нарушено время только подачи, то прекращают подачу предварительно взвешенных веществ. Прекращают подачу, в конце которой все данные системы, включая информацию от независимо измеряемых подач, будут обновлены, чтобы отражать текущую операцию процесса.
b. Если время только подачи нарушено, то происходит следующее:
1. Подача прекращается.
2. Предварительно взвешенное вещество не транспортируется и обновляют данные процесса.
3. Определяют недостаток веса подаваемого вещества и оператор информируется о необходимости корректирующих действий.
4. Следующая подача вещества для совместной подачи блокируется, так что могут быть собраны точные данные системы.
5. После сбора точных данных возобновляется нормальная совместная работа.
Представленное изобретение может быть реализовано, например, с использованием компьютерной системы на выполнение последовательности машинно-считываемых команд. Эти команды могут находиться на разного типа носителях передачи сигнала, таких как жесткий диск и основная память. Соответственно другой аспект представленного изобретения имеет отношение к программному продукту, содержащему носитель передачи сигнала, включающий программу машинно-считываемых команд для выполнения этапов способа, которая выполняется цифровым процессором, типа центрального процессорного устройства (ЦПУ). Машинно-считываемые команды могут содержать любой известный в технике язык программирования (Visual Basic, С, C++ и т.д.).
Настоящее изобретение может быть реализовано в компьютерной системе любого типа. Один допустимый тип компьютерной системы содержит главное или центральное процессорное устройство (ЦПУ), соединенное с основной памятью (например, оперативной памятью ОП), адаптером дисплея, адаптером дополнительной памяти и сетевым адаптером. Эти составляющие системы могут быть соединены между собой с помощью системной шины.
В качестве ЦПУ может использоваться процессор Пентиум, производимый корпорацией Интел. Однако представленное изобретение не ограничивается каким-либо одним типом процессора, а может быть осуществлено с использованием другого типа процессора, такого как сопроцессор или дополнительный процессор. Для соединения устройства памяти большой емкости (типа жесткого диска) с компьютерной системой может использоваться адаптер дополнительной памяти. Нет необходимости всей программе одновременно постоянно находиться в компьютерной системе, например, в случае, если в качестве компьютерной системы использовался сетевой компьютер. Адаптер дисплея может использоваться для прямого соединения устройства отображения с компьютерной системой. Сетевой адаптер может использоваться для соединения компьютерной системы с другими компьютерными системами.
Несмотря на то, что представленное изобретение было описано в контексте полностью функциональной компьютерной системы, для специалистов очевидно, что изобретение может быть использовано для распространения в качестве программного продукта в разнообразных формах, и может использоваться в равной степени независимо от конкретного типа носителя передачи сигнала. Возможные варианты носителя передачи сигнала включают: носитель записываемого типа, такой как гибкие диски, жесткие диски и ПЗУ компакт-диска, средства передачи данных, типа линий цифровой и аналоговой связи и радиосвязи.
Реферат
Изобретение относится к области измерительной техники, а именно к системам взвешивания и доставки веществ, подаваемых при транспортировке. Техническим результатом изобретения является определение количества и предсказание величины утечки, которая будет иметь место при подаче вещества, а также улучшение при этом процесса управления. Согласно изобретению вводят требуемое количество вещества, которое должно быть подано из исходной емкости к месту назначения, обновляют во время подачи требуемое количество с использованием алгоритма, основанного на использовании модели с предсказанием. Обновляют алгоритм на основе данных выполнения процесса с использованием рекурсивной процедуры метода наименьших квадратов. Адаптивный алгоритм выбора используют для определения необходимости замены, по меньшей мере, одного предыдущего параметра алгоритма, основанного на использовании модели с предсказанием, по меньшей мере, одним новым параметром алгоритма, основанного на использовании модели с предсказанием, для адаптации алгоритма, основанного на использовании модели с предсказанием, в ответ на изменение процесса. 2 н. и 26 з.п. ф-лы, 10 ил.

Формула

Комментарии