Способ окончательной обработки полимера - RU2512117C2
Код документа: RU2512117C2
Чертежи



Описание
Перекрестная ссылка на родственные заявки
Настоящая заявка утверждает преимущество изобретения, описанного в предварительной заявке на патент US 61/200610, зарегистрированной 2 декабря 2008 г., раскрытие сущности которой включено в целом посредством ссылки.
Область техники, к которой относится изобретение
Варианты осуществления изобретения, описанные в настоящей заявке, в основном касаются окончательной обработки полимера. В частности, раскрытые здесь варианты осуществления изобретения относятся к способу окончательной обработки полимера, включающему измерение (удельного) массового расхода порошкового полимера. Еще более конкретно, раскрытые здесь варианты осуществления изобретения касаются способа окончательной обработки полимера, включающего по меньшей мере измерение или регулирование массового расхода порошкового полимера.
Предпосылки создания изобретения
Необработанный продукт реакции полимеризации или технический полимер до использования в производстве обычно подвергают различным технологическим операциям, в целом известным под названием "окончательная обработка полимера".
Например, фиг.1 в патенте US 6867270 и относящееся к нему описание иллюстрируют один способ полимеризации, осуществляемый в газофазном реакторе до получения технического (необработанного) полимера в качестве продукта. Как показано на фиг.1 из этого патента, в газофазных реакторах полимеризацию можно проводить в псевдоожиженном слое, в котором реакционную смесь (включающую слой из частиц полимера, катализатора, реагентов и инертных газов) можно поддерживать в псевдоожиженном состоянии посредством непрерывного движения вверх от основания газофазного реактора 75 потока псевдоожижающего газа. Циркулирующий газ можно отбирать из верхней части реактора 75 посредством трубопровода 135. Перед повторным вводом через основание реактора 75 в качестве потока псевдоожижающего газа циркулирующий газ можно сжимать посредством компрессора 145 и охлаждать посредством теплообменника 155. Поток псевдоожижающего газа может содержать также добавочные реагенты и инертные газы, которые можно вводить в трубопровод 135 по трубопроводу 161 и (или) по трубопроводу 160. По мере получения нового (свежего) полимера полимерный продукт можно извлекать посредством одного или нескольких разгрузочных устройств 30, расположенных в нижней части реактора 75. Полимерный продукт можно транспортировать в камеру 205 для продукта, а затем - в буферный бак 215 для продукта (быстро опорожняемый резервуар-приемник), который облегчает перемещение полимерного продукта по передающему трубопроводу 25 в бункер 200 для очистки продукта (продувочный бункер).
Аналогичный способ полимеризации можно осуществлять также в жидкофазном реакторе, например, в реакторе для полимеризации в растворе. Реакцию жидкофазной полимеризации можно, например, проводить в псевдоожиженном слое, в котором реакционную смесь (включающую слой из частиц полимера, катализатора, реагентов и инертных газов) можно поддерживать в псевдоожиженном состоянии посредством непрерывного движения потока псевдоожижающей жидкости. После полимеризации растворитель может быть извлечен из продукта полимеризации, например, посредством быстрого испарения, центрифуги или с использованием другого вида разделения. После отделения от растворителя полимерный продукт можно извлекать из реактора и транспортировать в бункер для очистки продукта для хранения и дегазации полимера перед дальнейшей обработкой.
Для удаления реагентов и завершения или предотвращения продолжения полимеризации в любой полимеризующей реакционной системе, жидкофазной или газофазной, в бункер для очистки можно вводить азот и (или) пар. Затем полимерный продукт, например, в виде порошкового полимера, можно перемещать из бункера для очистки продукта для выполнения последующих технологических операций, которые могут включать экструзию (шприцевание) или упаковку, а здесь называются "окончательная обработка полимера".
Во время окончательной обработки полимера полимер, полученный путем полимеризации в жидкой или газовой фазе, можно компаундировать с добавками и (или) смешивать с другими полимерами для образования композиций, которые затем можно использовать для производства изделий. Например, приготовленную на основе полимера композицию можно экструдировать через экструзионную головку для образования гранулированной полимерной смолы, которую можно подвергать дальнейшей обработке, например, посредством литьевого или выдувного (дутьевого) формования. В частности, добавки могут включать антиоксиданты, зародышеобразователи, акцепторы кислоты, пластификаторы, стабилизаторы, противокоррозионные средства, газообразующие средства (порообразователи), поглотители ультрафиолетовых лучей, закалочные жидкости, антистатики, добавки, понижающие трение, пигменты, красители и наполнители, а также отверждающие агенты, такие как перекиси.
Перемещение твердых веществ является неотъемлемой частью способа окончательной обработки полимера. Для перемещения полимера, например, порошкового полимера, из бункера для очистки в смеситель, в котором полимер можно смешивать с другими полимерами и добавками, обычно используют ленточные конвейеры. Для получения полимерных соединений с устойчивыми требуемыми свойствами необходимо тщательно измерять, регулировать и поддерживать соответствующее количественное соотношение смешиваемых компонентов.
Для взвешивания твердых веществ во время окончательной обработки полимера используются различные устройства, в том числе специализированные бункер-весы, весовые бункер-дозаторы и весовые ленточные конвейеры. Например, в патенте US 4395131 раскрывается использование весового бункер-дозатора для измерения веса твердого вещества, такого как порошковый полимер, в котором для подачи твердого вещества в оборудованный весами весовой бункер-дозатор можно использовать винтовой конвейер.
Бункер-весы или весовой бункер-дозатор, как правило, могут обеспечить точное измерение массового расхода порошкового полимера из бункера, в дальнейшем именуемое "измерение по методу потери в весе". Однако только методом с использованием бункер-весов невозможно обеспечить непрерывное измерение, так как бункер-весы попеременно работают в стадии заполнения и опорожнения. Кроме того, чем больше размер используемых бункер-весов или весового бункер-дозатора, тем меньше точность измерения массового расхода по методу потери в весе, так как абсолютная величина изменения массы внутри бункер-весов или весового бункер-дозатора может быть на несколько порядков меньше общей массы бункер-весов или весового бункер-дозатора, и поэтому для измерения требуются другие весы. Далее, массовый расход порошкового полимера, выходящего из бункер-весов, несмотря на точность его измерения, не может правильно указывать массовый расход полимера через находящийся на стороне выхода конвейер и в смеситель.
Другое устройство для взвешивания твердого вещества, раскрытое, например, в патенте US 6523721, включает систему весового ленточного конвейера, имеющую весовое устройство, например, динамометрический датчик для взвешивания количества твердого материала на ленточном конвейере. Зная массу порошкового полимера на конвейерной ленте, длину конвейерной ленты, на протяжении которой измеряют массу, и скорость конвейерной ленты, можно определить массовый расход порошкового полимера. Однако неравномерное распределение порошкового полимера на весовом ленточном конвейере и непредусмотренное перемещение порошкового полимера на конвейерной ленте вследствие образования пыли, проскальзывания или слежения за перемещением может существенно повлиять на точность измерения массового расхода на весовом ленточном конвейере.
Кроме того, любая неточность и (или) несоответствие при измерении массового расхода порошкового полимера может привести к недостаточному регулированию массового расхода и (или) соотношения массового расхода порошкового полимера и других полимеров и (или) добавок, что, в свою очередь, может стать причиной плохого качества и (или) недостаточной плотности (консистенции) готового полимерного продукта.
Следовательно, для повышения надежности и точности оборудования, а также плотности получаемого полимерного продукта требуется разработать системы и способы окончательной обработки полимера, в том числе более надежные (устойчивые к ошибкам) устройства для измерения и регулирования массового расхода твердого полимерного материала при смешивании с другими полимерами и (или) добавками.
Раскрытие изобретения
С одной стороны, раскрытые здесь варианты осуществления изобретения касаются способа окончательной обработки полимера, включая извлечение порошкового полимера из реактора полимеризации; подачу порошкового полимера во входную часть винтового конвейера, приспособленного для измерения массового расхода, имеющего корпус, по меньшей мере один винтовой шнек, заключенный, по меньшей мере частично, в корпус, для перемещения порошкового полимера по направлению оси через винтовой конвейер и одно или несколько устройств для определения массы порошкового полимера по меньшей мере в одной части корпуса; вращение по меньшей мере одного винтового шнека для перемещения порошкового полимера по направлению оси через винтовой конвейер; извлечение порошкового полимера из выходной части винтового конвейера; проведение по меньшей мере одного из измерений: измерения массы порошкового полимера в винтовом конвейере и общей массы винтового конвейера и порошкового полимера в винтовом конвейере с использованием одного или нескольких устройств для измерения массы; а также определение массового расхода порошкового полимера через винтовой конвейер на основе по меньшей мере одной из измеренных величин: измеренной массы порошкового полимера в винтовом конвейере и измеренной общей массы.
С другой стороны, раскрытые здесь варианты осуществления изобретения касаются системы окончательной обработки полимера, включающей по меньшей мере одно устройство для обеспечения движения порошкового полимера в уравнительный бункер во время цикла заполнения и прекращения движения порошкового полимера во время цикла опорожнения; напорный трубопровод, непосредственно соединяющий уравнительный бункер с винтовым конвейером, включающим корпус, по меньшей мере один винтовой шнек, заключенный, по меньшей мере частично, в корпус, для перемещения порошкового полимера по направлению оси через винтовой конвейер и одно или несколько устройств для измерения массы порошкового полимера по меньшей мере в одной части корпуса; по меньшей мере одно устройство для измерения массы для определения массового расхода порошкового полимера из уравнительного бункера в винтовой конвейер; по меньшей мере одно устройство для измерения массы для определения массового расхода порошкового полимера через винтовой конвейер; по меньшей мере систему цифрового управления или программируемый логический контроллер для регулирования во время цикла опорожнения по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека и скорости подачи добавок в винтовой конвейер на основе определенного массового расхода порошкового полимера из уравнительного бункера в винтовой конвейер; и регулирования во время цикла заполнения по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека и скорости подачи добавок в винтовой конвейер на основе определенного массового расхода порошкового полимера через винтовой конвейер.
Краткое описание чертежей
Фиг.1 - упрощенная технологическая схема осуществления способа окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке.
Фиг.2 - упрощенная технологическая схема осуществления способа окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке.
Фиг.3 - упрощенная технологическая схема осуществления способа окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке.
Фиг.4 - упрощенная технологическая схема осуществления способа окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке.
Фиг.5 - упрощенная технологическая схема осуществления способа окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке.
Фиг.6 - упрощенная технологическая схема осуществления способа окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке.
Осуществление изобретения
До раскрытия и описания представленных соединений, компонентов, композиций, устройств, программных средств, аппаратных средств, оборудования, конфигураций, схем, систем и (или) способов следует понять, что, если не указано особо, то настоящее изобретение не ограничивается определенными соединениями, компонентами, композициями, устройствами, программными средствами, аппаратными средствами, оборудованием, конфигурациями, схемами, системами, способами и т.п., так как они могут меняться, если не оговорено особо. Следует также понимать, что используемая здесь терминология предназначена только для описания определенных вариантов осуществления изобретения, и ее ограничение не предполагается.
Следует также отметить, что формы единственного числа "a", "an" и "the", используемые в описании изобретения и прилагаемых пунктах формулы изобретения, если не оговорено особо, включают ссылки на множественное число.
С одной стороны, раскрытые здесь варианты осуществления изобретения относятся к способу окончательной обработки полимера. С другой стороны, раскрытые здесь варианты осуществления изобретения относятся к способу окончательной обработки полимера, включающему измерение массового расхода порошкового полимера. Еще одна особенность заключается в том, что раскрытые здесь варианты осуществления изобретения касаются способа по меньшей мере измерения или регулирования массового расхода порошкового полимера.
Термин "порошковый полимер", используемый в раскрытых здесь вариантах осуществления изобретения, относится к необработанному продукту реакции полимеризации или техническому полимеру, извлеченному из бункера для очистки полимера в виде порошка, который можно подавать на окончательную обработку полимера, включающую экструзию и упаковку.
Способы окончательной обработки полимера, предлагаемые в раскрытых здесь вариантах осуществления изобретения, могут включать использование винтового конвейера, приспособленного для измерения массового расхода. Винтовой конвейер, предлагаемый в раскрытых здесь вариантах осуществления изобретения, может включать: i) корпус; ii) один или несколько винтовых шнеков, каждый из которых по меньшей мере частично заключен в корпус, для перемещения порошкового полимера через конвейер и iii) одно или несколько устройств для измерения массы для определения массы порошкового полимера по меньшей мере в одной части корпуса винтового конвейера. В некоторых вариантах осуществления изобретения устройство для измерения массы может представлять собой весы для измерения веса винтового конвейера и порошкового полимера, содержащегося в нем и перемещаемого винтовым конвейером. В других вариантах осуществления изобретения устройство для измерения массы можно использовать для измерения веса лишь части винтового конвейера и его содержимого. Можно учитывать вес винтового конвейера, являющийся постоянной величиной, что позволяет точно определить общую массу порошкового полимера в винтовом конвейере или в одной его части, а также скорость, с которой порошковый полимер перемещается через винтовой конвейер.
Такие винтовые конвейеры можно использовать для измерения и (или) регулирования массового расхода порошкового полимера в способах окончательной обработки полимера, предлагаемых в описанных здесь вариантах осуществления изобретения. Винтовые конвейеры можно также использовать в способе окончательной обработки полимера, который может включать использование дополнительных устройств для определения массового расхода порошкового полимера с целью повышения точности массового расхода и регулирования массового расхода порошкового полимера и добавок в способе окончательной обработки полимера.
Использование винтового конвейера для измерения массового расхода порошкового полимера при осуществлении способа окончательной обработки полимера в соответствии с раскрытыми здесь вариантами осуществления изобретения может повысить точность и достоверность (непротиворечивость) данных измерения массового расхода порошкового полимера. Использование винтового конвейера может, например, исключить или существенно уменьшить проблемы, связанные с образованием пыли, проскальзыванием, регулированием и неравномерным распределением порошкового полимера, с которыми можно столкнуться при использовании обычных устройств для измерения массового расхода, таких как весовые ленточные конвейеры.
Измерение и регулирование массового расхода порошкового полимера в способах окончательной обработки полимера, предлагаемых в раскрытых здесь вариантах осуществления изобретения, можно проводить только посредством измерений массы, обеспечиваемых одним или несколькими винтовыми конвейерами. В других вариантах осуществления изобретения измерение и регулирование массового расхода порошкового полимера в описанных здесь способах окончательной обработки полимера можно проводить посредством измерений массы, обеспечиваемых одним или несколькими винтовыми конвейерами, в совокупности с измерениями массы, обеспечиваемыми дополнительным оборудованием, например, поворотными клапанами (задвижками), которые могут регулировать расход порошкового полимера посредством скорости вращения, а также уравнительными бункерами и другими питающими сосудами, расположенными между бункером для очистки и винтовым конвейером, имеющими дифференциальные весовые устройства для измерения расхода полимера из сосуда или в сосуд.
Порошковый полимер можно подавать из бункера для очистки в винтовой конвейер разными способами. В одних вариантах осуществления изобретения порошковый полимер можно подавать в винтовой конвейер через питающий клапан. Питающий клапан может обеспечивать непрерывную подачу порошкового полимера или может срабатывать периодически, обеспечивая, таким образом, неравномерную подачу порошкового полимера. В отдельных вариантах осуществления изобретения питающий клапан может представлять собой поворотный клапан, шнековый питатель, ленточный питатель или вибропитатель. В других вариантах осуществления изобретения питающим клапаном может быть поворотный клапан, режущий комки. В еще одних вариантах осуществления изобретения полимер можно подавать в питающий клапан непосредственно из бункера для очистки.
В остальных вариантах осуществления изобретения для подачи порошкового полимера непосредственно в винтовой конвейер можно использовать уравнительный бункер. Например, для обеспечения непрерывной подачи в винтовой конвейер можно использовать расходный объем порошкового полимера, хранящегося в уравнительном бункере.
Как упоминалось выше, для перемещения порошкового полимера по направлению оси через винтовой конвейер можно использовать винтовые шнеки. В одних вариантах осуществления изобретения винтовые шнеки могут иметь по всей длине конвейера пластины с равномерным шагом (расстояние между пластинами по направлению оси). Термин "отделение", используемый в раскрытых здесь вариантах осуществления изобретения, относится к открытому объему между пластинами, который может быть заполнен порошковым полимером при перемещении по всей длине винтового шнека. В других вариантах осуществления изобретения винтовой шнек может поддерживать почти постоянное заполнение отделений по направлению оси по всей длине винтового конвейера, например, при равномерном шаге, и примерно постоянную скорость подачи на входе, например, от поворотного клапана или других устройств для регулирования расхода на стороне входа.
В остальных вариантах осуществления изобретения шаг пластин винтового шнека может меняться по всей длине конвейера. Например, винтовой шнек, у которого шаг пластин на входе меньше, чем шаг пластин вблизи выхода, может обеспечить равномерное заполнение винтового шнека на входе, например, 100%-ное заполнение объема между пластинами, а вследствие увеличения шага в пределах шагов создается дополнительный объем на массу полимера, который в пределах винтового конвейера можно использовать для добавок, смешиваемых с порошковым полимером. Например, винтовой шнек может представлять собой дозирующий шнек с поступательным движением с уменьшением объема заполнения отделений примерно со 100% во входной части винтового конвейера до постоянного объема заполнения отделений, составляющего, например, около 50%, в выходной части винтового конвейера.
Винтовые конвейеры, предлагаемые в раскрытых здесь вариантах осуществления изобретения, не так чувствительны к проблемам, связанным с пылеобразованием, проскальзыванием, регулированием и неравномерным распределением, как другие устройства для измерения массового расхода порошкового полимера, такие как ленточные конвейеры. Поскольку пластины винтового шнека не достигают корпуса, точность определения массового расхода порошкового полимера по длине винтового конвейера может зависеть от количества порошкового полимера, проскальзывающего между пластинами и корпусом, (т.е. полимера, проходящего через зазоры между пластинами винтового шнека и корпусом). Однако при работе с постоянным расходом расход на проскальзывание не оказывает существенного влияния на точность измерения массового расхода по той причине, что является постоянным.
Способы окончательной обработки полимера, предлагаемые в описанных здесь вариантах осуществления изобретения, в которых винтовые конвейеры используются отдельно или вместе с дополнительными устройствами для измерения массы, такими как уравнительные бункеры с дифференциальным весовым устройством, могут обеспечить высокую степень точности при определении массового расхода порошкового полимера в способе окончательной обработки полимера. В одних вариантах осуществления изобретения точность измерения массового расхода может быть примерно выше 10% (т.е. в пределах от -10% до +10% фактической величины). В других вариантах осуществления изобретения точность измерения массового расхода может быть примерно выше 5%. В еще одних вариантах точность измерения массового расхода может быть примерно выше 3%. В других вариантах осуществления изобретения точность измерения массового расхода может быть примерно выше 1%.
Корпус винтового конвейера может состоять из одной или нескольких частей. В одних вариантах осуществления изобретения может использоваться сплошной цельнолитой корпус. В других вариантах осуществления изобретения корпус может включать не менее двух отдельных цельных частей корпуса, соединенных гибкими соединительными средствами, например, гибким трубопроводом. Например, порошковый полимер можно перемещать посредством одного или нескольких винтовых шнеков через входную часть корпуса, соответствующую входной части винтового конвейера, через гибкие соединительные средства и в выходную часть корпуса, соответствующую выходной части винтового конвейера. Такое разделение корпуса посредством гибких соединительных средств можно использовать для обеспечения отдельного измерения массы порошкового полимера в каждой части корпуса с использованием одного или нескольких устройств для измерения массы, как описано ниже. Измерение массового расхода отдельно во входной и выходной частях можно использовать для резервирования способа, например, в случае отказа весов, для измерения, например, веса винтового конвейера и массы порошкового полимера вблизи входной части. Измерения отдельно во входной и выходной частях могут также обеспечить определение количества добавок, вводимых в порошковый полимер, например, в тех случаях, когда добавки вводят вблизи выходной части.
Одно или несколько устройств для измерения массы могут быть расположены вблизи корпуса или какой-либо его части для измерения массы" порошкового полимера в корпусе или в его части. Кроме того, в некоторых вариантах осуществления изобретения одно или несколько измерений массы в дальнейшем могут быть использованы для расчета массового расхода порошкового полимера. В других вариантах осуществления изобретения одно или несколько измерений массы могут быть использованы для расчета массового расхода по меньшей мере порошкового полимера или другого полимера и (или) добавки. В следующих вариантах осуществления изобретения одно или несколько измерений массы можно использовать для расчета и (или) регулирования по меньшей мере одной из величин: массового расхода порошкового полимера или другого полимера и (или) добавки.
В соответствии с раскрытыми здесь вариантами осуществления изобретения для измерения массы порошкового полимера можно использовать целый ряд устройств для измерения массы. В некоторых вариантах осуществления изобретения устройство для измерения массы может представлять собой весы. Такие весы могут, например, включать по меньшей мере один динамометрический датчик, пружинные весы, весы с тензометрическим датчиком, гидравлические весы и пневматические весы. В других вариантах осуществления изобретения устройство для измерения массы может включать ультразвуковое устройство или устройство с радиоактивным излучением. Например, ультразвуковое устройство или устройство с радиоактивным излучением можно использовать для определения заполнения порошкового полимера в отделения винтового конвейера в объемных процентах, что в свою очередь можно использовать для определения массы порошкового полимера на основе известной плотности. Специалисту в данной области техники понятно, что для измерения массы порошкового полимера можно использовать также и другие устройства для измерения массы.
В некоторых вариантах осуществления изобретения одно или несколько устройств для измерения массы, таких как весы, могут соприкасаться с корпусом или его частью. С одной стороны, одно или несколько устройств для измерения массы могут соприкасаться с нижней поверхностью корпуса или его части. С другой стороны, по меньшей мере часть винтового конвейера может опираться на одни или несколько весов нижней поверхностью корпуса или его части. Например, сначала с использованием одних или нескольких весов можно измерить общую массу винтового конвейера и находящегося в нем порошкового полимера. Затем для определения чистой массы (нетто) порошкового полимера внутри винтового конвейера можно вычесть постоянную массу незаполненного винтового конвейера.
В некоторых вариантах осуществления изобретения корпус может быть цельнолитым и для измерения массы находящегося во всем корпусе порошкового полимера можно использовать одни или несколько весов. Например, весь корпус может опираться на одни или несколько весов и, следовательно, масса, измеренная с использованием одних или нескольких весов, может соответствовать общей массе винтового конвейера и находящегося в нем порошкового полимера. В других вариантах осуществления изобретения корпус может состоять не менее чем из двух отдельных частей, соединенных с использованием гибких соединительных средств, и могут быть проведены не менее двух отдельных и независимых измерений массы с использованием не менее чем двух весов. Например, входная часть корпуса может опираться на весы, предназначенные только для определения количества порошкового полимера во входной части корпуса. Выходная часть корпуса может опираться на другие весы, предназначенные только для определения количества порошкового полимера внутри отделений, образованных в выходной части корпуса.
Измерения массы материала отдельно в каждой из двух или более частей корпуса можно использовать как для измерения массы порошкового полимера, так и для измерения массы любых других полимеров и (или) добавок, которые могут быть введены вблизи выходной части винтового конвейера во время осуществления способа окончательной обработки. Например, эти возможности можно использовать для точного измерения соотношения между порошковым полимером и какими-либо другими полимерами и (или) добавками при подаче, для того чтобы получить готовый полимер высокого качества и высокой плотности.
Кроме того, отдельные измерения массы, проводимые одновременно во входной и выходной частях винтового конвейера, можно использовать для расчета среднего объема заполнения отделений по всей длине винтового шнека. В некоторых вариантах осуществления изобретения данные о среднем объеме заполнения отделений можно использовать для определения массового расхода порошкового полимера в винтовом конвейере, как описано ниже.
Для определения массового расхода порошкового полимера на основе измерений массы, проведенных с использованием одного или нескольких устройств для измерения массы, можно применять разные методы. Определенный метод расчета массового расхода может зависеть, например, от профиля заполнения отделений во время измерений. В некоторых вариантах осуществления изобретения заполнение отделений по направлению оси по всей длине винтового конвейера может быть равномерным. Например, питающий 1 клапан может работать непрерывно для подачи порошкового полимера в винтовой конвейер с постоянной скоростью. Длина корпуса или его части по оси, и, следовательно, число находящихся в нем отделений, в которых можно измерять массу порошкового полимера, является постоянным. Следовательно, можно рассчитать массу порошкового полимера на единицу длины корпуса или в одном отделении. Скорость вращения шнека винтового конвейера можно использовать для расчета скорости перемещения порошкового полимера по направлению оси внутри винтового конвейера либо в виде длины перемещения в единицу времени, либо в виде числа отделений в единицу времени. Затем, используя массу порошкового полимера на единицу длины или в одном отделении, а также скорость перемещения по направлению оси шнека винтового конвейера, можно рассчитать удельный массовый расход порошкового полимера в винтовом конвейере.
В других вариантах осуществления изобретения заполнение отделений по направлению оси по всей длине винтового конвейера может быть неравномерным. Причиной неравномерного заполнения отделений могут быть перерывы или непостоянство подачи порошкового полимера в винтовой конвейер и (или) изменения скорости вращения шнека винтового конвейера. Например, питающий клапан может работать циклами от положения "открыт" до положения "закрыт", таким образом, подавая порошковый полимер в винтовой конвейер с неодинаковой скоростью. К неравномерному заполнению может привести также временное образование пробок из частиц полимера в подающем трубопроводе или вблизи входа в винтовой конвейер. С использованием двух устройств для измерения массы можно выполнить не менее двух отдельных измерений по направлению оси по всей длине корпуса или его частей. Например, корпус может состоять из двух или более отдельных частей, соединенных с использованием гибких соединительных средств, каждая из которых оборудована одним или несколькими устройствами для измерения массы, как описано выше. В первом варианте осуществления изобретения одно измерение массы можно проводить во входной части корпуса, а другое измерение массы можно проводить в выходной части корпуса. Как описано выше, для каждой части корпуса можно рассчитать не менее двух независимых величин массового расхода. Поскольку заполнение отделений не может быть равномерным, ни один из не менее чем двух независимых расчетов массового расхода сам по себе не может быть точным. Однако далее можно вычислить средний массовый расход для не менее, чем двух независимых расчетов, выполненных для каждой части корпуса, чтобы определить средний массовый расход порошкового полимера через винтовой конвейер. Расчет среднего массового расхода на основе среднего объема заполнения отделений, в тех случаях, когда возможно неравномерное заполнение вблизи входа, может обеспечить более высокую точность и достоверность результатов.
В других вариантах осуществления изобретения профиль заполнения отделений может быть одинаковым во входной части винтового конвейера и неодинаковым по всей длине винтового конвейера. Например, профиль заполнения отделений при использовании дозирующего шнека с поступательным движением может меняться примерно от 100%-ного заполнения на входе до примерно 50%-ного заполнения вблизи выходной части винтового конвейера. Как описано выше, можно измерить массу порошкового полимера, содержащегося только в той части корпуса, в которой отделения заполнены равномерно. Например, можно измерить массу в выходной части или вблизи выходной части винтового конвейера, имеющего дозирующий шнек с поступательным движением. Тогда массовый расход можно определить, как описано выше, более точно, так как заполнение отделений в этой части корпуса может быть равномерным по сравнению с предполагаемой равномерностью.
Определенная конфигурация и механическая конструкция винтового конвейера могут меняться в зависимости от режима подачи порошкового полимера из бункера для очистки в винтовой конвейер. Например, тип шнека винтового конвейера, тип корпуса, расположение устройств для измерения массы, метод расчета массового расхода и метод регулирования массового расхода и (или) соотношения различных компонентов при подаче могут зависеть от того, как подают порошковый полимер из бункера для очистки в винтовой конвейер - непрерывно или периодически, и предусмотрен ли на входе винтового конвейера уравнительный бункер. Как описано выше, с учетом такого режима работы на стороне входа также могут меняться результаты измерения массы и определения массового расхода порошкового полимера. Кроме того, для повышения точности измерения массового расхода и регулирования расхода винтовые конвейеры можно использовать в способе окончательной обработки полимера вместе с дополнительными устройствами для определения массового расхода порошкового полимера.
Далее, как видно из фиг.1, представлена упрощенная технологическая схема системы окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке. Как указано выше, винтовой конвейер 14 может включать корпус 14а и винтовой шнек 14b, который может вращаться с помощью вала 14с и двигателя 14d. Винтовой шнек 14b может иметь несколько пластин 14е, между которыми, как описано выше, образуются "отделения" 14f, для перемещения порошкового полимера от входной части 14g к выходной части 14h. Порошковый полимер можно подавать во входную часть 14g винтового конвейера 14 посредством напорного трубопровода 102, например, из бункера для очистки или уравнительного бункера (не показаны). Порошковый полимер может по меньшей мере частично заполнять объем между пластинами 14е (т.е. отделения 14f), а в результате вращения винтового шнека полимер может перемещаться по направлению оси к выходу 104.
Для измерения массы по меньшей мере части винтового конвейера 14 и порошкового полимера внутри винтового конвейера 14 предусмотрено по меньшей мере одно устройство 16. Как описано выше, заполнение отделений 14f может быть постоянным, расчетным или предполагаемым (оценочным). На основе измерения веса с использованием устройства 16, заданной собственной массы, заполнения отделений, выраженного в процентах, технических данных винтового шнека (L/d и т.д.), а также скорости вращения винтового шнека можно определить массовый расход порошкового полимера от входной части 14g до выходной части 14h.
В некоторых вариантах осуществления изобретения порошковый полимер можно подавать с требуемой скоростью в напорный трубопровод 104 для смешивания с добавками или дальнейшей обработки вниз по потоку, при которой для регулирования расхода порошкового полимера можно использовать весовое устройство 14. В других вариантах осуществления изобретения порошковый полимер, подаваемый по напорному трубопроводу 102, внутри винтового конвейера можно смешивать с другими полимерами и (или) добавками, подаваемыми по напорному трубопроводу 103. Например, можно подавать добавки вблизи выходной части 14h винтового конвейера 14. Порошковый полимер, смешанный с другими полимерами и (или) добавками, можно извлекать из выходной части 14h винтового конвейера 14 по трубопроводу 104. Для точного определения и регулирования скорости подачи порошкового полимера через входную часть 102 и (или) скорости подачи добавок по напорному трубопроводу 103 можно использовать весовое устройство 16, позволяющее определить массовый расход порошкового полимера в винтовом конвейере 14, таким образом, давая в результате требуемое соотношение порошкового полимера и вводимых добавок. В способах окончательной обработки полимера, предлагаемых в раскрытых здесь вариантах осуществления изобретения, это может обеспечить надежный метод непрерывного измерения массового расхода порошкового полимера, в том числе, высокую точность измерения и хорошую достоверность данных.
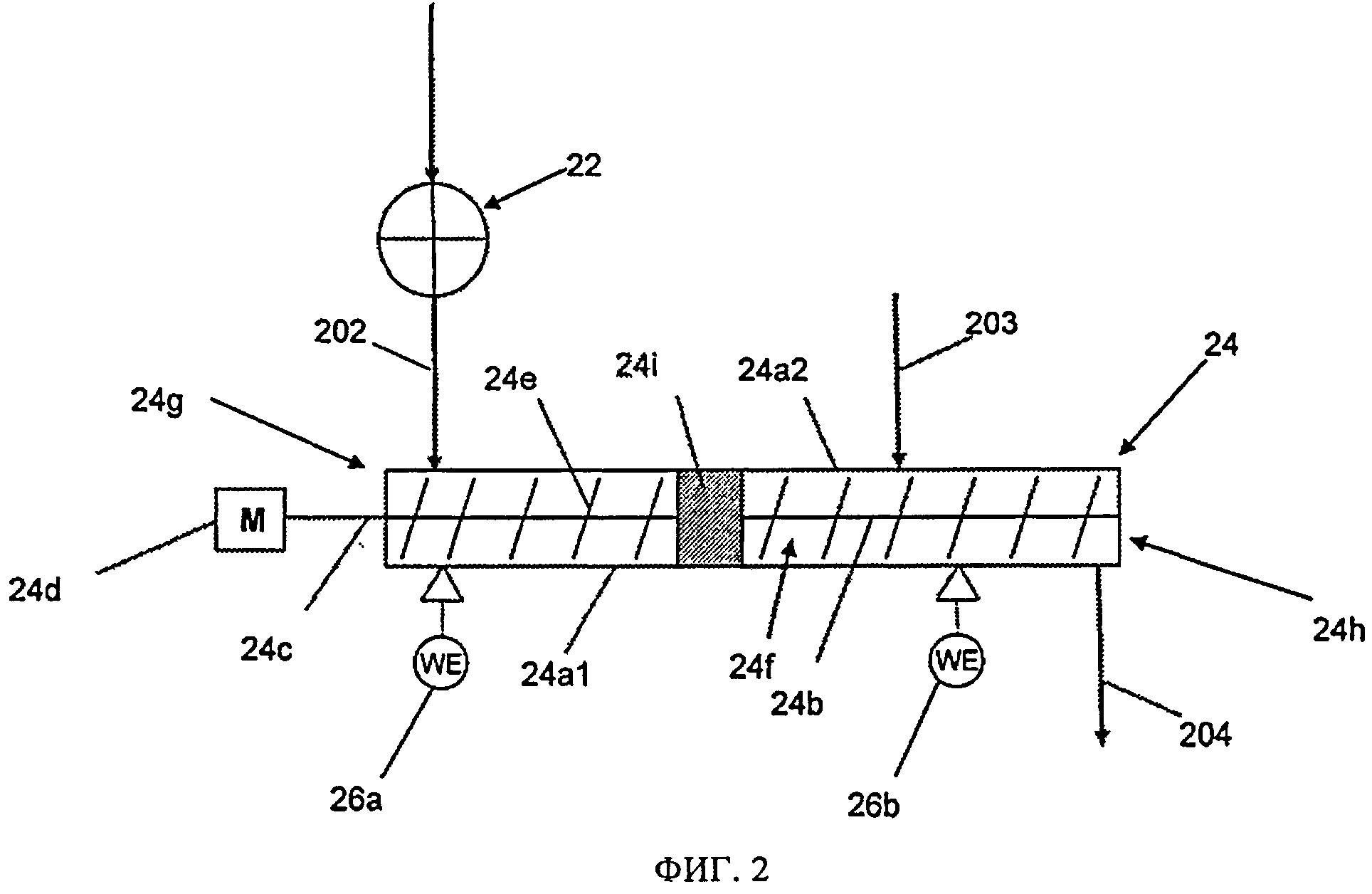
Далее, как видно из фиг.2, представлена упрощенная технологическая схема системы окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке. Винтовой конвейер 24 может включать корпус 24а (24а1 и 24а2) и винтовой шнек 24b, который может вращаться с помощью вала 24 с и двигателя 24d. Винтовой шнек 24b может иметь несколько пластин 24е, между которыми образуются отделения 24f для перемещения порошкового полимера от входной части 24g к выходной части 24h. В этом варианте осуществления изобретения корпус винтового конвейера 24 может включать две части: входную часть 24а1 корпуса и выходную часть 24а2 корпуса, соединенные между собой с использованием гибких соединительных средств 24i. Такая конструкция может обеспечить измерение массового расхода порошкового полимера с резервированием или отдельное измерение массового расхода порошкового полимера и расхода добавок, например, в тех случаях, когда добавку подают в выходную часть 24а2 корпуса, а также более успешное определение и регулирование скорости подачи порошкового полимера и добавок, а также их соотношения.
Порошковый полимер можно подавать во входную часть 24е винтового конвейера 24 по напорному трубопроводу 202, например, из бункера для очистки или уравнительного бункера (не показаны), причем расход полимера можно регулировать посредством клапана 22, например, поворотного клапана (задвижки). Таким образом, порошковый полимер может по меньшей мере частично заполнять объем между пластинами 24е (т.е. отделения 24f), a вследствие вращения винтового шнека полимер может перемещаться по направлению оси к выходной части 204.
Входная часть 24а1 корпуса может опираться по меньшей мере на одно первое устройство 26а для измерения массы, которое можно использовать для измерения или определения массы порошкового полимера только во входной части 24а1 корпуса винтового конвейера 24. Выходная часть 24а2 корпуса может опираться по меньшей мере на одно второе устройство 26b для измерения массы, которое можно использовать для измерения или определения массы порошкового полимера только в выходной части 24а2 корпуса винтового конвейера 24. Как сообщалось выше, массовый расход отдельно в каждой части корпуса можно определить, соответственно, на основе измерений массы отдельно первым устройством 26а для измерения массы и вторым устройством 26b для измерения массы.
В случае использования для резервирования, отдельные устройства 26а и 26b для измерения массы могут обеспечить непрерывное измерение, если первое или второе выйдет из строя. Кроме того, средний массовый расход по всей длине винтового конвейера 24 можно определить на основе отдельных измерений массового расхода. С одной стороны, определение такого среднего массового расхода может обеспечить более высокую степень точности измерения массового расхода.
Кроме того, если, например, по напорному трубопроводу 203 вводят другие полимеры и (или) добавки, то первое устройство 26а для измерения массы можно использовать для определения массового расхода порошкового полимера, подаваемого во входную часть 24а1 корпуса. Одновременно, как сообщалось выше, второе устройство 26b для измерения массы можно использовать для определения массового расхода полимеров и (или) добавок, подаваемых в выходную часть 24а2 корпуса по напорному трубопроводу 203. Второе устройство 26b для измерения массы можно, например, использовать для измерения общего массового расхода порошкового полимера и других полимеров и (или) добавок. Затем, для определения массового расхода других полимеров и (или) добавок, подаваемых по напорному трубопроводу 203, можно вычесть массовый расход порошкового полимера, одновременно измеренный первым устройством 26а для измерения массы. Далее, чтобы получить готовый полимер высокого качества, можно рассчитать и отрегулировать соотношение массового расхода порошкового полимера, подаваемого по напорному трубопроводу 202, и массового расхода полимеров и (или) добавок, подаваемых по напорному трубопроводу 203.
Также можно использовать корпус, выполненный из трех или более частей. При необходимости или по желанию части корпуса могут быть оборудованы одними или несколькими весами для отдельного измерения массового расхода, как описано выше. Эти отдельные измерения массы можно использовать для расчета соответствующих массовых расходов порошкового полимера и различных добавок, что делает возможным отдельное определение и регулирование соответствующих скоростей подачи и соотношений подаваемых компонентов.
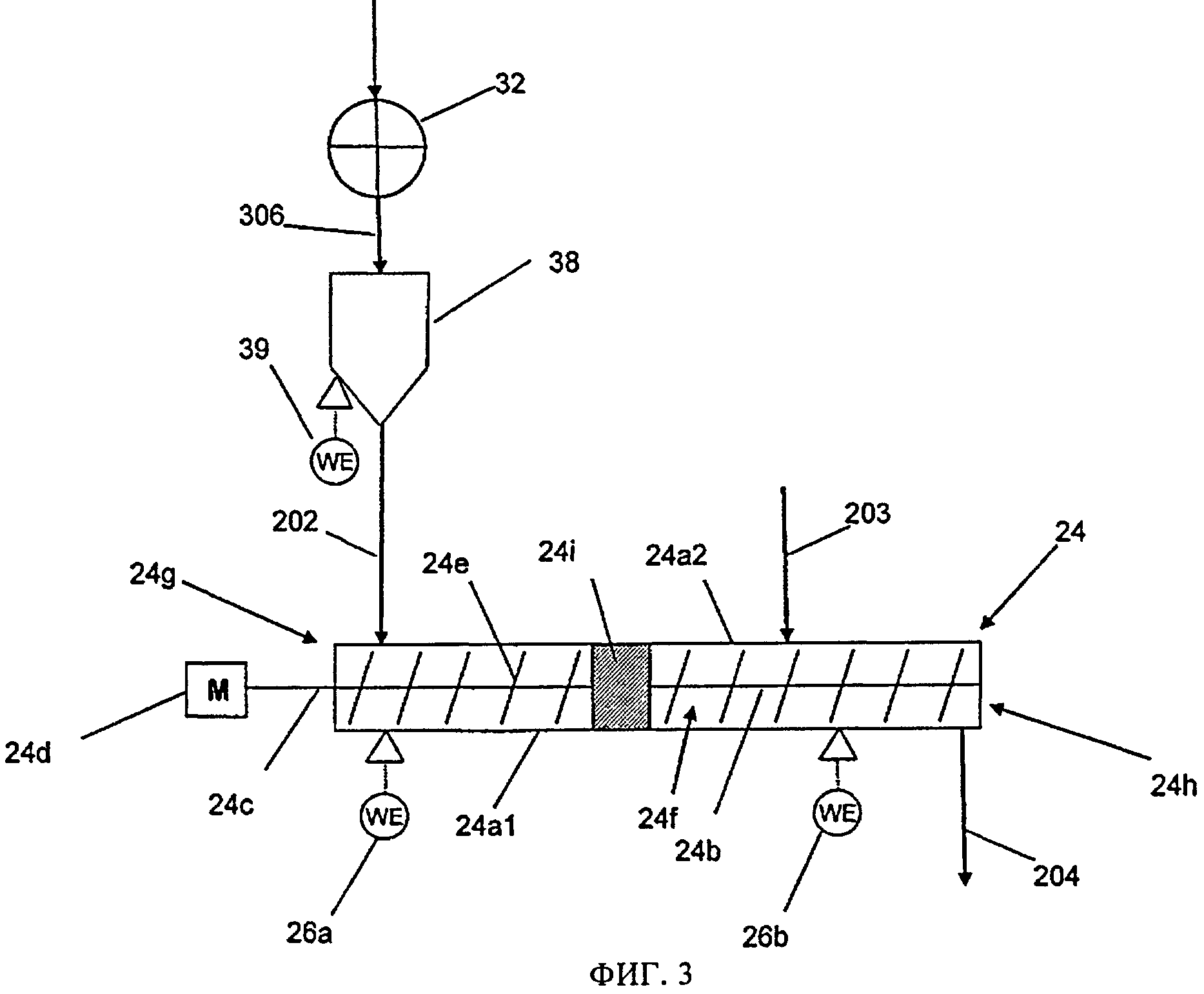
Далее, как видно из фиг.3, представлена упрощенная технологическая схема системы окончательной обработки полимера в соответствии с вариантами осуществления изобретения, раскрытыми в настоящей заявке, на которой одинаковые элементы обозначены одинаковыми цифрами. До подачи в винтовой конвейер 24 полимер через клапан 32 по напорному трубопроводу 306 можно подавать в уравнительный бункер 38. Уравнительный бункер 38 можно использовать для поддержания уравнительного объема порошкового полимера для подачи в винтовой конвейер 24. Уравнительный объем в уравнительном бункере 38 может, например, компенсировать краткосрочные прерывания потока порошкового полимера от клапана 32. Объем порошкового полимера в уравнительном бункере может обеспечить непрерывную подачу полимерного порошка в винтовой конвейер, допуская на стороне входа переключения, простои или другие события, которые могут прервать или вызвать необходимость прекращения потока к клапану 32 или от клапана 32. Массовый расход порошкового полимера можно регулировать путем корректировки скорости вращения одного или нескольких винтовых шнеков, поддерживая в то же время уровень в уравнительном бункере.
В некоторых вариантах осуществления изобретения, например, как показано на фиг.3, уравнительный бункер 38 также может быть оборудован одним или несколькими измерительными устройствами 39 для измерения массы порошкового полимера в уравнительном бункере. Например, после заполнения уравнительного бункера 38 посредством вращения клапана 32 устройства 39 для измерения массы можно использовать для определения уменьшения веса уравнительного бункера 38 и его содержимого (т.е. измерения по методу потери в весе). Такие измерения массы или дифференциальные измерения массы можно использовать, например, для поверки винтового конвейера, как альтернативное средство для измерения массового расхода порошкового полимера и (или) для дополнительного регулирования массового расхода порошкового полимера в способах окончательной обработки полимера, предлагаемых в раскрытых здесь вариантах осуществления изобретения. Для измерения массы порошкового полимера в уравнительном бункере 38 можно использовать различные устройства для измерения массы, в том числе, весы, динамометрические датчики, ультразвуковые приборы и приборы с радиоактивным излучением. Можно использовать устройства для измерения массы и других типов.
В одних вариантах осуществления изобретения одно или несколько устройств 39 для измерения массы могут быть расположены вблизи уравнительного бункера. В других вариантах осуществления изобретения для облегчения требуемого измерения одно или несколько устройств 39 для измерения массы могут соприкасаться с уравнительным бункером. В остальных вариантах осуществления изобретения уравнительный бункер 38 может опираться на одно или несколько устройств 39 для измерения массы. Например, уравнительный бункер 38 может опираться на весы. С использованием весов можно измерить общую массу уравнительного бункера и содержащегося в уравнительном бункере порошкового полимера. Затем для определения массы находящегося в бункере 38 порошкового полимера можно вычесть массу незаполненного бункера.
В зависимости от режима работы уравнительного бункера 38 можно использовать разные методы измерения массы. В некоторых вариантах осуществления изобретения уравнительный бункер 38 может работать в непрерывном режиме с непрерывной подачей порошкового полимера через питающий клапан 32 в уравнительный бункер 38 и из уравнительного бункера 38 - в винтовой конвейер 24. В таком режиме работы чистая масса порошкового полимера в уравнительном бункере 38 может оставаться относительно постоянной.
В других вариантах осуществления изобретения уравнительный бункер может работать попеременно в режиме заполнения и в режиме опорожнения. Например, в режиме заполнения порошковый полимер можно подавать в уравнительный бункер 38 через питающий клапан 32 до тех пор, пока уравнительный бункер 38 не будет заполнен до требуемого уровня. В режиме опорожнения питающий клапан 32 может быть закрыт для прекращения потока порошкового полимера в уравнительный бункер 38, но порошковый полимер продолжает поступать из уравнительного бункера 38 в винтовой конвейер 24.
Поскольку масса порошкового полимера в уравнительном бункере 38 во время циклов заполнения увеличивается, весовое устройство 39 не может обеспечить непрерывное измерение массового расхода порошкового полимера в способе окончательной обработки полимера. В таких случаях эти измерения может обеспечить резервирование весовых устройств 26а/b, обеспечивающих регулирование соотношения порошкового полимера и добавок, как в цикле заполнения, так и в цикле опорожнения. Во время циклов опорожнения изменение массы уравнительного бункера 38 можно использовать для определения массового расхода порошкового полимера через винтовой конвейер 24, обеспечивая, таким образом, при желании или необходимости, поверку или непосредственное измерение массового расхода порошкового полимера.
Таким образом, измерения массового расхода в описанном здесь способе окончательной обработки полимера могут обеспечить дополнительную гибкость для способа окончательной обработки полимера, например, за счет сочетания измерений массы, проведенных с использованием винтового конвейера с измерением по методу потери в весе, проведенным с использованием уравнительного бункера, включая поверку различных измерительных приборов и (или) возможность перекрестной проверки результатов измерений на достоверность.
Кроме измерения массового расхода порошкового полимера в способах окончательной обработки полимера, раскрытые здесь варианты осуществления изобретения можно использовать также для расширения возможностей регулирования массового расхода и (или) соотношения порошкового полимера и (или) одной или нескольких добавок, которые вводят при осуществлении способа окончательной обработки полимера. Как уже рассматривалось выше, поддерживание точного и постоянного соотношения компонентов в способе окончательной обработки имеет решающее значение для качества готового полимерного продукта.
Далее, как видно из фиг.4, представлена упрощенная технологическая схема системы окончательной обработки полимера, включающая одну возможную схему регулирования, в соответствии с раскрытыми здесь вариантами осуществления изобретения, на которой одинаковые элементы обозначены теми же позициями. Массовый расход порошкового полимера через винтовой конвейер 24 можно измерить с использованием весового устройства 26а, как описано выше. Результаты измерений с использованием устройства 26а могут быть направлены в программируемый логический контроллер (англ. PLC), цифровую систему регулирования (англ. DCS) или аналогичные устройства, или могут регулироваться оператором вручную. Затем, результаты измерений можно использовать для прямого или косвенного регулирования, например, скорости вращения винтовых шнеков 24b для регулирования массового расхода порошкового полимера через систему. В других вариантах осуществления изобретения на основе результатов измерений, полученных с использованием измерительных устройств 26а и (или) 26b, можно регулировать положение и (или) скорость вращения питающего клапана 22. Еще в одних вариантах осуществления изобретения для регулирования массового расхода порошкового полимера в способе окончательной обработки полимера можно регулировать и питающий клапан 22, и скорость винтовых шнеков 24b.
Если в способе окончательной обработки полимера по напорному трубопроводу 203 вводят один или несколько других полимеров и (или) добавок, то для регулирования их массового расхода путем корректировки скорости вращения и (или) положения клапана 52, через который вводят добавки, можно использовать второе устройство 26b для измерения массы. Устройства 26а для измерения массы одновременно могут измерять расход порошкового полимера. Затем можно использовать расчетное соотношение расходов каждого компонента для регулирования соотношений компонентов в готовом полимерном продукте, обеспечивая, таким образом, точный и подходящий способ регулирования соотношений компонентов во время окончательной обработки полимера для получения готового полимерного продукта высокого качества, удовлетворяющего требованиям.
Далее, как видно из фиг.5, представлена упрощенная технологическая схема системы окончательной обработки полимера в соответствии с раскрытыми здесь вариантами осуществления изобретения, на которой одинаковые элементы обозначены теми же позициями. В способе окончательной обработки полимера устройство 39 для измерения массы, предназначенное для измерения массы уравнительного бункера 38, можно использовать также для регулирования массового расхода порошкового полимера. В некоторых вариантах осуществления изобретения массовый расход порошкового полимера можно регулировать на основе результатов измерений, полученных с использованием по меньшей мере одного из следующих измерительных устройств: устройства 26а для измерения массы, устройства 26b для измерения массы и устройства 39 для измерения массы. Например, для регулирования расхода порошкового полимера путем корректировки скорости вращения винтовых шнеков 24b и (или) питающего клапана 32 можно использовать результаты по меньшей мере одного из измерений массового расхода.
В других вариантах осуществления изобретения массовый расход полимера можно регулировать посредством контура с упреждающим регулированием. Например, скорость вращения винтовых шнеков 24b можно регулировать на основе выхода (полимера) через питающий клапан 32, регулируя, таким образом, массовый расход порошкового полимера в винтовом конвейере 24. Кроме того, измерение массового расхода с использованием устройства 39 для измерения массы можно использовать, например, для регулирования скорости вращения винтовых шнеков 24b. Возможны также другие методы упреждающего регулирования массового расхода.
В способе окончательной обработки полимера такие методы регулирования массового расхода полимера могут обеспечить дополнительную гибкость за счет сочетания измерений массы, проведенных с использованием винтового конвейера, с измерением по методу потери в весе, проведенным с использованием уравнительного бункера, включая поверку различных измерительных приборов и (или) возможность перекрестной проверки результатов измерений на достоверность.
Как еще видно из фиг.5, для регулирования массового расхода порошкового полимера можно с успехом поочередно использовать устройства 26а/b для измерения массы и устройство 39 для измерения массы. Например, когда уравнительный бункер 38 работает в режиме заполнения, то для регулирования массового расхода порошкового полимера путем регулирования скорости вращения винтового шнека 24b можно использовать первое и (или) второе устройство 26а/b для измерения массы.
При переключении уравнительного бункера 38 с режима заполнения на режим опорожнения питающий клапан 32 закрывается, и для регулирования массового расхода полимера путем регулирования скорости вращения винтового шнека 24b снова можно использовать устройство 39 для измерения массы.
Эти варианты осуществления изобретения иллюстрируют дополнительную гибкость в результате сочетания измерений по методу потери в весе и измерений массового расхода с использованием винтового конвейера. Например, когда уравнительный бункер работает в режиме опорожнения, можно использовать оба метода измерений. Когда уравнительный бункер работает в режиме заполнения, можно проводить измерения с использованием только винтового конвейера.
Далее, как видно из фиг.6, представлена упрощенная технологическая схема способа окончательной обработки полимера в соответствии с раскрытыми здесь вариантами осуществления изобретения. Порошковый полимер можно подавать через питающий клапан 82 по напорному трубопроводу 806 в первый уравнительный бункер 88а, имеющий по меньшей мере одно устройство 89а для измерения массы. Из первого уравнительного бункера 88а порошковый полимер можно подавать по напорному трубопроводу 808 во второй уравнительный бункер 88b, имеющий по меньшей мере одно устройство 89b для измерения массы. Из второго уравнительного бункера 88b порошковый полимер можно подавать по напорному трубопроводу 802 в винтовой конвейер 84. Для прекращения потока порошкового полимера из первого уравнительного бункера 88а во второй уравнительный бункер 88b можно использовать запорный клапан 88с, расположенный в напорном трубопроводе 808 между первым уравнительным бункером 88а и вторым уравнительным бункером 88b.
В некоторых вариантах осуществления изобретения запорный клапан 88с может представлять собой золотниковый клапан (задвижку). Можно также использовать запорные клапаны других типов. В отдельных вариантах осуществления изобретения полимер от питающего клапана 82 можно направлять через сетчатый фильтр, для того чтобы улучшить распределение частиц по размерам путем разделения больших комков и пластин. В ряде вариантов осуществления изобретения питающий клапан 82 может представлять собой режущий комки поворотный клапан, после которого установлен сетчатый фильтр. В других вариантах осуществления изобретения питающий клапан 82 может представлять собой поворотный клапан, режущий и отделяющий комки. Можно также использовать питающие клапаны и сетчатые фильтры других типов.
В некоторых вариантах осуществления изобретения запорный клапан 88с может быть открыт, при этом порошковый полимер может проходить через первый уравнительный бункер 88а и второй уравнительный бункер 88b непосредственно в винтовой конвейер 84. В других вариантах осуществления изобретения запорный клапан 88 с может быть закрыт, при этом первый уравнительный бункер 88а может работать в режиме заполнения, а второй уравнительный бункер 88b может работать в режиме опорожнения. Для определения массового расхода порошкового полимера в первый уравнительный бункер 88а по методу увеличения веса можно использовать по меньшей мере одно устройство 89а для измерения массы. Например, при закрытом запорном клапане 88с через определенный промежуток времени с использованием по меньшей мере одного второго устройства 89а для измерения массы можно измерить изменение массы порошкового полимера в первом уравнительном бункере 88а. Точно так же, для расчета массового расхода порошкового полимера из второго уравнительного бункера 88b по методу потери в весе можно использовать по меньшей мере одно устройство 89b для измерения массы, как было описано ранее. Например, при закрытом запорном клапане 88с через определенный промежуток времени можно измерить изменение массы полимера во втором уравнительном бункере 88b с использованием по меньшей мере одного устройства 89b для измерения массы.
Эти варианты осуществления изобретения могут обеспечить дополнительную гибкость в измерениях массы в способе окончательной обработки полимера. В некоторых вариантах осуществления изобретения измерение массового расхода полимера по меньшей мере по одному из методов - по методу потери в весе или по методу увеличения веса - можно использовать для поверки оборудования. Например, такое измерение можно использовать для точного определения скорости вращения (через массовый расход) по меньшей мере питающего клапана 82 или винтового шнека, как было описано ранее. В других вариантах осуществления изобретения измерение массового расхода порошкового полимера по меньшей мере по одному из методов - по методу потери в весе или по методу увеличения веса - можно использовать, например, для регулирования скорости вращения по меньшей мере питающего клапана 82 или по меньшей мере одного винтового шнека. Как видно из фиг.5, для того чтобы обеспечить регулирование способа окончательной обработки полимера даже во время циклов заполнения уравнительного бункера, измерения по методу потери в весе с использованием устройств 86а/b можно дополнить измерениями с использованием весовых устройств 86а/b.
Способы окончательной обработки полимера, предлагаемые в раскрытых здесь вариантах осуществления изобретения, показанных на фиг.1-6 и описанных выше, могут обеспечить целый ряд преимуществ по сравнению с обычными способами окончательной обработки полимера. Например, надежное оборудование и схемы регулирования, которые можно использовать в раскрытых здесь вариантах осуществления изобретения, могут обеспечить высокую степень точности и надежности в отношении регулирования подачи порошкового полимера и (или) добавок. Далее, раскрытые здесь варианты осуществления изобретения могут обеспечить непрерывное регулирование способа, даже во время цикла заполнения уравнительных бункеров.
Кроме того, системы и способы, предлагаемые в раскрытых здесь вариантах осуществления изобретения, могут быть реализованы посредством реконструкции технологического оборудования, имеющегося на установке для окончательной обработки полимера. Например, существующие установки для окончательной обработки полимера могут уже иметь по меньшей мере один бункер для очистки, поворотный клапан, режущий комки; уравнительный бункер и винтовой конвейер. Для определения массового расхода порошкового полимера может быть установлено устройство для измерения массы, предлагаемое в раскрытых здесь вариантах осуществления изобретения, предназначенное для измерения массы полимера в имеющемся винтовом конвейере и имеющемся уравнительном бункере.
Другое преимущество использования систем и способов, предлагаемых в раскрытых здесь вариантах осуществления изобретения, заключается в возможности усовершенствования способа окончательной обработки полимера за счет проведения более точных измерений массового расхода, чем с использованием обычных устройств для измерения массы. Например, использование винтового конвейера, предлагаемого в раскрытых здесь вариантах осуществления изобретения, делает измерения массового расхода менее подверженными ошибкам, связанным с проблемами пылеобразования и слежения за перемещением, часто встречающимися, например, при использовании обычных весовых ленточных конвейеров.
Следующее преимущество использования способов, предлагаемых в раскрытых здесь вариантах осуществления изобретения, заключается в возможности еще более точного и надежного измерения массового расхода порошкового полимера в результате поверки оборудованного весами винтового конвейера относительно второго источника, например, измерения по методу потери в весе с использованием уравнительного бункера. Например, в соответствии с раскрытыми здесь вариантами осуществления изобретения, для того чтобы провести проверку или повторную проверку измерений массового расхода и, таким образом, обеспечить более высокую точность, чем та, которую могут обеспечить либо одни бункер-весы, либо один оборудованный весами ленточный конвейер, измерение массового расхода порошкового полимера с использованием винтового конвейера можно комбинировать с проведением измерений с использованием одних или нескольких бункер-весов.
Если не указано иное, то выражения "в основном включает" и "в основном включающий" не исключают наличия других стадий, элементов или материалов, независимо от того, упоминаются ли они особо в данном описании изобретения, при условии, что эти стадии, элементы или материалы не влияют на главные и новаторские характеристики изобретения; кроме того, они не исключают примесей и изменений, обычно связанных с используемыми элементами и материалами.
В настоящей заявке явно раскрыты только определенные области. Однако для подробного описания области, которая явно не раскрыта, можно объединять области от любой нижней границы с любой верхней границей, а также для подробного описания явно не раскрытой области можно объединять области от любой нижней границы с любой другой нижней границей; таким же образом, для подробного описания явно не раскрытой области можно объединять области от любой верхней границы с любой другой верхней границей. Кроме того, даже если явно не раскрыто, в область включена каждая точка или отдельное значение между его конечными точками. Таким образом, для подробного описания явно не раскрытой области каждую точку или отдельное значение можно использовать как его собственную нижнюю или верхнюю границу, объединенную с любой другой точкой или отдельным значением или любой другой нижней или верхней границей.
Все противопоставленные здесь документы полностью включены в виде ссылок для всех юрисдикций, в которых такое включение допускается и в том объеме, в каком такое раскрытие соответствует описанию настоящего изобретения.
Несмотря на то что описание изобретения касается целого ряда вариантов осуществления изобретения и примеров, специалистам в данной области техники, использующим преимущества такого раскрытия, очевидно, что могут быть разработаны другие варианты осуществления изобретения, не выходящие за пределы сущности и объема раскрытого здесь изобретения.
Реферат
Способ окончательной обработки полимера, включающий извлечение порошкового полимера из реактора полимеризации, подачу порошкового полимера на вход винтового конвейера, приспособленного для измерения массового расхода, и одно или несколько устройств для измерения массы для определения массы порошкового полимера, по меньшей мере, в одной части винтового конвейера. Способ окончательной обработки также включает измерение, по меньшей мере, одной из величин: массы порошкового полимера в винтовом конвейере и общей массы винтового конвейера и порошкового полимера в винтовом конвейере с использованием одного или нескольких устройств для измерения массы, и определение массового расхода порошкового полимера через винтовой конвейер на основе по меньшей мере одной из величин: измеренной массы порошкового полимера в винтовом конвейере и измеренной общей массы. Технический результат - повышение точности и достоверности данных измерения массового расхода порошкового полимера, а также обеспечение возможности исключить или существенно уменьшить проблемы, связанные с образованием пыли, проскальзыванием, регулированием и неравномерным распределением порошкового полимера. 2 н. и 8 з.п. ф-лы, 6 ил.
Формула
извлечение порошкового полимера из реактора полимеризации;
подачу порошкового полимера во входную часть винтового конвейера, включающего корпус; по меньшей мере один винтовой шнек, заключенный, по меньшей мере частично, в корпус, для перемещения порошкового полимера по направлению оси через винтовой конвейер; и одно или несколько устройств для измерения массы для определения массы порошкового полимера по меньшей мере в одной части корпуса;
вращение по меньшей мере одного винтового шнека для перемещения порошкового полимера по направлению оси через винтовой конвейер;
извлечение порошкового полимера из выходной части винтового конвейера;
измерение по меньшей мере одной из величин: массы порошкового полимера в винтовом конвейере и общей массы винтового конвейера и порошкового полимера в винтовом конвейере с использованием одного или нескольких устройств для измерения массы; и
определение массового расхода порошкового полимера через винтовой конвейер на основе по меньшей мере одной из измеренных величин: измеренной массы порошкового полимера в винтовом конвейере и измеренной общей массы.
определение средней массы порошкового полимера в винтовом конвейере на единицу длины по меньшей мере в одной части корпуса на основе измеренной массы порошкового полимера;
определение скорости перемещения порошкового полимера по направлению оси, обусловленной вращением по меньшей мере одного винтового шнека, на основе скорости его вращения;
определение массового расхода порошкового полимера на основе средней массы на единицу длины и скорости перемещения по направлению оси.
подачу по меньшей мере одной добавки в винтовой конвейер между входной и выходной частью винтового конвейера;
измерение массы полимера и по меньшей мере одной добавки в выходной части винтового конвейера с использованием второго устройства для измерения массы.
определение массового расхода по меньшей мере одной добавки на основе измеренной массы полимера и по меньшей мере одной добавки в выходной части;
расчет отношения массового расхода порошкового полимера к массовому расходу по меньшей мере одной добавки на основе определенного массового расхода полимера и массового расхода по меньшей мере одной добавки;
регулирование на основе рассчитанного отношения по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека и скорости подачи добавок в винтовой конвейер.
заполнение уравнительного бункера порошковым полимером;
прекращение потока порошкового полимера в уравнительный бункер;
подачу порошкового полимера из уравнительного бункера во входную часть винтового конвейера;
измерение массы порошкового полимера в уравнительном бункере с использованием по меньшей мере одного устройства для измерения массы; и
определение массового расхода порошкового полимера из уравнительного бункера в винтовой конвейер в зависимости от уменьшения массы, измеренной в уравнительном бункере через определенный промежуток времени.
при прекращении потока порошкового полимера в уравнительный бункер - регулирование по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека и скорости подачи добавок в винтовой конвейер на основе определенного массового расхода порошкового полимера из уравнительного бункера в винтовой конвейер; и
во время заполнения уравнительного бункера порошковым полимером - регулирование по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека и скорости подачи добавок в винтовой конвейер на основе определенного массового расхода порошкового полимера через винтовой конвейер.
по меньшей мере одно устройство, обеспечивающее поток порошкового полимера в уравнительный бункер во время цикла заполнения и прекращение потока порошкового полимера во время цикла опорожнения;
напорный трубопровод, соединяющий уравнительный бункер с винтовым конвейером, включающим корпус;
по меньшей мере один винтовой шнек, заключенный, по меньшей мере частично, в корпус, для перемещения порошкового полимера по направлению оси через винтовой конвейер; и
одно или несколько устройств для измерения массы для определения массы порошкового полимера по меньшей мере в одной части корпуса;
по меньшей мере одно устройство для измерения массы для определения массового расхода порошкового полимера из уравнительного бункера в винтовой конвейер;
по меньшей мере одно устройство для измерения массы для определения массового расхода порошкового полимера через винтовой конвейер;
по меньшей мере цифровую систему регулирования или программируемый логический контроллер, предназначенный:
во время цикла опорожнения - для регулирования по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека, и скорости подачи добавок в винтовой конвейер на основе определенного массового расхода порошкового полимера из уравнительного бункера в винтовой конвейер; и
во время цикла заполнения - для регулирования по меньшей мере одной из величин: скорости подачи порошкового полимера в винтовой конвейер, скорости вращения винтового шнека, и скорости подачи добавок в винтовой конвейер на основе определенного массового расхода порошкового полимера через винтовой конвейер.
Комментарии